Embed Size (px)
Citation preview

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
1
Aravind S
undararajan, Graduate S
tudent&
Brian G
. Thom
as, Wilkins P
rofessor
Dep
artmen
t of M
echan
ical & In
du
strial En
gin
eering
Un
iversity of Illin
ois at U
rban
a-Ch
amp
aign
Mo
delin
g h
eat transfer &
dep
ression
form
ation
in A
l-strip
casting
CC
C A
nn
ual R
epo
rtU
IUC
, June 12, 2007
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
2
Plan
ar Flo
w M
elt-Sp
inn
ing
(PF
MS
) Pro
cess
Metal E
ntry
Crucible
Nozzle
Contact zone
Strip
Copper-B
eryllium
Wheel
φ φ φ φ 24"
Zo
ne III
( Θ3 )
Zo
ne I (Θ
1 )
Zo
ne II (
Θ2 )
Nozzle
Shell
Upstream
Meniscus
Dow
nstreamM
eniscus
G
L
TVc
Contact zone (close-up view
)
∆∆∆ ∆T
s ∆∆∆ ∆P
BD
z yr
50mm
304 mm12.7mm
Plate
Zone II
Zone I

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
3
Qu
ality Issue: S
trip su
rface defect
Liquid side
5 mm
Wheel side
BA
AB
Liq
uid
side (L
S)
Wh
eel side (W
S)
53 mm
λλλ λ= ~ 5 m
m
•Sa
mp
le N
o.: E
TF
a01
-04
(Al –
7%
Si a
lloy)
•Perio
dic w
avy surface d
epressio
ns o
bserved
on
bo
th
sides o
f the strip
•D
eepe
r dep
ression
on
liqu
id sid
e (visual in
spe
ction
)•
Dep
ression
s sepa
rated b
y a p
itch (
λ)=
~ 5
mm
Casting
direction
Wavy tran
sverse su
rface dep
ressions
z yr
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
4
Math
ematical M
od
el Descrip
tion
z yr
GA
P/ W
heel-strip interface (h
gap )
Liquid stripSolid strip
Wheel hot outer
face
Wheel cold inner
face
∆z
∆rs
Tliq +
delta
Tam
b
qsup
1nn1
qs
qw
qam
b
Aluminum stripCu-Be wheel
Strip cold face
Strip hot face
∆rw
Go
vernin
g E
qu
ation
Qr T
t k
r T
r k
r Tk
t Tc
p+
∂ ∂∂ ∂
+∂ ∂
+∂ ∂
=∂ ∂
2
2
2
ρ
Mo
del A
ssum
ptio
ns
•N
egligible heat loss along strip width.
•N
o slipping between strip &
wheel
•S
trip thickness doesn’t change after exiting Zone I
•Large P
enum
ber obtained for wheel &
strip for length scale of 0.2 m
m .
•T
hus circumferential conduction in the w
heel and conduction in strip along casting direction neglected.

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
5
Pro
cess Co
nd
ition
s (# OD
SU
06_43, cycle nu
mb
er3)
Al-7
% S
iA
lum
inu
m G
rade
Cu
-Be
Wh
eel G
rade
52
mm
Strip
wid
th (W
)
31
.7 oC
Tinitial (w
heel)
31
.7 oCT
(am
bien
t)
(3.1
3,1
5, 3
43
.87
)A
ng
les (θ1 , θ
2 , θ3 ) in
deg
0.8
G =
do
ma
in h
eig
ht: (m
m)
16
.6L =
Pu
dd
le leng
th (m
m)
1.5
D =
No
zzle op
enin
g w
idth
(mm
)
16
B =
No
zzle Brea
dth
:
7.0
2V
c = W
hee
l spe
ed (lin
ear) (m
/s):
10
0∆
Ts =
Su
pe
rhea
t: (K)
2.4
t = co
ntact tim
e (m
s):
0.2
15
T =
Strip
thickn
ess (mm
)
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
6
Pro
cess Param
eters & M
aterial Pro
perties
25
.0H
.T co
efficient (w
heel-a
mb
ient) W
/ m 2K (w
hee
l sides)
0.3
3m
0.0
00
1 sec
to
F(tca
st ) 22
5 G
H.T
coefficien
t (wh
eel-strip) W
/m 2K p
ud
dle reg
ion
ho
25
.0H
.T co
efficient (w
heel-a
mb
ient) W
/ m 2K (in
side &
ou
tside)
0.2
91
Wh
eel In
ne
r radiu
s (m)
0.3
04
Wh
eel O
uter rad
ius (m
)
614
Liquid
us ( oC
)
555
Solidu
s ( oC)
417
Latent Heat o
f Fu
sion (K
J/ Kg
)
2400
8900
Den
sity (kg/m3)
1190
418
Sp
ecific Heat (J/kg
K)
Co
nductivity (W
/m K
)
Therm
o-physical Properties
135
260
StripW
heel

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
7
Sim
ulatio
n C
on
ditio
ns
Variation of conditions throughout the cast
0.272
11
910.00
360
25
.00.2721
0.258
41
813.82
341
.872
3
hg
ap =
f(ttcast )0.0137
0.011
37
9.58
15
2
hg
ap =
f(ttcast )0.0024
0.002
41
6.60
3.128
1
h (W/m
2K)
Cum
ulative time (sec)
Tim
e (sec)D
istance (mm
)θ
(deg)Z
ones
0.2
5D
om
ain
heig
ht (G
) in m
m
25
0
25
0
10
-9 -----
0.0
01
ST
RIP
1D
(with
sup
erhea
t flux)
Para
me
ters
Mesh
size (dz) in
mm
No
of n
od
es in strip
No
of n
od
es in w
heel
Tim
e in
crem
en
t (dt) in
sec
Mesh
size (dr) in
mm
•Tem
perature criterion for determining S
hell Thickness: 614 oC
(0% solid)
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
8
Test problem
with:
�constant properties
�no w
heel
�S
imple conduction through liquid m
oving with strip
Mo
del D
evelop
men
t

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
9
Eu
lerian F
luid
-Flo
w m
od
el (FL
UE
NT
)
•T
he m
od
el dom
ain co
mp
rises of liqu
id reg
ion (T
>
614
oC)
•T
he fluid
mo
ving
with
the strip
along z direction
at a
speed
of 7
.02 m
/s is equivalent to
the tran
sient A
BA
QU
S
and
ST
RIP
1D
mo
dels form
ulated
in a Lagrang
ian F
rame
w
ith sim
ple co
nductio
n th
rough
the sup
erheated liquid
.
•Using
fixed tem
p lo
wer B
C, o
utputs the h
eat flux (sup
er h
eat) at the solidification
front which
enters th
e solid
strip
.
•T
his h
eat flux is input as a “su
perh
eat flux”cu
rve in
to
the S
TR
IP1
D M
odel
G
L
T714oC
614oC
7.02 m/s
Fluid in m
otion
Stationary strip
z yr
q = 0D
om
ain an
d B
Cs
•A
rea und
er the g
raph g
ives the total S
up
erheat flux of
1.072
MW
/m en
tering th
e dom
ain.
Heat flux V
s. distance
0 50
100
150
200
250
300
350
400
450
00.005
0.010.015
0.020.025
dista
nce
(mm
)
heat lfux (W/m2)
Superheat flux from
Fluent
Superheat flux to S
trip 1DS
TR
IP1D
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
10
Strip
1D V
S. A
baq
us 2D
Mo
del, delta=
3
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
00.001
0.0020.003
0.0040.005
Tim
e (se
c)
Strip Thickness (mm)
STR
IP1D
AB
AQ
US const props
STR
IP1D
using superheat flux from F
LU
EN
T, dom
ain =1.5mm
STR
IP1D
using superheat flux method, D
omain=0.25m
m
Co
mp
arison
of sh
ell gro
wth
Vs. tim
e betw
een A
BA
QU
S
and
Strip
1D (2 versio
ns)
•S
TR
IP1D
run with sim
ple conduction in liquid (constant K=
135 W/m
K and c
p = 1190 J/K
g K)
•A
BA
QU
S run w
ith constant properties
•S
TR
IP1D
run with superheat flux input from
Fluent
Solidus
Liquidus
All 3 m
ethods match!

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
11
Tem
peratu
re alo
ng d
omain
400
450
500
550
600
650
700
750
00.2
0.40.6
0.81
1.21.4
1.6D
istance
(y) alon
g the
do
main
(mm
)
Temperature ( oC)
STR
IP1D
without superheat flux input
STR
IP1D
with superheat flux input
AB
AQ
US 2D
Model
Tem
peratu
re alon
g th
e do
main
heig
ht at vario
us tim
e in
tervals for A
BA
QU
S vs. S
TR
IP1D
t = 0 s
t = 0.0014 s
t = 0.0037s
t = 0 s
•S
TR
IP1
D ru
n w
ith K
=1
35
W/m
K an
d cp = 1
19
0 J/K
g K
for L=
23
.3 m
m
•A
BA
QU
S ru
n w
ith co
nstan
t pro
pe
rties
•S
TR
IP1
D ru
n w
ith su
perh
eat flux in
pu
t from
Flu
ent
Solidus
Liquidus +
delta
Pour tem
perature
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
12
Salient Features of the M
odel
Mode
ling Interface
/gap hea
t transfe
r coefficie
nt as
a function individua
l cycle tim
e
of cast, i.e. hgap
= f (tcast )
Supe
rhea
t Flux de
livery into the
pool take
n into account from
sepa
rate 2D
Eule
rian m
odel of fluid flow
/ heat tra
nsfer in liquid pool
Ga
p effect on hea
t transfe
r coefficie
nt
Mode
ling of therm
ocouple e
ffect in w
heel
Mo
del A
pp
lication
to a realistic case I
ST
RIP
1D m
odel of transient heat conduction in wheel, gap, and
strip for series of cycles for sample # O
DS
U06_43

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
13
Velo
city & tem
peratu
re in th
e liqu
id p
oo
l and
S
up
erheat flu
x pro
file from
Flu
id-flo
w M
od
el
Superheat H
eat Flux Profile
0 10 20 30 40 50 60 70 80
00.002
0.0040.006
0.0080.01
0.0120.014
0.0160.018
distance (mm
)
Heat flux (MW/m2)
t=0.215m
m - F
LUE
NT
t=0.168m
m - F
LUE
NT
t=0.168m
m using superheat ratio m
ethod
Courtesy: R
ajneesh Chaudhary
Area under the curve: (T
otal superheat flux into the dom
ain)
•0.215m
m strip : 427 kW
/ m (100 K
superheat)
•0.168 m
m strip : 353 kW
/ m ( 78.3K
superheat)
•S
trip thickness observed to decrease with
domain height (G
)
•heat flux (t=0.168m
m) =
heat flux (t=0.215m
m
)*superheat ( t=
0.168mm
)/superheat(t=0.215m
m)
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
14
Heat B
alance (p
ud
dle exit)
100
75
Sup
erheat tem
peratu
re ( ∆
T) d
eg
0.215
0.168
(0.2
37 **)
Strip
Th
ickness
(mm
)
427
407
421
0.80
353
323
328
0.61
Total h
eat -F
luent
(const tem
p) (kW
/m)
To
tal Heat –F
luen
t,(in
sulated) (kW
/m)
Sup
erheat
(kW/m
)G
ap(m
m)
o
p p
*
**
t*
q
t*
T*
qT
m kW
/
353
of
fluxa
for
etem
peratur
Superheat
etem
peratur
superheatof
effect
equivalent
an
to
STR
IP1D
),(from
thickness
shellof
effect
the
Converting
m/kW
*.
*.
Tc
mq
sm/
kg.
.*
.*
tm
mm
.t
m/kW
*.
*.
Tc
mq
sm/
kg.
.*
.*
tm
mm
.t
75237
427
215100
353
421100
31161
623
623
027
0002150
2400
2150
329100
31161
832
832
027
0001680
2400
1680
21
11
22
2 1
==
∆=
∆
==
∆=
==
= =
==
∆=
==
= =
•
•
•
•
νρ
νρ
•S
uperheat should match total heat com
puted by Fluent (insulated). It com
es close (within
3.5% error)
•** thickness value obtained from
ST
RIP
1D for a superheat flux of 353 kW
/m

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
15
Gap
heig
ht V
s. time : E
xperim
ental d
ata for sam
ple
OD
SU
06_43
Gap
Vs T
ime
y = -0.0833x + 0.7843
y = -0.0879x + 0.8707
0
0.2
0.4
0.6
0.8 1
00.5
11.5
22.5
3
Tim
e, t (se
c)
Gap, G (mm)
Highs
Lows
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
16
Effect o
f Gap
(mm
) on
h0 (kW
/ m2
)
•E
mpirical relation betw
een h0 and G
ap (G) : h
0= 225 G
h0 vs. G
, gap
100
120
140
160
180
200
220
0.50.55
0.60.65
0.70.75
0.80.85
0.9
G, gap (m
m)
h0 (kW/ m2 K)
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
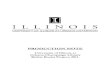
17
Heat tran
sfer coefficien
t Vs. tim
e
0 20 40 60 80
100
120
140
160
180
00.003
0.0060.009
0.0120.015
0.018
time
(sec)
Heat transfer coefficient hgap (KW/m2K)kW/ m2 K G
ap H
eat transfer co
efficient (h
gap ) as a
fun
ction
of tim
e
00
00
0
,0
,m
ga
p
I
ht
t
ht
ht
tt
t
<<
=
≤<
m =
0.33, to = 0.0001 sec
h0 =
170 kW/ m
2K
(=225 G),
tI =cycle tim
e
Zone I
Zone II
Loss of C
ontact betw
een strip & w
heel
Zone III
( ham
b = 25 W
/m2K
)
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
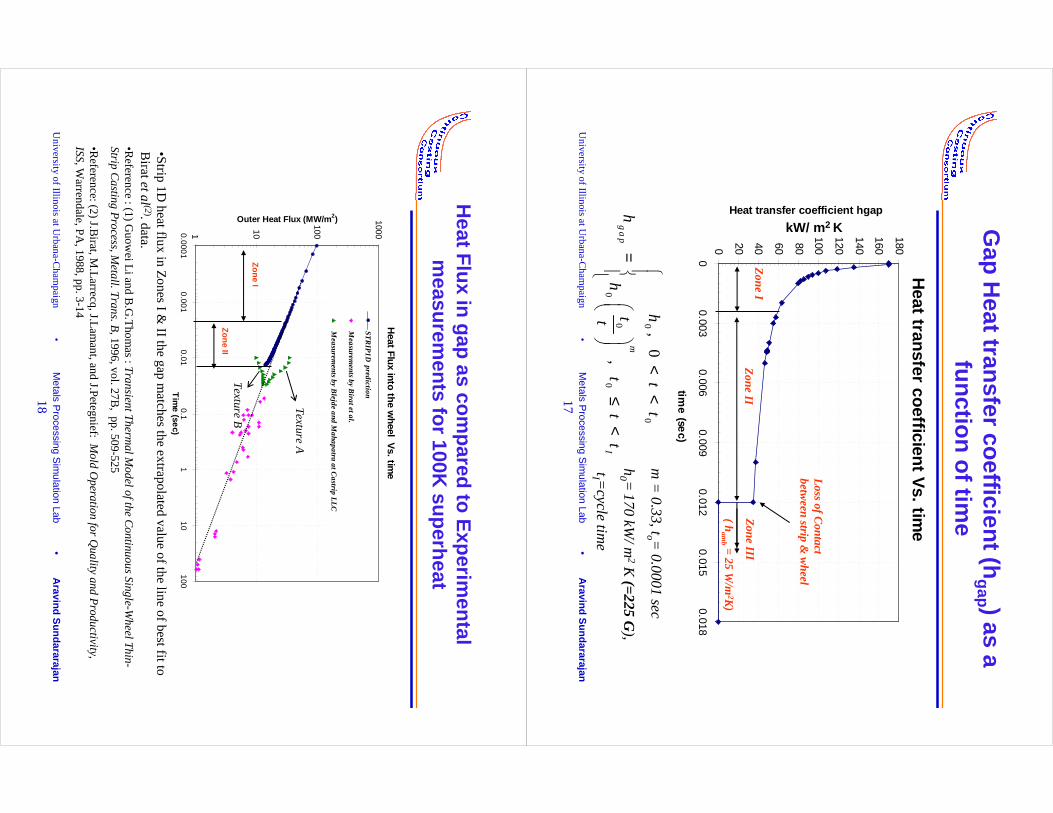
18
Heat Flux into the w
heel Vs. tim
e
1 10
100
10000.0001
0.001
0.010.1
110
100T
ime
(sec)
Outer Heat Flux (MW/m2)
STR
IP1D
prediction
Measurem
ents by Birat et al.
Measurem
ents by Blejde and M
ahapatra at Castrip L
LC
Texture A
Texture B
Zo
ne I
Zo
ne II
Heat F
lux in
gap
as com
pared
to E
xperim
ental
measu
remen
ts for 100K
sup
erheat
•Strip
1D
heat flu
x in Z
on
es I & II th
e g
ap m
atches
the e
xtrapo
lated va
lue o
f the lin
e of b
est fit to
Bira
t et al (2). data
. •R
eference : (1
) Guo
wei Li an
d B
.G.T
hom
as :
Transient Therm
al Model of the C
ontinuous Single-Wheel Thin-
Strip Casting P
rocess, Metall. T
rans. B, 199
6, vol. 27
B, pp
. 509-52
5
•Referen
ce: (2) J.B
irat, M.Larrecq
, J.Laman
t, and J
.Petegn
ief: Mold O
peration for Quality and P
roductivity, ISS, W
arrend
ale, PA
, 1988
, pp. 3
-14

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
19
Acco
un
ting
for co
nvective h
eat transfer
from
the w
heel sid
es
3
3
32
2
2
32
2
22
2
89
55
80
95
5
29
13
04
50
30
44
29
13
04
50
20
43
04
4
mm
/W
)T
T(h
.Q
mm
/W
Th
.)
Q(source
Heat
.e.i
mm
/W
T)
Π(
)Π
(h
V
ThA
sides
wheel
from
ovedvolum
e)rem
unit(per
H
eat
WT
hA sides
from
out
taken
heat
Total
mm
)Π
( w
heel(V)
of
Volum
e
mm
)Π
( sides(A
) w
heelon
Area
sides w
heelthe
on
surfaces
4 account
into
T
aking
airi
sides
sides
−=
∆=
∆−
=∆
=
∆= −
=
−=
304 mm
50mm
12.7mm
Wheel
Plate
•2
plates o
ne o
n e
ach
side o
f the w
he
el with
2 su
rface
s each co
ntrib
ute to
a tota
l of 4
surfa
ces
Tre
ating the
Conve
ctive he
at tra
nsfer on w
heel side
s as a hea
t source
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
20
Shell Grow
th Profile
0
0.05
0.1
0.15
0.2
0.25
0.30.00000.0030
0.00600.0090
0.01200.0150
Tim
e (se
c )
Shell Thickness (mm)
•S
olid
she
ll (T=
55
5 oC
) occu
rs at Z
on
e 2.
•Co
olin
g rate=
(Tliq -Tsol )/tsol , w
here
tsol –so
lidifica
tion
time
•Co
olin
g rates C
old
face : 58
00
K/sec;
Ho
t face
: 60
00
K/sec
Sh
ell Gro
wth
as a fun
ction
of tim
e
Zone I
Zone II
f :Solid fraction
f :0.3f :0.5
f :0.8
Liquidus
Solidus
Cold F
ace
Hot F
ace

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
21
Metallo
grap
hy &
SD
AS
(m
easured
by C
orm
ac Byrn
e et.al)
SD
AS
Vs. S
olid
ification
time
0 1 2 3 40.00250.003
0.00350.004
0.0045
So
lidifica
tion
time
(sec)
SDAS (micrometers)
Experim
ental measurem
ents
STR
IP1D
predicted SD
AS
•F
ree side of the strip exposed to atmosphere
•S
TR
IP1D
model used to obtain solidification tim
e (tsol )
•U
sed Spinelli et.al m
odel to predict the SD
AS
of the strip accordingly
33
30
79
45
.sol )
t.
(=
λ
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
22
Shell Grow
th Profile
0
0.05
0.1
0.15
0.2
0.250.00000.0004
0.00080.0012
0.00160.0020
0.00240.0028
Tim
e (se
c )
Shell Thickness (mm)
•Solidifica
tion rate =
0.082 m/s
(Within ra
nge of 0.05m
/s and 0.1 m
/s as re
ported by B
yrne e
t al., 2005)
Sh
ell Gro
wth
as a fun
ction
of tim
e
Zone I
Zone II
Liquidus
0.082m/s

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
23
Acco
un
ting
for h
eat loss d
ue to
the
therm
oco
up
le (TC
) emb
edd
ed in
the w
heel
•The
TC
em
bedde
d 2mm
below
the substra
te surfa
ce
•Not in pe
rfect conta
ct with the substra
te there
by ca
using an a
irga
p
•This re
sists the hea
t flow to the
therm
ocouple the
reby low
ering the va
lue of the a
ctual
substrate
tem
pera
ture.
•Thus T
C ha
s been treate
d as a
set of re
sistors and
a rela
tion betwee
n the m
ea
sured a
nd pre
dicted te
mpe
rature ha
s been obta
ined.
Fast-response K
-type MedT
hermterm
ocouplex
y
z
Sensor
Screw
threads1.3 cm
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
24
2.34E+03
R06 (K
/W)
(total resistan
ce)
5.87E+02
(R56 )
3.45E+02
(R45 )
2.90E+01
(R34 )
3.76E+02
(R23 )
4.10E+02
(R12 )
5.97E+02
(R01 )
l/kA (K
/W)
2.07E-06
3.14E-06
4.07E-05
3.14E-06
5.03E-07
5.03E-07
A(m
2)
1.10E+01
1.10E+01
1.10E+01
1.10E+01
1.10E+01
1.00E-02
k(W/m
K)
1.63E-03
2.00E-03
7.20E-03
2.00E-03
8.00E-04
8.00E-04
d(m
)
Infinitely longL
56
1.19E-02
L45
1.30E-02
L34
1.30E-02
L23
2.27E-03
L12
3.00E-06
Lair
L(m
)
wire-am
b(5)
part 4
part 3
part 2
part 1
Airg
ap(0)
Param
eters
12
.7 m
m
12
4W
ire (5)
Air g
apT
0
Tam
b
T1
Cu
-Wh
eel
2 m
m th
ick
36
(amb
)
Sch
ematic o
f TC
emb
edd
ed in
the w
heel

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
25
Wh
eel temp
erature (2m
m d
eep) V
s. time b
etween
S
TR
IP1D
and
Exp
erimen
tal data (100 K
sup
erheat)
•S
TR
IP1D
run wheel tem
perature values match the trend suggested by the
experimental runs
•Faster cooling observed in real, ow
ing to the behavior of the wheel as a
lumped system
during ambient cooling.
Wheel tem
p Vs. tim
e
0 20 40 60 80
100
120
01
23
45
67
89
10
Time
(sec)
Wheel temp ( oC)
Exp
erimen
tal measu
remen
t 2mm
belo
w w
heel su
rface
adju
sted acco
rdin
g to
resistance m
etho
d
2 mm
belo
w su
rface
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
26
Wh
eel temp
erature (2m
m d
eep) V
s. time b
etween
S
TR
IP1D
and
Exp
erimen
tal data (100 K
sup
erheat)
•Z
OO
M IN
for Cycle no: 5
Wheel tem
p Vs. tim
e
0 20 40 60 80
100
120
11.1
1.21.3
1.4
Time
(sec)
Wheel temp ( oC)
Exp
erimen
tal measu
remen
t 2mm
belo
w w
heel su
rface
adju
sted acco
rdin
g to
resistance m
etho
d
2 mm
belo
w su
rface

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
27
Strip
thickn
ess Vs. tim
e
0
0.05
0.1
0.15
0.2
0.25
0.3
00.5
11.5
22.5
3
time
(sec)
Strip thickness (mm)
Experim
ental Data
Lows - S
TR
IP1D
Highs - S
TR
IP1D
Sh
ell thickn
ess Vs. tim
e betw
een S
TR
IP1D
and
E
xperim
ental resu
lts for (100 K
sup
erheat)
start and end points are red
•D
ecreasing gap during cast considerably alters the heat transfer coefficient w
hich results in reduced strip thickness as observed.
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
28
Mo
del A
pp
lication
to realistic case II (O
DS
U06_42)
Temperature vs. tim
e
0 20 40 60 80
100
0.01.0
2.03.0
4.05.0
6.07.0
8.09.0
10.0
Tim
e (s)
Temp. (o C)
Experiem
ental data : TC tem
perature
STR
IP1D
predictionTC tem
perature
Strip thickness Vs. time
0
0.05
0.1
0.15
0.2
0.25
0.3
00.5
11.5
22.5
time (sec)
Strip th ickness (mm)
Experim
ental Data
Lows
Highs
•Good agreem
ent observed between m
odel predictions and experimental
observations
11
.671
1.3
Tim
e in Z
one II (m
s)
0.225
0.215
Sh
ell Thickn
ess (mm
)
5800
6000
Co
oling rate ( o /sec)
2.51
2.36
Tim
e in Z
one I (m
s)
16
16
.6P
uddle length
(mm
)
14
.01
5.0
An
gle in zon
e II ( o)
399
.25
427
.44
Sup
erheat (kW
/m)
6.36
OD
SU
06
_42
(II)
Velo
city (m/s)
Param
eter
7.02
OD
SU
06
_43
(I)

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
29
Shell Grow
th Profile
0
0.05
0.1
0.15
0.2
0.25
0.30.00000.0030
0.00600.0090
0.01200.0150
Tim
e (se
c )
Shell Thickness (mm)
Sh
ell Gro
wth
as a fun
ction
of tim
e for C
ase II
Zone I
Zone II
f :Solid fraction
f :0.3f :0.5
f :0.8Liquidus
Solidus
Cold F
ace
Hot F
ace
•S
olid
she
ll (T=
55
5 oC
) occu
rs at Z
on
e 2.
•Co
olin
g rates C
old
face : 56
00
K/sec;
Ho
t face
: 58
00
K/sec
•Criterio
n fo
r Zo
ne
II exit is wh
en sh
ell is co
mp
lete
ly form
ed.
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
30
Co
mp
utatio
nal D
om
ain &
2D F
E M
esh #
ET
FA
01-101
l= 2.5 mm
t= 0 s
tc = L
/Vc
= 0.003605 s
Vc = 6.23 m
/s
WH
EE
L
Dom
ain
(lx
w)
G= 0.7874 m
m
Liquid
puddlew
= 0.2 mm
L= 22.45 m
m
Crucible
Crucible
•D
om
ain
size: 0
.2 (th
ickness)
x2
.5 (le
ng
th) m
m
•W
S d
epressio
n m
od
eled as a cylin
drica
l trench
run
nin
g thro
ug
h strip
wid
th (B)
•N
ote: w
= 0
.2 m
m >
T=
0.1
72
mm
: ~1
4%
liqu
id in
side
do
ma
in afte
r end
of a
nalysis (t=
tc )
T
B
λλλ λ= 5 m
mr= 0.03 m
mw
xl
Liq
uid
side
Wh
eel side
xy

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
31
2D F
E M
esh &
Th
ermal B
ou
nd
ary con
ditio
n
hw
heel
l= 2.5 mm
0.2 mm
Air
Alu
min
um
•4
nod
ed lin
ear q
uad
s (DC
2D
4 in
AB
AQ
US
)•
Mesh
size: ~
4.7
5 x4
.75
micro
ns n
ear W
S d
epressio
n•
Wh
eel no
t inclu
de
d in
the
rma
l analysis
•C
auch
y-type B
C a
pp
lied o
n su
rface, S1
r = 30 µ µ µ µ m
S1
r= 0.03 m
m
Liq
uid
side
Wh
eel side
xyU
niversity of Illinois at U
rbana-C
ham
paign
•M
etals Processing S
imulation Lab
•A
ravind
Su
nd
ararajan
32
Develo
pm
ent o
f a 3D an
alysis
T
B
R0.03 m
mw
= 0.2 mm
l = 2.5 mm
λλλ λ= 5 m
m
0.12 mm
λλλ λ= 5 m
m
w = 0.2 m
ml = 2.5 m
mb
= 0.06 mm
r= 0.03 m
m
•2D
analysis:W
S d
epressio
n is a cylin
drica
l trench
•3D
analysis:W
S d
epressio
n co
mp
rises of ro
ws o
f equ
ally spa
ced
( λ
= 1
20
µm
) he
misp
herica
l craters (r
= 3
0 µ
m)
Liq
uid
side
Wh
eel side
x yz
x
y

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
33
3D F
E M
esh &
Th
ermal b
ou
nd
ary co
nd
ition
s
Crater w
ith r
= 3
0 µ
m(W
S d
epressio
n)
Crater cavity
filled w
ith air
r = 0.03 mm
O(0,0,0)
2.5 mm
0.06 mm0.2 mm
O(0,0,0)
0.03 mm
•S
tructu
red m
esh
with
8 n
od
ed lin
ea
r bricks (D
C3
D8
in
AB
AQ
US
)•
Me
sh size: ~
3.7
5 x3
.75
x 3.7
5m
icron
s near W
S d
epre
ssion
•C
auch
y-type B
C a
pp
lied o
n su
rface, S1 : h
wheel =
1.7
x1
05
W/m
2K
•S
imu
latio
n co
nd
ition
s iden
tical to
2D
analysis
hw
heel
S1
xy zU
niversity of Illinois at U
rbana-C
ham
paign
•M
etals Processing S
imulation Lab
•A
ravind
Su
nd
ararajan
34
Tem
peratu
re con
tou
r &
LS
dep
ression
caused
by a sin
gle crater
0.172 mm
Far-field shell edge
SH
ELL
WS
crate
r r= 30 µ
m
LS
depre
ssiond =
31.24 µm
Liquid side
shell profile along y-dire
ction T
emperature ( oC
)
xy
z

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
35
Co
mp
arison
betw
een m
easured
&
pred
icted L
S d
epressio
n sh
apes
SH
ELL
172 µµµµm
Wh
eel sid
e crater
Liqu
id sid
e d
epressio
nP
redictedM
easured
56 µµµ µm
16 µµµ µmP
redicted
pro
file
•G
oo
d m
atch
con
firms th
e valid
ity of m
od
eling
me
tho
dolo
gy
•F
orm
atio
n o
f LS d
epressio
n is a
hea
t transfe
r-driv
en p
hen
om
ena in
the
presen
ce of a ro
w o
fcra
ters o
n th
e o
pp
osite (w
hee
l) side o
f the strip
University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
36
Co
nclu
sion
s
•T
he su
perh
eat flu
x mo
de
l used
is a re
alistic treat
men
t of th
e effect of th
e 2-D
fluid
flow
o
n h
eat transfer in
the liq
uid
and
associa
ted effe
ct o
n th
e strip
solid
ificatio
n an
d co
olin
g•
ST
RIP
1D
pred
iction
s ma
tches sim
ultan
eou
sly with
tim
e-dependentexp
erimen
tal
me
asure
men
ts of
wheel tem
peraturean
d strip thickness
(given
me
asure
d
puddle length
, gap
thickn
ess, strip sp
eed
, and
oth
er casting
con
ditio
ns).
•T
he p
articula
r cho
ice of co
nstan
t therm
o-p
hysical
pro
pe
rties used
in S
TR
IP1
D reaso
nab
ly m
atch
bo
th re
alistic tem
pe
rature
-dep
end
ent p
rop
erti
es an
d co
nstan
t in an
AB
AQ
US
sim
ula
tion
.•
Gap
variation
s seem
to d
ecrease h
eat tran
sfer co
efficien
t in th
eco
ntact reg
ion
wh
ich
explain
s the va
riation
in sh
ell thickn
ess.•
Heat tran
sfer n
ear T
C is affe
cted b
y heat lo
ss thr
ou
gh
sides an
d&
TC
wire, w
hich
ha
s b
een taken
into
acco
un
t.•
Th
e shell g
row
th p
rofile a
lso sh
ow
s that th
e strip is m
ush
y evenafte
r it enters Z
on
e II and
sh
ell rapid
ly form
s on
ly at the en
d o
f Zo
ne II.
•Z
on
e II end
s wh
en th
e she
ll solid
ifies com
ple
tely an
d is stro
ng
eno
ug
h to
shrin
k and
leave th
e wh
eel.
•C
om
pu
tation
al mo
dels h
ave be
en d
evelop
ed to
simu
late
fun
da
men
talp
hen
om
ena
du
ring
in
itial so
lidificatio
n.
•M
od
els can a
lso in
clud
e effect o
f surface ten
sion
, stra
in-ra
te, and
ph
ase-d
ep
end
ent
me
chan
ical beh
avior, stress, an
d sh
rinkag
e•
Practica
l insig
hts can
been
gain
ed in
to S
teel S
trip
casting

University of Illinois a
t Urban
a-Ch
ampa
ign •
Metals P
rocessing Sim
ulation Lab•
Aravin
d S
un
dararajan
37
Ackn
ow
ledg
emen
ts
•C
ontinuous Casting C
onsortium M
embers
(Nucor, P
ostech, LWB
Refractories, A
lgoma, C
orus, Labein, Mittal
Riverdale, B
aosteel, Steel D
ynamics)
•N
ational Science F
oundation–
DM
I 04-04-23794 (Strip)
•P
rofessor Paul H
. Steen and other graduate students from
C
ornell University for experim
ental data•
National C
enter for Supercom
puting Applications (N
CS
A)
at UIU
C•
AB
AQ
US
TM
, Fluent, Inc., C
FX
, UIF
LOW
(P. V
anka)
•O
ther Graduate students
, especially J. Sengupta