Embed Size (px)
Citation preview

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 1 Classification: External Use
PRODUCT DEVELOPMENT - WHEELS
USER REQUIREMENT SPECIFICATION
DOC. NO.: PD_PDWL_NAT_URS_039
USER REQUIREMENT SPECIFICATION FOR THE SUPPLY OF AN UNDER FLOOR WHEEL LATHE FOR TRANSNET ENGINEERING
The information contained herein is the sole property of Transnet Engineering. It may not be used, disclosed or reproduced in part or in whole in any manner, except with the written permission of and in a manner permitted by the proprietors.
Compiled and approved by: Georg Hettasch Pr Eng
Senior Engineer
Wheel / Rail Interaction
Transnet Freight Rail
Compiled and approved by: Ryno Kotze
Principal Engineer
Product Development (Wheels)
Transnet Engineering
Date: 07 July 2017

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 2 Classification: External Use
TABLE OF CONTENTS
HISTORY OF CHANGES ............................................................................................................... 3 DOCUMENT CONTROL............................................................................................................... 4 1.0. SCOPE OF WORK .............................................................................................................. 5 2.0 DEFINITIONS: ................................................................................................................... 7 3.0 GENERAL OPERATION OF THE UNDER FLOOR LATHE: ................................................... 7 4.0 DETAILED OPERATIONAL REQUIREMENTS ..................................................................... 8 5.0 EXECUTION OF WORK UNDER THE CONTRACT: ........................................................... 12 6.0 SAFETY: .......................................................................................................................... 12 7.0 MAINTENANCE: ............................................................................................................. 13 8.0 GUARANTEE: .................................................................................................................. 13 9.0 TRAINING: ...................................................................................................................... 14 10.0 AFTER SALES SERVICE: ................................................................................................... 15 11.0 DOCUMENTATION: ........................................................................................................ 15 12.0 PAYMENT: ...................................................................................................................... 16 13.0 OTHER TENDER REQUIREMENTS: ................................................................................. 16 Appendix A : Wheelset measurement parameter definition ................................................ 18 Appendix B : Existing wheel profile designs .......................................................................... 20 Appendix C : Example of a typical calibration verification report (final format and content to be agreed with tenderer) .................................................................................................... 23 Appendix D : Example of a typical wheelset measurement report (final format and content to be agreed with tenderer) .................................................................................................... 24 Appendix E : Compliance matrix ............................................................................................ 25

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 3 Classification: External Use
HISTORY OF CHANGES First issue: 07 - 07 – 2017 Document No.: PD_PDWL_NAT_URS_039 The following changes are included in this revision:
Pages
Affected Revision #
Release
Date Description of Changes

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 4 Classification: External Use
DOCUMENT CONTROL
Distribution List: Georg Hettasch (TFR Technology Management)
Duma Mnqumevu (TE National Project Support Office)
Sanjiv Sewpaul ( National Loco-HQ)
John Louw (National Loco- RBay)
Ryno Kotze (TE PD Wheels)
Document Availability:
SAP DocMan
Related Policy Documents:
Supporting Templates:

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 5 Classification: External Use
1.0. SCOPE OF WORK
1.1 This specification specifies the user requirements for the purchasing of a new under
floor wheel lathe for Transnet Engineering in South Africa. Under floor wheel lathes
are used primarily for the profiling of rolling stock wheels while they remain fitted to
the vehicle.
1.2 It involves the purchase, installation and commissioning of a new under floor lathe
including a maintenance plan during the guarantee period.
1.3 The full design requirement for the foundation of the new under floor lathe is to be
provided.
1.4 The tenderer must indicate compliance to each item in the checklist in Appendix E and
submit it with the tender.
1.5 A shunting vehicle to be used to move locomotives in and around the under floor lathe
facility shall be supplied together with the under floor lathe. Such vehicles are
typically, but not necessarily, battery operated. The shunting vehicle shall have the
ability to be remote controlled to allow the lathe operator to accurately position
locomotives on the lathe. The shunting vehicle shall be interlocked with the lathe to
ensure that the two machines work together safely.
1.6 A shaving crusher and conveyor to transport crushed shaving out of the building shall
be supplied.
1.7 The purchased under floor lathe must have the following general capabilities:
1.7.1 Ability to verify calibration, and if necessary calibrate the measuring system in the
under floor lathe. This includes the supply of a suitable calibration (standard)
wheelset.
1.7.2 The under floor lathe must be able to accommodate a single "loose" wheelset or
wheelsets mounted to a locomotive. The lathe must be able to accommodate any
Transnet locomotive. The nominal rail gauge is 1065 mm. Axle load of up to 30 000
kg per axle should be accommodated. Locomotive details pertaining to wheel
profiling will be supplied upon request.
1.7.3 Reliable and accurate measurement of the wheel profile of both wheels on the
same wheelset, prior to and after profiling. A general measurement accuracy of
±0.05 mm or better is required.
1.7.4 Calculate the necessary machining based on the pre-machining measurements
and the specific locomotive type constraints.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 6 Classification: External Use
1.7.5 Store and report all wheelset geometric measurements including pre-machining,
post-machining and calibration verification measurements.
1.7.6 All measurement data must be stored on a PC with windows 10 operating systems
in a SQL lite database from where data can be exported to an excel file.
1.7.7 Data transfer via a computer network cable and wireless connection must be
ensured.
1.7.8 Measurement reports are to be printed just after measurement or later from the
database with the printer to be supplied.
1.7.9 The under floor lathe should achieve the results stipulated in document
RSE/TE/SPC/0045 (latest revision) or better. Currently the minimum operating
procedure for under floor lathes in Transnet is given in document BBG9729 (latest
revision). It is expected that the new under floor lathe operation shall not deviate
significantly from this procedure.
1.7.10 Must operate on AC voltage of 380V, 3 phases, 50 Hz power supply. Tenderer shall
supply information of complete power usage.
1.7.11 All electrical connections and conduits shall be of steel.
1.7.12 The under floor lathe must be equipped with an electric surge protection to
protect the system against voltage spikes.
1.7.13 The CNC control system must be equipped with a battery back-up system in the
event of unplanned power failures that will provide adequate power for a period
of time and keep the program in its memory in order to enable back-ups in the
event of unplanned power failures.
1.8 The Technical performance and effectiveness of the maintenance service during the
guarantee period shall be closely monitored by Transnet Engineering.
1.9 Explicitly excluded from the requirements are:
1.9.1 Measuring and machining of brake disks.
1.9.2 Measuring and machining of wagon wheels while these are still fitted on the
vehicle.
1.9.3 Machining the back-of-flange surface of the wheel.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 7 Classification: External Use
2.0 DEFINITIONS:
2.1 CONTRACTOR: The Contractor shall mean any person, body, or corporate who have
contracted to supply Transnet Engineering with the new under floor lathe, according
to this specification.
2.2 WHEEL PROFILE: The Wheel/Type profile shall mean the wheel/type transverse tread
contour as defined by Transnet Freight Rail (Technology Management). The wheel
profiles currently in use are attached in Appendix B.
2.3 TAPING LINE: The taping line is the position on the wheel profile at which the wheel
diameter is measured. Currently it is defined as being 82.5 mm to the field side of the
back-of-flange. (The general standard which is not applicable in Transnet is 70.0 mm
to the field side of the back-of-flange.)
2.4 WHEELSET: A wheelset is a pair of wheels that are mounted on the same axle.
2.5 FOUNDATIONS: Shall mean the foundation designed to support the under floor lathe.
3.0 GENERAL OPERATION OF THE UNDER FLOOR LATHE:
3.1 OPERATIONAL HEALTH, SAFETY AND ENVIRONMENTAL REQUIREMENTS
3.1.1 The under floor lathe shall comply with all relevant local, regional and national
health, safety and environmental laws, rules and regulations. Any additions to the
under floor lathe that may be required to comply with such laws, rules and
regulations (such as dust extraction and filtration) shall be supplied as an integral
part of the under floor lathe.
3.1.2 The under floor lathe shall comply with all relevant Transnet health, safety and
environmental standards.
3.1.3 All access covers, doors, safety guards and related safety features on the under
floor lathe shall be interlocked to prevent operation of the machine if any of these
safety barriers are not in place.
3.1.4 All aspects of the under floor lathe will be designed in such a way as to provide the
operator and other people working with and around the machine with as safe a
working environment as possible.
3.2 OPERATING ENVIRONMENT
3.2.1 The under floor lathe will be located in a dedicated workshop in a locomotive
maintenance depot. High levels of vibration and industrial air pollution can be
expected. No temperature control or air-conditioning is provided for in the facility.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 8 Classification: External Use
3.2.2 The under floor lathe facility will be in a coastal environment and this should be
provided for in the design of the under floor lathe.
3.2.3 The power supply to the under floor lathe facility is of an industrial type and is
subjected to switching voltage spikes and unplanned power failures.
3.3 HANDLING OF WHEELSETS AND LOCOMOTIVES:
3.3.1 When a "loose" (not installed in a vehicle) wheelset is to be machined on the under
floor lathe, the wheelset will be rolled into position on the lathe after which the
wheelset can be clamped for machining. "loose" wheelsets to be machined on the
under floor lathe will be fitted with package type roller bearings. The clamping
system should not cause damage to the wheel before, during or after the profiling
process.
3.3.2 The design of the under floor lathe together with the shunting vehicle shall be
provided with all the necessary measures and interlocking to ensure that
locomotives can be moved over the lathe and positioned on the lathe safely.
4.0 DETAILED OPERATIONAL REQUIREMENTS
4.1 Measuring system calibration verification and calibration
4.1.1 The under floor lathe shall be equipped with a measuring system with a nominal
measurement accuracy of ± 0.05 mm.
4.1.2 The under floor lathe shall be supplied with a “standard” (calibration) wheelset
that shall be used to verify the calibration of the measurement system. The
measurement definitions used to verify the calibration of the measuring system
shall be the same as those used for normal wheel profile measurements which are
given in Appendix A.
4.1.3 At least the following measurements shall be executed and the results displayed,
stored and made available for reporting as part of the calibration verification:
• Wheel diameter (left and right).
• Flange thickness (left and right).
• Flange height (left and right).
• qR (left and right).
• Wheel profile width (left and right).
• Axial run-out (left and right). Measured on the flange face.
• Radial run-out (left and right). Measured at the taping line.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 9 Classification: External Use
• Back-to-back distance.
4.1.4 A typical example of the calibration verification report that should be produced is
given in Appendix C.
4.1.5 The tenderer shall declare at what intervals calibration verification should be
performed on the measurement system to ensure measurement accuracy.
4.1.6 Calibration verification fails if any of the measured dimensions differs by more
than 0.1 mm from the certified dimension.
4.1.7 The measurement system shall provide for being calibrated if calibration
verification fails. The “standard” (calibration) wheelset shall be used to calibrate
the measurement system.
4.1.8 The tenderer shall declare the time that calibration verification takes from the
time that the calibration wheelset is placed on the machine until the time that is
can be removed from the machine.
4.2 Component identification
4.2.1 The under floor lathe shall be provided with the ability to store the vehicle type,
vehicle number and vehicle orientation and to link these to an internal data base
containing the wheel profile related design characteristics of all Transnet
locomotive types. This internal locomotive characteristics database will contain at
a minimum:
• The vehicle type.
• The number of axles.
• The wheel profile design number (currently Transnet uses 3 different wheel
profile designs).
• Nominal axle mass.
• Minimum machined wheel diameter.
• The maximum allowable wheel diameter difference within a bogie.
• The maximum allowable average wheel diameter difference between bogies.
• The maximum allowable wheel diameter difference on the whole vehicle.
4.2.2 The tenderer shall declare what additional information would be required from
Transnet.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 10 Classification: External Use
4.3 Pre-machining wheelset measurements
4.3.1 Prior to machining, the geometry of each wheelset to be machined must be
measured for record purposes and to determine what machining is required. At
minimum, the following wheelset geometric parameters shall be measured,
stored and be available for printing and/or analysis at any future date:
• Wheel diameter (left and right).
• Flange thickness (left and right).
• Flange height (left and right).
• Hollow wear (left and right). Measured at the taping line.
• qR (left and right).
• Wheel profile width (left and right).
• Axial run-out (left and right). Measured on the flange face.
• Radial run-out (left and right). Measured at the taping line.
• Back-to-back distance.
• Comment field to note things like wheel skids or other unusual observations
4.3.2 Refer to Appendix A for definitions of the measurement parameters. For each
wheelset, the lathe shall calculate the maximum achievable wheel diameter that
will fully restore the wheel profiles on that wheelset (depth of cut). This calculated
diameter should be stored and reported together with the other measured
parameters.
4.3.3 Once all wheelsets on a vehicle are measured, the Under Floor Lathe shall calculate
the diameter to be machined on each wheel given the wear patterns and the
vehicle characteristics as stored in the internal data base described in section
4.2.1.
4.3.4 The tenderer shall declare the time that it takes for the under floor lathe to
measure the geometry and wheel profiles of one wheelset, from the time that the
wheelset is placed on the machine until the time that is can be removed from the
machine and the printed measurement report is available.
4.3.5 All necessary clamps to lift or clamp locomotives or wheelsets on the machine for
machining shall be provided by the machine supplier.
4.4 Wheel profile machining
4.4.1 The under floor lathe shall be able to machine the wheel profile of railway
wheelsets with a back-to-back distance of between 984 mm and 994 mm, a wheel

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 11 Classification: External Use
width between 123 mm and 137 mm and a wheel diameter (measured at the
taping line) between 770 mm and 1 260 mm. The under floor lathe shall be able
to machine materials currently used in railway wheels, including any changes and
/ or damages that may been present on or under the wheel surface (skid marks,
metal build up, martensitic spots, etc.).
4.4.2 The under floor lathe shall be able to automatically determine the machining to
be done based on the measurements and calculation done and described in
section 4.4.2. Manual over-ride of all variables should be possible except where
this will lead to an unsafe situation or damage of the wheelset or the machine.
4.4.3 The three wheel profiles currently being used in Transnet are given in Appendix B.
These profiles shall be stored in the machine to be used as the basis for wheelset
machining. Provision should be made for the addition of further profiles should
this become necessary in future.
4.4.4 Profile machining shall be referenced on the inside surface of the flange (back-of-
flange) and the design profile width shall be adjusted to suite the wheel to be
machined by adjusting the length of the uniformly conical section of the design
profile.
4.4.5 Wheel rotational speed and cutting tool feed rates shall be adjustable by the
machine operator during machining. A maximum feed rate of 1.5 mm per wheel
revolution is allowed.
4.4.6 No ‘witness marks’ shall be produced either on the profile or on the transitions
from the profile to the parent material on either side of the profile.
4.4.7 The under floor lathe shall provide for the operator to make tool corrections where
necessary. The tenderer shall describe the measurement software tools that will
be supplied to assist the operator in deciding what tool corrections are needed.
4.4.8 The wheel profile shall be machined within an envelope of ±0.25 mm around the
design profile. The machined diameter difference between two wheels on the
same axle shall never exceed 0.5 mm. No machining should be done on the flat
part of the back-of-flange.
4.4.9 The tenderer shall declare the cut depth that is possible with the under floor lathe
when machining a 1 220 mm diameter 135 mm wide wheel of class B micro-alloyed
wheel steel. An initial unworn wheel profile and new material shall be assumed.
The tenderer shall declare the time that it takes for the under floor lathe to fully
machine such a wheelset on the under floor lathe to a target diameter of 1 210
mm (5 mm cut) and 1 990 mm (15 mm cut).

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 12 Classification: External Use
4.5 Post-machining wheelset measurements
4.5.1 Immediately after machining, the geometry of each wheelset must be measured
for record and quality control purposes. At minimum, the following wheelset
geometric parameters shall be measured, stored and be available for printing
and/or analysis at any future date:
• Wheel diameter (left and right). Diameter difference to be below 0.5 mm.
• Flange thickness (left and right). Within ±0.5 mm of design specification.
• Flange height (left and right). Within ±0.5 mm of design specification.
• qR (left and right). Within ±0.5 mm of design specification.
• Axial run-out (left and right). Measured on the flange face. Less than 0.5 mm.
• Radial run-out (left and right). Measured at the taping line. Less than 0.5 mm.
• Wheel profile compliance. Envelope of ±0.25 mm around the design profile.
• Wheel profile width (left and right).
• Back-to-back distance.
4.5.2 Refer to Appendix A for definitions of the measurement parameters.
4.5.3 Wheelset machining shall be rejected if any of the wheel geometric parameters
are outside those specified above.
5.0 EXECUTION OF WORK UNDER THE CONTRACT:
5.1 Site inspection: A site meeting will be arranged by the Transnet Engineering Projects
Office on the site where the machine will be installed. This will give the tenderers the
opportunity to acquaint themselves fully with the location and environment of the
machine. Tenderers will be required to attend the site visit with their own personal
protection i.e. safety shoes, ear plugs, reflective vests and safety glasses.
5.2 The contractor must at all times adhere to the access and control requirements as
specified by Transnet Engineering, when performing installation and commissioning,
upgrades and maintenance.
5.3 The tenderer must supply full documentation and relevant drawings, of the entire
installation and a documented commissioning process of the machine in this
offer/tender.
6.0 SAFETY:
6.1 All tenderers shall ensure that they fully understand the environment in which the
machine operates and where it is installed. Induction courses are available and it is the

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 13 Classification: External Use
responsibility of the tenderer to ensure that they attend an induction course at the
plant where they will operate.
6.2 A safety management plan must be provided to the Project manager prior to starting
the work.
6.3 All electrical connections shall be done according to the SABS standards and a
certificate of Compliance for Electrical Installations shall be supplied on completion.
6.4 The wiring planning shall be approved by the Transnet Engineering Projects Office
before the work commence.
6.5 All safety rules and guidelines shall be adhered to while on TE premises, and the
tenderer shall ensure that all his staff wear the required PPE while on the TE premises.
7.0 MAINTENANCE:
7.1 All equipment shall be supplied with 3 comprehensive sets of manuals for
maintenance purposes and must state the maintenance spares required.
7.2 Information concerning the after sales back-up service and on-line assistance to be
provided by the supplier, shall be supplied.
7.3 The contractor shall supply a preventative and corrective maintenance schedule for
the useful life of the machine. The availability of the required maintenance and spares
for the machine shall be guaranteed by the contractor for a minimum of ten years.
7.4 Preference will be given to tenderers that have, or are willing to establish
maintenance backup, within South Africa. This maintenance backup is to include the
storage of spares at a South African location.
7.5 The contractor must clearly stipulate the nature of the maintenance required and how
long it will take to have attendance on site. Transnet Engineering require a response
time of not more than 24 hours.
7.6 The maintenance to be provided by the contractor as discussed in this section shall be
separately quoted by the tenderer.
8.0 GUARANTEE:
8.1 The contract shall include the full commissioning of the equipment and hand-over to
production and maintenance personnel of Transnet Engineering. A time period is to
be defined for the purposes of identifying all operation problems that might exist.
Thereafter, a 12-month guarantee period will be given during which any fault and
failures due to installation or design shall be fully covered by the contractor.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 14 Classification: External Use
8.2 The tenderer shall clearly stipulate the nature of the guarantee and how long it will
take their maintenance staff to be on site. Transnet Engineering requires a response
time of no more than 24 hours.
8.3 The contractor shall supply a commissioning certificate, which clearly indicates the
commissioning date. Production will not commence before this date. The guarantee
period will also be effective from the date of the commissioning certificate.
8.4 In the event of a defect/failure being one which is inherent in the design and/or
manufacture, the Contractor shall be obliged forthwith to make good and remedy such
defect on all units. A defect may be declared inherent when 4 or more components
fail in service in a 24 month period or when a particular component fails three times
or more in this period after being rectified. An inherent defect can be declared up to
a period of 24 months after delivery of the last unit. Once an inherent defect is
declared during the guarantee period, the guarantee period will be delayed with such
a time required to solve the inherent defect. Once the Inherent defect is solved and
cleared, the guarantee period will continue and will be extended with the
corresponding Inherent defect remedy period.
8.5 A test plan listing all tests to be performed and their specifications shall be written by
the manufacturer. Final acceptance tests shall be under real operating conditions. A
few failures under guarantee will be tolerated, but as soon as the failures form a
statistical pattern, these failures shall be investigated and rectified by the
manufacturer. The commissioning tests are the minimum required tests.
8.6 Should any defect be found which, in the opinion of Transnet Engineering is due to
improper or faulty material, workmanship, design, a method of manufacture or from
any other fault or neglect on the part of the Contractor, such defect / failure shall
immediately be made good or remedied by the contractor at his sole cost.
8.7 Component(s) replaced as a result of clause 8.6 above, will again carry an as new
guarantee from the date of delivery of the replaced / repaired component.
8.8 Should the Contractor fail, when called upon, to make good or remedy a defect (under
guarantee or declared inherent) within a reasonable time, Transnet Engineering may
affect the repair and thereafter recover from the Contractor all costs and expenses
associated with such repair.
9.0 TRAINING:
9.1 The contractor must provide training to Transnet Engineering personnel.
9.2 It is required that all operational staff and maintenance staff be fully trained on the
functioning, fault finding and normal maintenance on the equipment.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 15 Classification: External Use
9.3 Training must be done on site while installation and commissioning is done.
9.4 A copy of the relevant training documents must also be supplied to both the Local
Locomotive Business as well as to the Transnet Engineering Projects Office.
9.5 The contractor shall issue the operator and maintenance staff certificates of
competence. Copies of these certificates must be supplied to both the Local
Locomotive Business, as well as to the Transnet Engineering Projects Office.
10.0 AFTER SALES SERVICE:
10.1 The tenderer shall give full details of who the supplier of the equipment is as well as
the availability of spares. It shall be indicated whether a local supplier exists.
10.2 The tenderer shall indicate whether the equipment is supplied with a maintenance
contract and full details of such a service must then be given.
10.3 A back-up CD of the software used, as well as the required software manuals indicating
the process of re-loading, as well as programming the system for future use must be
supplied by the contractor. One copy must be supplied to the Local Locomotive
Business as well as to the Transnet Engineering Projects Office.
10.4 Maintenance and operational manuals shall also be supplied to both the Local
Locomotive Business as well as to the Transnet Engineering Projects Office.
11.0 DOCUMENTATION:
11.1 All equipment supplied shall be accompanied by full documentation (3 x hard copies
and 1 x electronic copy) including the following (Price included in the tender):
i. An operation manual explaining the safe operation and use of the equipment
ii. A maintenance manual to cover the routine maintenance and fault finding
procedures.
iii. A manual indicating all the recommended spares, with accompanied part
numbers.
iv. All relevant training manuals.
11.2 The tender shall indicate any other documentation available and whether
recommended or not. The price of these documents shall be quoted separately.
11.3 The tenderer must indicate compliance to each item separately in the format of the
attached feedback checklist in Annexure E, and attach it to the tender submission. This

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 16 Classification: External Use
checklist will be used during the commissioning of the machine to check for
compliance to each item.
12.0 PAYMENT:
12.1 Payment will be based on performance and progress payments will only be made once
the as agreed milestones have been met. The following milestones would be
considered by Transnet Engineering for payment:
i. The contractor has supplied a commissioning certificate. This certificate must
clearly indicate the commissioning date, as well as a declaration stating that the
machine is in total working condition and is ready for production.
ii. All requested documentation and software copies are provided to both the Local
Business as well as to the Transnet Engineering Projects Office.
iii. All requested information and actions have been taken as outlined in this
document.
iv. A responsible person as identified by the Transnet Engineering Projects Office
signs a document indicating that the work was successfully performed and that
the machine is in working order after commissioning.
13.0 OTHER TENDER REQUIREMENTS:
13.1 Upon request from Transnet Engineering Projects Office the contractor may be
requested to give a presentation of the proposed under floor lathe to be implemented,
to the stakeholders.
13.2 The contractor shall further include the following in the tender:
i. The tenderer must indicate compliance to each item separately in the format of
the attached feedback checklist in Appendix E. An electronic copy of the
requested format will be available from Transnet Engineering upon request.
ii. The estimated period for delivery. A project plan will be required from the
successful bidder.
iii. Commissioning and testing period.
iv. The tenderer must indicate on the quote the shipping and transportation costs.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 17 Classification: External Use
v. The contractor must take the risk for currency fluctuations and must endeavour
to take out assurance to accommodate these fluctuations. The tenderer must
provide details regarding the risk on currency fluctuation in the tender
document.

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 18 Classification: External Use
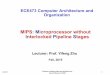
Appendix A: Wheelset measurement parameter definition
Figure 1: Wheel profile parameters
Parameters L1, L2, L3 and L4 shall be selectable. Current values are: L1 = 82.5 mm, L2 = 14 mm L3 = 19 mm, L4 = 5 mm. Flange height at taping line, d2 [mm] Flange thickness at L2, d3 [mm] Rim thickness from taping line to end of rim, d4 [mm] Field side metal flow, d5 [mm] Wheel rim width, d6 [mm] Flange toe radius, r1 [mm] Field side radius, r2 [mm] Flange angle (θ) [degrees] Wheel diameter at taping line, d7 (mm) Wheelset back-to-back distance, d8 (mm)
Tapin
g lin
e
L1
d5
r2d4
d6
d7
d2
d8
L2
d3
L3 θ
r1
L4

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 19 Classification: External Use
Figure 2: Measurement of qR, d9 (mm)
Parameters L1, L8 and L9 shall be selectable. Current values are: L1 = 82.5 mm, L8 = 10 mm, L9 = 2 mm qR, d9 [mm]
Figure 3: Hollow wear, d1 (mm)
Parameters L6 and L7 shall be selectable. Current values are: L6 = 1.432° (1:40) L7 = 15 mm Hollow wear, d1 [mm]
Tapin
g lin
e
L1
L8
L9
d9
L6
Tapin
g lin
e
Hollo
w w
ear
(d1)
L1
L7

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 20 Classification: External Use
Appendix B: Existing wheel profile designs
Figure 4: Wheel profile no. 21

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 21 Classification: External Use
Figure 5: Wheel profile no. 22

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 22 Classification: External Use
Figure 6: Wheel profile no. 23

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 23 Classification: External Use
Appendix C: Example of a typical calibration verification report (final format
and content to be agreed with tenderer)

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 24 Classification: External Use
Appendix D: Example of a typical wheelset measurement report (final format
and content to be agreed with tenderer)

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 25 Classification: External Use
Appendix E: Compliance matrix
No. Heading / Sub-section Comply Comments
Yes No
1.0 SCOPE OF WORK:
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.7.1
1.7.2
1.7.3
1.7.4
1.7.5
1.7.6
1.7.7
1.7.8
1.7.9
1.7.10
1.7.11
1.7.12
1.7.13
1.8
1.9
1.9.1
1.9.2
1.9.3
2.0 DEFINITIONS:
2.1
2.2
2.3
2.4
2.5
3.0 GENERAL OPERATION OF UNDER FLOOR LATHE:

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 26 Classification: External Use
No. Heading / Sub-section Comply Comments
Yes No
3.1 OPERATIONAL HEALTH< SAFETY AND ENVIRONMENTAL REQUIREMENTS
3.1.1
3.1.2
3.1.3
3.1.4
3.2 OPERATING ENVIRONMENT
3.2.1
3.2.2
3.2.3
3.3 HANDLING OF WHEELSETS AND LOCOMOTIVES
3.3.1
3.3.2
4.0 DETAILED OPERATIONAL REQUIRMENTS
4.1 Measuring system calibration verification and calibration
4.1.1
4.1.2
4.1.3
4.1.4
4.1.5
4.1.6
4.1.7
4.1.8
4.2 Component identification
4.2.1
4.2.2
4.3 Pre-machining wheelset measurements
4.3.1
4.3.2
4.3.3
4.3.4
4.3.5
4.4 Wheel profile machining
4.4.1

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 27 Classification: External Use
No. Heading / Sub-section Comply Comments
Yes No
4.4.2
4.4.3
4.4.4
4.4.5
4.4.6
4.4.7
4.4.8
4.4.9
4.5 Post-machining wheelset measurements
4.5.1
4.5.2
4.5.3
5.0 EXECUTION OF WORK UNDER THE CONTRACT
5.1
5.2
5.3
6.0 SAFETY:
6.1
6.2
6.3
6.4
6.5
7.0 MAINTENANCE:
7.1
7.2
7.3
7.4
7.5
7.6
8.0 GARANTEE
8.1
8.2
8.3

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 28 Classification: External Use
No. Heading / Sub-section Comply Comments
Yes No
8.4
8.5
8.6
8.7
8.8
9.0 TRAINING
9.1
9.2
9.3
9.4
9.5
10.0 AFTER SALES SERVICE
10.1
10.2
10.3
10.4
11.0 DOCUMENTATION
11.1
i
ii
iii
iv
11.2
11.3
12.0 PAYMENT
12.1
i
ii
iii
iv
13.0 OTHER TENDER REQUIREMENTS
13.1
13.2
i
ii

Doc Number: PD_PDWL_NAT_URS_039 Revision: 00 Page: 29 Classification: External Use
No. Heading / Sub-section Comply Comments
Yes No
iii
iv
v