Embed Size (px)
Citation preview

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 1
ME8491 ENGINEERING METALLURGY L T P C
3 0 0 3
OBJECTIVE:
•To impart knowledge on the structure, properties, treatment, testing and applications of metals
and non-metallic materials to identify and select suitable materials for various engineering
applications.
UNIT I ALLOYS AND PHASE DIAGRAMS 9
Constitution of alloys – Solid solutions, substitutional and interstitial – phase diagrams,
Isomorphous, eutectic, eutectoid, peritectic, and peritectoid reactions, Iron – carbon equilibrium
diagram. Classification of steel and cast Iron microstructure, properties and application.
UNIT II HEAT TREATMENT 9
Definition – Full annealing, stress relief, recrystallisation and spheroidising – normalising,
hardeningand Tempering of steel. Isothermal transformation diagrams – cooling curves
superimposed onI.T. diagram CCR – Hardenability, Jominy end quench test - Austempering,
martempering – casehardening, carburizing, Nitriding, cyaniding, carbonitriding – Flame and
Induction hardening –Vacuum and Plasma hardening. .
UNIT III FERROUS AND NON-FERROUS METALS 9
Effect of alloying additions on steel- α and β stabilisers– stainless and tool steels – HSLA,
Maragingsteels – Cast Iron - Grey, white, malleable, spheroidal – alloy cast irons, Copper and
copper alloys– Brass, Bronze and Cupronickel – Aluminium and Al-Cu – precipitation
strengthening treatment –Bearing alloys, Mg-alloys, Ni-based super alloys and Titanium alloys.
UNIT IV NON-METALLIC MATERIALS 9
Polymers – types of polymer, commodity and engineering polymers – Properties and applications
of various thermosetting and thermoplastic polymers (PP, PS, PVC, PMMA, PET,PC, PA, ABS,
PI,
PAI, PPO, PPS, PEEK, PTFE, Polymers – Urea and Phenol formaldehydes)- Engineering
Ceramics – Properties and applications of Al2O3, SiC, Si3N4, PSZ and SIALON –Composites-
Classifications- Metal Matrix and FRP - Applications of Composites.
UNIT V MECHANICAL PROPERTIES AND DEFORMATION MECHANISMS 9
Mechanisms of plastic deformation, slip and twinning – Types of fracture – Testing of materials
under tension, compression and shear loads – Hardness tests (Brinell, Vickers and Rockwell),
hardness tests, Impact test lzod and charpy, fatigue and creep failure mechanisms.
TOTAL:45 PERIODS
TEXT BOOKS:
1. Avner, S.H., “Introduction to Physical Metallurgy”, McGraw Hill Book Company,1997. 2. Williams D Callister, “Material Science and Engineering” Wiley India Pvt Ltd, Revised Indian Edition 2014

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 2
Subject code: ME 8491 Year/Semester : II/04
Subject: Engineering Metallurgy Subject Handler: Dr.P.K.Chidambaram
UNIT I : ALLOYS AND PHASE DIAGRAMS 9
Constitution of alloys – Solid solutions, substitutional and interstitial – phase diagrams,
Isomorphous, eutectic, eutectoid, peritectic, and peritectoid reactions, Iron – carbon
equilibrium diagram. Classification of steel and cast Iron microstructure, properties and
application.
PART * A
Q.No Questions
1.
What is solid solution its types? BTL1 [Nov/Dec 2011; Nov/Dec 2010]
A solid solution is formed when two metals are completely soluble in liquid state and
completely soluble in solid state {eg: Cu-Zn [brass], Ni-Cu [monel metal]
Solid solutions are of two types. They are (a) Substitutional solid solutions. (b) Interstitial
solid solutions.
2.
Why is carbon more soluble in austenite than ferrite? BTL1
Austenite has face centred cubic (FCC) crystal structure and ferrite has body cantered cubic
(BCC) crystal structure. Due to its larger size, carbon atoms occupy octahedral interstitial sites
in these crystals. Octahedral interstitial site of BCC ferrite is much smaller for carbon than that
of FCC austenite. Therefore solubility of carbon in ferrite is much smaller than solubility of
carbon in austenite.
3.
State the conditions under which two metallic will exhibit unlimited solid solubility.
BTL1 [May/June 2014]
To exhibit unlimited solid solubility, the solute and solvent elements should obey the
following general rules of Hume Rothery
i. Extensive substitutional solid solution occurs only if the relative difference between the
atomic diameters (radii) of the two species is less than 15%. If the difference > 15%,
the solubility is limited.
ii. For appreciable solid solubility, the crystal structures of the two elements must be
identical
iii. The solute and solvent atoms should typically have the same valence in order to
achieve maximum solubility.
iv. Electro-negativity difference close to 0 gives maximum solubility.
4.
What is invariant reaction in binary system? List the types of it. BTL1
Invariant reaction, is which one or more phases react at a temperature to produce, on cooling,
one or more new phases.
Reaction Symbolic equation Schematic presentation Example
Eutectic
[Nov 2013]
L ↔ α + β
Fe-C, 4.27% C, 11470 C
Eutectoid
[Nov 2010]
α ↔ β + γ
Fe-C, 0.80% C, 7230 C

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 3
Peritectic
[Apr 2011]
L + α ↔ β
Fe-C, 0.16%C, 14950 C
Peritectoid α + β ↔ γ
Monotectic L1 ↔ L2 + α
Fe-C, 0.51%C, 14950 C
5
Iron is allotropic in nature – Justify. BTL1
Iron is an allotropic material which means that it exists in more than one type of crystal
structure at different temperatures.eg: α-iron, γ-iron, δ-iron.
6
State Gibb’s phase rule. [May 2014] BTL1
The Gibbs phase rule describes the degrees of freedom available to describe a system with
various phases and substances.
It state that under equilibrium conditions, the following relation must be satisfied
F = C– p + 2 [phase rule]
F – Degree of freedom; C-- number of components; p—number of phase in equilibrium;
7
Define Cast iron and it classification. BTL1
Cast iron – alloy of iron carbon contain 2.1% - 4.5% wt of carbon.
Types of cast iron: grey, white, nodular, malleable and compacted graphite.
8
Why grain boundary is in irregular shape? BTL1
When the liquid metal is cooled, solidification [grains start to nucleate] starts at random point.
When these take place, at certain point the boundaries fling with each other this results in
irregular shape of grain boundary
9
What is the difference between alloy and solid solution? BTL1
A solid solution, by definition, implies that the components mix perfectly to form a single
phase. But metals in an alloy need not mix perfectly. An alloy could consist of one or more
solid solutions.
10
Define steel and also classify it with respect to carbon content. [May 2013] BTL1
Steels- alloy of iron-carbon, contain upto 2% wt carbon
Plain carbon steel [or] low alloy steel
• Low carbon steel- < 0.25% wt carbon
• Medium carbon steel- 0.25% to 0.6% wt
• High carbon steel- 0.6% to 1.4% wt
High alloy steel
• Stainless steel {> 11% wt Cr}
• Tool steel
11 What are the types of phase diagrams? BTL1
Unary ,Binary and Ternary
12
What is Phase diagram? BTL1
The phase diagram indicates the temperature at which the solid alloy will start melting and
finish melting.
13
What are the four solid phases in the iron- iron carbide diagram? BTL1
• ∞ -Ferrite
• Austenite (γ)
• Cementite

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 4
• α- Ferrite
14 What are the types of Cast iron? BTL1
Gary , Nodular ,White and Malleable
15
Define alloy. BTL1
Combination of two are more elements, of which one of the element should be a metal in
major proportion. The other may be a metal or non-metal.
Example: Brass(Cu-Zn) and Steel (Fe-C)
PART* B
1
With the help of sketch explain the two types of solid solution in detail.(13M) BTL2
Answer: Page1.3 - Dr.V.Jayakumar
• A solid solution is formed when two metals are completely soluble in liquid state and
completely soluble in solid state.
• In other words, when homogeneous mixtures of two or more kinds of atoms (of metals)
occur in the solid state, they are known as solid solutions.
Solid solutions are of two types. They are
(a) Substitutional solid solutions. (b) Interstitial solid solutions. (2M)
SUBSTITUTIONAL SOLID SOLUTION
• If the atoms of the solvent or parent metal are replaced in the crystal lattice by atoms of
the solute metal then the solid solution is known as Substitutional solid solution.
• For example, copper atoms may substitute for nickel atoms without disturbing the
F.C.C. structure of nickel. In the Substitutional solid solutions, the substitution can be
either disordered or ordered.
Substitutional solid solution is classified into two type, they are
1. Ordered Substitutional solid solution 2. Random Substitutional solid
solution
Random Substitutional solid solution
• When there is no order in the substitution of the two metal elements, the chance of one
metal element occupying any atomic site in the crystal is equal to the atomic present of
the element in the alloy.
• Obviously, in such a situation the concentration of solute atom can vary considerably
throughout the lattice structure.
• Such a type of the resulting solid solution is called as random or disordered solid
solution.
[a] Random Substitutional solid solution [b] Ordered Substitutional solid solution [c]
Interstitial solid solution
Ordered Substitutional solid solution

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 5
• Many Substitutional solid solutions can be in an ordered state at relatively low
temperature, i.e. unlike atoms of two elements are distributed between the sites of the
space lattice not statistically, but in perfectly definite order.
• Such solid solution is called ordered or superstructure solid solution.
• Such an ordering is common at low temperature because greater thermal agitation tends
to destroy the orderly arrangement.
Formation of Substitutional solid solution
Formation of Substitutional solid solutions between two metals is governed by a set of rules
known as Hume-Rothery rules
• Size difference between the atoms of solute and the parent metal should be less than
15%.
• The electronegativity difference between the metals should be small (minimum
chemical affinity to each other).
• The solubility of a metal with higher valence in a solvent of lower valence is more
compared to the reverse situation e.g. Zn is much more soluble in Cu than Cu in Zn.
• For complete solubility over the entire range of compositions the crystal structures of
the solute and the solvent must be the same. (6M)
INTERSTITIAL SOLID SOLUTION
• In interstitial solid solutions, the solute atom does not displace a solvent atom, but
rather it enters one of the holes or interstices between the solvent atoms.
• These can form for instance, on melting together transition metals with non-metals
with small atomic radius [H, N, C and B].
• The possibility of obtaining an interstitial solution is mainly determine by the size
factor; i.e. the size of solute atom must be equal to or slightly smaller than the size of
interstitial void.
• Interstitial solid solutions always have a limited solubility.
• They form preferably in solvent having an HCP or FCC lattice with interstices of a
radius of 0.41 R, where R is the radius of solvent atom. (5M)
2
Explain various types of Phase diagram with neat diagram and Phase [Gibb’s] rule.
(13M) BTL2
Answer: Page1.16-Dr.V.Jayakumar
PHASE DIAGRAM
Plots showing relations between phases in equilibrium Vs composition, pressure and
temperature are called phase diagrams. These are also known as equilibrium diagrams.
Classification of phase diagram
• Unary phase diagram(single component system)
• Binary phase diagram( two component system)
• Ternary phase diagram (three components system)
• Quaternary phase diagram (four components system) (2M)
Unary phase diagram (Reaction)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 6
It is a single component system. Phase map indicates temperature T on y-axis and pressure p
on x-axis
• Cast Iron (Fe) whose phase diagram is shown in figure. The diagram indicates different
phases as a function temperature and pressure. The gases, liquids and solid forms of
iron are single phases.
• The boundaries AB, CDE, FDE, FDE, GHJ and GHK are phase boundaries for two
phase equilibrium. Here D=1 which implies that either temperature or pressure may be
varied. If we want to maintain two phase equilibrium on these boundaries, then
pressure and temperature both are required to change.
• Three phase boundaries meet at points D and H, these known as triple points. Here
D=0 and three phase equilibrium exists. As the degree of freedom is zero system
constraint, neither pressure nor temperature can be varied.
• crystal forms of iron such as BCC(α),FCC (γ )and BCC(∞) are obtained at increasing
temperatures. BCC(α),HCP(€) form near a pressure of about 15 GPa.
Binary phase diagram (two components systems)
• In addition to pressure and temperature, a third variable ‘composition’ is also involved
now. The diagram plotting phase diagrams on paper, the temperature is taken on
ordinate and composition on abscissa for a specified pressure.
• The specified pressure is generally atmospheric. As pressure variable is avoided
arbitrarily, Equation maybe written as
D=C-P+1------ (1)
• Two component systems obeying Hume-Rothery’s conditions and exhibiting complete
solid solubility as well as liquid solubility result into binary phase diagram. The
involved components dissolve in all proportions into each other in solid and liquid
states.
Ternary Phase Diagram

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 7
• The above phase diagram contains both a eutectic reaction and its solid-state analog, a
eutectoid reaction
• Real materials are almost always mixtures of different elements rather than pure
substances: in addition to T and P, composition is also a variable. We will limit our
discussion of phase diagrams of multi component systems to binary alloys and will
assume pressure to be constant at one atmosphere.
• Phase diagrams for materials with more than two components are complex and difficult
to represent. An example of a phase diagram for a ternary alloy is shown for a fixed T
and P below. (6M)
THE GIBBS PHASE RULE
• The phase rule connects the Degrees of Freedom, the number of Components in a
system and the number of Phases present in a system via a simple equation.
• To understand the phase rule one must understand the variables in the system along
with the degrees of freedom.
• Degrees of Freedom: In response to a stimulus the ways in which the system can
respond corresponds to the degrees of freedom of the system
For a system in equilibrium
F = C - P + 2 or F- C +P = 2
F –Degrees of Freedom
C –Number of Components
P –Number of Phases
Variables in a Phase Diagram
• Variables in the system = Composition variables + Thermodynamic variables
• Composition of a phase specified by (C –1) variables(e.g. If the composition is
expressed in %ages then the total is 100% , there is one equation connecting the
composition variables and we need to specify only (C-1) composition variables)
• No. of variables required to specify the composition of all Phases: P(C –1) (as there are
P phases and each phase needs the specification of (C-1) variables)
• Thermodynamic variables = P + T (usually considered) = 2(at constant Pressure (e.g.
atmospheric pressure) the thermodynamic variable becomes 1)
Total no. of variables in the system = P(C –1) + 2
F < no. of variables = F < P(C –1) + 2. (5M
3
Draw the Iron-Carbide [Fe-C] diagram, name the various field and explain the reaction
involved.(13M) BTL2
Answer: Page 1.53 -Dr.V.Jayakumar
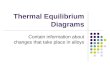
IRON- IRON CARBIDE DIAGRAM {Fe-Fe3c}

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 8
(7M)
• The Fe-Fe3C is characterized by five individual phases and four invariant reactions.
• Five phases that exist in the diagram are: α–ferrite (BCC) Fe-C solid solution, γ-
austenite (FCC) Fe-C solid solution, δ-ferrite (BCC) Fe-C solid solution, Fe3 C (iron
carbide) or cementite - an inter-metallic compound and liquid Fe-C solution. (8M)
• Four invariant reactions that cause transformations in the system are namely eutectoid,
eutectic, monotectic and peritectic.
✓ peritectic reaction at 1495o C and 0.16%C, δ-ferrite + L ↔ γ-iron (austenite)
✓ monotectic reaction 1495o C and 0.51%C, L ↔ L + γ-iron (austenite)
✓ eutectic reaction at 1147oC and 4.3 %C, L ↔ γ-iron + Fe3C (cementite)
[ledeburite]
✓ eutectoid reaction at 723oC and 0.8%C, γ-iron ↔ α–ferrite + Fe3C (cementite)
[pearlite] (5M)
4
Draw and explain the phase diagram for the following condition .(13M) BTL2
Answer: Page 1.39 -Dr.V.Jayakumar

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 9
i. Two components completely solvable in the liquid state and completely in solvable
in solid state [Binary phase - eutectic system]
EUTECTIC SYSTEM
• In eutectic reaction, when a liquid solution of fixed composition, solidifies at a constant
temperature, forms a mixture of two or more solid phase without an intermediate pasty
stage.
Liquid solid1 + solid 2
• At eutectic temperature, two solids form simultaneously from a single liquid phase.
• In a eutectic system, there is always a specific alloy, known as eutectic composition
that freezes at a lower temperature than all other composition.
• The eutectic temperature and composition determine a point on the phase diagram
known as ‘eutectic point’
Binary alloy eutectic system may be classed as follow
➢ Two metals are completely soluble in both the liquid state and the solid state.
➢ Two metals are completely soluble in the liquid state but are insoluble in the solid
state. (4M)
Two metals are completely soluble in both the liquid state and the solid state
• Fe-C, Al-Si, Al-Ni, Mg-Al are few examples which form such a type of solution.
• Figure exhibit the equilibrium diagram of Cd-Bi system which have no solid solubility
with each other. The eutectic is the finely-divided intimate mixture of Cd and Bi.
• Three different compositions of alloys have been
shown on the diagram (as typical examples).
• For an alloy of 20% Cd and 80% Bi (represented
by line A in Fig.), the mixture becomes saturated
with Bi as the liquids is reached. Dendrites of
pure Bi begin to form at this stage. More Bi
solidifies as cooling continues further, making
remaining liquid richer in Cd.
• When the eutectic point is attained (at
temperature of 144°C) the remaining liquid is
solidified as Cd-Bi eutectic which surrounds the
grains of pure Bi in the microstructure.
•
• When a mixture of 60% Cd and 40% Bi can cool, dendrites of pure Cd begin to form at
liquids and remaining liquid gradually becomes richer in Bi. At the eutectic the alloy
solidifies with Cd embedded in the matrix of the eutectic mixture.
• If a mixture of eutectic proportions can cool the whole of the mixture solidifies at
temperature of 144°C. However, no coring occurs in eutectic alloys. (4M)
Two metals are completely soluble in the liquid state but are insoluble in the solid state.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 10
• There are certain solvent metals, which can accommodate only a certain percentage of
solute metal. This results in limited solid solution.
• It is observed that the partial solid solubility varies tremendously with temperature and
almost in every case decreases with decreasing temperatures. A eutectic is formed in
some such solid solutions.
• It is observed that the solubility of a constituent (solute) in the other (the solvent)
mainly depends upon relative size of two atoms.
• With the rise in temperature the distance between the atoms increases whereby the
lattice is capable of absorbing greater distortions and hence the solubility increases.
• We may note that no pure metal
exists in the solid alloy of any
composition. It is the solid
solution of one metal in the
other that exists in the solid
state.
• The phase which solidifies first
is termed as α phase while the
one which separates later is
termed as β phase
• For example, in the solution of
Sn in Pb is referred as α while
that of Pb in Sn is β
• OE line in Fig. shows the amount of Sn which can be dissolved in Pb at temperature below
the solidus. This amount is referred as solvus.
• 20% of Sn can be accommodated in Pb at 183°C. At room temperature this falls to 3%.
The rejected tin from the solid solution sets up its own lattice into which some Pb is
dissolved. Obviously, it so forms β phase which adds to β phase already existing in the
solution. The solubility of Pb in Sn at room temperature is 1%. (5M)
5
Explain the peritectic reaction in detail .(13M) BTL2
Answer: Page -Dr.V.Jayakumar
PERITECTIC REACTION
• It is not as common as those of eutectic or
isomorphous system. However it is often a part of
complex binary phase diagrams of many
commercial alloys.
• Pt‐Ag has such a phase diagram. Note that the
melting points of the two are widely different.
• A peritectic reaction is defined as the reaction
between liquid phase and a primary solid phase to
form a secondary solid phase.
• In iron-base and steel alloys, the melt (L) reacts
with delta ferrite, δ, to form gamma-austenite, γ,

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 11
at the L/δ interface. (7M)
• Various degrees of deviations from ideality in both solid and liquid states are responsible
for different types of diagrams where there is limited solubility.
• γ then grows laterally on the surface of δ by diffusion of solute atoms from δ into γ
through the melt.
• The peritectic transformation at that point begins, where the γ layer surrounding δ grows
into the melt and into δ simultaneously by the diffusion of alloying atoms from the melt to
δ, through the γ layer until the complete annihilation of δ.
• The rate of this transformation is strongly dependent on the diffusivity of the alloying
atoms in γ. (6M)
PART - C
1
Explain the micro-constituent of Fe-C system. (15 M) BTL2
Answer: Page1.54 - Dr.V.Jayakumar
Austenite:
• This is the solid interstitial solution of carbon in gamma iron (Feγ).
• It has a FCC lattice in which the interstices are larger than in the BCC lattice, because
of which the solubility of carbon in Feγ is much higher and attains 2.14%.
• Austenite is ductile and has a higher strength than ferrite (HB 160-200) at a
temperature 20-25°C. On cooling below 723°C it starts transforming into pearlite and
ferrite.
• We may note that the austenite in a eutectoid steel is unstable at all temperatures.(3M)
Ferrite:
• This is a soft and ductile phase. Basically, this is a BCC iron phase with very limited
solubility of carbon.
• Like austenite, ferrite may have other alloying elements in Substitutional solid solution.
Ferrite is the name given to pure iron crystals.
• The solubility of carbon in ferrite is 0.025 at 723°C.
• Below the critical temperature, the slow cooling of low carbon steel produces ferrite
structure.
• Ferrite is very soft and highly magnetic and does not harden when cooled rapidly.(4M)
Cementite (Cem):
• This is essentially iron carbide Fe3C (of almost constant composition). It contains
6.69% C and has a complex rhombic lattice and under normal conditions.
• It is extremely hard in nature and brittle. It is weakly ferromagnetic, but loses this
property on heating to 210°C.
• The melting temperature of cementite is difficult to determine, since cementite

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 12
decomposes on heating.
• The brittleness and hardness of cast iron is mainly controlled by the presence of
cementite in it.
(4M)
Pearlite:
• Pearlite is a mechanical mixture of about 87% ferrite and 13% cementite having a two-
phase microstructure and found in some steels and cast irons.
• Pearlite results from the transformation of austenite of eutectoid composition and
consists of alternating layers (or lamellae) of α-ferrite and cementite. (4M)
2
Explain the classification of cast iron. (15 M) BTL2
Answer: Page 1.64 - Dr.V.Jayakumar
CAST IRON
GRAY CAST IRON WHITE CI NODULAR [ductile] CI MALLEABLE CI (3M)
GRAY CAST IRON
• Gray iron, is named because its fracture has a gray appearance.
• It contains carbon in the form of flake graphite in a matrix which consists of ferrite,
pearlite or a mixture of the two.
Advantages of Gray Cast Iron:
• Graphite acts a s a chip breaker and a tool lubricant.
• Very high damping capacity. Due to this it used for heavy equipment that exposed to
high vibration
Disadvantages:
• Brittle (low impact strength) which severely limits use for critical applications.
• Graphite acts as a void and reduces strength. Maximum recommended design stress is
1/4 of the ultimate tensile strength. Maximum fatigue loading limit is 1/3 of fatigue
strength.
Application
Automotive cylinder blocks, head, flywheel, lathe bed and machine bodies
Graphite flakes

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 13
WHITE CAST IRON
• White cast iron is unique in that it is the only member of the cast iron family in which
carbon is present only as carbide.
• Due to the absence of graphite, it has a light appearance.
• An improved form of white cast iron is the chilled cast iron.
White cast iron / Chilled cast iron
• A chilled iron casting can be produced by adjusting the carbon composition of the
white cast iron so that the normal cooling rate at the surface is just fast enough to
produce white cast iron while the slower cooling rate below the surface will produce
gray iron.
• Fast cooling prevents graphite and pearlite formation.
• The depth of chill decreases and the hardness of the chilled zone increases with
increasing carbon content.
Application
• Chilled cast iron is used for railway-car wheels, crushing rolls, stamp shoes and dies,
and many heavy-duty machinery parts.
SPHEROIDAL or NODULAR CAST IRON
• The carbon forms into spheres when cerium, magnesium, sodium, or other elements are
added to a melt of iron with very low sulfur content that will inhibit carbon from
forming.
• They have high tensile strength and good elongation properties.
• These are stronger and ductile than gray cast irons.
Application
• Because of economic advantage and high reliability, ductile iron is used for such
critical automotive parts as crankshafts, engine connecting rods. wheel. (7M)
MALLEABLE CAST IRON
• Obtained by heat treating white iron for a prolonged period that causes decomposition
of cementite into graphite.
SPHERICAL CARBON NODULE

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 14
Advantage
• Excellent machinability
• Significant ductility
• Good shock resistance properties
Disadvantage
• The major disadvantage is shrinkage.
• Malleable cast iron decreases in volume during solidification, and as a result, requires
attached reservoirs (feeders and risers) of liquid metal to offset the shrinkage and
prevent the formation of internal or external shrinkage defects.
Application
• Typical applications include: railroad, connecting rods, marine and other heavy-duty
services.
• Malleable cast iron is used for making parts where forging is expensive such as hubs
for wagon wheels, brake supports. (5M)
3.
Draw and explain the phase diagram for the following condition. (15 M) BTL2
Answer: Page 1.25 -Dr.V.Jayakumar
I.Two components completely solvable in the solid state and solvable in the liquid state
[Binary phase - isomorphous system]
ISOMORPHOUS SYSTEM
• A binary phase is a two component system. Binary phase diagrams are most commonly
used in alloy designing.
• The two metals are soluble in each other in the entire range of compositions in both
liquid and solid state. This kind of system is known as ‘Isomorphous’ system.
• The simplest binary system is the Cu-Ni which exhibits complete solubility in liquid
and solid state. (3M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 15
• The line above which the
alloy is liquid is called the
liquidus line. At
temperature just below this
line crystals of solid
solution start forming.
• The line below which
solidification completes is
called solidus line.
Hence, only solid solution
exists at any temperature
below the solidus line.
• The intermediate region
between liquidus and
solidus lines is the two-
phase region where liquid
and solid coexists.
• The composition of phases
in the two-phase region is
not same
• To find the composition of the individual phases in the two-phase region, a horizontal
line (XY), called tie line, is drawn and its intercepts on the liquidus and solidus lines,
Cl and Cs, are taken as the composition of the liquid and solid respectively
• The relative fractions of the phases at a given temperature for an alloy composition Co
is obtained by the lever rule.
• This rule gives the fraction of a phase by the ratio of the lengths of the tie line between
Co and composition of the other phase to the total length of the tie line. For example,
fraction solid, fs is given by
Cooling curve for isomorphous system
• Upon cooling from liquid state, the temperature of
the pure metal (A or B) drops continuously till
melting point at which solidification starts.
• Solidification happens at a constant temperature
(line PQ) as F =0 (F = 1 – 2 +1 = 0). The

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 16
temperature drops again on completion of
solidification.
• For any alloy (1, 2, 3 etc.) temp. Drops till the
liquidus (L1, L2, L3). However, in this case,
solidification proceeds over a range of temperature
as F = 1 (2 – 2 + 1 = 1). Once solidification
completes at the solidus (S1, S2, S3) the temp.
Drops again. [F-from Gibbs phase rule] (12M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 17
Subject code: ME 8491 Year/Semester : II/04
Subject: Engineering Metallurgy Subject Handler: Dr.P.K.Chidambaram
UNIT II HEAT TREATMENT 9
Definition – Full annealing, stress relief, recrystallisation and spheroidising – normalising,
hardeningand Tempering of steel. Isothermal transformation diagrams – cooling curves
superimposed onI.T. diagram CCR – Hardenability, Jominy end quench test - Austempering,
martempering – casehardening, carburizing, Nitriding, cyaniding, carbonitriding – Flame and
Induction hardening –Vacuum and Plasma hardening. .
PART - A
Q.No Questions
1.
Define critical cooling rate. BTL 1
The minimum cooling rate at which all the austenite is super-cooled to point MS [Martensite
start] and is transformed into martensite is called the critical cooling rate.
2.
What is tempering? Why it is done? BTL 1
• The process of tempering consists of heating; quenched, hardend steel, steel in
martensitic condition, to some pre-determined temperature between room temperature
and a critical temperature of the steel for a certain length of time, followed by air
cooling.
• Tempering is carried out to: Increase toughness and ductility, decrease hardness,
relieve stresses and stabilize structure.
3.
What is the significant of TTT diagram in the heat treatment of steel? BTL 1
• This diagram indicates the phase existing in steel at various temperature and time.
• With the help of these diagrams, one can choose proper cooling cycle to obtain the
desired transformation product [microstructure].
4.
List the factors that affect hardenability of steel. BTL 1
• Surface condition and the austenite grain size.
• Size and shape of the piece
• Severity of quench used.
• Hardenability of steel from which the components is made.
5
What changes in physical and mechanical properties occur due to annealing? [Or] when
we prefer annealing process? BTL 1
• To refine grain size due to phase recrystallization
• To increase ductility
• To modify electrical and magnetic property
• To softening the metals
• To improve machinability
• To relieve internal stresses
6
What is spheroid sing or spheroid sing annealing? BTL 1
• Spheroidise annealing is a process that produces typical microstructure consisting of
the globules (spheroid) of cementite or carbides in the matrix of ferrite.
• It accomplished by heating to temperature just above the critical and cool very slowly;
about 60C per hour

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 18
• The main purpose of this process is to improve the machinability of high carbon steel
[above 0.6%C].
7
Define carburizing process. BTL 1
• Carburizing is a casehardening process in which 0.8-1% wt. of carbon is added to the
surface of low carbon steel.
• Carburizing is the addition of carbon to the surface of low-carbon steels at
temperatures generally between 920 and 950°C, at which austenite, with its high
solubility for carbon, is the stable crystal structure.
• When the carburized steel is heat treated, the case is hardened while the core remains
soft and tough.
8
List any four methods of case hardening. BTL 1
• Induction hardening
• Flame hardening
• Cyaniding
• Carburizing
• Nitriding
9
Enumerate any four differences between annealing and normalizing. BTL 2
Annealing Normalizing
• Less hardness, tensile strength and
toughness.
• Pearlite is coarse and usually gets
resolved by the optical microscope.
• Grain size distribution is more
uniform.
• Internal stresses are least.
• Slightly more hardness, tensile strength
and toughness.
• Pearlite is fine and usually appears
unresolved with optical microscope.
• Grain size distribution is slightly less
uniform.
• Internal stresses are slightly more
10 List some of the commonly used quenching medium. BTL 1
♪ Water ♪ Brine ♪ Oils ♪ Air ♪ Molten salt
11
What are the products you came to know from IT-diagram? BTL 2
AT 700 0 C Coarse Pearlite
AT 600 0 C upper Bainite ( Sorbite )
AT 500 to 550 0 C Fine Pearlite(Troosite)
AT 550 to 300 0 C Lower Bainite (acicular troostite)
12
What is Martempering and Austempering? BTL 3
If we reheat the after Martensite formation
Transformation directly to Bainite formation
13
What are the types of hardening process? BTL 1
• Work Hardening
• Age Hardening
• Air Hardening
• Hardening by heating and quenching
14 What is Heat treatment of metal? BTL 1
Combination of heating, holding and cooling
15 Write some objectives of Heat treatment? BTL 1
To Relieve internal stresses, To improve Machinability, To improve the properties
PART -B
1 Draw a neat sketch of the Isothermal Transformation diagram for Eutectoid steel and

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 19
explain the constructional procedure. Superimposed on it a cooling curve to obtain
bainitic phase. (13M) BTL 3
Answer: Page -Dr.V.Jayakumar
TTT diagram stands for “time-temperature-transformation” diagram. It is also called
isothermal transformation diagram. (6M)
There are number of methods used to determine TTT diagrams. These are
• Salt bath techniques combined with metallography and hardness measurement,
• Electrical resistivity method,
• In situ diffraction techniques (X-ray, neutron),
• Thermal measurement techniques
Salt bath technique combined with metallography and hardness measurements is the most
popular and accurate method to determine TTT diagram.
• In molten salt bath technique two salt baths and water bath are used.
• Salt bath I is maintained at austenetising temperature (780˚C for eutectoid steel).
• Salt bath II is maintained at specified temperature at which transformation is to be
determined (below A1), typically 700-250°C for eutectoid steel.
• Bath III which is a cold water bath is maintained at room temperature.
• In bath I numbers of samples are austenitised at A1+20-40 C for eutectoid and
hypereutectoid steels for about an hour.
• Transformation of austenite is plotted against temperature vs time on a logarithm scale
to obtain the TTT diagram. The shape of diagram looks like either S or like C.
Cooling curves super imposed on Isothermal Transformation diagram

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 20
. (7M)
2
What is annealing? Discuss the difference type of annealing process in detail. 13M BTL 1
Answer: Page -Dr.V.Jayakumar
Annealing is a heat treatment process whereby a metal is heated to a specific temperature,
holding it at this temperature for a sufficient time and then allowed to cool slowly.
• Annealing is carried out to increase softness, ductility and toughness; and/ or produce a
specific microstructure.
• An annealing process consists of three stages: (i) heating to the desired temperature, (ii)
holding or ‘soaking’ at that temperature, and (iii) cooling, usually to room temperature.
• The various types of annealing operations are:
• Full annealing,
• Isothermal annealing
• Process annealing,
• Spheroidise annealing
• Diffusion annealing. (3M)
FULL ANNEALING
• This operation removes all structural imperfections by complete recrystallization.
• This operation is often utilized in low and medium carbon steels that will be machined
or will experience extensive plastic deformation during a forming operation.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 21
(3M)
PROCESS ANNEALING OR SUB CRITICAL ANNEALING
• Process annealing or sub-critical annealing which is done on cold-worked low carbon
steel sheet, wire or tubing to relieve internal stresses and to soften the material.
The process is as follows:
• The steel is heated to 550-650°C, which is just below the lower critical temperature on
iron-carbon diagram for steel.
• Stresses throughout the metal are relieved and recrystallization causes new grains to
form and grow.
• Heating period is followed by slow cooling. Prolonged annealing causes the cementite
in the pearlite to “ball up” or Spheroidise. Ferrite grain growth also occurs.
• Obviously, annealing time and temperature control is very essential for proper process
annealing.
STRESS RELIEVING ANNEALING
• Stress relief annealing process consists of three steps. The first step is heating the
cold worked steel to a temperature between 5000 C and 5500 C i.e. below its
recrystallization temperature.
• The second step involves holding the steel component at this temperature for 1-2
hours. The final step is to cool the steel component to room temperature in air.
• The stress relief annealing partly relieves the internal stress in cold worked steels
without loss of strength and hardness i.e. without change in the microstructure.
• It reduces the risk of distortion while machining, and increases corrosion resistance.
RECRYSTALLIZATION ANNEALING
• Recrystallization annealing process consists of heating a steel component below
critical temperature i.e. at temperature between 6250 C and 6750 C (recrystallization
temperature range of steel), holding at this temperature and subsequent cooling.
• This type of annealing is applied either before cold working or as an intermediate
operation to remove strain hardening between multistep cold working operations.
• In certain case, recrystallization annealing may also be applied as final heat
treatment. The cold worked ferrite recrystallizes and cementite tries to spheroidise
during this annealing process.
• Recrystallization annealing relieves the internal stresses in the cold worked steels
and weldment, and improves the ductility and softness of the steel.
• Refinement in grain size is also possible by the control of degree of cold work prior

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 22
to annealing or by control of annealing temperature and time. (3M)
SPHEROIDISING
Spheroidise annealing is one of the variant of the annealing process that produces typical
microstructure consisting of the globules (spheroid) of cementite or carbides in the matrix of
ferrite.
The following methods are used for spheroidise
annealing
• Holding the steel component at just below the
lower critical temperature transforms the pearlite
to globular cementite particles. But this process is
very slow and requires more time for obtaining
spheroidised structure.
• In this method, the thermal cycling in the narrow
temperature range around A 1 transforms
cementite lamellae from pearlite to spheroidal.
During heating above A1, cementite or carbides
try to dissolve and during cooling they try to re-
form.
A1- critical temperature
This repeated action spheroidises the carbide particles. Spheroidised structures are softer than
the fully annealed structures and have excellent machinability. (2M)
ISOTHERMAL ANNEALING
Isothermal annealing consists of four steps.
• The first step is heating the steel components similar as in the case of full annealing.
• The second step is slightly fast cooling from the usual austenitizing temperature to a
constant temperature just below A1.
• The third step is to hold at this reduced temperature for sufficient soaking period for
the completion of transformation and
• The final step involves cooling the steel component to room temperature in air. (2M)
3
Write short notes on: i. Nitriding ii. Cyaniding. 13M BTL 1
Answer: Page -Dr.V.Jayakumar
NITRIDING
The nitriding process, which involves the introduction of atomic nitrogen (N) into the surface
of a component, has been a most versatile and efficacious method of surface treatment of
(usually) iron-base materials.
The solubility limit of nitrogen in iron is temperature dependent, and at 480-540 ⁰C, the iron-
base alloy will absorb up to 5.7 to 6.1% of N.
Process
• In this process, nitrogen is introduced to the steel by passing ammonia gas through a
muffle furnace containing the steel to be nitride.
• The pressure of ammonia gas passing through furnace should slightly greater than
atmospheric pressure.
• With the nitriding furnace operating at a 480o to 540o C, the ammonia gas partially
dissociates into nitrogen and hydrogen gas mixture.
Critical Temperature

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 23
2NH3 = 2N + 3H2
• The free nitrogen formed by this dissociation is very active, uniting with the iron and
other elements in the steel to form nitrides.
• These nitrides are soluble in the iron and form a solid solution, imparting hardness to
the surface of the steel.
Properties imparted
✓ High resistance to abrasion
✓ High surface hardness
✓ Lower friction coefficient
✓ Improved corrosion resistance
✓ Improved heat resistance to about 500 °C
✓ Increased fatigue strength
✓ Good size and shape accuracy (7M)
CYANIDING
• In this process of surface hardening, both carbon and nitrogen are added to the surface
layer of the steel.
• This process is so called, because in this process cyanide salt sodium cyanide or
potassium cyanide is used.
• Essentially low carbon steel parts are immersed in molten cyanide bath for half an hour
to one hour.
• The temperature of the molten cyanide bath is maintained at temperature range of 760o
to 900o C.
• Thereafter the part is quenched and rinsed in oil or water to obtain the hardened surface
which is free from cyanide.
Advantage
✓ Better wear resistance
✓ Increased fatigue life
✓ Less or no distortion of the shape
Disadvantage
- High cost
- Toxicity (6M)
4
Explain the Following with neat Diagram. 13M BTL 1
1. Carburizing 2.Carbonitriding
Carburizing Process: Pack carburizing, Gas carburizing and liquid carburizing
• Depth of Hardening:
There is no technical limit to the depth of hardening with carburizing techniques,
but it is not common to carburize to depths in excess of 0.050 in.
Carburizing Time:
4 to 10 hours
• Carburizing Temperature:

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 24
1750 oF (above the upper critical temperature-Austenite area)
• Quenching:
All of the carburizing processes (pack, gas, liquid) require quenching from the
carburizing temperature or a lower temperature or reheating and quenching. Parts are
then tempered to the desired hardness.
Figure 1. Case depth vs. Carburizing time.
PACK CARBURIZING:
• In this process, the part that is to be carburized is packed in a steel container so that it is
surrounded by granules of charcoal. The charcoal is treated with an activating chemical
such as Barium Carbonate (BaBO3) that promotes the formation of Carbon Dioxide
(CO2).
• This gas in turn reacts with the excess carbon in the charcoal to produce carbon
monoxide, CO.Carbon Monoxide reacts with the low-carbon steel surface to form
atomic carbon which diffuses into the steel.
• Carbon Monoxide supplies the carbon gradient that is necessary for diffusion. The
carburizing process does not harden the steel. It only increases the carbon content to
some predetermined depth below the surface to a sufficient level to allow subsequent
quench hardening.
Carbon Monoxide reaction:
CO2 + C ---> 2 CO
Reaction of Cementite to Carbon Monoxide:
2 CO + 3 Fe --->Fe3C + CO2

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 25
Figure 2. Pack carburizing process (6M)
Quenching Process:
• It is difficult to quench the part immediately, as the sealed pack has to be opened and
the part must be removed from the pack. One technique that is used often is to slow
cool the entire pack and subsequently harden and temper the part after it is removed
from the sealed pack.
Depth of Hardening:
• There is no technical limit to the depth of hardening with carburizing techniques, but it
is not common to carburize to depths in excess of 0.050 in.
Carburizing Time:
4 to 10 hours
Gas Carburizing:
• Can be done with any carbonaceous gas, such as methane, ethane, propane, or natural
gas. Most carburizing gases are flammable and controls are needed to keep carburizing
gas at 1700 oF from contacting air(oxygen). The advantage of this process over pack
carburizing is an improved ability to quench from the carburizing temperature.
Conveyor hearth furnaces make quenching in a controlled atmosphere possible.
Liquid Carburizing:
• Can be performed in internally or externally heated molten salt pots. Carburizing salt
contains cyanide compounds such as sodium cyanide (NaCN). Cycle times for liquid
cyaniding is much shorter (1 to 4 hours) than gas and pack carburizing processes.
Disadvantage is the disposal of salt. (environmental problems)and cost (safe disposal is
very expensive).
CARBONITRIDING:
• This process involves with the diffusion of both carbon and nitrogen into the steel
surface.The process is performed in a gas atmosphere furnace using a carburizing gas
such as propane or methane mixed with several percent (by volume) of ammonia.
• Methane or paropane serve as the source of carbon, the ammonia serves as the source of
nitrogen. Quenching is done in a gas which is not as severe as water quench. Because of
les severe quench, there is less distortion on the material to be treated.
• A typical carbonitriding system is shown in the following slide. Case hardnesses of
HRC 60 to 65 are achieved at the surface.( Not as high as nitrided surfaces.) Case
depths of 0.003 to 0.030 in can be accomplished by carbonitriding.
• One of the advantages of this process is that it can be applied to plain carbon steels
which give significant case depths. Carbonitriding gives less distortion than carburizing.
Carbonitriding is performed at temperatures above the transformation temperature of the
steels (1400 oF -to 1600 oF)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 26
(6M)
5
Distinguish between hardness and hardenability. With suitable diagram explain the
Jominy hardness test for hardenability. 13M BTL 1
Answer: Page -Dr.V.Jayakumar
Hardness Hardenability
✓ Hardness is the measure of property
✓ Hardness is a measure of a material's
resistance to localized surface
deformation,
✓ Different hardness test methods
like Brinell, Rockwell, Vickers etc. are
used to measure hardness.
✓ Hardenability is the ability to be deep
hardened
✓ whereas hardenability is a measure of the
depth to which a ferrous alloy may be
hardened by the formation of martensite
✓ Determined by Jominy end quench method
Jominy end quench test
The Jominy end quench test is the standard method for measuring the hardenability of steels.
This describes the ability of the steel to be hardened in depth by quenching.
Method of Test:

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 27
(7M)
• The standard method for the Jominy test is ASTM-A255.
• The specimen consists of a cylindrical bar with a 1-in diameter and 4-in length and
with a 1/16 in flange at one end.
• The test consists of austenitizing at [920oC] 5°F above the solvus line on the Fe-C
phase which separates γ from γ + α iron.
• Thereafter the specimen is removed from the furnace and is placed in the hardenability
fixture.
• The time spent transferring the specimen from the furnace to the fixture should not be
more than 5 sec.
• The fixture is constructed so that the specimen is held 1/2 inch above the water opening
so that a column of water is directed only at the bottom of the bar.
• The water opening is 1/2 inch in diameter and the flow is previously adjusted to cause
the column to rise 2-1/2 inches without the specimen in place.
• The test piece is held 10 minutes in the fixture under the action of cooling before
quenching in cold water.
• After cooling, shallow flats 0.015 in. deep are ground along the specimen length.
• Hardness (Rockwell C scale) measurements are taken for the first 2 ½ in. along each
flat; for the first ½ in., hardness readings are taken at 1/16 in. intervals, for the
remaining 2 in., hardness readings are taken every 1/8 in.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 28
Data from the Jominy end-quench test can be used to determine whether steel can be
sufficiently hardened in different quenching media, for different section diameters.(6M)
PART - C
1
What is tempering? Discuss the structural transformation during tempering.(15M)BTL 1
Answer: Page -Dr.V.Jayakumar
TEMPERING is a heat-treating process that improves the toughness and ductility of a
previously hardened workpiece.
Heat below Eutectoid temperature → wait→ slow cooling (5M)
Structural transformation
The steel which has been hardened by quenching is in an unstable condition.
The martensite which formed has a tetragonal atomic arrangement and is known as alpha
martensite [unstable].
When this alpha martensite is heated up to 200oC, this reject carbon combines with martensite
to form carbide [beta martensite]. This precipitation is called epsilon carbide.
Heating to about 300oC, causes any austenite that was retained after quenching to decompose
into ferrite and cementite.
Further heating to about 400oC causes epsilon carbide [beta martensite] to transform to
cementite and ferrite. [Mostly cementite] (10M)
2
Explain Austempering and Martempering with near diagram. 15M BTL 1
▪ Hardening is the process which increase the hardness of metal by heating to a
temperature above critical point, held at this temperature and quenched [rapid cooling]
in water, oil or molten salt baths.
STEPPED QUENCHING OR MARTEMPERING:
After heating the steel to a hardening temperature, it is quenched in the medium having a
temperature, from 150°C to 300°C.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 29
The article is held until it reaches the temperature of medium and then its cooled further to
room temperature in air and sometimes in oil,
The holding time in the quenching bath should be sufficient to enable a uniform temperature to
be reached throughout the cross section but long enough to cause austenitic decomposition.
Austenite is transformed into martensite during the subsequent period of cooling to room
temperature.
This treatment will provide a structure of martensite and retained austenite in the hardened
steel.
Martempering has the following advantages over conventional quenching:
✓ Less volume changes occur due to the presence of a large amount of retained austenite
and possibility of self tempering of the martensite.
✓ Less warping since the transformations occur simultaneously in all parts of the article.
✓ Less danger of quenching cracks appearing in the articles.
ISOTHERMAL QUENCHING OR AUSTEMPERING:
• This is the second method that can be used to overcome the restrictions of conventional
quench and tempering.
• The quench is interrupted at a higher temperature than for Martempering to allow the
metal at the center of the part to reach the same temperature as the surface.
• By maintaining that temperature, both the center and the surface are allowed to
transform to Bainite and are then cooled to room temperature.
Advantages of Austempering:
✓ Less distortion and cracking than martempering,
✓ No need for final tempering (less time consuming and more energy efficient)
✓ Improvement of toughness (impact resistance is higher than the conventional quench
and tempering)
✓ Improved ductility
Limitations of Austempering:
- Austempering can be applied to parts where the transformation to pearlite can be
avoided.
Other methods
Quenching in two media
Hardening with self tempering

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 30
3.
Explain case hardening, flame and induction hardening with diagram
Answer: Page -Dr.V.Jayakumar
CASE HARDENING
• Case hardening or surface hardening is the process of hardening the surface of a metal,
often a low carbon steel, by infusing elements into the material's surface, forming a
thin layer of a harder alloy.
• Case hardening is usually done after the part in question has been formed into its final
shape, but can also be done to increase the hardening element content of bars to be
used in a pattern welding or similar process.
Case Hardening Process
• The addition of carbon to the iron surfaces is common. Case hardening involves the use
of metal that has low carbon contents, and combining it with a metal that has more
carbon content. The grouping of metals is likely to produce the product that is much
harder.
• The adding of the low carbon metal creates a material that can be molded easily into
the desired shapes. The surface improvement not only increases the product strength,
but also assists to avoid the iron weakening.
• Consequently, items like fireplace equipment, cast iron wash pan, and frying utensils
would continue to be serviceable for long periods of time.
• Case hardening is frequently utilized in the constructing industry for reinforcing
girders, metal doors, and metal panels. Case hardening is generally performed after the
formation of the component into its ultimate form.
Applications
• Components that are subjected to severe impacts and high pressures are generally case
hardened. The surfaces that need special hardness may be selectively hardened, without
performing case hardening of the remaining object.
• Firearms are a usual item that is case hardened, as they need accuracy in machining and
higher hardness for performing the desired functions. Another general application of
the case hardening is on camshafts and special purpose screws, mainly the self drilling
screws.
• Case hardening is less complex for fasteners and screws since it is performed simply
by heating and quenching. Case hardening of smaller items is performed by repetitive
heat application. (7M)
Case Hardening Methods:
INDUCTION HARDENING:
• In this process an electric current flow is induced in the work piece to produce a
heating action. Every electrical conductor carrying a current has a magnetic field
surrounding the conductor. Since the core wire is a dead-end circuit, the induced
current cannot flow anyplace, so the net effect is heating of the wire.
• The induced current in the core conductor alternates at frequencies from 60 cycles per

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 31
second (60 Hz) to millions of Hertz. The resistance to current flow causes very rapid
heating of the core material. Heating occurs from the outside inward.
• Induction hardening process includes water quench after the heating process. The big
advantage of this system is its speed and ability to confine heating on small parts. The
major disadvantage is the cost.
Figure. Induction hardening
FLAME HARDENING:
• Flame hardening is the process of selective hardening with a combustible gas flame as
the source of heat for austenitizing. (The material should have at least 0.40 % Carbon
content to allow hardening.)
• Water quenching is applied as soon as the transformation temperature is reached. The
heating media can be oxygen acetylene, propane, or any other combination of fuel
gases that will allow reasonable heating rates.
• This procedure is applied to the gear teeth, shear blades, cams, ways on the lathes, etc.
Flame hardening temperatures are around 1500oF. Up to HRC 65 hardness can be
achieved. For best results the hardness depth is 3/16 inch. There are three methods:
(1) SPOT Flame Hardening: Flame is directed to the spot that needs to be heated and
hardened.
(2) SPIN Flame Hardening: The work piece is rotated while in contacts with the flame
(3) PROGRESSIVE Flame Hardening: The torch and the quenching medium move across the
surface of the work piece.
How to Select the Right Surface Hardening Method:
1. Carburizing is the best method for low carbon steels.
2. Nitriding is a lower distortion process than carburizing but it can be used for certain
type of steels such as chromium-molybdenum alloy steels or Nitralloy-type steels.
3. Flame hardening is preferred for heavy cases or selective hardening of large machine
components.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 32
4. Induction hardening works best on parts small enough and suitable in shape to be
compatible with the induction coil.
5. Electron beam and laser hardening are limited to the low alloy steels and plain carbon
steels only. (8M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 33
Subject code: ME 8491 Year/Semester : II/04
Subject: Engineering Metallurgy Subject Handler: Dr.P.K.Chidambaram
UNIT-III FERROUS AND NON-FERROUS METALS 9
Effect of alloying additions on steel- α and β stabilisers– stainless and tool steels – HSLA,
Maraging steels – Cast Iron - Grey, white, malleable, spheroidal – alloy cast irons, Copper and
copper alloys – Brass, Bronze and Cupronickel – Aluminium and Al-Cu – precipitation
strengthening treatment – Bearing alloys, Mg-alloys, Ni-based super alloys and Titanium
alloys.
PART - A
Q.No Questions
1.
What is HSLA? BTL 1
• High-strength low-alloy (HSLA) steels, or micro-alloyed steels, are designed to
provide better mechanical properties and/or greater resistance to atmospheric corrosion
than conventional carbon steels.
• Carbon content: 0.05 to −0.25% C, Manganese content: 2.0%., Small quantities of
chromium, nickel, molybdenum, copper, nitrogen, vanadium, niobium, titanium, and
zirconium are used in various combinations.
• Applications: oil and gas pipelines, heavy-duty highway and off-road vehicles.
2.
Briefly explain the effect of ferrite stabilizer on the eutectoid temperature. BTL 1
• Ferrite stabilizer increases the eutectoid temperature.
• They decrease the amount of carbon present in gamma-iron and thus favour the
formation of large quantity of carbide in the steel for the given carbon content.
3.
Briefly explain the effect of austenite temperature stabilizer on the eutectoid
temperature. BTL 1
• Austenite stabilizer decreases the eutectoid temperature.
• The carbon content of the eutectoid composition reduces.
4.
What is steel? List it property. BTL 2
• Steels- alloy of iron-carbon, contain upto 2% wt carbon
• The most important properties of steel are great formability and durability, good tensile
and yield strength and good thermal conductivity.
5
What is precipitation hardening? List some of precipitate hardenable alloys. BTL 3
• Precipitation hardening - process in which small particles of a new phase precipitate in
matrix which harden material by forming impediments to dislocation motion.
• Also known as “Age Hardening” because hardness often increases with time (even at
room temperature!)
• Al-Cu, Cu-Be, Cu-Sn, Mg-Al, etc…
6
Difference between precipitation hardening and dispersion strengthening. BTL 2
Precipitation hardening Dispersion strengthening
• Hardening/ strengthening effect is not
retained at elevated temperature
• Strength is developed by heat treatment
process
• Hardening/ strengthening effect is
retained at elevated temperature
• Such is not case for dispersion
strengthening.
7 What is super-alloy? BTL 1

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 34
• An alloy capable of withstanding high temperatures, high stresses, and often highly
oxidizing atmospheres.
• They typically have an austenitic face-centered cubic crystal structure with a base
alloying element of nickel, cobalt, or nickel-iron.
8 Why copper is used suitable material for automobile radiator than aluminium? BTL 1
Because it has good heat conductive property and high melting point than aluminium
9
What is meant by maraging? BTL 1
The term maraging is derived from the strengthening mechanism, which is transforming the
alloy to martensite with subsequent age hardening.
10 How copper alloys classified? BTL 2
Copper-Zinc ,Copper-Tin .
11 What are cupronickels? what is its range of composition? BTL 1
Cupronickels are copper-nickel alloys containing nickel up to 30%
12 What is the purpose of adding lead to brass? BTL 1
The addition of lead in brass improves the machinability of brass
13
What is induction hardening? BTL 1
A process of hardening a ferrous alloy by heating it above the transformation range by
means of electrical induction, and then cooling as required.
14
Mention the required properties of bearing materials. BTL 1
• It should have high conductivity.
• It should have high strength and high impact strength.
• It should have high fatigue resistance.
• It should withstand the load without any deformation of friction.
15 What are the common alloying elements in commercial aluminium alloys? BTL 2
The common alloying elements in aluminium alloys are copper, manganese, silicon,
magnesium.
PART -B
1
What are the effects of alloying element in steels? (13M) BTL 3
Answer: Page 3.66 -Dr.V.Jayakumar
Element Main Effect Function
Aluminium [Al] Ferrite stabilizer - Aid nitriding
- Control grain size
- Act as a deoxidizer
Chromium(Cr) Ferrite stabilizer [α]
Carbide former
Forms surface
oxides layer
- Increases corrosion and oxidation resistance.
- Increases hardenability.
- Increases strength at high temperature.
- Improve the resists to wear and abrasion.
Nickel (Ni) Austenite stabilizer
[γ]
Graphite former
Inhibits grain growth
- Increase hardenability and impact strength
- Strengthens unquenched or annealed steels.
- Toughens pearlitic-ferritic steels
(especially low temperatures).
Molybdenum Ferrite stabilizer - Increases depth of hardening.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 35
(Mo) Carbide former
Inhibits grain growth
- Raises hot and creep strength
- promotes red hardness.
- Enhances corrosion resistance in stainless steels.
- Forms abrasion resistant particles. (4M)
Silicon (Si) Ferrite stabilizer
Solid solution
hardening
- Used as deoxidizer.
- Improve fluidity in casting
- Alloy for electrical and magnetic sheet metals.
- Improves oxidation resistance.
- Strengthens low alloy steels.
Manganese (Mn) Austenite stabilizer
Solid solution
hardening
Carbide former
- Counteracts effect of brittleness from sulphur.
- Increases hardenability inexpensively.
- High Mn. High C produces steels resistant to
- wear and abrasion
- Decrease weldabilty and ductility (3M)
Vanadium (V) Ferrite stabilizer
Inhibit grain growth
- Promotes fine grain-elevates coarsening
temperature of austenite.
- Increases the yield strength and the tensile
strength of carbon steel.
- Primary contributors to precipitation
strengthening in microalloyed steels
- Improve hot hardness
Copper [Cu] Austenite stabilizer - Improve atmospheric corrosion resistance
- Detrimental to hot-working steels
Titanium [Ti] Ferrite stabilizer
Carbide former
Solid solution
hardening
- Used to retard grain growth and thus improve
toughness.
- Titanium is also used to achieve
improvements in inclusion characteristics.
- Improved the mechanical property at
high temperature
Tungsten (W) Ferrite stabilizer
Carbide former
- Forms hard, abrasion resistant particles in
tool steels, high-speed steels.
- Promotes hot hardness and strength
Phosphorous (P) Solid solution
hardening
- Improve machinability
- Increase the resistance to atmospheric corrosion
Cobalt(Co) Austenite stabilizer - Improve strength at high temperature (5M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 36
2
Explain Aluminium and Aluminium based alloy briefly. 13M BTL 1
Answer: Page 3.67- Dr.V.Jayakumar
ALUMINIUM
Characteristics
➢ Melting point of Al 6600 C
➢ Light weight, density is about 1/3 that of steel or copper alloys
➢ Certain aluminium have a better strength to weight ratio than that of high strength steel
➢ Have good malleability and formability, high corrosion resistance and high electrical
and thermal conductivity.
➢ An ultra pure form of Al is used as photographic reflectors.
➢ Strength can be increased by cold working, alloying and heat treatment.
➢ High machinability and workability
➢ Aluminium alloys are prone to porosity due to gases dissolved during melting process
Alloys (3M)
Alloy Series Principal Alloying Element
1xxx
2xxx
3xxx
4xxx
5xxx
6xxx
7xxx
8xxx
Minimum 99.00% Aluminum
Copper
Manganese
Silicon
Magnesium
Magnesium and Silicon
Zinc
Other Elements
The main alloys of aluminium are
• Duralumin
• Hindalium
• Magnalium
• y-alloys
Duralumin
Al: 94%; Cu: 4%; Si, Mg, Mn, Fe: 0.5% each
Properties
▪ It has high tensile strength
▪ High electrical conductivity
▪ Light in weight as compare to it strength
▪ It hardens spontaneously when exposed to room temperature
▪ It can be forged, stamped and cast
Application
➢ It is used for sheet, tubes, rivets, nut and bolt.
➢ It also employed in surgical and orthopedic work
➢ Because of it light weight it is used in automobile and aircraft components
Hindalium
It is an alloy of Aluminium, Magnesium, Chromium, Silicon and Manganese (4M)
Properties
• It cannot be easily scratched
• Do not absorb much heat and thus save fuel while cooking

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 37
• It is hard and strong
• Low cost
• It does not react with food acids
Application
• Anodized utensils
• Automobile industries
Y-alloys
Al: 92.5%; Cu: 4%; Ni: 2%; Mg: 1.5%
Properties
• The addition of copper increase the strength and machinability
• It can be easily cast and hot work
• It has a better strength at high temperature
Application
It is used in I.C engines for making cylinder heads and rods
Crank case, die casting piston and pump rods (3M)
Magnalium
It contain Al: 85-95%; Cu:0- 25%; Mg: 1-5.5%; Ni: 0-1.2%; Sn: 0-3%; Fe, Mn,Si
Properties
• It has good machinability and weldability
• Brittle
• Poor castability
• It is the one of the lightest material in industrial application
Application
It is mostly used for automobile and aerospace industries
It also used in the form of sheet, rods, and wires. (3M)
3
Explain copper and copper based alloy briefly. (13M) BTL 4
Answer: Page 3.76 - Dr.V.Jayakumar
COPPER
• Melting point of copper – 10830 C.
• High electrical and thermal conductivity
• Good corrosion resistance, Machinability, strength
• Good ductility and malleable properties
• Ease of fabrication
• Copper is reddish- brown metal
• Non magnetic
• Has a pleasing color
• Can be welded, brazed, and soldered
• Easily finished by plating and lacquering (3M)
COPPER ALLOYS
Brass
Brass is an alloy of copper and zinc.
Easy to cast - Relatively low melting point and high fluidity
Properties can be tailored by varying Zn content.
Some of the common brasses are yellow, naval and cartridge.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 38
Sn, Al, Si, Mg, Ni, and Pb are added elements, called ‘alloy brasses.
Properties
• Brass has higher ductility than copper or zinc.
• Has excellent corrosion resistance
• Better machinability
• Good thermal conductivity
Application
▪ Musical instrument
▪ Tubes for condenser
▪ Heat exchanger
▪ Automotive radiator core
▪ Bellow spring
▪ Valve stem (5M)
Bronze
• Copper alloys containing tin, lead, aluminium, silicon and nickel are classified as
bronzes.
• Stronger than brasses with good corrosion and tensile properties; can be cast, hot
worked and cold worked.
Types of bronze
• Phosphor bronze
• Silicon bronze
• Aluminium bronze
Phosphor bronze
• In bronze, phosphor is used to improve the deoxidizing property.
• Approximately 10% of the tin is added in phosphor bronze which increased the
corrosion resistance.
• Fluidity in casting, galling resistance, corrosion resistance and machinability in the
casting made phosphor bronze complex.
Silicon bronze
• Silicon bronze contains silicon along with copper. 1 - 3% of silicon is added to
improve the cryogenic suitability and strength.
Aluminium bronze
• Aluminium bronze contain 5 -10% alumina which improves the corrosion
resistance with remarkable strength.
Application
Skateboard ball bearings, surgical and dental instruments (5M)
4
Write a short note on maraging steel. 13M BTL3
Answer: Page 3.35 -Dr.V.Jayakumar
• Fe-Ni martensite alloys (which belong to the family of iron-base alloys) additionally
alloyed with cobalt, molybdenum, titanium and some other elements.
• The maraging steels, are strengthened by a process of martensitic transformation,
followed by age or precipitation hardening.
• The martensite that forms in carbon steels hard and brittle martensite formed but in
maraging steel martensite is soft and tough . (3M)
Strengthening

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 39
18% Nickel
- Heated to 820o C , held for 1 hour .
- Soaked to anneal austenite and dissolve hardening elements Co and Mo.
- Air cooled to 40oC, forms martensite of 28 – 32 RC
- Reheated to 490oC, held for 3 hrs- aged to harden.
- Stress relief also occurs at the same time.
- Hardness of 52 RC can be achieved.
820oC
480oC Age to hardening
TEMP
1 Hr 3 Hr
Martensite Maraged
TIME (6M)
PROPERTIES:
✓ Ultra-high strength at room temperature.(yield strength=1100MPa)
✓ Simple heat treatment, which results in minimum distortion.
✓ Superior fracture toughness compared to quenched and tempered steel of similar
strength level.
✓ Low carbon content, which precludes decarburisation problems.
✓ Section size is an important factor in the hardening process.
✓ Easily fabricated.
✓ Good weldability.
APPLICATION:
• Shafts, and substitute for long, thin, carburized or nitride parts, and components
subject to impact fatigue, such as print hammers or clutches.
• Also commonly used: air frame and engine components, injection moulds and dies
due to its high resistance of decarburization, distortion and cracking.
• Maraging steels work well in electro-mechanical components where ultra-high
strength is required, along with good dimensional stability during heat treatment.
(4M)
5
Write short notes on stainless steel. 13M BTL 1
Answer: Page 3.22 b nv
-Dr.V.Jayakumar

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 40
STAINLESS STEEL
• Stainless steels - A group of steels that contain at least 12% Cr. Exhibits extraordinary
corrosion resistance due to formation of a very thin layer of Cr2O3 on the surface.
• 12% Cr raises the critical temperatures and reduces the austenite region.
• With sufficient amounts of carbon, these steels can be heat treated to a martensitic
structure.
• The response to heat treatment depends upon their composition.
• Indicated by three digit numbers like 304, 402 etc. (3M)
Austenite stainless steel
• It possess austenite structure at room temperature
• Chrome-nickel or chrome -nickel- manganese alloys
• Austenitic, non magnetic and do not harden by heat treatment.
• Total content of nickel and chromium is at least 23%
• Difficult to machine. Can be improved by Selenium of sulphur additions.
• Best high temperature strength and reistance to scaling.
• Type 302 stainless steel is more used.(austenitic)
• Modified into 22 different alloys.
• Lowering the carbon to 0.08% gives stainless steel type 304 with improved
weldability. Used for most fabrication that needs welding.
Ferritic stainless steel
• It composed of ferritic microstructure, strengthened and hardened by cold working 14
to 27% Cr
• Low in carbon but high in Cr compared to martensitic steels.
• Not hardened by heat treatment.
• Only moderately hardened by cold working
• Can be cold or hot worked.
• Achieves maximum softness in annealed condition.
• Annealing is done to relieve stresses due to welding or cold working.
• Susceptible to embrittlement during slow cooling during annealing.
• Since martensite is not formed and since there is embrittlement possibility, these steels
are not tempered. (7M)
Martenstic stainless steel
• It identified by their martensite structure in the hardened condition can be heat treated
• Straight chromium steels with 11.5 to 18% Cr, C 0.15%, Mn 1.25%, Si 1%
• For turbine blades and corrosion resistant applications magnetic
• Can be machined (poorer machinability than plain carbon steels. Machinability can be
improved by adding small amounts of Selenium or Sulphur.)
(3M)
PART-C
1
What is HSLA? Explain it briefly. (13M ) BTL 1
Answer: Page 3.15 -Dr.V.Jayakumar
HIGH STRENGTH LOW ALLOY STEEL

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 41
• A type of steel alloy that provides many benefits over regular steel alloys
• Contain a very small percentage of carbon (less than one-tenth of a percent) and only
small amounts of very specific alloying elements
• Referred to as 'micro alloyed', as they are indeed alloyed in extremely small amounts
by comparison to other main commercial alloy steels
• Group of low carbon steels that utilize small amounts of alloying elements to attain
yield strengths more than 275 MPa in the as-rolled or normalized conditions. (4M)
PROPERTIES
• Much stronger and tougher than ordinary plain carbon steels.
• Alloying elements: alter the microstructure of plain carbon steels, which is usually a
ferrite-pearlite aggregate, to produce a very fine dispersion of alloy carbides in an
almost pure ferrite.
• Increases the material's strength by precipitation strengthening and by refining the
grain size, which in the case of ferrite increases yield strength by 50% for every
halving of the mean grain diameter. (5M)
Applications: include oil and gas pipelines, automotive beams, offshore structures and
shipbuilding.
Also used in cars, trucks, cranes, bridges and other structures that are designed to handle a lot
of stress, often at very low temperatures. (4M)
2
Explain the bearing alloys in detail. (13M) BTL 1
Answer: Page 3.74 -Dr.V.Jayakumar
BEARING ALLOYS/ ANTI FRICTION ALLOY
A bearing alloy should contain following characteristics
✓ Good wearing quality
✓ Low co-efficient of friction
✓ High thermal conductivity
✓ Ability to withstand continuous bearing pressure and impact
✓ Ability to work satisfactory at the rubbing speed at which it is required to run
✓ Non corrosive
✓ Economy in cost (8 M)
Bearing alloys
❖ Cadmium silver bearing alloys: Cd;97.6; Cu: 1.9; silver: 0.5%
❖ Beryllium copper bearing
❖ White metal: Babbit metal : Tin:89.2; Cu:3.8; antimony:7%
❖ Phosphor bronze (5M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 42
What is precipitation hardening? Explain it mechanism. (13M) BTL 3
Answer: Page 3.70 -Dr.V.Jayakumar
PRECIPITATION HARDENING
➢ Precipitation hardening refers to the increased strength resulting from the presence of
small finely dispersed second phase particles, commonly called precipitates within the
original phase matrix.
➢ This is also called as age hardening process
➢ Precipitate particles impede dislocation results in increase of yield and tensile strength
➢ The solute should have increasing solubility with increasing temperature (e.g. Al-Cu)
for the precipitation to occur.
Eg: Al-Cu, Cu-S, Mg-Al
Procedure
Heat treatment – Solutionizing or heating to single phase region.
➢ Hold until only present. - phaseHeat to To ;
Quenching - rapid cooling to get a superstaurated solid solution (SSS) (Normal cooling –
Coarse equilibrium CuAl 2 phase below T N).
➢ Quench (rapid cooling) to T1 ; because rapid, no diffusion occurs - SSSS - Super-
saturated solid solution of . Notforms. B atoms “………..” in thermodynamically
stable.
➢ Reheat to T2 ; diffusion can occur, small Precipitates of - phase form.
Isothermal holding at certain temperature.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4- 43
3.
(9M)
When the supersaturated solid solution is held isothermally (aging), fine particles of
precipitates form in several steps.
The precipitation sequence – Guiner-Preston (GP) zones (cluster of Cu atoms) ’’’
’’ and ’ have different crystal structures than the parent phase (α ) and are coherent with the
parent lattice, while the equilibrium phase , which forms on prolonged aging (Over aging) is
not coherent.
(4M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 44
Subject code: ME 8491 Year/Semester : II/04
Subject: Engineering Metallurgy Subject Handler: Dr.P.K.Chidambaram
UNIT IV NON-METALLIC MATERIALS 9
Polymers – types of polymer, commodity and engineering polymers – Properties and
applications of various thermosetting and thermoplastic polymers (PP, PS, PVC, PMMA,
PET,PC, PA, ABS, PI,
PAI, PPO, PPS, PEEK, PTFE, Polymers – Urea and Phenol formaldehydes)- Engineering
Ceramics – Properties and applications of Al2O3, SiC, Si3N4, PSZ and SIALON –
Composites- Classifications- Metal Matrix and FRP - Applications of Composites.
PART - A
Q.No Questions
1.
1. Differentiate between thermoplastic and thermosetting plastics. BTL1 [any 4 points]
Thermoplastics Thermosetting
Formed by addition Polymerization Formed by condensation polymerization
Soften on heating Do not soften on heating
Solvable in organic solvent Insolvable in organic solvent
Usually soft, weak and less brittle Hard, strong and brittle
Long chain linear polymers Three dimensional network structure joined by
strong covalent bond
Can be remoulded Cannot be remoulded
Polyethylene, PVC, ABS Bakelite, phenolic [PF], epoxy, polyurethane
[PUR]
dashboards and car trims, toys, electrical
products, bearings, gears, rope, cables, sheet,
and windows,
Electrical equipment, kitchen utensils, handles
and knobs, and spectacle lenses.
What is metal matrix composite? Give example. BTL1
• A metal matrix composite (MMC) is composite material with at least two
constituent parts, one being a metal necessarily, the other material may be a
different metal or another material, such as a ceramic or organic compound.
• Aluminium alloy reinforced with silicon carbide fiber or carbon fiber.
3.
Define degree of polymerization. BTL1
• Degree of polymerization: The degree of polymerization (n or N) is defined as the
number of monomeric units in a macromolecule or polymer.
• A monomer is an atom or a small molecule that may bind chemically to other
monomers to form a polymer.
4.
What are PEEK and PMMA? BTL1
▪ PEEK-Polyether ether ketone; is a semicrystalline, high-temperature (up to 500° F)
engineering thermoplastic that is excellent for applications where thermal, chemical,
and combustion properties are critical to performance.
▪ PMMA- Polymethyl methacrylate; is a tough, highly transparent material with
excellent resistance to ultraviolet radiation and weathering. This also called
as acrylic or acrylic glass as well as by the trade names Plexiglas, Acrylite, Lucite, and
Perspex.
5 What is polymerization? BTL1
▪ Polymerization is the process in which monomer units are linked by chemical reaction

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 45
to form long chains. These long chains set polymers apart from other chemical species
and give them their unique characteristic properties.
6
6. Distinguish ceramics and polymer in terms of mechanical and physical properties.
BTL1
Polymer Ceramics
• Polymer is a man-made synthetic.
• Some of the polymers can be
melted.
• Polymer is a lower maintenance
material than ceramic.
• Some of the polymers are toxin in
nature.
• Ceramic is made up of naturally
occurring substances.
• Ceramics material cannot be melted
• Mostly used in high temperature
application
7
List the characteristics of polymer.
• Good moldability.
• Good corrosion resistance.
• Low density.
• Excellent finish can be obtained.
• Can produce in different colours.
8
What is hybrid composite? BTL1
Composite materials are formed by reinforcing two or more materials of varying properties, in
which two types of fibres are incorporated into a single matrix.
Eg: Aramid-reinforced aluminium.
9 Define plastics. BTL1
Plastics are a synthetic material that can be shaped to any form by applying heat and pressure.
10
What is an unsaturated molecule? Give it significant in plastics. BTL1
• An unsaturated compound is a chemical compound that contains carbon-carbon
double bonds or triple bonds, such as those found in alkenes or alkynes,
respectively.
• It is significant in the formation of plastics.
11
What is SiAlON. BTL1
• SiAlONs are ceramics based on the
elements silicon (Si), aluminium (Al), oxygen (O) and nitrogen (N). They are solid
solution of silicon nitride (Si3N4) and exist in three basic forms.
• Metal feed tubes for aluminium die casting, burner and immersion heater tubes,
injector and degassing for nonferrous metals, thermocouple protection tubes,
crucibles and ladles.
12
What is chain stiffening. BTL1
▪ Polymer chain stiffening is a strengthening mechanism of polymer significantly
different from linear, branched and cross-linked chain. It has a monomer physically
large and unsymmetrical. The ability of chain flex is impaired. Eg: polystyrene.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 46
13
Define ceramics. BTL1
Ceramics are compounds of metallic and non- metallic elements. Ex: stone, brick, clay, glass
14 What does new ceramic material include? BTL1
Oxides, carbides ,borides and other similar compounds
15
What are intermetallic compounds? BTL1
Intermetallic compounds have combined properties of metal and non-metals.
Example : Cu Zn alloy. It has ionic bond along with metallic bond. So that it behaves as
insulator with high brittleness
16 What is the general name for polyamide thermoplastics? BTL1
The general name for polyamide thermoplastics is nylon.
17
What are the impartment properties of PSZ and mention its applications? BTL1
The important properties of PSZ are its high strength, exceptional toughness, low thermal
conductivity and low friction coefficient.
Applications:
• PSZ is used as die material for hot extrusion.
• It is used in heat engine components such as cylinder liners and valve bushings.
PART -B
1
What is polymerization? With suitable example compare addition polymerization and
condensation polymerization.(13M) BTL3
Answer: Page 4.10 - Dr.V.Jayakumar
Polymerization is the process in which monomer units are linked by chemical reaction to form
long chains. (2M)
Addition polymerization Condensation polymerization
Monomers add on to give polymer and no
other by-products are formed
Polymers are formed by condensation of
monomers with by-product of H2O or
HCL or CH3OH etc.
It is kinetic chain reaction It involves inter-molecular reaction.
Initiator is necessary for reaction Catalyst is not required
Monomer must have atleast one double or
triple bond
Monomer must have atleast two identical
or different functional group
It is chain forming reaction It is step wise reaction
Monomer add only to chain initiating
species or growing chain species
Any two monomer or species can react

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 47
Molecular weight of polymer is an integral
multiple of molecular weight of monomer.
Molecular weight of polymer [lower] will
not be a sum of molecular weight of
monomer
Mostly thermoplastic resin are obtain Mostly thermosetting resin are obtained
Speed of reaction is higher than
condensation polymerization
Condensation polymers form more slowly
than addition polymers
Eg: PE,PVC,PP Eg: Nylon, Bakelite, urea formaldehyde
(9M)
2
Briefly explain the structure of polymer. (13M) BTL3
Answer: Page 4.6-Dr.V.Jayakumar
Linear polymers:
• These are polymers in which monomeric units are linked together to form linear
chains.
• Many van der Waals bonding between the chains hold it together.
• These linear polymers are well packed and therefore, have high densities, high
tensile (pulling) strength and high melting points.
• For example, polyethelene, nylons and polyesters are examples of linear polymers.
Branched chain polymers: (7M)
✓ These are polymers in which the monomers are joined to form long chain with side
chains or branches of different lengths.
✓ These branched chains polymers are irregularly packed and therefore, they have lower
tensile strength and melting points than linear polymers.
✓ For example, low density polyethene, glycogen, starch, etc.
Cross-linked polymers:

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 48
✓ These are polymers in which long polymer chains are cross-linked together to form a
three dimensional network.
✓ These polymers are hard, rigid and brittle because of the network structure.
✓ Bakelite, melamine and formaldehyde resin are some examples of this type.
Network
▪ Mer units with three active covalent bonds form 3D networks. E.g. Epoxies. (6M)
3
List the structure, properties and application of various Thermoplastics. 13M BTL3
Answer: Page 4.29 -Dr.V.Jayakumar
Name Structure Properties Application
Polymethyl
methacrylat
e
[PMMA,
Acrylics,
Perspex,
Plexiglas]
❖ Transparent
❖ High impact
strength
❖ High
resistance to
weathering;
❖ Resistance
to
household
chemicals,
❖ Good
electrical
insulator
✓ Lenses,
✓ Sun glasses,
✓ Automobile rear lights
And indicators,
✓ Packaging for tablets,
✓ Toys,
✓ Lamp covers
✓ Sterilisable equipment
PolyTetraflu
ro ethylene
[PTFE,
Teflon]
➢ Highly inert
➢ Very Low
coefficient
of friction
➢ Withstand
at high
temperature
s.
➢ Non
flammabilit
y
➢ Chemically
resistant to
corrosive
chemicals
➢ Flexibility
at low
temperature
• Non-stick coating
• High temperature
electronics parts
• Chemical pipes
• Anti corrosive seals
• Piston rings
• Gaskets
• Laboratory equipment

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 49
Poly ether
ether ketone
[PEEK]
➢ Tough,
rigid and
high creep
resistance
➢ Melting
point of
345oC
➢ It is highly
resistant
to thermal
degradation
➢ PEEK is a
semicrystall
ine
➢ Operating
temperature
upto 260oC
➢ PEEK can
withstand
boiling
water and
superheated
steam
✓ bearings,
✓ piston parts
✓ pumps
✓ HPLC columns
✓ Compressor plate valves
✓ Cable insulation.
Poly vinyl
chloride
[PVC]
➢ It has an
amorphous
structure.
➢ High
resistance to
weathering
➢ Good
dimensional
stability
➢ Possess
good flame
retard
property
➢ Tends to
decompose
when it heat
are expose
to sun light
➢ Resistant to
acid, water
and
alkalies.
✓ Pipes and fittings for water
service
✓ Cable jackets
✓ Lead wire insulation
✓ Flooring and ceiling panels
✓ Doors, windows and interior
moulding

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 50
(Acrylonitri
c butadiene
styrene
[ABS]
➢ Tough, hard
and rigid
➢ Chemical
and heat
resistant
➢ Unaffected
by water,
inorganic
salts,
alkalies
➢ Resistance
to creep
➢ Excellent
impact
resistance
✓ Safety helmets
✓ Refrigerator lines
✓ Electrical parts
✓ Protective and decorative
housings
✓ Telephone, radio and
portable appliances
Polystyrene
[PS]
➢ Low
dielectric
constant
➢ Transparent
in nature
➢ Hard and
brittle
➢ Excellent
resistance to
corrosive
chemicals
➢ Negligible
water
absorption.
✓ Food containers
✓ Electrical insulators
✓ Water jugs, plates, mug
✓ Light fittings
✓ Instrumental panel
✓ Desk calendars, pen stand
Polypropyle
ne [PP]
➢ High
stiffness.
➢ Heat
resistance.
➢ chemical
inertness
➢ low density
(weight
saving)
➢ poor
resistance to
UV rays
and
weathering
✓ Flash light casings
✓ Refrigerator parts
✓ Radio and television
cabinets
✓ Automotive parts
✓ Washing machine parts
✓ Vacuum flask

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 51
Poly
ethylene
Or
polythene
[PE]
➢ They are
wax like in
appearance
➢ Chemically
resistant
➢ Do not
absorb
moisture
➢ Low cost
➢ High
dielectric
strength
➢ Flexible
over a wide
range
temperature
✓ Coaxial cables
✓ Packaging
✓ Carry bags
✓ As insulation in submarine
cables and radar lines
✓ Fan and blower casings
✓ Moisture proofing
Polythylene
terephthalat
e
[PET]
➢ Its excellent
wear
resistance,
➢ low
coefficient
of friction,
➢ Superior
dimensional
stability.
➢ Semi
crystalline
thermoplast
ics
➢ Melting
point
around
260oC
➢ Possess
moisture
✓ Water bottles, soft drink
bottles
✓ Textile fibers and garments
✓ laser toner cartridges,
✓ lumber, mailbox posts,
✓ Fencing, furniture
(13M)
4
Explain the structures, properties ,application of various thermosetting polymers and engineering
ceramics. (13M) BTL3
Answer: Page 4.32 -Dr.V.Jayakumar

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 52
Phenol
formaldehyde
[PF, Bakelite]
[phenolic]
➢ Color is limited to
black or brown
➢ Strong, rigid and
dimensionally stable
➢ Resistant to heat, most
of chemicals and
solvents
✓ Electrical parts
✓ Paints and adhesives
✓ Handles and knob
for domestic appliances
✓ Thermal insulator as foamed
✓ Impregnates for paper and mica
Urea
formaldehyde
[urea
methanal]
➢ High tensile strength,
➢ Flexural modulus,
➢ High heat distortion
temperature,
➢ Low water absorption,
➢ High surface hardness,
✓ Glues for plywood decorative
laminates
✓ Textile finishing resin
✓ Cellulose and foam products
✓ Surface coating
✓ Electrical appliance casings.
(13M)
5
Explain fibre Reinforced Plastics (FRP) and Metal matrix in details? Classify , Explain.
(13M) BTL3
Answer: Page 4.66 -Dr.V.Jayakumar
Fibre Reinforced Plastics (FRP)
• Fibre-reinforced polymers/plastics are a recently developed material for strengthening
of RC and masonry structure.
• This is an advanced material and most of the development in its application in
structural retrofitting has taken place in the last two decades.
• The commonly used fibres are Carbon fibres, Glass fibres and Aramid fibres and the
commonly used resins are polyester, vinyl ester and epoxy.
• FRP is named after the fibre used, e.g. Carbon Fibre Reinforced Polymer (CFRP),
Glass Fibre Reinforced Polymer (GFRP), and Aramid Fibre Reinforced Polymer
(AFRP).
The fibres are available in two forms
(i) Unidirectional tow sheet, and
(ii) Woven fabric.
• The application of resin can be in-situ or in the form of prefabrication of FRP plates
and other shapes by pultrusion. The in-situ application is by wet lay-up of a woven
fabric or tow plate immersed in resin. This method is more versatile as it can be used
on any shape.
• On the other hand, prefabrication results in better quality control. The manufacturers
supply these materials as a package and each brand has specific method of application,
which is to be followed carefully.
• FRP cannot be treated as reinforcement in conventional RC design methods.
• Table gives a typical range of properties for three types of fibres. This range may
change from one brand to another and with change in fibre content. (7M)
Metal Matrix Composite (MMC)
• A metal matrix composite (MMC) is composite material with at least two constituent
parts, one being a metal. The other material may be a different metal or another

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 53
material, such as a ceramic or organic compound. When at least three materials are
present, it is called a hybrid composite. An MMC is complementary to a cermet,
• MMCs are made by dispersing a reinforcing material into a metal matrix. The
reinforcement surface can be coated to prevent a chemical reaction with the matrix
• For example, carbon fibers are commonly used in aluminium matrix to synthesize
composites showing low density and high strength.
Matrix
• The matrix is the monolithic material into which the reinforcement is embedded, and is
completely continuous. This means that there is a path through the matrix to any point
in the material, unlike two materials sandwiched together.
• In structural applications, the matrix is usually a lighter metal such
as aluminium, magnesium, or titanium, and provides a compliant support for the
reinforcement. In high-temperature applications, cobalt and cobalt–nickel alloy
matrices are common.
Reinforcement
• The reinforcement material is embedded into a matrix. The reinforcement does not
always serve a purely structural task (reinforcing the compound), but is also used to
change physical properties such as wear resistance, friction coefficient, or thermal
conductivity.
• The reinforcement can be either continuous, or discontinuous. Discontinuous MMCs
can be isotropic, and can be worked with standard metalworking techniques, such as
extrusion, forging, or rolling.
• In addition, they may be machined using conventional techniques, but commonly
would need the use of polycrystaline diamond tooling (PCD).
• Continuous reinforcement uses monofilament wires or fibers such as carbon
fiber or silicon carbide. Because the fibers are embedded into the matrix in a certain
direction, the result is an anisotropic structure in which the alignment of the material
affects its strength. (6M)
6
Explain Composite materials and its types elaborately ? (13M) BTL3
Answer: Page 4.65 -Dr.V.Jayakumar
Composites
• Which consist of two or more separate materials combined in a macroscopic structural
unit, are made from various combinations of the other three materials.
• Thus using composites it is possible to have such combination of properties like high
strength and stiffness, corrosion resistance, and ability to withstand extreme high
temperature conditions.
• For eg. Wood (a composite of cellulose fibres and lignin cementing materials), rain
proof cloth (cloth impregnated with water proof material) and bone (a composite of
soft collagen and brittle and hard material apatite).

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 54
The important advantages of composites over the common bulk materials are as follows:
• Higher specific strength.
• Lower specific gravity.
• Higher specific stiffness.
• Lower electrical conductivity. (3M)
Constituents of Composites
Two essential constituents of composites are :
• Metal Matrix is the continuous body constituent which encloses the composite and give
it its bulk form. Matrix phase may be metal, ceramics(or) polymers.
Composites using this matrix are known as metal matrix composites (MMC).
• Ceramic Matrix Composites (CMC)
• Polymer Matrix Composites (PMC)
Functions of Matrix Phase
• It binds the dispersed phase together acts as a medium to transmit and distribute an
externally applied load to the dispersed phase.
• It protects the dispersed phase from chemical action and keep in proper position and
orientation during application of loads prevents propagation of brittle cracks due to its
plasticity and softness.
• Dispersed Phase is the structural constituent which determines the internal structure of
composite. Important dispersed phases of composites are
i. Fibre ii. Particulates (5M)
Fibre reinforced composites
• Involve three components namely filament, a polymer matrix and a bonding agent.
• The fibre reinforced composites posses’ superior properties like higher yield strength,
fatigue life.
• The fibres prevent slip and crack propagation and inhibit it, thereby increasing
mechanical properties. Some types of fibre reinforced composites are described below:
Glass fibre
• Reinforced polymer composites employ glass fibres for improving the characteristics
of especially polymeric matrices containing nylons, polyesters etc. These composites
posses lower densities higher tensile strengths and impact resistance to corrosion and
chemicals.
• Applications: Automobile parts, storage tanks transportation industries, plastic pipes
etc.,
Carbon fibre - reinforced polymer
• composites are employed in situations requiring excellent resistance to corrosion,
lighter density retention of properties even at high temperatures.
• Applications : Structural components of aircraft, sport materials.
• Alumina and / (or) carbon fibre reinforced metal composites have improved specific
strength, stiffness, abrasion resistance and dimensional stability.
• Particulate composites are made by dispersing particles of varying size and shape of
one material in a matrix of another material. Ceramic bonded with metals called
cermets are refractory material these are metal carbides dispersed in alloys are used as
cutting tools for hardened steel.
Application of composite materials

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 55
• Asbestos reinforced phenolic resins are used in automotive brake lining but because of
carcinogenic properties of asbestos fibres they are replaced by fluorinated fibres.
• Aeronautical applications like components of air craft, helicopters etc.,
• Fabrication of roofs and floors, furniture, communication antennae, electronic circuit
boards, sport goods, furniture and turbine engines, valves , pump parts spray nozzles
etc.
• They are also extensively used in automobile industries, marine applications like
propellers, spars, ship parts
(5M)
PART - C
1
Write a short note on engineering ceramics? (15M) BTL3
Answer: Page 4.52 -Dr.V.Jayakumar
• The term ceramics comes from the Greek word koromikos which means ‘burnt stuff’.
• Ceramics are compounds between metallic and non-metallic elements for which the inter-
atomic bonds are either ionic or predominantly ionic.
Characteristics of ceramics are:
• High temperature stability
• High hardness
• Brittleness
• High mechanical strength
• Low elongation under application of stress
• Low thermal and electrical conductivities.
Classification of ceramic
Based on their engineering applications, ceramics are classified into two groups as:
- Traditional ceramics – most made-up of clay, silica and feldspar
- Engineering ceramics – these consist of highly purified aluminium oxide (Al2O3 ),
silicon carbide (SiC) and silicon nitiride (Si3N4 )
Application
▪ Mechanical engineering: nozzles, pressing die, bearing, guides, pistons and plungers,
tools and special coatings, high temperature applications
▪ Electrical engineering: high quality electronics, probes, sensor housing, insulating
tubes
Advantages:
1. Extremely high melting point.
2. Corrosion resistance.
3. Low density.
4. Extreme hardness.
5. Inexpensive.
6. Easily available.
Disadvantages:
1. Dimensional tolerances difficult to control during processing.
2. Weak in tension.
3. Poor shock resistance.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 56
4. Can crack when hit with heavy items. (5M)
Engineering ceramics
Name Properties application
13M BTL3
Aluminium oxide or
alumina
[Al2O3]
• Very good electrical
insulation (1x1014 to
1x1015 Ωcm)
• Moderate to extremely
high mechanical strength
(300 to 630 MPa)
• Very high compressive
strength (2,000 to 4,000
MPa)
• High hardness (15 to 19
GPa)
• Moderate thermal
conductivity (20 to 30
W/mK)
• High corrosion and wear
resistance
• Good gliding properties
• Low density (3.75 to 3.95
g/cm3)
• Operating temperature
without mechanical load
1,000 to 1,500°C.
• Bio-inert and food
compatible.
• Spark plug
• Electrical insulator
• Electronic substrate
• Grinding tool
• Laser tubes
• High temperature seal rings
• Medical prostheses
• Nozzle subjected to erosion
• Ballistic armour
Silicon carbide
[ SiC, Carborundum]
• Excellent thermal shock
resistance ΔT 1,100 K
• Erodible
• Corrosion and wear
resistant even at high
temperatures
• Toxicologically safe
• Good gliding properties
• Low density (3.07 to 3.15
g/cm3)
• High hardness (HV10 ≥
2,200 GPa)
• High Young’s modulus
(380 to 430 MPa)
• High thermal conductivity
• Semiconductor wafer processing
equipment
• Bearings, pump vanes, seals
• Heat exchanger
• Turbine components
• Wear plate
• Kiln furnace
• Ball valve parts
• Composite materials

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 57
(120 to 200 W/mK)
• Low coefficient of linear
expansion
(3.6 to 4.1x10-6/K at 20 to
400°C)
• Maximum operating
temperature of SSiC under
inert gas: 1,800°C
Silicon nitride
Si3N4 • Very low density (3.21
g/cm3)
• Very high fracture
toughness (7 MPam1/2)
• Good flexural strength
(850 MPa)
• Very good thermal
shock resistance: High
thermal stress
parameters (569 K)
• Maximum operating
temperature in an
oxidizing atmosphere:
1,300°C
• Maximum operating
temperature in a
neutral atmosphere:
1,600°C
• Cutting tools
• Welding nozzles
• Valves and turbocharger rotor
for engines
• Bearing balls and rollers
• Molten metal handling
• Glow plug
• Thermocouple sheaths
• Turbine blade
• Welding jigs and fixtures
SiAlON
Si3Al2O3N4
• Good fracture toughness
• Excellent thermal shock
resistance
• Good high temperature
strength
• Low thermal expansion
• Good oxidation resistance
• Not wetted or corroded by
non ferrous metal
• Hot hardness and wear
resistance
• Welding and brazing fixtures and
pins
• Cutting tool material
• Thermocouple protection
tubes for nonferrous metal melting.
• Metal feed tubes in aluminium die casting
• Degassing and injector tubes in nonferrous
metals
• Immersion heater and burner tubes
Zirconium oxide or
zirconia [ZrO2] • Excellent thermal
insulation/low thermal
conductivity (2.5 to 3
W/mK)
• Very high resistance to
crack propagation, high
fracture toughness (6.5
• Oxygen sensors
• Marine pump seals and shaft guides
• Fuel cell membranes
• Roller and guides for metal tube forming
• Electrical furnace heater and induction
furnace susceptors
• Hot metal extrusion dies

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 58
to 8 MPam1/2)
• Ability to conduct oxygen
ions.
• High density
• Ionic electrical conduction
• Chemical inertness
• Powder compacting dies
• Thread and wire guides
(10M)
2
Write a short notes on fiber reinforced plastics polymer matrix composites. (15M) BTL3
Answer: Page 4.72 -Dr.V.Jayakumar
Fibre-reinforced polymer(FRP), also Fibre-reinforced plastic, is a composite material made of
a polymer matrix reinforced with fibres.
The role of the reinforcement is to strengthen and stiffen the composite through prevention of
matrix deformation by mechanical restraint.
The fibres are usually glass, carbon, or aramid, although other fibres such as paper or wood or
asbestos have been sometimes used.
Role of Matrices in Composites is to Transfer stresses between the fibers, provide a barrier
against an adverse environment, protect the surface of the fibers from mechanical abrasion,
and determine inter-laminar shear strength. (7M)
The matrix polymer is usually an epoxy, vinyl ester or polyester thermosetting plastic, and
phenol formaldehyde resins.
FRP provides an unrivalled combination of properties
- Light weight
- High strength-to-weight ratio (kilo-for-kilo it’s stronger than steel)
- Design freedom
- High levels of stiffness
- Chemical resistance
- Good electrical insulating properties
- Retention of dimensional stability across a wide range of temperatures
Application
✓ Aircraft, helicopters and spacecraft through to boats, ships and offshore platforms and
to automobiles, sports goods, chemical processing equipment and civil infrastructure
such as bridges and buildings and Construction. (8M)
3.
Classify and explain the structures of thermoplastics and thermo set plastics?
(15M )BTL3
Answer: Page 4.20 -Dr.V.Jayakumar
Classification of Polymers
Plastics
• Greek word plastikos (Thermoplastics, Thermosets), Elastomers

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 59
• The polymer chains can be free to slide past one another (thermoplastic) or they can be
connected to each other with crosslinks (thermoset).
• Thermoplastics (including thermoplastic elastomers) can be reformed and recycled,
while thermosets (including crosslinked elastomers) are not rework able. (3M)
Thermoplastics
• Polymers that flow when heated; thus, easily reshaped and recycled. This property is
due to presence of long chains with limited or no crosslinks. In a thermoplastic material
the very long chain-like molecules are held together by relatively weak Van der Waals
forces.
• When the material is heated the intermolecular forces are weakened so that it becomes
soft and flexible and eventually, at high temperatures, it is a viscous melt (it flows).
When the material is allowed to cool it solidifies again.
Linear
Branched
e.g., polyethylene (PE), polypropylene (PP), poly(vinyl chloride) (PVC), polystyrene (PS),
poly(ethylene terephthalate) (PET), nylon (polyamide), unvulcanised natural rubber
(polyisoprene) (7M)
Thermosets
• Decompose when heated; thus, cannot be reformed or recycled. Presence of extensive
crosslinks between long chains induces decomposition upon heating and renders
thermosetting polymers brittle.
Cross linked
• A thermosetting polymer is produced by a chemical reaction which has two stages. The
first stage results in the formation of long chain-like molecules similar to those present
in thermoplastics, but still capable of further reaction.
• The second stage of the reaction (crosslinking of chains) takes place during moulding,
usually under the application of heat and pressure.
• During the second stage, the long molecular chains have been interlinked by strong
covalent bonds so that the material cannot be softened again by the application of heat.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 60
If excess heat is applied to these materials they will char and degrade.
e.g., epoxy, unsaturated polyesters, phenol-formaldehyde resins, vulcanized rubber.(5M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 61
Subject code: ME 8491 Year/Semester : II/04
Subject: Engineering Metallurgy Subject Handler: Dr.P.K.Chidambaram
UNIT V MECHANICAL PROPERTIES AND DEFORMATION MECHANISMS 9
Mechanisms of plastic deformation, slip and twinning – Types of fracture – Testing of
materialsunder tension, compression and shear loads – Hardness tests (Brinell, Vickers and
Rockwell), hardness tests, Impact test lzod and charpy, fatigue and creep failure mechanisms.
PART - A
Q.No Questions
1.
Draw a typical creep curve for ductile material and explain the zones. BTL4
• Primary creep is a period of predominantly transient creep in which the creep
resistance of the material increases by its own deformation
• Secondary creep is a period of nearly constant creep rate which results from a
balance between strain hardening and recovery.
• Tertiary creep occurs when there is an effective reduction in cross sectional area
either because of necking or internal void formation
2.
Draw a typical load versus % of elongation curve for ductile material and explain the
tensile properties. BTL4
Ultimate tensile strength (UTS), often shortened to tensile strength (TS) or ultimate strength, is
the maximum stress that a material can withstand while being stretched or pulled before failing
or breaking. Tensile strength is distinct from compressive strength.
3.
• What is S-N curve? What is the significant of it? BTL2
• S-N curve/ diagram is the basic method of presenting engineering fatigue data, a plot of
Stress S against the number of cycles to failure N.
• These diagrams play an important role while selecting the material for designed load
condition

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 62
4.
What is endurance limit or fatigue limit? BTL1
Certain materials have a fatigue limit or endurance limit which represents a stress level below
which the material does not fail and can be cycled infinitely.
5
What is the effect of grain size on mechanical properties of the material? BTL1
Grain size has a measurable effect on most mechanical properties. For example, at room
temperature, hardness, yield strength, tensile strength, fatigue strength and impact strength all
increase with decreasing grain size. Machinability is also affected; rough machining favours
coarse grain size while finish machining favours fine grain size.
6
Draw S-N curve for mild steel and aluminium. BTL3
7
What is creep? BTL1
At temperatures of about half the melting point (0.5TM) and above, materials undergo time
dependent plastic straining when loaded. This phenomenon is known as creep; it can occur at
stress levels less than the yield strength
8
Define plastic deformation. BTL1
Plastic deformation is a process in which permanent deformation is caused by a sufficient load.
It produces a permanent change in the shape or size of a solid body without fracture, resulting
from the application of sustained stress beyond the elastic limit.
9
What is transition temperature? BTL1
At low temperatures some metals that would be ductile at room temperature become brittle.
This is known as a ductile to brittle transition. The ductile to brittle transition temperature is
strongly dependant on the composition of the metal.
10
Differentiate ductile fracture and brittle fracture. BTL3
Ductile fracture Brittle fracture
Extensive plastic deformation ahead of crack Relatively little plastic deformation
Crack is “stable”: resists further extension
unless applied stress is increased
Crack is “unstable”: propagates rapidly without
increase in applied stress
Extensive energy absorption (“toughness”)
before fracture
Low energy absorption before fracture
11
Classify the different hardness testing methods. BTL1
• Indentation or penetration test
• Brinell hardness
• Vickers hardness
• Rockwell hardness

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 63
• Rebound test
• Scratch test
12
Draw the testing sample for diagram for impact test. BTL3
13
Differentiate charphy and izod impact test. BTL2
Izod test charphy test
In the Izod method, the test material was
placed in a vertical position
While in the Charpy method, the test material
was placed horizontally.
The basic Izod test specimen is 75 x 10 x
10mm (2.95" x 0.394" x 0.394")
The basic Charpy test specimen is 55 x 10 x
10mm (2.165" x 0.394" x 0.394")
The notch face in the izod test is facing the
striker, fastened in a pendulum
While in the charpy test, the notch face is
positioned away from the striker.
In the Charpy method, there are two kinds of
notches, the V-notch and the U-notch
In the Izod method, there is V-notch is used
Izod use Farming hammer as striker Charpy use Ball Pin hammer as striker
14
Define toughness. BTL1
In materials science and metallurgy, toughness is the ability of a material to absorb energy and
plastically deform without fracturing. One definition of material toughness is the amount of
energy per unit volume that a material can absorb before rupturing.
15
Define Twinning. BTL1
It is the two plastic deformations which takes place along two planes due to set of forces acting
on a given metal
16
What are the tests conducted in the material? BTL1
Impact test, hardness test, shear test, tensile test, fatigue test and creep test
PART - B
1
Explain the mechanism of plastic deformation with sketch.(13M) BTL4
Answer: Page 5.8 -Dr.V.Jayakumar
Plastic deformation, involves motion of dislocations. There are two prominent mechanisms of
plastic deformation, namely slip and twinning.
SLIP
• Slip is the prominent mechanism of plastic deformation in metals.
• It involves sliding of blocks of crystal over one other along definite
crystallographic planes, called slip planes.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 64
• In physical words it is analogous to a deck of cards when it is pushed from one end.
• Slip occurs when shear stress applied exceeds a critical value.
• During slip each atom usually moves same integral number of atomic distances
along the slip plane producing a step, but the orientation of the crystal remains the
same.
• Steps observable under microscope as straight lines are called slip lines.
(7M)
TWINNING
• The second important mechanism of plastic deformation is twinning. It results
when a portion of crystal takes up an orientation that is related to the orientation of
the rest of the untwined lattice in a definite, symmetrical way.
• The twinned portion of the crystal is a mirror image of the parent crystal. The plane
of symmetry is called twinning plane.
• Each atom in the twinned region moves by a homogeneous shear a distance
proportional to its distance from the twin plane.
• The lattice strains involved in twinning are small, usually in order of fraction of
inter-atomic distance, thus resulting in very small gross plastic deformation.
• Twinning generally occurs when slip is restricted, because the stress necessary for
twinning is usually higher than that for slip.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 65
❖ Thus, some HCP metals with limited number of slip systems may preferably twin.
Also, BCC metals twin at low temperatures because slip is difficult.
❖ Of course, twinning and slip may occur sequentially or even concurrently in some
cases. (6M)
2
Explain Brinell Rockwell & Vickers hardness test with neat diagram.(13M) BTL3
Answer: Page 5.48 -Dr.V.Jayakumar
BRINELL HARDNESS TEST
The Brinell hardness test method is used to determine hardness; is defined in ASTM E10.
Most commonly it is used to test the cast and forge products.
Procedure
In general, the test is to be carried out at ambient temperature within the limits of 10 “C to 35
“C
• The test piece is placed on a rigid support. The contact surfaces should be clean and
free from foreign matter (scale, oil, dirt, etc).
• Bring the indenter into contact with the test surface and apply the test force in a
direction perpendicular to the surface, without vibration until the applied force
attains the specified value. The time from the initial application of force to the time
the full test force is reached shall not be less than 2s not greater than.8s.
• By using following formula Brinell hardness number is calculated.
Where
- P is applied load, kg
- D is diameter of ball, mm
- d is diameter of indentation, mm
- t is depth of the impression, mm
Specification
Indenter:
perfectly spherical hardened steel ball [HBS] of 10 mm
HBS or Tungsten carbide ball [HBW] for harder materials
Test force or load: 3000 Kg
Dwell time : 10-15 seconds
Advantage
• It does not require the care in surface preparation that rebound and Rockwell test do
• Test procedure is simple

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 66
• Its results correlate well with tensile properties
Disadvantage
• The standard Brinell test produce so large an impression that it is consider to be a
destructive test under some circumstance
• The test is slow, because of the time required to measure the diameter of
indentation.
• Restriction of application range to maximum of 650 BHN
• Restriction when testing small and thin walled specimen. (5M)
VICKERS HARDNESS TEST
Vickers hardness testing is universal. It is often used for very hard steel, for small and thin
samples and hardness measurements of hard layer such as nitride parts.
There are two distinct type of test: macro-indentation and micro-indentation
Procedure [ASTM E 99]
The procedure for Vickers hardness testing is somewhat like the Brinell test
• The test piece is placed on a rigid support. The contact surfaces should be clean and
free from foreign matter (scale, oil, dirt, etc).
• The two diagonals of the indentation left in the surface of the material after removal
of the load are measured using a microscope and their average calculated.
• By using the data, Vickers hardness number is calculated
Where
- P is the applied load, kg
- L is the average length of diagonals,
mm
- θ is the angle between opposite
faces of diamond = 136o
Specification
Indenter:
- Square-base diamond pyramid with the included angle between opposite faces of the
pyramid of 136o.
Test force or load: 1 gf – 100Kgf
Dwell time: 10-15 seconds
Impression made by Vickers
• A perfect square indentation (a) made with a perfect diamond pyramid indenter would
be a square.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 67
• The barrel-shaped indentation (c) is found in cold-worked metals, resulting from
ridging or piling up of the metal around the faces of the indenter. Produce a low value
of contact area giving too high value.
Advantage
• Almost no limit to the specimen hardness.
• Test on thin sheet metal, small specimens or test areas, thin walled tubes, thin
hardness layers, galvanic layers.
•
Disadvantage
• Time consuming to achieve sufficient surface quality.
• Time required to measure diagonal length.
• Hardness result can be influenced by quality of surface finish. (4M)
ROCKWELL HARDNESS TEST
Rockwell Hardness is probably the most used hardness testing method because it is simple and
self contained, so that there is no need for a separate microscope reading.
There are 30 different types of scale used in this method; but we mostly used three scales such
as A, B and C.
Procedure
• Put gently the specimen in contact with the indenter.
• Apply a preliminary (or minor) force (load) (of 10 kg for normal or 3 kg for
superficial testing).
• Automatically or manually zeroing the penetration measuring instrument or dial
gage
• Apply gradually the total (or major) force (load) (of 60, 100 or 150 kg for normal
and 15, 30 or 45 kg for superficial testing).
• Remove gently the total force (load) while leaving in place the preliminary one (so
that the elastic deformation following the removal of final force (load) is recovered)
and
• Measuring the depth of penetration using the instrument
• Finally calculating the Rockwell hardness number as the difference between a fixed
value (100 for Brale 130 for ball) and showing it on a dial or on a digital display.
(4M)
3
What is toughness? Explain the impact test methods carried out to find toughness.(13M)
BTL3
Answer: Page 5.56 -Dr.V.Jayakumar
• In materials science and metallurgy, toughness is the ability of a material to absorb
energy and plastically deform without fracturing.
IMPACT TEST
• Impact testing techniques are used to determine the fracture characteristics of
material
• Impact tests are used not only to measure the energy absorbing capacity of the
material subjected to sudden loading; but also to determine the transition
temperature from ductile to brittle behaviour.
A pendulum type impact testing machine is generally used for conducting notched bar impact
tests.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 68
The types of test carried out are
• Izod test
• Charpy test
Common procedure for pendulum type impact testing machine
1. The specimen is placed on anvil accordingly
2. The load is applied as an impact blow from a weighted pendulum hammer.
3. For charpy test pendulum release angle is 140o; for Izod 85o21’
4. As pendulum is released its potential energy is converted into kinetic energy until it
strikes the specimen
5. Upon release of pendulum, a knife edge mounted on the pendulum hammer strikes the
specimen and the specimen is fractured at notch
IZOD TEST
✓ In the Izod impact test, the test piece is a cantilever, clamped upright in an anvil, with a
V-notch at the level of the top of the clamp.
✓ The test piece is hit by a striker carried on a pendulum which can fall freely from a
fixed height, to give a blow of 120 ft lb energy.
✓ After fracturing the test piece, the height to which the pendulum rises is recorded by a
slave friction pointer mounted on the dial, from which the absorbed energy amount is
read. (7M)
CHARPY TEST
✓ Charpy Impact Test: The principle of the test differs from that of the Izod test in that
the test piece is tested as a beam supported at each end; a notch is cut across the middle
of one face, and the striker hits the opposite face directly behind the notch.
ADVANTAGES
❖ It is simple and utilizes simple and cheaper, small specimen.
❖ This can be carried out over a range of sub-ambient temperatures.
❖ This test can be used for comparing influence of alloy studies and heat
treatment on notch toughness.
❖ Used for quality control and material acceptance purpose.
DISADVANTAGES
➢ The results of charpy test are difficult to use in design.
➢ There is no correlation of charpy data with below size.
➢ The large scatter inherent in test may make it difficult to determine well

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 69
defined transition temperature curves. (6M)
4
Explain ductile to brittle transition.13M BTL2
Answer: Page -Dr.V.Jayakumar
Ductile-to-Brittle transition
• The term Ductile-to-Brittle transition (DBT) is used in relation to the temperature
dependence of the measured impact energy absorption. For a material, as the
temperature is lowered, the impact energy drops suddenly over a relatively narrow
temperature range, below which the energy has a considerably lower value as a
representative of brittle fracture.
• The temperature where DBT occurs is termed as Ductile-to-Brittle Transition
Temperature (DBTT). (5M)
• Above the DBTT, the yield strength (σy) is lower than the tensile stress necessary to
cause brittle failure (σf) i.e. σy < σf.
• With decreasing temperature, the yield strength increases rapidly to the point where it
equals the tensile stress for brittle failure, and below this temperature, fracture usually
occurs in brittle/cleavage mode.
• So, at and below the DBTT, σy = σf. At the transition temperature, the micro-cracks
that form are of critical size for crack propagation, and at lower temperatures these
cracks exceed the critical size.
• Over a temperature range just above DBTT, micro-cracks formed are initially sub-
critical so that further plastic deformation and strain hardening must proceed before the
tensile stress level becomes sufficient to cause crack propagation.
• With further increase in temperature, micro-cracks no longer form and fracture mode
changes from cleavage to ductile.
(8M)
5
Discuss various failures occurs in the materials, Griffith failure theory and
Explain.(13M) BTL3
Fracture mechanism

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 70
FAILURE
• It’s the engineer’s responsibility to anticipate and prepare for possible failure; and in
the event of failure, to assess its cause and then take preventive measures.
• Failures due to excessive elastic deformation are controlled by the modulus of
elasticity, not by the strength of the material.
• It starts with initiation of a crack, followed by crack propagation. Fracture of materials
may occur in three ways – brittle/ductile fracture, fatigue or progressive fracture,
delayed fracture. (3M)
Fracture
• Fracture is a form of failure, and is defined as the separation or fragmentation of a
solid body into two or more parts under the action of stress.
• Fracture that occurs over a very short time and under simple loading conditions (static
i.e. constant or slowly changing) is considered here. Fracture under complex condition,
for example alternating stress, is considered in later sections.
Shear fracture
Shear fracture promoted by shear stresses, occurs as result of extensive slip on active slip
plane. On the other hand, cleavage fracture is controlled by tensile stresses acting normal to
cleavage plane.
Figure 1 .Fracture profiles
• Detailed and important information on the mechanism of fracture can be obtained from
microscopic examination of fracture surfaces. This study is known as fractography.
• Dimpled rupture is characterized by cup-like depressions whose shape is dependent on
stress state. The depressions may be equi-axial, parabolic, or elliptical. This dimpled
rupture represents a ductile fracture. Table-8.2 distinguishes two common modes of
fracture.
(5M)

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 71
Ductile fracture
• It exhibits three stages - (1) after onset of necking, cavities form, usually at inclusions
at second-phase particles, in the necked region because the geometrical changes
induces hydrostatic tensile stresses, (2) the cavities grow, and further growth leads to
their coalesce resulting in formation of crack that grows outward in direction
perpendicular to the application of stress, (3) final failure involves rapid crack
propagation at about 45 ْ to the tensile axis.
• Thus it is known as cup-and-cone fracture.
• In this central interior region has an irregular and fibrous appearance, which signifies
plastic deformation. Different progressive stages of ductile fracture are shown in
figure-.2.
Figure 2. Stages of ductile tensile fracture
• The voids are thought to be nucleated heterogeneously at sites where further
deformation is difficult. These preferred sites mainly consists of foreign inclusions,
second-phase particles like oxide particles, or even voids those can form at grain
boundary triple points in high-purity metals. It has been observed that concentration of
nucleating sites had a strong influence on ductile fracture as true strain to fracture
decreases rapidly with increasing volume fraction of second phase particles.
Brittle fracture
• The other common mode of fracture is known as brittle fracture that takes place with
little or no preceding plastic deformation. It occurs, often at unpredictable levels of
stress, by rapid crack propagation.
• The direction of crack propagation is very nearly perpendicular to the direction of
applied tensile stress. This crack propagation corresponds to successive and repeated
breaking to atomic bonds along specific crystallographic planes, and hence called
cleavage fracture. (5M)
PART *C
1
What is fatigue test explain it in detail . (15M) BTL3
Answer: Page 5.60 -Dr.V.Jayakumar
In materials science, fatigue is the weakening of a material caused by repeatedly applied loads.
It is the progressive and localized structural damage that occurs when a material is subjected to
cyclic loading.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 72
The fatigue test helps estimating the endurance strength and endurance limit for a metal.
• The machine is meant for bending test of a cantilever test piece in rotation (8M)
• The test is conducted by a steady bending moment to a rotating shaft via ball bearings
fitted with load hanger
• When the shaft rotates the test, piece passes through tension and compression stresses
alternately.
• At any instance, the uppervsurface of the specimen is under tension and lower surface
is under compression
A typical S-N curve is plotted after measuring stress S and the number of revolution N.
S-N curve/ diagram is the basic method of presenting engineering fatigue data, a plot of Stress
S against the number of cycles to failure N.
These diagrams play an important roll while selecting the material for designed load condition
Certain materials have a fatigue limit or endurance limit which represents a stress level below
which the material does not fail and can be cycled infinitely.
The following procedure is employed to avoid fatigue failures
• Precise control of the surface finish
• Surface treatment of the metal
• Modification of the design to avoid test concentration
S-N curve for MS, Al and Titanium (7M)
2
What are the properties measured from tensile testing and write their engineering
significance? Draw the stress and strain curve for aluminium, cast iron and low carbon
steel. (15M) BTL3
Answer: Page 5.34 -Dr.V.Jayakumar
The most common type of test used to measure the mechanical properties of a material is the
Tension Test.
In this test, a specimen is prepared suitable for gripping into the jaws of the testing machine
type that will be used. The specimen used is approximately uniform over a gage length

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 73
❖ Take a standard test specimen . (8M)
❖ Make necessary measurements on specimen before the test Place the specimen on
testing machine
❖ Apply tensile load on the specimen starting from zero and increasing gradually
❖ Make a note of load and elongation at different times of test Proceed until specimen
fractures
❖ Make necessary measurements on the fractured specimen.
❖ Results
A typical engineering stress-strain diagram and the significant parameters are shown on the
figure in appendix. Engineering Stress is obtained by dividing the load by the original area of
the cross section of the specimen.
✓ Stress σ = P/Ao (Load/Initial cross-sectional area)
✓ Strain = e = ∆l/lo (Elongation/Initial gage length) Engineering stress and strain are independent of the geometry of the specimen.
Elastic Region: The part of the stress-strain curve up to the yielding point. Elastic deformation
is recoverable. In the elastic region, stress and strain are related to each other linearly.
Hooke’s Law: σ = Ee
The linearity constant E is called the elastic modulus which is specific for each type of

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 74
material.
Plastic Region: The part of the stress-strain diagram after the yielding point. At the yielding
point, the plastic deformation starts. Plastic deformation is permanent.
At the maximum point of the stress-strain diagram (σUTS), necking starts.
Tensile Strength is the maximum stress that the material can support.
σUTS = Pmax/Ao
Yield Strength is the stress level at which plastic deformation starts. The beginning of first
plastic deformation is called yielding. It is an important parameter in design.
Resilience is the capacity of a material to absorb energy when it is deformed elastically.
Toughness is a measure of energy required to cause fracture.
Poisson’s Ratio is the lateral contraction per unit breadth divided by the longitudinal
extension per unit length.
ν =-( ∆d/do)/(∆l/lo) (7M)
3.
Explain various types of creep and creep testing with neat diagram. (15M) BTL3
Answer: Page 5.63 -Dr.V.Jayakumar
CREEP
It is a time- dependent deformation under a certain applied load. Generally, occurs at high
temperature (thermal creep), but can also happen at room temperature in certain materials (e.g.
lead or glass), albeit much slower. As a result, the material undergoes a time dependent
increase in length, which could be dangerous while in service.
Classical Creep Curve
• The rate of deformation is called the creep rate. It is the slope of the line in a Creep
Strain vs. Time curve.
Creep Stages
• Primary Creep: starts at a rapid rate and slows with time.
• Secondary Creep: has a relatively uniform rate.
• Tertiary Creep: has an accelerated creep rate and terminates when the material breaks
or ruptures. It is associated with both necking and formation of grain boundary voids.
Characteristics of Creep
• Creep in service is usually affected by changing conditions of loading and temperature
• The number of possible stress-temperature-time combinations is infinite.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 75
• The creep mechanisms is often different between metals, plastics, rubber, concrete.
Creep Mechanisms
• Bulk Diffusion (Nabarro-Herring creep)
• Creep rate decreases as grain size increases
• Grain Boundary Diffusion (Coble creep)
• Stronger grain size dependence than Nabarro Herring
• Dislocation climb/creep
• Relatively low loads and creep rate
• Strain typically less than 0.5%.
• Temperature control is critical to minimize the effects of thermal expansion on the
sample. (7M)
Creep Test: General Procedure
• The unloaded specimen is first heated to the required T and the gage length is
measured.
• The predetermined load is applied quickly without shock.
• Measurement of the extension is observed at frequent interval.
• Average of about 50 readings should be taken.
Creep test apparatus
Creep Parameters
• To predict the stress and time for long lives on the basis of much shorter data.
• Plant life 30 to 40 years
• Creep data is usually not available beyond lives of more than 30000 hrs.
• Larson Miller Parameter and other material specific models are used.
Larson Miller Parameter
Model based on Arrhenius rate equation.
• LMP= T(C+log tr)
• Where T = temperature (K or ºR)
• tr = time before failure (hours)
• C= material specific constant
• Predicts rupture lives given certain temperature and stress.
• First used by General Electric in the 50’s to perform research on turbine blades.

REGULATION: 2017 ACADEMIC YEAR: 2018-2019
JIT-JEPPIAAR/MECH/Dr.P.K.CHIDAMBARAM /IIndYr/SEM 04 /ME 8491/ENGINEERING METALLURGY /UNIT 1-
5/QB+Keys/Ver1.0
4 - 76
Stress Rupture Tests
• Determines the time necessary for material to result in failure under a overload.
• Useful in materials selection where dimensional tolerances are acceptable, but rupture
cannot be tolerated.
Design Considerations to avoid Creep
• Reduce the effect of grain boundaries:
• Use single crystal material with large grains.
• Addition of solid solutions to eliminate vacancies.
• Employ materials of high melting temperatures.
• Set adequate inspection intervals according to life expectancy. (8M)