Embed Size (px)
Citation preview

UNIT 5: Forming and Shaping Processes and Equipment
Unit 5 Copyright © 2014. MDIS. All rights reserved. 1
Modern Manufacturing
2
Objectives
Unit 5 Copyright © 2014. MDIS. All rights reserved.
• Understand the basic concept of forming and shaping processes.• Gain an overview of rolling process.• Gain an overview of forging process.• Gain an overview of extrusion process.• Gain an overview of drawing processes.• Gain an overview of sheet metal forming processes.• Gain an overview of power metallurgy.

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Forming and Shaping Process
• “Forming” generally indicates changing the shape of an existing solid body. • Shaping processes typically involve the moulding and casting of soft or molten
materials, and the finished product is usually at or near the final desired shape..
3

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Rolling Process
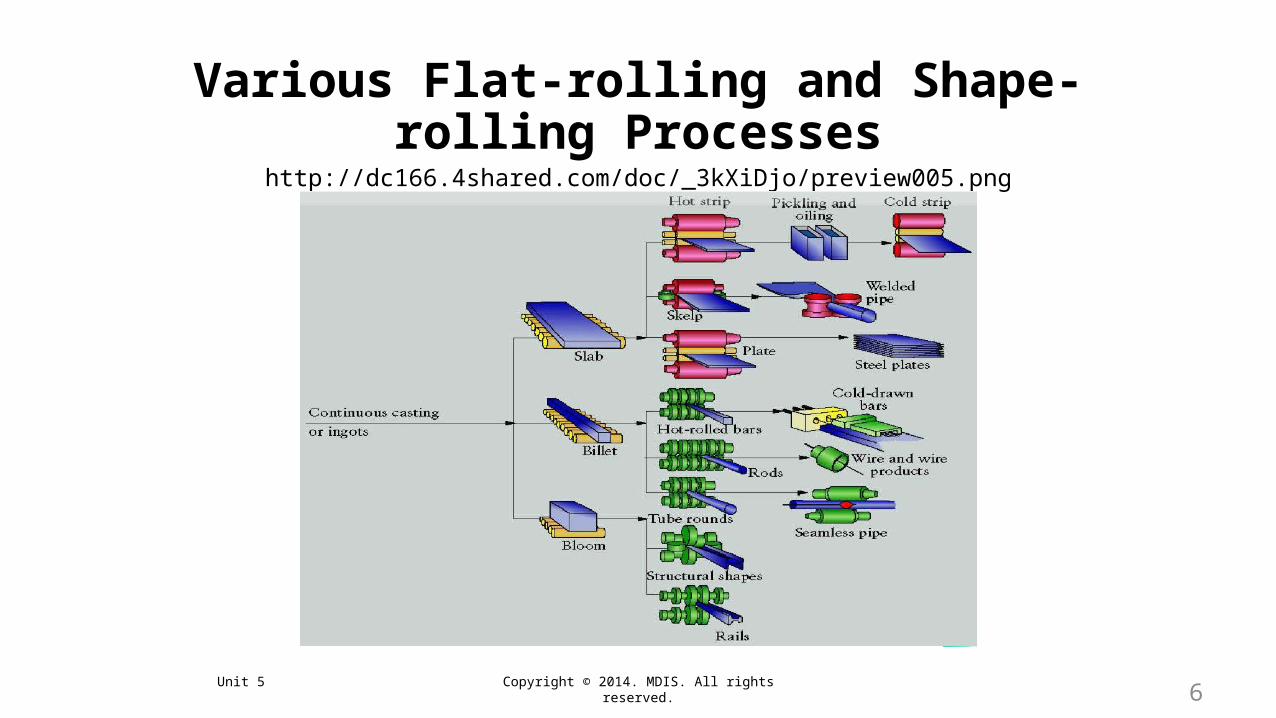
• The process of reducing the thickness or changing the cross section of a long work piece by compressive forces applied through a set of rolls.
• This process is similar to rolling dough with a rolling pin to reduce its thickness. • Modern steelmaking practices and the production of various ferrous and
nonferrous metals and alloys now generally involve combining continuous casting with rolling processes. This greatly improves productivity and lowers production costs.
• Non-metallic materials also are rolled to reduce their thickness and enhance their properties. Typical applications are in the rolling of plastics, powder metals, ceramic slurry, and hot glass.
4

Unit 2 Copyright © 2014. MDIS. All rights reserved.5
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Various Flat-rolling and Shape-rolling Processes
6
http://dc166.4shared.com/doc/_3kXiDjo/preview005.png
Unit 5 Copyright © 2014. MDIS. All rights reserved.
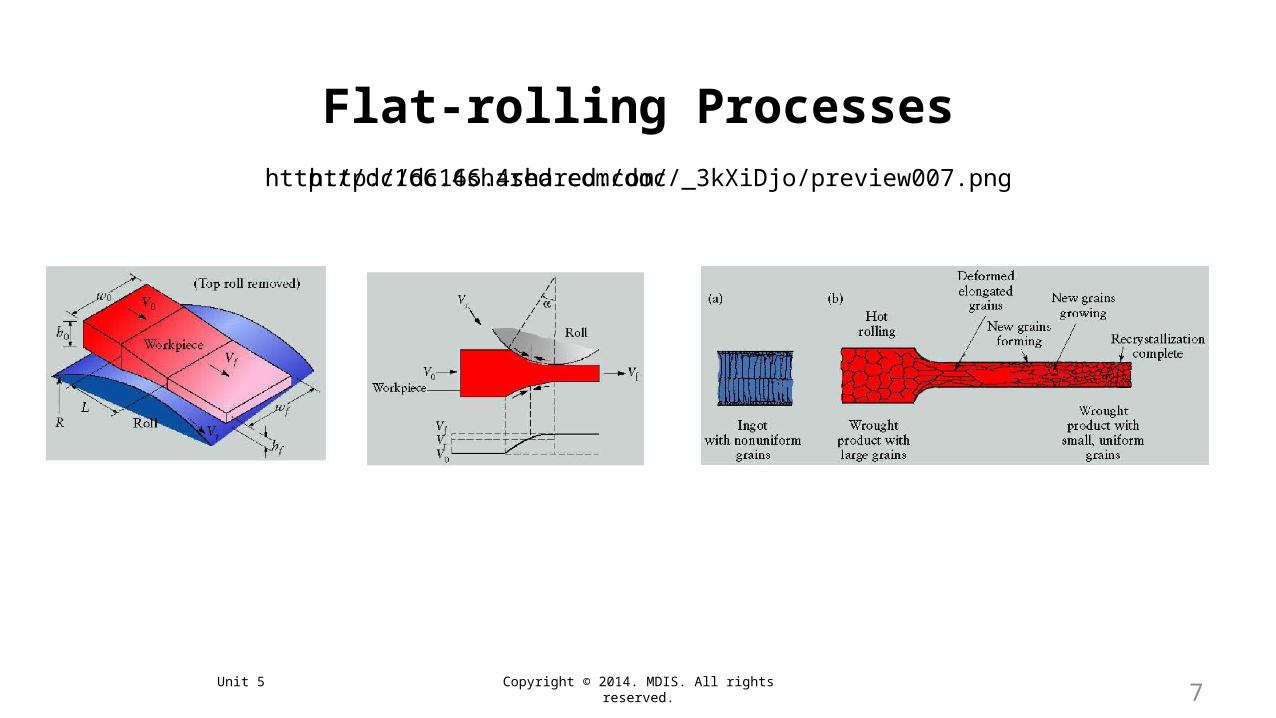
Flat-rolling Processes
7
http://dc166.4shared.com/http://dc166.4shared.com/doc/_3kXiDjo/preview007.png

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Roller bending
8
http://dc166.4shared.com/http://dc166.4shared.com/doc/_3kXiDjo/preview007.png

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Rolling Process
• Because of the forces acting on them, rolls undergo changes in at centre shape during rolling, just as a straight beam deflects under a transverse load. As a result of roll bending, the rolled strip tends to be thicker at its centre than at its edges
• Roll forces can be reduced by the following means:• Reducing friction at the roll-work piece interface• Using smaller diameter rolls to reduce the contact area• Taking smaller reductions per pass to reduce the contact area• Rolling at elevated temperatures to lower the strength of the material• Applying front and/or back tensions to the strip
9

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Flat Rolling Practice
• The initial rolling steps (breaking down) of the material typically is done by hot rolling
• Cold rolling is carried out at room temperature and, compared with hot rolling, produces sheets and strips With a much better surface finish (because of lack of scale), better dimensional tolerances, and enhanced mechanical properties (because of strain hardening).
• Pack rolling is a flat-rolling operation in which two or more layers of metal are rolled together, thus improving productivity.
10

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Various Rolling Processes and Mills
• The process of reducing the thickness or changing the cross section of a long work piece by compressive forces applied through a set of rolls.
• This process is similar to rolling dough with a rolling pin to reduce its thickness. • Modern steelmaking practices and the production of various ferrous and
nonferrous metals and alloys now generally involve combining continuous casting with rolling processes. This greatly improves productivity and lowers production costs.
• Non-metallic materials also are rolled to reduce their thickness and enhance their properties. Typical applications are in the rolling of plastics, powder metals, ceramic slurry, and hot glass.
11

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Various Flat-rolling and Shape-rolling Processes
12
http://thelibraryofmanufacturing.com/imagesforming/metalrolling2a.jpg
http://dc166.4shared.com/doc/_3kXiDjo/preview007.png

Metal-Forging Processes
13
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Metal-Forging Processes and Equipment
• Forging is a basic process in which the work piece is shaped by compressive forces applied through various dies and tooling.
• Forging first was used to make jewellery, coins, and various implements by hammering metal with tools made of stone.
• Typical parts made by forging and related processes: Shafts, gears, bolts, turbine blades, hand tools, dies, and components for machinery, transportation, and farm equipment.
• Forging operations produce discrete parts.• Forging may be carried out at room temperature (cold forging) or at elevated
temperatures (warm or hot forging)
14

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Cold Forging
• Cold forging requires higher forces (because of the higher strength of the work piece material), and the work piece material must possess sufficient ductility at room temperature to undergo the necessary deformation without cracking. Cold-forged parts have a good surface finish and dimensional accuracy. Hot forging requires lower forces, but the dimensional accuracy and surface finish of the parts are not as good as in cold forging.
15

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Open-Die Forging
• Open-die forging is the simplest forging operation. Although most open-die forgings generally weigh 15 to 500 kg, forgings as heavy as 275 metric tons have been made. Part sizes may range from very small (the size of nails, pins, and bolts) to very large (up to 23 m, long shafts for ship propellers). Open-die forging can be depicted by a solid work piece placed between two flat dies and reduced in height by compressing it process that is also called upsetting or flat die forging. The die surfaces also may have shallow cavities or incorporate features to produce relatively simple forgings.
16
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Impression-Die and Closed-Die Forging
• In impression-die forging, the work piece takes the shape of the die cavity while being forged between two shaped dies. This process usually is carried out at elevated temperatures to lower the required forces and attain enhanced ductility in the work piece.
• The material flows in the direction of least resistance (because it requires less energy), the material flows preferentially into the die cavity, ultimately filling it completely. During deformation, some of the material flows outward and forms a flash.
• In closed-die forging, flash does not form (flashless forging), and the work piece completely fills the die cavity. Consequently, the forging pressure is very high, and accurate control of the blank volume and proper die design are essential to producing a forging with the desired dimensional tolerances.
17
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Precision Forging
• In order to reduce the number of additional finishing operations required-hence the cost-the trend has been toward greater precision in forged products (net-shape forming).
• Typical precision-forged products are gears, connecting rods, and turbine blades. Precision forging requires (a) special and more complex dies, (b) precise control of the blank’s volume and shape, and (c) accurate positioning of the blank in the die cavity.
• Because of the higher forces required to obtain fine details on the part, this process requires higher capacity equipment.
• Aluminium and magnesium alloys are particularly suitable for precision forging because of the relatively low forging loads and temperatures that they require; however steels and titanium also can be precision forged.
18
Unit 5 Copyright © 2014. MDIS. All rights reserved.
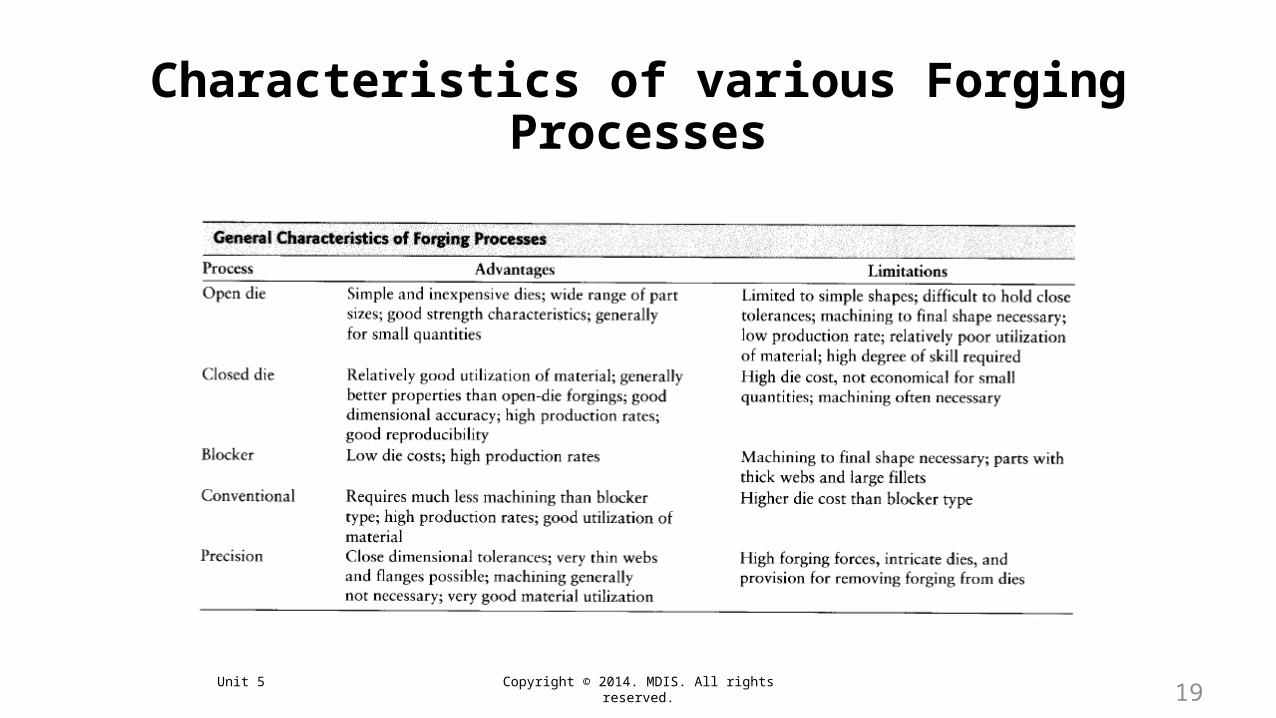
Characteristics of various Forging Processes
19

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Defects in Forged Parts
20

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Economics of Forging
• Several factors are involved in the cost of forgings. Depending on the complexity of the forging, tool and die costs range from moderate to high. However, as in other manufacturing operations, these costs are spread out over the number of parts forged with that particular die set. Thus, even though the cost of work piece material per piece made is constant, setup and tooling costs per piece decrease as the number of pieces forged increases
21

Metal Extrusion Processes
22
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Extrusion
• Extrusion and drawing have numerous applications in the manufacture of continuous as well as discrete products from a wide variety of metals and alloys. Plastics also are extruded extensively.
• In extrusion, a cylindrical billet is forced through a die in a manner similar to squeezing toothpaste from a tube or extruding Play-Doh® in various cross sections in a toy press.
• A wide variety of solid or hollow cross sections may be produced by extrusion, which essentially are semi-finished parts.
23

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Direct Extrusion
• There are three basic types of extrusion. In the most common process (called direct or forward extrusion), a billet is placed in a chamber (container) and forced through a die opening by a hydraulically driven ram (pressing stem or punch).
• The die opening may be round, or it may have various shapes, depending on the desired profile. The function of the dummy block shown in the figure is to protect the tip of the pressing stem (punch), particularly in hot extrusion. Other types of extrusion are indirect, hydrostatic, and impact extrusion.
24

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Direct Extrusion
25
http://thelibraryofmanufacturing.com/imagesforming/Extrusion1.jpg

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Indirect Extrusion
• In indirect extrusion (also called reverse, inverted, or backward extrusion), the die moves toward the un-extruded billet.
• Indirect extrusion has the advantage of having no billet-container friction, since there is no relative motion. Thus, indirect extrusion is used on materials with very high friction, such as high strength steels.
26

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Indirect Extrusion
27
http://thelibraryofmanufacturing.com/imagesforming/Extrusion4.jpg
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Hydrostatic Extrusion
• In hydrostatic extrusion, the billet is smaller in diameter than the chamber (which is filled with a fluid), and the pressure is transmitted to the fluid by a ram. The fluid pressure results in triaxial compressive stresses acting on the work piece and thus improved formability; also, there is much less work piece-container friction than in direct extrusion. A less common type of extrusion is lateral (or side) extrusion
28

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Hydrostatic Extrusion
29
http://thelibraryofmanufacturing.com/imagesforming/Hydro_Extrusion.jpg

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Hot Extrusion
• For metals and alloys that do not have sufficient ductility at room temperature, or in order to reduce the forces required, extrusion is carried out at elevated temperatures.
• Hot extrusion has special requirements because of the high operating temperatures. For example, die wear can be excessive, and cooling of the surfaces of the hot billet (in the cooler chamber) and the die can result in highly no uniform deformation. To reduce cooling of the billet and to prolong die life, extrusion dies may be preheated, as is done in hot-forging operations.
30
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Cold / Impact Extrusion
• Cold extrusion is a general term that often denotes a combination of operations, such as direct and indirect extrusion and forging.
• Cold extrusion is used Widely for components in automobiles, motorcycles, bicycles, and appliances and in transportation and farm equipment.
• The cold-extrusion process uses slugs cut from cold-finished or hot-rolled bars, Wire, or plates. Slugs that are less than about 40 mm in diameter are sheared (cropped), and if necessary, their ends are squared off by processes such as upsetting, machining, or grinding. Larger diameter slugs are machined from bars into specific lengths.
• Impact extrusion is similar to indirect extrusion, and the process often is included in the cold-extrusion category. The punch descends rapidly on the blank (slug), which is extruded backwards. Because of volume constancy, the thickness of the tubular extruded section is a function of the clearance between the punch and the die cavity.
31

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Cold / Impact Extrusion
32
http://www.metalformingindustries.com/img/cold-extrusion-examples.png
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Extrusion Defects
• Depending on work piece material condition and process variables, extruded products can develop several types of defects that can affect significantly their strength and product quality. Some of the more common defects are:
• Surface Cracking• Pipe Defect. • Internal Cracking.
33

Sheet-MetalForming Processes
34

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Sheet metal forming
• The term press working or press forming is used commonly in industry to describe general sheet-forming operations, because they typically are performed on presses.
• A sheet-metal part produced in presses is called a stamping and meaning “to force downward” or “to pound”.
• Low-carbon steel is the most commonly used sheet metal because of its low cost and generally good strength and formability characteristics. Aluminium is also popular for such sheet-metal applications as beverage cans, packaging, kitchen utensils.
• Most manufacturing processes involving sheet metal are performed at room temperature. Hot stamping is occasionally performed in order to increase formability and decrease forming loads on machinery.
35

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Shearing
• Before a sheet-metal part is made, a blank of suitable dimensions first is removed from a large sheet (usually from a coil) by shearing. This sheet is cut by subjecting it to shear stresses, generally using a punch and a die.
36

Unit 5 Copyright © 2014. MDIS. All rights reserved.37
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Various Sheet Metal Forming
38
http://www.answers.com/topic/sheet-metal-forming
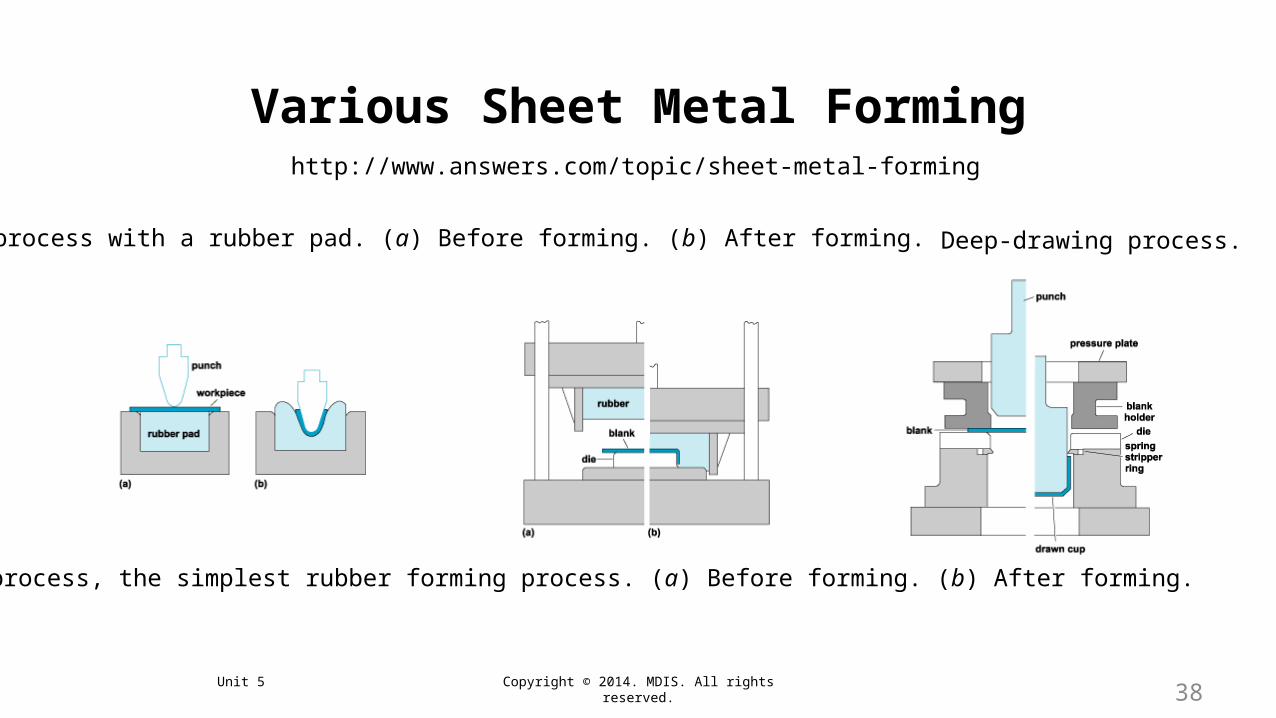
Bending process with a rubber pad. (a) Before forming. (b) After forming.
Guerin process, the simplest rubber forming process. (a) Before forming. (b) After forming.
Deep-drawing process.
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Shearing
39
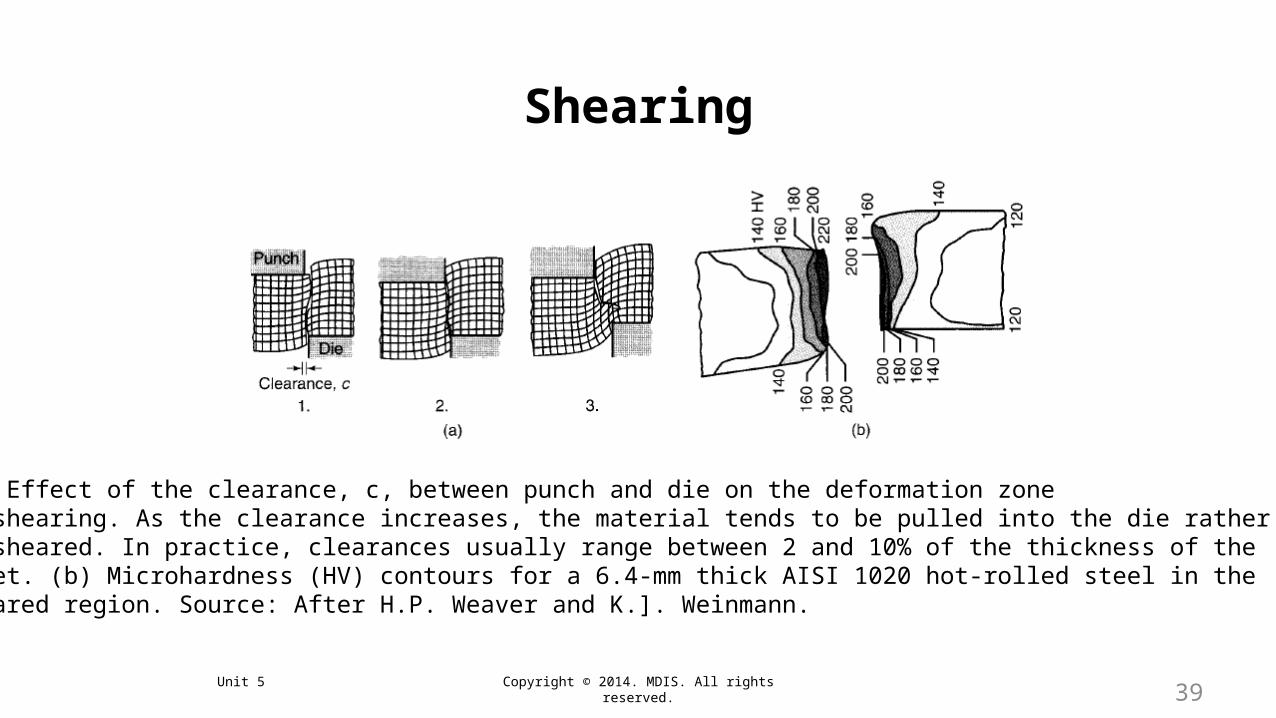
(a) Effect of the clearance, c, between punch and die on the deformation zonein shearing. As the clearance increases, the material tends to be pulled into the die rather thanbe sheared. In practice, clearances usually range between 2 and 10% of the thickness of thesheet. (b) Microhardness (HV) contours for a 6.4-mm thick AISI 1020 hot-rolled steel in thesheared region. Source: After H.P. Weaver and K.]. Weinmann.

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Shearing Operations
40
http://srmmech.blogspot.sg/
Unit 5 Copyright © 2014. MDIS. All rights reserved.
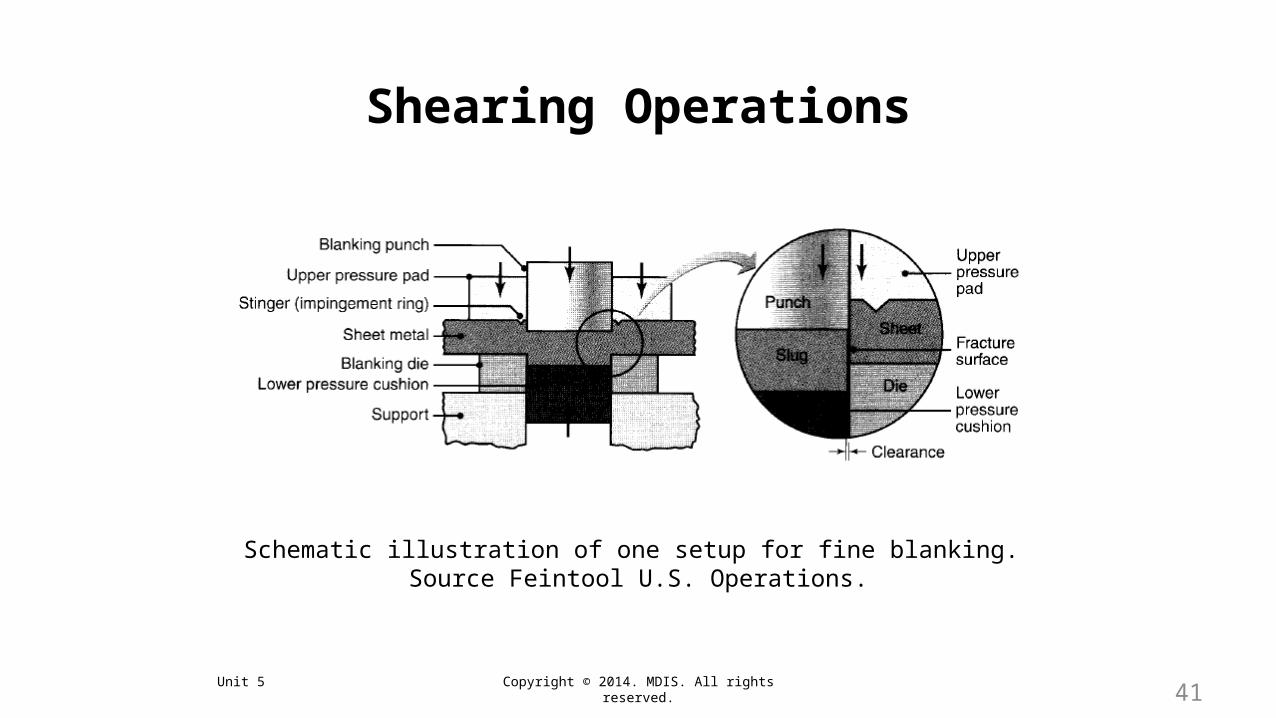
Shearing Operations
41
Schematic illustration of one setup for fine blanking. Source Feintool U.S. Operations.
Unit 5 Copyright © 2014. MDIS. All rights reserved.42
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Bending Sheets, Plate and Tubes
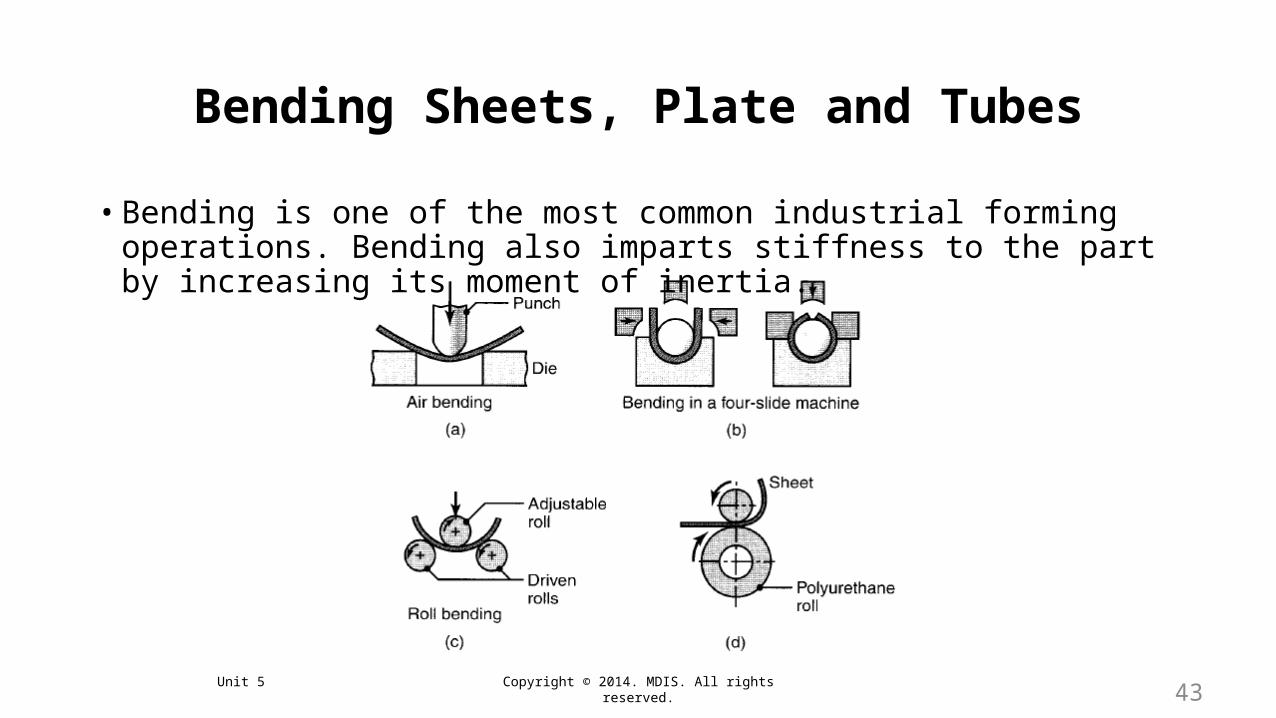
• Bending is one of the most common industrial forming operations. Bending also imparts stiffness to the part by increasing its moment of inertia.
43

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Press Brake Forming
44
Unit 5 Copyright © 2014. MDIS. All rights reserved.
Deep Drawing
• Numerous parts made of sheet metal are cylindrical or box shaped, such as pots and pans, all types of containers for food and beverages, stainless-steel kitchen sinks, canisters, and automotive fuel tanks. Such parts usually are made by a process in which a punch forces a flat sheet-metal blank into a die cavity.
• Although the process generally is called deep drawing (because of its capability for producing deep parts), it also is used to make parts that are shallow or have moderate depth. It is one of the most important metalworking processes because of its widespread use.
45

Unit 5 Copyright © 2014. MDIS. All rights reserved.46

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Specialized Forming Processes
• Explosive Forming: The sheet-metal blank is clamped over a die and the entire assembly is lowered into a tank filled with Water. The air in the die cavity is then evacuated, an explosive charge is placed at a certain height, and the charge is detonated.
• Electromagnetically assisted forming: also called magnetic-pulse forming, the energy stored in a capacitor bank is discharged rapidly through a magnetic coil. In a typical example, a ring-shaped coil is placed over a tubular work piece. The tube is then collapsed by magnetic forces over a solid piece, thus making the assembly an integral part.
• Peen Forming: Is used to produce curvatures on thin sheet metals by shot peening one surface of the sheet. As a result, the surface of the sheet is subjected to compressive stresses, which tend to expand the surface layer. Because the material below the peened surface remains rigid, the surface expansion causes the sheet to develop a curvature. The process also induces compressive surface residual stresses, which improve the fatigue strength of the sheet.
47

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Specialized Forming Processes
• Laser Forming: This process involves the application of laser beams as a heat source in specific regions of the sheet metal. The steep thermal gradients developed through the thickness of the sheet produce thermal stresses, which are sufficiently high to cause localized plastic deformation of the sheet. With this method, a sheet, for example, can be bent permanently without using dies.
• Microforming: Describes a family of processes that are used to produce very small metallic parts and components. Examples of miniaturized products include a wristwatch with an integrated digital camera and one gigabyte of a computer storage component. Typical components made by microforming include small shafts for micro motors, springs, screws, and a variety of cold-headed, extruded, bent, embossed, coined, punched, or deep-drawn parts. Dimensions are typically in the sub-millimetre range, and weights are on the order of milligrams.
48

Powder Metallurgy
49

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Powder Metallurgy
• Metal powders are compacted into desired and often complex shapes and sintered (heated without melting) to form a solid piece.
• The availability of a wide range of metal-powder compositions, the ability to produce parts to net dimensions (net-shape forming), and the overall economics of the operation give this unique process its numerous attractive and expanding applications.
• A wide range of parts and components are made by powder-metallurgy techniques: (a) balls for ballpoint pens; (b) automotive components (which in a now constitute about 70% of the PM market) such as piston rings, connecting rods, brake pads, gears, cams, and bushings; (c) tool steels, tungsten carbides, and cermets as tool and die materials; (d) graphite brushes impregnated with copper for electric motors; (e) magnetic materials; (f) metal filters and oil-impregnated bearings with controlled porosity; g) metal foams; (h) surgical implants, and (i) several others for aerospace, nuclear, and industrial applications. Advances in this technology now permit structural parts of aircraft, such as landing gear components, engine-mount supports, engine disks, impellers, and engine nacelle frames, to be made by PM.
50

Unit 5 Copyright © 2014. MDIS. All rights reserved.51
Powder Metallurgy Processhttp://www.autoinspectproject.eu/img/making_powder_metallurgy_parts.png

Unit 5 Copyright © 2014. MDIS. All rights reserved.52
Powder Metallurgy Processhttp://www.aubertduval.com/forging/powdered-metallurgy.html

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Cold Isostatic Pressing
• In cold isostatic pressing (CIP), the metal powder is placed in a flexible rubber mould typically made of neoprene rubber, urethane, polyvinyl chloride, or another elastomer. The assembly then is pressurized hydrostatically in a chamber, usually using water. The most common pressure is 400 MPa, although pressures of up to 1000 MPa may be used.
53
Unit 5 Copyright © 2014. MDIS. All rights reserved.
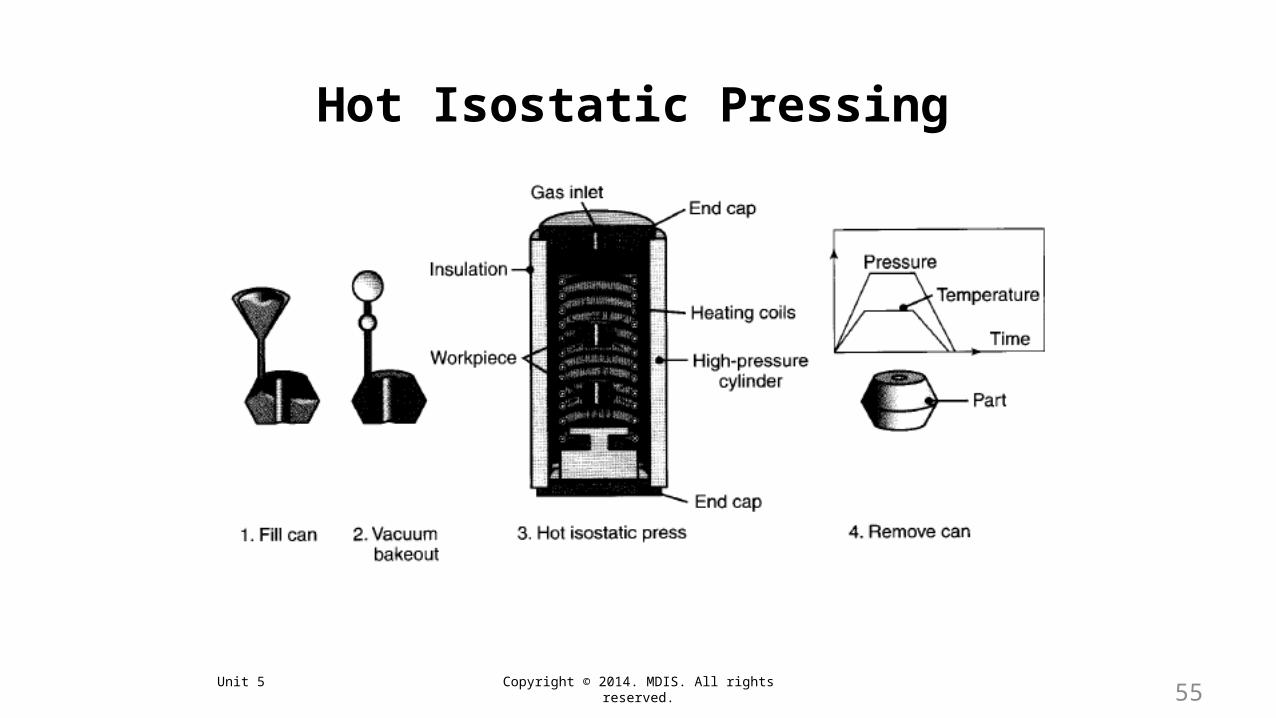
Hot Isostatic Pressing
• In hot isostatic pressing (HIP), the container generally is made of a high-melting-point sheet metal and the pressurizing medium is high-temperature inert gas or a vitreous (glass-like) fluid. Common conditions for HIP are pressures as high as 100 MPa-although they can be three times as high--and temperatures of 1200°C. The main advantage of HIP is its ability to produce compacts having almost 100% density, good metallurgical bonding of the particles, and good mechanical properties. Consequently, it has gained wide acceptance in making high-quality parts.
54
Unit 5 Copyright © 2014. MDIS. All rights reserved.55
Hot Isostatic Pressing

Unit 5 Copyright © 2014. MDIS. All rights reserved.
Sintering
• Sintering is the process whereby green compacts are heated in a controlled atmosphere furnace to a temperature below the melting point, but sufficiently high to allow bonding (fusion) of the individual particles. As we have seen, the green compact is brittle, and its green strength is low. The nature and strength of the bond between the particles and, hence, that of the sintered compact, depend on the complex mechanisms of diffusion, plastic flow, evaporation of volatile materials in the compact, recrystallization, grain growth, and pore shrinkage.
• The principal variables in sintering are temperature, time, and the furnace atmosphere. Sintering temperatures are generally within 70 to 90% of the melting point of the metal or alloy. Sintering times range from a minimum of about 10 minutes for iron and copper alloys to as much as 8 hours for tungsten and tantalum.
56

Unit 5 Copyright © 2014. MDIS. All rights reserved.
PM Benefits
• The process capabilities of powder metallurgy may be summarized as follows:• It is a technique for making parts from high-melting-point refractory metals and parts that may be
difficult or uneconomical to produce by other methods.• High production rates are possible on relatively complex parts using automated equipment and
requiring little labour.• Powder-metal processing offers good dimensional control and (in many instances) the elimination
of machining and finishing operations; in this way, it reduces scrap and waste and saves energy. • The availability of a wide range of compositions makes it possible to obtain special mechanical and
physical properties, such as stiffness, vibration damping, hardness, density, toughness, and specific electrical and magnetic properties.
• Some of the newer highly alloyed super alloys can be manufactured into parts only by PM processing.
• It offers the capability of impregnation and infiltration for specific applications.
57