Embed Size (px)
Citation preview

UNICARB@ ADHESION PROMOTERS for Plastic Applications
E. Rick Copeland Union Carbide Corporation
ABSTRACT
As applicators seek to reduce coating cost and achieve bettemoating performance for plastic substrates, there are many issues which need to be addressed. The most obvious, will the coating be able to adhere to the substrate?
Specifically, with the increasing demand for TPO substrates, the greatest need for the applicator is finding a cost effective product which promotes adhesion or acts as a tie- coat for the base coat and clear coat to the substrate. After adhering to the substrate, other major issues which exist are does the product meet regulatory standards and can the product be used with the existing plant equipment?
One possible approach to answering some of the concems is developing a means for lowering the VOC of solvent-bome adhesion promoters while maintaining sprayability and performance. Initial UNICARBO spray demonstrations and test results have proven satisfactory when tested for interior and exterior TPO automotive coating specifications.
While further testing is still necessary, UNICARBm adhesion promoters have thus far proven to be viable products for reducing VOCs as well as a cost effective alternative to achieving coating performance.
The Purpose of this paper is to outline the UNICARB@ technology and discuss the development of adhesion promoters for TPO.
Presented at the Society of Manufacturing Engineers September 14 - 15, 1994 Cincinnati, OH
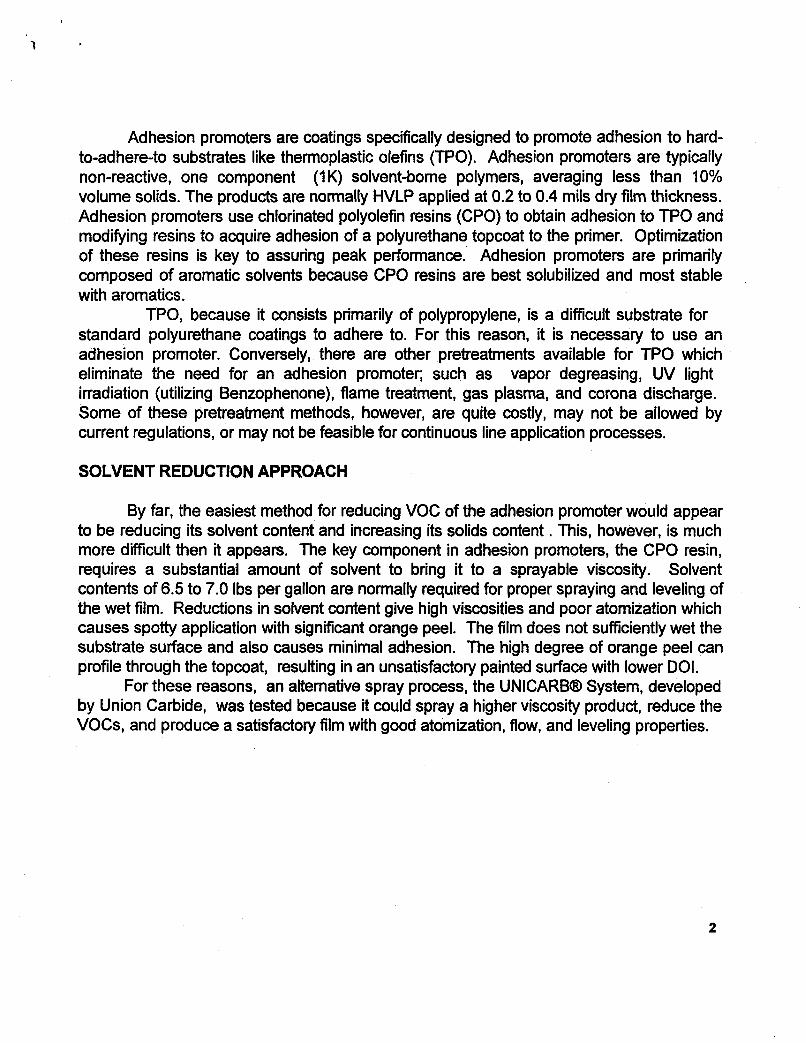
Adhesion promoters are coatings specifically designed to promote adhesion to hard- to-adhere-to substrates like thermoplastic olefins (TPO). Adhesion promoters are typically non-reactive, one component (1 K) solvent-borne polymers, averaging less than 10% volume solids. The products are normally HVLP applied at 0.2 to 0.4 mils dry film thickness. Adhesion promoters use chlorinated polyolefin resins (CPO) to obtain adhesion to TPO and modifying resins to acquire adhesion of a polyurethane topcoat to the primer. Optimization of these resins is key to assuring peak performance. Adhesion promoters are primarily composed of aromatic solvents because CPO resins are best solubilized and most stable with aromatics.
standard polyurethane coatings to adhere to. For this reason, it is necessary to use an adhesion promoter. Conversely, there are other pretreatments available for TPO which eliminate the need for an adhesion promoter; such as vapor degreasing, UV light irradiation (utilizing Benzophenone), flame treatment, gas plasma, and corona discharge. Some of these pretreatment methods, however, are quite costly, may not be allowed by current regulations, or may not be feasible for continuous line application processes.
TPO, because it consists primarily of polypropylene, is a difficult substrate for
SOLVENT REDUCTION APPROACH
By far, the easiest method for reducing VOC of the adhesion promoter would appear to be reducing its solvent content and increasing its solids content . This, however, is much more difficult then it appears. The key component in adhesion promoters, the CPO resin, requires a substantial amount of solvent to bring it to a sprayable viscosity. Solvent contents of 6.5 to 7.0 Ibs per gallon are normally required for proper spraying and leveling of the wet film. Reductions in solvent content give high viscosities and poor atomization which causes spotty application with significant orange peel. The film does not sufficiently wet the substrate surface and also causes minimal adhesion. The high degree of orange peel can profile through the topcoat, resulting in an unsatisfactory painted surface with lower DOI.
For these reasons, an altemative spray process, the UNICARB@ System, developed by Union Carbide, was tested because it could spray a higher viscosity product, reduce the VOCs, and produce a satisfactory film with good atomization, flow, and leveling properties.
2
THE SUPERCRITICAL FLUID SPRAY PROCESS
The SCF spray process, familiarly known as the UNICARRB System for Spray Coating, was introduced in 1990 as a new pollution prevention technology. Since then, the process has undergone considerable technical development and evaluation; as it has undergone development and implementation worldwide.
This process uses supercritical fluids, primarily supercritical carbon dioxide, to replace volatile organic solvents in conventional and high solids coating formulations.
SPRAY GENERATION AND CONDITIONS
The supercritical fluid spray process uses specifically designed spray equipment manufactured by the Nordson Corporation, of Amherst, OH. The supercritical pressures are well within the standard regime of current spray application systems, allowing the use of airless spray guns, spray nozzles, hoses, and pumps. The supercritical temperatures are well within the coating parameters of conventional heated paint systems. Because there is no need for exotic spray equipment, a wide selection of previously developed accessories for other paint systems and lines can be utilized.
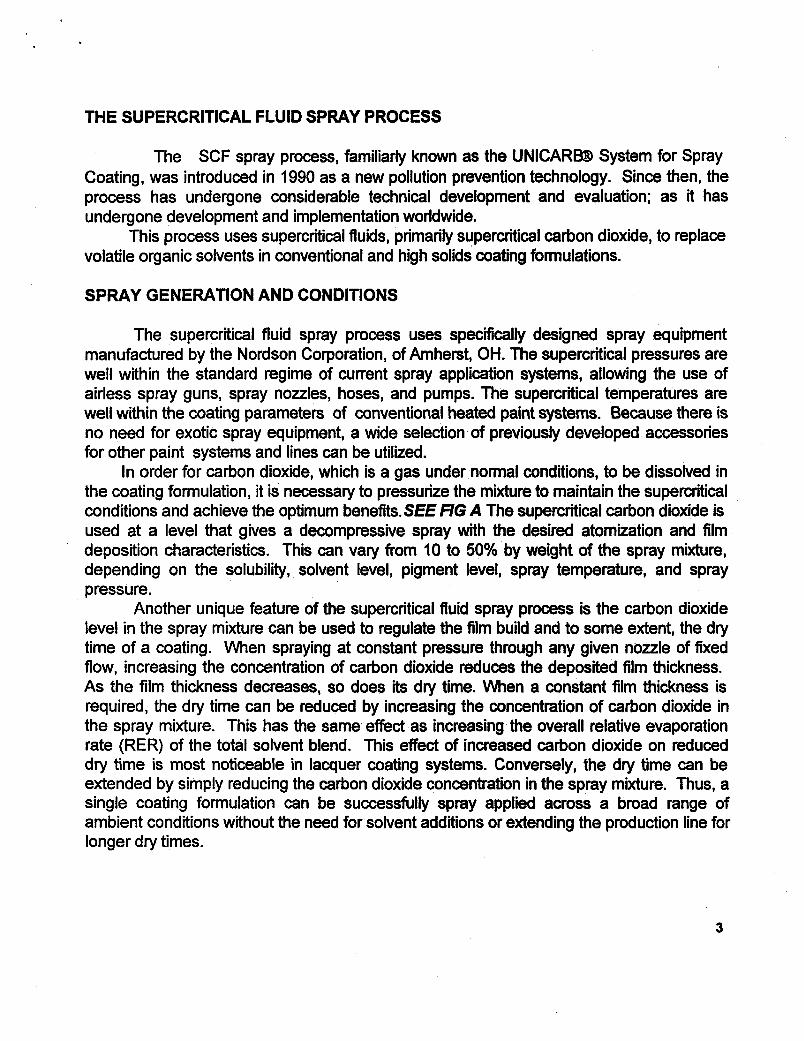
In order for carbon dioxide, which is a gas under normal conditions, to be dissolved in the coating formulation, it is necessary to pressurize the mixture to maintain the supercritical conditions and achieve the optimum benefits.S€€ FIG A The supercritical carbon dioxide is used at a level that gives a decompressive spray with the desired atomization and film deposition characteristics. This can vary from 10 to 50% by weight of the spray mixture, depending on the solubility, solvent level, pigment level, spray temperature, and spray pressure.
Another unique feature of the supercritical fluid spray process is the carbon dioxide level in the spray mixture can be used to regulate the film build and to some extent, the dry time of a coating. When spraying at constant pressure through any given nozzle of fixed flow, increasing the concentration of carbon dioxide reduces the deposited film thickness. As the film thickness decreases, so does its dry time. When a constant film thickness is required, the dry time can be reduced by increasing the concentration of carbon dioxide in the spray mixture. This has the same effect as increasing the overall relative evaporation rate (RER) of the total solvent blend. This effect of increased carbon dioxide on reduced dry time is most noticeable in lacquer coating systems. Conversely, the dry time can be extended by simply reducing the carbon dioxide concentration in the spray mixture. Thus, a single coating formulation can be successfully spray applied across a broad range of ambient conditions without the need for solvent additions or extending the production line for longer dry times.
3
SIMPLIFIED UNICARBO CONCEPT
FIGURE A
4
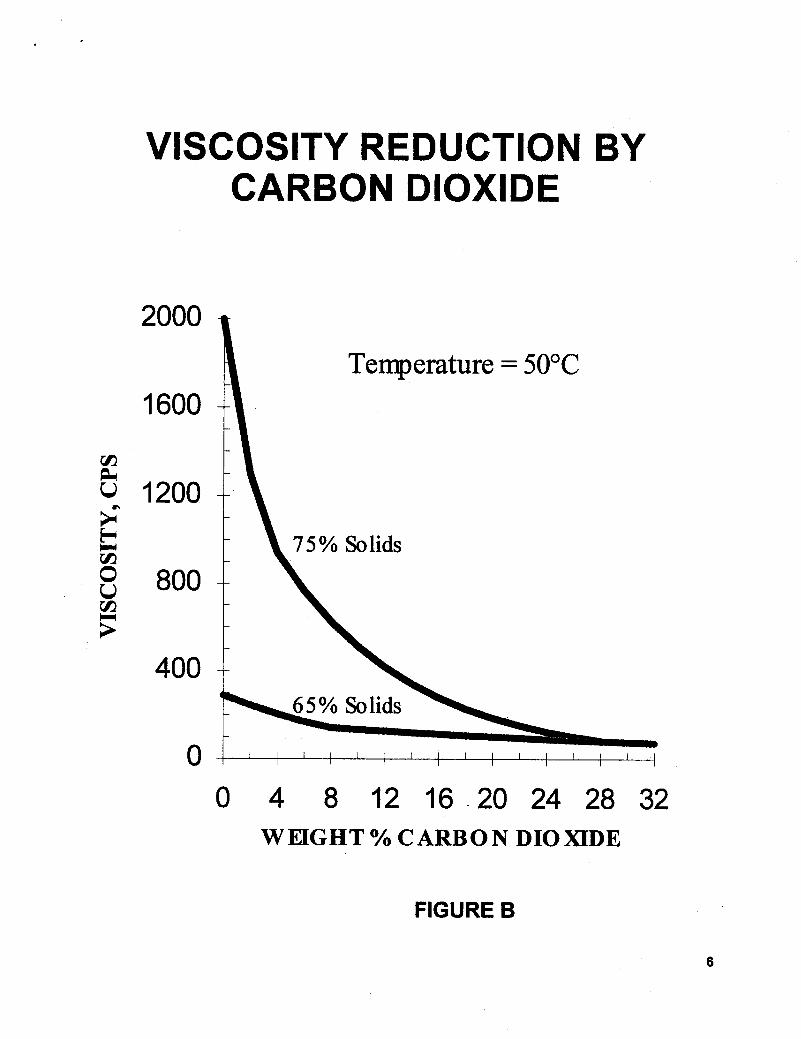
In order to make the carbon dioxide supercritical, and to offset the cooling which occurs as carbon dioxide diffuses from the solution as a free gas in the spray, the solution is heated. Because carbon dioxide solubility is inversely proportional to temperature, and viscosity is directly proportional to temperature, an optimum spray temperature can exist. The typical range is from 40 to 70 degrees Celsius (100 to 160 degrees Fahrenheit). The dissolved carbon dioxide usually reduces the spray viscosity to less that 50 centipoise.
The coating material usually has a formulated viscosity from 800 to 3000 centipoise, but materials with much higher viscosities have been successfully sprayed. As for the adhesion promoter, the material was sprayed at 20,000 centipose. The amount of viscosity reduction is a function of the polymer system, carbon dioxide concentration, temperature, pressure, and solubility. The viscosity reduction is important because it allows the spray solution to be readily atomized into fine droplets necessary to deposit a high quality, uniform coating film. SEE FIG B
SPRAY CHARACTERISTICS
Supercritical carbon dioxide functions both as a viscosity reducer and a generator of vigorous atomization. This vigorous atomization is produced by a new mechanism that remedies the defects of airless spraying and produces a high quality, uniform film. Conventional airless spray techniques are often characterized by coarse atomization and defective spray fans that limit their usefulness to the application of low- quality films. The conventional atomization mechanism employs a high pressure drop across the spray orifice to generate a high-velocity liquid film.
The film becomes unstable when the shear between the high velocity film and the surrounding air exceeds the surface tension and cohesive forces in the film. When the shear is high enough, the film disintegrates into a series of droplets. Because the surface tension and cohesive forces in the film are not completely overcome, the spray consists of nonuniform size droplets. The spray fan tends to contain jets which limit the ability to deposit a high quality, uniform film.
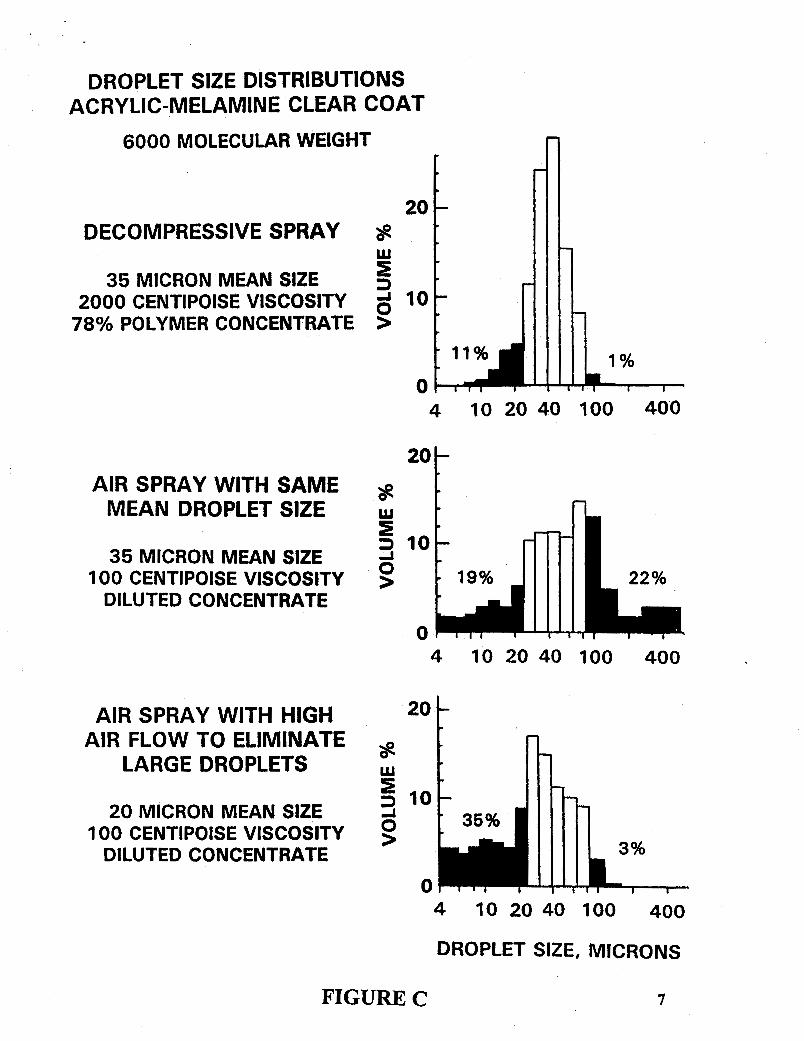
Even though the spray produced using carbon dioxide is airless in nature, it has all of the desirable traits of air spray, without high air volumes. A feathered spray, with the spatial uniformity of fine droplet sizes necessary for obtaining high quality films and high transfer efficiencies, is produced from the vigorous decompressive atomization provided by carbon dioxide. SEE FIGURE C
5
VISCOSITY REDUCTION BY CARBON DIOXIDE
2000
1600
1200
800
400
0
Temperature = 5OoC
So lids
I I I I I I I I I I I I I I I I
0 4 8 12 16 20 24 28 32 WEXGHT%CARBONDIOXIDE
FIGURE B
6
DROPLET SIZE DISTRIBUTIONS
6000 MOLECULAR WEIGHT
ACRYLIC-MELAMINE CLEAR COAT
i DECOMPRESSIVE SPRAY 8
35 MICRON MEAN SIZE 3 2000 CENTIPOISE VISCOSITY 6 10
78% POLYMER CONCENTRATE >
20 AIR SPRAY WITH SAME 8
MEAN DROPLET SIZE W
4 10 20 40 100 400
-
20 - AIR SPRAY WITH HIGH AIR FLOW TO ELIMINATE c
- LARGE DROPLETS w
20 MICRON MEAN SIZE 100 CENTIPOISE VISCOSITY
DILUTED CONCENTRATE
22%
100 400
m;% , 4 IO 20 40 100 400
DROPLET SIZE, MICRONS
FIGURE C 7
The vigorous decompressive atomization is believed to be produced when the dissolved supercritical carbon dioxide in the spray solution suddenly becomes exceedingly supersaturated as the spray exits the nozzle and undergoes a rapid and large pressure drop. The dissolved carbon dioxide is driven forcefully to the gaseous state. The rapid gasification of the carbon dioxide overwhelms the surface tension and cohesive forces of the spray solution before a liquid film can form at the nozzle. By disrupting the formation of the liquid film, the defects of the airless film are avoided. Because the fan is no longer constrained by the surface tension and cohesive forces of the airless fan, a wider fan is generated at the nozzle exit. This permits the formation of a rounded parabolic- shaped spray fan with high uniformity of droplet sizes.
The fan is characterized by tapered edges similar to those ofconventional air spray fans. The tapered edges permit the coating material to be deposited uniformly in a wide central region, with progressively less coating deposited towards the edges of the fan. This is particularly desirable when there is a need to overlap adjacent layers of sprayed coating to produce a uniform film thickness. More importantly, by further optimizing the adhesion promoter, it could also be applied electrostatically to fully utilize the parabolic spray and wrap the part for a more tailored application. The fan widths of the spray are regulated by nozzle selection, as is done with conventional airless spray.
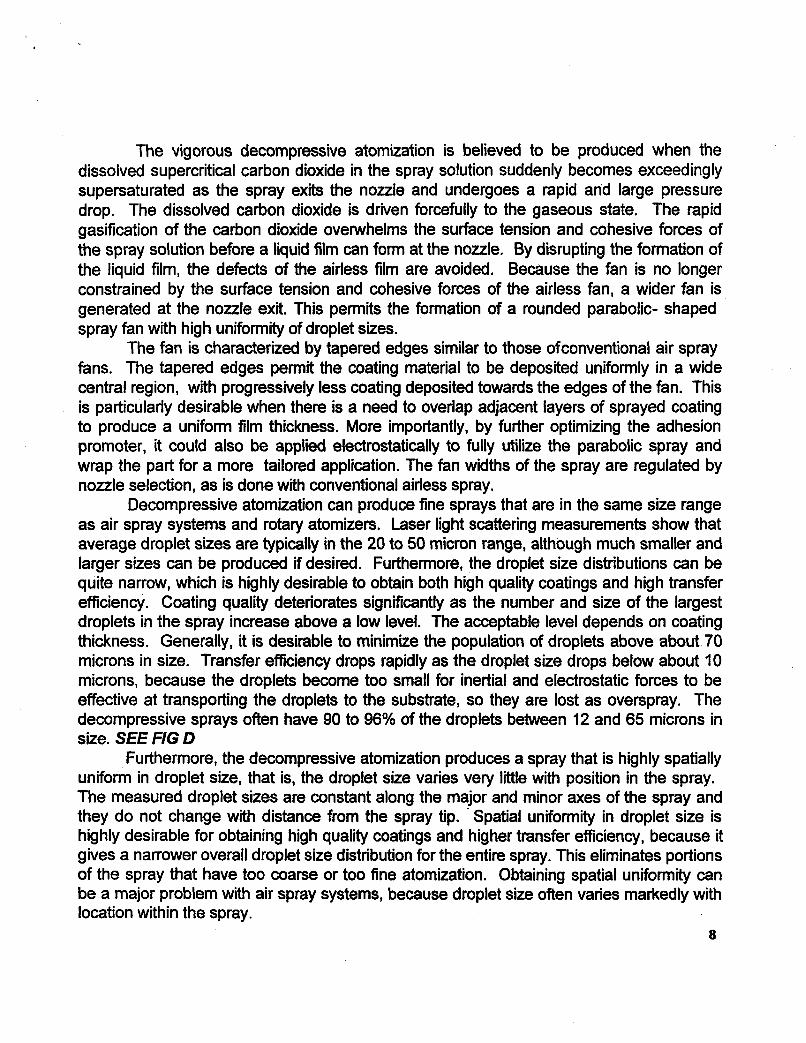
Decompressive atomization can produce fine sprays that are in the same size range as air spray systems and rotary atomizers. Laser light scattering measurements show that average droplet sizes are typically in the 20 to 50 micron range, although much smaller and larger sizes can be produced if desired. Furthermore, the droplet size distributions can be quite narrow, which is highly desirable to obtain both high quality coatings and high transfer efficiency. Coating quality deteriorates significantly as the number and size of the largest droplets in the spray increase above a low level. The acceptable level depends on coating thickness. Generally, it is desirable to minimize the population of droplets above about 70 microns in size. Transfer efficiency drops rapidly as the droplet size drops below about 10 microns, because the droplets become too small for inertial and electrostatic forces to be effective at transporting the droplets to the substrate, so they are lost as overspray. The decompressive sprays often have 90 to 96% of the droplets between 12 and 65 microns in size. SEE FIG D
Furthermore, the decompressive atomization produces a spray that is highly spatially uniform in droplet size, that is, the droplet size varies very little with position in the spray. The measured droplet sizes are constant along the major and minor axes of the spray and they do not change with distance from the spray tip. Spatial uniformity in droplet size is highly desirable for obtaining high quality coatings and higher transfer efficiency, because it gives a narrower overall droplet size distribution for the entire spray. This eliminates portions of the spray that have too coarse or too fine atomization. Obtaining spatial uniformity can be a major problem with air spray systems, because droplet size often varies markedly with location within the spray.
8
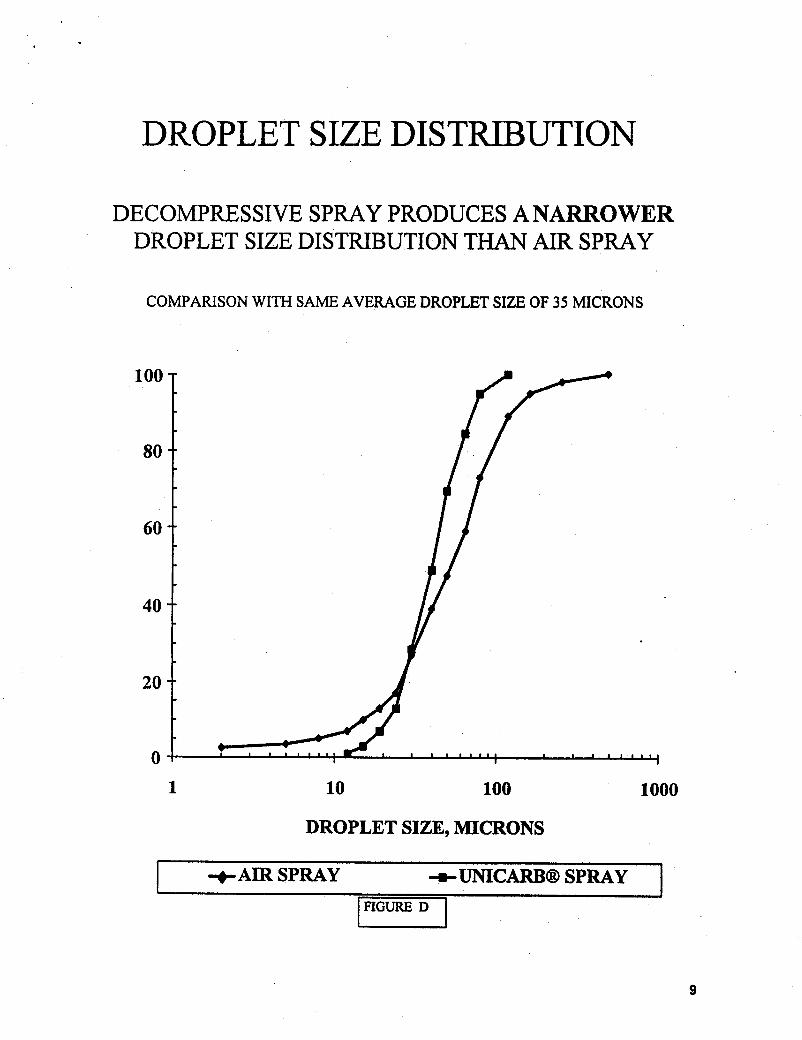
DROPLET SIZE DISTRIBUTION
DECOMPRESSIVE SPRAY PRODUCES ANARROWER DROPLET SIZE DISTRIBUTION THAN AIR SPRAY
COMPARISON WITH SAME AVERAGE DROPLET SIZE OF 35 MICRONS
100
80
60
40
20
1 10 100
DROPLET SIZE, MICRONS
1000
+AIR SPRAY +uNICARB@ SPRAY ~~~
9
TRANSFER EFFICIENCY
For an applicator to achieve the full benefits of product performance, application cost savings, and VOC reduction, initial results show the UNICARBB adhesion promoter meeting these objectives. The material utilization of the UNICARBO adhesion promoter was much better than the conventionally applied HVLP adhesion promoter. In fact, in order for any higher solids application to achieve the same solids usages at lower solids, the transfer efficiency needs to increase in the same proportion as the solids level. Both independent laboratory testing and commercial production performance measurements have demonstrated that the SCF spray process can provide improved coating appearance and performance without sacrificing material utilization.
Moreover, when comparing a conventional adhesion promoter at7% volume solids to the UNlCARBa adhesion promoter at 20% volume solids, there are sharp contrasts in the two.
PERFORMANCE TEST RESULTS
The optimized coating formulation for the supercritical fluid spray process was approximately 20% volume solids. The UNICARBB adhesion promoter was successfully applied at 5.8 Ibs/gal VOC, almost 1 Ib less than the conventional adhesion promoter. Based on the a.-this would be an emission reduction of 77%. Other benefits to the applicator would be less sagging, reduced orange peel and eliminating expensive incineration equipment.
A variety of tests were performed on both compounded and reactor grade TPO plaques prepared as illustrated below in FIGURE E. The polyurethane basecoats and clearcoats were applied using standard conventional air atomized spray. Painted plaques were tested after a 72 hour ambient air postcure. All testing passed as illustrated in FIGURE F.
. .
FIGURE E
STEPS UTILIZED FOR TPO PLAQUE PREPARATION AND COATINGS APPLICATION
No pretreatment or powerwash, air blow off only Application of adhesion promoter 2 to 3 minute ambient air flash 30 minute bake @ 250°F 10 minute cooldown Application of polyurethane basecoat 5 minute ambient air flash Application of polyurethane clearcoat 10 minute ambient air flash 30 minute bake @ 180°F
10
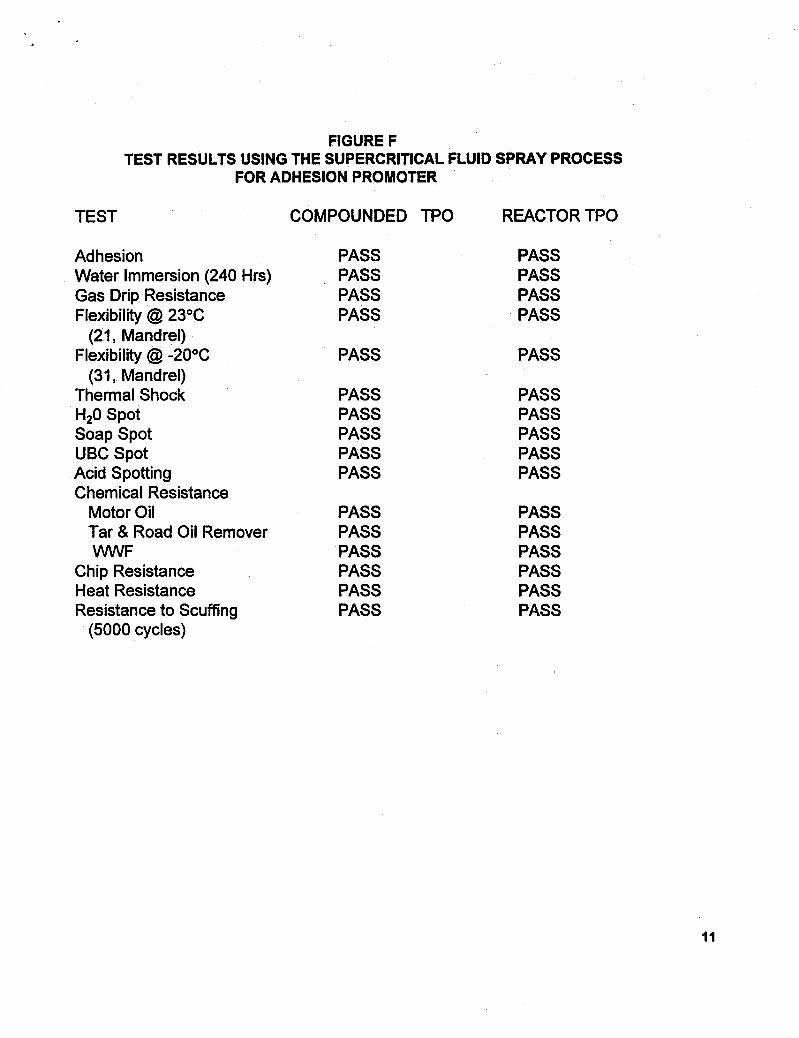
FIGURE F TEST RESULTS USING THE SUPERCRITICAL FLUID SPRAY PROCESS
FOR ADHESION PROMOTER
TEST COMPOUNDED TPO REACTOR TPO
Adhesion Water Immersion (240 Hrs) Gas Drip Resistance Flexibility @ 23°C
(21, Mandrel) Flexibility @ -20°C
(31, Mandrel) Thermal Shock
Soap Spot UBC Spot Acid Spotting Chemical Resistance
Motor Oil Tar & Road Oil Remover WWF
H20 Spot
Chip Resistance Heat Resistance Resistance to Scuffing
(5000 cycles)
PASS PASS PASS PASS
PASS
PASS PASS PASS PASS PASS
PASS PASS PASS PASS PASS PASS
PASS PASS PASS PASS
PASS
PASS PASS PASS PASS PASS
PASS PASS PASS PASS PASS PASS
11
CONCLUSION
Thus far, test results show that the supercritical fluid spray process can be used to reduce the VOC of a solvent borne adhesion promoter without affecting adhesion performance on TPO plaques and bumpers in both laboratory and production settings.
SUMMARY In order to meet the performance criteria and regulatory statutes for adhesion
promoters for plastic substrates, the UNICARB@ System is proving to be a very effective solution for achieving these goals.
As the industry continues to strive for higher film build, zero enissions, and more cost effective means for applying coatings, so must our ideas and paradigms change to meet these challenges. The UNICARBa System is one successful approach to accomplishing these goals.
ACKNOWLEDGMENTS
Special thanks to the following persons for their work and efforts.
RED SPOT PAINT AND VARNISH COMPANY, INC.
MR. JOHN CLIFFORD MR. MICHAEL NIEHAUS MR. RUSSELL PIERCE MR. JOHN SCHENK MS. KELLEY SNEED
UNION CARBIDE CORPORATION
MR. RICHARD BAILEY DR. DAVID BUSBY DR. C. STEPHEN LEE DR. KENNETH NIELSEN MR. WAYNE MILLER
12
REFERENCES
(1) Nielsen, K. A., et ai. "Supercritical Fluid Spray Application Technology: A Pollution Prevention Technology for the Future". Joumal of Oil & Color Chemists Association 74 (1 0): 362-368 (October 1991).
(2) Nielsen, K. A., et al. "A New Atomization Mechanism for Airless Spraying: The Supercritical Fluid Spray Process". Pages 367-374 in Semejian, H. G. Proceedings of the Fiffh lntemational Conference on Liquid Atomization and Spray Systems. NlST Special Publication 813, Gaithersburg, MD (July 1991).
(3) Nielsen, K. A., et al. "Spray Application of Low-VOC Coatings Using Supercritical Fluids". Sociefy of Automotive Engineers 799 7 Transactions, Joumal of Materials 8, Manufacturing 100 (5): 9-1 6 (1 992).
(4) Nielsen, K. A., et ai. "Supercritical Fluid Spray Coating: Technical Development of a New Pollution Prevention Technology". Pages 173-193 in Storey, R. F. and Thames, S. F. Proceedings of the Twentieth Water-Bome, Higher-Solids, and Powder Coatings Symposium, New Orleans (February 1993).
(5) Nielsen, K. A., et ai. 'Technical Development of the Supercritical Fluid Spray Process for the Application of Coatings". Pages 337-355 in Pmceedings of the Third Annual ESD Advanced Coatings Technology Conference, Dearbom, MI (November 1993).
(6) Colwell, J. D., et al. "Influence of Temperature on the Structure of Supercritical Fluid Coating Sprays". Pages 39-43 in Proceedings of the Sixth Annual Confemnce on Liquid Atomization and Spray Systems, Worcester, MA (May 1993).
(7) Argyropoulos, J. N., et ai. "Polymer Chemistry and Phase Relationships of Supercritical Fluid Sprayed Coatings". Pages 765-785 in Storey, R. F. and Thames, S. F. Proceedings of the Twenty-First Wafed~ome, Higher-Solids, and Powder Coatings Symposium, New Orleans (February 1994).
(8) Pierce, R. S., et ai. "VOC Compliant Approaches to TPO Adhesion Promoters for Exterior Coatings Applications". Paper No. 940860, Proceedings of the Society of Automotive Engineers (SA€) 7 994 lntemational Congress, Detroit; SAE Technical Paper Series, Warrendale, PA (February 1994).
(9) Senser, D. W., et al. "A Comparison Between the Structure of Supercritical Fluid and Conventional Air Paint Sprays". Proceedings of the Seventh Annual Conference on Liquid Atomization and Spray Systems, Bellevue, WA, (May 1994).
13