Embed Size (px)
Citation preview

DELIVERING SOLUTIONS | TRANSFORMING MARKETS | ENHANCING LIVES
Tom DeMint, Dave Hartman, Georg Adolfs
Vacuum Infusion for Wind Blade Manufacturing
Composites & Polycon 2006

Abstract• Vacuum infusion (VIP) is currently used by many blade
manufacturers– 70% glass fiber/resin weight fractions
• Aspects of the VIP process can bring certain fabrication challenges unique to blades,
– Glass fabric placement– Fabric and fiber orientation control– Joint fabrication
• Let’s examine some of those challenges – Enhance blade structural reliability

What is Vacuum Infusion Processing (VIP)?
Airtight MoldAirtight Mold
Vacuum lineVacuum line(P = 0 Atm)(P = 0 Atm)
Vacuum bagVacuum bag
Vacuum bagVacuum bagsealantsealant
Resin line (inlet)Resin line (inlet)P = 1P = 1 AtmosphereAtmosphere
Resin flowResin flow
Fabric, MatFabric, Mat ReinforcementReinforcement
Porous flowPorous flowmediamedia D'Arcy's Law
Peel Peel plyply
Porous flow mediaPorous flow media

Why use VIP for Wind Blades?
• Better Mechanical Properties, Lower weight vs. Hand Layup
– Higher Fiber Content, Strength, Modulus vs. Hand Layup. – Typical VIP Wf > 70% (54% Vf)– Typical HLU Wf < 50% (30% Vf)
• Better reliability– Repeatable processing – Lower property variation – Increases reliability– Reduced Maintence
• Less resin usage– Resin prices are increasing

D’Arcy’s Law of Porous Flow
∆P (Reinforcement Permeability)~~Resin Flow Rate
(Resin viscosity) (flow distance)
∆P (Pressure Drop) = 1 atm (sea level)Resin viscosity < 150 cp (tool temperature)Flow distance: ½ - 1/3 chord length
Reinforcement porosity and permeability influenceresin infusion fill rate

Closed Molding Process Flavors
Process and Fabric choice affects part cycle timeLarge
Small
Part
Siz
e
LowHighVolume, Tooling Cost
• Marine Hull and Deck• Defense Vehicle
Infusion time: 2-90 min.
• Marine Components• Auto Components
Infusion time: 3-50 min.
• Truck Components• Auto Components
Infusion time: 0.5-50 min.
Lite - RTM RTM
CCBMVIP• Marine Hull and Deck• Wind Turbine Blades• RV Side PanelsInfusion time: 5-180 min.
400 parts/year

CARTM TM (Channel-Assisted RTM)

Vacuum Infusion for Larger Structures RTM for Small Complex Structures
F ib e r g la s s B o a ts L e n g th E v o lu t io n
0 %
5 %
1 0 %
1 5 %
2 0 %
2 5 %
3 0 %
3 5 %
1 9 9 7 1 9 9 8 1 9 9 9 2 0 0 0 2 0 0 1 2 0 0 2
Mar
ket S
hare
1 4 ' a n d u n d e r 1 4 ' to 1 6 '1 1 '' 1 7 ' to 1 7 '1 1 "1 8 ' to 1 8 '1 1 " 1 9 ' to 2 0 '1 1 " 2 1 ' a n d o ve r

Large Wind Blade Manufacturing Evolution to VIP
05
101520253035404550
1990 1995 2000 2005 2010Approximate Year
Bla
de L
engt
h - M
eter
s
Resin InfusionWet LayupResin Transfer MoldingInjection Molding

Vacuum Infusion Tooling is Simple
• VIP equipment for small parts
• Tooling conversion from Open to Closed Molding
Spray-up Tool
6 inches +
Attach Flange
Vacuum tight
O

Technical Flange Detail is Very Important forProper Vacuum Consolidation
Vacuum Bag
Bag Sealant
Peel Ply
Reinforcement Extended Flange for VIP Bag seal
Joint must be air tightHLU tool
6 inches
Modifying HLU tooling can be tricky

Vacuum Infusion -Low Capital Investment

Process Comparison Cost Model
Labor+Overhead, $549.97
Labor+Overhead, $274.98 Labor+Overhead, $277.45
Reinforcements, $88.49
Reinforcements, $189.58 Reinforcements, $182.58
Resin+Gel Coat, $64.01
Resin+Gel Coat, $83.13 Resin+Gel Coat, $75.41
Tooling, $44.00
Tooling, $99.00
Tooling, $24.20
Total, $746.47
Total, $646.69
Total, $559.64
$0.00
$100.00
$200.00
$300.00
$400.00
$500.00
$600.00
$700.00
$800.00
Open Mold RTM Infusion
Part
Cos
t
$0.00
$100.00
$200.00
$300.00
$400.00
$500.00
$600.00
$700.00
$800.00
Example for a 5 meter length boat, production volume of 2 per day

Improvements in Fabric Design on Resin Flow Rate and Quality
0
5
10
15
20
25
30
35
40
45
50
0 1 2 3 4 5 6Infusion Time (minutes)
Res
in In
fusi
on F
low
Dis
tanc
e, in
Heated Mold
ReinforcementPermeability
InfusionMedia Channels
Resin Viscosity

Trends in Fabrics for Resin Infusion
• Woven Architecture
• Knitted Architecture
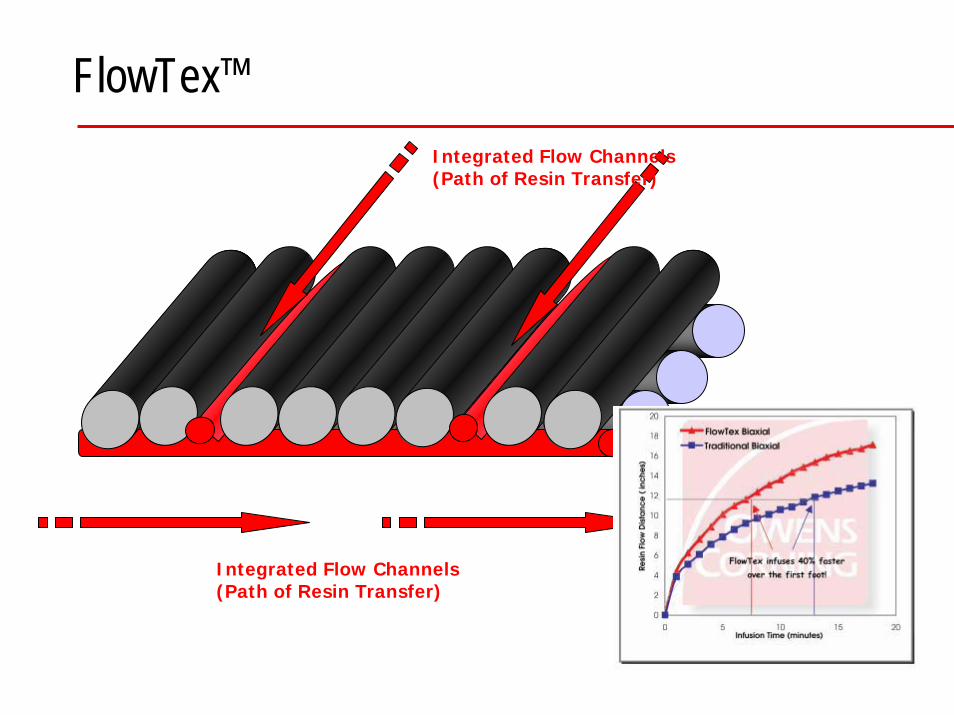
FlowTex™
Integrated Flow Channels(Path of Resin Transfer)
Integrated Flow Channels(Path of Resin Transfer)

Which type of Flow Media applies?
• Surface medium:– Suitable for small series– Weight-critical
• Pros: • Use of existing tooling• Easy for complex parts• Light weight, high-fiber volume parts
• Cons:• Adds installation labor• Added cost of disposable flow media and resin• Generates waste

Which type of Flow Media applies?
• Grooved Core:– Weight/Stiffness-Critical
• Pros:– Fast resin flow– No additional flow media required– Works for VIP and RTM Lite
• Cons– Works only for cored laminates– Adds 3 to 7 % weight to the part– Not inexpensive

Which type of Flow Media applies?
• Interlaminar– Cost-critical
• Pros:– Integral to the part– Adds thickness at low fiber Wf– Works in VIP and RTM Lite
• Cons– Adds resin weight

Good Conformability of Single Ply

Orientation of Reinforcement

Part Size and Complexity Requires Improvements in Materials and Processes• Reduced Fabric Misalignment with Good Conformability • Faster and More Consistent Resin Infusion • Proper Training of Resin Infusion Techniques • Automated Resin Delivery and Pre-forming of Fabrics
Used by Permission Owens Corning Used by Permission TPI

Fiber Alignment in Fabric Design Improves Compression Fatigue
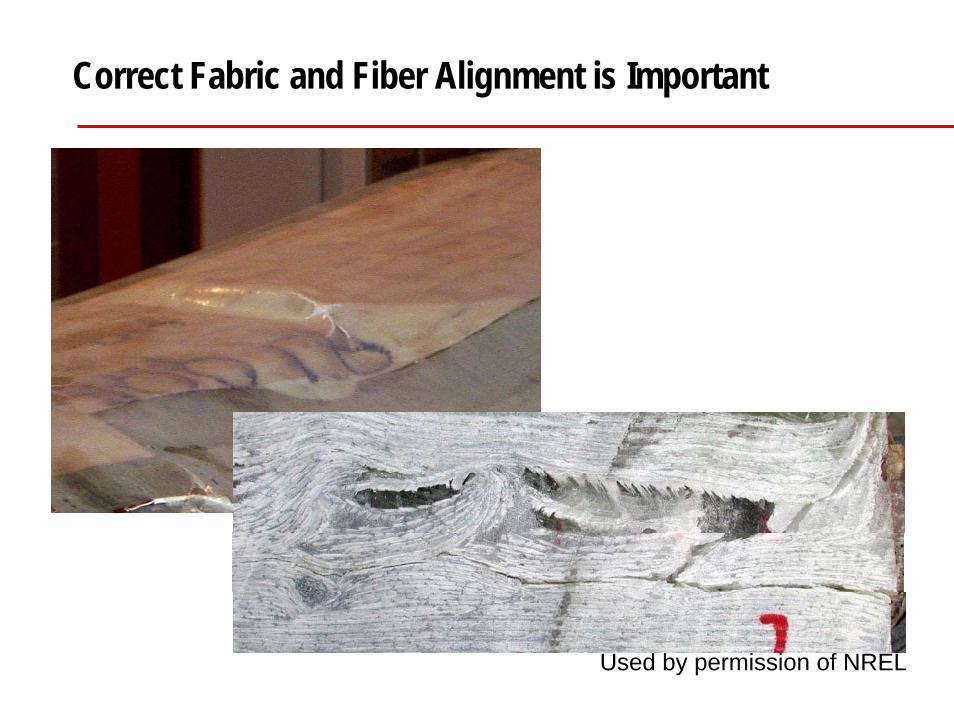
Correct Fabric and Fiber Alignment is Important
Used by permission of NREL
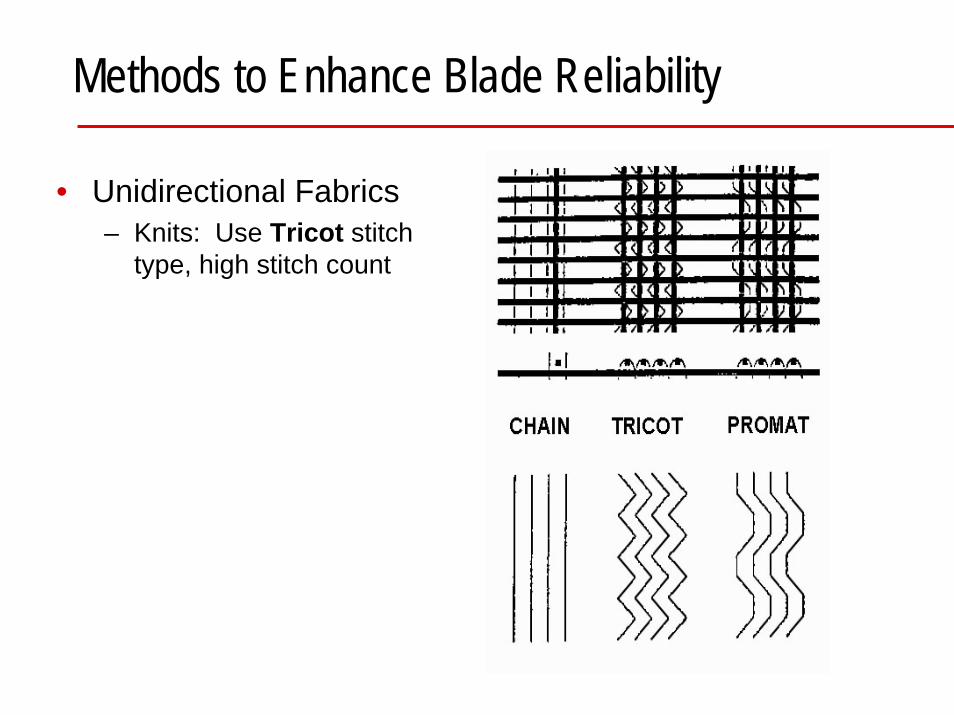
Methods to Enhance Blade Reliability
• Unidirectional Fabrics– Knits: Use Tricot stitch
type, high stitch count

Methods to Enhance Blade Reliability
• UD Fabrics– Woven: A-style fabrics. Hot melt leno locks rovings.
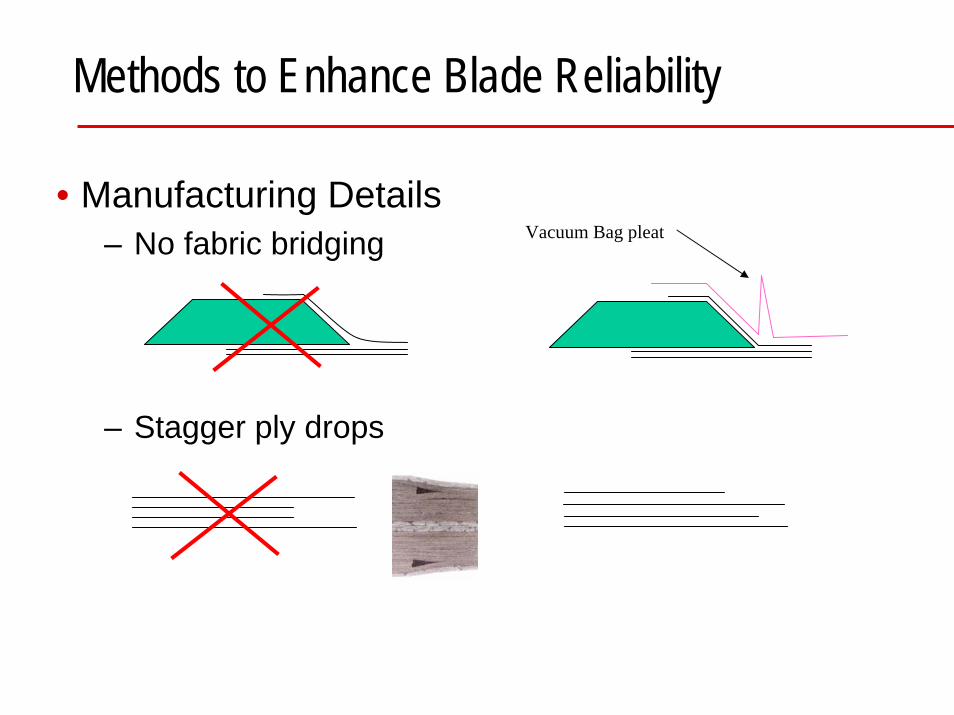
Methods to Enhance Blade Reliability
• Manufacturing Details– No fabric bridging
– Stagger ply drops
Vacuum Bag pleat

Personnel: VIP Training, Process Discipline
• Biggest issue– CHANGE
• Implementation approaches:– Key team selection– Training

Summary: “Go with the Flow”
• Closed Molding is spreading as cost effective processes that enable the growth of composites
• New types of Fabrics, reinforcements and process aids are emerging to help the Wind Energy market as it grows
• As Wind market grows, biggest challenge may be in finding, training, and retaining skilled VIP labor
DELIVERING SOLUTIONS | TRANSFORMING MARKETS | ENHANCING LIVES





























