Embed Size (px)
Citation preview

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIRIA QUIMICA
PROYECTO DE INVESTIGACION
PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO QUÍMICO
TEMA:
“OPTIMIZACIÓN DEL PROCESO DE ESTERILIZACIÓN DE PASTA DE
CACAO MEJORANDO SU CALIDAD FINAL, EN UNA FÁBRICA
PROCESADORA DE DERIVADOS DE CACAO.”
AUTOR:
Andrea Katherine Loor Salazar
DIRECTOR DE PROYECTO:
José Valdez Díaz
Guayaquil - Ecuador
2013 - 2014

ii
AGRADECIMIENTOS
A mi Dios por sus grandes obras hechas en mí,
por darme el entendimiento y la fe para lograr
lo que hasta hoy he logrado.
A mi querida madre Gloria Salazar Solórzano,
quien a puesto en mi todo su amor y sacrificio,
gracias por enseñarme cada día a sobre llevar los problemas,
gracias por tu calidad de madre, por tu paciencia infinita y
estar a mi lado siempre a pesar de mis defectos.
A mi padre Edison Loor Cevallos,
quien en vida fue el mejor ejemplo en demostrar que todo es posible,
y que no hay obstáculos para ser y lograr lo que uno quiere.
A mi hermana Verónica Loor Salazar, con quien
he compartido los momentos más felices de mi infancia
gracias por todo el apoyo incondicional.
A mi hermano Erney Loor Salazar, quien me
dió a conocer el mundo de oportunidades de la Ingeniería Química
gracias porque este es ahora mi futuro.
A Daniel Arellano Ortiz, mi mejor amigo,
mi colega y la mejor compañía con quien he vivido las mejores
aventuras, gracias por el tiempo la paciencia
y el amor que me profesas.
Quiero agradecer a todos mis maestros de la
Facultad de Ingeniería Química por haber portado con
sus conocimientos, a mis compañeros de la carrera por todos
los buenos momentos vividos.
Y un agradecimiento muy especial al Ing. José Valdez
quien me ha ayudado durante todo el desarrollo de
este trabajo de titulación.

iii
DEDICATORIA
Dedico este trabajo de titulación a mi madre,
mi mejor amiga, mi ejemplo, mi razón de estar aquí,
Gloria Salazar Solórzano,
quien con su amor fue la mejor influencia
para alcanzar y culminar este etapa en mi vida.

iv
Declaración
“La responsabilidad del contenido desarrollado en
este Trabajo de Investigación, me corresponden
exclusivamente; y a propiedad intelectual de la
misma a la Universidad de Guayaquil según lo
establecido por la ley vigente”
Firma
Andrea Katherine Loor Salazar

v
RESUMEN
El presente trabajo de titulación nace como respuesta a la necesidad de
optimizar el procese de esterilización realizado a la pasta de cacao de una
planta procesadora de derivados de cacao para uso interno de la fábrica. A
continuación detallo el contenido del documento:
En el capítulo I se describe de manera detallada el problema existente,
diagnóstico del problema, determinación del objetivo y justificación del presente
proyecto.
En el capítulo II abarca los fundamentos teóricos sobre la pasta de cacao
que es el objeto de estudio, conceptos y procedimientos para el desarrollo de la
investigación.
En el capítulo III se describe, en forma general, la metodología, y el
desarrollo experimental empleado para las variaciones de índices de calidad
durante el procesamiento térmico.
En el capítulo IV se efectúa el análisis de los resultados obtenidos, en lo que
se refiere al sistema de producción, también se compara las condiciones
actuales con las propuestas
Se concluye con una redacción de los objetivos cumplidos y se propone
algunas recomendaciones que servirán de apoyo durante la operación de la
propuesta, con el objetivo de optimizar, reducir sus costos e incrementar su
productividad de la compañía.

vi
ABSTRACTS
This paper titling created in response to the need to optimize the sterilization
process cocoa pulp processing plant cocoa derivatives for internal factory use.
Below I detail the contents of the document:
Chapter I describes in detail the existing problem, problem diagnosis,
determining the purpose and rationale for this project.
Chapter II covers the theoretical foundations on cocoa paste which is the
object of study, concepts and procedures for development of the investigation.
Chapter III describes, in general terms, the methodology and experimental
development employee for variations in quality indices during thermal
processing.
In chapter IV the analysis of the results is made, as regards the production
system, the current conditions is also compared with the proposals
It concludes with an essay of goals accomplished and some
recommendations that will support during the operation of the proposal, in order
to optimize, reduce costs and increase productivity of the company is proposed.

vii
ÍNDICE GENERAL
Pág.
AGRADECIMIENTO ii
DEDICATORIA iii
DECLARACION DE AUTORIA iv
RESUMEN v
ABSTRACTS vi
INDICE GENERAL vii
LISTADO DE TABLAS ix
LISTADO DE GRAFICOS x
LISTADO DE FIGURAS xi
LISTADO DE ANEXOS xii
CAPÍTULO I
INTRODUCCION
1.1. Tema 1
1.2. Planteamiento 1
1.3. Diagnóstico del problema 2
1.4. Delimitaciones del estudio 3
1.5. Alcance dl trabajo 3
1.6. Objetivos 4
1.7. Idea a defender 5
1.8. Preguntas a contestar 5
1.9. Justificación del problema 6
1.10. Hipótesis 6
1.11. Variables 7
1.12. Operacionalización de las variables 7

viii
CAPÍTULO II
REVISIÓN BIBLIOGRÁFICA
2.1. Pasta de cacao 8
2.2. Proceso de industrialización del cacao para la obtención
de la pasta de cacao. 9
2.3. Criterios de calidad de la pasta de cacao 12
2.4. Microbiología de la pasta de cacao 14
2.5. Aplicación del calor al sistema de esterilización y tiempos
de muerte térmica. 15
CAPÍTULO III
DESARROLLO EXPERIMENTAL
3.1. Metodología de la investigación 20
3.2. Calidad del producto 21
3.3. Parámetros de acuerdo a las variables 23
3.4. Experimentación 25
3.5. Ingeniería de procesos 26
CAPÍTULO IV
ANALISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1. Balance de materia y energía 31
4.2. Resultados experimentales 36
4.3. Análisis e interpretación de los resultados 44
4.5. Comparación de los datos obtenidos 45
CONCLUSIONES 46
RECOMENDACIONES 47
BIBLIOGRAFIA CONSULTADA 48
ANEXOS 49

ix
ÍNDICE DE TABLAS O CUADROS
Pág.
Tabla 1. Definición conceptual y recursos para medir las variables 7
Tabla 2. Requisitos para pasta de cacao 12
Tabla 3. Requisitos microbiológicos 12
Tabla 4. Composición esencial y factores de calidad 13
Tabla 5. Higiene 13
Tabla 6. Los parámetros de calidad de la masa de cacao 14
Tabla 7. Grupos bacterianos importantes en derivados de cacao 14
Tabla 8. Comparacion del valor d para diferentes poblaciones microbianas 18
Tabla 9. Ventajas y desventajas del aceite 22
Tabla 10. Caracteristicas fisicas del aceite 22
Tabla 11. Características físicas de la pasta de cacao 23
Tabla 12. Características sensoriales de la pasta de cacao 23
Tabla 13. Características microbiológicas de la pasta de cacao 24
Tabla 14. Datos del intercambiador 32
Tabla 15. Datos del tanque 35
Tabla 16. Población microbiana en el tiempo para una temperatura t – PRUEBA 1 36
Tabla 17. Población microbiana en el tiempo para una temperatura t – PRUEBA 2 37
Tabla 18. Población microbiana en el tiempo para una temperatura t – PRUEBA 3 39
Tabla 19. Población microbiana en el tiempo para una temperatura t – PRUEBA 4 40
Tabla 20. Tabla comparativa de atributos para la pasta de cacao 43
x
ÍNDICE DE GRAFICOS
Pág.
Grafica 1: Diagrama de Problema Causa-Efecto 3
Grafica 2: Diagrama de flujo de la industrialización de la pasta de cacao a partir
del cacao en grano. 11
Grafica 3. Población microbiana en el tiempo para una temperatura t, también
llamada curva de inactivación o de supervivencia. 17
Grafica 4. Curva de supervivencia para determinar varios valores D 19
Grafica 5. Factor de corrección según el método DTLM para un intercambiador
de calor de un paso por coraza y 2 pasos por tubos 33
Grafica 6. Curva de inactivación o de supervivencia – Prueba 1 36
Grafica 7. Curva de inactivación o de supervivencia – Prueba 2 38
Grafica 8. Curva de inactivación o de supervivencia – Prueba 3 39
Grafica 9. Curva de inactivación o de supervivencia – Prueba 4 41
Grafica 10. Curva de supervivencia para determinar varios Valores “D” 42
Grafica 11. Curva resistencia térmica “Z” 42
Grafica 12. Comparación de los parámetros sensoriales 43

xi
ÍNDICE DE FIGURAS
Pág.
Figura 1. Manteca de cacao 8
Figura 2. Torta de cacao 9
Figura 3. Polvo de cacao 9
Figura 4. Esquema del proceso de esterilización de la pasta de cacao 26
Figura 5. Layout del área de semielaborado de la fábrica. 27
Figura 6. Tanque para la pasta de cacao 28
Figura 7. Intercambiador de calor del sistema 29
Figura 8. Tanque para el almacenamiento del aceite térmico 30
Figura 9. Tanque para la pasta de cacao 31
Figura 10. Intercambiador de calor, descripción de entradas y salidas 32

xii
ÍNDICE DE ANEXOS
Pág.
Anexo A. Carta de autorización de Universal Sweet Industries 50
Anexo B. Montaje del intercambiador de calor 51
Anexo C. Intercambiador de calor con su respectiva guarda de Seguridad 51
Anexo D. Reporte de resultados de análisis sensorial de la pasta de cacao 52
Anexo E. Ficha técnica del aceite térmico 53
Anexo F Hoja de seguridad del aceite térmico 54
Anexo G. Procedimiento de siembra en placas Petri film 61
Anexo H. Procedimiento de preparación de muestra para análisis microbiológico 63
Anexo I. Certificados de placas, reconocimientos y convalidaciones.
Método oficial de análisis 64

- 1 -
CAPITULO I
1. INTRODUCCIÓN
1.1. Tema
“OPTIMIZACIÓN DEL PROCESO DE ESTERILIZACIÓN DE PASTA DE
CACAO MEJORANDO SU CALIDAD FINAL, EN UNA FÁBRICA
PROCESADORA DE DERIVADOS DE CACAO.”
1.2. Planteamiento del Problema
Toda industria de alimentos debe garantizar la inocuidad en sus productos y
la conservación de los mismos. Es por eso que se han desarrollado diferentes
procesos con el objetivo de proporcionar alimentos aptos para su consumo.
Entre estos procesos tenemos la esterilización por calor que representa uno de
los procesos más eficientes y económicos. Consiste en la inactivación térmica
de enzimas deteriorativas y destrucción de microorganismos patógenos.
Es por ello que para garantizar la inocuidad de los productos derivados del
cacao se lleva a cabo el proceso de esterilización de la pasta de cacao –
semielaborado – este proceso se realiza en tanques con chaqueta donde
recircula agua como medio de calentamiento, la pasta de cacao es sometido a
temperaturas de 96 a 98°C, durante tiempos prolongados de 48 a 50 horas
aproximadamente, cabe recalcar que este tiempo de espera reduce la
eficiencia de los procesos posteriores. Con estas condiciones se logra reducir
la carga microbiana.
- 2 -
Pero si se aumenta la temperatura de esterilización con el objetivo de reducir
el tiempo, se desarrollarán reacciones químicas negativas que afectaran el
sabor, color y aroma de la pasta de cacao. Estas reacciones provocan un
aumento de acidez en la manteca de cacao que posteriormente serán
detectadas en una evaluación organoléptica del producto final.
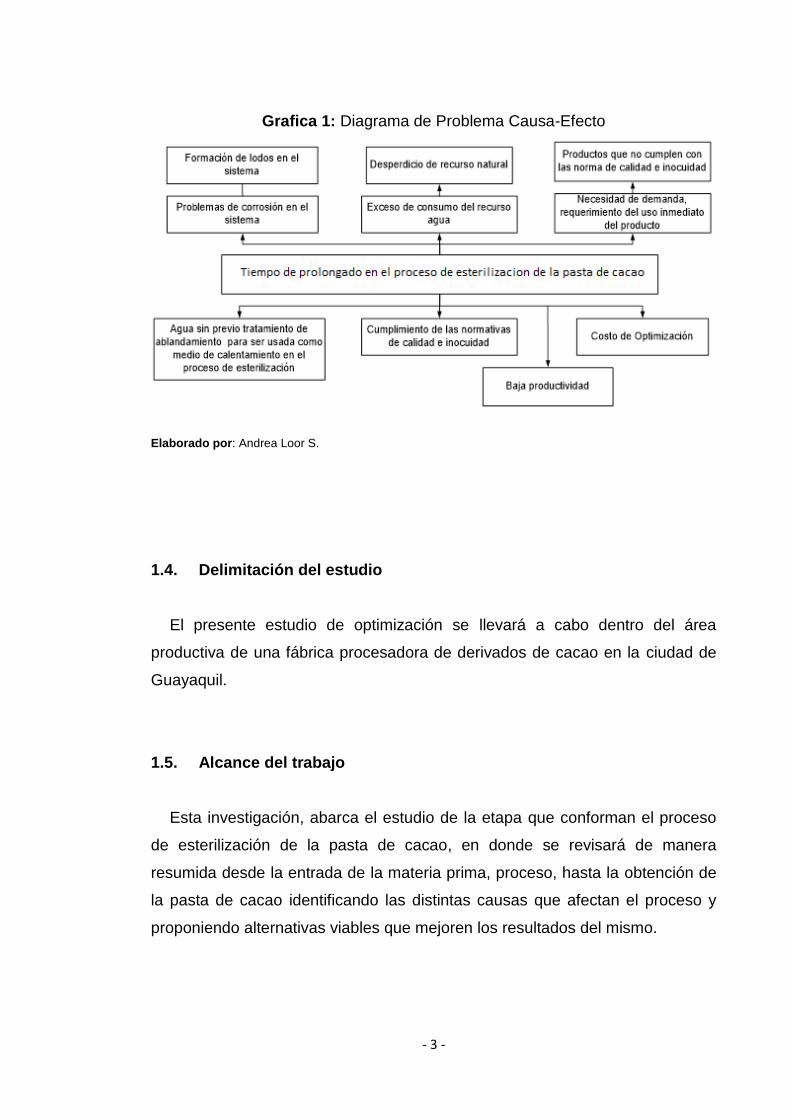
1.3. Diagnóstico del problema:
En el área de semielaborados de la fábrica se ha detectado la existencia de
algunos problemas que se enumeran a continuación:
Hoy en día todo industria de alimentos requiere obligatoriamente el
cumplimiento de las normativas sean estas nacionales como internacionales,
con la finalidad de garantizar productos inocuos, es por eso que para lograr
tales resultados se debe prolongar los tiempo en el proceso de esterilización de
la pasta de cacao.
La utilización del recurso natural -agua- como medio de calentamiento en el
proceso de esterilización que da como resultado problemas de corrosión en los
sistemas generando costos por mantenimiento y limpieza, pero también
representa uso de este recurso naturas demanda de grandes cantidades en el
proceso y dando como resultado un significativo desperdicio.
Una mejora en el proceso depende mucho del costo y tiempo que representa
dicha inversión lo cual prolonga en tiempo en cuanto a la toma de decisiones
para realizar cambios e instalaciones.
- 3 -
Grafica 1: Diagrama de Problema Causa-Efecto
Elaborado por: Andrea Loor S.
1.4. Delimitación del estudio
El presente estudio de optimización se llevará a cabo dentro del área
productiva de una fábrica procesadora de derivados de cacao en la ciudad de
Guayaquil.
1.5. Alcance del trabajo
Esta investigación, abarca el estudio de la etapa que conforman el proceso
de esterilización de la pasta de cacao, en donde se revisará de manera
resumida desde la entrada de la materia prima, proceso, hasta la obtención de
la pasta de cacao identificando las distintas causas que afectan el proceso y
proponiendo alternativas viables que mejoren los resultados del mismo.

- 4 -
1.6. Objetivos
1.6.1. Objetivo General
Determinar las condiciones óptimas de temperatura y tiempo bajo las cuales
se conducirá el proceso la esterilización propuesta para lograr la reducción de
la carga microbiana y conseguir características organolépticas adecuadas de la
pasta de cacao.
1.6.2. Objetivos Específicos:
Disminuir el tiempo del proceso esterilización de la pasta de cacao.
Reducir la carga microbiana hasta dos ciclos logarítmicos menos de la carga
inicial de la pasta de cacao.
Determinar si existen diferencia significativa en el perfil sensorial de la pasta
de cacao bajo condiciones modificadas del proceso de esterilización.

- 5 -
1.7. Idea a defender
Cambiando el medio de calentamiento se logrará disminuir el tiempo de
esterilización, reduciendo la carga microbiana sin desmejorar las características
sensoriales de la pasta de cacao que puedan afectar el perfil sensorial
establecido.
1.8. Preguntas a contestar
¿Se podrá cambiar el agua por aceite térmico sin modificar sustancialmente
el sistema de esterilización?
¿En base a qué criterios se debe seleccionar el medio de calentamiento al
sistema?
¿El cambio de medio calefactor alterara las variables de proceso de
esterilización?
¿Con las condiciones de esterilización establecidas garantizará la ausencia
de patógenos en la pasta de cacao?
¿Las características sensoriales de la pasta de cacao esterilizada bajo las
nuevas condiciones operación tendrá alteración?

- 6 -
1.9. Justificación del problema
Para que una industria pueda ser competitiva debe producir con eficiencia y
calidad, para tales efectos es necesario implementar importantes cambios que
garanticen mejorar la calidad del producto, inocuidad, aumentar la
productividad y lograr que los procesos sean más efectivos (en concordancia
con la matriz productiva del país).
Este proyecto se enmarca dentro del plan de negocios de la Compañía,
como parte de la continua búsqueda de mejoras operacionales tendientes a
hacer más eficientes los procesos. En este sentido las optimizaciones y
modificaciones de las actuales instalaciones obedecerán a requerimientos
operativos y la utilización de correcciones que permitan la seguridad del
funcionamiento del mismo, maximizando la capacidad de las operaciones
posteriores.
Por otra parte, las propuestas del presente proyecto deberán responder al
cumplimiento de las exigencias del entorno medio ambiental, ayudando a la
conservación de los recursos naturales y reduciendo los costos por
mantenimiento.
Por tales motivos a juicio de la autora queda justificada la presente
investigación.
1.10. Hipótesis
Se garantiza que con las condiciones propuestas se logre disminuir la carga
microbiana sin que afecte las características organolépticas de la pasta de
cacao.

- 7 -
1.11. Variables
Las variables a considerar en esta investigación son:
Variable dependiente: Pasta de cacao.
o Perfil sensorial de la pasta de cacao y carga microbiana de la
pasta de cacao.
Variable independiente: Proceso de esterilización
o Tiempo de esterilización, temperatura de esterilización de la pasta
de cacao,
1.12. Operacionalización de las variables
Tabla 1: Definición conceptual y recursos para medir las variables
Variables Definición
conceptual
Nivel de
medición
Máximo
permisible
Instrumento
de medición Influencia Norma
Vari
ab
le i
nd
ep
en
die
nte
.- P
roc
eso
de e
ste
rilizac
ión
Tiempo
Magnitud física que
permite ordenar la
secuencia de los
sucesos,
estableciendo un
pasado, presente y
futuro, su unidad SI
es el segundo.
Razón 14 horas Cronometro
Reloj
Tiempo de
retenencia en que
el producto estará
expuesto a la
temperatura
establecida
------
Temperatura
Magnitud física que
expresa el grado o
nivel de calor de los
cuerpos o del
ambiente. Unidad SI
(Kelvin)
Intervalo 118°C Termómetro
Termocupla
Se aplicada para
impedir la
multiplicación de los
microorganismos
------
Vari
ab
le d
ep
en
die
nte
.-
Pasta
de c
acao
Carga
Microbiana
Cantidad de
microorganismos
existentes en
muestra de estudio.
Razón 5000 ufc
Métodos de
Recuento en
Placa: Placas
petrifilm - 3M
Recuento de
microorganismos
existentes
NTE
INEN
623
Perfil
sensorial
Es una disciplina muy
útil para conocer las
propiedades
organolépticas de los
alimentos
Ordinal
Se
establece
perfil
Reporte de
resultados emitido
por el Instituto
Nacional de
Investigaciones
Agropecuarias
Ayuda a conocer
las características
del productos con
las condiciones de
operación
establecidas
------
Elaborado por: Andrea Loor

- 8 -
CAPÍTULO II
2. REVISIÓN BIBLIOGRÁFICA
2.1. Pasta de cacao
El cacao en pasta o licor de cacao/chocolate es el producto obtenido del
cacao sin cáscara ni germen que se obtiene de vainas de cacao de calidad
comerciable, que ha sido limpiado y liberado de la cáscara del modo
técnicamente más completo posible, sin quitar ni añadir ninguno de sus
elementos constituyentes. (CODEX STAN 141-1983, 2001)
Se puede decir que la pasta de cacao es una pasta fluida que se obtiene del
cacao a partir de un proceso de molienda. Se utiliza como materia prima en la
producción de chocolates. Al someterse al proceso de prensado, puede
convertirse en:
Manteca, que es la materia grasa del cacao. Se conoce también como aceite
de theobroma. Es usada también en la producción de cosméticos y
farmacéuticos.
Figura1: Manteca de cacao
Fuente: Anecacao

- 9 -
Torta, que es la fase sólida de la pasta de cacao. Se utiliza en la elaboración
de chocolates.
Figura2: Torta de cacao
Fuente: Andrea Loor
Polvo, luego de un proceso de trituración y pulverización de la torta de cacao
se obtiene un producto fino llamado polvo de cacao, utilizado para la
elaboración de bebidas de chocolate.
Figura3: polvo de cacao
Fuente: Andrea Loor

- 10 -
2.2. Proceso de industrialización del cacao para la obtención de la pasta
de cacao. (Según proceso de Universal Sweet Industries).
Los granos son vaciados a una tolva para ser transportados a un silo donde
se realizará un proceso de limpieza la misma que permite eliminar los cuerpos
extraño (tierra, piedrecillas, resto de embalaje, etc.), que podrían entorpecer las
maquinarias y que en el proceso de torrefacción serían capaces de producir
olores desagradables.
El proceso de torrefacción del cacao que es una de las operaciones más
delicadas esta consiste en volver quebradiza la piel de las almendras,
facilitando la descortezación del cacao y desecándolo bien logrando humedad
de hasta 2.5% a temperaturas de 100-120°C, durante 20-35 minutos, la
torrefacción permite una trituración rápida y completa del grano, además
desarrolla y conserva el aroma característico de cacao y ayuda a reducir la
carga microbiana.
Una vez que alcanza las condiciones de la torrefacción, los granos son
enviados a una descascaradora donde serán separado la cascara de la
almendra tostada. A la almendra tostada y fraccionada se la llama nibs.
El nibs es enviado al proceso de pre-molienda que tiene por objetivo la
reducción de las partículas gruesas y evitar la fatiga del equipo siguiente de
molienda.
El proceso de molienda que consiste en realizar la última etapa de refinado
de la pasta de cacao y en el cual se logra un producto mucho más fino y por
ende más fluido llamado licor de cacao, la finura de dicho producto ayuda a los
requerimientos de finura tanto del polvo de cacao como de la masa de
chocolate.
Esta pasta de cacao previamente refinada es almacenada en tanques donde
se llevara a cabo el proceso de esterilización el mismo que cumpliendo con

- 11 -
condiciones determinadas de esterilización de 48-50 horas con temperatura de
98°C, garantiza la ausencia de microorganismos patógenos y termo resistentes.
Grafica 2: Diagrama de flujo de la industrialización de la pasta de cacao a
partir del cacao en grano.
Fuente: Universal Sweet Industries Elaborado por: Andrea Loor S.
RECEPCIÓN
MATERIA PRIMA
(CACAO EN GRANO)
TOLVA DE VACIADO DE CACAO
LIMPIADORA TOSTADORES
DESCASCARADORA
PREMOLINO MOLINOS
TANQUES DE PARA PASTA DE CACAO

- 12 -
2.3. Criterios de calidad de la pasta de cacao
2.3.1. Según Norma Técnica Ecuatoriana
La pasta de cacao deberá cumplir con los requisitos establecidos a
continuación:
Tabla 2: REQUISITOS PARA PASTA DE CACAO
Requisitos Unidad Mínimo Máximo Método de ensayo
Grasa % 48 54 INEN 535
Humedad % - 3 INEN 1676
Almidón natural de cacao % 8,5 9,0 INEN 636
Fibra cruda % - 4,7 INEN 534
Cenizas total % - 7,5 INEN 533 Fuente: Norma Técnica Ecuatoriana INEN 623
Tabla 3: REQUISITOS MICROBIOLÓGICOS
Requisitos Unidad Máximo Método de ensayo
Mohos y levaduras u.f.c*/g 100 INEN 1529
Coliformes u.f.c*/g 10 INEN 1529
E. Coli u.f.c*/g 1 INEN 1529
Salmonella u.f.c *en 25g 0 INEN 1529 u.f.c.= unidades formadoras de colonias
Fuente: Norma Técnica Ecuatoriana INEN 623

- 13 -
2.3.2. Según Codex Alimentarius
Tabla 4: COMPOSICION ESENCIAL Y FACTORES DE CALIDAD
Cascar de cacao y
germen
5%m/m como máximo, referido al extracto seco
magro
o
4,5% como máximo, referido al libre de álcalis
(para cascara de cacao solamente)
Manteca de cacao 47-60%m/m Fuente: CODEX STAN 141-1983, Rev. 1-2001
Tabla 5: HIGIENE
Se recomienda que los productos regulados por las disposiciones de esta
norma se preparen de conformidad con las secciones apropiadas del Código
Internacional Recomendado de Prácticas - Principios Generales de Higiene de
los Alimentos (CAC/RCP 1-1969, Rev. 3-1997; Codex Alimentarius Volumen
1B).
En la medida compatible con unas buenas prácticas de fabricación, los
productos deberán estar exentos de materia objetable.
Cuando se examinen según métodos apropiados de muestreo y análisis, los
productos:
a) no deberán contener microorganismos que puedan desarrollarse bajo
condiciones normales de almacenaje; y
b) no deberán contener sustancias que deriven de microorganismos en
cantidades que puedan hacerlos nocivos para la salud.
Fuente: CODEX STAN 141-1983, Rev. 1-2001

- 14 -
2.4. Microbiología de la pasta de cacao
La calidad microbiológica de la masa de cacao es un parámetro clave para la
industria. Debido a los altos recuentos de placas totales y la presencia de
Salmonella en los granos de cacao, el tratamiento térmico se debe aplicar para
obtener un producto que cumpla con las especificaciones de masa de cacao
generalmente aceptados que figuran en el la tabla 6. (Beckett, 1988)
TABLA 6. LOS PARÁMETROS DE CALIDAD DE LA MASA DE CACAO
Parametro Valor Metodo
Contenido de grasa Min 53%* IOCCC 37,1990
Humedad Max 2.0% IOCCC 26,1988
Conteo total de placa Max 5000 ufc/g IOCCC 39,1990
Mohos Max 50 ufc/g IOCCC 39,1990
Levaduras Max 50 ufc/g IOCCC 39,1990
Enterobacteria Ausencia/g IOCCC 39,1990
E. coli Ausencia/g IOCCC 39,1990
Salmonella Ausencia/25g IOCCC 39,1990 * Puede variar debido al origen del grano y la cosecha Fuente: Cargill Cocoa, 2007 Elaborado y traducido por: Andrea Loor
TABLA 7. GRUPOS BACTERIANOS IMPORTANTES EN DERIVADOS DE CACAO
Grupos
bacterianos Caracteristicas
Aerobios Son bacterias que requeieren de oxigeno para crecer y
multiplicarse. Este grupo incluye especies de
Pseudomonas, Bacillus y Flavobacterium.
Coliformes Este grupo incluyen especies de Escherichia,
Enterobacteria, Citrobacter y Klebsiella. Se usan como
indice de higiene.
Coliformes
Fecales
Este grupo incluyen especies de Escherichia coli. Tambien
se usan como indice de higiene.
Patogenos
entericos
Este grupo incluye Salmonella, Shigella, Camplylobacter,
Yersinia, Escherichia, Vibrio, Hepatitis A patogenas y otras
que pueden provocar una infeccion gastrointestinal. Fuente: (Ray & Bhunia, 2010)
Elaborado por: Andrea Loor
- 15 -
2.5. Aplicación del calor al sistema de esterilización y tiempos de
muerte térmica:
2.5.1. Esterilización
Un producto estéril es aquel en donde no hay microorganismos viables, es
decir, incapaces de reproducirse aún si se les propicia las condiciones óptima
para ello. Esterilizar un material es un proceso en el que se eliminan las
esporas bacterianas; para el caso de un alimento se debe usar el término
esterilidad comercial, pues esta condición difícilmente se alcanza para toda la
microflora, más si debe lograrse para los microorganismos patógenos.
(ORREGO, 2003)
Al determinar los méritos de un proceso o crear uno nuevo, se deben
examinar los siguientes factores:
Esterilidad del producto
Economía
Calidad del producto
Uniformidad del producto
La esterilidad del producto requiere un tratamiento térmico adecuado; cuanto
más prolongado, tanto mejor. Por otra parte, los otros tres factores alcanzan su
nivel más alto comúnmente reduciendo el tiempo y la temperatura del
tratamiento térmico. A fin de equilibrar estos factores, es importante conocer la
rapidez de calentamiento del alimento de modo que sea posible lograr el
tratamiento con calor sin que haya sobre procesamiento. (Sharma, Mulvaney, &
Rizvi, 2003)

- 16 -
2.5.2. Velocidad de exterminio térmico de los microorganismos
(ORREGO, 2003)
Por un tratamiento térmico los microorganismos mueren con una velocidad
de destrucción dada por:
(1)
para N, la población microbiana en una unidad de masa o volumen, y k una
constante o velocidad de reacción, que depende del microorganismo y su
medio externo. Llamando No la población inicial, en el tiempo t=0, e
integrándola expresión anterior,
∫
∫
(2)
ln N - ln No = - kt, que también puede expresarse como,
(3)
Esta última expresión es una ecuación de una línea recta si se llama y = log N:
(4)
Gráficamente, para una temperatura T:

- 17 -
GRAFICA 3. POBLACIÓN MICROBIANA EN EL TIEMPO PARA UNA TEMPERATURA T,
TAMBIÉN LLAMADA CURVA DE INACTIVACIÓN O DE SUPERVIVENCIA.
No.
de s
uperv
ivencia
105
104
103
102 D
101
Tiempo de calentamiento (min)
Fuente: (ORREGO, 2003)
2.5.3. Curva de supervivencia y valores D.
Cuando las bacterias o las esporas bacterianas se exponen al calor mueren
a una velocidad exponencial que es posible determinar a partir de una gráfica
semilogarítmica. El tiempo que se requiere para cruzar un ciclo log se conoce
como valor D (¨reducción decimal¨) y su reciproco es la pendiente. Cuanto más
pequeño es el valor D, más rápido indica la velocidad de destrucción. Por lo
general, se le pone un subíndice a D para indicar la temperatura a la que se
midió.

- 18 -
TABLA 8. COMPARACION DEL VALOR D PARA DIFERENTES POBLACIONES MICROBIANAS
GRUPO BACTERIAL RESISTENCIA TERMICA
APROXIMADA (MIN)
Alimentos de baja acidez o semi – ácidos (pH > 4,5) D121
Termófilos
Grupo de acidez estable (B. stearothermophilus) 4,0 – 5,0
Grupo de deterioro gaseoso (C. thermosaccharolyticum) 3,0 – 4,0
Productores de sulfuro (C. nigrificans) 2,0 – 3,0
Mesófilos
Putrefactores anaerobios
C. botulinum (Tipos A y B) 0,10 – 0,20
Grupo C. sporogenes (incluyendo el PA. 3679) 0,10 – 1,50
Alimentos ácidos (pH 4,0 – 4,5)
Termófilos
B. Coagulans (Mesófilos facultativos) 0,01 – 0,07
Mesófilos D100
B. polymixa y B. macerans 0,10 – 0,50
Anaerobios butíricos (C. Pasterianum 0,10 – 0,50
Alimentos de alta acidez (pH < 4,0) D65
Bacterias mesofilicas no esporuladas
Lactobacillus spp., Leuconostoc spp., hongos y levaduras 0,50 – 1,00
En la tabla se observa que los valores de D varían significativamente según se trate de células vegetativas o esporas. Así el D65 (Tiempo de decaimiento decimal a 65°C) de bacterias vegetativas como Lactobacillus, Leuconostoc, hongos y levaduras esta entre 0,5 y 1,0 min., mientras que para varios tipos de esporas el D121 está entre 2 y 5 min.
Fuente: (Heldman & Hartel, 1997)
2.5.3.1. Determinación de valores de D usando la técnica de
esterilización parcial: (ORREGO, 2003)
Esta técnica, propuesta por Stumbo (1973) permite la determinación de
valores D utilizando información de población sobreviviente a dos tiempos de
calentamiento. La muestra demora un tiempo para alcanzar la temperatura de
prueba (tiempo de demora – lag time – en inglés); medido el tiempo de demora
en el ensayo de interés, deben usarse tiempos de exposición superiores. Si t1 y
t2 son los tiempos de calentamiento, y N1 y N2 son las poblaciones finales de
supervivencia, el valor de D se halla según:
( ) ( ) (5)

- 19 -
2.5.4. Curva de resistencia térmica y valor z
Los valores D están en función de la temperatura. Cuando la temperatura
aumenta, la velocidad de destrucción de esporas aumenta y D disminuye.
Resulta que el cambio en el valor D es una función exponencial de la
temperatura. Así, cuando nuevamente se localizan los valores en una gráfica
semilogarítmica, la curva resultante se conoce como una curva de resistencia
térmica. El incremento de temperatura en °F o °C requerido para que D
disminuya un ciclo log se conoce como valor z. (Sharma, Mulvaney, & Rizvi,
2003)
Grafica 4. Curva de supervivencia para determinar varios valores D
Fuente: (Sharma, Mulvaney, & Rizvi, 2003)

- 20 -
CAPÍTULO III
3. DESARROLLO EXPERIMENTAL
3.1. Metodología de la investigación
3.1.1. Tipos de enfoque metodológico
En el presente proyecto de Optimización y mejoramiento del proceso de
esterilización de pasta de cacao los métodos empíricos más importantes a
considerarse son:
La observación, técnica que será de gran utilidad para la recolección de
datos en los determinados del punto del proceso considerados según su
importancia y criticidad.
La medición que será de gran utilidad para la medición de la efectividad de
la mejora implementada donde se han establecido puntos de control que
permitan evaluar comparativamente los datos de la operación del proceso
antes y después de las modificaciones.
La experimentación se realizó una serie de pruebas en las cuales se
midieron parámetros operaciones indispensables en el control y la tabulación
de datos que se utilizaran en el desarrollo de los cálculos.

- 21 -
3.1.2. Normas
Norma Técnica Ecuatoriana INEN 623
CODEX STAN 141-1983, Rev. 1-2001
3.2. Calidad del producto
3.2.1. Pasta de cacao utilizado en las pruebas
La pasta de cacao o también llamado licor de cacao, es el grano de cacao
finamente triturado que se encuentra en estado líquido a temperaturas por
encima de 35°C y por debajo de esta temperatura en estado sólido.
Los granos de cacao utilizados para su elaboración son de calidad CCN-51
(Colección Castro Naranjal) y Cacao Arriba (nacional), propios de tierras
ecuatorianas, el tipo nacional o también llamado fino en aroma, es el que le
proporcionará la intensidad en aroma y sabor característico de la pasta de
cacao, mientras que el tipo CCN51 (Colección Castro Naranjal) es el que
aporta al rendimiento del pasta por tener mayor volumen, carece de olor
intenso pero conserva las características propias del grano.

- 22 -
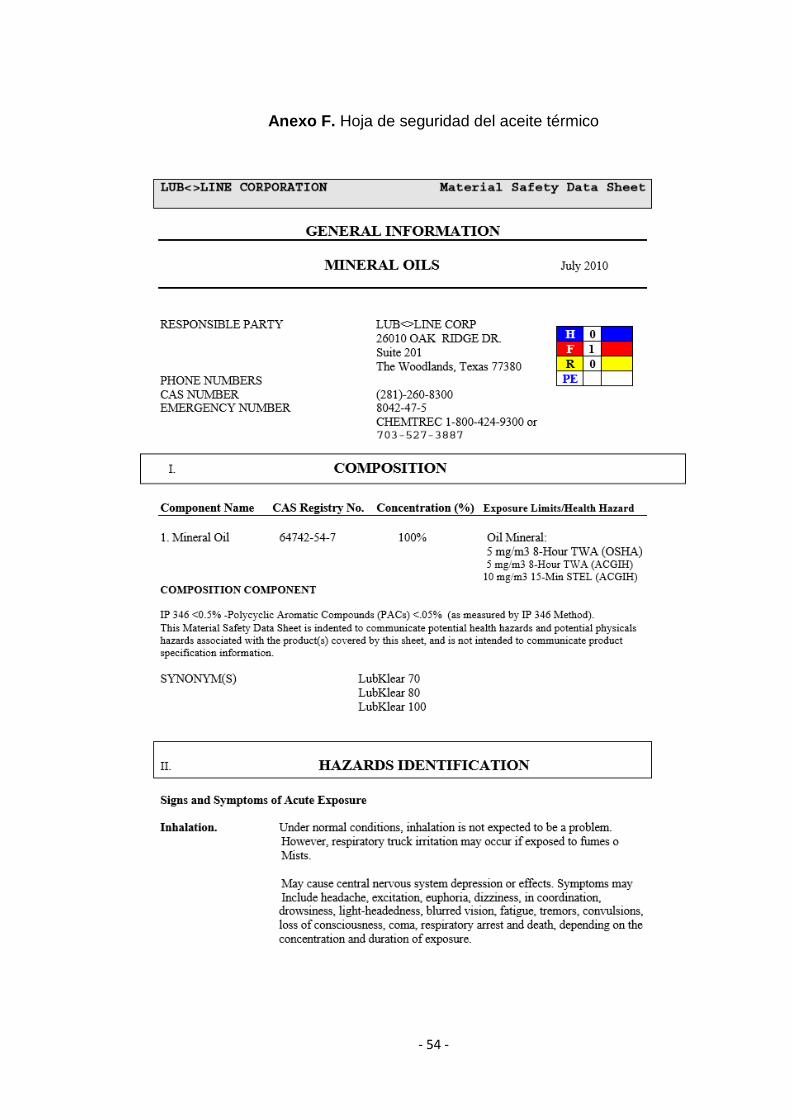
3.2.2. Aceite térmico grado alimenticio
Blanco Aceites minerales cumplen los requisitos de Normativas de los
EE.UU. 21 CFR 172.878 y 178.3620 para contacto directo e indirecto con
alimentos. LubKlear ™ es un aceite mineral blanco de calidad alimentaria con
todos los requisitos actualmente definidos por los Estados Unidos para Aceites
farmacopeas USP minerales.
(Ver ficha técnica)
Tabla 9. VENTAJAS Y DESVENTAJAS DEL ACEITE
Ventajas Desventajas
Aptos para utilizar en industria alimenticia
Costo alto
Buenas características de transferencia de calor
Peligro de fuego contaminación
Protegen materiales contra corrosión Riesgos de contaminación con impurezas
Bajo punto de congelación
Color ligero
Buena estabilidad a la oxidación
Características de viscosidad adecuadas
Elaborado por: Andrea Loor
3.2.2.1. Características físicas del Aceite térmico grado alimenticio
Tabla 10. CARACTERISTICAS FISICAS DEL ACEITE
Temperatura
(°C)
Calor
Especifico
(KJ/Kg°K)
Densidad
(Kg/m3)
Conductividad
Térmica
(W/m.K)
Viscosidad
(Pa.s)
120 1.9660 889.80 0.1087 0.620
118 1.9598 891.31 0.1089 0.643
80 1.8420 920.00 0.1143 1.070
Fuente: Ficha técnica (Anexo)

- 23 -
3.3. Parámetros de acuerdo a las variables
3.3.1. Características físicas y sensoriales
Las características físicas son medidas en el laboratorio utilizando técnicas
basadas en la Norma Técnica Ecuatoriana:
Tabla 11. CARACTERISTICAS FISICAS DE LA PASTA DE CACAO
Requisitos Unidad Resultados Mínimo Máximo Método de ensayo
Grasa % 51 48 54 INEN 535
Humedad % 2.12 - 3 INEN 1676
Cenizas total % 5.38 - 7,5 INEN 533 Fuente: Norma Técnica Ecuatoriana INEN 623
Elaborado por: Andrea Loor S.
Las características sensoriales fueron determinadas por Instituto Nacional de
Investigaciones Agropecuarias – Estación Experimental Tropical Pichilingue.
Tabla 12. CARACTERISTICAS SENSORIALES DE LA PASTA DE CACAO
Cód. Contribuyen a la calidad Deterioran la calidad COMENTARIOS
Cacao Floral Frutal Nuez Dulce Amargo Acidez astringente Verde
M2 4 0 3 1 0,5 4 2,5 2,5 0
Aroma a grasa saturada,
en el sabor tiene
presencia de frutas
secas, al final se sientes
una sensación
ligeramente a quemado
0 ausente - 1 a 2 bajo - 3 a 5 medio - 6 a 8 alto - 9 a 10 Muy alto, fuerte Fuente: UNIVERSAL SWEET INDUSTRIES S.A
Elaborado por: Instituto Nacional de Investigaciones Agropecuarias

- 24 -
3.3.2. Características microbiológicas
Los resultados microbiológicos fueron determinados en el laboratorio de
análisis de Microbiología de la UNIVERSAL SWEET INDUSTRIES S.A.:
Tabla 13. CARACTERISTICAS MICROBIOLOGICAS DE LA PASTA DE CACAO
Requisitos Unidad Resultados Mínimo Máximo Método de ensayo
Aerobio Ufc/g 5000 - 5000 Aerobic Count Plates
Method 990.12
Coliformes Ufc/g 0 - 10 Coliform Count, E.
coli/Coliform Count Plates
Method 991.14 Ecoli Ufc/g 0 - 0
Mohos & Levaduras
Ufc/g 0 - 100 Yeast and Mold Count
Plates
Salmonella Ufc/g Aus/25g - Aus/25g
3M™ Tecra™ Salmonella
Visual Immunoassay
AOAC Official Method of
Analysis [OMA 998.09]
Fuente: UNIVERSAL SWEET INDUSTRIES S.A
Elaborado por: Andrea Loor S.

- 25 -
3.4. Experimentación
3.4.1. Equipos y materiales
El dispositivo utilizado para llevar a cabo la esterilización en modo batch fue
un tanque agitado encamisado, en el cual recircula aceite térmico grado
alimenticio.
El aceite térmico recibirá un tratamiento previo de calentamiento en un
intercambiador de calor donde adquiere una temperatura de 118°C para
transferir a la pasta de cacao y ejecutar el proceso de esterilización.
3.4.2. Técnicas
Para la identificación de los microorganismos Aerobios Mesófilos se utilizó
Métodos de Recuento en Placa Petri film marca 3M.
Determinación presencia o ausencia del patógeno Salmonella, se dio uso del
método de análisis cualitativo Tecra marca 3M.

- 26 -
3.5. Ingeniería del procesos
3.5.1. Diagrama de flujo de procesos
Sistema de esterilización
Grafica 4. Esquema del proceso de esterilización de la pasta de cacao
Características:
A - Tanque de almacenamiento de aceite térmico
B - Bomba de descarga de aceite (Bomba piñón)
C - Intercambiador de calor: bancada de tubos 3/4, dos pasos, espejo
D - Tanque de la pasta de cacao
E - Línea de entrada de aceite al intercambiador
F - Línea de salida del aceite del intercambiador y entrada al tanque de
pasta de cacao
G - Línea de retorno del aceite en el tanque de almacenamiento.
B
A
D
E
F
C
G

- 27 -
3.5.1.1. Layout del área de semi-elaborado de Universal Sweet
Industries.
Figura 5. Layout del área de semielaborado de la fábrica.
TQ. ACEITE
TERMICO INTE
RC
AM
BIA
DO
R
DE
CA
LOR
MO
LIN
O 1
M
OLI
NO
2
PR
EMO
LIEND
A 1
PR
EMO
LIEND
A 2
TQ. DE PASTA
DE CACAO
TAQUES DE ALMACENAMIENTO DE MANTECA DE CACAO
1 2 3 4 5 6
PR
ENSA
1
PR
ENSA
2
PR
ENSA
3
TQ. A
LMA
CEM
D
E P
AST
A D
E C
AC
AO
2
TQ. A
LMA
CEM
DE
PA
STA
DE
CA
CA
O 1

- 28 -
3.5.2. Diagrama por equipo de procesos
Tanque de esterilización
Figura 6. Tanque de la pasta de cacao
Características:
A - Tanque de la pasta de cacao - 10000 Kg Cap.
B - Agitador de paletas – 350 RPM
C - Línea de entrada de pasta de cacao al tanque
D - Línea de salida de pasta de cacao del tanque
E - Línea de entrada de aceite a la chaqueta del tanque
F - Línea de salida aceite a la chaqueta del tanque
3,1
3 m
INGRESO DE LA
PASTA DE
CACAO
SALIDA DE LA
PASTA DE
CACAO
Tanque Estelizador
ESTERILIZACIÓ
N
Salida del aceite
Entrada del aceite
B
D A
C
F
E

- 29 -
Intercambiador de calor
4.
5.
6.
7.
8.
9.
10.
Figura 7. Intercambiador de calor del sistema
A – Intercambiador de calor
B – Válvula reguladora de control
C – Caldero
D - Manómetro
E - Línea de entrada de vapor al intercambiador
F - Línea de entrada de aceite al intercambiador
G - Línea de salida de aceite del intercambiador
H - Salida del condensado
B
A
C
D
E
G
F
H

- 30 -
Tanque de almacenamiento de aceite térmico
Fisguar
Figura 8. Tanque de almacenamiento de aceite
A – Tanque de almacenamiento de aceite térmico
B – Línea de salida de aceite del tanque
C – Línea de retorno del aceite al tanque
1.2 m
2.4
m
B
C
A

- 31 -
CAPÍTULO IV
4. ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1. Balance de materia y energía
4.1.1. Balance de materia
Figura 9. Tanque para la pasta de cacao
ESTERILIZACIÓN
PASTA DE CACAO 10,000 Kg
PASTA DE CACAO 10,000 Kg

- 32 -
4.1.2. Balance de energía
Sistemas de vapor:
Figura 10. Intercambiador de calor: Intercambiador de calor de
coraza y tubos de dos pasos por tubos y un paso por coraza
TABLA 14. DATOS DEL INTERCAMBIADOR
ACEITE TÉRMICO
Masa del aceite térmico ⁄
Calor especifico del aceite 0.46809 Kcal/Kg°C Diferencial de temperatura del aceite (118-40)°C
VAPOR
Masa del condensado
Calor latente del vapor 498.016 Kcal/Kg
Presión de trabajo Pv 87.022 lb/in2
Elaborado por: Andrea Loor
Cálculos:
( ) ( ) ( ) ( ) ( )
⁄
⁄
( ) ⁄
158,83°C
40°C
118°C
98°C

- 33 -
Intercambiado de calor paso múltiple:
Grafica 5. Factor de corrección según el método DTLM para un intercambiador de calor de un paso por coraza y 2 pasos por tubos.
Fuente: Problemas de Ingeniería Química. Operaciones Básicas (Tojo, 1980)

- 34 -
La media logarítmica de diferencia de temperatura es: (Tojo, 1980)
( ) ( ) ( )
( ) ( )
Diferencia media de temperatura: (Tojo, 1980)
( ) ( )
Eficiencia del intercambiador: (Tojo, 1980)

- 35 -
Tanque de esterilización:
TABLA 15. DATOS DEL TANQUE
PASTA DE CACAO DATOS
Masa de la pasta de cacao Mpc 10,000 Kg
Calor especifico del cacao Cppc
Diferencial de temperatura del aceite Δtpc (110-75)°C
ACEITE TÉRMICO DATOS
Masa del aceite térmico 968,361.16 Kg
Calor especifico del aceite 0.46809 Kcal/Kg°C
Diferencial de temperatura del aceite (118-115)°C
( ) ( ) ( ) ( ) ( ) ( )
Entrada de aceite
térmico a la chaqueta
del tanque
Salida de aceite
térmico de la chaqueta
del tanque Entrada de pasta de
cacao al tanque
Salida de pasta de
cacao esterilizado
ESTERILIZACIÓN

- 36 -
4.2. Resultados experimentales
PRUEBA #1
Condiciones de operación:
T pasta de cacao (°C) 105
T Aceite (°C) 110
Tabla 16 . POBLACIÓN MICROBIANA EN EL TIEMPO PARA UNA TEMPERATURA T
Fuente: Andrea Loor
Fuente: Andrea Loor
10
100
1000
10000
100000
0 1 2 3 4 5 6 7 8 9 1011121314151617181920
Car
ga m
icro
bia
na
Aer
ob
ios
Me
sofi
los
(ufc
)
Tiempo (Hora)
GRAFICA 6. CURVA DE INACTIVACIÓN O DE SUPERVIVENCIA
Tiempo (hr)
Carga (ufc)
0 40000
1 30000
2 25000
3 18000
4 14000
5 11000
6 11000
7 10000
8 10000
9 8000
10 7000
11 7000
12 5000
13 3000
14 3000
15 1000
16 900
17 700
18 500

- 37 -
Cálculos:
Tiempo de reducción decimal (D)
( ) ( )
( )
( ) ( )
PRUEBA #2
Condiciones del sistema:
T pasta de cacao (°C) 110
T Aceite (°C) 118
Tabla 17 . POBLACIÓN MICROBIANA EN EL TIEMPO PARA UNA TEMPERATURA T
Tiempo (hr) Carga (ufc)
0 43000
1 23000
2 30000
3 25000
4 20000
5 17000
6 15000
7 11000
8 8000
9 4000
10 2000
11 1000
12 300
13 100
14 100 Fuente: Andrea Loor

- 38 -
Fuente: Andrea Loor
Cálculos:
Tiempo de reducción decimal (D)
( ) ( )
( )
( ) ( )
10
100
1000
10000
100000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Carg
a m
icro
bia
na A
ero
bio
s
Meso
filo
s (
ufc
)
Tiempo (Hora)
GRAFICA 7. CURVA DE INACTIVACIÓN O DE SUPERVIVENCIA

- 39 -
PRUEBA #3
Condiciones del sistema:
T pasta de cacao (°C) 110
T Aceite (°C) 118
Tabla 18. POBLACIÓN MICROBIANA EN EL TIEMPO PARA UNA TEMPERATURA T
Tiempo (hr) Carga (ufc)
0 40000
1 38000
2 10000
3 15000
4 11000
5 8000
6 4000
7 2000
8 1000
9 300
10 200
11 300
12 100
13 100
14 100 Fuente: Andrea Loor
Fuente: Andrea Loor
10
100
1000
10000
100000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Car
ga m
icro
bia
na
Aer
ob
ios
Mes
ofi
los
(ufc
)
Tiempo (Hora)
GRAFICA 8. CURVA DE INACTIVACION O SUPERVIVENCIA

- 40 -
Cálculos:
Tiempo de reducción decimal (D)
( ) ( )
( )
( ) ( )
PRUEBA #4
Condiciones del sistema:
T pasta de cacao (°C) 115
T Aceite (°C) 120
Tabla 19. POBLACIÓN MICROBIANA EN EL TIEMPO PARA UNA TEMPERATURA T
Tiempo (hr) Carga (ufc)
0 66000
1 55000
2 30000
3 10000
4 11000
5 9500
6 7000
7 4000
8 3000
9 1000
10 900
11 500
12 100
13 100
14 100 Fuente: Andrea Loor

- 41 -
Fuente: Andrea Loor
Cálculos:
Tiempo de reducción decimal (D)
( ) ( )
( )
( ) ( )
1
10
100
1000
10000
100000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ca
rga m
icro
bia
na
Ae
rob
ios
Me
so
filo
s (
ufc
)
Tiempo (Hora)
GRAFICA 9. CURVA DE INACTIVACION O SUPEVIVENCIA

- 42 -
GRAFICA 10. CURVA DE SUPERVIVIENCIA PARA DETERMINAR VARIOS VALORES “D”
Fuente: Andrea Loor
GRAFICA 11. CURVA RESISTENCIA TERMICA “Z”
Fuente: Andrea Loor
1
10
100
1000
10000
100000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Car
ga m
icro
bia
na
Ae
rob
ios
Mes
ofi
los
(ufc
)
TIEMPO (HR)
105°C
110°C
115°C
4,4
6,5 8,9
1
10
100
80 90 100 110 120 130 140 150
VA
LOR
ES D
TEMPERATURA °C
Z= 32°C
D=4,4
D=8,9
D=6,5

- 43 -
Resultados Sensoriales:
Tabla 20. Tabla comparativa de atributos para la pasta de cacao
CONTRIBUYEN A LA CALIDAD DETERIORAN LA CALIDAD
CCaaccaaoo FFlloorraall FFrruuttaall NNuueezz DDuullccee AAmmaarrggoo AAcciiddeezz AAssttrriinnggeennttee VVeerrddee
AACCTTUUAALL ((MM22)) 44 00 33 11 00,,55 44 22,,55 22,,55 00
PPRROOPPUUEESSTTAA
((MM11)) 44..55 00,,55 44 11,,55 00,,55 33,,55 22,,55 33 00,,55
Fuente: Instituto Nacional Autónomo de Investigación Agropecuaria
Fuente: Instituto Nacional Autónomo de Investigación Agropecuaria
00,5
11,5
22,5
33,5
44,5
Cacao
Floral
Frutal
Nuez
DulceAmargo
Acidez
Astringente
Verde
GRAFICA 12. COMPARACIÓN DE LOS PARAMETROS SENSORIALES
SENSORIAL PASTA DECACAO: ACTUAL
PROPUESTA

- 44 -
4.3. Análisis e interpretación de los resultados
Se han considerado para estas pruebas el estudio de Aerobios Mesófilos,
representando una de las mayores cargas después de la destrucción de
patógenos.
En la prueba #1 se observa que los perfil de las curvas reducción de carga
microbiana de Aerobios Mesófilos donde se logra reducir un ciclo logarítmico al
cabo de 7 horas.
En la prueba #2 y #3 se puede comprobar la efectividad de las condiciones
de operación establecidas para la esterilización de la pasta de cacao, en la cual
se logra reducir la carga microbiana de un ciclo logarítmico al cabo de 4 horas
logrando reducir hasta 2 ciclos logarítmicos lo cual nos garantiza la vida útil del
producto.
En la prueba #4 se logra la reducir 1 ciclo logarítmica al cabo 3 horas, pero
se puede correr el riesgo de que varíen las características organolépticas de
producto ya que se requiere aumentar 5°C al proceso.
Con los resultados de las pruebas #2 y #3 logra la reducción de la carga
microbiológica inicial requiriendo de un tiempo de 12 horas, logrando superar el
proceso anterior que requería de 48 horas.
En cuanto al sensorial del producto no existen variaciones en las
características consideradas a evaluar.

- 45 -
4.4. Comparación de los datos obtenido
Tabla 20. Datos comparativos de los resultados
Proceso actual Proceso Propuesto
Condiciones Resultados Condiciones Resultados
Tiempo de esterilización
48Hr Tiempo de
esterilización 12hr
Temperatura de la pasta de
cacao 97
Temperatura de la pasta de
cacao 110
Medio de calentamiento
Agua Medio de
calentamiento Aceite Térmico
Temperatura del medio de
calentamiento 98
Temperatura del medio de
calentamiento 118
Carga microbiana final
- Aerobios Mesófilos
5000 ufc
Carga microbiana final
– Aerobios Mesófilos
100 ufc
Salmonella Ausencia/25g Salmonella Ausencia/25g
Características sensoriales
Aroma a grasa saturada, en el
sabor tiene presencia de
frutas secas, al final se sientes una sensación ligeramente a
quemado
Características sensoriales
Aroma a chocolate,
moderado acide, amargo y
astringente, ligero sensación
a fruto seco
FUENTE: Andrea Loor

- 46 -
CONCLUSIONES
Con las condiciones de operación establecidas se ha logrado disminuir el
tiempo de esterilización actual de 48 horas a 12 horas.
Así también, el aumento significativo de la temperatura de 98°C a 118°C dio
como resultado la reducción de la carga microbiana de 2 ciclos logarítmicos
significativos en la pasta de cacao logrando una carga final de 100 ufc de
recuento de aerobios Mesófilos y la ausencia de Salmonella, garantizando la
inocuidad y vida útil del producto final.
En cuanto a las características organolépticas se logra mejorar la calidad
sensorial resaltando los aromas a chocolate, manteniendo la acidez, amargo y
astringente y conservando la sensación de ligero fruto seco.
La reducción del tiempo del ciclo de un proceso, significa un aumento
equivalente en la capacidad productiva. Este aporte, además de acelerar el
proceso, permite también una menor dedicación de la mano de obra y del
equipo en otras líneas, lo que también reduce el ciclo productivo de otras líneas
de producción.

- 47 -
RECOMENDACIONES
El sistema de calentamiento de aceite se debe suministrar con un
sistema de filtros, uno en operación y otro de relevo, que limpie y mantenga el
aceite térmico libre de contaminantes. El sistema de filtrado debe incluir
válvulas de bloqueo de cierre hermético con actuador hidráulico para permitir el
servicio alterno de los filtros sin interrumpir el flujo del aceite de calentamiento.
El aceite térmico fue elegido según sus características de transferencia,
viscosidad, densidad y de calidad apta para uso de industria alimenticia.
Se recomienda colocar guardas de seguridad para el sistema de vapor,
así evitar posibles accidentes por quemadura.
La carga microbiana del grano de cacao es crítica debido a sus orígenes
por los tanto se debe controlar el proceso previo a la esterilización de la pasta
de cacao con la finalidad de poder reducir la carga a un 50%, y en base a esa
carga iniciar el proceso de esterilización.
- 48 -
BIBLIOGRAFIA
Beckett, S. T. (1988). Industrial Chocolate Manufacture and use. Glasgow: Blackie & Son
Limited, Bishoobriggs, Glasgow G64 2NZ.
CODEX STAN 141-1983, R. 1.-2. (2001). NORMA PARA EL CACAO EN PASTA (LICOR DE
CACAO/CHOCOLATE) Y TORTA DE CACAO.
Heldman, R. D., & Hartel, R. W. (1997). LOS PRINCIPIOS DE ELABORACION DE ALIMENTOS.
J., A. A. (1999). INGENIERIA DE LA INDUSTRIA ALIMENTARIA. Madrid: Síntesis S.A.
Jay, Jame Monroe. (2002). MICROBIOLOGIA MODERNA DE LOS ALIMENTOS. ZARAGOZA,
ESPANA : ACRIBIA.
Lubline LLC Oils and Lubricants. (s.f.). Recuperado el 1 de Agosto de 2014, de . Houston, Texas:
http://www.lubline.com/lubklear/
ORREGO, C. E. (2003). PROCESAMIENTO DE ALIMENTOS. MANIZALES: UNIVERSIDAD NACIONAL
DE COLOMBIA.
Ray, B., & Bhunia, A. (2010). Fundamentos de Microbiologia de los Alimentos. Mexico:
McGraw-Hill.
Richardson, P. (2004). Tecnologias térmicas para el procesado de los alimentos. Zaragoza:
Acribia.
Sharma, S. K., Mulvaney, S. J., & Rizvi, S. S. (2003). INGENIERIA DE ALIMENTOS: OPERACIONES
UNITARIAS Y PRACTICAS DE LAB ORATORIO. Mexico, D. F.: LIMUSA.
Tojo, j. O. (1980). Problemas de Ingenieria Quimica, Operaciones Basicas. Madrid: Aguilar S.A.

- 49 -

- 50 -
Anexo A. Carta de autorización de Universal Sweet Industries

- 51 -
Anexo B. Montaje del intercambiador de calor
Fuente: Universal Sweet Industries
Anexo C. Intercambiador de calor con su respectiva guarda de seguridad
Fuente: Universal Sweet Industries

- 52 -
Anexo D. Reporte de resultados de análisis sensorial de la pasta de cacao
Fuente: Universal Sweet Industries

- 53 -
Anexo E. Ficha técnica del aceite térmico
- 54 -
Anexo F. Hoja de seguridad del aceite térmico

- 55 -

- 56 -

- 57 -

- 58 -

- 59 -

- 60 -

- 61 -
Anexo G. Procedimiento de siembra en placas Petri film

- 62 -

- 63 -
Anexo H. Procedimiento de preparación de muestra para análisis microbiológico

- 64 -
Anexo I. Certificados de placas, reconocimientos y convalidaciones. Método oficial de análisis





























