Embed Size (px)
Citation preview

Use of Single.Cutter Data in the Analysis of PDC Bit Designs: Part 1-Development of a PDC Cutting Force Model David A. Glowka, SPE, Sandia Natl. Laboratories
---------------
Introduction Research has been conducted for several years at Sandia Natl. Laboratories to foster the development of POC bits for geothermal drilling. This work has been directed toward the high-temperature, hard-rock drilling environment typically found near geothermal resources. The results, however, can be applied to drilling environments of interest to the petroleum industry as well.
Our previous experimental and theoretical studies suggest a strong dependence of the POC cutter wear rate on the frictional temperature that develops at the cutter/rock interface. 1,2 The results indicate that above a critical wear-flat temperature of approximately 662°F [350°C], wear mechanisms that greatly accelerate cutter wear become operative. These mechanisms include thermal softening of the tungsten-carbide/cobalt (WC/Co) substrate to which the POC layer is bonded and adverse internal stresses that arise because of the severe thermal and mechanicalloading imposed on the cutter. Such thermally accelerated wear can reduce bit life by one or two orders of magnitude, generally to an unacceptable level. 3
Below 662°F [350°C], PDC cutter wear is usually very low and is caused predominantly by abrasion, without any apparent thermal effects. Because of the effects of wear on cutter geometry, however, even minor wear can have a significant effect on cutte~ and bit performances. 3 Abrasive wear is a strong function of the abrasiveness of the rock being cut and the stresses that develop at the cutter/rock interface.
Oesigning and operating POC bits to perform effectively within the constraints suggested by these wear phenomena are the subjects of this paper. Part I presents laboratory work that provides insight and quantitative data on cutter/rock interaction. A cutter-interaction model based on the laboratory results is developed and shown to provide a means for predicting the effects of multiple cutters on a POC bit face. In Part 2 (Ref. 4), this model is generalized and used to develop algorithms for a computer code (PDCWEAR) that predicts the performance and wear of POC drill bits. General trends related to the effects of bit
Copyright 1989 Society of Petroleum Engineers
design and operation, as predicted hy the code, are also identified and discussed.
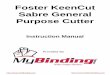
Laboratory Slngle·Cutter Tests We seek a model of the POC cutting process that will allow us to determine the penetrating and drag forces acting on each cutter located on the bit face. The primary parameters that affect these forces include the rock type, cutter design and wear state, position on the bit, cutter interaction, cutting speed, rock stress state, and fluid environment (Fig. 1).
It is possible to duplicate many of these parameters in laboratory single-cutter tests. Most of the cutting conditions encountered by each cutter in full-scale, atmosphericpressure, laboratory bit tests can be duplicated with a modified milling machine, relatively small rock samples, and single cutters. Similarly, deep-hole drilling conditions can, to a large degree, be duplicated in singlecutter tests in the laboratory with test cells that measure single-cutter forces under elevated hydrostatic, confining, and pore pressures. 5-?- Typical downhole rock types, cutter configurations, and cutting speeds can also be duplicated with these test cells.
A more difficult simulation is the cutter interaction that occurs on full-scale bits, where cutting forces on each cutter are reduced by the presence of previous cuts made by adjacent cutters. We have found in unconfined rock tests at atmospheric pressure that interaction does not occur unless the previous cuts are close enough laterally that they actually remove rock that would otherwise be removed by the test cutter. The cross-sectional area of rock removed by each cutter, therefore, seems to be the parameter that characterizes cutter interaction and that controls cutter forces.
Our experience with single-cutter tests is that for reasonable depths of cut, POC cutters do not cause much rock breakage outside the projected area of the cutter profile. Even in coarse-grained and britUe rock, such as Sierra White granite at atmospheric pressure, the profile of a cut made with a POC cutter closely matches the
'Private communication with Bruce Walker, Drilling Research Laboratory, Salt Lake City, UT, April 1986.
Summary. A practical conceptual model of the rock drag cutting process is developed to provide a method for mathematically describing the process as it applies to polycrystalline-diamond-compact (POC) drill bits. Laboratory test results obtained at atmospheric pressure with single POC cutters are presented and analyzed to provide equations that relate cutter forces to rock type, cut depth, and cutter-wear state. Two distinct modes of wear are Identified, and possible explanations for the differences are offered. The effects of interaction among closely spaced cutters are studied, and a model is developed that accounts for the effects on cutter forces. The effects of providing POC cutters with water-jet assistance are also investigated and shown to be significant.
JPT·Augu~ 1989-------------------------------------------------~· 797

SIDE VIEW FRONT VIEW v
WC-Co BIT BODY -f"'~~~~~"'l -----1 STUD t---------
r···············] 1---..,..-
WC-Co ..1-_-....-,"
POLYCRYSTALUNE DIAMOND COMPACT LAYER
COMPACT 11t---------
CUTTER WEARFLAT AREA. A. ROCK
Fig. 1-Schematlc of single POC cutter mounted on leading bit face and experiencing Interaction with nearby cutters.
liThe penetrating force Imposed on a worn PDC
cutter at a given cut depth Is nearly proportional to the
wear·flat area In contact with the rock."
profile of the cutter itself. An even closer match between cut and cutter profIles should be obtained under the elevated hydrostatic and confining stresses found downhole because a transition from brittle to more ductile rock breakage mechanisms occurs. S,8
Fig. 2 shows a typical sequence of cuttingedge profIles for several sharp (i.e., unworn) cutters on the leading flat face of a PDC bit. These profiles are obtained during two bit revolutions as the cutters pass through a radial plane containing the longitudinal axis of the bit. The shaded areas represent the steady-state cross-sectional cut areas for each cutter. Because the cutters are all assumed to be mounted in -the same plane normal to the longitudinal axis of the bit, the downward vertical displacement of one cut profile relative to a preceding one results from the advancement of the bit as it rotates. The shapes. of the cross-sectional areas of cut are quite complex, even for such a simple bit geometry. In an arbitrary bit design, the cross-sectional cut areas are functions ofthe radial, circumferential, and longitudinal distributions of cutters on the bit face, as well as the cutter wear state and the bit penetration rate. Although it is possible to duplicate some interaction patterns in the laboratory,'" it is clearly impractical in single-cutter tests to duplicate all the degrees of interaction that could be experienced by cutters in a given bit design.
Therefore, we separate the effects of cutter interaction from the effects of intrinsic drillability of the cutter/rock combination
i\~ , t t t t t
I C\ITlBI cum. 0JmR C\ITlBI C\ITlBI
I 2 3 ... ,
z (drilling direction)
Fig. 2-Cuttlng edge profile. for sharp cut-' tera on leading POC bit face.
under the imposed conditions. Intrinsic drillability under any set of laboratory conditions can then be determined by conducting single-cutter tests with a standard cut geometry, and an analytical model can be used to account for cutter interaction.
The simplest geometry possible was chosen for the standard cut, that of a single cut on a flat rock surface with no adjacent cuts that might interact with the test cut. The depth, D, to which the cutter penetrates the flat rock surface is a function of the stresses imposed on the rock by the cutter. In the case of worn cutters, the penetrating stress is defined as the average normal stress imposed on the rock surface (see Fig. 1); thus,
FlAw =f(D) . ................... (1)
In the case of a sharp cutter, the wear-flat area is very close to zero, yet a finite penetrating force is still required to cause penetration of the rock3 because the crushed rock zone directly beneath the cutting edge acts to distribute the force over a finite area. For such cases, we simply define the functional !lependence:
F=f(D) ....................... (2)
Experimental Setup, Procedures, and Conditions. Rock-cutting tests were conducted in three rock types with PDC cutters having various amounts of wear. Berea sandstone, Tennessee marble, and Sierra . White granite were used to cover a wide
~I~~---- d ----~·~I~.----- d ----~·~I NOZZLE HOLDER
D·
Fig. 3-Geometry of slngle·cutt.r tests Fig. 4-Cuttlng pattern used In nonlnteractlng, slngle·cutter tests. with water·Jet a .. lstance.
798 August 1989 • JPT

range in rock properties, such as strength, composition, and ductility.
Berea sandstone is a relatively soft rock with a measured uniaxial compressive strength, Sc' of7,100 psi [49 MPa].3 Tennessee marble, also known as Holton limestone, is a much harder rock, with an Sc of 17,800 psi [123 MPa]. Sierra White granite, with an Sc of 21,500 psi [148 MPa] , is somewhat harder than the marble, but its composition is quite different. The granite has a high quartz content (39 wt % ) and thus causes cutters to wear at a higher rate.
Two milling machines were used in the test program. An end-mil~ was used for obtaining quantitative data. The fixed head on the mill was instrumented with a triaxial force transducer on which the cutter was mounted. Rock samples ranging in length from 12 to 18 in. [30 to 46 cm] and in width from 5 to 10 in. [13 to 25 cm] were placed on the milling table and secured with clamps. Linear, parallel cuts in the top surface of the rock sample were made by moving the table at a maximum speed of2.2 in./sec [5.6 cm/s]. Cuts were made in the rock samples under dry cutting conditions at depths ranging from 0.01 to 0.1 in. [0.0254 to 0.254 cm], which covers the range generally encountered by a single cutter on a bit downhole.
The milling machine table was later fitted with a steel enclosure and a water-jet nozzle holder mounted ahead of the cutter. Fig. 3 shows a profile of the nozzle holder and its relationship to the cutter. The nozzle holder was designed so that the nozzle standoff distance, ds , inclination angle, Ctn , and jet impingement distance, d i , could be adjusted over limited ranges. Only one set of these parameters was used in the test program (ds =1.6 in. [4.1 cm], Ctn =45°, and di =O.1 in. [0.254 cm]). These values were chosen . because they represent practical values that might be used in an actual PDC bit design.
The nozzles used in the test program were self-resonating, cavitating jet nozzles designed and fabricated by Tracor Hydronautics Inc. under contract to Sandia Natl. Laboratories. These nozzles are the product of several years of research aimed at optimizing nozzle designs that erode rock effectively by using drilling mud pressures available on conventional drill rigs ( < 5,000 psi [<34 MPa]).9 They are designed to produce jets that cavitate under higher ambient pressures, and hence at greater hole depths, than conventional nozzles. The cavities produced in these jets are created by vaporization of the liquid in the center. of high-velocity vortices that form in the jet shear zone. When these cavities collapse near a rock surface, high-speed micro jets impact the rock surface with pressures of up to 200,000 psi [1379 MPa] , 10 substantially increasing the rock erosion rate. Two nozzles were fabricated for the single-cutter tests: one optimized for a pressure drop of 2,000 psi [14 MPa] and the other for a pressure drop of 4,500 psi [31 MPa]. Both had orifiCe diameters of 0.1 in. [0.254 cm]. A more complete description of the nozzles
r------------------------------------------------------------TABLE 1-DESCRIPTION OF CUTTERS USED IN LABORATORY TESTS
Cutter·
A B C D E F G
. Ht I J K
Aw (in.2)
0.016 0.017 0.017 0.020 0.022
0.030 to 0.040 0.032 0.029 0.040 0.000 0.000
w (in.)
0.22 0.24 0.34 0.32 0.22
0.30 to 0.32 0.36 0.34 0.32 0.00 0.00
L (in.)
0.09 0.07 0.05 0.10 0.14
0.14 to 0.18 0.13 0.12 0.18 0.00 0.00
Compact Diameter (in.)
0.52 0.52 0.52 0.75 0.52 0.52 0.75 0.75 0.52 0.52 0.75
Wear-Flat _ Typ~_·_
F F F L
F,L M,L
L L M S S
• All cutlers had a backrake angle of 20·. "F=field-worn, L=laboratory-worn, M=machine ground, and S=sharp.
t Cutler H used in water-jet-assisted cuts.
~d_+_d--j
\ + )+\ ~ ) -~Tl*~~~tT!TI/+---
Dl ~ DI (0.040 in.) D (0.040 in.)
(0.080 in.)
SYMMETRIC INTERACTION
D, D (0.040 in.)
(0.080 in.)
ASYMMETRIC INTERACTION
'-------'-----------------'--------------.-------~-------.-------.---.-
Fig. 5-Cuttlng patterns used to simUlate cutter interaction in single-cutter tests.
.------------------------------------.---.---~---.-----~.--.. ---.------
FlAw
(kpsi)
100 ,......_ ...... ,...., ............. .,.... ...... -.-..,---....... ...,..-....... -r-...... -.-,
10
SIERRA WHITE GRANITE 'IDo~-----''''--Q --' El-~-
FlAw = 1.34 X 105 Do.42
FjAw -= 489 X 104 DO 65
// ~-{--A. CUtTER WEARFLAT
(In') DIA (In) TYPE
o 016 0 52 o 0 017 0 52 6 0 017 0 52
o 020 0 75 n 0 022 0 52 o 0 030-0 04 0 52 + 0 032 0 75 ? 0 040 0 52
F F F L
F L M.L
L M.L
1 ~----~~~~~~~----~--.. ~----~ 0.00 0.02 0.04 0.06 0.08 010 0.12
DEPTH OF CUT , D (in.) '---------------------------------------------------_.-
Fig. 6-Measured penetrating stresses with various worn cutters In dry, nonlnteractIng cuts In Sierra White granite and Berea sandstone.
(cent. en Page 844)
JPT • August 1989 ------------------------------------------------- 799

FlAw
(kpsi)
TENNESSEE MARBLE o
s, FlAw = 1.60 X 105 D050
10
A. CUTTER WEARFLAT (ina) DIA.(in) TYPE
o 0.030 0.52
1~~~~~~~~~~~~~~~~~~
0.00 0.02 0.04 0.06 0.08 0.10 0.12
DEPI'H OF CUT , D (in.)
Fig. 7-Measured penetrating stresses with worn cutter In dry, nonlnteractlng cuts In Tenne888e marble.
(cant. from Page 799)
300
00.52 INCH CUTIER
250 x 0.75 INCH CUTrER
F
(lbr) 200
150 I
/
~ /
100 I
/
50
0 0.00 0.02 0.04
is provided in Ref. 9. Cuts made with PDC cutters assisted by the high-pressure water jets were compared with identical cuts made with 80-psi [0.6-MPa] water jets and cuts made with no water jets at all.
A computerized data-acquisition system was used to sample three components of cutter force during each cut on the rock sample: a vertical or penetrating force, a horizontal drag force, and a horizontal side force. The nominal sampling rate of 75 cycles/sec [75 Hz] allowed several hundred samples of each force channel to be stored for each cut. At the end of each cut, the computer averaged the data and recorded the forces and other pertinent test data on floppy disk. These other data included rock type, cutter wear-flat area, cut depth, lateral dis-
SIERRA WHITE GRANITE
0
F = 2.55 X 104 D
L64
V F = 4.45 X 103 DL42 \ /
~'Y/ /
0./ BEREA /150 SANDSTONE
~ 0
0.06 0.08 0.10 012
DEPTH OF CUT, D (in.)
Fig. 8-Measured penetrating forces with sharp cutters In dry, nonlnteractlng cuts.
844
tances to adjacent cuts, and depths of the adjacent cuts.
Table 1 lists the characteristics of all cutters used in this test program. Cutters in various stages of wear were used to determine the effects of wear on cutter forces. New PDC cutters with sharp edges were used, as were cutters with machine-ground, laboratory-worn, and field-worn wear-flats. The machine-ground wear-flats were produced by grinding new cutters in a direction parallel to the direction of cutter travel. Cutters with field-worn wear-flats were removed from commercial bits that had been run in petroleum wells.
Laboratory-worn wear-flats were obtained with a vertical milling machine. A cubical specimen of Sierra White granite (3 ft [0.9 m] on each side) was placed on the mill table. The cutter/dynamometer system was attached to a moving head that traversed the top face of the rotating rock specimen. Because of the slow maximum feed rate of the traversing head (0.06 in. [0.15 cm] per table revolution), the resultant spiral cuts had significant overlap, which provided a means for rapidly wearing the cutters in the laboratory .
Cutter wear-flats were measured as follows. A piece of carbon paper was placed between two sheets of plain paper, and the three sheets were then placed between the cutter and the flat rock surface. The cutter was then vertically loaded to a static penetrating force level typical of the level encountered in cutting tests with the same cutter and rock. The portion of the cutter wear-flat that contacted the rock left a carbon impression on the plain paper. This impression was overlain with a fine rectangular grid (0.04 xO.04 in. [1 x 1 mm]), and the area was calculated by counting shaded blocks. Cutters with measured wear-flats ranging from 0.016 to 0.04 in. 2 [0.1 to 0.26 cm2] were tested in this study.
Two sizes of cutter were tested. Most had compact diameters of 0.52 in. [1.3 cm], the size traditionally used in PDC bits. Both new and laboratory-worn cutters with compact diameters of 0.75 in. [1.9 cm] were also tested. All cutters had backrake angles of 20°.
Finally, two types of cut were used: interacting and noninteracting. Fig. 4 illustrates noninteracting cuts, where the lateral spacing, d, between cuts is large enough that forces in a given test cut are not affected by the presence of previous, laterally adjacent cuts. We found that previous cuts do not affect the forces in a given test cut unless those previous cuts remove rock that otherwise would be removed in the test cut.
Fig. 5 illustrates the geometries of the interacting cuts, designed to simulate the interaction typical of PDC bits. The test cut here is the 0.08-in. [0.203-cm] cut, which was made after the adjacent O.04-in. [0.102-cm] cuts. The interaction shown in the symmetric case, for example, would be encountered with a bit on which two cutters near the same radial location are circumferentially located 180° from the test cutter. In the one-half rotation of the bit between the time the adjacent cutters pass through a given radial plane and the time the test cutter
August 1989 • JPT

passes through the same radial plane, the bit advances so that the test cut is at a lower level in the rock. A wide range of cutter interaction was achieved by varying d over a range of 0.05 to 1.25 in. [0.13 to 3.2 cm] in both the symmetric pattern (two adjacent cuts) and the asymmetric pattern (one adjacent cut).
Test Results: Dry, Noninteracting Cuts. Figs. 6 and 7 show the measured penetrating stresses, FlAw, plotted as a function of the depth of cut for worn cutters in dry, noninteracting cut tests. The behavior of the data for each rock type suggests correlations of the form
FIAw=C1Dnl, ................. (3)
where the constants C I and n I are determined from a least-squares fit of the data in log-log space. The curves in the figures show the values of C I and n I measured for each rock type. This simple form of correlation equation provides an adequate fit of the data.
The most significant result is that all the data for a given rock type collapse to approximately the same curve, regardless of the size or shape of the wear-flat or the diameter of the cutter compact. This suggests two important conclusions.
1. The penetrating force on a worn cutter for a given cut depth is directly proportional to the wear-flat area. This implies that for a given rock and set of operating conditions, the values of C I and n I can be determined with any cutter having a measurable wearflat, and those values should be valid for other stages of wear with the same cutter type.
2. For a given cut depth and wear-flat area, a worn, large-diameter cutter requires no greater' penetrating force than a smalldiameter cutter, yet the large-diameter cutter removes more rock. This suggests an improved cutting efficiency with increased cutter size, at least within the range of cutter sizes considered in this study.
The results for Sierra White granite and Tennessee marble indicate that for these hard rocks, penetrating stresses on the order of the compressive rock strength, Sc' must be imposed on the rock surface before sig-nificant penetration occurs. This suggests that the penetrating force component is im-portant in crushing the surface ofhard rocks, leading to cutter penetration. With the softer, more plastic Berea sandstone, however, significant rock penetration can be achieved with penetrating stresses much lower than the compressive rock strength. This suggests that with soft rocks, crushing of the rock surface is less important and the drag force component plays a greater role in machining, rather than crushing, the rock surface.
Fig. 8 shows penetrating forces measured with sharp cutters in dry, noninteracting cuts. Correlations of the form
F=C2Dn2 .............•..•..•. (4)
were determined, and the resultant values of C2 and n 2 are shown in the figure. These data indicate a surprising result: even
CU'ITER DRAG COEFFICIENT ,
1.4 ...... --.-....... T"""" ....... ......,r-""'-....,.--.-....... ....,.. ............. --r"-........ ...,
1.2 '" K.t = 0.90 + 2.2 D
Kd = Fd/F 0.8 t K. = 0.63 + 0.88 D
tifti ! 8 IJI 'i/IiO A. CUTTER WEARFLAT
(in') DIA.(in) TYPE 0.6
SIERRA WHITE GRANITE 0 0.016 0.52 F
0.4 0 0.017 o 52 F
'" o 017 0.52 F x o 020 0.75 L II 0.022 0.52 F.L 0 0.030-0 04 0.52 M.L 0.2 + 0.032 0.75 L v o 040 0.52 M.L
o ~--~~--~~~~~~~~~~~~~ 000 0.02 0.04 006 0.08 0.10 0.12
DEPrH OF CUT . D (in)
Fig. 9-Mea8ured drag coefficients with various worn cutters In dry, nonlnteractlng cuts In Sierra White granite and Beraa sandstone.
1.4
TENNESSEE MARBLE 1.2
CUTIER DRAG K. = 0.65 - 0.58 0 COEFFICIENT .
Kd = Fd/F 0.8
~ ! 1II , 0
0.6 0
18 ""0
A. CUTTER WEARFLAT 0.4 (in') DIA (in) TYPE
0 0.2
o 030 o 52 M
0 000 0.02 0.04 0.06 0.08 0.10 0.12
DEPrH OF CUT . D (in)
Fig. 10-Measured drag coefficients with worn cutter In dry, nonlnteractlng cuts In Tennessee marble.
Fig. 11-Measured drag coefficients with sharp cutters In dry, nonlnteractlng cuts.
JPT • August 1989 -------------------------------------- 845

40
FlA." 30
(kpsi)
20
10
SIERRA WHITE GRANITE
o o
FlAw = 1.34 X 105 D042
(DRY CUTS)
FlAw = 6.89 X lif DO.26
(2000 psi h
'V
'V
FlAw = 3.26 X 105 D093
( 4500 psi)
o 80 psi x 2000 psi 'V 4500 psi
o 0.00 0.02 0.04 0.06 0.08
DEPTH OF CUT , D (in.)
FIg. 12-Measured penetratIng stresses In nonlnteractlng cuts made wIth water-Jet assIstance.
CUTTER DRAG COEFFICIENT .
L4
1.2
Kd = Fd/F 0k3
0.6
0.4
0.2
SIERRA WHITE GRANITE
Kd = 0.63 + 0.88 D /( DRY CUTS )
080 psi x 2000 psi v 4500 psi
o ~~~----~--~----~--~----~--~--~ 000 0.02 0.04 0.06 0.08
DEPfH OF CUT . D (in)
FIg. 13-Measured drag coeffIcIents In nonlnteractlng cuts made wIth water-Jet assIstance.
50
FlAw 40
(kpsi)
30
20
x x .. __________ x _____ 7. _____ ¥ _____ * ___________________ ~ ___ ----------x-----------.. ---x.
+ *- x x x x x
. ____ x __ ~ ___ _t: __ : _____________________________________________________ . ___ . _____ •.• ____ . x
+ SIERRA WHITE GRANITE
+ SYMMETRIC PA'ITERN x ASYMMETRIC PATIERN
BEREA SANDSTONE
10 ::~:~::i::~::~::!::~:::::::~:::::~:::::::::::::::::::::::::!:::::::::::~:::::
o ~ M M M 1 ~
LATERAL DISfANCE TO ADJACENT CUT • d (in.)
in the sharp condition, the larger cutter requires no larger penetrating force than the smaller cutter. In fact, in the tests with Berea sandstone at O.OS-in. [O.203-cm] cut, the larger cutter actually required slightly lower penetrating forces than the smaller cutter.
Figs. 9 and 10 show the cutter drag forces, Fd , measured in the dry, noninteracting cuts with worn cutters, plotted as ratios with the penetrating forces, F. We define this ratio as the cutter drag coefficient,
Kd=Fd/F . .................... (5a)
We see that the drag coefficient is a function of the rock type, but it is relatively independent of the cut depth and wear-flat area. With a model available to predict F, it is then possible to estimate Fd:
Fd=KdF, .................... (5b)
where, e.g., Kd =O.64 for worn cutters in Sierra White granite and Tennessee marble and Kd =0.95 in Berea sandstone. The higher drag coefficient for Berea sandstone is consistent with the conclusion that the drag force component is more important with this rock type than with the harder rock types.
Fig. 11 shows drag coefficients for sharp cutters. When compared with the results for worn cutters, as represented by the curves, sharp cutters have consistently higher drag coefficients. Also, note that the larger cutter with deep cuts has slightly higher drag coefficients than the smaller cutter.
Test Results: Noninteracting Cuts with Water-Jet Assistance. Fig. 12 shows the cutter penetrating stresses measured with water jets impinging on the rock surface ahead of the cutter. Note that the stresses obtained with SO-psi [O.6-MPa] jets are similar to those measured in the dry cuts, as represented by the upper curve. The jet velocity at this low nozzle pressure is not sufficient to affect penetrating stresses, and the presence of water at the cutter/rock interface also has little effect. At elevated nozzle pressures, however, penetrating stresses are significantly reduced. With water-jet pressures of 2,000 psi [14 MPa], the penetrating stresses required to cut Sierra White granite to a given depth are reduced by 10 to 15%. With assistance from 4,500-psi [31-MPa] water jets, cutter penetrating stresses are reduced by 50 to 65 % .
Passes made over the rock surface without actual contact between the cutter and the rock revealed that the 2,000-psi [14-MPa] water jet alone did not cause visible damage to the rock surface. The observed reductions in penetrating stresses in this case probably result from improved cleaning at the cutter/rock interface. Efficient removal of cutting fines helps to maintain greater stress concentration in the rock at the cutting edge.
In contrast, the 4,500-psi [31-MPa] water jet alone caused considerable damage to the rock surface, even though the nozzle standoff distance was greater than 1.5 in. [3.S cm]. Though not a continuous cut, the
FIg. 14-Measured penetratIng streasesln dry, InteractIng cuts. path left by the water jet in the granite
846 ------------------------------------ August 1989. JPT

resembled a series of closely spaced irregular holes, some of which were up to 0.08 in. [0.203 cm] deep. The assistance given to the cutter by the water jet in this case resulted largely from a reduction in·the cutter cross-sectional area of cut and in the strength of the remaining;:ock surface.
Fig. 13 shows the drag coefficients measured in the water-jet-assisted, noninteracting cuts compared with the results for the dry cuts. The drag forces are reduced by the presence of water, but they are not greatly affected by jet pressure. This suggests that the reduction in drag coefficient is caused by the lubrication effect of water, which reduces the friction component of the drag force. This supports a model for the drag force that considers the force to be the sum of two components2 :
Fd=Fc+Ff . ................... (6)
We may divide Eq. 6 by F and recognize that the friction coefficient, Kf , is defined as the ratio Ff / F. The result is then
Kd=Fc/F+Kf . ................ (7)
We thus see that a reduction in friction coefficient should result in an equal reduction in drag coefficient. Measured friction coefficients between PDC cutters and Sierra White granite are approximately 0.16 under dry cutting conditions and 0.07 during cutting with low-pressure water jets directed at the cutter/rock interface. 11 A difference in friction coefficient of about 0.09 between the wet and dry cutting conditions is apparently translated to a comparable difference in drag coefficient between the two conditions, as predicted by Eq. 7 and confirmed in Fig. 13.
Test Results: Interacting Cuts. All interacting cuts were done dry. Fig. 14 summarizes the data and shows the measured penetrating stresses as a function of the lateral distance to adjacent, pre-existing cuts. For comparison, the upper and lower dashed lines for each rock type represent the penetrating stresses obtained with the dry noninteracting cuts at depths of 0.08 and 0.04 in. [0.203 and 0.102 cm], respectively.
At large lateral distances from the adjacent cuts, the geometry of the center test cut approaches that of a single, noninteracting cut ofO.08-in. [0.203-cm] depth (see Fig. 15). As the pre-existing adjacent cuts are placed closer together, cutter interaction reaches the level where the cross-sectional area of rock removed by the center test cut is the same as that removed in a single, noninteracting cut ofO.04-in. [O.I02-cm] depth. We should therefore expect the results obtained in Fig. 14, where the data approach the lower dashed line for each rock type at small values of d and the upper dashed line for each rock type at'large values of d.
Drag coefficients measured. in the interacting cut tests are comparable to those obtained in the noninteracting cut tests (see Ref. 12 for raw data). This indicates that the cutter drag coefficient is independent of cutter interaction. In other words, although both the penetrating and drag forces are
I--d ""
d---j
LARGE LATERAL SPAONG
~"i-'
\. + ./ ... s; ..... :';: -- .
SMALL LATERAL SPAONG
Fig. 15-lnteractlng cut patterns with large and small lateral spacing between cuts.
z
x
EQUIVALENT FLAT CUITING
De
.T
.... _ .. _ .... :._. . ..... / SURFACE
L ""-'-L.L.L.I.L.l-LLL.LL.L.LL.LJ...LJ.~-_ ~ __
11--< - W c -~·I
Fig. 16-Typical cutting pattern for worn cutter on leading face of POC bit.
0.10
0.08 ASYMMETRIC PA'ITERN
(in.)
0.06
0.04 SYMMETRIC PA'ITERN
0.02
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
LATERAL DISTANCE TO ADJACENT CUT, d (in.)
Fig. 17 -Calculated effective cut depth as a function of lateral distance to adjacent cuts In Interacting cut tests.
JPT·August1989---------------------------------------------847

50
SIERRA WHITE GRANITE ,t F / Aw 40
(kpsi)
30
20
10
x +
x + x x
x x
+ SYMMETRIC PATTERN x ASYMMETRIC PATTERN
BEREA SANDSTONE
0.00 0.02 0.04 0.06 0.08 0.10 0.12
EFFECTIVE DEPTH OF CUT, De (in.)
Fig. 18-Predicted and measured penetrating stresses in dry, interacting cut tests.
CIRCUMFERENTIAL WEAR ANGLE
(5 - 10°)
Fig. 19-5chematic of circumferential wear angle found to develop on field-worn cutters.
"Soft, plastic rocks tend to wear most of the flat at an
angle with respect to the rock surface, ... Hard,
brittle rocks and conditions under which cutter Impact
loading Is prevalent ... tend to wear the flat parallel to
the rock surface. . . ."
strongly affected by cutter interaction, the ratio of the two forces is relatively unaffected by the degree of interaction.
Cutter Interaction Effects Fig. 16 shows a typical cross-sectional area of cut for a worn cutter on the leading face of a PDC bit that imposes certain penetrating and drag forces on the cutter, depending on the type of rock, the wear-flat area, and the cutting conditions. It has been shown that the ratio of drag force to penetrating force in a given rock type is not heavily dependent on the cut depth or degree of cutter interaction. An equivalent noninteracting cut should then exist that would impose the same forces on the cutter as the actual cutting profIle in Fig. 16. The profile of the flat rock surface in such an equivalent cut is shown as the heavy dashed line. The location of the equivalent surface relative to the bottom of the cut is D , the effective depth of the equivalent no:'unteracting cut. By definition, the penetrating stress of the equivalent cut is equal to the penetrating stress of the actual cut. Because the defined geometry of the equivalent cut is that of a noninteracting cut, the effective cut depth is then related to the actual penetrating stress, as in Eq. 3:
F/Aw=C1(De)nl . ............. (8a)
In the case of a sharp cutter, the effective cut depth is related to the penetrating force, as in Eq. 4:
F=C2(De)nz . ................. (8b)
Inspection of Fig. 16 shows that the location of the equivalent flat surface would probably be at a midpoint location between the high and low points on the actual rock surface. A simple estimate of De would then be the mean height of the actual profIle:
De == _1 ).:l(x)dx. . ............. (9) we
This equation was numerically integrated for the interacting test cut configurations in Fig. 5 (see Ref. 12 for details). Fig. 17 shows the results of the integrations for both the symmetric and asymmetric interaction patterns. Note that, for these tests, the calculated value of De tends toward 0.04 in. [0.102 cm] at a small lateral distance to an adjacent cut; at a large lateral distance to an adjacent cut, De approaches 0.08 in. [0.203 cm].
The data points in Fig. 18 show the measured penetrating stresses associated with the calculated effective cut depths. The curves in this figure represent the predicted penetrating stresses given by Eq. 8a f~r the interacting test cuts, based on the nomnteracting cut test data (Fig. 6) and the described method for calculating De' The good agreement between the predicted and measured penetrating stresses provides the basis for developing a computer code that uses this procedure for estimating De and, subsequently, cutter forces in arbitrary bit designs. Ref. 4 describes this code.
Other Observations Considerable scatter exists in the data of Figs. 10 through 18. Because these tests were conducted under carefully controlled and monitored conditions, it is reasonable to assume that the scatter is inherent to the rock cutting process. For this reason, tests were generally conducted at least five times at each cut depth and degree of cutter interaction to ensure that the average effects of these parameters could be determined.
With each field-worn wear-flat, the diamond and a small length ofWC/Co wore parallel to the cutting direction. The remaining portion of the wear-flat, however, was inclined at an angle of 5 to 10° with respect to the cutting direction (Fig. 19). The field-worn cutters were run on a bit in relatively soft formations, where the wear resistance of the PDC layer relative to the WC/Co apparently dominated the wear process. The WC/Co wore at a higher rate, thereby tending to keep only a small length, L, of the total wear-flat length, LI' in contact with the rock. This tends to maintain the cutter in a sharper condition, giving rise to the self-sharpening capability usually attributed to PDC cutters. The WC/Co wear along the angled surface in this case is attributable mostly to contact with ground rock particles as they pass beneath the cutter.
The wear-flats worn in the laboratory against Sierra White granite, on the other hand, wore nearly parallel (within 1°) to the cutting direction. When the field-worn cutters described above were worn further in the laboratory against granite, they exhibited the same trend: a new wear surface developed parallel to the cutting direction. This suggests that the greater impact loading associated with hard-rock drilling, particularly in quartz-rich rock, tends to fracture off any portion of the PDC layer that is not fully supported by the WC/Co backup material. This tends to keep more of the
----------------------------------------------------------------------------Augu& 198geJPT 848

WC/Co in contact with the rock, creating a duller cutter condition. This wear mechanism could be a major contributor to poor bit life in hard or fractured rock.
Conclusions 1. The penetrating force imposed on a
worn PDC cutter at a given cut depth is nearly proportional to the wear-flat area in contact with the rock.
2. Within the limited range of PDC cutter compact sizes tested (0.5- to 0.75-in. [1.3-to 1.9-cm] diameter), the cutter penetrating force is independent of compact diameter, yet the volume of rock removed by each cutter increases with compact diameter. This implies that larger cutters are more efficient in rock removal than smaller ones.
3. The penetrating stress required to cut to a given depth with a PDC cutter can be significantly reduced by directing low- to moderate-pressure water jets onto the rock surface immediately ahead of the cutter. Reductions of 10 to 15% at 2,OOO-psi [14-MPa] nozzle pressure drop and 50 to 65 % reductions at 4,500-psi [31-MPa] nozzle pressure drop were measured with granite at atmospheric pressure.
4. Two distinct PDC cutter wear modes occur, depending on the type of rock drilled. Soft, plastic rocks tend to wear most of the flat at an angle with respect to the rock surface, which keeps a smaller area in contact with the rock and gives the cutter a self-sharpening capability. Hard, brittle rocks and conditions under which cutter impact loading is prevalent, however, tend to wear the flat parallel to the rock surface, leading to a larger area in contact with the rock and, consequently, higher cutting forces.
5. A method has been developed for using single-cutter data to predict cutter forces that arise when cuts overlap because of close lateral cutter spacing. The method considers an equivalent flat cutting surface and calculates an effective cut depth and cutter forces that are functions of the degree of cutter interaction experienced by each cutter.
Nomenclature Aw = cutter wear-flat area in contact
with rock, in. 2 [cm2] C1 = correlation constant in Eq. 3,
psi/in. n 1 [MPa/cm n 1] C2 = correlation constant in Eq. 4,
lbf/in. n2 [N/cmn2] d = lateral distance between center of
test cut and center of previous adjacent cut in single-cutter tests, in. [cm]
di = water-jet impingement distance, in. [cm]
ds = water-jet standoff distance, in. [cm]
D = cut depth, in. [cm] De = effective cut depth, in. [cm] D1 = adjacent cut depth, in. [cm]
F = cutter penetrating force, lbf [N] Fe = cutting force, lbf [N] Fd = cutter drag force, lbf [N] F f = cutter friction force, lbf [N] Kd = cutter drag coefficient K f = friction coefficient between
cutter and rock L = cutter wear-flat length in contact
with rock, in. [cm] L t = total length of cutter wear-flat,
in. [cm] Se = unconfined compressive rock
strength, psi [MPa] v = cutter speed with respect to rock
surface, ft/sec [cm/s] W = cutter wear-flat width at diamond
face, in. [cm] We = cut width, in. [cm] an = nozzle impingement angle,
degrees A = distance from equivalent bottom
of cut to rock surface at x, in. [cm]
Superscripts n 1 ,n2 = correlation exponents in Eqs. 3
and 4, respectively
Acknowledgments This work was supported by the U.S. DOE, Geothermal Technologies Div., at Sandia Nat!. Laboratories under Contract No. DE-AC04-76DPOO789.
References 1. Glowka, D.A. and Stone, C.M.: "Thennal
Response of Poly crystalline Diamond Compact Cutters Under Simulated Downhole Conditions," SPEJ (April 1985) 143-56.
2. Glowka, D.A. and Stone, C.M.: "Effects of Thennal and Mechanical Loading on PDC Bit Life," SPEDE (June 1986) 201-14.
3. Glowka, D.A.: "Implications of Thennal Wear Phenomena for PDC Bit Design and Operation," paper SPE 14222 presented at the 1985 SPE Annual Technical Conference and Exhibition, Las Vegas, Sept. 22-25.
4. Glowka, D.A.: "Use of Single-Cutter Data in the Analysis ofPDC Bit Designs: Part 2-Development and Use of the PDCWEAR Computer Code," JPT(Aug. 1989) 850-59.
5. Melaugh, J.F. and Saltzer, J.A.: "Development of a Predictive Model for Drilling Pressurized Shale with Stratapax Blank Bits, " paper presented at the 1981 ASME Energy Technology Conference, Houston, Jan. 19-22.
6. "Geothennal Technology Development Program Annual Progress Report, October 1983-September 1984," J.R. Kelsey (ed.), report SAND85-1138, Sandia Natl. Laboratories, Albuquerque, NM (Aug. 1985) 124-28.
Since 1978, David A. Glowka has been a member of the technical staff at Sandia Natl. Laboratories in Albuquerque, NM, where he has conducted research related to geothermal drilling and nuclear waste disposal.
7. Cortes, J. and Besson, A.: "Behavior of Polycrystalline Diamond Compact Cutters While Drilling in Bottornhole ConditionsField Applications," Proc., Int!. Conference on Geothennal Drilling and Completion Technology, report SAND81-0036C, Sandia Natl. Laboratories, Albuquerque, NM (Jan. 21-23, 1981) 11-1-11-18.
8. Maurer, W.C.: "Bit-Tooth Penetration Under Simulated Borehole Conditions," JPT (Dec. 1965) 1433-42; Trans., AIME, 234.
9. Chahine, G. L. et al.: "Internal and External Acoustics and Large Structures Dynamics of Cavitating Self-Resonating Water Jets," report SAND86-7176, Sandia Natl. laboratories, Albuquerque, NM (Oct. 1987).
10. Jones, I.R. and Edwards, D.H.: "An Experimental Study of the Forces Generated by the Collapse of Transient Cavities in Water," J. Fluid Mech. (1960) 7, 596-609.
11. Hibbs, L.E. Jr. and Sogoian, G.C.: "Wear Mechanisms for Polycrystalline Diamond Compacts as Utilized for Drilling in Geothennal Environments-Final Report, " report SAND82-7213, Sandia Nat!. Laboratories, Albuquerque, NM (May 1983).
12. Glowka, D.A.: "Development of a Method for Predicting the Perfonnance and Wear of PDC Drill Bits," report SAND86-1745, Sandia Nat!. Laboratories, Albuquerque, NM (Sept. 1987).
51 Metric Conversion Factors in. x 2.54* E+OO cm
in. 2 x 6.451 6* E+OO cm2
lbf x 4.448 222 E+OO N psi x 6.894 757 E+OO kPa
• Conversion factor is exact.
Provenance Original SPE manuscript, The Use of Single-Cutter Data in the Analysis of PDC Bit Designs, received for review Oct. 5, 1986. Paper accepted for publication Feb. 22, 1988. Revised manuscript, Use of Single-Cutter Data in the Analysis of PDC Bit Designs: Part I-Development of a PDC Cutting Force Model, received March 16, 1989. Paper (SPE 15619) first presented at the 1986 SPE Annual Technical Conference and Exhibition held in New Orleans, Oct. 5-8.
JPT
JPTeAugum1989----------------------------------------------------------------------------849