Embed Size (px)
Citation preview

ash are clays and zeolites. Zeolites, formedby hydrothermal weathering of volcanicglass, also react with lime when finelyground.
Natural pozzolans used today are eithermade from tuffs that contain 50–100% rhy-olitic glass or from diatomaceous earth,which is made up of siliceous skeletons ofsilica-secreting algae (diatoms). Diatoma-ceous earth is the most lime reactive of allthe natural pozzolans. This reactivity isdue in part to the large surface area of thecomplex individual diatoms. The maincomponent of diatomaceous earth is amor-phous, hydrated, opaline silica that con-tains 6–10% water. Diatomaceous earthgenerally contains clay minerals that needto be calcined to improve reactivity.Calcining at 1472–1652°F converts the crys-talline structure of the clay minerals to anamorphous, disordered structure that hasa higher degree of pozzolanic activity.
Artificial pozzolans include burnt clayand shale, burnt gaize, burnt moler, andpulverized fuel ash or fly ash. Althoughclay, shale, gaize, and moler are natural,their pozzolanic characteristics or activityare increased by calcination; therefore,they are considered artificial. Calcining isnecessary to destroy existing crystal struc-ture and to form an amorphous or disor-dered alumino-silicate structure. Both clayand shale are more common than othernatural pozzolans and are often used.Gaize is a soft, porous, highly siliceoussedimentary rock that has been used par-ticularly when the pozzolanic cement willbe exposed to seawater. Moler is aTertiary-age deposit of diatomaceous earthcontaining significant amounts of clay.These deposits are found on the islandwest of Limfjord, Denmark. Moler is alsoused in cement exposed to seawater.
Fly ash is a byproduct of burning finelyground coal either for industrial applica-tion or in the production of electricity. Thelargest producers of fly ash are electricalgenerating stations. Fly ash is taken out ofthe flue gas by electrostatic precipitators,baghouses, or mechanical collectors. Thecomposition of fly ash is dependent on thecoal that is burned and on the efficiency ofthe combustion process. The majority offly-ash particles are spherical and glassy.
Coal-combustion productsOrigin of ash in coalAsh, the inorganic, noncombustible por-tion of coal, consists of minerals and rockparticles. Minerals are introduced eitherduring or after deposition of peat or dur-ing the coalification process.
Detrital minerals are transported intothe swamp or bog by either water or air.Channels cutting through the swampbring in water-born minerals. Duringflooding, large amounts of sediment maybe transported into the swamp, resulting
in partings in the peat and ultimately inthe coal seam. Bioturbation at the base ofthe coal swamp may mix minerals into thepeat. Windblown dust can be significantbecause of the slow accumulation of peatin the swamp environment. When swampsare downwind of volcanic activity, theymay receive large amounts of volcanic ashperiodically. Short-lived, widespread vol-canic events may be preserved as a layer ofvolcanic ash called a tonstein, German for“claystone.” Minerals introduced by windor water include most clays, quartz,feldspar, apatite, and heavy minerals suchas zircon and rutile.
Authigenic minerals are also present incoals, forming during or after depositionor during the coalification process. Preci-pitated minerals may be finely disseminat-ed particles or mineral aggregates in thecoal. These minerals include siderite,pyrite, and chalcedony. During late stagesof coalification, minerals precipitate alongjoints and in other voids in the coal. Min-erals formed late include calcite, dolomite,pyrite, quartz, and various chlorides.During secondary coalification, at greaterdepths and temperatures, chlorite mayform by alteration of primary clay minerals.
Most (95%) of the mineral matter presentin coal is clay, pyrite, and calcite. Clay min-erals make up 60–80% of the total mineralcontent of coal. The types of clay mineralsare dependent on the chemical conditionsat the site of deposition. Clays can be detri-tal or secondary precipitates from aqueoussolutions. Fresh-water swamps tend tofavor in situ alteration of smectite, illite,and mixed-layer clay minerals to kaolinitebecause of the low pH. Illite is dominant incoals with overlying marine sedimentsthat have developed in a moderately alka-line environment. Clay minerals can befinely dispersed throughout the coal, orthey can form layers, such as tonsteins,from volcanic ash. Tonsteins in coals usual-ly contain kaolinite, smectite, and mixed-layer clay minerals.
Minerals or other noncombustibles canbe introduced during mining. Small part-ings are often mined with the coal, andsome of the roof and floor, above andbelow the coal seam, may also be mixedwith the coal, no matter how careful themining operation. This dilution will add tothe total content of noncombustible mater-ial and ultimately to the ash byproduct.
Byproducts of the combustion processCoal for electrical generation is finelycrushed, typically in ball or roll mills, andair-fed into a 1,900–2,700°F combustionchamber where carbon immediatelyignites. During coal combustion, thevolatile matter vaporizes to off gas, andcarbon burns to heat the boiler tubes. Theinorganic material, coal ash, becomesmolten and either remains in the combus-tion chamber as slag on the boiler tubes or
is carried away by the flue-gas stream orfalls through to the bottom of the boiler.The molten minerals, such as clay, quartz,and feldspar, solidify in the moving flue-gas stream as it leaves the combustionchamber. The rapid cooling and air move-ment give approximately 60% of the fly-ash particles a spherical shape. Somecoarse particles settle to the bottom of theash hopper, forming bottom ash, and somecling to the sides of the boiler tubes, form-ing boiler slag. The amount of bottom ashand boiler slag is a function of the ash-fusion temperature of the coal. Lowerfusion temperatures increase the amountof bottom ash and boiler slag. Boiler slag isundesirable because it lowers the efficien-cy of the boiler tubes, so it is regularlyremoved by sootblowing.
The ratio of fly ash to bottom ash pro-duced by coal combustion is dependent onthe type of burner and the type of boiler.Pulverized-coal burners produce more flyash than cyclone burners, and pulverized-coal burners are the most common for coal-fired electrical generation. Several types of
26 NEW MEXICO GEOLOGY May 2000
Science and ServiceISSN 0196-948X
Volume 22, No. 2, May 2000
Editors: Jane C. Love and Nancy S. GilsonCartographer: Sandra H. Azevedo
EDITORIAL BOARDSteve M. Cather, NMBMMR, Chairman
Thomas Giordano, NMSULaurel B. Goodwin, NMIMT
Published quarterly byNew Mexico Bureau of Mines and
Mineral Resourcesa division of New Mexico Institute of
Mining and Technology
BOARD OF REGENTSEx-Officio
Gary Johnson, Governor of New MexicoMichael S. Davis, Superintendent of Public Instruction
AppointedRandall E. Horn, Pres., 1997–2003, Albuquerque
Kathryn E. Wavrik, Student Mem., Sec./Treas.1999–2000, Socorro
Ann Murphy Daily, 1999–2004, Santa FeSidney M. Gutierrez, 1997–2001, Albuquerque
Robert E. Taylor, 1997–2003, Silver City
New Mexico Institute of Mining and Technology President . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Daniel H. López
New Mexico Bureau of Mines and Mineral ResourcesDirector and State Geologist . . . . . . . . . . . . . . . Peter A. Scholle
Subscriptions: Issued quarterly, February, May, August, November;subscription price $10.00/calendar year.
Editorial Matter: Articles submitted for publication should be in theeditor’s hands a minimum of five (5) months before date of publi-cation (February, May, August, or November) and should be nolonger than 20 typewritten, double-spaced pages. All scientificpapers will be reviewed by at least two people in the appropriatefield of study. Address inquiries to Jane C. Love, Editor of NewMexico Geology, New Mexico Bureau of Mines and MineralResources, Socorro, New Mexico 87801-4796.
Published as public domain, therefore reproducible without permis-sion. Source credit requested.
Circulation: 1,000Printer: University of New Mexico Printing Services
NEW MEXICOGEOLOGY

pulverized-coal burners are used, and theamount of fly ash, which varies with firingmethod, ranges from 65% to 85%. Wet-bot-tom boilers are designed to process morebottom ash than dry-bottom boilers. Flyash is removed from the flue-gas stream byeither electrostatic or mechanical precipita-tors. Mechanical precipitators are typicallybaghouses, cyclones, or venturi scrubbers.
Flue-gas desulfurization is necessary toremove SO2 to meet Clean Air Act Amend-ment standards. Dry scrubbing, whichoccurs before fly-ash collection, contami-nates the fly ash. The wet-scrubber processcreates flue-gas desulfurization sludge,another coal-combustion byproduct. Mostflue-gas desulfurization units use lime,limestone, quicklime, or soda ash as a reac-tant with SO2. The resulting byproductcommonly is gypsum, but sometimes it iscalcium sulfite.
Fly-ash collectionFly-ash collection is necessary to removeparticulates from the flue gas before it isreleased into the atmosphere. The differentmethods of fly-ash collection have differ-ent efficiencies. The electrostatic precipita-tors (Fig. 2) can be as much as 99+% effi-cient for overall fly-ash removal (Helmuth,1987) and are the most commonly usedanti-pollution device. The electrostatic pre-cipitators collect the coarse fly ash(>44 µm) first. The finer material is collect-ed later along the air-stream path. The fly-ash particles are collected by size in sever-al hoppers (Fig. 3) along the length of theelectrostatic precipitators. Baghouses usefabric filter-tubes or envelopes for captur-
ing fly ash from the flue gas. Baghouses arevery efficient for all size ranges (0–44 µm)with an overall efficiency of 99+% (Hel-muth, 1987). Wet venturi scrubbers haveabout the same efficiency as baghouses.Generally mechanical precipitators are lessefficient than electrostatic precipitators orbaghouses, although high-efficiency cy-clones can reach an overall efficiency of85%. Mechanical precipitators are less effi-cient at removing particles in the 0–20 µmrange.
Economic advantages of fly ash as a pozzolanBecause fly ash is a byproduct, it has someadvantages over other artificial and natur-al pozzolans. The first benefit of fly ash isto the generating station, offsetting someof the coal cost by being a saleable productand reducing fly-ash disposal costs. It nei-ther requires calcining, nor does it have tobe mined, thus reducing the energy typi-cally needed to have a saleable product.Use of fly ash in cement, like most poz-zolans, lowers the cost of the concrete andsaves energy by replacing cement thatwould have to be purchased. The savingscan be significant, as cement manufactur-ing is an energy-intensive process. Lesscalcining of limestone in the cementprocess is a benefit to the environment,reducing the amount of CO2 generated.The emission savings are almost a 1:1 tradeoff by weight (Bob Kepford, pers. comm.1999). The use of fly ash also lowers theneed to mine materials for cement andreduces the cost for processing. A lesserbenefit is the reduction of area needed fordisposal of fly ash at power plants.
Characteristics of fly ashPhysical characteristicsPhysical characteristics of fly ash includesize, morphology, fineness, and specificgravity. Fineness is usually determined bythe percentage of the ash retained on a 45-µm (325-mesh) sieve; ASTM C618 requiresthat no more than 34% of fly ash beretained. Size distri-bution can be quitevariable, dependingon the type of pre-cipitator, and sizecan vary with coaleven when it is fromthe same source.
Fly-ash particlesconsist primarily ofglass spheres (oftenhollow) and spongy
masses (Fig. 4). A large fraction of the par-ticles are less than 3 µm in diameter, butthe average size is 7–12 µm. Low-calciumfly ash tends to contain smooth sphericalparticles because of the lower proportionof surface deposits consisting of lime andalkali-sulfate impurities (Lohtia and Joshi,1995). Higher-calcium fly-ash particles dis-play a more uneven surface, pitted by thelime and alkali sulfates. Some of thespheres may be hollow and empty (ceno-spheres, Fig. 5) or may be packed withsmaller spheres (plerospheres, Fig 6),depending on the burning and coolingconditions. Cenospheres may containnitrogen or CO2 and tend to float on dis-posal ponds, presenting a pollution prob-lem when the wind blows. Cenospheresare produced more often from high-fusion
May 2000 NEW MEXICO GEOLOGY 27
FIGURE 2—Electrostatic precipitators in fore-ground. Coal stockpile in background and con-veyor system on right side of photo. CoronadoGenerating Station, St. Johns, Arizona.
FIGURE 3—Ash hopper at the bottom of anelectrostatic precipitator and ash conveying line.Coronado Generating Station, St. Johns,Arizona.
FIGURE 4—Secondaryelectron image of flyash with glass spheresand masses. End pro-duct from PhoenixCement, Cholla Gen-erating Station. Field ofview = 42 µm.

1993). In 1980 the EPA did an in-depthstudy of the utilization and disposal of flyash on human health and the environmentunder the Resource Conservation andRecovery Act (RCRA). Their report toCongress recommended classification ofpure stream fly ash, bottom ash, boiler slagand flue-gas desulfurization material asnonhazardous (Bevill Exemption). Indi-vidual states are left with the responsibili-ty to develop solid-waste programs thataddress the concerns associated with spe-cific coal byproducts (EPA, 1988). In early2000 the EPA reconsidered this decision.On April 25, 2000, the EPA decided to notreclassify coal-combustion byproducts as ahazardous substance. However, they doplan to develop national standards toaddress the material either disposed inlandfills or used in mine reclamation.
Classification of fly ashAccording to ASTM C618 that classifies flyash for use as a mineral admixture in port-land cement concrete, there are two classesof fly ash, C and F (Table 1). Class C nor-mally results from burning subbituminouscoal and lignite and Class F from the burn-ing of bituminous coals. Lignite can pro-duce either a Class F or Class C fly ash.This definition is very broad and hasexceptions. The significant differencebetween Classes C and F fly ash accordingto ASTM C618 is percent of SiO2 + Al2O3 +Fe2O3. Fly ash not fitting within these twoclasses may be well suited for other appli-cations such as soil and waste stabilization.
Class F fly ash with less than 10% CaO isconsidered low-calcium and is not self-hardening but commonly exhibits poz-zolanic properties. Typically these ashescontain more than 3%LOI. Quartz, mullite,and hematite are major crystalline phasesidentified in North American Class F flyash (Lohtia and Joshi, 1995, p. 675).
28 NEW MEXICO GEOLOGY May 2000
coals (2600+°F) and coals with greater than5% Fe2O3. The Fe2O3 provides the solesource of oxygen for expansion of moltensilicate particles by reaction with dispersedcarbons (Torrey, 1978, p. 354) to form CO2.Fisher, Chang, and Brummer (1976) foundthe plerospheres more often in fly ash fromwestern U.S. coals. A study by Carpenter,Clark, and Su (1980), specifically done toverify the presence of plerospheres, found,after crushing, intact spheres that did notcontain smaller spheres. Only thosespheres cracked or punctured beforecrushing contained smaller spheres. Theirfindings indicate that the smaller sphereswere drawn into the larger spheres afterthey were cracked, which could have hap-pened during collection in the precipitators.
Specific gravity of fly ash is related tochemical composition, color, and shape ofthe particles. Because of the variation incoal and its minerals, this number can bequite variable. The specific gravity canincrease with the presence of opaquespherical magnetite or hematite particles ifthey are present in sufficient quantity.These materials, along with unburned car-bon measured as loss on ignition (%LOI),affect the color of the fly ash. With largerquartz and mullite (3Al2·2SiO2) content,the specific gravity will decrease. Grindingfly ash may release some volatiles trappedinside the spheres, increasing the specificgravity. Fly ash with a large fraction oflow-density particles is more reactive thanfly ash with higher-density particles hav-ing iron impurities. Pozzolanic reactivity isdependent on the amount of glass presentwith low specific gravity.
Chemical compositionChemical constituents of fly ash are report-ed as oxides. These oxides are silica, SiO2;alumina, Al2O3; calcium, CaO; iron, Fe2O3;magnesium, MgO; titanium or rutile, TiO2;sulfur, SO3; sodium, Na2O; and potassium,
K2O. SiO2 and Al2O3 make up 60–70% ofthe total ash, in some, but not all fly ashes.LOI is an indicator of unburned carbon,which is reported as a percent. The amountof unburned carbon is partly dependent onthe degree of coal pulverization, rate ofcombustion, and air-fuel ratio as well asthe type and source of the coal (Lohtia, andJoshi, 1995). Low NOx burners tend toincrease the unburned carbon and %LOI inthe ash.
Trace elements in fly ash are dependenton the characteristics of the coal and thecombustion process. According to Ray andParker (1978) the distribution of major ele-ments is about equal in the fly and bottomash, but for some trace elements, a definitepartition of elements occurs. Most authorscite a three-group classification of trace ele-ments. Group 1 consists of elements equal-ly concentrated in the bottom ash and flyash. Elements in this group do notvolatilize easily at coal-combustion tem-peratures and form bottom and fly-ashparticles on which more volatile elementscondense. Group 2 constitutes the ele-ments that volatilize in the combustionchamber but condense downstream andare concentrated in the fly ash. Group 3contains the volatile elements that remainin the gas phase during passage throughthe plant and are discharged to the envi-ronment with the flue gas. These groupscan overlap, so Group 2 can be large andvariable, depending on the coal beingburned. Most studies include As, B, Be, Cd,Cu, Mo, Ni, Pb, Sb, Se, U, V, Zn, Ni, U astrace elements concentrated in the fly ash.Many of these elements have very low sol-ubility in the ash matrix (Debra Pflughoeft-Hassett, pers. comm. 2000). Using fly ashin cementitious material can reduce thesolubility of potentially toxic elements, byboth chemical and physical mechanisms,and prevent them from leaching into theground water (Bryggman and Nallick,
FIGURE 6—Plerosphere in ash from Coronado Generating Station, asshown in secondary electron image. Field of view = 54 µm.
FIGURE 5—Cenosphere in fly-ash product from Phoenix Cement, ChollaGenerating Station, as shown in secondary electron image. Field of view =24 µm.

Class C fly ash containing more than15% CaO is classified as high-calcium flyash. Class C fly ash is derived typicallyfrom Wyoming and Montana subbitumi-nous coals and some North Dakota andGulf Coast lignites. In general, the higherCaO content indicates a higher degree ofself-hardening. The Class C fly ashes havevery low LOI of <1%. Crystalline phases ofthe Class C fly ash often include anhydrite,tricalcium aluminate, lime, quartz, peri-clase (MgO), mullite (3Al2·2SiO2), merwi-nite (Ca3Mg [Si2O8]), and ferrite (Lohtiaand Joshi, 1995, p. 676).
Analyses of New Mexico fly ashThe amount of coal-combustion byproductproduced at each of the power plantsvaries, depending on the type of burners,precipitators, and the coal source (Table 2).New Mexico coals are ashy, varying from13% to 27% ash content. Most New Mexicocoals burned are subbituminous to high-volatile bituminous, so the fly ash normal-ly would be Class C, but these coals pro-duce low-calcium, low %LOI Class F flyash, which is very desirable, particularly tocounteract the alkali-silica reaction in con-crete. In fact, New Mexico fly ash is con-sidered high quality because of the verylow %LOI and high SiO2 content.
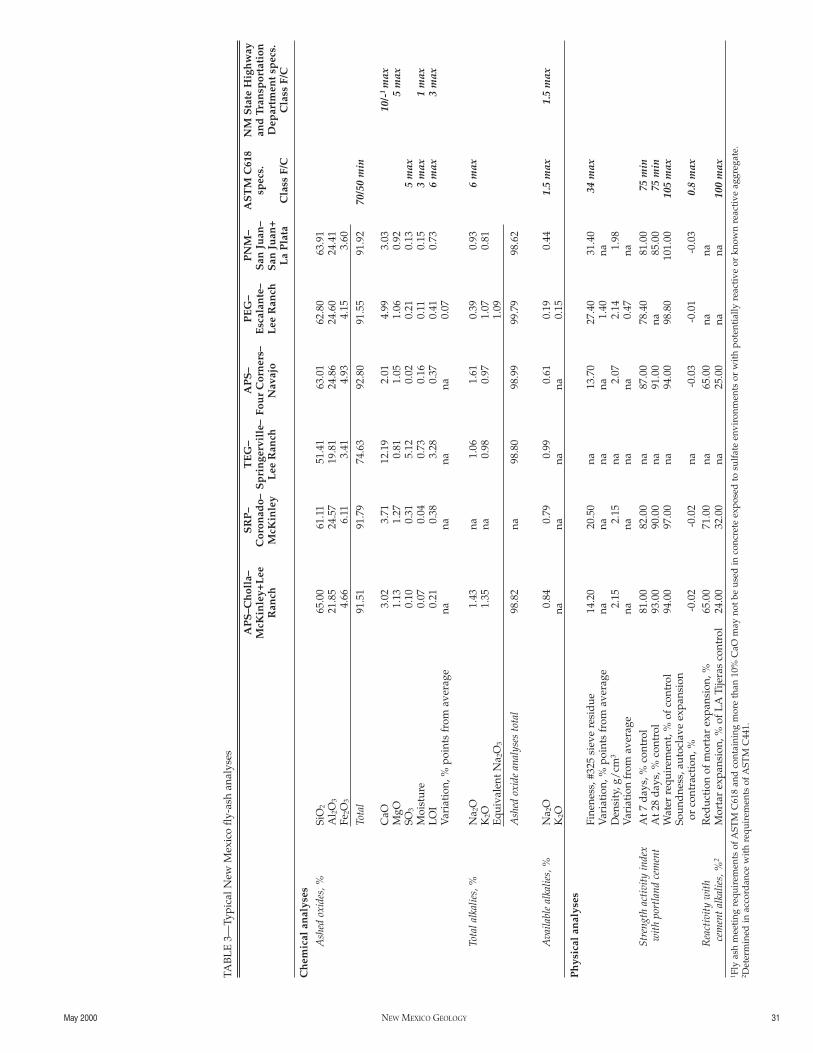
Table 3 shows typical fly-ash analysesfrom several of the New Mexico coal-firedgenerating plants with the ASTM C618 andNew Mexico State Highway and Transpor-tation Department specifications. Thediscussion that follows doesn’t includeSpringerville analyses because this fly ashis contaminated by the dry scrubber sys-tem. This affects the SO3 and CO2 contentof this fly ash and makes it unsuitable foruse in concrete. For all of the analyses, thesum of SiO2, Al2O3, and Fe2O3 is approxi-mately 92% of the product. The %LOIvaries but is less than 1% for all of theanalyses, and for the majority it is <0.5%.The calcium content is <4% CaO, exceptfor the analyses from the Escalante plant.The SO3 content is very low in all the othersamples, which is important becauseexpansion and cracking in concrete is part-ly attributable to soluble sulfates and alka-lis in the mineral admixture, in this case flyash. The lower the SO3, the less likelyettringite (calciumaluminosulfate) is toform (Malhotra and Mehta, 1996). The lowNa2O percent is favorable for using with re-active aggregate to avoid alkali-silica reac-tion and early disintegration of concrete.
Free moisture is a concern in fly ashbecause wet fly ash is difficult to handle.Moisture also causes the anhydrous con-stituents to become partly hydrated andlose their reactivity.
The percent retained on the 325 sieve(fineness) varies in New Mexico fly ash.The highest percent retained is from theSan Juan Generating Station, which burnscoals from the San Juan mine and particu-larly from the La Plata mine, both high-ashcoals from the Fruitland Formation (Table2). The percent retained on the 325 sieve rep-resents the fly ash that is rejected for use incement because it is considered too coarse tobe reactive as a pozzolanic material.
Strength activity index (Table 3) indi-cates the pozzolanic activity of the fly ashby an accelerated test. All of the NewMexico analyses meet or exceed the ASTMminimum. Water requirement sets a maxi-mum limit on the water required to obtaina standard consistency of portland cement-fly ash mixtures (Malhotra and Mehta,1996). Water requirements are influencedby the grain size of the material and %LOI.The maximum for ASTM C618 is 105%; allof the New Mexico analyses are under thisrequirement, although the San JuanGenerating Station fly ash is close to themaximum.
The ASTM sets a maximum limit onexpansion in a test for soundness using aportland cement-fly ash mixture that issubjected to an autoclave. This test origi-nally was developed for the evaluation ofsoundness of portland cements that showexcessive expansion and cracking whenMgO (periclase) or free CaO (lime) is pre-sent. Class F fly ash generally does notcontain much of these two oxides, there-fore this test serves no real purpose.
The last section in Table 3 deals with theeffect of adding fly ash to portland cementconcrete to counteract alkali-silica reactivi-ty. ASTM C441 methodology determinesthe effectiveness of mineral admixtures inpreventing excessive expansion caused byreaction between aggregates and alkalies(sodium and potassium) in portlandcement mixtures. The reduction of mortarexpansion is measured by the difference inexpansion between high-alkali cement andhigh-alkali cement with fly ash. A controlbar is made of the high-alkali cement andset in a controlled environment for 14 days.The expansion of the bar is then measured.Another bar with the high-alkali cement(300 g) plus fly ash with an absolute vol-
ume equal to the absolute volume of 100 gportland cement is made and placed in acontrolled environment and measured forexpansion at the end of 14 days. The per-cent difference of expansion is reported.These analyses (Table 3) show that thereduction of mortar-bar expansion is 65%or greater with New Mexico fly ash, a sig-nificant decrease. The second set of data inthis section also follows ASTM C441, butlow-alkali (LA) cement from the Tijerascement plant, west of Albuquerque, NewMexico, was used as the control. Theresults with the Tijeras control are reportedas 100% minus the %reduction in mortar-bar expansion with the fly ash. The expan-sion of the mortar bar with just Tijerascement is about half of the percent expan-sion of the high-alkali cement mortar bar(Dale Diulus, Phoenix Cement, pers.comm. 1999).
The ASTM C618 standards are consid-ered too lenient for the current market.These standards allow for a large amountof variability within in a type while stillmeeting ASTM standards. This has led topoor and variable results in concrete andhas made many ready-mix concrete plantsleery of using fly ash as an admixture. Thekey to creating confidence in fly ash as anadmixture in concrete is to maintain a con-sistent product through testing and tighterclassification between F and C fly ash.
Quantitative electron microprobe analy-ses on samples from the Cholla andCoronado generating stations indicate dis-tinctive constituents within the fly ash. Themajority of the spheres in the fly ash areessentially glass, possibly mullite. Thesespheres have ≥ 65% SiO2, ≥ 20% Al2O3,2–5% FeO, and minor amounts of Na2O,K2O, TiO2, CaO, and MgO. Some of thespheres may be pyroxenes with approxi-mately 30% SiO2, ≥ 20% Al2O3, and > 20%FeO. These particles tend to be very brightin backscattered electron images becauseof the high iron content. The globularmaterial (see Fig. 4) is essentially all SiO2
(97–98%). Perhaps these are quartz frag-ments that never completely melted dur-ing the coal-combustion process.
Uses of coal-combustionbyproducts
The American Coal Ash Association com-piles statistics on the use of coal-combus-tion products in the United States (Table 4).Among the coal-combustion byproducts,fly ash has the most applications. In 1997,60.26 million st of fly ash was produced inthe U.S., and 19.32 million st was used.Cement, concrete, and grout are thebiggest markets for fly ash (9.42 million st).Waste stabilization and structural fill arenext in tonnage of fly ash used (3.12 mil-lion st and 2.88 million st). A large percent-age (30%, 5.1 million st) of bottom ash isalso used, and a large amount of the totalbottom-ash usage is in structural fill (1.38
May 2000 NEW MEXICO GEOLOGY 29
TABLE 1—Fly-ash chemical composition requirements according to ASTM C618. Complete ASTMC618 requirements are shown in Table 4.
Constituent Class C Class F
(SiO2+Al2O3+Fe2O3) minimum % 50 70CaO, maximum % — —MgO, maximum % — —SO3, maximum % 5.0 5.0Available alkali as Na2O, maximum % 1.5 1.5LOI, maximum % 6.0 6.0Free moisture, maximum % 3.0 3.0
30 NEW MEXICO GEOLOGY May 2000
TAB
LE
2—N
ewM
exic
o19
97co
alre
ceip
tsan
dqu
alit
ybu
rned
atA
rizo
naan
dN
ewM
exic
oel
ectr
ical
gene
rati
ngst
atio
nsw
ith
stat
isti
cs.
Ave
rage
coal
qu
alit
y1To
ns
offl
y%
ash
bas
edS
ulf
ur
Ash
Su
mm
erYe
arof
Fly
ash
onas
hC
oal
Rec
eip
tsB
tu/
(%(%
Un
itU
nit
cap
acit
yco
mm
erci
alP
reci
pit
ator
%R
ecei
pts
ofto
tal
con
ten
tS
tate
Com
pan
yP
lan
tso
urc
eS
ale
(1,0
00st
)1lb
by
wt)
by
wt)
Id2
typ
e2(m
egaw
atts
)2op
erat
ion
2ty
pe
Eff
icie
ncy
x%
ash
ash
3(1
,000
st)3
Ari
zona A
rizo
na
Ele
ctri
cA
pach
eM
cKin
ley
Con
trac
t77
5.00
9,93
00.
4413
.310
3.08
Pow
erC
oop
.2
ST17
519
79E
lect
rost
atic
97%
3ST
175
1979
Ele
ctro
stat
ic97
%To
tal
350
97%
80%
79.9
9
Ari
zon
aP
ub
lic
Cho
llaM
cKin
ley,
Con
trac
t1,
928.
009,
926
0.44
13.4
425
9.12
,S
ervi
ceL
eeR
anch
Spot
1,25
9.00
9,54
90.
4213
.70
172.
48(1
0%)
1ST
110
1962
Mec
hani
cal
60%
2ST
280
1978
Mec
hani
cal
60%
3ST
280
1980
Ele
ctro
stat
ic97
%U
nito
wne
d4
ST42
019
81E
lect
rost
atic
97%
byPa
cifi
corp
.To
tal
1,09
084
%80
%28
8.65
Sal
tR
iver
Pro
ject
Cor
onad
oM
cKin
ley
Con
trac
t1,
400.
009,
949
0.44
13.5
618
9.84
Spot
695.
009,
718
0.44
14.7
410
2.44
CO
1ST
411
1979
Ele
ctro
stat
ic97
%C
O2
ST41
119
80E
lect
rost
atic
97%
Tota
l82
297
%80
%22
6.81
Tucs
onE
lect
ric
Spri
nger
ville
Lee
Ran
chC
ontr
act
3,21
2.00
9,31
50.
7117
.36
557.
60P
ower
1ST
400
1985
Dry
scru
bber
prio
r97
%to
bagh
ouse
2ST
400
1990
Sam
eas
197
%To
tal
800
97%
80%
432.
70
Ari
zon
ato
tal
9,26
9.00
1,02
8.15
New
Mex
ico
Ari
zon
aP
ub
lic
Four
Cor
ners
Nav
ajo
Con
trac
t7,
848.
008,
836
0.78
21.8
31,
713.
22S
ervi
ce1
ST17
019
63W
etve
ntur
i99
%2
ST17
019
63W
etve
ntur
i99
%3
ST22
019
64W
etve
ntur
i99
%M
ulti
ple
owne
rshi
p4
ST74
519
69B
agho
use
99%
Mul
tipl
eow
ners
hip
5ST
745
1970
Bag
hous
e99
%To
tal
2,05
099
%80
%1,
356.
87
Pla
ins
Ele
ctri
cE
scal
ante
Lee
Ran
chC
ontr
act
1,07
1.00
9,17
70.
7117
.91
191.
82G
ener
atio
n&
1ST
235
1984
Bag
hous
e99
%Tr
ansm
issi
onC
oop
.In
c.To
tal
235
80%
151.
92
Pu
bli
cS
ervi
ceSa
nJu
anSa
nJu
anC
ontr
act
6,85
6.00
9,31
90.
8724
.46
1,67
6.98
ofN
ewM
exic
o&
La
Plat
aPN
M&
TE
P1
ST31
619
76E
lect
rost
atic
97%
PNM
&T
EP
2ST
312
1973
Ele
ctro
stat
ic97
%M
ulti
ple
owne
rshi
p3
ST48
819
79E
lect
rost
atic
97%
Mul
tipl
eow
ners
hip
4ST
498
1982
Ele
ctro
stat
ic97
%To
tal
1,61
497
%65
%1,
057.
33
New
Mex
ico
tota
l15
,775
.00
2,56
6.12
AZ
and
NM
tota
l25
,044
.00
3,59
4.27
1 Cos
tand
Qua
lity
ofFu
els
for
Ele
ctri
cU
tilit
yPl
ants
1997
Tabl
es,E
nerg
yIn
form
atio
nA
dm
inis
trat
ion,
May
1998
,Tab
le30
,unp
ublis
hed
tabl
es.W
ebSi
teht
tp:/
ww
w.e
ia.d
oe.g
ov/
cnea
f/el
ectr
icit
y/cq
/cq
_sum
.htm
l.2 I
nven
tory
ofPo
wer
Plan
tsin
the
Uni
ted
Stat
esas
ofJa
nuar
y1,
1998
,Ene
rgy
Info
rmat
ion
Ad
min
istr
atio
n,D
ecem
ber
1998
,DO
E/
EIA
-009
5(98
)Ta
bles
20an
dC
1.ST
=St
eam
-tur
bine
boile
rs.
3 Wet
-bot
tom
boile
rs—
65%
,Dry
-bot
tom
boile
rs—
80%
.
May 2000 NEW MEXICO GEOLOGY 31
TAB
LE
3—Ty
pica
lNew
Mex
ico
fly-
ash
anal
yses
AP
S–C
hol
la–
SR
P–
TE
G–
AP
S–
PE
G–
PN
M–
AS
TM
C61
8N
MS
tate
Hig
hw
ayM
cKin
ley+
Lee
Cor
onad
o–S
pri
nge
rvil
le–
Fou
rC
orn
ers–
Esc
alan
te–
San
Juan
–sp
ecs.
and
Tran
spor
tati
onR
anch
McK
inle
yL
eeR
anch
Nav
ajo
Lee
Ran
chS
anJu
an+
Dep
artm
ent
spec
s.L
aP
lata
Cla
ssF/
CC
lass
F/C
Ch
emic
alan
alys
es
Ash
edox
ides
,%Si
O2
65.0
061
.11
51.4
163
.01
62.8
063
.91
Al 2
O3
21.8
524
.57
19.8
124
.86
24.6
024
.41
Fe2O
34.
666.
113.
414.
934.
153.
60To
tal
91.5
191
.79
74.6
392
.80
91.5
591
.92
70/5
0m
in
CaO
3.02
3.71
12.1
92.
014.
993.
0310
/-1
max
MgO
1.13
1.27
0.81
1.05
1.06
0.92
5m
axSO
30.
100.
315.
120.
020.
210.
135
max
Moi
stur
e0.
070.
040.
730.
160.
110.
153
max
1m
axL
OI
0.21
0.38
3.28
0.37
0.41
0.73
6m
ax3
max
Var
iati
on,%
poin
tsfr
omav
erag
ena
nana
na0.
07
Tota
lalk
alie
s,%
Na 2
O1.
43na
1.06
1.61
0.39
0.93
6m
axK
2O1.
35na
0.98
0.97
1.07
0.81
Equ
ival
entN
a 2O
31.
09
Ash
edox
ide
anal
yses
tota
l98
.82
na98
.80
98.9
999
.79
98.6
2
Ava
ilabl
eal
kalie
s,%
Na 2
O0.
840.
790.
990.
610.
190.
441.
5m
ax1.
5m
axK
2Ona
nana
na0.
15P
hys
ical
anal
yses
Fine
ness
,#32
5si
eve
resi
due
14.2
020
.50
na13
.70
27.4
031
.40
34m
axV
aria
tion
,%po
ints
from
aver
age
nana
nana
1.40
naD
ensi
ty,g
/cm
32.
152.
15na
2.07
2.14
1.98
Var
iati
onfr
omav
erag
ena
nana
na0.
47na
Stre
ngth
acti
vity
inde
xA
t7d
ays,
%co
ntro
l81
.00
82.0
0na
87.0
078
.40
81.0
075
min
wit
hpo
rtla
ndce
men
tA
t28
day
s,%
cont
rol
93.0
090
.00
na91
.00
na85
.00
75m
inW
ater
requ
irem
ent,
%of
cont
rol
94.0
097
.00
na94
.00
98.8
010
1.00
105
max
Soun
dne
ss,a
utoc
lave
expa
nsio
nor
cont
ract
ion,
%-0
.02
-0.0
2na
-0.0
3-0
.01
-0.0
30.
8m
axR
eact
ivit
yw
ith
Red
ucti
onof
mor
tar
expa
nsio
n,%
65.0
071
.00
na65
.00
nana
cem
ent
alka
lies,
%2
Mor
tar
expa
nsio
n,%
ofL
ATi
jera
sco
ntro
l24
.00
32.0
0na
25.0
0na
na10
0m
ax1 F
lyas
hm
eeti
ngre
quir
emen
tsof
AST
MC
618
and
cont
aini
ngm
ore
than
10%
CaO
may
notb
eus
edin
conc
rete
expo
sed
tosu
lfat
een
viro
nmen
tsor
wit
hpo
tent
ially
reac
tive
orkn
own
reac
tive
aggr
egat
e.2 D
eter
min
edin
acco
rdan
cew
ith
requ
irem
ents
ofA
STM
C44
1.

material in the aggregate, such as opal,chalcedony, siliceous shale, schist, andgranitic gneiss. ASR occurs when silicateminerals react with alkali metal ions (Na2Oand K2O) in portland cement paste to formgel. With moisture, the gel can swell andcause expansion and cracking of the con-crete around the individual aggregate,resulting in pop outs. Fly ash is recognizedas an effective way to control the ASR. Thesize of the fly-ash particles (0–45µm) andthe pozzolanic action improve the packingof cementitious materials and reduce thepermeability of the concrete. This reducesthe ion migration and available moisturein the cement, increasing the resistance toASR. Fly ash is also preferentially attackedby alkaline solutions (sacrificial silica),which protects the aggregate from ASR.The New Mexico State Highway andTransportation Department requires a 20%minimum of Class F fly ash when usingaggregate that is reactive or that has thepotential to be reactive (New Mexico StateHighway and Transportation Dept., 1999).
Concrete in certain applications mustresist chemical attack by seawater, sulfate-bearing ground water, or leaching byacidic waters. Fly ash often improves theresistance of the concrete to these chemicalattacks by progressively consuming highlyvulnerable Ca(OH)2 through pozzolanicreaction. Again, pozzolanic activityreduces permeability, making it harder forthe harmful chemicals to penetrate theconcrete. Both Class C and F fly ash can beeffective cement replacements for control-ling sulfate attack. For more informationon cement and concrete, see Austin andBarker (1998).
Other uses Road construction. Fly ash, particularlyhigh-calcium Class C fly ash, combinedwith lime can improve soils for roadwayconstruction. This mixture can be substi-tuted for more expensive material and canbe used alone without the addition of othercementitious material. Fly ash can also bemixed with recycled pavement and used tocreate a new base course, particularly onsecondary roads. This reduces the need foradditional aggregate. Fly ash is used inroller-compacted concrete (RCC), which isa very stiff concrete that is laid withasphalt paving equipment. This type ofconcrete requires large amounts of fineaggregate, which can be substituted withfly ash. Fly ash increases the strength ofRCC through its pozzolanic properties,lowers the cost, and does not require fin-ishing. The low heat of hydration when flyash is substituted for a portion of thecement is important for RCC because it iscommonly used in large structures such asdams.
Structural fill. Fly ash has been used inembankments, highway shoulders, and asload-bearing structural fill. It is inexpen-sive and available in bulk, and it is easily
Heat of hydration is an exothermic reac-tion during hydration of portland cement.Adding fly ash to concrete reduces theexothermic temperature rise. As a rule ofthumb, the percent reduction in heat liber-ation at 7–28 days is approximately one-half the percentage of fly-ash substitutionfor cement. Low-calcium (Class F) fly ashslows the rate of temperature rise morethan high-calcium ash (Class C). Reductionof heat of hydration is particularly impor-tant in massive structures where the tem-perature increase becomes significant andcan lead to cracking because of thermalstresses induced in hardened portions ofthe concrete mass.
Pozzolanic reactions occur after cementhydration begins when Ca(OH)2 becomesavailable. By replacing a portion of thecement with fly ash, the rate of hydrationis retarded and the pozzolanic reactionsare manifested late in the aging process ofthe concrete. The fine-grained fly ash fillslarge voids. Formation of cementitiouscompounds by pozzolanic reaction causespore refinement and reduces microcrack-ing in the transition zone between the con-crete and aggregate. This significantlyimproves the strength and durability of theconcrete (Lohtia and Joshi, 1995). Becauseof retarded hydration, fly-ash concrete haslow early strength. Strength increases overtime and eventually meets and thenexceeds the strength of concrete withoutfly ash.
Air-entrainment admixtures (AEA) areoften used in concrete to enhance the frostresistance by increasing the void content ofthe cement. The addition of fly ash actual-ly increases the demand for AEA. Class Cfly ash (high-calcium) generally requiresless AEA than Class F. The key point is thetype of easily decomposed organic matterin the %LOI, which appears to increase theneed for AEA. This increase can affect theamount of water used in the mixture aswell.
Alkali-silica reactions (ASR) in cementare caused by the presence of reactive
million st) and road base/subbase (1.29million st). Some bottom ash is used asaggregate in concrete. Almost all boilerslag (94%) is used in the manufacture ofblasting grit because of its considerableabrasive properties. Flue-gas desulfuriza-tion (FGD) material usage is minor (8.7%)in comparison to other coal-combustionbyproducts. Most of the material is used inthe manufacture of wallboard (1.60 millionst). A lot of FGD material does not meet thepurity specifications for wallboard withoutfurther processing. A small amount(200,000 st) of FGD material is used in themaking of portland cement. FGD gypsumis a substitute for natural gypsum in theseproducts. Most coal-combustion productsare disposed of in ponds or landfills. Somepower plants that are adjacent to the coalmine supplying the coal will return the flyash to the mine for disposal in the pits orfor use in reclamation. All disposal meth-ods are regulated.
Use of fly ashCement, concreteFly ash added to cement improves manyproperties of concrete. The pozzolanicnature of fly ash adds a cementitious com-ponent to concrete, thus allowing replace-ment of cement and reducing the cost.Because of its spherical shape, fly ash actslike ball bearings and increases the worka-bility of concrete to the point that theamount of fines in the aggregate can bedecreased. It is a filler in that it reduces thetotal surface area to be coated with cemen-titious material. This characteristic can beadvantageous when the aggregate is defi-cient in sand-size material (Lohtia and Jo-shi, 1995, p. 696). The addition of fine parti-cles (1–20 µm) reduces the volume of voidsin concrete mixes and lowers water use.
Setting time is a function of the type andamount of fly ash used. Low-calcium flyash with high %LOI retards the settingtime. High-calcium fly ash with low %LOIusually yields a much quicker setting time.
32 NEW MEXICO GEOLOGY May 2000
TABLE 4—Total coal-combustion product output and end use 1997 (in thousand st). Data fromAmerican Coal Ash Association, 1997.
Fly ash Bottom ash Boiler slag FGD Total
Production 60,265 16,905 2,742 25,163 105,075End use:Agriculture 35 8 0 56 99Blasting grit/roofing granules 0 160 2,289 0 2,449Cement/concrete/grout 9,422 605 11 202 10,240Flowable fill 386 15 0 0 401Mineral filler 286 131 109 0 526Mining applications 1,414 163 0 105 1,682Road base/subbase 1,418 1,287 1 18 2,724Snow and ice control 0 724 56 0 780Structural fills 2,878 1,384 85 1 4,348Wallboard 0 0 0 1,604 1,604Waste stabilization 3,118 206 0 15 3,339Other 363 415 29 184 991Total use 19,317 5,097 2,579 2,183 29,176Percentage used 32 30 94 9 28Total discarded 40,947 11,808 163 22,980 75,898Percentage discarded 68 70 6 91 72
handled. The fly ash is compacted withnormal construction equipment and showslittle settling compared with conventionalmaterials. This material has low-unitweight and is ideal for placement on low-bearing-strength underlying soils. Fly ashhas relatively high shear strength for itsunit weight, which makes it ideal for place-ment under building foundations (Amer-ican Coal Ash Association, 1995). Two con-cerns must be addressed when using flyash for these applications, dust control andpreventing leaching by ground water.
Waste stabilization. Fly ash can be usedto stabilize hazardous materials by solidi-fying them into an inert mass. Class C flyash is more useful for this application andcould help to offset the use of more costlylime.
Production of fly ash fromNew Mexico coals
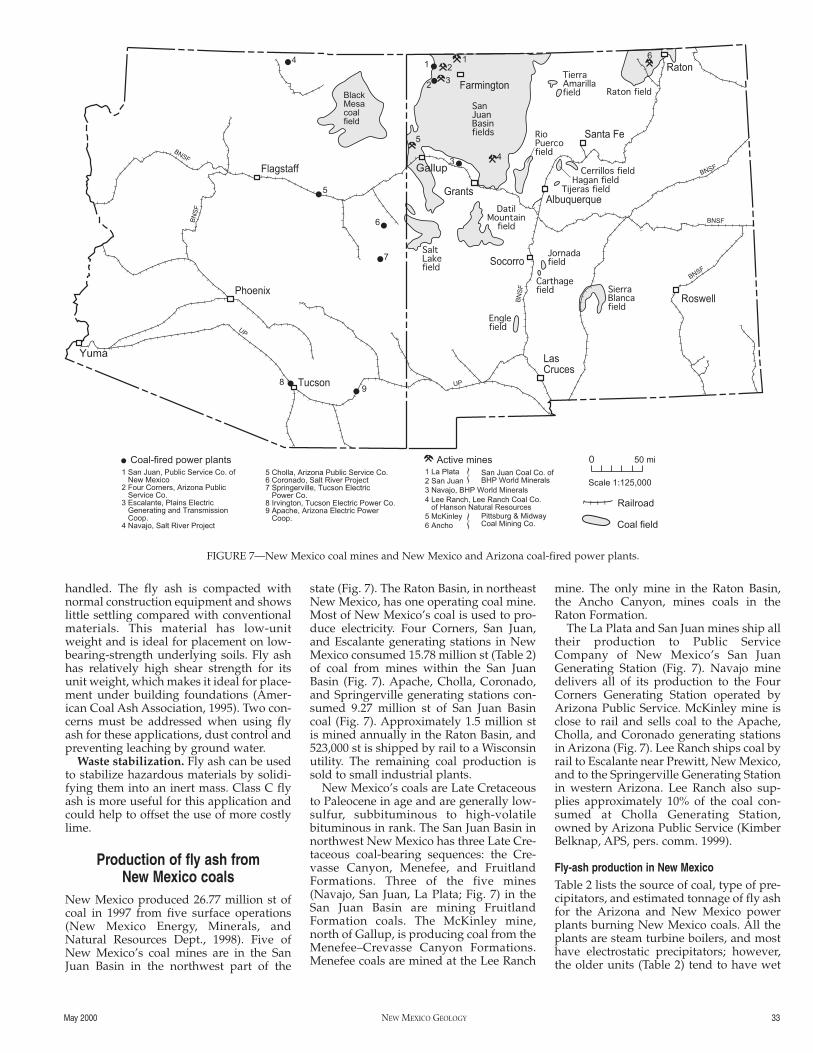
New Mexico produced 26.77 million st ofcoal in 1997 from five surface operations(New Mexico Energy, Minerals, andNatural Resources Dept., 1998). Five ofNew Mexico’s coal mines are in the SanJuan Basin in the northwest part of the
state (Fig. 7). The Raton Basin, in northeastNew Mexico, has one operating coal mine.Most of New Mexico’s coal is used to pro-duce electricity. Four Corners, San Juan,and Escalante generating stations in NewMexico consumed 15.78 million st (Table 2)of coal from mines within the San JuanBasin (Fig. 7). Apache, Cholla, Coronado,and Springerville generating stations con-sumed 9.27 million st of San Juan Basincoal (Fig. 7). Approximately 1.5 million stis mined annually in the Raton Basin, and523,000 st is shipped by rail to a Wisconsinutility. The remaining coal production issold to small industrial plants.
New Mexico’s coals are Late Cretaceousto Paleocene in age and are generally low-sulfur, subbituminous to high-volatilebituminous in rank. The San Juan Basin innorthwest New Mexico has three Late Cre-taceous coal-bearing sequences: the Cre-vasse Canyon, Menefee, and FruitlandFormations. Three of the five mines(Navajo, San Juan, La Plata; Fig. 7) in theSan Juan Basin are mining FruitlandFormation coals. The McKinley mine,north of Gallup, is producing coal from theMenefee–Crevasse Canyon Formations.Menefee coals are mined at the Lee Ranch
mine. The only mine in the Raton Basin,the Ancho Canyon, mines coals in theRaton Formation.
The La Plata and San Juan mines ship alltheir production to Public ServiceCompany of New Mexico’s San JuanGenerating Station (Fig. 7). Navajo minedelivers all of its production to the FourCorners Generating Station operated byArizona Public Service. McKinley mine isclose to rail and sells coal to the Apache,Cholla, and Coronado generating stationsin Arizona (Fig. 7). Lee Ranch ships coal byrail to Escalante near Prewitt, New Mexico,and to the Springerville Generating Stationin western Arizona. Lee Ranch also sup-plies approximately 10% of the coal con-sumed at Cholla Generating Station,owned by Arizona Public Service (KimberBelknap, APS, pers. comm. 1999).
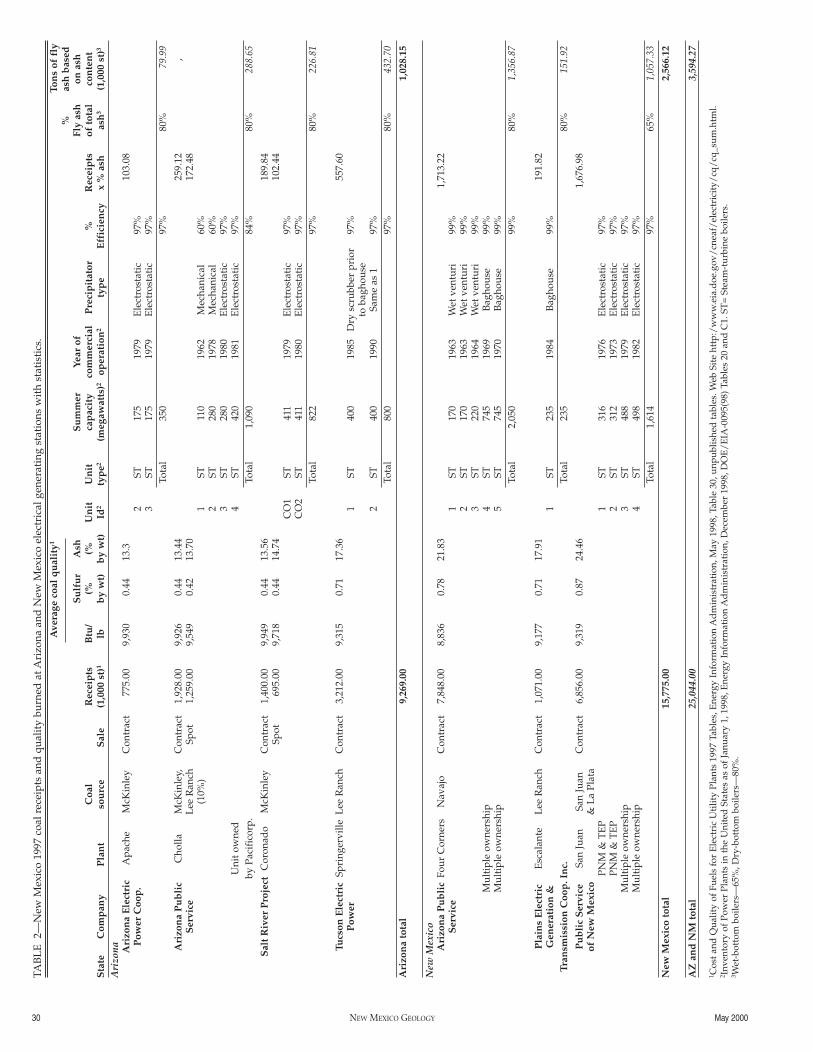
Fly-ash production in New MexicoTable 2 lists the source of coal, type of pre-cipitators, and estimated tonnage of fly ashfor the Arizona and New Mexico powerplants burning New Mexico coals. All theplants are steam turbine boilers, and mosthave electrostatic precipitators; however,the older units (Table 2) tend to have wet
May 2000 NEW MEXICO GEOLOGY 33
ll
ll
ll
l
l l l l
ll
ll
ll
ll
ll
l
lll
l
l
ll
l
ll
ll
lll
ll
ll
ll
ll
ll
l
l
ll
l
ll
ll
ll
l
ll
l
l
l
ll
l
l
l
lll
l
ll
ll l l
l
ll
ll
ll
ll
lll
ll
l
ll
l
l
ll
lllll
l l
l
lll
lllll
ll
ll
ll
ll
ll
ll
l
l
ll
ll
ll
ll
ll
ll
ll
ll
l
lll
ll
ll
ll
ll
ll
l ll
l
ll
ll
ll
ll
ll
ll
ll
ll
ll
l
ll
l
l
ll
ll
ll
ll
l
l ll
l
l l
ll
ll l l
l ll
ll
l
ll
ll
llllllllllll
lllll
l
l
l
l
ll
llll
ll
lll
ll
llll
l
l
lll
ll
lllllll
l
ll
lllll
llll
l
ll
l
ll
ll
lll
llllll
ll
ll
llllll
llll
ll
ll
lll
ll
llll
l
ll
ll
ll
ll
llll
ll
ll
l
ll
l l ll
l
lll
ll
ll
ll
l
lll
ll
ll
ll
ll
ll
llll
ll
ll
ll
l l
ll
ll l
ll
ll l l l l
ll
ll
ll
l
l
ll
ll
ll
ll
ll
ll
ll l l l l l l l l
ll
ll
ll
ll l l l
l
ll
ll
l
l
l ll
l l l l l ll
l l l l l l l l l l ll l l
ll
ll
ll
ll
ll
ll
l ll
ll
ll
ll
ll
ll
ll
l l l l ll
ll
l
l l l ll l l l
ll l l
ll
l l l l l l l l ll l l
ll
l
ll
l
ll
ll
ll
ll
l l
l l l
ll
ll
l
ll
ll
ll
ll
l
ll
ll
l ll
l
l
ll
ll
ll
ll
l
l
lll
ll
l
ll
ll
ll
l
BN
SF
San Juan Coal Co. ofBHP World Minerals
Pittsburg & MidwayCoal Mining Co.
FIGURE 7—New Mexico coal mines and New Mexico and Arizona coal-fired power plants.

pers. comm. 1999). Fly ash sold to PhoenixCement is trucked from Farmington toGallup, New Mexico, where it is shippedby rail to California, Colorado, andArizona markets. Phoenix Cement main-tains storage facilities in its market areas toabsorb excess fly-ash production and tomaintain a steady flow of material to itscustomers on short notice. Some of its stor-age facilities are in Albuquerque, NewMexico; Mesa and Phoenix, Arizona; andSan Diego, California. Fly-ash productionis dependent on energy demands, there-fore, the change in seasons causes fluctua-tions in the amount of product.
Mineral Resources Technology. MRThas just begun marketing the fly ash fromCoronado Generating Station. Coronadohad Boral as a marketer from 1979 to 1998.At this time, sales are in transition, butCoronado hopes to sell 200,000 st/yr toMRT (Jim Pratt, SRP, pers. comm. 1999).Coronado is rebuilding its fly-ash loadingfacility (Fig. 10), shipments by truck havebegun, and rail shipments will begin in thenear future. MRT tests the fly ash from thegenerating units for fineness, % LOI, andcolor by visual comparison to standards.Markets for this fly ash include Phoenix,Arizona; Colorado; Texas; New Mexico;and California. Shipment is by pneumaticand bottom dump truck and by rail cars.Rail transportation is used for the LosAngeles and San Francisco markets. Whenthe unloading facility is complete, 20 railcars per week should be transporting flyash. At present, some fly ash is beingshipped by vendor truck (bottom dump)from this facility to Holloman Air ForceBase in New Mexico. Rail sales usually are10 times greater than truck. Transportationand use of total fly ash from the CoronadoGenerating Station is 75% by rail, 16–18%by truck, and 7–9% into disposal ponds(Carl Hamblin, SRP, pers. comm. 1999).
Summary and conclusionsFly ash is an artificial pozzolan that is abyproduct of the coal-combustion processto produce electricity. The type of coal, par-ticularly the total silica, alumina, and ironoxides, and the amount of calcium-bearingminerals in the inorganic fraction deter-mine the class of fly ash (C or F). Theamount of fly ash produced at a generatingstation depends on the ash content of thecoal, the burner, and boiler type. The pre-cipitation equipment determines theamount of fly ash recovered. Fly ash that issaleable as an admixture to concrete or forother uses such as soil stabilization has tobe captured from the flue gas before goingthrough the SO2 scrubbers. Coarse fly ash(>44 µm) is not used for cement because itis not reactive, but it can be used for road-base stabilization, flowable fill, and miner-al filler in asphalt.
As an admixture, fly ash provides manyattractive characteristics to concrete,
erating stations, both operated by ArizonaPublic Service, sell their fly ash to PhoenixCement of Phoenix, Arizona. PhoenixCement has fly-ash classifying and load-out facilities on site at both power plants.San Juan, operated by Public Service ofNew Mexico, is in the process of contract-ing with Phoenix Cement to market its flyash. Escalante Generating Station, ownedby Plains Electric, sells its fly ash toMinerals Solutions, a subsidiary of theLafarge Corporation, based in Reston,Virginia, which has interests in cement,construction materials, and gypsum.Coronado Generating Station has justchanged marketers from Boral to MineralResources Technology (MRT), of Atlanta,Georgia, and Coronado has rebuilt itsload-out facilities for truck and rail trans-portation of fly ash (Mark Bailey, SRP, pers.comm. 1999). Apache Generating Station,near Benson, Arizona, sells its fly ash toBoral Material Technologies. The onlylarge generating station using New Mexicocoal that does not sell any of its fly ash isTucson Electric Power’s Springervilleplant (Bill Lucas, TEP, pers. comm. 1999).The dry scrubbers are an older design inwhich CaSO4 is removed by the baghouse;therefore the fly ash has high CaO + CaSO4
(Table 3) and is not considered saleable atthis time.
Marketers and usesFor this study, the author contacted all ofthe generating stations using New Mexicocoal. Two generating stations were visitedthat had fly-ash facilities on site. The fol-lowing is a detailed description of thesefacilities.
Phoenix Cement. Most (95%) fly ash issold as an admixture to cement directly toready-mix concrete operations. A smallportion of fly ash is interground withcement to produce Type IP cement (port-land pozzolan, Austin and Barker, 1998).Another minor use of Phoenix Cement’sfly ash is for cinder blocks and for roadand soil stabilization.
Phoenix Cement has on-site testing, clas-sification, and loading facilities at both theCholla (Fig. 8) and Four Corners generat-ing stations. They sample and test fly ashcoming from each unit (Fig. 9) every 2 hrsto ensure consistency of the %LOI, fine-ness, and color (brightness) of the product.Phoenix Cement also air classifies the flyash it receives from the power plants tomaintain consistency of grain size in itsproduct. Markets for its fly ash fromCholla Generating Station includeArizona, New Mexico, Utah, Colorado,and California. This product is sent bytruck and by rail (Ron Helms, PhoenixCement, pers. comm. 1999). Approxi-mately 200,000–250,000 st of fly ash fromthe Four Corners Generating Station issold to Phoenix Cement. The remainder isused at the Navajo mine for reclamationand stabilization (Craig Walling, APS,
venturi or baghouse precipitators. The total estimated fly ash produced in
1997 from the seven generating stationsburning primarily New Mexico coal is 3.59million st (Table 2), approximately 14% byweight of the total New Mexico coal con-sumed at the seven facilities. This estimatewas derived using the data in Table 2 andthe following equation:
total receipts x ash percent x %efficiency x %fly ash of the total ash
A total receipt is the amount of coal burnedand %efficiency is the precipitator efficiency.
The total useable fly ash is the materialnot disposed of in ponds or landfills. Flyash from the Springerville plant is contam-inated by the dry scrubbers (0.432 millionst), ash from Cholla units 1 and 2 (about0.135 million st) is contaminated, and in1997 San Juan was putting all its fly ashback into the mine pits. The ash from thewet venturi scrubbers on units 1 and 2 ofthe Cholla Generating Station is contami-nated with the reaction products of calci-um sulfite and calcium sulfate and is sentto the evaporation ponds (Mike Machusak,APS, pers. comm. 1999). Accounting forthese factors and the percent coarse fly ash(>45 µm), the estimate of the total useablefly ash from New Mexico coals in 1997 isabout 1.59 million st. Approximately 44%of New Mexico’s fly ash is being put to use.This is a significant amount consideringonly 32% of the fly ash produced in theU.S. is utilized.
Marketing of New Mexico fly ashSeveral power plants burning New Mexicocoal sell their fly ash to marketers for resaleor admixing. Cholla and Four Corners gen-
34 NEW MEXICO GEOLOGY May 2000
FIGURE 8—Phoenix Cement classifying andstorage facility at Cholla Generating Station,Joseph City, Arizona.
including strength, lowering heat ofhydration, workability, and resistance toalkali-silica reactions (ASR). The fine grainsize enables it to fill void space within theconcrete, which means less fine-grainedaggregate is needed. The size of the fly-ashparticles (0–45 µm) also improves thepacking of cementitious materials andreduces the permeability of the concretethrough pozzolanic action. Use of fly ashlowers the cost of the concrete and savesenergy by replacing the need to purchaseas much cement. Cement manufacturing isan energy intensive process so the savingscan be significant and realize a reductionin CO2 production. The average cost ofcement in the U.S. is $83/st (U.S. Geolog-ical Survey, 1999). The average cost of flyash is approximately $22/ton. The use offly ash also lowers the need to mine mate-rials for cement.
Because fly ash is a byproduct, it hassome advantages over other artificial andnatural pozzolans. Generating stationsbenefit from the sale of their fly ashbecause it offsets some of the coal costs,which include disposal cost of coal-com-bustion byproducts. This is important par-ticularly with New Mexico coals, whichare high priced, averaging $22.64/ton(New Mexico Energy, Minerals, andNatural Resources Department, 1998).Selling fly ash can also reduce the size oflandfill or pond areas at a power-plantfacility.
The use of fly ash from New Mexico issignificant, 1.59 million st, approximately44% of the total production (3.59 millionst). Several factors influence the high use ofNew Mexico fly ash. Class F fly ash isdesirable in the Southwest because of thesignificant problem of alkali-silica reac-tions (ASR) related to the alkaline rocksavailable in the region as aggregate. Thehigh percentage (>60%) of silica is particu-larly important in counteracting ASR; itacts as a sacrificial silica, reducing the
attack on the aggregate and reducingexpansion that leads to cracks andspalling. A low %LOI makes for a light-col-ored fly ash, particularly desirable in theCalifornia market. Marketers, know-ledgeable about the fly-ash market, handlethe quality control, load-out facilities fortransport, technical support, sales, andproduct promotion for all New Mexico flyash that is sold. As with most industrialminerals, transportation and proximity tomarkets are crucial to having a marketableproduct. Most of the marketers have railtransportation on site or nearby. Becausemany of the generating stations in NewMexico and Arizona are not close to largemarkets and because fly ash is a low-costproduct, it is vital to have access to railroadtransportation. Having storage facilities atdifferent locations in the market area isalso important, particularly with the sea-sonal fluctuation in the production of flyash. Most of the marketers of New Mexicofly ash (Phoenix Cement) have this capa-bility.
A future concern that may affect theNew Mexico fly-ash market is the predom-inance of fly ash sold from Arizona gener-ating stations using coal from the Mc-Kinley mine (Apache, Cholla, and Coro-nado generating stations). This mine, oper-ated by Pittsburg & Midway, is the oldestin the state, operating since 1962. The ageof the mine and the decreasing reservebase have the potential to influence NewMexico’s fly-ash market.
Acknowledgments. The author had agreat deal of cooperation from Salt RiverProject (Mark Bailey and Carl Hamblin),Arizona Public Service (Mike Machusak,Kimber Belknap, and Craig Walling), andPhoenix Cement (Ron Helms). MikeMarensek at Escalante Generating Station,David Freestone at PNM’s San JuanGenerating Station, and Brian Borowski atMineral Solutions were very helpful insupplying information about their opera-
tions. Mark Bailey, Ron Helms, CarlHamblin, Kimber Belknap, and HenryTaylor reviewed this text and helped toclarify aspects of the coal-combustionprocess and the use of fly ash in concrete.Reviews by Bob Kepford and DebraPflughoeft-Hassett helped the author toimprove and clarify the text. GeorgeAustin, Charles Chapin, and James Barkerreviewed this article for content from ageologic and industrial-minerals perspec-tive. Nelia Dunbar (NMBMMR) ran thequantitative electron microprobe analyseson the fly-ash samples from Cholla andCoronado generating stations. Neliahelped in determining the major con-stituents of the fly ash from these analysesand supplied the great secondary electronimages for this paper. The author thanksall those mentioned above for their help inmaking this a more complete and accuratestudy.
ReferencesASTM C618-94a, 1995, Standard specification for
fly ash and raw or calcined natural pozzolan foruse as a mineral admixture in portland cementconcrete; in American Society for Testing andMaterials Annual Book of ASTM Standards:ASTM, v. 4.02, pp. 304–306.
ASTM C441-89, 1995, Standard test method foreffectiveness of mineral admixtures or groundblast-furnace slag in preventing excessive expan-sion of concrete due to the alkali-silica reaction; inAmerican Society for Testing and MaterialsAnnual Book of ASTM Standards: ASTM, v. 4.02,pp. 225–227.
American Coal Ash Association, 1995, Fly ash factsfor highway engineers: Federal HighwayAdministration Report FHWA-SA-94-081, 70 pp.
American Coal Ash Association, 1997 coal combus-tion product production and use, available<http://216.22.250.39/whatsnew/ccpcharts.htm> (accessed April 24, 2000).
Austin, G. S., and Barker, J. M., 1998, Cement andconcrete—production and use in New Mexico:New Mexico Geology, v. 20, no. 2, pp. 33–43.
Bryggman, T., and Nallick, J., 1993, Use of coal-combustion by-products—status and opportuni-ties in region 8: Montana Department of NaturalResources and Conservation, Energy Division,
May 2000 NEW MEXICO GEOLOGY 35
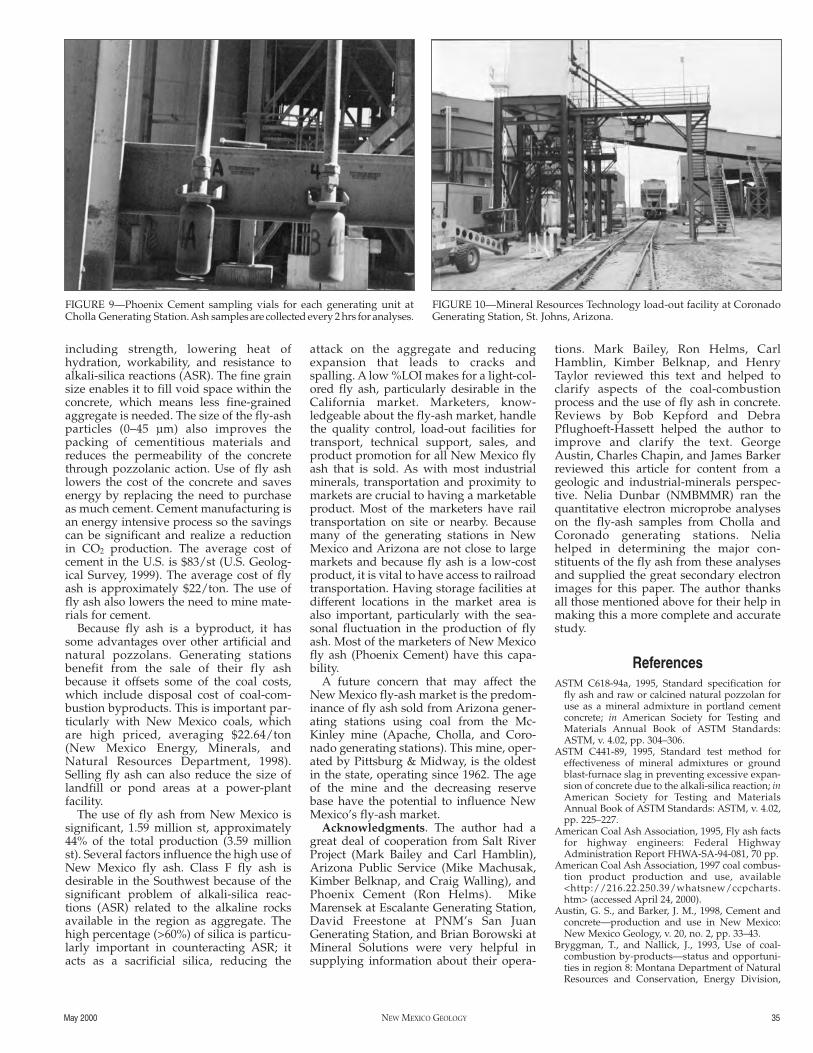
FIGURE 9—Phoenix Cement sampling vials for each generating unit atCholla Generating Station.Ash samples are collected every 2 hrs for analyses.
FIGURE 10—Mineral Resources Technology load-out facility at CoronadoGenerating Station, St. Johns, Arizona.

25 pp.Carpenter, R. L., Clark, R. D., and Su, Y. F., 1980, Fly
ash from electrostatic precipitators—characteri-zation of large spheres: Journal of Air PollutionControl Association, v. 30, no. 6, pp. 679–681.
Energy Information Administration, May 1998,Cost and quality of fuels for electric utility plants,1997 tables, Table 30, available <http://www.eia.doe.gov/cneaf/electricity/cq/cq-sum.html>(accessed March 1999).
Energy Information Administration, December1998, Inventory of power plants in the UnitedStates as of January 1, 1998, Tables 20 and C1:DOE/EIA-0095(98), pp. 302–303, 313.
Environmental Protection Agency, 1988, Report toCongress: Wastes from the combustion of coal byelectric utility power plants, Final ReportEPA/530/SW-88/002A: ICF, Inc., Fairfax, VA, 374pp.
Fisher, G. L., Chang, D.P.Y., and Brummer, M., 1976,Fly ash collected from electrostatic precipitators:Microcrystalline structures and the mystery ofthe spheres: Science, v. 192, no. 4239, pp. 553–555.
Flechsig, J., 1990, Pozzolans of the Northwest:Natural versus artificial; in Geitgey, R.P., andVogt, B.F. (eds.), Industrial rocks and minerals ofthe Pacific Northwest, Proceeding of the 25thForum on the Geology of Industrial Minerals:Oregon Department of Geology and MineralIndustries, Special Paper 23, pp. 69–72.
Helmuth, R., 1987, Fly ash in cement and concrete:Portland Cement Association, Skokie, Illinois,203 pp.
Lohtia, R. P., and Joshi, R. C., 1995, Mineral admix-tures; in Ramachandran, V. S. (eds.), Concreteadmixtures handbook: Noyes Publications, ParkRidge, New Jersey, pp. 657–731.
New Mexico Energy, Minerals, and NaturalResources Department, 1998, New Mexicoresources—data and statistics for 1997, p. 10.
New Mexico State Highway and TransportationDepartment, 1999, Special provisions modifySection 510—portland cement concrete: NewMexico State Highway and TransportationDepartment, 30 pp.
Malhotra, V. M., and Mehta, P. K., 1996, Pozzolanicand cementitious materials; in Advances in con-crete technology. vol. 1: Gordon and BreachScience Publishers, Amsterdam, pp. 161–167.
Ray, S. S., and Parker, F. G., 1978, Characterizationof ash from coal-fired power plants; in Torrey, S.(ed.), Coal ash utilization—fly ash, bottom ash,slag: Noyes Data Corporation, Park Ridge, NewJersey, pp. 1–23.
Torrey, S. (ed.), 1978, Coal ash utilization—fly ash,bottom ash, slag: Noyes Data Corporation, ParkRidge, New Jersey, 370 pp.
U.S. Geological Survey, 1999, Mineral commoditysummaries—cement, online U.S. Geological Sur-vey, available <http://minerals.usgs.gov/miner-als/pubs/commodity/cement/170399.pdf>(accessed April 24, 2000).
36 NEW MEXICO GEOLOGY May 2000





























