Embed Size (px)
Citation preview

AP2
Validation of Alternatives to Aliphatic Isocyanate
Polyurethanes
Presented by : Joseph Curran
NASA Corrosion Technology LabsKennedy Space Center, FL

AP2
National Aeronautics and Space Administration (NASA) Headquarters chartered the Acquisition Pollution Prevention (AP2) Office to coordinate agency activities affecting pollution prevention issues identified during system and component acquisition and sustainment processes.

AP2
The primary objectives of the AP2 Office are:
• Reduce or eliminate the use of hazardous materials (HazMats) or hazardous processes at manufacturing, remanufacturing, and sustainment locations.
• Avoid duplication of effort in actions required to reduce or eliminate HazMats through joint center cooperation and technology sharing.

AP2
NASA Corrosion Technology Laboratories through the USTDC contract at Kennedy Space Center is tasked to perform the necessary screening, laboratory, and field tests for this project as outlined in the Joint Test Protocol.
KSC Beach Atmospheric Corrosion Test Site

AP2
FACILITIES-CAPABILITIES:
•Atmospheric exposure site•Electrochemistry lab•Seawater immersion system•Coatings application lab•Accelerated corrosion equipment•Website (http://corrosion.ksc.nasa.gov)
NASA Corrosion Technology LaboratoryMISSION:• To develop corrosion control and detection technologies.• To investigate, evaluate, & determine material behavior in corrosive environments• To reduce the use of hazardous materials

AP2
Outline► Why replace aliphatic isocyanate polyurethanes?► Overview of validation procedures► Test Coupon Matrix► Coating Selection► Results of Tests► Conclusion► Future Studies► Acknowledgements

AP2
Why replace aliphatic isocyanate polyurethanes?Isocyanates are classified as potential human carcinogens and are known to cause cancer in animals.The Occupational Health & Safety Administration (OSHA) states that the effects of isocyanate exposure include:
• irritation of skin and mucous membranes• chest tightness• difficult breathing
Effects of overexposure:• occupational asthma• lung problems• irritation of the eyes, nose, throat, and skin.

AP2 Overview of Validation Procedures
This JTP was created from engineering, performance, and operational impact requirements defined by a consensus of NASA and Air Force Space Command (AFSPC) participants and contains the requirements and tests necessary to qualify coating alternatives for Aliphatic Isocyanate Polyurethane applications.

AP2 Overview of Validation ProceduresPhase One Screening Tests
TEST REFERENCE
Pot Life (Viscosity) ASTM D1200
Ease of Application ASTM E376
Surface Appearance ASTM D523, D2244
Accelerated Storage Stability ASTM D1849
Cure Time ASTM D4752
Cleanability MIL-PRF-8328D, -85285
X-Cut Adhesion ASTM D3359
Tensile Adhesion ASTM D4541
Knife Test FED-STD-141

AP2 Overview of Validation ProceduresPhase Two Laboratory Tests
TEST REFERENCE
Removability ASTM D1200Repairability ASTM E376Abrasion Resistance ASTM D523, D2244Gravelometer ASTM D1849Fungus Resistance N/AAccelerated Weathering ASTM D4752Filiform Resistance MIL-PRF-8328D, -85285Mandrel Bend Flexibility ASTM D3359Marine Exposure Environment ASTM D4541Cyclic Corrosion Resistance FED-STD-141Hypergol Compatibility KSC MTB-175-88, NASA-STD-6001LOX Compatibility NASA-STD-6001

AP2 Overview of Validation ProceduresField Evaluations
(To be performed at Stennis Space Center, MS)
TEST REFERENCEEase of Application Technician EvaluationSurface Appearance ASTM E523, D2244Dry-To-Touch Technician Evaluation
Rocket motor test stand to be used for test coating application

AP2
Test Coupon Matrix per SystemSize Quantity Type Alloy
4"x6"x .1875" 24 Composite A-36 steel4"x6"x .1875" 45 Flat A-36 steel3"x6"x .1875" 6* Flat A-36 steel4"x12"x.1875" 6 Flat A-36 steel4"x4"x .032" 6 Flat 1008 steel3"x5"x .032" 12 Flat 1008 steel3"x5"x .025" 6 Flat 3003 H14Aluminum**.75" round 60 Flat Disc 304 Stainless Steel4"x4" 15 Flat Aluminum Foil
*40 for the control coating/ **one system only

AP2 Coating Selections
Manufacturer ProductCoating
Type System UseCarbozinc 11HS (primer) Carboguard 893 (intermediate) Carboxane 2000 (top)
IO ZincEpoxy
Siloxane
IO ZincEpoxy
Urethane
IO ZincSiloxaneIO ZincAcrylicIO ZincAcrylic
1 Test
Carbozinc 11HS (primer) Carboguard 893 (intermediate) Carbothane 134 HB (top)
2 Control
Zinc Clad 11 WB (primer) Polysiloxane XLE (top) 3 Test
Zinc Clad 11 WB (primer) Fast Clad HB (top) 4 Test
Zinc Clad 11 WB (primer) Sher-Cryl HPA (top) 5 Test
Carboline
Sherwin Williams

AP2 Coating Selections Cont.
Manufacturer ProductCoating
TypeSyste
m UseInterzinc 22 (primer) Interseal 670 HS (intermediate) Interfine 979 (top)
IO ZincEpoxy
SiloxaneIO ZincEpoxy
SiloxaneIO ZincEpoxy
UrethaneUrethaneUrethaneUrethaneIO ZincEpoxy
Siloxane
6 TestInterzinc 22 (primer) Interseal 670 HS (intermediate) Interfine 878 (top) 7 Test
ICI Devoe Coatings
Cathacote 304V (primer) Devron 201 (intermediate) Devathane 359 (top) 8 Control
AquaSurTech Coating Products
D45-20 (primer) WB D45-AMS (top) WB D45-AMS (clear coat) WB 9 Test
Ameron International
Dimecoat 9H (primer) Amercoat 383 (intermediate) PSX-1001 (top) 10
International Protective Coatings
Test
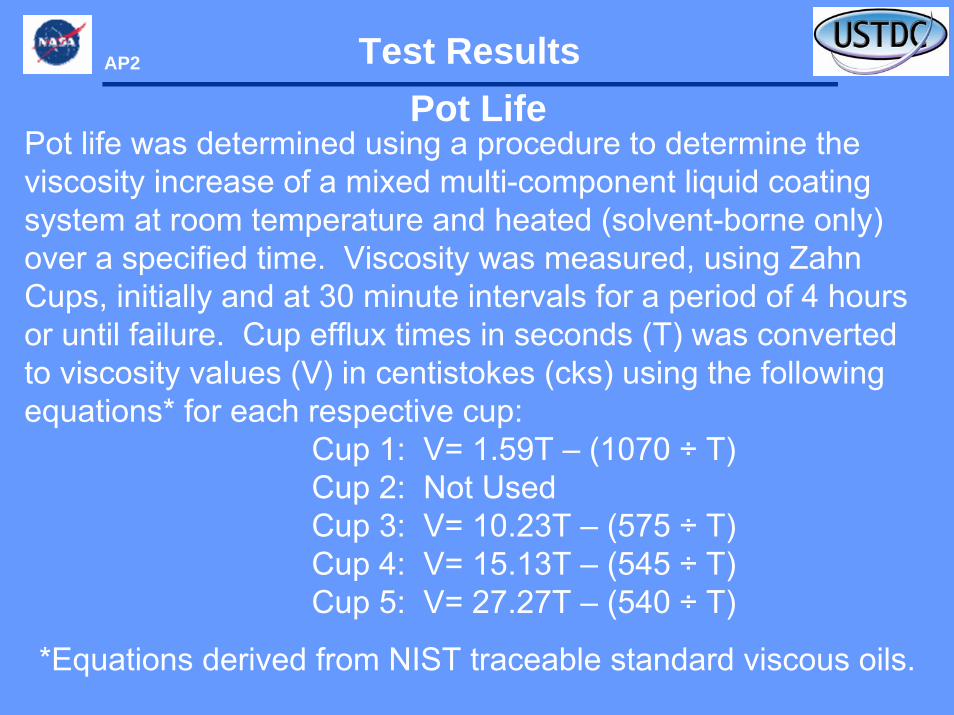
AP2 Test ResultsPot Life
Pot life was determined using a procedure to determine the viscosity increase of a mixed multi-component liquid coating system at room temperature and heated (solvent-borne only) over a specified time. Viscosity was measured, using Zahn Cups, initially and at 30 minute intervals for a period of 4 hours or until failure. Cup efflux times in seconds (T) was convertedto viscosity values (V) in centistokes (cks) using the followingequations* for each respective cup:
Cup 1: V= 1.59T – (1070 ÷ T)Cup 2: Not UsedCup 3: V= 10.23T – (575 ÷ T)Cup 4: V= 15.13T – (545 ÷ T)Cup 5: V= 27.27T – (540 ÷ T)
*Equations derived from NIST traceable standard viscous oils.

AP2 Test ResultsPot Life
cup time (sec)
viscosity (cks)
cup time (sec)
viscosity (cks)
1 5 48 1298 57 1545 4 hrs yes2* 4 32 475 115 1743 1.5 hrs no3 4 56 845 31 459 4 hrs yes456 4 30 428 66 990 4 hrs yes7 3 35 336 48 484 4 hrs yes8* 5 35 911 60 1627 2 hrs no910 3 28 260 14 102 4 hrs yes
Water-BasedWater-Based
Water-Based
SystemZahn Cup
Initial 25oC Final 35oCTime
Interval Sprayable
Viscosity of Heated Samples 35OC
* control coatings

AP2 Test Results
Viscosity of Room Temperature Samples 25OC
cup time (sec)
viscosity (cks)
cup time (sec)
viscosity (cks)
1 5 48 1298 79 2161 4 hrs no2* 4 32 475 108 1637 2.5 hrs no3 4 56 845 50 746 4 hrs yes4 4 60 899 76 1143 4 hrs yes5 4 46 684 56 838 4 hrs yes6 4 30 428 93 1394 4 hrs yes7 3 35 336 67 672 4 hrs yes8* 5 35 911 52 1394 4 hrs yes9 1 73 101 77 109 4 hrs yes
10 3 28 260 28 102 4 hrs yes
SprayableZahn CupSystem
Initial 25oC Final 25oCTime
Interval
* control coatings
Pot Life

AP2 Test Results
Application Criteria EvaluationSystem Wet Coat Finish Runs Bubbles Sags Hiding
1 Smooth Gloss >7 wet no >7 wet 1 coat2 Smooth Gloss no no no 2 coat*3 Smooth Gloss no yes** no 1 coat4 Smooth Gloss no yes** no 1 coat5 Smooth Gloss no yes** no 1 coat6 Smooth Gloss no no no 1 coat7 Smooth Gloss no no no 1 coat8 Smooth Gloss no no no 1 coat9 Smooth Semi-gloss >1 wet no >1 wet 2 coat*
10 Smooth Gloss no no no 1 coat*thin film coating/ **due to spraying directly on zinc primer

AP2 Test Results
Visual Surface AppearanceCoating System Unaided Eye
1 Smooth glossy finish with uniform color.2 Slight orange peel, glossy finish with uniform color.3 Smooth glossy finish with uniform color.4 Smooth semi-gloss appearance with uniform color.5 Smooth semi-gloss appearance with uniform color.6 Slight orange peel, glossy finish with uniform color.7 Slight orange peel, glossy finish with uniform color.8 Smooth glossy finish with uniform color.9 Smooth semi-gloss appearance with uniform color.
10 Smooth glossy finish with uniform color.

AP2 Test Results
Visual Surface AppearanceCoating System 10x Magnification
1 No defects or irregularities observed.2 No defects or irregularities observed.3 No defects or irregularities observed.4 Small crater-like anomalies observed on surface.5 Small crater-like anomalies observed on surface.6 No defects or irregularities observed.7 No defects or irregularities observed.8 No defects or irregularities observed.9 No defects or irregularities observed.10 No defects or irregularities observed.

AP2 Test Results
This test evaluates any changes in consistency and certain other properties that may take place when liquid coatings are stored at a temperature above 32°F. This test simulates some of the effects of storage for 6 months to 1 year at 75° ± 3.5°F. One quart samples were obtained from each coating system. Each un-opened container was evaluated for any skinning, corrosion on the interior of the can, odors of putrefaction, rancidity, or souring. The samples were weighed and stored, undisturbed for one-month at 125° ± 2°F, and re-evaluated. Then the coatings were applied to test coupons by brush and the finish was examined for grains, lumps, and/or streaks.
ASTM D1849 Standard Test Method for Package Stability of Paint

AP2 Test Results
ASTM D1849-95 Container Conditionand Coating Finish Ratings
10 None8 Very Slight6 Slight4 Moderate2 Considerable0 Complete Failure

AP2 Test Results
ASTM D1849-95 Pre- and Post Oven ContainerCondition Results
Pre Post Pre Post Pre Post Pre Post Pre Post1 1503.2 1501.8 10 10 10 10 10 10 10 42 1180.8 1180.8 10 8 10 10 10 10 10 43 1161.3 1161.3 10 10 10 8 10 10 10 104 1000.2 999.4 10 10 10 10 10 10 10 105 1199.5 1198.9 10 8 10 10 10 10 10 106 1207.7 1207.5 10 8 10 10 10 10 10 27 1217.8 1217.8 10 8 10 8 10 10 10 48 1185.8 1185.1 10 8 10 10 10 10 10 89 1162.3 1162.0 10 6 10 10 10 10 10 1010 1110.2 1109.8 10 10 10 6 10 10 10 10
Corrosion OdorCoating System
Weight Skinning Pressure

AP2 Test Results
ASTM D1849-95 Post-OvenBrushed Coating Finish Results
Grains Lumps Streaks1 10 10 102 10 10 103 10 10 104 10 10 105 10 10 106 10 10 107 8 8 108 10 10 109 10 10 1010 10 10 10
Coating System
Coating Appearance

AP2 Test ResultsCure Time Test
ASTM D4752 Resistance RatingsThis practice describes a solvent rub technique for
assessing the cure of an organic coating.
Rating Remarks
5 No effect on surface; no coating on cloth.
4 Burnished appearance in rubbed area; slight amount of coating on cloth.
3 Some marring and apparent depression of the film.
2 Heavy marring; obvious depression in the film.
1 Heavy depression in the film but no penetration to the primer.
0 Penetration to the primer.

AP2 Test ResultsASTM D4752 Solvent Rub Ratings
ASTM RatingSystem Acetone MEK
1 5 5 2 02* 5 5 4 03 5 5 2 04 1 0 14 2.3 mils5 1 1 14 2.5 mils6 5 5 2 07 5 5 2 08* 5 5 2 09 5 5 2 010 0 0 14 2.9 mils
# of days
Film Loss
* control coating systems

AP2 Test Results
System 4 Solvent Rub Test Photographs
(0) (0) (0)
(0) (0) (0)
(2) (0) (1)
(0) (0) (0)
(ratings)

AP2 Test Results
System 5 Solvent Rub Test Photographs (ratings)
(1) (1) (2)
(0) (1) (1)
(2) (2) (1)
(1) (1) (1)

AP2 Test Results
System 10 Solvent Rub Test Photographs(ratings)
(0) (0) (0)
(0) (0) (0)
(0) (0) (0)
(0) (0) (0)

AP2 Test ResultsCleanability
This test evaluates the resistance of a topcoat to soil adhesion and staining. Performed using MIL-PRF-85285 (Coating: Polyurethane, Aircraft and Support Equipment, issued 1988, revised 2002) section 4.6.13 as a guideline.
Cleaning Efficiency = [(C-B) / (A-B)] × 100%.
Where:A= initial L* valueB= soiled sample L* valueC= final cleaned L* value

AP2 Test ResultsCleanabilityTest Results
Coating System Cleaning Efficiency (%)1 972* 973 974 375 76 997 988* 989 9610 15
*control coatings
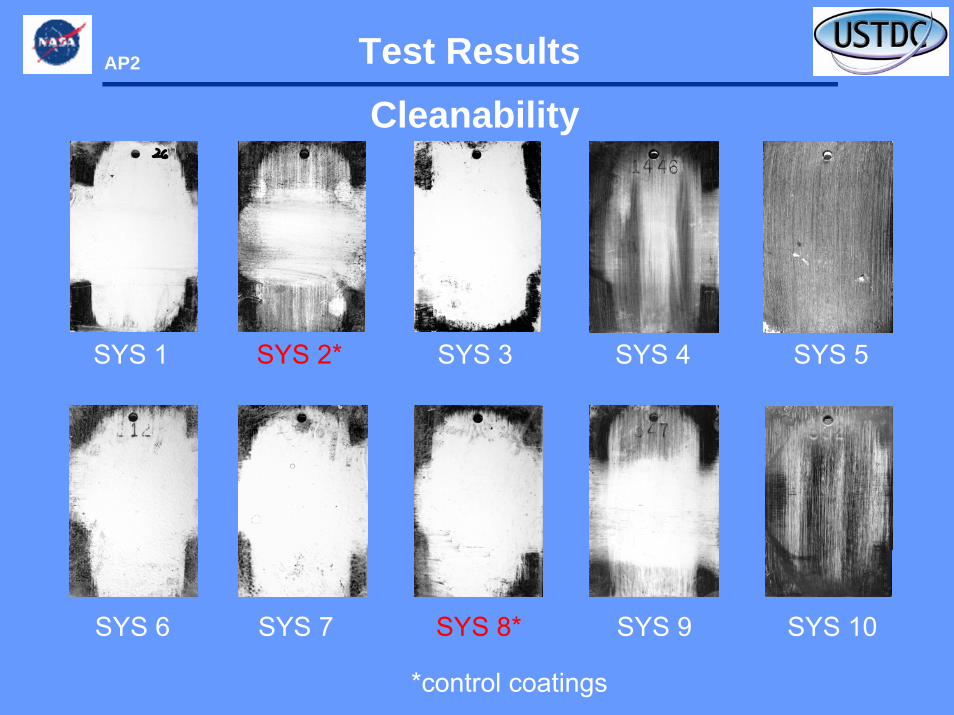
AP2 Test ResultsCleanability
SYS 1 SYS 2* SYS 3 SYS 4 SYS 5
SYS 6 SYS 7 SYS 8* SYS 9 SYS 10
*control coatings

AP2 Test Results
Wet X-Cut Tape Adhesion
X-cut adhesion test were performed in accordance with FED-STD-141 Method 6301.3, Adhesion (Wet) Tape Test, and evaluated using ASTM D 3359, Standard Test Methods for Measuring Adhesion by Tape Test, approved 1995, revised 2002), Method A. Panels were immersed in DI water for 24 hours, dried with a cloth, and scribed with an X. Tape was applied on the scribe and removed.

AP2 Test Results
Wet X-Cut Tape Adhesion
ASTM D3359-02 Scribe Ratings5A4A3A2A1A0A
Removal from most of the area of the X under the tape.Removal beyond the area of the X.
No peeling or removal.Trace peeling or removal along incisions or at their intersection.Jagged removal along incisions up to 1.6 mm (1/16") on either side.Jagged removal along most incisions up to 3.2 mm (1/8") on either side.

AP2 Test Results
Wet X-Cut Adhesion Tape Test Results
Coating System
ASTM Rating
1 3A2 5A3 2A4 0A5 4A6 3A7 5A8 4A9 5A10 0A
Scribe tool caused jagged edges along incisionScribe tool caused jagged edges along incision
No damageCoating was removed between parrallel lines
Coating was severly blistered and was removedTrace peeling along incision
Scribe tool caused jagged edges along incision
Failure Mode
Scribe tool caused jagged edges along incisionNo damage
Scribe tool caused jagged edges along incision

AP2 Test Results
Wet X-Cut Adhesion Tape Test Results
Sys 1 Sys 2* Sys 3 Sys 4 Sys 5
Sys 6 Sys 7 Sys 8* Sys 9 Sys 10
*control coatings

AP2 Test Results
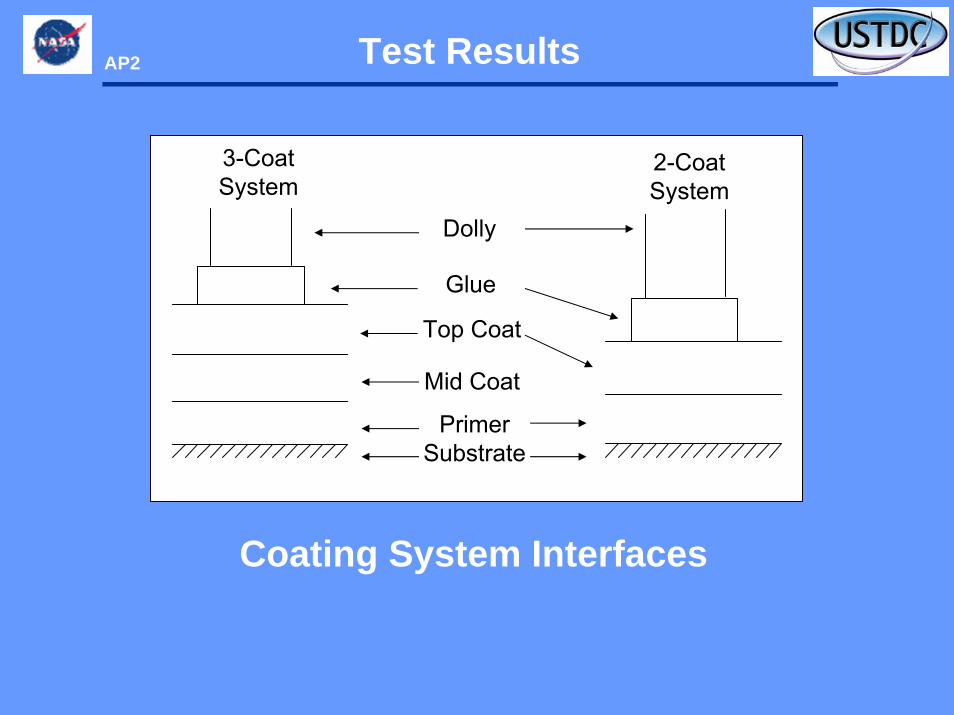
ASTM D4541 Tensile Adhesion
ASTM D4541 test evaluates the pull-off adhesion strength of a coating. The test determines either the greatest perpendicular force (in tension) that a surface area can bear before a plug of material is detached. Failures are described as percentages of adhesion or cohesion of coating system interfaces.
AP2 Test Results
Dolly
Glue
Top Coat
Mid Coat
PrimerSubstrate
3-Coat System
2-Coat System
Coating System Interfaces

AP2 Test Results
ASTM D4541 Pull-Off Adhesion Results
Primer Mid-Coat Top-Coat Glue1 1765 10%C 90%A2 2100 85%C 10%A 2%A 3%A3 2050 n/a 100%A4 935 n/a 100%A5 760 n/a 100%C6 1830 100%C7 1785 99%C 1%A8 2180 40%C 50%C 10%A9 2235 100%A10 855 100%A
A- adhesion failure C - cohesion failure
Coating System
Tensile Adhesion
(psi)
Failure Interface

AP2 Test ResultsDolly Pull-Off Adhesion Photographs
SYS 1 SYS 2* SYS 3 SYS 4 SYS 5
SYS 6 SYS 7 SYS 8* SYS 9 SYS 10
*control coatings

AP2 Test Results
Knife Test
The purpose of this test is to evaluate the various coatings for brittleness, toughness, and tendency to ribbon by cutting narrow parallel lines in the coating with a serviceable knife that has a sharp blade. The test was performed in accordance with FED-STD-141, Paint, Varnish, Lacquer and RelatedMaterials: Methods of Inspection, Sampling and Testing, approved 2001, Method 6304.2.

AP2 Test Results
FED STD 141D Knife Test Results
Coating System
12345678910
Coating Condition
Some chipping on scribed lines/ no peelingNo chipping or peeling
Slight chipping/ no peeling
No chipping or peelingNo chipping or peeling
Several lines disbonded and peeled
No chipping/ Slight peelingNo chipping or peelingNo chipping or peelingNo chipping or peeling

AP2 Test Results
FED STD 141D Knife Test Photographs
SYS 1 SYS 2* SYS 3 SYS 4 SYS 5
SYS 6 SYS 7 SYS 8* SYS 9 SYS 10
*control coatings

AP2 Test ResultsSummary
Coating SystemsTest 1 2 3 4 5 6 7 8 9 10
Pot Life (Heated) B C B B B B B C B B
Pot Life (Room Temp) W C S S S S S C S S
Ease of Application S C S S S S S C W S
Surface Appearance S C S S S S S C S S
Accelerated Storage S C S B S S W C S S
Cure Time S C S W W S S C S W
Cleanability S C S W W S S C S W
X-Cut Adhesion W C W W S W S C S W
Tensile Adhesion W C W W W S S C B W
Knife Test W C S S S S S C S W
C- Control B- Better S- Similar W- Worse

AP2
Conclusion
After review of the Phase One screening tests, coating systems 1,4,5, and 10 are being considered for elimination from the Phase Two testing.

AP2
Future Studies► Abrasion► Filiform► Mandrel bend► Chip resistance► Fungus resistance► Accelerated weathering► Removability and Repair tests ► Marine exposure ► Cyclic Corrosion Resistance► Hypergol Compatibility► LOX Compatibility

AP2
Thank youFor more information contact:
NASA AP2 Office:
Kevin Andrews 321-867-8477
Pattie Lewis 321-867-9163http://www.acqp2.nasa.gov/
NASA Corrosion Technology Laboratories:
Jerry Curran 321-867-9486http://corrosion.ksc.nasa.gov/


















![[INFOGRAPHIC] Standard Deviation Measurements of Methyal Isocyanate](https://img.pdfslide.us/doc/110x75/58ed63961a28aba1408b46eb/infographic-standard-deviation-measurements-of-methyal-isocyanate.jpg)