Embed Size (px)
Citation preview
UNIT-I
WATER TECHNOLOGY
DEFINITION Water Technology is the process of removing all types of impurities from water and making
it fit for domestic/industrial purpose.
INTRODUCTION Molecular formula of Water: H2O
Water is one of the abundant substances in nature.
It is an essential ingredient to all living organisms.
Water forms about 75% of the matter on earth’s crust.
SOURCES OF WATER The chief sources of water fall into two main groups.
Surface water
Underground water
CLASSIFICATION OF WATER Water is classified as soft water and hard water. This is based on the reaction of water with
soap solution. Soft water: Water that easily and readily forms lather with soap is known as soft water. Hard water: Water that does not produce lather with soap readily but forms an insoluble
precipitate like white scum is known as hard water.
Hard and Soft Water
Sl.No Soft Water Hard Water
1 It produces very good lather with soap It does not produce lather with
solution. soap solution.
2 It is due to the absence of Ca2+
and It is due to the presence of Mg
2+ ions Ca
2+ and Mg
2+ ions

CLASSIFICATION OF HARDNESS OF WATER Hardness of water can be defined as the soap consuming capacity of water. It is expressed in
mg/lit(ppm). It can be classified into three categories.
1) Tempporary hardness (or) Carbonate hardness
2) Permanent hardness (or) Non-Carbonate hardness
3) Total hardness
Temporary hardness (or) Carbonate hardness
1) This is caused by the presence of dissolved bicarbonates of Calcium, magnesium
and other heavy metals.
2) It can be easily removed by means of boiling the water: bicarbonates are
decomposed into insoluble carbonates and hydroxides.
3) The insoluble carbonates and hydroxides will be removed by filtration. Permanent hardness (or) Non-carbonate hardness
1) This is caused by the presence of chlorides and sulphates of Calcium,
magnesium, iron and other heavy metals.
2) It cannot be removed on boiling.
3) It can be removed only by chemical methods. They are
a) Demineralization process
b) Zeolite process
c) Reverse osmosis Temporary and permanent Hardness
Sl.No Temporary Hardness Permanent hardness
1 This alkaline hardness is due to the This non-alkaline hardness is due to the
presence of bicarbonate ions of Ca and presence of chloride and sulphate ions of Ca
Mg. and Mg
2 It can be removed by boiling. It cannot be removed by boiling.
Total Hardness
It is the sum of temporary and permanent hardness.
BOILER FEED WATER

The pure water usd in boilers to produce steam for power generation is known as boiler feed water. The boiler water should have the following requirements:
1) Zero hardness
2) Free from corrosive gases, dissolved salts, alkalinity, colloidal and suspended impurities.
Disadvantages of using hard water in boilers
If hard water is used in boiler, it will cause the following problems:
1) Scale and sludge formation 2) Boiler corrosion 3) Priming and foaming 4) Caustic embrittlement
1) Sludge and Scale formation
1) Causes: Continuous evaporation of water leads to a saturated concentration of the
dissolved salts in boiler water in the form of precipitate on the inner walls of the
boiler.
a) Sludge
If the precipitate is loose and slimy, it is called sludge.
Examples of sludge forming substances: MgCO3, MgCl2, CaCl2 and
MgSO4.
b) Scale
If the precipitate is hard, adhering strongly the inner walls of the boiler, it is called scale. Examples of scale forming substances: Ca(HCO3)2 , CaSO4 , CaCO3 , Mg(OH)2
Sludge and Scale formation in Boiler
2) Disadvantages

a) Due to sludge 1. As it is a poor conductor, heat generated is wasted. 2. It disturbs the working of the boiler.
b) Due to scale
1) Scales are thermal insulators. So a large amount of fuel may be wasted.
2) Depending upon the thickness of the scale, the wastage of the fuel may vary. For
example, if the scale thickness is 1.25 mm the fuel wastage will be 50%.
3) Decrease in efficiency: Scales deposit in valves and condensers decrease the
efficiency of the boiler.
4) Boiler explosion: Scale deposition on high-pressure boilers leads to overheating of
the boiler tube; this makes the boiler unsafe to bear the pressure of the steam.
5) When cracks develop in scale, a sudden high pressure is developed within the boiler
which can cause explosion.
3. Removal of sludges and scales
Sludge can be easily removed by
1) Scrapping with a wire brush
2) Frequent blow down operation Scales can be removed by
1) Thermal shocks( sudden heating and cooling),
2) Using scrappers, brushes etc.,
3) Using certain chemicals,
4) Blow down operation by removing frequently concentrated salt water from the
bottom of the boiler.
Sl.No Sludge Scale
1 It is loose, slimy and non-adherent It is hard and adherent coating.
precipitate
2 It is due to the presence ofCO32-
, Cl- It is due to the presence of HCO3
-
and SO42-
of Mg and Cl- of Ca.
and SO42-
of Ca and OH– of Mg
3 It is poor conductor of heat. It is thermal insulator
4 It decreases the efficiency It makes boiler explosion.
5 It can be prevented by using It can be prevented by using HCl
softened water.
and H2SO4 acids.
6 It can be removed by blow down It can be removed by external and
operation.
internal conditioning.
ii) Boiler Corrosion 1) Definition
Boiler corrosion is the decay of boiler material by a chemical /electrochemical attack on its
environment. 2) Main facts
Corrosion in boilers is due to the presence of
a) Dissolved Oxygen
b) Dissolved Carbon dioxide and
c) Dissolved Salts
a) Dissolved Oxygen
Dissolved oxygen in water is mainly responsible for the corrosion of boiler.
i) Water contains 8ml of dissolved oxygen/litre at 35°C. It forms yellow rust
[Fe2O3.2H2O] inside the boilers.
2Fe +2H2O +O2 2Fe(OH)2 ii)
Removal of dissolved oxygen
Dissolved oxygen can be removed by
Chemical method
Mechanical de-aeration
Chemical method The formation of rust can be avoided by adding calculated amount of sodium
sulphite/ hydrazine/ sodium sulphide.
2NaSO3 +O Na2SO4
(Sodium sulphite)
N2H4 + O2 N2 + 2H2O
(Hydrazine)
Na2S +2O2 Na2SO4
Mechanical de-aeration
Water is sprayed in a perforated plate-fitted tower.
Supply of heat from the slides and the chamber is connected to vacuum pump.
The development of high temperature and low pressure in the tower reduces

the dissolved oxygen in water.
b) Dissolved Carbon dioxide
i) The dissolved CO2 in water undergoes hydrolysis reaction to form weak carbonic acid
which is corrosive in nature.
CO2 + H2O H2CO3 (Carbonic
acid)
ii) Removal of CO2
The dissolved CO2 can be removed by adding a weak base like ammonia.
2NH4OH +CO2 (NH4)2CO3 + CO2
(Ammonium
Carbonate)
The removal of CO2 from water can also be done by mechanical de-aeration. c) Dissolved salts
i) The dissolved salts like MgCl2, CaCl2 etc, in water undergo hydrolysis at high
temperatures to give HCl acid which corrodes the boiler.
MgCl2 + 2H Mg (OH) 2 + 2HCl
Fe+ 2HCl FeCl2 +H2
FeCl2 + H2O Mg (OH) 2 +2HCl
ii) Removal of acids by neutralization Acid corrosion can be prevented by the addition
of alkali to the boiler water.
NaOH + HCl NaCl + H2O
iii) Priming and Foaming
Priming and foaming usually co-exist. They lead to reduce the efficiency and decrease the
life of the boiler. So it should be prevented.
1) Priming
a) Definition
Priming is the process of wet steam formation during rapid steam production in
boiler.
b) Causes for priming
It is caused by
The presence of large amount of dissolved solids.
High steam velocities
Sudden boiling
Improper boiler design.
c) Prevention of priming
It can be prevented by
Fitting mechanical steam purifiers.
Avoiding rapid change in steaming rate.
Maintaining low water levels in boilers.
Efficient softening and filtration of the boiler feed water.
2) Foaming
a) Definition
Foaming is the production of persistent foam or bubbles in boilers, which do not
break easily.
b) Causes for foaming
It arises due to the presence of oils, alkali metal salts and suspended matters.
c) Prevention of foaming
It can be prevented by adding
Sodium aluminate , alum and soda to the boiler to remove oily materials
which can also be removed by electrophoresis.
Anti-foaming agents like synthetic polyamides.
iv) Caustic embrittlement
1) Definition
Caustic embrittlement is a type of boiler corrosion, caused by using alkali water in
boilers. It leads to intercrystalline cracking of boiler metal.
2) Causes
Small amount of Na2CO3 in water undergoes hydrolysis to form NaOH
(caustic soda) and CO2. This makes the boiler water caustic.
Na2CO3 + H2O NaOH +CO2
The NaOH containing water enters into the minute hair cracks present in the
inner wall of the boiler through capillary action.
Water alone evaporates due to heating and NaOH( caustic soda)
concentration increases.

This caustic soda attacks the iron in the boiler to form sodium ferroate.
Fe + 2NaOH Na2FeO2 + H2
3) Prevention of caustic embrittlement
It can be prevented by adding
Sodium phosphate as softening reagent instead of sodium carbonate.
Tannin, lignin or Na2SO4 to boiler water since these block the hair cracks.
BOILER FEED WATER TREATMENT
Definition
This process of the removal of the dissolved salts from boiler water is known as conditioning
or treatment of water.
The boiler water can be treated by the following two processes:
1) Internal conditioning(Sequestration)
2) External conditioning
1) Internal conditioning
a) Definition
Internal conditioning is the direct addition of a proper chemical to the boiler water
itself.
b) Causes
Precipitation of the scale-forming impurities in the form of sludges which can be
removed by blow down operation.
Conversion of scale-forming impurities into water soluble compounds.
c) The important internal treatment methods i) Phosphate conditioning
ii) Calgon conditioning
iii) Carbonate conditioning
i) Phosphate conditioning
Definition
Scale formation can be avoided by adding sodium phosphate to high pressure
boilers.
Method
The addition of sodium phosphate forms easily removable soft sludge of

Ca2+
and Mg2+
ions.
3CaCl2 + Na3PO4 Ca3(PO4)2 + 6 NaCl
Three phosphates are usually used in this conditioning. They are
a) Sodium dihydrogen phosphate(NaH2PO4) is used when the alkalinity of
water is too high(pH is above 10.5).
b) Disodium hydrogen phosphate(Na2HPO4)is used when the alkalinity of
water is moderate.
c) Sodium phosphate(Na3PO4) is used when the alkalinity of water is very
low.
ii) Calgon Conditioning
Definition
Scale and sludge formation can be avoided by adding calgon(sodium hexa meta
phosphate) in boilers.
Method
Sodium hexa meta phosphate Na2[Na4(PO3)6], called as Calgon prevents the scale and
sludge formation by forming a complex with CaSO4 in the water.
Na2[Na4(PO3)6] 2Na+ + [Na4P6O18]
2-
2CaSO4 + [Na4P6O18]2-
[Ca2P6O18]2-
+2 Na2 SO4
(Soluble)
The formed complex is soluble in water and can be removed easily.
iii) Carbonate conditioning
Definition
Scale formation can be avoided by adding sodium carbonate in low pressure boilers.
Method
Hard water containing CaSO4 is converted into CaCO3 which is a loose sludge and can be
removed easily.
CaSO4 + Na2CO3 CaCO3 Na2SO4
2) External Conditioning
Definition
External conditioning is the removal of hardness producing salts from the boiler water.
Methods

There are two methods
i) Demineralisation(Ion-exchange)process
ii) Zeolite(permutit)process
i) Demineralisation(Ion-exchange)process
a) Principle
Ion-exchangers have one ion adsorbed on it and release this ion and adsorb another
like ion. This process is called ion-exchange adsorption. In this process the hardness
producing ions and all the other ions present in the hardwater are replaced by H+ and
oH- ions
b) Ion-exchangers
These are softening materials. The functional groups attached are responsible for ion
exchanging properties.
c) Types of Ion-exchangers
Cationic exchangers and
Anionic exchanger
Cationic exchanger(RH)
Resins containing acidic functional group(-COOH, -SO3H) are capable of
exchanging their H+ ions with Ca
2+ and Mg
2+ ions present in hard water
Example
Styrene divinyl benzene co-polymer
Anionic exchanger(OH)
Resins containing basic functional group (CH3)3N+OH
- are capable of exchanging their
OH- ions with HCO3
-, Cl
-, and SO4
2-- present in hard water
Example
Styrene divinyl benzene or Amine formaldehyde co-polymers
d) Process
Hardwater is allowed to pass through the cation exchange coloumn which
removes all the cation likes Ca2+
, Mg2+
from it.
Water coming out from the cation exchanger coloumn(which free from Ca2+
,
Mg2+
)is allow to pass through an anion exchanger coloumn.
2RH + Ca R2Ca + 2H+

2RH + Mg2+
R2Mg + 2H+
All the anions like SO42-
,Cl-,CO3
2- etc., present in the hard water are removed.
R’OH + Cl- R’Cl + OH
-
2 R’OH + SO42--
R’2SO4 + 2OH-
The H+ ions from cation exchange column and OH
- ions from anion exchanger
column are combined to produce water.
H+ + OH
- H2O
This water is known as ion-free water/deionised/ demineralised water.
e) Regeneration
The exhausted cation exchange column is generated by passing a solution
of dil.HCl/dil.H2SO4
R2Ca + 2H+
2RH + Ca2+
R2Mg + 2H+ 2RH + Mg
2+
The outgoing washing, which contains CaCl2, MgCl2,MgSO4 is passed to
sink.
The exhausted anion exchange column is regenerated by passing a solution of
dil.NaOH.
R’Cl + OH- R’OH + Cl
-
R2 SO4+ 2OH- 2 R’OH + SO4
2-
The outgoing solution, which contains Na2SO4,NaCl etc., is passed to
sink.
f) Advantages The process is used to soften acidic and alkaline water. It produces water of very low hardness(2 ppm)
g) Disadvantages It is costly If the water contains turbidity, the output is low.
ii) Zeolite process
a) Zeolite(Permutit): It is hydrated sodium alumino silicate.
Molecular formula: Na2O.Al2O3.xSiO2.yH2O; where x=2 to 10 and y=2 to 6
Representation: Na2Ze.
b) Function

Reversibly exchanges its sodium ions with hardness producing ions of water.
c) Types: There are two types
Natural zeolites(non-porous)
Example: Natrolite
Molecular Formula: Na2O.Al2O3.4SiO2.2H2O
Synthetic zeolites(porous)
d) Preparation
By heating together china clay, feldspar and soda ash, jelly structured zeolite is
formed. These zeolites have higher exchange capacity per unit weight than natural
zeolites.
Hardness causing ions(Ca2+
,Mg2+
)in hard water is replaced by loosely held
sodium ions in the zeolite bed.
During the softening the following reactions take place.
Na2Ze + Ca(HCO3) CaZe + 2NaHCO3
Na2Ze + Mg(HCO3)2 MgZe + 2NaHCO3
Na2Ze + CaCl
CaZe + 2NaCl
Na2Ze + MgCl MgZe + 2NaCl
Na2Ze + CaSO CaZe + Na2SO4
Na2Ze + MgSO4 MgZe + Na2SO4
After the softening process, the zeolite is completely converted
into calcium and magnesium zeolites and it gets exhausted.
f) Regeneration:
If the supplied water is turbid, the turbidity will clog the pores of the zeolite bed and
makes it inactive. So it must be removed by coagulation or filtration.
If the supplied water contains coloured ions(Mn2+
, Fe2+
) which produce
manganese iron zeolite, it cannot be regenerated. So these ions should be
removed.
If the supplied water contains mineral acid, it will destroy the zeolite bed;
therefore, it is neutralized first with soda(Na2CO3) h) Advantages
Water quality of <5 ppm hardness is obtained.
Regenerated
zeolite
Na2Ze + MgCl2
Na2Ze + CaCl2

The equipment is compact.
Softening requires less time.
It requires less skill for maintenance.
There is no danger of sludge formation.
i) Disadvantages
The treated water contains
More sodium salts.
Acidic ions like HCO3-
,CO32-
,Cl-,SO4
2-.
NaHCO3 and Na2CO3 salts produce CO2 and NaOH which cause
corrosion and caustic embrittlement.
Zeolite and Demineralization process
S.No Zeolite process Demineralization process
1 It exchanges cations only. It exchanges cations and anions
2 Acidic water cannot be Acidic water can be treated.
treated.
3 The treated water contains The treated water does not contains
large amount of dissolved large amount of dissolved solids
solids which lead to there is no priming and foaming
priming and foaming
DESALINATION
Depending upon the quantity of dissolved solids, water is graded as Fresh water
has < 1000 ppm of dissolved solids. Brackish water has > 1000 but <35,000 ppm of Dissolved
solids.
Sea water has > 35,000 ppm of dissolved solids.
Water containing dissolved salts with a peculiar salty or brackish taste is called
brackish water. It is totally unfit for drinking purpose. Sea water and brackish water
can be made available as drinking water through desalination process.
The removal of dissolved solids (NaCl) from water is known as desalination
process. The need for such a method arises due to the non-availability of fresh
water. Desalination is carried out either by electro dialysis or by reverse osmosis.

Reverse Osmosis
When two solutions of different concentrations are separated by a semi-permeable
membrane, flow of solvent takes place from a region of low concentration to high
concentration until the concentration is equal on both the sides. This process is called
osmosis.
The driving forces in this phenomenon are called osmotic pressure. If a hydrostatic
pressure in excess of osmotic pressure is applied on the higher concentration side, the
solvent flow reverses, i.e., solvent is forced to move from higher concentration to lower
concentration .This is the principle of reverse osmosis. Thus, in reverse osmosis method
pure water is separated from its dissolved solids.
Using this method pure water is separated from sea water. This process is also known
as super-titration. The membranes used are cellulose acetate, cellulose butyrate, etc.
Advantages
The life time of the membrance is high.
It can be replaced within few minutes.
It removes ionic as well as non-ionic, colloidal impurities.
Due to simplicity low capital cost, low
operating, this process is used for converting
sea water into drinking water. UNIT – 2
ELECTROCHEMISTRY&CORROSION CONTROL
Electrochemistry is an important branch of chemistry deals.It deals with the chemical
reactions produced by passing current through an electrolyte or the production of electric current
during chemical reactions… CELL :
A device consisting of two half cells.The two half cells are connected through a wire
Types of cells:
1) Reversible cells
2) Irreversible cell Reversible cell

It is a cell in which the cell reaction always remains in a state of equilibrium
Condition of thermodynamic reversibility
1)The opposing emf is exactly equal to that of the cell itself and then, no current is given
out by the cell and no chemical reaction takes place.
2)The opposing enmf is smaller than than that of the cell and then,there is an extremely
small amount of current given out and chemical reaction takes place in the forward direction
3) The opposing enmf is smaller than than that of the cell and then,there is an extremely
small amount of current given out and chemical reaction takes place in the reverse direction.
Electrolytic cells:
It is the cell in which electrical energy is converted into chemical energy .It is the reverse
of Galvanic cell.
Eg: Dry cell Electrochemical cells:It is a cell in which chemical energy is converted into electrical energy.
Eg: Daniel cell. Redox Reactions:
Reactions in which Oxidation and Reduction takes place simultaneously are known as
redox reactions.
xidation:
It is a process which involves loss of electrons by a substance. Oxidation occurs at anode. Reduction:
It is a process which involves gain of electrons by a substance.Reduction occurs at
cathode.
4. Electrochemical Cell (Galvanic cell)
An electrochemical cell is a device in which a redox chemical reaction is utilized to get
electrical energy. An electrochemical cell is generally referred to as voltaic cell or galvanic
cell. The electrode where the oxidation occurs is called anode and the electrode where
reduction occurs, is called cathode.
Example: Daniels Cell, Leclanche cell
The Daniel cell (Figure above) consists of zinc electrode dipped in ZnSO4 solution and copper
electrode, dipped in CuSO4 solution. The two solutions are separated by salt bridge so as to avoid
direct contact with each other.

The electrode reactions in Daniel cell are
At anode: Zn Zn2+
2e- (Oxidation)
At Cathode: Cu2+
+ 2e- Cu (Reduction)
Cell Reaction: Zn + Cu2+
Zn2+
+ Cu
Zn has more tendency to form Zn2+
and hence Zn metal acquires a negative charge;
and Cu2+
has more tendency to get deposited as Cu. Hence, copper electrode becomes
positively charged. As a result, the electrons via the external circuit constitutes the electric
current in the opposite direction. The emf of the cell is 1.1 volts. Salt Bridge:
It consists of U-tube containing saturated solution of kcl or NH4NO3 in agar agar gel.
Functions of Salt bridge :
i) It eliminates Liquid junction potential
ii) It provides the electrical continuity between the two half cells
Representation of a Galvanic Cell
A galvanic cell can be represented as follows; a) Anode is written on the left hand side; while the cathode is written on the right hand side. b) The electrode on the left (anode) is represented by writing the metal or solid phase first and
the electrolyte separated by a vertical line or semicolon:
Zn(s) | Zn2+
(aq) or Zn(s); Zn2+
c) The cathode of the cell is written on the right hand side. In this case, the electrolyte is
represented first and the metal or solid phase, thereafter separated by a vertical line or
semicolon.
Cu2+
| Cu(s) or Cu2+
; Cu(s) d) A salt bridge is indicated by two vertical lines, separating the two half
cells. Thus, applying above considerations to Daniel Cell, we may
represent it as
Zn(s) | Zn2+
(1M) || Cu2+
(1M) | Cu(s)

Electrode Potential
A metal (M) consists of metal ions (Mn+
), with the valence electrons that bind the metal
atoms together. If a metal is in contact with a solution of its own salt, the following two
chemical reactions will take place.
a) Positive metallic ions passing into solution
n+ + ne
- (Oxidation)
b) Positive ions get deposited on the metal electrode
Mn+
+ ne- (Reduction)
The above reactions indicate that the electrodes of a galvanic cell are at different potentials.
So it is necessary to know how potential arises in electrode Illustration: Example1: Zn electrode dipped in ZnSO4 solution
Zn goes into the solurion as Zn2+
ions due to oxidation
2+ 2e- Zn electrode attains a negative charge due to the accumulation of valence electrons on the
metal.The negative charge attract the poisitive ions remain close to the metal.
Example 2 : Cu electrode dipped in CuSO4 solution.
Cu2+
ions from the solution deposit over the metal due to reduction.
+ 2e- Cu
Cu electrode attains positive charge due to the accumulation of Cu2+
ions on the metal. The
positive charges developed on the electrode attract the negative ions from solution. Due to the
attraction, the negative ions remain close to the metal.Thus a sort of layer (positive or
negative)is formed all around the metal. This layer is called Helmholtz electrical double
layer. This layer prevents further passing of positive ions from or to the metal. A difference
in potential is consequently set up between the metal and the solution. At Equilibrium the
potential difference becomes a constant value,which is known as the electrode potential of
the metal.
Factors affecting electrode potential
1) The nature of the metal
2) The temperature
3) The concentration of the metal ions in the solution Single Electrode Potential:

It is measure of tendency of a metallic electrode to lose or gain electrons, when it is in
contact with a solution of its own salt. Standard Electrode potential:
It is measure of tendency of a metallic electrode to lose or gain electrons, when it is in
contact with a solution of its own saltof 1 molar concentration at 25oC.
Nernst equation for electrode potential
Where ∆G0 =
Standard free energy change. The above equation is known as Van’t Hoff isotherm.
The decrease in free energy(-∆G) in the above reaction will produce electrical energy. In the Cell, if
the reaction involves transfer of ‘n’ number of electrons,then ‘n’faraday of electricity will
flow. If E is the emf of the cell,then the total energy(nFE) produced in the cell is
∆G = - nFE
(or)
-∆G = nFE ………………(2)
Comparing (1) and(2)
-nFE=-nE0F + RTln [M] …………………(3)
[Mn+
]
Dividing the above equation by-nF
E=E0-RT ln [1] (Activity of metal)
[Mn+
]
E=E0+RTln[M
n+] (or)
E=E0+2.303RT log [M
n+] ………………………(4)
nF when R=8.314J/K/mole; F=96500coulombs; T=298K, the above equation becomes
E=E0
red+2.303RT log C …………………….(5)
nF Similarly for oxidation potential
E=E0
oxi -- 2.303RT log [Mn+
] ………………..(6) nF
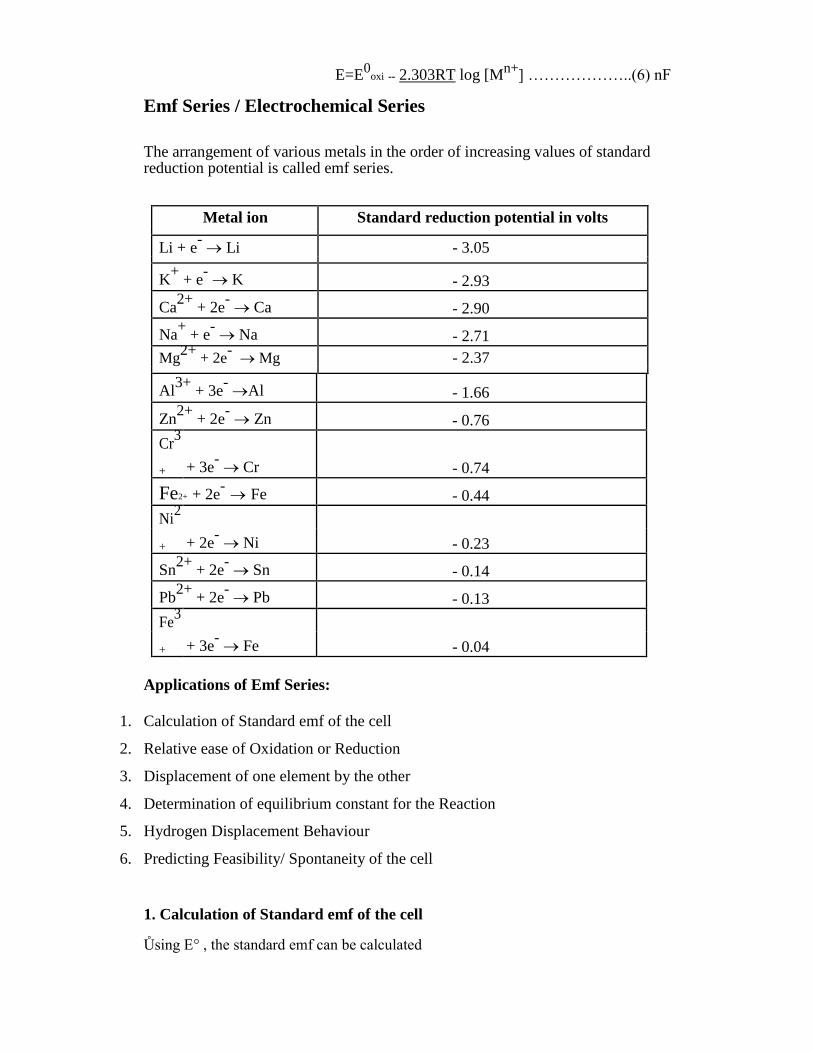
Emf Series / Electrochemical Series
The arrangement of various metals in the order of increasing values of standard reduction potential is called emf series.
Metal ion Standard reduction potential in volts
Li + e- Li - 3.05
K+
+ e- K - 2.93
Ca2+
+ 2e- Ca - 2.90
Na+
+ e- Na - 2.71
Mg2+
+ 2e- Mg - 2.37
Al3+
+ 3e- Al - 1.66
Zn2+
+ 2e- Zn - 0.76
Cr3
+ + 3e- Cr - 0.74
Fe2+ + 2e- Fe - 0.44
Ni2
+ + 2e- Ni - 0.23
Sn2+
+ 2e- Sn - 0.14
Pb2+
+ 2e- Pb - 0.13
Fe3
+ + 3e- Fe - 0.04
Applications of Emf Series:
1. Calculation of Standard emf of the cell
2. Relative ease of Oxidation or Reduction
3. Displacement of one element by the other
4. Determination of equilibrium constant for the Reaction
5. Hydrogen Displacement Behaviour
6. Predicting Feasibility/ Spontaneity of the cell
1. Calculation of Standard emf of the cell
Ůsing E° , the standard emf can be calculated

E° ECell
= E RHE - E LHE
2. Relative ease of Oxidation or Reduction
A system with high reduction potential has a great tendency to undergo reduction.
For example, the standard reduction potentials of F2/F- System and Li
+/Li System is + 2.87V
and -3.05V respectively. The former one can easily gain electrons than the later one. So F2 can
easily be reduced to F- and Li is easily oxidized to Li
+.
3. Displacement of one element by the other
Metal with greater oxidation potential can displace metals with lower oxidation
potentials from their salt solution. For Example, Cu2+
has more tendency to replace Zn. Zinc
will displace copper from the solution of CuSO4.
4. Calculation of Equilibrium Constant
The standard electrode potential
E0
RT
ln K 2.303RT log K eq
eq
nF nF
nF x E0
Hence, logKeq 2.303RT
5. Hydrogen Displacement Behaviour
Metal with negative reduction potential will displace hydrogen from the solution .
6. Predicting Feasibility/ Spontaneity of the cell
Spontaneity depends on E value
E° - Positive ( Reaction Spontaneous)
E° - Negative ( Reaction non Spontaneous)
E° - Zero (Reaction Equilibrium)
CORROSION

Corrosion Control By Cathodic Protection
“The phenomenon of deterioration and destruction of matter by unwanted, unintentional
attack of the environment leading to loss of matter starting at its surface is called corrosion”.
Examples are rusting of iron, formation of mill scales, tarnishing of silver, formation of a
green film of basic carbonate (CuCO3 .Cu (OH)2) on the surface of copper etc. The basic reason
for corrosion is that metals are more stable as their minerals/compounds than in pure state with
few exceptions like gold etc. Corrosion is a challenge for engineering materials due to enormous
loss of material in corrosion.
Types of corrosion
Corrosion is broadly classified into two types.
1. Dry or chemical corrosion 2. Wet or electrochemical corrosion
2.1 Dry or chemical corrosion
This type of corrosion takes place by the direct attack of gases present in atmosphere
such as O2, CO2, H2S, SO2, halogens, etc., with metal surfaces in the immediate vicinity.
Dry corrosion is classified into three types.
i) Oxidation corrosion
ii) Corrosion by other gases
iii) Liquid metal corrosion 2.1.1 Oxidation corrosion: This is brought about by the direct action of oxygen on the metal
surface in the absence of moisture. The oxygen atoms of the air are held close to the surface by
means of weak Vander waal forces. Over a period of time, these forces results in the formation
of weak bonds converting the metal into its corresponding metal oxide. The phenomenon is
known as chemisorption.
The following reactions are involved in oxidation corrosion.
2 M
Mn+
+ 2 ne- (Loss of electrons) (Oxidation)
n
2 O
2 + ne-
nO2-(Gain of electrons) (Reduction)
2 M + n
O2 2 Mn+
+ nO2-
2
Mechanism: Oxidation occurs at the surface of the metal first and forms a layer of deposit
(oxide) that tends to restrict further oxidation. The nature of the oxide film formed plays an

important role on the surface of the metal as it may be stable, unstable, volatile and porous. If a
stable layer is formed on the surface, such a product prevents the exposure of the metal for
further corrosion. If unstable oxidation product is formed, the product decomposes readily and
may allow further corrosion.
If the product formed is volatile in nature, it readily volatilizes, leaving behind fresh metal
surface. This leads to rapid and excessive corrosion. Ex: Molybdenum oxide MoO3
It a porous product is formed, an unobstructed and uninterrupted oxidation corrosion reaction
takes place. Pilling Bedworth Rule: According to this, “an oxide product is protective or non-porous, if the
volume of oxide is at least as great as the volume of metal from which it is formed”. On the other
hand, if the volume of oxide formed is less than the volume of the metal, the oxide layer is
porous and non-protective. Thus smaller is the specific volume ratio (Volume of metal
oxide/Volume of the metal), greater is the oxidation corrosion.
Ex: Alkali& alkaline earth metals (Li, K, Na, and Mg) form oxides having volume less
than the volume of metals. While Al forms oxides which is non-porous and protective. The
specific volume ratios of Ni, Cr and W are 1.6, 2.0 and 3.6 respectively. Hence, the rate of
oxidation of tungsten (W) is least, even at elevated temperatures.

Wet corrosion
This type of corrosion occurs when a conducting liquid is in contact with metal or when
two dissimilar metals or alloys are either immersed or dipped partially in a solution. It involves
the formation of two areas of different potentials in contact with a conducting liquid. One is
named as anodic area where oxidation reaction takes place, the other is referred to as a cathodic
area involving reduction. The metal at anodic area is destroyed either by dissolving or by
forming a combined state, such as oxides. Hence corrosion always occurs at anodic areas. At
cathode, the dissolved constituents gain the electrons forming non-metallic ions. The metallic
ions and non-metallic ions diffuse towards each other forming product somewhere between
anode and cathode.
2.2.1. Mechanism of wet or electro chemical corrosion: Electro chemical corrosion involves
flow of electric current between anodic and cathodic areas. At anode, dissolution of metal takes
place forming corresponding metallic ions.
M Mn+
+ ne-
On the other hand, at cathode, consumption of electrons takes place either by
i) Evolution of hydrogen type
ii) Absorption of oxygen type
i) Evolution of hydrogen type: This type of corrosion occurs if the conducting
medium is acidic in nature. For example, Iron dissolves and forms ferrous ions
with the liberation of electrons. These electrons flow from anode to cathode,
where H+
ions are eliminated as hydrogen gas.
Fe Fe2+
+ 2e (Oxidation)
(Reduction
2 H+
+ 2 e- H2 )
Fe + 2 H+
Fe2+
+ H2

Absorption of oxygen type: A cathodic reaction can be absorption of oxygen, if the conducting
liquid is neutral or aqueous and sufficiently aerated. Some cracks developed in iron oxide film
cause this type of corrosion. The surface of iron is always coated with a thin oxide film. The
crack developed will create an anodic area on the surface while the well coated metal parts act as
cathode. The anodic areas are small and the cathodic areas are large. Corrosion occurs at the
anode and rust occurs in between anode and cathodic areas. When the amount of oxygen
increases corrosion is accelerated.
½ O2 + H2O + 2 e- 2OH
- (Reduction)
The Fe2+
ions formed at anode, and OH- ions formed at cathode, diffuse towards each
other forming Fe (OH)2 i.e., Fe2+
+ 2 OH- Fe(OH)2
If enough oxygen is present, the Fe (OH)2 is oxidized further to Fe(OH)3. This
eventually is converted in to rust [Fe2O3 x.H2O].
2.2.2. Difference between chemical Corrosion and electrochemical corrosion
Chemical Corrosion Electrochemical Corrosion
1. It takes place in dry condition 1. It takes place in wet condition such as in the
presence of electrolytes.
2. It involves the direct chemical attack of 2. It involves the formation of large number of
environment of the metal. galvanic cells.
3. It takes place on homogeneous and 3. It takes place on heterogeneous surfaces only
heterogeneous surfaces.
Corrosion product accumulates at
4. Corrosion product accumulates at the same 4. cathode,but corrosion takes place at anode.
place where corrosion is taking place.
5. Uniform corrosion takes place.
5. Non – Uniform corrosion takes place.

Types of corrosion 1. alvanic corrosion
2. Concentration cell corrosion
3. Pitting corrosion
4. Waterline corrosion
5. Stress corrosion
6. Microbial corrosion 7. Intergranular corrosion
4.1. Galvanic corrosion
When two dissimilar metals are electrically connected and exposed to an electrolyte, the metals higher in electrochemical series have a tendency of forming anode and undergo corrosion.
For example, when zinc and copper are electrically connected either in acidic solutions or in their
respective salt solution, zinc being more anodic by virtue of its position in electro chemical
series, forms anode and copper automatically becomes cathode.
Ex: Steel screws in a brass marine hardware, steel pipe connected to copper etc. 4.2. Concentration cell corrosion: This type of corrosion takes place, when a metal surface is
exposed to an electrolyte of varying concentrations or varying aerations. The poorly oxygenated
parts are more prone to become anodic areas.
For example, when a zinc rod is partially immersed in neutral salt solution, the metal
above the water line is more oxygenated, while the portion that is immersed has smaller oxygen
concentration and thus become anodic. Hence a potential difference is created, which causes the
flow of current between two differentially aerated areas of same metal.
Zn Zn2+
+ 2e- (Oxidation)
½ O2 + H2O + 2e- 2
OH- (Reduction)
The circuit is completed by migration of ions through the electrolyte and flow of
electrons through the metal from anode to cathode. Pitting corrosion

It is defined as intense, localized, accelerated attack resulting in the formation of a
pinholes, pits and cavities on the metal surface. Such a type of corrosion takes place when
there is a breakdown, peeling or cracking of a protective film due to scratches, abrading
action, sliding under load etc.
4.4. Waterline corrosion: When water is stored in a container or a steel tank, it is generally
found that most of the corrosion takes place just beneath the line of water level. The area
above waterline is highly oxygenated and acts as cathode, while the area just beneath the
waterline is poorly oxygenated and becomes anodic site. This type of corrosion is also a
consequence of differential aeration.
. Factors influencing corrosion
The rate and extent of corrosion, depends on the following characteristics
i) Metal based factors
ii) Environment based factors
5.1. Metal based factors a) Position in the galvanic series: When two metals or alloys are in electrical contact, in
presence of an electrolyte, the more active metal (or higher up in the series) suffers corrosion.
The rate and severity of corrosion depends upon the difference in their positions and greater is
the difference, the faster is the corrosion of anodic metal/alloy.
b) Over voltage: When a Zn rod (high in position in galvanic series) is placed in 1N H2SO4, it
undergoes corrosion forming a film and evolving hydrogen gas. The initial rate of corrosion is slow,
because of over voltage (0.7V). However, if few drops of CuSO4 are added, the corrosion rate of
Zn is accelerated, as Cu
gets deposited on Zn metal, there by the over voltage is reduced to 0.33V. The reduction is over
voltage of the corroding metal/alloy accelerates the corrosion rate.
Relative areas of cathodic and anodic parts: When two dissimilar metals or alloys are in
contact, the corrosion of the anodic part is directly proportional to the ratio of areas of the
cathodic part and the anodic part. Corrosion is more rapid, severe and highly localized, if the
anodic area is small, because the current density at a smaller anodic area is much greater, and the
demand for electrons (large cathodic area) can be met by smaller anodic areas only by
undergoing “corrosion more briskly” e) Purity of the metal: Impurities in a metal, cause heterogeneity, and forming electrochemical
cells (at exposed parts) and the anodic part gets corroded. Example, Zinc metal containing Pb or
Fe as impurity gets corroded.
The rate and extent of corrosion increases with the increase in exposure and the extent of
the impurities present. Corrosion resistance of a metal is increased by increasing its purity.
f) Physical state of the metal
The rate of corrosion is influenced by physical state of metal. The smaller the grain size
of the metal or alloy, the greater will be its solubility and hence, greater will be its corrosion.
5.2. Environment based factors a) Temperature: With increase of temperature of environment, the reaction as well as diffusion
rate increases, thereby corrosion rate is generally enhanced. b) Humidity of air: It is the deciding factor in atmospheric corrosion. “Critical humidity” is
defined as the relative humidity above which the atmospheric corrosion rate of metal increases
sharply”.
The corrosion of metal becomes faster in humid atmosphere, since the gases (CO2, O2,
etc) and water vapour present in atmosphere furnish water to the electrolyte leading to the setting
up of an electrochemical cell. c) Presence of impurities in atmosphere: Atmosphere in the industrial areas contains corrosive
gases like CO2, H2S, SO2 and fumes of HCl, H2SO4 etc. In the presence of these gases and water vapour present, the

acidity of the liquid, adjacent to the metal surface increases and electrical conductivity also increases. Consequently, the corrosion increases. d) Influence of pH: Generally, acidic media are more corrosive than alkaline and neutral media. Amphoteric metals (Al, Pb) dissolve in alkaline solutions as complex ions.
For example, corrosion of Fe is slow in oxygen – free water, but is increased due to
the presence of oxygen.
Corrosion of metals, readily attacked by acid, can be reduced by increasing the pH
of the attacking environment.
6. Corrosion control (Protection against corrosion)
Some of the corrosion control methods are described as follows. 6.1. Proper designing: The design of the material should be such that corrosion, even if it
occurs, is uniform and does not result in intense and localized corrosion”. Important design
principles are: Avoid the contact of dissimilar metals in the presence of a corroding solution, otherwise the
corrosion is localized on the more active metal and less active metal remains protected.
a. When two dissimilar metals are to be in contact, the anodic material should have as large
area as possible; whereas the cathodic metal should have as much smaller area as possible.
b. If two dissimilar metals in contact have to be used, they should be as close as possible to
each other in the electro chemical series.
c. Whenever the direct joining of dissimilar metals is unavoidable, an insulating fitting may
be applied in between them to avoid the direct metal to metal contact.
d. The anodic metal should not be painted or coated, when in contact with a dissimilar cathodic
metal.
e. A proper design should avoid the presence of crevices between adjacent parts of structure,
even in case of the same metal, since crevices permit concentration differences.
f. Sharp corners and recesses should be avoided, as they are favorable for the formation of
stagnant areas and accumulation of solids.
g. The equipment should be supported on legs to allow free circulation of air and prevent the
formation of stagnant pools or damp areas.

Use of pure metal: Impurities in a metal cause heterogeneity, which decrease corrosion
resistance of the metal. Hence corrosion resistance of any metal is improved by increasing its
purity. Ex: Al, Mg
Ex: the corrosion resistance of Al depends on its oxide film formation, which is highly
protective only on the high purity metal. Using metal alloys: Corrosion resistance of most metals is best increased by alloying them with
suitable elements. For maximum corrosion resistance, the alloy should be completely homogeneous Cathodic protection: The principle involved here is to force the metal to be protected as to behave
like a cathode. There are two types of cathodic protections. i) Sacrificial anodic protection method: The metallic structure to be protected is connected by a wire
to the more anodic metal, so that active metal itself get corroded slowly, while the parent structure is
protected. The more active metal is called “sacrificial anode”, which must be replaced, when
consumed completely. Metals commonly used as sacrificial anodes are Mg & Zn.
ii) Impressed current cathodic protection: An impressed current is applied in opposite direction to
nullify the corrosion current, and convert the corroding metal from anode to cathode. Usually a
sufficient D.C. is applied to an insoluble anode, buried in the soil and connected to the metallic
structure to be protected (Fig. 16.). The anode is usually in a backfill (composed of cock breeze
or gypsum), so as increase the electrical contact with the surrounding soil. This kind of protection
technique is useful for large structures for long term operations.
Inhibitors: A corrosion inhibitor is “a substance when added in small quantities to the aqueous
corrosive environment, effectively decreases the corrosion of the metal i) Anodic inhibitors: Anodic inhibitors stop the corrosion reaction, occurring at anode, by forming a
precipitate with a newly produced metal ion. These are adsorbed on the metal surface in the form of a
protective film or barrier.
Examples are chromates, phosphates, tungstates and other transition metals with high oxygen
content. ii) Cathodic inhibitors: In acidic solutions, the main cathodic reaction is evolution of hydrogen.
a) 2H+
(aq) + 2e- H2(g)
Corrosion may be reduced either by slowing down the diffusion of hydrated H+
ions to the
cathode and/or by increasing the over voltage of hydrogen evolution.
The diffusion of H+
ions is considerably decreased by organic inhibitors like amines,
mercaptans, heterocyclic nitrogen compounds, substituted urea and thiourea, heavy metal soaps, which are

capable of being adsorbed at metal surfaces. b) In neutral solutions, the cathodic reaction is
H2O + 1
2 O2 + 2e-
2 OH-(aq)
Corrosion is controlled either by eliminating oxygen from the corroding medium or by
retarding its diffusion to the cathodic areas. The oxygen is eliminated either by reducing
agents (like Na2SO3) or by de-aeration. The inhibitors like Mg, Zn or Ni salts tend to retard
the diffusion of OH- ions to cathodic areas.
Protective coatings
It is the oldest of the common procedures for corrosion prevention. A coated surface
isolates the underlying metal from the corroding environment. i) The coating applied must be chemically inert to the environment under particular conditions of
temperature and pressure. ii) The coatings must prevent the penetration of the environment to the material, which they protect. There are mainly three types of protective coatings
a) Metallic coatings: b) Inorganic coatings (chemical conversion) ; c) Organic coatings (paints
etc.,)
Organic coatings (Paints) Organic coatings are inert barriers applied on metallic surfaces and other construction material
for both corrosion protection and decoration. The most important organic surface coating is
paint. Paint is a mechanical dispersion of mixture of one or more pigments in a vehicle. This
vehicle is a liquid consisting of non-volatile film forming material, and a volatile solvent
(thinner).
Constituents of Paint Pigment: It is a solid substance, which provide colour to the paint. It is also used to improve the
strength and adhesion of the paint, protect against corrosion. It imparts impermeability to
moisture and increases weather-resistance.
Example:
Common Pigment Colour
1. White lead, Zinc oxide, li9thophone White

2. Red lead, ferric oxide, Chrome red Red
3. Chromium oxide Green
4. Prussian blue Blue
5. Carbon black Black
6. Umber Brown Brown Vehicle (or) drying oil: It is a film forming constituent of paint. These are the glyceryl
esters of high molecular-weight fatty acids. This vehicle or binder provides desired
chemical and physical properties. It determines the adhesion, cohesion and flexibility of the
paint.
A simple glyceryl ester
Thinner: It reduces the viscosity of the paint to a suitable consistency, suspends the
pigments, dissolves the vehicle and other additives. It increases the penetration power of
vehicle and elasticity of the paint film. It also helps in drying of the paint as it evaporates
easily.
Eg: The common thinners are turpentine, mineral spirits, benzene, naphtha, toulol,
xylol, kerosene, methylated naphthalene.
Driers: These are the oxygen carrier catalysts. They accelerate the drying of the oil-film
through oxidation, polymerization and condensation. The main function of the drier is to
improve the drying quality of the oil film.
Eg: Resinates, linoleates, tungstates and naphthenates of Co, Mn, Pb and Zn.
Extenders or fillers: These are low refractive indices materials. These are added to reduce
the cost, increase durability, to provide negligible covering power to the paint and to reduce
the cracking of dry paint film. These fill the voids in the film, increase random arrangement
of pigment and acts as the carrier for pigment color.
Eg: Barytes (BaSO4), talc, asbestos, ground silica, gypsum ground mica, slate
powder, china-clay, calcium sulphate.

Plasticizers: Plasticizers are added to the paint to provide elasticity to the film and to minimize its cracking.
Eg: Tri cresyl phosphate, tri phenyl phosphate, tri butyl phthalate.
Anti
skinning agents: These are added to prevent gelling and skinning of
the paint film. Eg: Poly hydroxy phenols.
Electro plating: The process of depositing or coating a metal on the surface of base metal/ non
metal by electrolysis is called electro plating. It is widely adopted to coat base metals with
protective metallic coatings of Cu, Ni, Zn, Pb, Sn, Au and Ag.
Process: The metal surface is cleaned thoroughly. The article to be electroplated is made as
cathode. The anode is made of pure metal, which is to be coated on the article. The electrolyte
is the salt of the metal to be coated on the article. A direct current is passed through the
electrolyte. The anode dissolves, depositing the metal ions from the solution on
the article at cathode in the form of a fine thin metallic coating.
d) Electro less plating: The deposition of a metal form its salt solution on catalytically active
surface by a suitable reducing agent without use of electrical energy is called electro less
plating or chemical plating. The metal ions are reduced to the metal which gets plated over
the catalytic surface the metal surface is treated with acid (etching) and treated with
reducing agent like formaldehyde. Heat treatment may be adopted. Electro less plating can
Additives such as glue, boric acid etc. should be added to the electrolyte bath to get a
strong adherent and smooth coating.
The electrolyte selected should be highly soluble and should not undergo any chemical
reaction.
pH of the electrolytic bath must be properly maintained to get the deposition effectively.
Applications: It is widely used technique in industries and consumer goods. It can be
used for both
metals and non metals. In metals it prevents corrosion and in non metals it increases the
strength
CuSO4
Low concentration of metal ions produces uniform, coherent metal deposition. Thickness
of the deposit should be minimized order to get a strong adherent coating.
Concentration of the electrolyte is a major factor in electroplating.

be done for on conducting surfaces like plastic or printed circuit boards. Some times
complexing agents stabilizers and buffer solutions may also be necessary this technique is
widely used in electronic decorative equipment, automobile industry etc.,
UNIT -3
ENERGY SOURCES
Nuclear fission:
Definition:
The process of splitting of heavier nucleus into two or more smaller nuclei
with simultaneous liberation of large amount of energy
Mechanism of nuclear fission: It is the nuclear reaction in which heavy isotopes are split into lighter nuclei on bombardment by
neutrons. Fission reaction of U235
is given below
140Ba56+
93Kr36+3
1n0
144
Xe54+90
Sr38+21n0
235U92 +
1n [
236U92]
144Cs55+
90Rb37+2
1n0
Illustration splitting of U235
has been shown below:
Characteristics of nuclear fission:
It is the nuclear reaction in which heavy isotopes are split into lighter nuclei
on bombardment by neutrons
Two or more neutrons are produced by fission of each nucleus

Large quantity of energy is produced as a result of conversion of small mass of
nucleus into energy
All the fission fragments are radioactive giving off β and ϒ radiations
The atomic weights of fission products range from about 70-160
The nuclear chain reaction can be controlled and maintain steadily by absorbing a
desire no of neutrons this process is used in nuclear reactor.
Every secondary neutrons released in fission process does not strike a nucleus
some escape in to air and hence the chain reaction cannot be maintained
Multiplication factor the number of neutrons resulting from a single fission is known
as multiplication factor
When the multiplication factor is less than one a chain reaction does not take
place Advantages and disadvantages of nuclear fission energy:
A small amount of nuclear fuel gives a large amount of energy while large quantity
of fossil fuel is required to produce large amount of heat
In a nuclear power plant the nuclear fuel is inserted once to get energy over a long
period of time but in the thermal power plant fossil fuel is to be supplied continuously
to get the energy
Disadvantage of nuclear fission energy over fossil fuel energy
Nuclear fission causes more serious pollution problem than the burning of
fossil fuel
The biggest problem of using nuclear fission energy is the safe disposal of
nuclear waste .But no such problem is faced in the disposal of fossil fuel
Nuclear fusion:
Process of combination of lighter nuclei
into heavier nucles with simultaneous liberation of large
amount of energy. (e.g) Nuclear fusion reaction occurs in
sunNuclear fusion is the joining of two nuclei to form a
heavier nuclei. The reaction is followed either by a release
or absorption of energy. Fusion of nuclei with lower mass
than iron releases energy while fusion of nuclei heavier than
iron generally absorbs energy

The power of the energy in a fusion reaction is what drives the energy that is released from the
sun and a lot of stars in the universe. Nuclear fusion is also applied in nuclear weapons,
specifically, a hydrogen bomb. Nuclear fusion is the energy supplying process that occurs at
extremely high temperatures like in stars such as the sun, where smaller nuclei are joined to
make a larger nucleus, the combination of deuterium atoms to form helium atoms fuel this
thermonuclear process. For example: hydrogen bomb, fusion occurs by the fission of atom bomb, which act as a trigger
Disadvantages:
Utilization of fusion energy problem , because no known material can with stand high
temperature. thus design the thermo nuclear fusion power plant is very difficult
Characteristics of nuclear fusion :
Unlike nuclear fission there is no limit of the amount of nuclear fusion that can occur
Nuclear fusion is possible only the distance between the nucleai is of the order of one
Fermi
The amount of energy in fusion is fout times more compare to that of fission.
Sufficient amount of kinetic energy must be provided to facilitate a fusion reaction.
Only lighter nuclei can undergo nuclear fusion reaction
Differences between fission and fusion reaction
Nuclear Energy
S.No Nuclear fission Nuclear fussion
1 It is a process of breaking a It is a process of It is a process of combination heavier nucleous. of lighter nuclei.
2 It emits radioactive rays It does not emit any kind of radioactive rays.
3 It occurs at ordinary It occurs at high temperature Temperature
4 The mass number and The mass number and atomic atomic number of new number of product is higher
elements are lower than than that of starting element
that of Parent Nucleus
5 It gives rise to chain It does not give rise to chain reaction reaction
6 It emits neutrons It emits positrons
7 It can be controlled It canot be controlled

Nuclear Chain Reaction:
Nuclear chain reactions are a series of nuclear fissions initiated by neutrons produced in a
preceding fission. A critical mass, large enough to allow more than one fission-produced
neutron to be captured, is necessary for the chain reaction to be self-sustaining. Definition:
The fission reaction where the neutrons from the previous step continue to propagate
and repeat the reaction is called nuclear chain reaction Criteria for nuclear chain reaction:
Critical Mass
The minimum amount of fissionable material required to continue the nuclear chain
reaction is called critical mass.
The explosion of a bomb only occurs if the chain reaction exceeds its critical mass. The
critical mass is the point at which a chain reaction becomes self-sustaining. If the neutrons
are lost at a faster rate than they are formed by fission, the reaction will not be self-sustaining.
The spontaneous nuclear fission rate is the probability per second that a given atom will
fission
spontaneously--that is, without any external intervention. In nuclear power plants, nuclear
fission is controlled by a medium such as water in the nuclear reactor. The water acts as a heat
transfer medium to cool down the reactor and to slow down neutron particles. This way, the
neutron emission and usage is a controlled. If nuclear reaction is not controlled because of lack
of cooling water for example, then a meltdown will occur.
Super critical mass:
If the mass of fissionable material is more than the critical mass it is called super critical
mass
Sub-critical mass:
If the mass of fissionable material is smaller than the critical mass it is called sub-critical mass

Nuclear Energy:
Definition:
The energy obtained from the conversion of nuclear mass, due to nuclear fission or nuclear fusion is called nuclear energy
Nuclear energy is the energy in the nucleus of an atom. Atoms are the smallest particles
that can break a material. At the core of each atom there are two types of particles (neutrons and
protons) that are held together. Nuclear energy is the energy that holds neutrons and protons.
Applicaion Of Nuclear Energy:
Electricity Generation:
Nuclear energy is an environmental friendly energy resource for power
generation.
Source Of Pure Water
The water discharged from the nuclear reactor is free from radiation and is clean
enough to conserve animals and aquatic animals.
Health Care
Radioactive isotopes find use in treatment of cancer by radiotherapy. It is also used
for sterilization to destroy micro-organism.
Agriculture
It is used to control agricultural pests. Nuclear radiation delays ripening of fruits. Types Of Nuclear fission reaction:
1. Uncontrolled Nuclear fission reaction:
a. If a nuclear fission reaction is made to occur to in a uncontrolled manner then
the energy released used for many destructive purposes.
Example:atom bomb
2. Controlled Nuclear fission reaction:
If a nuclear fission is made to occur in a controlled manner then the energy released can
be used for many constructive purposes
Example : Nuclear reactior

Nuclear reactor: Definition:
The arrangement or equipment used to carryout fission reaction under
controlled conditions is called a nuclear reactor.
Components of nuclear reactor: Components: 1) Fuel Rods: It produces heat energy and neutrons. Ex: Natural Uranium (99.28% U238 and 0.714 % U235) and Pu239 2) Control Rods: To keep power production at a steady
state. Ex: Boron and Cadmium rods. 3) Moderators: Function to reduce the kinetic energy of fast fission neutrons to slow neutron
and this is done in a small fraction of a second. Ex: Graphite, Be, Ordinary water and Heavy water. 4) Coolants: To remove the intense heat produced in the reactor and to bring it out
for utilization. Ex: Ordinary water, Heavy water, liquid metals and gases. 5) Reflector: It placed around the core to reflect back some of the neutrons that leak out from
the surface of the core. 6) Pressure vessel: It enclosed the core and reflector. It also provides the entrance and
exit passages for coolant. (Pressure 200 kg/cm2) 7) Shielding: To attentiate the Gama rays and other radiations coming out from the reactor.
2 Types. (i). Thermal shield (ii). Biological shield. 8) Turbine: The steam at high pressure, generated in the heat exchanger is used to operate
a steam turbine, which derives a generator to produce electricity.
Light water nuclear power plant definition: Definition
Light water nuclear power plant is one in Which 235
U fuel rods are submerged in water. Here thewater acts as coolant and moderator.
Working:

The fission reaction is controlled by inserting or removing the control rods of B10
automatically from the spaces In between the fuel rods. The heat emitted by U235
in the fuel
core is absorbed by the coolant. Heat is transferred to sea water and then converted into steam.
The steam then drives the turbines, generating electricity.
Pollution:
Through nuclear power plan are very important for production of electricity they
will cause the serious of danger to environment Problem on disposal of reactor waste:
Its another important problem because the fission products Ba139
and Kr92
Are themselves radioactive
They emit dangerous radiation for several hundred years so the waste is packed
in concrete barrels, which are buried in deep in sea.
Breeder reactor A nuclear reactor with conversion or multiplication factor greater than one is a breeder
reactor. A breeder reactor generates fissionable nuclei from fertile nuclei.
E.g., the fertile material like uranium-238 is converted into fissile
94 Pu239
by using slow neutrons. 94 Pu239
undergoes fission and produces energy. Ìn breeder
reactor, 92U
235 is used as trigger to produce sufficient neutrons. These are used to convert
92U235
to Plutonium undergoes fission with the production of three neutrons.
One neutron is used to propagate fission chain. The other two neutrons react with 92U238
to 94
Pu239
. Thus breeder reactor produces two 239
Pu atoms for each 239
Pu consumed. Thus
more fissionable material is produced than consumed. Hence the reactor is called breeder
reactor.
Critical Mass:
The minimum amount of fissile material (U235
) required to continue the nuclear

chain reaction is
called critical mass.
0n1
94Pu239
+0n1 n
1
0n1
0n1+92U
238
0n1
0n1+92U
235 0n1+92U
235 1U235
0n1
0n1+92U
238
0n1
94Pu239
+0n1
0n1
0n1
Significances The non-fissionable nucleides, such as U
238&Th
232called fertile nucleides is
converted into fissile nucleides
The fissionable nucleides such as uranium235 and plutonium 239 are called fissile nucleides
As regeneration of fissile nucleides takes place its efficiency is more
Solar energy conversion:
Solar cell It is a device used for converting solar energy into electricity. It is made by
interconnecting a large number of photovoltaic cells. Solar Energy Conversion: It is the process of conversion of direct sunlight into more useful
forms. Conversion may be in two forms.
1. Thermal Conversion. 2. Photo Conversion.
1. Thermal Conversion:
It involves absorption of thermal energy in the form of IR radiation. Temperature
below 100oC, is useful for heating purpose of water and refrigeration. Methods: (i).Solar heat collectors. (ii).Solar water heater.
(i). Solar heat collectors:
It consists of natural materials like stones, bricks which can absorb heat during the

day time and release it slowly at night. Uses: It is used for houses in cold
condition. (ii). Solar Water Heater:
It consists of an insulated box inside of which is painted with black paint. There is a
provision for sun light absorption using a glass lid and store solar heat. Inside the black
painted, copper coil and cold water is flow in and gets heated and storage in a tank.
2. Photo Conversion:
It involves conversion of light energy directly into electrical
energy. Methods: Solar Cell. Solar Cell: Ex: Solar light, solar pump, solar battery.
It is a device, converting solar energy directly into electrical energy. Principle: When solar rays fall on a two layer of semi-conductor devices, a potential
difference between the two layers is produced. This potential difference causes flow of
electrons and produces electricity.
Working: When the solar ray falls on the top layer and the e-s promoted to the
conduction into n-type semiconductor. The potential difference occurs; it should lead current
increasing (i.e) flow e-s. They are connected with an external circuit, and current is generated. Applications of Solar Energy : (i). Used in calculators,Watches,
etc. (ii). Used to drive Vehicles. (iii). Used in boilers to produce hot water for domestic and Industrial uses. (iv). Used for lighting purposes. (v). Used as a source power in space crafts and satellites.
(vi). Used for producing hydrogen by hydrolysis of H2O. Demerits of Solar Energy:
(i). Huge capital cost. (ii). Not available during night and cloudy days. (iii). Storage of energy is not possible. Photo galvanic cell or Solar cell
PRINCIPLE: The principle of Solar cell is based on photovoltaic effect. When light radiation falls
on the p-n junction semi conductor device, charge separation takes place and a potential
difference is setup. This causes flow of electrons and produces electricity.
Working:
When sun rays all on the top layer of p- type semiconductor, electrons from valence
band are promoted to conductance band and cross the p-n junction into the n-type
semiconductor. A potential difference is set up between the two layers. This causes flow of
electrons and produces electricity.
When the „p‟ and „n‟ layers are connected to an external circuit, electrons flow from
„n‟ layer to „p‟ layer and current is generated.
Application of Solar Cell
1. Lighting purpose Now a days electrical street lights are substituted by solar street lights.
2. Solar pumps are run by solar battery
A large number of solar cells are connected in series to form a solar battery. Solar
battery produces enough electricity to run water pump, etc., They are also used in remote areas
where conventional electricity is not available.
SOLAR BATTERY 3. Solar cells are used in calculators, electronic watches etc.
4. Solar cells are superior to other type of cells, because they are non-polluting and eco-
friendly.
5. Solar cells are used to drive vehicles.
6. Silicon solar cells are used as a source of electricity in space crafts and satellites. Advantages of Solar cells
1. Solar cells are used in remote areas, forests and hilly regions.
2. Maintenance cost is minimum.
3. Solar cells are pollution free.
4. They have long life. Disadvantages
1. Solar cells are costly.
2. Storage of energy is not possible with solar cells.

WIND ENERGY
Moving air is called wind. Energy recovered from the forces of wind is called wind
energy. Wind energy is used to generate electricity with the help of wind mills. The crank of
the wind mill is connected to a dynamo. When the blades of wind mill rotate, they turn the
coil of the dynamo and produce electricity. Usually a number of wind mills are erected side-
by-side. The outputs from the wind mills are coupled to generate electricity for commercial
purpose. This type of system is wind energy farms.
Condition: Wind speed should be more than 15km/hr. Advantages of wind energy
(i) It is cheap and economical.
(ii) It is renewable
(iii) It does not cause pollution.
Disadvantages
(i) They produce noise.
(ii) Wind farms erected on the migratory routes of birds create problems.
(iii) Wind turbines interfere with electromagnetic signals. atteries and fuel cells:
Battery:
A battery is an arrangement of several electrochemical cells
connected in series that can be used as a source of direct
electric current.
Primary battery or primary cells
In these cells, the electrode reactions can not be reversed
by passing an external energy.
The reaction occur only once and after use they become dead therefore ,they are
not chargeable
E.g Dry cell,mercury cell Secondary battery or secondary cells
In these cells, the electrode reactions can be reversed

by passing an external energy.
They can be recharged by passing electric current.
They are called storage cells or accumulators.
Ex: Lead acid storage cell, Nickel- cadmium
cell.
Flow battery or fuel cells
In these cells the reactant , product and electrolytes are continuously passing through
the cell here chemical energy get converted in to electrical energy E.g hydrogen oxygen fuel cell
Alkaline Battery
Here the powdered zinc is mixed with KOH and MnO2 to get a gel
A Carbon rod acts as cathode. IT is immersed in KOH
The outside cylindrical body is made up of zinc
Cell reactions
Alkaline battery At anode
Zn(s) + 2OH-(aq) Zn(OH)2(s) +2e
-
At cathode
2MnO2(s) + H2O(l) +2e- Mn2O3(s) +2OH
- (aq)
Overall reaction
Zn(s) +2MnO2(s)+ H2O(l) Zn(OH)2(s) + Mn2O3(s)
Uses: It is used in calculators, watches etc., Lead storage cell Storage cell:
A lead storage cell is secondary battery which can operate both as a voltaic cell and as
an electrolytic cell when its act as a voltaic cell it supplies electrical energy and becomes run
down . When its recharged , the cell operates as an electrolytic cell.
Pb/Pb(SO)4//H2(SO)4(aq)/PbO2/Pb Anode Lead - Pb
Cathode Lead Oxide PbO2
Electrolyte Sulphuric acid -
H2(SO)4
Description:
It consists of number of voltaic cells connected in series o Pb is anode and PbO2 is
cathode
Number of Pb plates and PbO2 plates are connected in
o parallel.
Plates are separated from adjacent ones by insulators
o like rubber or glass fiber.
This arrangement is immersed in dil. H2SO4 Cell reactions At anode
Pb(S) + SO42-
(aq) discharging
PbSO4(S) + 2e-
charging
At cathode
PbO2(s) +4H+
SO42-
+2e- discharging
PbSO4(s) +2H2O
charging
overall reaction(discharging)
Pb(s) + PbO2(s) +2H2SO4(aq) discharging
2PbSO4(s)+H2O+ energy charging
Advantages: (i). It is made easily.

(ii). It produces very high current. (iii). Effective one at low
temperature. (iv). Self- discharging rate is low. Uses: (i). Used in automobiles like Car, Bus, Van, Lorry, Bike etc. (ii). Used in Hospitals, Power
stations, Telephone exchanges etc It is used to supply current mainly in automobiles such as cars. Buses, trucks, etc., It is also used in gas engine ignition, telephone exchanges, hospitals,
power stations
Nickel – Cadmium Battery
Description
Cd/Cd(OH)2//KOH(aq)/NiO2/Ni
Anode Cadmium (Cd)
Cathode A metal grid containing a
paste of NiO2
Electrolyte KOH
It consists of a cadmium anode.
a metal grid containing a paste of NiO2 acting as a cathode. KOH is electrolyte
Ni-Cd battery
Cell reactions
At anode
Cd(s) +2OH- discharging
Cd(OH)2(s) +2e-
charging
at cathode
NiO2(s)+2H2O+2e- discharging
Ni(OH)2(s)+2OH-
charging
overall reaction(discharging)
Cd(s)+NiO2(s)+2H2Odischarge
Cd(OH)2(s)+Ni(OH)2(s)+Energy
Uses:
It is used in calculators. Electronic flash units, transistors and cordless appliances.

Lithium Battery It is a solid state battery. Solid electrolyte is used. Construction
It has a lithium anode and a TiS2 cathode. A solid electrolyte, a polymer, is packed in
between the electrodes. The polymer electrolyte permits the passage of ions but not that of electrons.
Working (Discharging)
The anode is connected to cathode through the polymer electrolyte. Lithium ions and
electrons are produced at the anode . The cathode receives the lithium ions and
electrons.
Description
It consists of a lithium anode and a TiS2 cathode.
A solid electrolyte generally a polymer is
packed in o between the electrodes.
The electrolyte permits the passage of ions but
not o electrons.
Cell reactions Other types of secondary lithium batteries
Recharging
The battery is recharged by passing an external current, which drives the lithium ions
back to the anode. The overall reaction is
LiTiS2 Li+ + TiS2 Advantages of Li battery
It is the cell future. Why?
Its cell voltage is high, 3.0V
Since Li is a light weight metal, only 7kg material required to produce 1mole
of electrons.
Since all the constituents of the battery are solids, there is no risk of leakage
from the battery. This battery can be made in a variety of shapes and sizes.
Disadvantages of Li battery
Li battery is more expensive than other batteries Uses
Button sized batteries are used in calculators,
watches, cameras, mobile phones, laptop
computers. FUEL CELLS: Definition
Fuel cell is a voltaic cell. It converts chemical energy of the fuels directly into
electricity without combustion. In these cells, the reactants and electrolytes are continuously
supplied to the cell.
Fuel + Oxygen Oxidation products + Electricity.
Examples : Hydrogen - oxygen fuel cell. Hydrogen - oxygen fuel cell
It is the simplest and most successful fuel cell. The fuel-hydrogen and the
oxidiser-oxygen and the liquid electrolyte are continuously supplied to the cell. Description
The cell has two porous electrodes, anode and cathode. The electrodes are made
of compressed carbon containing a small amount of catalyst (Pt, Pd, Ag). Between the
two electrodes an electrolytic solution, 25% KOH is filled.
Working
Hydrogen passes through the anode compartment, where it is oxidised. Oxygen passes
through the cathode compar tment, where it is reduced.
(Hydrogen – Oxygen fuel cell)

Advantages of Fuel Cells
1. They are efficient and instant in operation.
2. They are pollution free.
3. They produce electric current directly from the reaction of a fuel and an oxidiser.
4. They are light in weight Disadvantages
1. Fuel cells cannot store electric energy.
2. Electrodes are expensive and short lived.
3. H2 should be pure. Applications
1. H2 - O2 fuel cells are used in space crafts, submarines to get electricity
2. In H2 - O2 fuel cell, the produt water is a valuable source of fresh water for astronauts
UNIT – 4 ENGINEERING MATERIALS
REFRACTORIES
Materials that can withstand high temp without softening and deformation in their
shape. Used for the construction of furnaces, converters, kilns, crucibles, ladles etc.
CHARACTERISTICS
Infusible at operating temp.
Chemically inert towards corrosive gases, liquids etc.
Should not suffer change in size at operating temp.
Should have high refractoriness
Should have high load bearing capacity at operating temp.
CLASSIFICATION
Based on chemical nature
Acidic refractories – Eg. Silica and Alumina
Basic refractories – Eg. Magnesite and Dolomite
Neutral refractories – Eg. Graphite and Carborundum

Based on refractoriness
Low heat duty refractories
Intermediate heat duty refractories
High heat duty refractories
Super heat duty refractories
PROPERTIES
Refractoriness
It is the ability to withstand very high temp. without softening or deformation under
particular service condition. Since most of the refractories are mixtures of several metallic
oxides, they do not have a sharp melting point. So the refractoriness of a refractory is generally
measured as the softening temperature and is expressed in terms of pyrometric cone
equivalent.(PCE). Pyrometric cone equivalent is the number which represents the softening
temperature of a refractory specimen of standard dimension (38mm height and 19mm
triangular base) and composition.
Objectives of PCE test
Refractoriness is determined by comparing the softening temperature of a test cone
with that of a series of segar cones. Segar cones are pyramid shaped standard
refractory of definite composition and dimensions and hence it has a definite softening
temperature. A test cone is prepared from a refractory for which the softening
temperature to be determined, as the same dimensions of segar cones.
Then the test cone os placed in electric furnace. The furnace is heated at a standard rate
of 100C per minute, during which softening of segar cones occur along with test cone.
The temperature at which the apex of the cone touches the base is taken as its softening
temperature.
RUL – Refractoriness Under Load
The temp. at which a std dimensioned specimen of a refractory undergoes 10%
deformation with a constant load of 3.5 or 1.75 Kg/cm2 The load bearing capacity of a
refractory can be measured by RUL test. A good refractory should have high RUL value

Porosity – ratio of pore volume to the bulk
volume P = (W- D/W- A) X 100
W – weight of saturated specimen in
air D – weight of dry specimen
A – weight of saturated specimen in water
Porosity reduces strength, corrosion resistance thermal conductivity, thermal spalling
and abrasion resistance.
Thermal spalling – property of breaking, cracking or peeling of refractory
material under high temperature. Thermal spalling may be due to rapid change in temp. or
slag penetration .A good refractory should show good resistance to thermal spalling
Dimensional stability
Resistance of refractory to any volume change when exposed to high temp. over a
prolonged time. Refractories may undergo reversible or irreversible dimensional changes A
good refractory should show minimum level of reversible dimensional changes with temp.
ALUMINA BRICKS
Contain 50% of aluminium
oxide Manufacture:
Calcined bauxite, silica and grog (calcined fire clay) are ground well and mixed with
water .The pasty mass is converted into bricks by mechanical pressing or slip casting .The
bricks are dried and fired at about 1200 to 14000 C for 6-8 days
MAGNESITE BRICKS
Contain maximum Magnesium oxide
Manufacture
Calcined magnesite, magnesia or iron oxide are ground well and mixed
with water
The pasty mass is converted into bricks by mechanical pressing or slip casting
The bricks are dried and fired at about 15000 C for 8 hours then cooled slowly
ZIRCONIA BRICKS

Contain zirconite Manufacture
Zirconite mineral, colloidal zirconia or alumina are ground well and mixed with
water and made into bricks. Small amount of MgO or CaO is added as stabilizer. The bricks
are dried and fired at about 17000 C
ABRASIVES
Abrasives are very hard substances used for grinding, shaping and polishing other
materials
PROPERTIES
Have very high melting point
Chemically inert
High abrasive power (ability to scratch away pr sharp other materials)
Sometimes hard and brittle or soft and flexible
ABRASIVES - TYPES
Natural abrasives – Eg. Diamond, corundum
Synthetic abrasives – Eg. carborundum, norbide
Hardness is measured in terms of moh‟s scale.
Diamond is taken as the reference and hardness of other materials are
determined
Abrasives with Mohr‟s scale 1-4 are called soft abrasives
NATURAL ABRASIVES
Diamond:
Purest crystalline carbon - Hardest natural substance
Mohr‟s scale value is 10 -Superior chemical inertness
Used in grinding wheels, drilling tools, cutting glasses, etc
Corundum
Pure crystalline form of alumina - Mohr‟s scale value is 9 - Used in
grinding glass, gems etc.

Emery
55-75% alumina, 20-40% magnetite, 12% others - Black and opaque
-Mho‟s scale value is 8 - Used for making abrasive paper, abrasive cloth,
etc.
Quartz
Pure silicone - Mohr‟s scale value is 7 - Used in painting industries
Garnet
Trisilicates of alumina, magnetite and Fe oxide
Used for the manufacture of abrasive paper and cloth
ARTIFICIAL ABRASIVES
Silicon Carbide (SiC) Manufacture
Silicon Carbide is manufactured by heating sand (60%)and coke (40%) with some
saw dust and a little salt in an electric furnace to about 1500°C
The silicon carbide removed from the furnaces, is then mixed with bonding
agent(clay, silicon nitride) and than shaped, dried and fired.
Properties
1. Silicon carbide possesses a high thermal conductivity, low expansion and
high resistance to abrasion and spalling.
2. They are mechanically strong. Mohr‟s scale value is 9.
3. Bear very high temp. 1650°C
4. Has thermal conductivity between metals and ceramics –
5. They are electrically intermediate between conductors and insulators.
Uses
1. Silicon carbide are used as heating elements in furnaces in the form of rods or bars.
2. They are also used for partition wall of chamber kilns, coke ovens, muffle furnaces
and floors of heat treatment furnaces.
3. Sic bonded with tar are excellent for making high conductivity crucible.

Norbide or Boran Carbide (B4C) Manufacture
It is prepared by heating a mixture of boran oxide (B2O3) and coke in an electric
furnace to about 2700°C
B2O3 +7C give B4C + 6CO Properties
1. Its hardness is 9 on Mohr‟s scale.
2. It is light weight and black colored compound.
3. It is highly resistant to chemical attack and erosion.
4. It resists oxidation much better than diamond.
Uses
It is used as hard materials for making grinding dies, and for cutting and
sharpening hard high speed tools.
It is used to prepare scratch and wear resistant coating.
PORTLAND CEMENT
It is defined as an extremely finely ground product.
It is obtained by heating a mixture of argillaceous (clay containing ) and calcareous (lime
containing ) raw materials to about 1500 c. It is then mixed with gypsum to increase the quick setting and hardening property.
MANUFACTURE OF PORTLAND CEMENT
Raw materials :
(i) Calcareous materials , CaO Ex: Limestone, chalk.
(ii) Argillaceous materials, Al2O3 and SiO2 Ex: clay, slate etc
(iii) Powdered coal (or) fuel oil.
(iv) Gypsum (CaSo4.2H2O)

Manufacture of Portland cement involves the following steps:
(i) Mixing of raw materials
(ii) Burning
(iii) Grinding
(iv) Storage and Packing
(i) Mixing of raw materials:
(a) Dry Process (b) Wet Process
(a) Dry Process: In dry process, the raw materials like limestone and clay(3:1) are
dried, and mixed in definite proportions
(b) Wet process : In wet process, the raw materials in definite proportions are
finely ground with water and the slurry ( past like) is fed at the top of the rotary kiln.
(II) Burning
The burning process is usually done in rotary kiln which is a long horizontal steel
cylinder coated with refractory bricks and capable of rotating at 1 rpm 9 Revolution per minute) .
rotary kiln is set at a slight inclination of about 5-60 in order to allow the raw materials fed at
one end to travel slowly to the firing and discharge exit end.
The slurry of raw materials is allowed to enter from the top end of the rotary kiln.
Simultaneously the burning fuel ( like powdered coal or oil) and air are introduced from the lower end of kiln . The slurry gradually comes down in the kiln into the different zones
Drying Zone at 400o :Calcination zone at 700 -1000 o C and clinkering zone at 1250-1500 o C
of increasing temperatures.
(a) Drying Zone: The upper part of the rotary kiln is known as drying zone ,where
the temperature is about 400 o C . Due to the presence of hot gases in this zone,
water is evaporated from the slurry.
(b) Calcinations zone: The middle part of the rotary kiln is known as calcining zone
where the temperature ranges from 700 -1000 o C. In this zone lime stone is
decomposed into CaO and CO2
CaCO3 700 -1000 o C
CaO +CO2
Lime Stone
Quick lime

(c) Clinkering Zone : The lowest part of the zone is called as clinkering zone, where
the temperature is maintained about 1250-1500 o C. In this zone lime reacts with clay ( Containing
Al2O3, Fe2O3 and SiO2) and forms aluminates and silicates
2CaO+ SiO2 -------- 2CaO.SiO2
Di calcium Silicate
3CaO+ SiO2 -------- 3CaO.SiO2
Tri calcium Silicate
The mixture is then finely powdered and fed into the top of the rotary kiln.
3CaO+ Al2O3-------- 3CaO.Al2O3
Tri calcium Aluminate
4CaO + Al2O3 + Fe2O3--------- 4CaO.Al2O3.Fe2O3
Tetra calcium alumino Ferrate
(ii) Cooling : the hot clinker is cooled with atmospheric air and the hot air thus
produced is used for drying the coal before grinding.
(iii) Grinding : The cooled clinker is then finely pulverized with 2-6% gypsum acts as
a retarding agent for quick setting of cement.
(iv) Storage and Packing: The cement coming out from the grinding mills is stored in a
concrete storage silos.
Then the cement is packed in jute bags by automatic machines. Each bag contains 50kgs
of cement.
PROPERTIES Setting and Hardening of cement:
When the cement is mixed with water, hydration and hydrolysis of cement
begin, resulting in the formation of gel and crystalline products.
Setting: It is defined as the stiffening of the original plastic mass, due to initial gel
formation.
Hardening: It is defined as the development of strength, due to crystallization.

Chemical reactions involved in setting and hardening of cement:
When water is mixed with cement , hydration of tricalcium aluminate occurs rapidly and
the paste becomes quite hard within a short time. This process is known as initial setting of
cement.
3CaO.Al2O3 +6H2O-------3CaO.Al2O3.6H2O
Role of gypsum in cement:
(i) In initial setting process gypsum is added during grinding of cement clinkers to
retardt The rapid hydration of C3A
Gypsum reacts with C3A to form insoluble calcium sulphoaluminate complex.
C3A + 3CaSO4.2H2O--------C3A.3CaSO4.2H2O
(ii) After the hydration of C3A,C3S begins to hydrate to give tobermonite gel and crystalline
Ca(OH)2. The hydration of C3S takes place within 7days.
2(3CaO.SiO2) + 6H2O--------- 3CaO.2SiO2.3H2O + 3Ca(OH)2 + 500kj/kg
(iii) Dicalcium silicate reacts with water slowly and gets finished 7-28days.
2(2CaO.SiO2) + 4 H2O -------- 3CaO.2SiO2.3H2O +Ca(OH) 2 + 250kj/kg
(iv) Hydration of tetra calcium aluminoferritetakesplace initially, the hardening
takes place finally through crystallization along with C2 S.
4CaO.Al2O3.Fe2O3 + 7H2O----------3CaO.Al2O3.6H2O + CaO.Fe2O3.H2O + 420KJ
Crystalline gel
Thus the final setting and hardening of cement is due to the formation of tobermonite gel
plus crystallization of Ca(OH)2 and hydrated tricalcium aluminate.
SPECIAL CEMENT
Water Proof Cement :
It is obtained by adding water proofing agents like calcium stearate and gypsum
with tannic acid to ordinary Portland cement during grinding.
Functions of water- Proof cement:
Functions of water- proof cement
(i) To make concrete impervious to water under pressure.
(ii) To resist the adsorption of water.
White cement or White Portland cement
It is obtained by heating the raw materials free from iron oxides. It is white in
color due to the absence of ferric oxide.
It issued for making tiles, mosaic works with some coloring agents like yellow
ochre, Venetian red etc.
It is used for repairing and joining marble pillars and blocks.
GLASS
Glass is an amorphous, hard brittle, transparent, super cooled liquid of
infinite viscosity.
Glass may be represented as xR2O.yMO.6SiO2
General Properties of Glass:
1. It is amorphous.
2. It is very brittle.
3. It softens on heating.
4. It has no definite melting point.
5. It is affected by alkalis.
6. It is a good electrical insulator.
7. It can absorb, reflect or transmit light.
8. It is not affected by air water, acids and chemical agents.
Manufacture of Glass
1. Melting :
The raw materials in proper proportions are mixed and finely powdered.
This homogeneous mixture is known as BATCH is fused with some broken glass
called CULLET in the pot of the furnace.
The furnace is heated by burning producer gas and air mixture over the
charge. The cullet melts at a low temp and assists in melting the rest of the
charge. CaC O3 + Si O2------ CaSiO3 + CO2
Na2C O3 + Si O2----- Na2Si O3 + CO2

Forming and Shaping
The molten glass is then worked into articles of desired shapes by either blowing or moulding or pressing between rollers. Annealing:
Glass articles are then allowed to cool gradually to room temperature.
Sudden cooling must be avoided, because cracking occurs.
Longer the annealing period, the better is the quality of the
glass. Finishing:
All glass articles after annealing, are subjected to finishing processes such as
(a) Cleaning (b) grinding (c) polishing (d) cutting (e) sand blasting
TYPES OF GLASSES
1.Soda-lime or soda glass
(i) Raw materials: Silica , calcium carbonate and soda ash
(ii) Composition: Na2O. CaO. 6SiO2 Properties
(a) They are low in cost.
(b) They are resistant to water
(c) They are attacked by common reagents like acids.
(d) They melt easily‟
2. Potash lime or Hard glass
(i) Raw materials : Silica, CaCO3, K2CO3
(ii) Composition: K2O. CaO.6SiO2
(iii) Properties:
(a) They have high melting
point. (b)They do not fuse easily.
(c) They are less acted upon acids alkalis, solvents. Uses: Used for manufacturing combustion tubes, chemical apparatus 3. Lead glass or Flint glass
(i) Raw materials: Lead oxide, silicva, K2O
(ii) Composition: K2O.PbO.6SiO2

(iii) Properties:
(a) It is bright and lustrous
(b) It has high specific gravity. (3 to 3.3)
(c) It is more expensive to manufacture.
(d) It has a lower softening temperature than soda glass.
(e) It has higher refractive index.
Uses: (a) These are used for high quality tablewares.
(b) They are used in neon sign tubings, optical lenses, electrical insulators, cathode ray tube. 4. Borosilicate glass or Pyrex glass or Jena glass
(i)Raw materials: Silica, borax with small amount of alumina and some oxides.
(ii) Composition : SiO2 (80.5%); B2O3 (13%)
Al2O3 (3%) K2O (3%)
Na2O (0.5%)
(iii) Properties
(i) It possess low thermal coefficient of expansion and high chemical
resistance. (2)It possesses very high softening points and excellent resistivity.
Uses: It is used in industry for pipe lines for corrosive liquids, gauge glasses,
5. Alumina silicate glass
Raw materials: It has 5% or more alumina
(i)Composition: SiO2 Al2O3, B2O3, MgO, CaO, Na2O K2O Properties:
They possess high softening temperature.
Uses: (a)Used in high pressure mercury discharge tubes
(b)Chemical combustion tubes.
6. Optical or Crookes glass
Raw materials: It contains phosphorus, lead silicate with small amount of cerium
oxide. Properties:
(a) Cerium oxide present in the glass absorbs uv light,
(b) They have low melting point.
Uses: optical glasses are used for making lenses.

7. Glass wool
Glass wool is fibrous wool like material It is composed of intermingled fine threads or
filaments of glass. Properties:
It is a very good heat and fire proof materials
Its electrical conductivity is low. Uses
It is used for heat insulation purposes
It is used for electrical and sound insulation.
UNIT-V
DEFINITION Any source of heat energy which contains carbon and hydrogen as the major constituents.
INTRODUCTION
The heat energy can be used for domestic and industrial purposes. Fuel + air (O ) Products + heat
The total amount of heat produced by a unit mass of fuel depends mainly on carbon and hydrogen.
C + O2 CO2 + 94Kcals 2H2 + O2 H2O + 68.5 Kcals
Examples: Coal.Coke, Petrol and LPG
CLASSIFICATION OF FUELS
Based on their occurrence fuels may be classified into two types.
1) Primary fuels, occurring in nature: Wood, Coal, Crude oil, Petroleum and Natural
gas.
2) Secondary fuels, derived from the primary fuel: Coke, Charcoal, Gasoline, Diesel
and water gas.
Based on their physical state fuels may be classified into three types.
1) Solid Fuels: Coke, Charcoal and Nitro cellulose
2) Liquid Fuels: Gasoline, Diesel, Kerosene and Coal tar
3) Gaseous Fuels: Coal gas, water gas and producer gas. CHARACTERISTICS OF A GOOD FUEL
A good fuel possesses the following characteristics:
1) Cheap and readily available

2) Safe and economical for storage and transport
3) High calorific value
4) Moderate ignition temperature and velocity of combustion
5) Low moisture and non-combustible contents
6) Combustion should be controllable.
SOLID FUELS Definition
Solid materials that are used as fuels to produce energy and provide heating through
combustion.
Examples: Coal and Coke. Coal Definition
Coal is the chief solid fuel derived from vegetable matter.
It is mainly composed of carbon, hydrogen, nitrogen, oxygen sulphur and non-
combustible inorganic matter. Coalificaiton process(Metamorphism)
Coalification
The process of conversion of wood to coal.
It is schematically represented as
The above transformation involves decreases in the following
contents: a) Moisture b) H,O,N and S c) volatile matter The above transformation involves increase in the following contents:
a) Carbon b) Calorific value c) Hardness
Analysis of coal
The composition of coal varies from place to place, hence its analysis becomes necessary for
selection of proper coal and fixing the cost. To assess the quality of coal, there are two types
ofan alyses.
1. Proximate analysis
2. Ultimate analysis
Proximate analysis:
The analysis is proximal and hence the name. It is a quantitative analysis for the
determination of the following parameters.
Determination of Moisture content:
About 1g of finely powdered coal is air-dried and weighed in a silica crucible. The
crucible is placed in an electric hot-air-oven, maintained at 105- 110 oC for an hour.
The crucible is then taken out, cooled in a desiccators and weighed for loss in weight
which is reported as moisture
Loss in weight
Percentage of moisture=
Wt.of coal sample taken x 100
Some percentage of moisture is required to prevent clinkering of coal which prevents
free air flow in to the furnace. But, high percentage of moisture content is undesirable,
since it reduces the calorific value, increases the cost of transport and considerable
amount of heat is lost in evaporation. Determination of Volatile matter:
The dried sample of coal left in the crucible in (a) is covered with a lid and placed
in a muffle furnace maintained at 9250+20
0C for 7 minutes.
The crucible is cooled in air, then in desiccator and weighed again. The loss in
weight is reported as volatile matter on percentage basis.
Percentage of volatile matter Loss in weight due to removal of volatile matter x 100
Weight of coal sample taken
Determination of Ash content
The residual coal in the crucible in (b) is then heated without lid in a muffle furnace
at 700o+
50 oC for half-an-hour.
The crucible is then taken out, cooled first in air, then in desiccator and weighed.
Heating, cooling and weighing is repeated, till a constant weight is obtained. The
residue is reported as ash on percentage basis.
The percentage of ash Weight of ash formed x 100

Weight of coal taken
Determination of Fixed carbon
It represents the quantity of carbon in the coal obtained by subtraction of all the above
from 100.
Percentage of fixed carbon = 100 - % of {moisture + volatile matter + ash}
Significance of Proximate analysis
Moisture content
Merit
Small quantity of moisture in coal makes the coal bed uniform.
It reduces the amount of fly ash
Demerits
Lowers the calorific value
Time of heating is lengthened
Increases the coal consumption and the transport cost. Volatile matter Merit
For coal gas manufacture and metallurgical coke. Demerits
Lowers the calorific value
Easy ignition
Burns with smoky flame Ash content Demerits
Lowers the calorific value
Increases the storage, transport, handling and disposal cost
Coal becomes harder. Fixed Carbon
Merit
Small quantity of moisture in coal makes the coal bed uniform
It reduces the amount of fly ash

Increases the calorific value Time of heating is shortened
Used to design the furnace and shape of the fire box.
Ultimate analysis It determines the amount of the following contents of coal: a) Carbon and hydrogen b) Nitrogen c) Sulphur d) Oxygen Determination of Carbon and hydrogen
About 1g of accurately weighed coal sample is burnt in a current of oxygen in a
combustion apparatus. C and H of the coal are converted into CO2 and H2O respectively.
The gaseous products of combustion are absorbed respectively in KOH and CaCl2 tubes
of known weights. The increase in weights of tubes is determined.
Percentage of carbon = 12 x Weight of CO2 formed x 100
44 Weight of Coal
Percentage of Hydrogen = 2 x Weight of H2O formed x 100
18 Weight of coal Determination of Nitrogen(Kjeldahl’s method)
About 1g of finely powdered and weighed coal is heated with concentrated H2SO4 along
with K2SO4 (catalyst) in a long necked flask (Kjeldahl’s flask). After the solution becomes
clear, it is treated with an excess of KOH solution and liberated ammonia is distilled over
and absorbed in a known volume of standard acid solution. The unused acid is then determined by back titration with standard NaOH solution. From
the volume of acid used by ammonia liberated, the percentage of N in coal is calculated.
(NH4)2SO4 + 2NaOH Na2SO4 +2NH3 + H2O

Percentage of N Volume of acid used x normality x 14 x 100
Weight of coal taken x 1000
Nitrogen does not contribute to the calorific value. Hence its presence is undesirable.
Thus a good coal should have very low percentage of nitrogen. Determination of Sulphur
It is determined from the washings obtained from the known mass of coal, used in bomb
calorimeter.
During the combustion of coal, the sulphur is converted into sulphate. The washings are
treated with barium chloride solution, when barium sulphate precipitate is precipitated.
This precipitate is filtered, washed, heated and cooled to obtain a constant weight
S + O2 SO SO42-
SO42-
+ Bacl BaSO4 +2Cl-
Weight of BaSO 4 obtained32
Percentage of sulphur Weight of coal sample taken x 233 x 100 Determination of Oxygen
Percentage of oxygen = 100 – percentage of (C + H + S + N + ash) Significance of Ultimate analysis a) Carbon and Hydrogen
Higher percentage of carbon and hydrogen gives better quality of coal and higher is the
calorific value b) Nitrogen
Nitrogen does not contribute to the calorific value. Hence its presence is undesirable.
Thus a good coal should have very low percentage of nitrogen. c) Sulphur
S contributes to the heating value of coal by combustion, but it produces acids
(hydrolysis of products of combustion like SO2 and SO3), which have harmful effects of
corroding the equipment and also cause atmospheric pollution. d) Oxygen
High oxygen percentage indicates a high percentage of moisture, which decreases
the calorific value.

Coke Definition
When bituminous coal is heated strongly in the absence of air,it loses volatile matter and is
converted into white, lustrous, dense, strong porous and coherent mass known as coke. Carbonization
The process of conversion of coal into coke. Types of Carbonization
1) Low temperature carbonization(500 to 700°C)
2) Medium temperature carbonization(700 to 900°C)
3) High temperature carbonization(above 900°C) Charatecristics of carbonization process Low temperature carbonization
a) Heating temperature: 500 to 700°C
b) Yield:75%
c) Volatile matter content:5-15%
d) Calorific value:5500-6500 cal/g(low)
e) Mechanical strength: Not strong
f) Nature of the coke formed: Soft
g) Use: For domestic purposes Medium temperature carbonization
a) Heating temperature: 700 to 900°C
b) Properties: Intermediate between low and high temperature carbonization
c) Use: Both domestic and industrial purposes. High temperature carbonization
a) Heating Temperature:900°C to 1200°C
b) Yield: 70%
c) Volatile matter content:1-3%
d) Calorific value:6500 – 9000 cal/g(high)
e) Mechanical strength: strong
f) Nature of the coke formed: Hard Caking and coking Coals a) Caking coals

Coals on heating loose moisture and volatile matter.
At high temperatures the mass become soft plastic and fuses to give a coherent mass,
called caking coals. b) Coking coals
Coals on heating form a weakly coherent mass are called coking coals.
The coke obtained is hard, porous, strong and dense.
All coking coals are caking coals but all caking coals are not coking coals. Characteristics of metallurgical coke
A good metallurgical coke must have the following characteristics a) Purity
It depends on
a) Low moisture an ash content
b) minimum % of sulphur and phosphorous b) Porosity
a) High porosity yields high rate of combustion c) Strength
a) It should be hard and strong to withstand the pressure produced by ore, flux in the
metallurgical process. d) Size
It must be uniform and medium size. e) Calorific value
It should be high f) Combustibility
It should burn easily g) Reactivity
It must have low reactivity with O2,CO2, Steam and
air. h) Cost
Cheap and readily available Superiority of Metallurgical coke over Coal Metallurgical Coke
1) Stronger and porous
2) Has lesser amount of Sulphur
3) Does not have much volatile matter
4) Burns with short flame.

Manufacture of Metallurgical Coke by Otto-Holfmann’s method Principle
The thermal efficiency of carbonization process is considerably increased by the
regenerative system of heat economy.
Description of Oven
The oven consists of a number of narrow silica chambers, each about 10-12 m long,3-
4 m tall and 0.4-0.45 m wide.
It is erected side by side with vertical flues between them and form a sort of battery.
Each chamber has a hole at the top to introduce the coal charge.
The chambers are packed with finely divided coal and tightly closed. Working
Finely powdered coal is introduced through the hole at the top.
The coke oven is tightly closed and air supply is cutoff.
The oven is heated to 1200°C by producer gas.
During burning the produced fuel gases pass through the two sets of checker-bricks
until heated upto 1000°C.
The flow of heated flue gases can be reversed to produce heat energy known as
regenerative system of heat economy.
Carbonization takes about 11-18 hours.

When carbonization is completed, a ram pushes the produced coke into a truck.
It is quenched by water spray or by inert gases
Dry quenched coke is cleaner, drier, stronger and pure.
The overall is about 70% Recovery by products
The gas coming out from the oven is known as coke oven gas and is composed of
Tar,NH3,Napthalene,Benzene,H2S Recovery of tar
The coke oven gas is passed though a tower in which liquor NH3 is sprayed. Dust and tar
along with the NH3 are collected. It is heated by steam coils to recover bck the NH3.
Recovery of NH3
The coke oven gas, free from tar is passed through another tower is spayed.NH3 goes into
solution as NH4OH.
Recovery of Napthalene
The gas is then passed through a tower in which petroleum is sprayed at very low
temperature.
Recovery of Benzene
The gas is now passed through a tower in which petroleum is sprayed. Here benzene and
its homologues can be recovered.
Recovery of H2S
The gas is then passed through a purifier containing moist Fe2O3
Fe2O3 + 3 H Fe2S3 + 3 H2O
LIQUID FUELS
These are combustible molecules that can be harnessed to create mechanical energy,
usually producing kinetic energy.
Examples: Petroleum, Synhetic Petrol, Diesel, power alcohol,Bio-diesel.

Petroleum
Crude petroleum obtained from different places has a composition which varies with in a
narrow range. The ultimate analysis shows.
Carbon = 79.5 to 87.1%, Hydrogen = 11.5 to 14.8%
Sulphur = 0.1 to 3.5%, Nitrogen + Oxygen = 0.1 to 0.5% Metals have been found in the petroleum ash. The most widely occurring metals include silicon,
iron, aluminium, calcium, magnesium, nickel and sodium. Classification
Petroleum or crude oil is classified into three types
1) Paraffinic base type
2) Asphaltic base type
3) Mixed base type
Refining of Petroleum or Crude oil
The crude oil obtained from the mine is not fit to be marketed. So the crude oil is isolated
into various fractions by fractional distillation and finally converted into the desired products.
This process is known as “refining of crude oil” . The crude is a mixture of solid, liquid and
gaseous impurities. It is allowed to stand undisturbed for some time, when heavy solids settle
and gases evaporate. The supernatant liquid is centrifuged, when solids are removed. The further
process involves the following stages.
1. Separation of water (Cottrell’s Process)
2. Removal of harmful sulphur compounds
3. Fractional distillation
Removal of water (Cottrell’s apparatus):
The crude from the oil well is an extremely stable emulsion of oil and salt water. The
process of removal of oil from water consists in allowing the crude to flow between two highly
charged electrodes to destroy the emulsion. The colloidal water – droplets coalesce to form large
drop which separates out from the oil. Removal of harmful sulphur compounds:
This involves the treatment of crude oil with copper oxide. The sulphur compounds form
insoluble copper sulphide removed by filtration.

Synthetic Petrol
It is the gasoline or straight run petrol obtained by the fractional distillation
of crude petroleum oil.
Arificial Petroleum
Petrol can be artificially produced from the coal by the following methods
1) Polymerization
2) Alkylation
3) Hydrogenation by Fischer-Tropsch and Bergius process
Production of Synthetic petrol by Bergius process
The conversion of bituminous coal into liquid and gaseous fuels by
hydrogenation process in the presence of iron oxide or nickel oleate catalyst.
Method
The low ash coal is finely powdered and made into a paste with heavy oil
and then a catalyst (composed of tin or nickel oleate).
The paste is heated in a convertor with hydrogen at 450°C and under a
pressure 200-250 atm for about 1 ½ hours, during which hydrogen
combines with coal to
form saturated hydrocarbons.
They decompose at prevailing high temperature and pressure to yield low
boiling liquid hydrocarbons.
The released gases from the reaction vessel are led to condenser, where
a liquid resembling that of crude oil is obtained, which is then
fractionated to get: i) gasoline, ii) middle oil, and iii) heavy oil.
The latter are used again for making paste with fresh coal dust. The
middle oil is hydrogenated in vapor-phase in presence of a solid catalyst
to yields more gasoline.
The yield of gasoline is about 60% of the coal dust used.

Knocking Property: Definition:
A mixture of gasoline vapor and air is used as a fuel in an internal combustion engine. Properties of Knocking
The combustion reaction is initiated by a spark in the cylinder, flame is spread
rapidly and smoothly through the gaseous mixture.
The expanding gas drives the piston down the cylinder.
The ratio of the gaseous volume in the cylinder at the end of the suction stroke to
the volume at the end of the compression stroke of the piston is known as
“compression ratio”.
The efficiency of an internal combustion engine increases with the increase in the
compression ratio which depends on the nature of the constituents present in the
gasoline used.
In certain circumstances, the rate of oxidation becomes so large that the last
portion of the fuel – air mixture gets ignited instantaneously, producing an
explosive rattling due to pre-ignition, known as ‘knocking’. The knocking results
in the loss of efficiency of the engine. Chemical Structure and knocking
The knocking tendency of the hydrocarbons have the following order: straight chain
paraffin> branched chain paraffin (iso paraffins) > olefins >cyclo paraffin (naphthalenes) >
aromatics Octane Number: Definition
The extent of knocking of petrol is measured by octane number.
octane number (or rating) of a gasoline (or any other internal combustion engine
fuel) is the percentage of iso-octane in a mixture of iso-octane and n – heptane,
which matches the fuel under test in knocking characteristics.
Example: An ‘80 – octane’ fuel has the same combustion characteristics as an
80:20mixture of iso-octane and n – heptane.
Octane Number of n-heptane and iso-octane
It was found that n-heptane knocks very badly and hence its anti-knock value
has arbitrarily fixed as zero.

On the other hand, iso-octane (2,2,4 – trimethyl pentane), gives very little
knocking, so its anti-knocking value has been given as ‘100’. Thus Hence higher the octane number greater is its anti-knocking property.
Improvement of anti-knock characteristics
The octane number of fuels can be raised by the addition of materials such as tetra ethyl
lead (C2H5)4Pb or TEL, and diethyl telluride, (C2H5)2Te, etc.
Generally in motor spirit (or motor fuel) about 0.5mL and in aviation fuels, about 1.0 to
1.5mL of TEL per litreof petrol are added. The mode of Action of TEL
TEL is converted into a cloud of finely divided lead oxide particles in the cylinder and
these particles react with any hydrocarbon peroxide molecules formed, thereby slowing
down the chain oxidation reaction and decreasing the chances of any pre-ignition. Disadvantages of using TEL
However, deposit of lead dioxide is harmful to the engine life as well as causing
environmental pollution.
Inorder to remove deposits ethylene dibromide is added.
During burning, lead bromide is formed.
Diesel Oil
It is a fraction obtained between 250-320° during fractional distillation of petroleum.It
is a mixture of C15H32 to C18H38 hydrocarbons.Its calorific value is about 11000kcal/kg.It is
used as a very good diesel engine fuel.
Diesel oil
In a diesel engine, fuel is exploded not by the spark ignition, but by the application of
high temperature and pressure. Diesel engine fuels consist of longer chains hydrocarbons than
fuels used in internal combustion engine. The main characteristic of this fuel is that it should
ignite easily below compression temperature and there should be a short induction lag. Its
calorific value is about 11000kcal/kg.
CAUSES OF KNOCKING IN CI ENGINES (DIESEL ENGINES)
The combustion of a fuel in a diesel engine is not instantaneous and the time between

injection of the fuel and its ignition is called Ignition lag or ignition .This delay is due to the
time taken for the vapourisation of oil droplets and raising the temperature of vapour to its
ignition temperature .Long ignition lags lead to accumulation of more vapours in the cylinder,
which undergo explosion during ignition. This is responsible for diesel knock .If the ignition lag
is short, diesel knock will not occur.
CENTANE NUMBER
The suitability of diesel fuel is determined by its cetane value (or cetane number),
which is the percentage of hexa-decane in a mixture of hexa-decane and 2 – methyl naphthalene,
which has the same ignition characteristics as the diesel fuel in use.
The cetane number of a diesel fuel can be increased by addition of small quantity of certain ‘pre-
ignition dopes’ like ethyl nitrite, isoamyl nitrite, acetone peroxide, etc.
Cetane number of a fuel depends on the nature and composition of its hydrocarbon. Ignition
quality order among hydrocarbon constituents of a diesel fuel is as follows:
n-alkanes> naphthalene > alkenes > branched alkanes >
aromatics Hence it can be concluded that a good petrol is a bad
diesel and vice – versa. GASEOUS FUELS
The gaseous fuels are most preferred for industrial and domestic fuel needs. It is because:
1. They can be conveyed easily through pipes, eliminating manual labour transportation.
2. They have low ignition temperature, high heat content, low ash content and high
calorific values.

3. They can be burnt without heat loss and can be completely combusted without pollution.
4. They burn in slight excess of air supply due to uniform mixing of air and fuel.
However they have the following disadvantages:
1. They require very large tanks for their storage.
2. They are highly inflammable.
3. Their cost is very high when compared to solid and liquid fuels.
Liquefied Petroleum Gas (LPG):
It is a bottled gas or refinery gas obtained as a by – product, during the cracking of heavy
oil from natural gas. It consists of hydrocarbons of such volatility that they can exist under
atmospheric pressure but can be readily liquefied under pressure. The main constituents are
n-butane, iso – butane, butene and propane, with little or no propene and ethane. It is
dehydrated, desulphurized and contains traces of odorous substances (mecaptans) to give
warning of gas. Its calorific value is 27,800 Kcal/m3.
Uses: The largest use of LPG at present is as a domestic fuel, motor fuel and industrial fuel. Advantages of LPG over other gaseous fuels:
1. It has high efficiency and heating rate. The calorific value is roughly three times
more than the natural gas and seven times than that of coal gas.
2. It is completely combustible without smoke.
3. It can be easily stored and has flexibility to control and portability.
It is advantageously used in engines working under high compression ratio.
Advantages of LPG over gasoline as motor fuel
1. It is cheaper to gasoline. And highly knock resistant.
2. It gives better manifold distribution and mixes easily with air.
3. It has less contamination and increases the life of an engine.
Disadvantages of LPG over gasoline as motor fuel
1. It has of faint odour, hence its leakage cannot be detected easily.
2. It has to be handled under pressures.
3. Its octane number is quite low and response to blending is very poor.

NATURAL GAS
It is obtained from the petroleum wells dug in the oil – bearing regions. When it occurs
along with petroleum in oil wells, it is known as “wet gas” and when associated with crude oil, it
is called “dry gas”. The main composition of natural gas is methane (70 - 90%), ethane (5 –
10%), hydrogen (3%), and the residual gases are CO and CO2 . its calorific value varies from
12,000 to 14,000 kcal/m3.The major impurities are water, dust, H2S, CO2, N2 and heavier
liquefiable hydrocarbons (propane, butane, butane, etc).
Uses
1. It is an excellent domestic fuel and can be conveyed through very long distances in pipes.
2. It is used in the manufacture of synthetic chemicals by synthetic processes.
3. It is also used a raw material for the manufacture of carbon black.
4. It is used in the manufacture of synthetic proteins (fermentation of methane).
COMPRESSED NATURAL GAS (CNG)
It is the natural gas compressed to a high pressure of about 1000 atmospheres. A steel
cylinder containing 15 kg of CNG contains about 20 m3 of natural gas at 1 atmosphere pressure.
It is used as a substitute for petrol and diesel in automobiles. It causes comparatively less
pollution as it does not evolve any gases containing sulphur and nitrogen. It is also used as a fuel
for power generating diesel generators. It is a preferred fuel over LPG because:
1. It is a much safer fuel, since it ignites at much higher temperature than gasoline and
diesel.
2. It is lighter, mixes with air easily and has narrow range of flammability.
3. It does not contaminate with lubricating oils and thus increases the life of internal
combustion engine. It requires more space for storage and has calorific value
900KJ/mole.
4. The operating cost of CNG is much lower compared to gasoline.
5. Combustion of CNG leads to lesser CO emissions than gasoline.
Producer Gas
It is a mixture of CO and N2 with small amont of H2, its average composition is as follows.
Constituents Percentage
CO 30
N2 51-56
H2 10-15
CO2+CH4 Rest
Manufacture
The reactor used for the manufacture of producer gas is known as gas producer. It
consists of a tall steel vessel inside of which is lined with refractory bricks. It is provided
with cup and cone feeder at the top and a side opening for producer gas exit. At the bottom,
it is provided with a inlet pipe for passing air and steam.
When a mixture of air and steam is passed over a red hot coke maintained at
about 1100°C in a reactor, the producer gas is produced.
Various Reactions
The reactor used for the manufacture of producer gas production can be divided
into four zones as follows.
1. Ash Zone
This is the lowest zone consists mainly of ash. The incoming air and steam mixture
is preheated in this zone. 2. Combustion (or) Oxidation Zone
This is the zone next to ash zone. Here the coke is oxidised to CO and CO2. Both
the reactions are exothermic. Hence, the temperature of the bed reaches around 1100°C. 3. Reduction Zone
This is the middle zone. Here both CO2 and steam are reduced.
4. Distillation (or) Drying Zone
This is the upper most layer of the coke bed. In this zone the incoming coke is heated
by the outgoing gases. Uses
1. It is used as a reducing agent in metallurgical operations.
2. It is also used for heating muffle furnaces, open-hearth furnaces etc.

Water Gas
It is a mixture of CO and H2 with small amount of N2. The average composition of water
gas is as follows
Constituents Percentage(%)
CO 41
H2 51
N2 4
CO2+CH4 rest
Manufacture
The water gas producer consists of a tall steel vessel, lined inside with refractory bricks. It is
provided with cup and cone feeder at the top and a side opening for water gas exit. At the
bottom it is provided with two inlet pipes for passing air and steam.
When steam and little air is passed alternatively over a red hot coke maintained at about
900-1000°C in a reactor, water gas is produced.
Various Reactions
The reactions of water gas production involves the following two steps. Step-1
In the first stage, steam is passed through the red hot coke, where CO&H2 gases
are produced. The reaction is endothermic. Hence, the temperature of the coke bed falls.
C + H2O CO + H2 endothermic ∆H=+ve Step-2
In the second stage, inorder to raise the temperature of the coke bed to 1000°C, the
steam supply is temporarily cut off and air is blown in. The reaction is exothermic.
C + O CO2 exothermic ∆H=-ve
Thus the steam-run and air-blow are repeated alternatively to maintain proper temperature.
Uses 1. It is used for the production of H2 and in the synthesis of ammonia.
2. It is used to synthesis gasoline in Fischer-Tropsch process.
3. It is used as an illuminating gas and a fuel.
4. It is also used in the manufacture of power alcohol and carburetted water gas(water gas + oil

gas)
POWER ALCOHOL
When ethyl alcohol is blended with petrol at concentration of 5-10% it is called power alcohol
.In other words absolute alcohol (100% ethyl alcohol) is also called power alcohol.Ethyl alcohol is
used in an internal combustion (IC) engine .The addition of ethyl alcohol to petrol increase s its
octane number .When ethyl alcohol is blended with diesel it is called E diesel.
MANUFACTURE Manufacture of Ethyl Alcohol STEP-I
Ethyl alcohol can be synthesized by fermentation of carbohydrates. Fermentation of molasses which is the residue after the crystallization of sugar ,with yeast generates alcohol. This
fermentation yields only about 20% alcohol.
C6H12O6 2C2H5OH+2CO2
(GLUCOSE) (ETHYL ALCOHOL) Concentration of alcohol can be increased up to 97.6% by fractional distillation yields rectified
spirit.The concentration of alcohol cannot be increased by distillation above 97.6%, because it
forms a constant boiling mixture has a lower boiling point than alcohol. STEP-II
Conversion of ethyl alcohol in to power alcohol:
(i) Alcohol containing traces of water ,is distilled with benzene. When benzene passes
over with a portion of alcohol and water, it leaves behind absolute alcohol.
(ii) Alcohol is distilled in the presence of dehydrating agent, which holds the water.
(iii) Finally absolute alcohol is mixed with petrol at concentration of 5-10% to get power
alchohols.
Properties
1. It has a lower calorific values (7000k .cal/kg).
2. It has high octane number (90).
3. Its anti-knocking properties are good.
4. It generates 10% more power than the gasoline of same quantity.
5. Its compression ratio is also higher.
USES
1.It is a very good fuels in motors.
BIO-DIESEL
Vegetable oils comprises of 90-95% trigycerides with small amount of diglycerides, fatty
acids ,phospholipids, etc. Triglycerides of esters of long chain fatty acids, like stearic acid and
palmitic acid.The viscosity of vegetable oils are higher and their molecular weights are in the
range of 600 to 900 which are about 3 times higher than those of the diesel . MANUFACTURE: Trans-esterification (0r) alcoholysis:
It involves the treatment of vegetable oils with excess of methanol in presence of catalyst to
give mono ethyl esters of long chain fatty acid and glycerine. It is allowed to stand for some time
and glycerine is separated. Methyl esters of fatty acids, thus formed, are called “Bio-diesel”.Bio-
diesel is defined as mono-alkyl esters of long chain fatty acids derived from vegetable oils or
fats. It is a pure fuel before blending with conventional diesel fuel.Bio-diesel can be blended
with petroleum diesel. ADVANTAGES OF BIO-DIESEL
1) It is bio-degradable.
2) It is prepared from renewable resourses.
3) The gaseous pollutents are lesser when compared to diesel.
4) It can be produced from different types of vegetable oils.
5) It involves less smoke emission.
DISADVANTAGES OF BIO-DIESEL
1) It gels in cold weather.
2) As bio-materials are hygroscopic,bio-diesel can absorb the water from the
atmosphere.
3) It decreases the horse-power of the engine.
4) It degrades and softens rubber and plastics,that are used in cars.
5) It has about 10% of higher nitrogen oxide emission than conventional petroleum.

Combustion of Fuels
Combustion is a process of rapid exothermic oxidation, in which a fuel burns in
the presence of oxygen with the evolution of heat and light. Calorific value
The heat liberated by fuels on combustion is not same for all fuels. Hence, the efficiency
of a fuel is measured by it’s calorific value. Calorific value is defined as “the total quantity of
heat liberated,when a unit mass (or) volume of the fuel is burnt completely in air or oxygen”. Units of calorific value: The unit of calorific value for solid or liquid fuels is cal/g or K.cal/g or B.Th.U/lb. For
gaseous fuels it is K..Cal/ m3 or B.Th.U/ft
3.
1. Calorie: It is the amount of heat required to raise the temperature of one gram of water
through one degree centigrade. 2. Kilo calorie: The quantity of heat required to raise the temperature of 1000g or one
kilogram of water through one degree centigrade. This is the unit in metric system.
1 Kcal = 1000 cal 3. British Thermal Unit (B.Th.U.) : The amount of heat required to raise the temperature
of one pound of water (454g) by one degree fahrenheit. This is the unit in British system.
1 B.Th.U. = 252 cal = 0.252 K.Cal 4. Centigrade Heat Unit (C.H.U.): It is the amount of heat required to raise the
temperature of one pound of water by one degree centigrade.
1 K.cal = 3.968 B.Th.U = 2.2 C.H.U. Higher (or) Gross Calorific Value (HCV or GCV)
It is “the total amount of heat produced, when unit mass or volume of the fuel has been
burnt completely and the products of combustion have been cooled to room temperature”. This
value is determined by bomb calorimeter. Lower (or) Net Calorific Value (LCV or NCV)
This is “the net heat produced, when a unit mass or volume of the fuel has been burnt
completely” and the products are allowed to escape.

Theoritical calculation of Calorific Dulong’s formula
Dulong’s formula for the theoretical calculation of calorific value is
GCV (or) HCV
= 1 8080 C + 34500 (H-O) + 2240S kcal/kg
100 8 Where C,H,O and S represent the % of the corresponding elements in the fuel. It is based on
the assumption that the calorific values of C,H and S are found to be 8080, 34500 and 2240
kcal, when 1 kg of the fuel is burnt completely. However, all the oxygen in the fuel is assumed
to be present in combination with hydrogen in the ratio H:O as 1:8 by weight. So the surplus
hydrogen available for combustion is H-O
8 CALCULATION OF QUANTITY OF AIR REQUIRED FOR COMBUSTION
The amount of air (oxygen) required for the combustion of a unit quantity of a fuel is
calculated by following certain elementary principles:
1. “Substances always combine in definite proportions and these proportions are determined
by molecular masses of the substances involved and the products formed”. In the following
equation
Mass C (s) +O2 (g) CO2 (g) +97 kcal
Proportions: 12 32 44
When carbon combine with oxygen to form carbon dioxide, mass proportions of
carbon, oxygen and carbon dioxide formed are 12: 32: 44 respectively.
2. 22.4 L or (22,400mL) of any gas at STP (i.e., at 0°C and 760 mm of Hg pressure) has a
mass equal to one mole of the gas. Thus 22.4 L of CO2 at STP will have a mass of 44g
(mass of 1 mole of CO2 gas).
3. Air contains 21% of oxygen by volume and mass per cent of oxygen in air is 23. This
means that 1kg of oxygen is supplied from 4.35kg of air. Similarly 1 m3 of oxygen is
supplied from 4.76m3 of air.
4. Molecular mass of air is taken as 28.94 g mol-1
on average.

5. Minimum oxygen required = Theoretically calculated O2 required – O2 present in the
fuel
6. Minimum oxygen required shall be calculated assuming complete combustion. If the
combustion products contain CO and O2, then excess O2 is found by subtracting the
amount of O2 required to burn CO to CO2.
7. The mass of dry flue gases formed shall be calculated by balancing the carbon in the fuel
and carbon in the flue gases.
8. The mass of any gas can be converted to its volume at certain temperature and pressure
by using the gas equation.
PV = nRT
Where P = pressure of the gas in atmosphere.
V = volume of the gas in litres
n = No of moles of gas = No. of grams of gas /molar mass
of the gas; T = Temperature in Kelvin scale or absolute (t 0C
+ 273.16)
9. The total amount of hydrogen is present, some is in the combined form as H2O, known
as non – combustible substances, which do not take part in combustion and the rest of
hydrogen, known as available hydrogen takes part in the combustion process.
4 H +O2 2 H2O+ Heat
Mass Proportions: 4 32
1 part of hydrogen combines chemically with 8 parts by mass of oxygen, so the
available hydrogen is = Mass of hydrogen – (Mass of oxygen/8)
Flue gas analysis(Orsat Method)
The mixture of gases (like CO2,O2,CO etc) coming out from the combustion chamber is
called flue gases. The analysis of flue gas would give an idea about the complete or incomplete
combustion process. The analysis of flue gases is carried out by using orsat’s apparatus. Description of orsat’s apparatus
It consists of horizontal tube. At one end of this tube, U-tube containing fused CaCl2 is
connected through 3-way stop cock. The other end of this tube is connected with a graduated
burette. The burette is surrounded by a water-jacket to keep the temperature of gas constant. The
lower end of the burette is connected to a water reservoir by means of a rubber tube. The level of

water in the burette can be raised or lowered by raising or lowering the reservoir. Working
The 3-way stop-cock is opened to the atmosphere and the reservoir is raised, till the
burette is completely filled with water and air is excluded from the burette. The 3-way stop-
clock is now connected to the flue gas supply and the flue gas is sucked into the burette and
the volume of the gas is adjusted to 100 cc by raising and lowering the reservoir. Then the 3-
way stop-cock is closed.
a) Absorption of CO2
The stopper of the bulb 1 is opened and the gas is passed into this bulb by
raising the water reservoir.
CO2 present in the flue gas is absorbed by KOH.
The gas is again sent into the burette. This process is repeated several times to
ensure complete absorption of CO2.
Now the stopper of bulb 1 is closed. The level of the water in the burette and
reservoir is noted.
The decrease in volume of CO2 in 100 ml of the flue gas.
b) Absorption of O2
The stopper of the bulb 2 is opened and the gas is passed into this bulb.
O2 present in the flue gas is absorbed by alkaline pyrogallic acid.
The decrease in volume gives the volume of O2 in the flue gas.
Now the stopper of bulb 2 is closed.
c) Absorption of CO
The stopper of the bulb 3 is opened and the gas is passed into this bulb.
CO present in the flue gas is absorbed by ammoniacal cuprous chloride.
The decrease in volume gives the volume of CO in the flue gas.
Now the stopper of bulb 3 is closed
The gas remaining in the burette after absorption of CO2,O2 and CO is
taken as N2.
Percentage of N2 = 100-percentage of (CO2+O2+ CO) Precautions
All the air in the apparatus should be completely removed.
It is a must to follow the order of absorbing the gases, CO2 first, O2 second and
CO last.