Embed Size (px)
Citation preview

10urnal of Scientific & Industrial Research Vol . 60, April 200 1 , pp 298-3 1 0
Using Enzymes for Oil Recovery from Edible Seeds
v C Kalia " Rashmi, Sadhana Lal Centre for Biochemical Technology (CSIR), Delhi University Campus, Mall Road, Delhi 1 1 0 007, India
Phone: 9 1 - 1 1 - 725 72 98; 725 61 56, Fax: 9 1 - 1 1 - 725 74 7 1 and 74 1 64 89; e-mail : vckal [email protected]. in and
M N Gupta Department of Chemistry, Indian Institute of Technology, Hauz Khas, New Delhi 1 1 0 0 1 6, India
Oilseeds and their products are the most valuable agricultural crops in the world trade with, ever-increasing demand for oil from edible oilseeds all over the world. India accounts for 9.6 per cent of the world's oilseeds production. The demand for vegetable oils is increasing at 5 1akh t1y while the production is increasing at 2 1akh t1y only. The present demand over supply gap, in edible oils, is 1 . 8 million t needing to produce additional S.4 million t oilseeds/y. Hydraulic, and expeller pressing, and solvent extraction are the three most common processes for oil recovery from oil seeds. Enzyme based oilseed processing technologies emerge as one of the most eeo-friendly processing methods. The enzymes have specific mode of action, therefore, cellulase, hemieellulase and pectinase and even proteases are the most favourable enzymes for degrading the cell wall in oilseeds to loosen oil sacs embedded in the structures. The enzyme treatment has been found useful in conventional solvent extraction process also. Different factors like temperature, pH, moisture, grinding and size reduction of oi lseeds are required by enzymatic processes which intluence the efficiency of extraction, recovery of oi l, that also helps maintain higher nutritive value. The usage of enzymes reduces environmental pollution with consequent reduction in BOD (Biological Oxygen Demand) and COD (Chemical Oxygen Demand) of the residues and wastewaters along with reduction in acid development and oxidation during further processing and storage. High cost and specificity of enzymes limit the enzyme usage for different oilseeds.
All over the world, an ever-increasing demand for oil from edible oilseeds is being witnessed. Since the beginning of history, people have made use of oils obtained from oilseeds and used principally as food. Oil constitutes a major portion of agricultural products . The sole objective is to increase productiv ity of oilseeds, in the wake of ever-increasing urbanization and industrialization.
India accounts for 9.6 per cent of world's total oilseeds production from over 25 mil lion ha of land, the largest area under oilseeds in the world. The average yield of oilseeds i s only 900 kg/ha against the world average of 1 ,275 kg/ha and 2,500 kg/ha in USA.
Groundnut, rapeseed, mustard, castorseed, sesamum, nigerseed, linseed, safflower, sunflower and soybean are the major oil seeds produced in the country with groundnut, rapeseed/mustard and soybean accounting for a major chunk of the output. The production of oil seeds in India rose dramatically from 1 08 lakh t in 1 985-86 to 2 1 5 1akh t in 1 993-94 with a target of 270 lakh t in 1 998-99. The growth in oilseeds was 1 2 per cent per annum during 1 985-86 to 1 993-94 which dropped to just three
* Author for correspondance
per cent per annum during 1 997-98.
The demand for vegetable oils is increasing at five lakh tly while the production is increasing at two lakh t/ y only. In the last six years, a demand over supply gap of 1 8 lakh t has been created and the gap stands at 1 . 8 million tones at present. In order to meet the gap, additional 5 .4 mil lion t/y oi lseeds are required ' .
The ever-increasing demand, the gap o f demand over production, and increased production of oilseeds would necessitate a critical examination of look into oil extraction and processing technologies . It entails adoption of most modem technologies in extraction and processing of oils and also providing necessary technological inputs to the existing extraction and processing plants. Extraction technology, e g, alternative solvents for extraction of oil including supercritical fluids (CO ), the enzymes assisted aqueous extraction and membran� technology for upgradation of protein quality, are the technologies that have a scope in the future2•
According to oil technologists all around the world, it is clear that more land wil l not be available for oi lseed crop production. On the other hand, more pressure cannot be put on agricultural biotechnologists and scien-

KAllA et al. : USING EMZYMES FOR OIL RECOVERY FROM EDIBLE OIL SEEDS 299
Table I - Enzymatic hydrolysis of oil Seeds for enhancing oil extraction.
Sl .no. I .
Material a Melon seeds') b Ground soyabean c Rape seeds
Effect of hydrolysis (i) Extra oil released (ii) Better oil quality
2. a Crushed Soyabeanlt' b Cotton Seeds
Enhanced release of extractable oil
c Castor Bean
3 . Canol a Flakesl1 (i) Enhanced release of extractable oil (ii) Reduction in oil extraction time
4. Soyabean'K (i) Enhanced release of extractable oil (ii) Enhance oil recovery
5 . Groundnut'Y Enhance oil recovery
tists to increase crop yields. With rising values of oils, h igher demand for quality in oil , coupled with several years of unfavorable c limatic conditions in growing regions, there has been a noticeable increase in trials of enzyme based processing for a wider range of oilseeds. Enzyme based technologies have emerged as one of the most eco- friendly, in recent times .
A method for treatment of oi lseeds with enzymes for softening and increasing the porosity of oilseeds to enhance the rate of oi l recovery, has to be developed to minimise residual oil in oi lseed cake and refining of high free fatty acid and dark colored oi l . Besides increasing the efficiency of extraction, the method is environment friendly, e g, a reduction of 75 per cent in BOD and 35-45 per cent in COD levels of wastewater were achieved after enzymatic treatment3. 4 . The article aims at reviewing the results of different extraction processes and then examine the potential of the eco-friendly approach for oil recovery from oilseeds.
Structure of Oilseeds For a better understanding of the possible role of en
zymes, it is essential to consider the structure of oil-bearing materials . The oilseed cotyledon is the existence of discrete cellular organel les called l ipid and protein bodies, which contains, respectively, most of the oil and protein in the grain . Protein bodies (aleurone grains) vary in size depending on the oilseeds, e g, the average size of the protein body is 8- I O !lm in soy and peanut5, and 2-20 !lm in other oi lseeds('·'J . The protein bodies contain 60-70 per cent of the protein in oi lseeds9. Lipid bodies
(also known as spherosomes and oleosomes) are the princ ipal repository sites of l ipid reserves in oi l seeds 10. I I
which are 1 -2 !lm in most oilseeds5. 9. 10, although variation of 0.2-0.5 !lm in soybean9• 12 to as large as 4 !lm in cotton seeds" have been observed.
Scanning electron microscopy (SEM) showed that l ipid bodies of soybeansl4 and peanuts5 are enmeshed in a kind of cytoplasmic network presumably composed of proteinsl 4. The spaces between protein bodies in cotyledon cel ls are filled with l ipid body and cytoplasmic network.5• 1 2 The walls, which surround the cells, are primarily composed of cel lulose, hemi-cellulose and l ignin in addition to pectin'!. Oil i s usually inside of vegetative cel ls, l inked with other macromolecules, such that partial hydrolysis of structural polysaccharide, the constituent of the cell wall and lipid body membrane of oilseeds lS
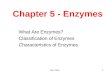
I '! (Table 1 ) by enzymes makes the cell structure more permeable (Figure 1 ) .
Oil Extraction Processes
There are many processes to extract oil w ith their associated merits and demerits (Table 2). H istorically, the three most common processes fot recovering oil from oilseeds are hydraulic pressing, expeller pressing and solvent extraction20. 2 1 .
Hydraulic Pressing
Hydraulic pressing is the earliest process, which originated in Europe2 1 • It is simple in operation, the ground seed material is placed in layers, with each layer separated from the other by a cloth. Pressure is applied, slowly

300 1 SCI IND RES VOL 60 APRIL 200 I
Table: 2 - Methods used in Oil Extraction
Process of extraction Advantages Disadvantages
Physical grinding Conventional and easy operation Oil remain in the cake
Aqueous extraction Environmentally cleaner technology Low in yield
Solvent extraction Easy and instant High solvent cost Uneconomical and Environment hazardous
CELL WALL
LIPID BODIES
PROTEIN GRAINS
ENZVMA TIC HYDROLYSIS J
�:i;���-- HYDROLYZED CEU
Figure I -Enzymatic hydrolysis of oilseeds wall
at first, and then increased as the oil remaining in the tissue decreases. A maximum total pressure of 2000 psi is generally applied requiring one h for the extraction of oil . As the hydraul ic pressing was labor intensive and slow in processing large volumes of oilseeds, continuous physical extraction methods were developed, viz the French screw press and Anderson expeller. These devices function effectively for oilseeds containing large large fraction of oil , 30-50 per cent, such as in corn germ and sunflower seed, but are not effective for oilseed such as soybeans having only 20 per cent oil . Pressing or expelling may also be used before and in conjunction with solvent extraction techniques. However, being labor intensive, its use declined over the years and is no longer in use. Continuous screw presses such as expeller replaced the hydraulic equipment22 .
Expeller Pressing The process is used for oilseeds containing more than
35 per cent oil, e g, groundnut, flaxseed, safflower and sunflower. A two-step process is carried out which comprises of pre-pressing, that allows solvent extraction to
be applied to oleaginous materials, which would be quite difficult to process by direct extraction methods. Solvent requirement is also reduced for soybeans, where a single solvent extraction is sufficient, due to lower oil content. An expeller can exert much greater pressure on the seedcake than a hydraulic press. The increased pressure permits recovery of a larger proportion of the oil present in oilseeds. Generally, 3-4 per cent oil is left in the cake when extracted with an expeller, compared to 4-6 per cent with a hydraulic press. Expellers vary in size, from machines that process 1 00 kg to more than 1 0 t oilseed / h . Solvent Extraction
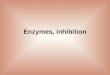
Solvent extraction of oil was a batch process in Europe in late n ineteenth century. Technological advances after World War I led to the development of continuous solvent extraction systems which proved to be excellent in processing oleaginous materials, including low oil content seeds2 1 . The modern solvent based extraction process consists of successive counter current wash extraction with hexane, of the previously cracked, flaked, ground or pressed oleaginous material. Hexane is then removed, from oil, by evaporation and finally by vacuum distillation23 (Figure 2).
Properties of Solvent Used in Oil Extraction
Nearly all known oilseed extraction plants use hexane as the solvent, however, the industry is constantly looking for ideal solvent, one with high solubility at elevated temperatures and low solubil i ty at ambient temperature which can be easily recovered from meal and oil , is plentiful , economical and finally that entai ls low energy costs, with high product yield, purity and market value. Solvent stabil ity is the single most desired quality and it should not react with equipment.
Solvents, generally used in oil seed extraction, are hydrocarbon naphthas, trichloro ethylene, ethanol and ethanol-benzene. Recently the research focused on etha-

KALlA e/ at. : USING EMZYMES FOR OIL RECOVERY FROM EDIBLE OIL SEEDS 301
Ollseeos
I GRlND1NG I
ENZYMATIC HYDROLYSIS
SOL VENT EXTRACTION
r SOLVENT + OIL]
r DISTILLATION 1 .,
1 SOLVENT
Figure 2-Steps involved in enzymatic treatment and solvent extraction combination process for oil extraction from oilseeds
nol, isopropanol, methylene chlorides, acetone and hexane. However, in the last few decades, the l ight paraffinic petroleum fractions such as hexane, heptanes and pentanes were the most common solvents used. Hexane became the choice solvent as it evaporates easily and leaves no residual obnoxious odors or taste. Later the decision was further supported by Eaves and coworkers24 who investigated the extraction of cottonseed by five commercial solvents, viz, hexane, benzene, ethyl ether, acetone and butanone, and found that none compared favorably w ith hexane for the oil extraction. Solvent extraction is routinely used to extract oil from soybean, canola, sunflower, and other oilseeds25.
Physico-chemical Methods
Elevated gas pressure is employed for transferring oil from particulate solids (oilseeds) to a transfer l iquid (water) with the help of supercritical fluid (CO ) which is used as a solvent for the displacement26. Physicfil cracking of hul l and beans is done as a pretreatment by heating to 60°C in a microwave dryer prior to oi l extraction27. Screw pressing is a physical force employed on vegetable oilseed, as a primary step prior to extraction in a common worm shaft2H. 2Y rotating within a perforated barrel wall section and a non-perforated barrel wal l section connected by an annular membrane with water injection nozzles, and then meal enters at inlet and oi l is extracted through the wall . Other physico-chemical methods are used to increase porosity of oleaginous material such as rice bran, wheat mil l feed, rapeseed, amaranth and other simi lar materials by stabil izing oil contained in them30. Whereas removal of hull from oilseed by employing upward flows of gases for extended period of time such that the oilseed maintained within the plenum" faci l itates crisping of hul l .
I n another method oilseeds were treated with counter current flow of CO , ethane, ethene and/or propane at 40- 1 1 0°C at pressur�s of 250-750 bar for 0.5-2.5 h32 with solvent ratios of 5-30 kg solvent/kg cake. Among the chemical methods, 2-25 per cent acetic acid (v/v) was used along with hexane to prepare glanded cottonseed" for oil extraction by a solvent. As acetic acid in solvent increased, the concentration of total l ipids, phosphol ipids and neutral oil in miscella also increased. The solubi lity of protein in 0.02 N NaOH did not decrease unti l the acetic acid used to prepare the meal increased to 4-1 0 per cent.
The major l imitation of the conventional extrusionexpell ing methods is the large residual o i l left in the cake after extraction. Using hexane for soaking oilseeds, as a treatment, and subsequent recovery of hexane from the miscella (hexane and oi l mixture) and from the marc (residue left after oi l extraction) are both energy intensive processes that require extensive capital equipment.
Oil extraction by conventional mechanical methods do not ensure complete recovery of oip4 and the cake residues still contain 6- 1 0 per cent oil . It leads to recurring loss of oil , running into mill ions of tones/yo Oil extraction by different methods l ike soxhlet, automated soxhlet and sonication, microwave, SFE, ASE (accelerated solvent extraction) consumed 1 5-500 mL solvent/ kg and average extraction time varied from 1 2 min to 48 h.

302 J SCI IND RES VOL 60 'APRIL 200 1
Table 3 - Parameters suitable for enzyme action on oil seeds.
Oilseed pH Temperature, "C
Rapeseed1H• 1Y 6.6 70
Soyabean4o. 41 4.5
Sunflower1K. 42 5.0 Room temperature
Peanut3K. 41-16 4- 1 0 60-65
Aqueous Enzymatic Oil Extraction (AEOE)
Aqueous extraction process (AEP) using water alone as the medium, was an alternative to solvent extraction of oil in 1 950s as a safer and cheaper method. AEP used a distinctive principle compared to the usual solvent extraction process based on the capacity of oil to dissolve in and be extracted by a solvent. In AEP, as oil does not have high chemical affinity for the extraction medium, i e, water, therefore, there was no chemical potential for oil dissolution.
Extraction of oil by AEP attracted attention for several years as it was based more on the insolubil ity of oil in water than on the dissolution of oi 1'-'. The water soluble components of oil crops diffused in water rather than in oil , thereby releasing oil, previously bound in the original structure. The unit operations involved in AEP are :
(i) Size reduction (grinding) of seed/fruit material, (ii) Extraction, (iii) Solid-liquid separation, (iv) Separation of oil rich phase, (v) De-emulsification for further recovery of oil, and (vi) Drying to remove moisture.
Grinding was carried out with a pestle and mortar, and the ground meal was boiled in water, liberating oil, which floated on to the surface. The oil was then careful ly scooped out from the water surface, and dried to remove moisture36.
In the modern aqueous process, centrifuges have replaced the gravity separation. For the application of AEP, different oilseeds require specific changes in conditions such as pH and temperature due to differences in chemical composition and the physical s tructure of o i l seeds17· 41i (Table 3). It naturally makes sense to use all cell-wall
Enzyme Extracted oi l , per cent
Protease, a- I , 4 7 8 galacturonide acids
Proteolytic 86
Cellulase, a- I , 4 5 2 galacturonide acids
Protease, Cellulase 74-78
degrading enzymes to faci litate the release of oil . The approach has several advantages, some inherent in the AEP, and some arising out of the use of enzymes.
(i) It nearly eliminated use of organic solvents resulting in (a) savings on the cost of such solvents, and (b) possibly low investments in infrastructure.
( i i ) S imultaneous recovery of oil and protein fractions. It was one of the early dri ving forces which motivated people to explore AEP.
(i i i) Quality of Oil-It is now well establ ished that use of AEOE resulted in oil composition, which was very d ifferent from the one, obtained by 'conventional ' means. A good illustrative example is the recent work by Ranalli et at. 47 on olive oils where the oil obtained by enzymatic process had (a) higher contents of phenolics, tocopherols, trans-2-hexanal and other volatile aromatics, (b) enhanced oxidative stability, (c) lower turbidity values, and (d) h igher ratios of 1 ,2 diglycerides/ l ,3 diglycerides, campesteroll stigmasterol and trans-2-hexanal/total aroma. Overall , better qual itative characteristics and higher oil yields were reported. 'Cytolase 0' (Gist-Brocades, France) was the enzyme used in the process that mostly possessed pectinase and cellulase activities.
(iv) Degumming may not be needed.
Phospholipids, especially phosphatides, in oils, cause 'gumminess ' . Lecithin and cephalin are common phospholipids found in edible oils . Soybean, corn, cottonseed and rapeseed are some of the major oils , which contain significant levels of phosphatides. Degumming i s

KALlA el ai. : USING EMZYMES FOR OIL RECOVERY FROM EDIBLE OIL SEEDS 303
Table 4 - Enzymatic extraction for different oil bearing material
Seeds Use level, Enzymes per cent (w/w)
Rapeseeds2 0. 1 to 3 Pectinase, Cellulase Soybean41 0.2 Protease CoconutS) 0. 1 p-Glucanase, Pectinase,
a-Amylase and Protease Avocados5 1 .0 a-Amylase Sunflower)K 1 .5 (Ultrazyme) Cellulase,
a-Galacturnido-glicano hydrolase
Peanut)K 3 .0 Cellulase, Protease 1 .5 Cellulase, Protease, and
Ultrazymes
carried out for the fol lowing reasons4X : (i) To produce oil which during shipping and storage does not produce settled material, ( i i ) To recover phosphatides, ( i i i ) To remove emulsifying agents (i .e. phosphat ides and mucilaginous gums) that increase loss of neutral oil when the oil is alkal i refined, and (iv) In further oil processing, gumminess causes problems.
Some phosphatides are removed by water degumming, e g, phosphatidylcholine, phosphatidylethanolamine and phosphatidyl inositol present in soybean oil , hydrate with water49 and swell , and the gel thus formed, precipitates out from oil . Incidentally, thi s simple step forms the basis of food grade lecithin with an estimated annual worldwide production of 1 00,000 t49.
Treatment with salt solution or dilute acid, l ike phosphoric acid, was also used in degumming of oi l . The non-hydratable phospholipids, remaining i n the degummed oil , were generally removed during the refining stage. Recently, membrane filtration was used for degumming of crude palm oi ]5() that reduced phosphol ipids to less than 0.3 ppm, but membrane fouling remained the bottleneck in adopting membranes to most of such applications. The enzymax degumming process51 for soybean oi l used lecitase, theNovo Nordisk's trade name for phospholipase A , which cost less than two per cent of the sale price of oir. If al l soya oi l was processed using the enzymatic process, the market s ize for phospholipase A would be $ 1 50 mill ion that would make the enzyme 1narket for oi l processing, the largest food area outside of starch hydrolysis.
It should be possible to use other phosphol ipases l ike phospholipase A , Phospholipase C and Phospholipase D for degumming purpose.
Removal of phosphatides also removes bound iron with it and as such the oil obtained after enzymatic degumming is reported to be more stable. A new degumming process has been developed using a natural enzyme as a catalyst for phosphorus removal that can be used on all types and qualities of vegetable oils to reduce phosphorus to less than 1 0 ppm and thus potentially treated before physical refin ing.
The use of enzymes, from 0.1 to 3 .0 per cent (w/w) in rapeseed52, soybean4 1 , coconut5" avacad054, sunflower3x and peanut40 resulted in h igher oil y ields in AEP (Table 4). Selected enzymes that include cellulase, pectinase, protease, �-glucanase and a-amylase, when used on different types of oilseeds, resulted in h igher oi l extraction yields.
The Quality of Protein Residue
High temperatures involved in the conventional process are associated with decreased nutritional availability of some essential amino acids, e g, l ysine, due to Maillard reaction between free amino group in proteins and carbonyl group in reducing sugars, resulting in decreased biological value of such proteins.
Ambient temperatures used in AEP avoided protein denaturation. 'Food grade' , instead of 'feed grade' , protein residues were obtained after AEP as: (i) it either inactivated or removed anti nutritional factors present in oilseeds, (ii) it removed b itter, poisonous alkaloids from lupin seeds and non-gossipol pigments from cottonseed]5, ( i i i) it removed toxic goitrogenous sulfur compounds in the case of rapeseed2, ( iv) it also removed phytic acid and other toxins35, and (v) caffeic and chlorogenic acids which cause sunflower seed meal to turn dark green or brown, were effectively removed in the aqueous processss. Such polyphenols produced O-quinones, an extremely reactive class of compounds. Chemistry of the reaction of O-quinones w ith proteins and its nutritional consequences has also been reported56-5x.
Factors Affecting Oil Yield
Conditions required for oil extraction varied according to the oilseed composition and structureS9. Factors which influence the efficiency of extraction include grinding, size reduction of oilseeds, pH, moisture, temperature, time, solid:water ratio, degree of agitations9. m and the number of extraction stages. Sometimes, just simple stirring was sufficient to obtain h igh yield as in the case of peanut40 and sunflower42.

304 J SCI IND RES VOL 60 APRIL 200 I
Grinding
Grinding has been considered a critical step in extraction process that d irectly affected oi I yieldsf>O· fi l . Smaller particle size allowed easier diffusion of watersoluble components leading to disintegration of the original structure and faci l itated oil release; and it enhanced enzyme diffusion rates.
The grinding operation may be carried out either wet or dry depending on the oilseed. The choice between wet or dry grinding was dependent on several factors, such as in itial moisture content, chemical composition and the physical structure of oilseed(,(). In case of materials with high moisture content, e g, coconut, wet grinding was more appropriate resulting in less then 5 per cent of oil in the residue after extraction. Thus avoiding additional intensive drying step before grinding. In case of material with low initial moisture content l ike peanuts, rapeseed and soybean, dry grinding was more suitable. Excessive grinding favored cel l rupture and increased the efficiency of oil extraction, however, it also produced smaller o i l globules, which made de-emulsification more d ifficult. Insufficient grinding, on the other hand, resulted in loss of oil in residue(,()' 62 .
Size Reduction of Oilseeds
The extraction of oil from oilseeds, either by mechanical pressing or by solvent extraction proceeded more efficiently, if the seed was first flaked or ground. Opinion was divided whether grinding or flaking was more effective i n rupturing oil cells. Flaked oilseeds yielded a larger fraction of 'easily extractable' oil on treatment with solvents and a smaller fraction (usually 1 0-30 per cent of total oil) that was difficul t to extract22•
pH
Extraction pH varied with the oil-bearing material . The highest oil extraction yields general ly coincided with those for the highest protein yields. Therefore, the highest oil extraction y ield occurred at pH values corresponding to maximum protein extractabi lity in aqueous system and the lowest y ield was obtained when the protein solubil i ty was also at its lowest, i e, around the isoelectric point. In the case of rapesed3x, 3Y, soybean40, 4 1 , sunflowe�x, 42 and peanut3X, 43.46, the pH values corresponding to the least oil extraction, which resulted in the smallest proportion of oil free after the downstream separation, step shown in Table 3 .
Moisture
Control of moisture was important for efficient pressing. Moisture content varied with oilseed and method used for pressing. Moisture control was also important in solvent extraction. Generally, intermediate moisture levels (4-7 per cent) resulted in efficient extraction of oil from oilseeds. Low moisture levels usually resulted in lower efficiency due to the lower solubility of phosphatides, while high moisture could cause swelling of proteins with subsequent reduction of flake porosity and solvent diffusion rate. As with pressing, moisture varied with the material being extracted, approximately 7- 1 0
per cent for cottonseed and 8- I 2 per cent for soybean22.
Temperature
It also showed considerable effect on oi l extraction yields, though some authors considered it important in the hot water floatation process, and they ensured that boiling water was used for the extraction . However, prolonged boiling might not affect yield in certain oilseeds61 . The extraction temperature was not critical for protein recovery but important for oil extraction5Y. The maximum oil recovery occurred between 40-60 °C (Table 3) .
Solid: Water Ratio
The highest possible solid:water ratios were desirable in the extraction step to obtain less stable emulsion and generate less effluent. However, to obtain the h ighest extraction rate and extraction yield, the use of large quantities of water was necessary. Recommended solid :water ratios3Y, 42-44. 59. 63, 64 are shown in Table 5 .
SWOT Analysis of Oil Extraction
SWOT (Strength , Weakness, Opportun it ies and Threats) analysis has been an excellent, and fast tool for exploring the possibi l ities in in itiating new programs. It has also been used as a decision making aid. The SWOT approach requires an internal survey to record strengths and weaknesses and an external survey to enlist threats and, opportun ities65. It i s a general tool, mostly used in the preliminary stages of decision-making and also as a precursor to strategic planning in a variety of appl ications66. 67 .
Strengths and Weaknesses
These are internal (endogenous) characteristics that can be usually controlled or managed around and include

KALlA et ai. : USING EMZYMES FOR OIL RECOVERY FROM EDIBLE OIL SEEDS 305
Table 5 - Solid water ratio in extraction of oil from oil seeds
S No. Oil seeds Solid water ratio Oil yield*
Peanut4J. 44. 6J. 64 1 :5 to 1 : 1 2 89
2. SunflowerA2 1 : 1 0
3 . Soybean5� 1 : 1 2 86
4. RapeseedJ� I :2.5 to 1 :3 .5 90
*based on the extracted oil from the seed.
factors such as geographic resources, climate, financial resources and the tax environment, human resources and skill information system, research and development capability, infrastructure/utilities, and the role of government and the regulatory environment.
Opportunities and Threats These refer to external factors that enhance economic
and human development. These factors include markets and trade, customer, industry trends, economic factors and technology.
The Strengths Scientific and production innovations were applied
which rapidly increased productivity in oilseeds. It would enable the industry to further expand and diversify its production base to capitalise on export market opportun ities . Further, the enzymatic process has many advantages :
( i ) It is eco-friendly, simple, and relatively inexpensive and produces l ittle waste.
(ii) There is no need for degumming as the process is carried out in an aqueous medium, and phospholipids are also separated from oil .
(iii) It removes undesirable constituents presents in oilseeds.
(iv) It helped refine free fatty acid (FFA) and dark colored oils.
(v) It reduces BOD and COD levels, acid development, and oxidation during further processing and storage.
(vi) The use of enzymes has the potential to increase productivity, efficiency and quality in agro-industrial processing operation in many developing countries.
(vii)Enzymes enhance extraction and separation processes, eliminate toxic and anti-nutritional factors, catalyse carbohydrates, proteins, and lipids conversion through anti-oxidant and bio-catalytic activity.
(viii) It has reputations for supply of h igh quality, clean, dry products.
The Weakness (i) Necessary enzymes are not available at low
enough cost. (ii) Capacity to produce, process and store quality
oil, on a commercial scale, is currently l imited. (iii) Recovery of hexane is energy intensive process
and requires extensive capital equipment. (iv) There is insufficient work done to draw any defi
n ite conclusions on the possibility of using enzymes in softening seed coat and the impact of such a pretreatment on oil recovery.
The Opportunities (i) A Technology Mission on Oilseeds (TMO) was
established in May 1 986 for harnessing the best of production, processing and management technologies.
(ii) Intensification of research efforts to increase production of oilseeds.
(iii) Increasing areas under non-traditional oilseeds crops.
(iv) S et t ing .up of necessary process ing and infrastructural facilities to keep pace with the production programme of oilseeds .
(v) Better incentive to producers through fixation of minimum support prices of major oilseeds.
To encourage industry modernization and technological upgradation, certain equipment considered necessary for modernization has been granted concessional rate of custom duty.
The Threats (i) Rising costs of production and processing. (ii) Government intervention in trade and produc
tion policies. (iii) Reduction of R&D funding and other govern
ment support. (iv) Technological barriers due to limited informa
tion available about most of the oilseeds. (v) Conservative nature of oil extraction and pro
cessing industries. (vi) There is excessive control and regulation by the
Government which is difficult to justify in modern economy.
Enzyme Based Oil Extraction
Enzyme treatment is probably the most important in oil extraction as it digests the complex cell wall of oil-

306 J SCI IND RES VOL 60 APRIL 200 1
seeds, altering permeability favouring oil extraction. After enzymatic treatment individual components, viz, protein, oi l and polysaccharide could be conveniently separated with further processing22. The treatment appeared to increase the productivity, efficiency and provide quality output in agro-industrial processing in many developing countries. Enzymes enhance extraction and separation processes, eliminate toxic and anti-nutritional factors, catalyse carbohydrate, protein and l ipid conversion through their antioxidant and biocatalytic activities. The energy costs associated with processing were reduced, the nutritional quality and safety of foods improved, and the processing time were shortened. New products may be generated and alternative application for several agricultural product may be realized after enzymatic treatment6X•
Enzymatically treated oilseeds showed an increase in the oil yield in comparison to untreated samples. Regardless of the type of enzyme, the quality of the oil was good and its composition was not affected by the treatment6Y. Enzyme may either be directly incorporated or may be immobilized on inert support matrices (immobil ized enzymes) and allowed to act.
Enzymatic hydrolysis as a pretreatment of oil seeds have been shown to be effective for quick softening of seed coat which opened up oil cell walls and also broke up the complex l ipoprotein and l ipo-polysaccharide molecules (not extractable for oil) into simple molecules releasing oil from l ipid bodies enmeshed with carbohydrate and protein structures. Seed lipid bodies contained abundant proteins termed oleosins, which seem to play a major role in stabilizing these bodies. The structure of oleos ins is generally the same for most oilseeds; it consists of low molecular weight proteins in the range of 1 5000 to 26000 1 1 . 70. The enzyme mediated oil extraction process would reduce loss of oil that normally remained in the seedcake after extraction (Figure 1 ) .
The oilseed composition determined choice of enzymes. However, it was very difficult to compare results reported in different studies with a view to select the best enzyme combination for a given oilseed as most of the studies employed different extraction conditions42. 4x. 53 . Different oil yields obtained with different enzymes for the same oil-seed reflected differences in the enzyme ff' . . h t t 0' 1 elease3x. 40, 42-46, 52 An en-e IClency WIt respec 0 I r - .
zyme system developed for one type of oilseed material could not be adopted to another oilseed. Also, the number of oilseeds tested so far has been very limited. In future, enzyme technology would play a big role in im-
Table 6 - Enzyme involved in pretreatment of oil seeds and their sources
Enzymes
Cellulase I; Hemicellulase Protease Extract Cellulase'6 Hemicellulase Extract
Extract'K Cellulase'9
Sources
Trichoderma viridi
Aspergilus niger
Bacillus licheniformis Bacillus subtilis
Sigma Chern. Co. USA Sigma Chern. Co. USA Aspergillus Jumigatus Sporotrichulll thermophile Humicola lanuginosa Aspergillus Jumigatus Sigma Chern. Co. USA
proving the yield and quality of oils. I t has been found that use of proteases, cellu lases and
hemicellulases helped release more oil both during solvent extraction as well as when expellers were used. Proteolytic enzymes mainly hydrolyzed proteins in cell membranes as well as inside the cytoplasm I 1 . 39, 4 1 (Table 6). Pectinase and cellulase were the most effective enzymes that increased oil y ield by 20 per cent. Considering the specificity of each carbohydrase, a rational choice of the enzyme for a given oilseed could only be made after gaining an understanding of the complex arrangement of polysaccharides in the cel l wal l . Primary cell walls of a variety of higher plants contained cellulosic fibres to which strands of hemicelluloses are attached42. 5 1 , therefore, enzyme preparations capable of attacking cell walls would necessarily contain a m ixture of cellulases, hemicellulases, pectinases and even proteases5 1 .
Enzyme mixtures gave better results compared to that with individual enzymes, e g, the oil extraction yield from coconut was as h igh as 80 per cent with the combined treatment of polygalacturonase, a-amylase and protease53-69, 7 1 . Aqueous hydrolysis72 of dehulled rapeseed by a mixture of three cell wall degrading enzymes, pectinase, cellulase and hemicellulase increased permeabil ity of cell wall allowing more efficient extraction of the oi145 . The effect of different carbohydrases was evaluated on the extraction time and yield of canola oil I X .
Oil extraction yields above 90 per cent were obtained using galactomanase combined with a polysaccharide enzyme-degrading complex. These enzymes degraded components of structural cell wall which contained mannan, galactomannan, arabinoxylogacton and cellu lose73. The recovery of oil from oilseeds could also be increased

KALlA et at. : USING EMZYMES FOR OIL RECOVERY FROM EDIBLE OIL SEEDS 307
Table 7 - Effect of enzymatic treatment on oil yield
Oilseed, fruit
Soybean41 Palm3� Coconut53 Avacado54
Enzyme
Proteolytic Pectinase Polygalacto-uraonase a-Amylase
by addition of microbial enzymes 15 . Enzymes obtained from thermophilic moulds were much superior due to greater thermostability74. Because of this, higher ambient temperature (45 to 60 °C), in industrial processes could be used with less contamination and cooling costs. Various crude enzymes have been isolated from different sources, viz, A spergillus Jumigatus, Humicola lanuginosa, and Sporotrichum thermophile and used in oil extraction 15. 10. IX. 19 (Table 7).
The recovery of oil increased up to 2-5 per cent with H. lanuginosa in cottonseed while in sunflower and soybean oil it increased up to 4.2 per cent with Aspergillus Jumigatus lO• The solvent oil extraction yield increased by around 20 per cent when kernels of shea tree were pre-treated with a mixture of protease and carbohydrases7o. 75. In soybeans, the enhancement in expelled oil was up to 2.8 per cent of moisture free oil when pretreated with crude enzyme preparations obtaimed from Aspergillus Jumigatu. The gain corresponded to about 1 1 .7 per cent more oil recovery; equivalent to 63.5 per cent of the total extractable oil 17 • In groundnut kernels, pretreatment with cellulase resulted in 2.7 per cent more oil yield l9 . Enzyme preparation from Aspergillus gave higher yield, and that from Bacillus solubilised 35 per cent crude protein and released 1 6 per cent of total weight of crude isolates as extra oil.
Production of Enzymes for Enzyme Assisted Oil
Extraction
It is apparent from the foregoing that while the individual enzyme formulations, best suited for a particular system, had to be experimentally worked out, and generally proteases, cellulases, pectinases, hemicellulases and phospholipases were needed as obtained from various sources (Table 7). As the volumes of enzymes involved in the application are rather large, the cost of enzymes becomes a critical factor in the adaptation of
Oil yield, per cent With enzyme
86.0 97.7 80-90 75.0
Without enzyme
62.0 9 1 . 1
65.0
this technology on a commercial scale. A large component of the high cost is due to downstream processing. The pretreatment of oilseeds and other such materials for loosening the structural matrix to facilitate oil recovery, apparently, does not demand high purity levels in enzyme preparations, it should, therefore, be possible to develop specific strategies for enzyme purification, which are efficient, economical and suitable for such applications36• Less elaborate, toned down purification protocols with fewer steps and high selectivity might just be suitable30. 76. Several relatively new techniques like expanded bed affinity chromatography77, perfusion chromatography 7X, three phase partitioning79 and affinity precipitationX() that emerged in recent years, along with some more well established approaches like two phase affinity extractionXI have been increasingly utilized to develop less costly procedures for obtaining enzymes. Use of fusion tags like oligohistidine residue to recover the largest protein via metal affinity has been increasingly used36 and appear to have the potential to prove useful in obtaining commercial grade enzymes for bulk applications like oil release.
It is quite possible that the three factors would combine in future to increase the use of enzyme in this area at an industrial level. First is, of course, the cost of enzymes. Second is the increase in oil yield upon enzyme treatment. However, environmental concerns in all probability will exert greater pressure for the adoption of enzyme assisted oil extraction by the trade in addition to the enumerated benefits. Also, the possibility of simultaneous oil and protein recovery, and energy saved by eliminating need for organic solvent stripping and further cost saved in process monitoring (as investment in volatile organic compound emission monitoring and control is not needed) may offset to a significant extent the, high cost oj enzymes factor. Hence, one would actually see this green technology being increasingly used in oil extraction.

308 J SCI IND RES VOL 60 APRIL 2001
Conclusions
The use of enzymes has the potential to increase productivity, efficiency and quality of oil obtained. It requires a simple manufacturing base with low capital investment and relatively small amounts of energy consumption in comparison to other methods of oi l recovery and processing.
Although basic information on most enzymatic processes is available, it is generally restricted to laboratory-scale studies. Enzymes and enzyme-catalyzed processes, however, need to be more fully explored and exploited in the light of benefits that may accrue from their use. Systematic process engineering investigations and economic evaluation of these processes appear necessary before venturing into scale- up studies.
Acknowledgements
We thank TMOP&M, CSIR for financial support for the projects.
References I Singhal V, Agriculture 1 999, ( 1 999) 255-263.
2 Godrej N B, in World Scenario ill Oils, Oleochemicals alld Surjactants Industries (Oil Technologist Association of India, Lucknow) ( 1 0- 1 2 April 1 998).
3 Hamdi M & Ellouz R, Use of Aspergillus niger to improve filtration of olive mill waste waters, J Chem Tee/mol Biotechnol, 53 ( 1 992) 1 95-200.
4 Hamdi M & Ellouz R, Bubble column fermentation of olive mi l l waste waters by Aspergillus niger, J Chem Tee/mol Biotechnol, 54 ( 1 992) 33 1 -335.
5 Young C T & Schadel W E, M icrostructure of peanut seed: A review, Food Struct, 9 ( 1 990) 3 1 7-328.
6 Tombs M P, Protein bodies of the soybean, Plant Physiol, 42 ( 1 967) 797-8 1 3.
7 Wolf W J & Baker F L, Scanning electron microscopy of soybean protein bodies, J Am Oil Chem, 47 ( 1 970) 1 07- 1 08.
8 Wolf W J & Baker F L, Scanning electron microscopy of soybeans and soybean protein products, In : scanning electron microscopy, edited by W J Wolf and F L Baker (A M F 0' Hare), 1 98 1 , 239- 252.
9 Snyder H E & Kwon T W, Morphology and composition, In : soybean utilization, edited by Snyder H E & Kwon T W, (Van Nostrand Reinhold Co Inc, New York), 1 987, 1 9-70.
1 0 Jacks T J , Hensarling T p, Neueere J N , Yatsu L Y & Barker R H, Isolation and physicochemical characterization of the halfunit membranes of oilseed lipid bodies, J Am Oil Chem Soc,
67 ( 1 990) 353- 36 1 .
I I Murphy D J, Structure function and biogenesis of storage l ipid bodies and oleosins i n plants, Prog Lipid Res, 32 ( 1 993) 247-280.
1 2 Bair C W & Snyder H E, Electron microscopy of soybean lipid bodies, J Am Oil Chem Soc, 57 ( 1 980) 279- 283.
1 3 Yatsu L Y, Jacks T J & Hanserling T P, Isolation of spherosome (oleosome) from onion, cabbage and cottonseed tissues, Plant Physiol, 48 ( 1 97 1 ) 675- 682.
1 4 Wolf W J & Baker F L, Scanning electron microscopy of soybeans, soy tlours, protein concentrates and protein isolates, Cereal Chem, 52 ( 1 975) 387-396.
1 5 Fullbrook P D, The use of enzymes i n the processing of oilseeds, J Am Oil Chem Soc, 60 ( 1 983) 428A- 430A.
1 6 Bhatnagar S & Johri B N , Microbial enzymes i n the processing of oil seeds, Curr Sci, 56 ( 1 987) 775-776.
1 7 Smith D D , Agrawal Y C, Sarkar B C & Singh B N P, Enzymatic hydrolysis pretreatment for mechanical expelling of soybeans, J Am Oil Chem Soc, 70 ( 1 993) 885- 890.
1 8 Sousulski K, Sousulski F W & Cox worth E, Carbohydrase hydrolysis of canol a to enhance oil extraction with hexane, J
Am Oil Chem Soc, 65 ( 1 988) 357-36 I . 1 9 Chakrapani p, Afzalpurker A B & Kaimal T N B , Enzyme as
sisted extraction of vegetable oils from oil-bearing materials, In World Scenario in Oils, Oleochemicals and Surjactants Industries, (Oil Technologists Association of India, Lucknow) ( 1 0- 1 2 April 1 998).
20 Bernardini E, Processing of Oilseeds: Rapeseeds, In: The /lew oil and fat technology, part II, edited by E Bernardini (Tecnologie, Rome) 1 973, 73.
2 1 Mustaks G C, Recovery of oil from soyabean, In : Handbook of
soy oil processing alld utilization, edited by Erickson D R, (American soybean Association and American Oil Chemists' Society, St. Louis), 1 980, 49-65.
22 Hui Y H, Bailey's Industrial Oil and Fat Products 4 ( 1 996) 78-394.
23 Serrato A G, Extraction of oil from soybean, J Am Oil Chem . Soc, 3 ( 1 98 1 ) 1 57- 1 59.
24 Eaves P H , Molaison L J, Crovetto A J & D' Aquin E L, J Am Oil Chem Soc, 29 ( 1 952) 88-90.
25 Lajara J R, Edible Fat and Oil Processing: Basic Principle and M odern Pract ices , J Am Oil Chem Soc, (AOCS Press Champaign), 1 990, 49.
26 Shindler B D, Extraction process, U S Pat 4601906, 22 July 1 986.
27 Wear F, Bland H E & Dada S, Oil seeds conditioning system, US Pat 4785726, 22 November 1 988.
28 Ward J A, System for preparing vegetable oilseed meal for solvent extraction, US Pat 4646631 , 3 March 1 987.
29 Linsgesedar, Apparatus and method for the extraction of vegetable oils, US Pat 5680812, 28 October 1 997.
30 Arendt P S & Langley C E, Method for tlie extraction of oils from grain materials and grain based products, US Pat 5445841,
29 August 1 995.
3 1 Given J C, Stevenson W L, Moses D, Karatochwill W L &. Anderson G E, Method of conditioning oilseeds and similar materials, US Pat 4869910, 26 September 1 989.
3 2 Eggers R & Schade E G , Process for apparatus for the recovery of fats and oils, US Pat 4675133, 23 January 1 987.

KALlA et al. : USING EMZYMES FOR OIL RECOVERY FROM EDIBLE OIL SEEDS 309
33 Hensarling T P, Thomas T 1 & Yatsu L, Use of acidic hexane to 5 1 West S , Olive and other edible oils, In: Industrial Enzymology, process oilseed for protein and oil, US Pat 3941 764, 2 March edited by T Godfrey & S West (Macmillan Press Ltd, London) 1 976. 1 996, 294- 300.
34 Kim H K, Aqueous extraction of oil from palm kernal, J Food 5 2 Deng Y, Pyle D L & Niranjan K , Studies of aqueous enzymatic Sci, 54 ( 1 989) 49 1 -492. extraction of oil from rapeseed, Agri Eng Rural Dev I Con!
35 Rosenthal A, Pyle D L & Niranjan K, Aqueous and enzymatic Proc, Eds (International Academic Publishers, Beijing), 1
processes for edible oil extraction, Enz Microbial Techllol, 19 ( 1 992) 1 90- 1 95.
( 1 996) 402-420. 53 Barrios V A, Olmos D A, Noyola R A & Lopez-Munguia C A,
36 Roy I & Gupta M N, Current trends in affinity-based separation Optimization of an enzymatic process for coconut oi l extrac-
of proteins!enzymes, Curl' Sci, 78 (2000) 587-59 1 . tion, Oleagineux, 45 ( 1 990) 35-42.
37 Basiron Y & Balasundram N , World Scenario in oils and fats: 54 Buenrostro M & Lopez-Munguia C A, Enzymatic extraction
Market trends and application, In World Scenario in Oils, of avacado oil, Biotechnol Lett, 8 ( 1 986) 505- 506.
Oleochemicals and Surfactants Industries, (Oil Technologists 55 Dominguez H, Nunez M 1, & Lema 1 M, Aqueous processing Association of India, Lucknow) ( 1 0- 1 2 April 1 998). of sunflower kernels with enzymatic technology, Food Chell1 ,
3 8 Lanzani A, Petrini M C, Cozzoli 0, Gallavresi P, Carola C & 53 ( 1 995) 427- 434.
lacini G, On the use of enzymes for vegetable-oil extraction, A 56 Vithayalpil P 1 & Gupta M N, reaction of methionine with some preliminary report Riv Ital Sostanze Grasse, L 11( 1 975) 226- biologically important quinones, Int J Biochem Biophys, 18 229. ( 1 98 1 ) 82-83.
39 Embong M B & Jelen P, Technical feasibility of aqueous ex- 57 Pierpoint W S, Rothamsted Experimental Station Report, Part traction of rapeseed oil- A laboratory study, J Inst Can Sci 2, ( 1 970) 1 99- 2 1 8. Technol Aliment, 10 ( 1 977) 239-243.
Gupta M N & Vithayalpil P 1, Chemical modification of me-58 40 Lawhon J T, Manak L J, Rhee K C & Lusas E W, Production of thionines of ribonuclease A with 0- benzoquionine, lilt J Pep-
oil and protein food products from raw peanuts by aqueous ex- tide Protein Res, 15 ( 1 980) 236-242. traction and ultrafi ltration, J Food Sci, 46 ( 1 98 1 ) 39 1 -395.
59 Lusas E W, Lawhon 1 T & Rhee K C, Producing Edible oil and 4 1 Yoon S H , Kim I H , Kim S H & K'won T W, Effects of enzyme Protein from Oilseeds by Aqueous Processing. Oil Mill Gazet,
treatments and ultrasonification on extraction yields of lipids 4 ( 1982) 28-34. and proteins from soybean by aqueous process, J Food Sci
60 Cater C M, Rhee K C, Hagenmaier R D & Mattil K F, Aqueous Technol, 23( 1 99 1 ) 673-676. extraction- An alternative oilseed mill ing, J Am Oil Chem Soc,
42 Hagenmaier R D, Aqueous processing of full-fat suntlower 51 ( 1 974) 1 37- 1 4 1 . seeds: yield of oil and protein, J A m Oil Chem Soc, 5 1 ( 1 974)
6 1 Southwell K H & Harris R V, Extraction o f oil from oilseeds 470-47 1 . using the hot water tloation method, Tropical Sci, 32 ( 1 99 1 )
43 Subrahmanyam 1, Bhatia D S, Kalbag S S & Subramanian N, 2 1 7-22 1 . I ntegrated processing of peanut for the separation of major con- 62 Hagenmaier R D, Cater C M, & Matti l K F, Critical unit opera-stituents, J Am Oil Chem Soc, 36 ( 1 959) 66-70. tions of the aqueous processing of fresh coconuts, J Am Oil
44 Rhee K C, Cater C M & Mattil K F, Simultaneous recovery of Chem Soc, 49 ( 1 972) 1 78- 1 8 1 .
protein and oil from raw peanuts i n an aqueous system, J Food 63 Sugarman N, Processing for extraction of oi l and protein si-Sci, 37 ( 1 972) 90- 93. multaneously from oi l-bearing materials, US Pat 2762820,
45 Eapen K E, Kalbag S S, & Subrahmanyam J, Operations in the 1 956.
wet-rendering of peanut for the separation of protein, oil and 64 Bhatia D S, Parpia H A B & Baliga B P, Peanut protein isolate starch, J Am Oil Chem Soc, 43 ( 1 966) 585- 589. production properties, J Food Sci Technol, 3 ( 1 966) 2.
46 Rhee K C, Cater C M & Mattil K F, Effect of processing pH on 65 Balamuralikrishna R & Dugger J C, SWOT analysis: A man-the properties of peanut protein i solates and oil, Cereal Chem, agement tool for i nitiating new programmes in vocational 50 ( 1 973) 395-404 schools, J Voc Tech Edu, 1 2 (2000). http://borg.lib. vt.edu/
47 Ranalli A, Mattia G D & Ferraute M L, The characteristic of ejornals!1VTElv 1 2nllBalamuralikrishna.html
percolation olive oils produced with a new processing aid, Int J 66 Batrol K M & Martin D C, Mallagement (McGraw Hil l , Inc, Food Sci Technol, 32 ( 1 998) 247- 258. New York) 1 99 1 .
48 Mounts T L, Chemical and physical effects of processing fats 67 1ohnson G, Scholes K & Sexty R W, Exploring Strategic Mall-and oils, J Am Oil Chem Soc, 58 ( 1 98 1 ) 5 1 A- 54A. agement, Scarborough (Prentice Hall , Ontario) 1 989.
49 Kanamoto R, Wada Y, Miyajima G & Kito M, Phospholipid- 68 Rosa S R, Enzyme application for agro-processing in develop-phospholipid i nteraction in soybean oil , JAm Oil Chem Soc, 58 ing countries: An inventory of current and potential applica-( 1 98 1 ) \ 050- 1 053. tions, World J Micro Biotechnol, 14 ( 1998).
50 Ong K K, Fakhril-Razi A, Baharin B S & Hassin M A, Degum- 69 Duarte Costa H M P & Sameiro M E M, Quality of olive oil ming of crude palm oil by membrane filtration, A rtif Cell Blood extracted using enzyme preparation, Bol Inst do Azeite Prod Substit, Immboil Biotechnol, 27 ( 1 999) 3 8 1 -385. Oleaginosos, 6 ( 1 978) 25- 38.

3 1 0 1 SCI IND RES VOL 60 APRIL 200 1
70 Tano-Debrah K & Ohta Y, Enzyme-assisted aqueous extraction of fat from kernel of the shea tree Butyrospermwn parkii, J Am Oil Chem Soc, 71 ( 1 994) 979-983.
7 1 McGlone 0 C, Lopez- Munguia C A & Cater 1 V, Coconut oil extraction by a new enzymatic process, J Food Sci, 51 ( 1 986) 695- 697.
7 2 Olsen H S , Aqueous enzymatic extraction of oil from seeds, In: Asian food conference proceedillgs, B ankgok, Thailand, ( 1 998) reprinted by: Novo I ndustry AlS, pp A-0604 1 A.
73 Christensen F M , Enzyme technology versus engineering technology in the food industry, Biotechnol Appl Biochem, 11 ( 1 989) 249-265.
74 lohri B N, lain S & Chouhan S, Proc Illdian Acad Sci (Plallt Sci), 94 1 985 1 75- 1 77.
75 Tano-Debrah K & Ohta Y, Enzyme-assisted aqueous extraction of shea fat, J Am Oil Chem Soc, 72 ( 1 995) 25 1 - 256.
76 Gupta M N & Mattiasson B , Affinity precipitatioll ill highly selective separation in biotechnology (Chapmann & Hall Glasglow, U K) 1 994, 7-30.
77 Roy I, Pal R, Lali A & Gupta M N, Comparison of batch, packed bed and expanded bed chromatography purification of A. Iliger cellulose using cellulose beads, Bioseperatioll, 8 ( 1999) 3 1 7-326.
78 Dennison C & Lovrein R, Three phase partitioning: Purification and concentration, Protein Expr Purif, 11 ( 1 997) 1 49-1 6 1 .
79 Fahrner R L & B lank G S , Real time control of antibody loading during protein A-affinity chromatoggraphy using an online assay, J Chromatogr; A-849 (1) , ( 1 999) 1 9 1 - 1 96.
80 Sharma A, Sharma S & Gupta M N, Purification of wheat germ amylase by precipitation, Protein Expr Purif, 18 ( 2000) 1 1 1 - 1 1 4.
8 1 Johansson G, Affinity partition of proteins using aqueous two phase systems In: Proteill Purif, Principles, High Resolutiol! Methods Applications, edited by 1 L lanson and C Ryden (VCH Publishers New York) 1 989, 330-345.