Embed Size (px)
Citation preview

Chuck Munro
Dan Vidusek
Understanding Spray Technology to Optimize
Sulfur Burning Presenters:

• 75 year nozzle engineering & manufacturing company
• Leader in spray technology • Manufacturing facilities in 9 countries • Global sales and support • More than just nozzles:
• headers • injectors • spray controls • spray research & testing
About Spraying Systems Co.

It always starts with the nozzle • Provides a specific volume of fluid at a
specified pressure drop • Converts fluid into a predictable drop size
spectrum with a specific spray coverage • The nozzle is the heart of the process –
a small component that greatly affects system performance

Hydraulic Atomizer Types
Flat Spray
Hollow Cone
Full Cone

Hollow Cone Spray
• Spray is formed within the nozzle by an inlet that is tangential to a whirl chamber
• The resulting whirling liquid forms a hollow cone as it leaves the orifice
• Large free passages for good clog resistance

Sulfur Burning Nozzle
• 1/2BA-309SS70 —Hollow cone spray pattern —Small to medium sized
droplets —Large, unobstructed flow
passages to minimize clogging
—Relatively low cost to operate

LIQUID
GAS
Air Caps
• Gas and liquid are mixed in an internal chamber; spray exits orifice in a flat or round spray pattern
• General nozzle characteristics: — Smallest drop size — Narrow drop size spectrum — Sensitive to changes in operating pressures — Large free passage — Relatively high resistance to clogging
Dual Fluid – Air Atomizing

High Volume Dual Fluid Nozzle
Stage One: Gas and Liquid converge at the annulus allowing high velocity air to shear the liquid column.
Stage Two: Focused stream impacts the target bolt forcing additional mechanical break-up.
Stage Three: Gas cap acts as a final mixing chamber. Pressure drop across orifices provides final atomization.

Common factors affecting molten sulfur atomization
• Plugged Nozzles • Spray Atomization
—Sulfur Carryover • Turndown • Gun Design
—Sulfur temperature consistency —Steam migration into sulfur line

Nozzle Pluggage
• “Carsul” or other contaminants in the molten sulfur can buildup and plug nozzle orifices. These unwanted particles can be of different sizes, so maximizing the free passage for a particular type of nozzle is critical.
• Particulates can harden at the exit orifice from residuals during low flow or shut-down procedures.

Spray Atomization • Atomization is ‘Key’ to successful and proper combustion.
• If the molten sulfur droplets are too large, they do not
vaporize in time and can carry over and cause problems downstream.
• It is important to have the sprayed droplet sized correctly so that the burner is run most efficiently.
• Computational Fluid Dynamics (CFD) is an excellent tool to model optimum droplet size.

Turndown
• A large turndown of the nozzle(s) flow rate is required for startup and low production times and also to accommodate peak production.
• Can be achieved by: —Adding or removing guns —Adjusting operating pressure of the guns / nozzles
• Greater Turndown AND producing smaller droplets can be
achieved with two-fluid nozzles.

Gun Design • Allow for thermal expansion and to withstand temperature
loading without bending.
• Steam recirculation for tight control of molten sulfur temperature and associated physical properties
• Design criteria should stipulate that proper testing and validation is performed and welders are properly trained.
• Critical that each pathway (molten sulfur, atomizing
medium, jacketing steam) are isolated from each other.

Injector Design Hydraulic Sulfur Gun
Sulfur-Burning Injector 53686-001

Injector Design Two-Fluid Sulfur Gun

Increase in Surface Area
100 µm
Mass transfer is proportional to the droplet surface area!
150 µm 200 µm 250 µm 300 µm 400 µm 500 µm
2012 P&P: Crude/Vacuum Distillation & Coking

Atomization Mechanics
• Primary Break-up —Conical Sheet

Atomization Mechanics
• Secondary Break-up —Droplet Break-up
Source: University of Darmstadt, Germany
Series of photos showing “bag break-up” of a liquid drop ( Courtesy: Laurence Livermore National Laboratories, USA)

Are all nozzles created equal?

Furnace CFD Set-up
Top View
Side View
Main Inlet • Air • Q = 308,000 Nm3/hr • ṁ = 113.9 kg/s • T = 122ºC • Poperating = 11 barg
Outlet Tout ~ 1160ºC
Injections • (6x) 53686-001 injectors with 1/2BA-
309SS70 WhirlJet® nozzle • Liquid sulfur • Qtotal = 29 m3/hr • ṁtotal = 14.6 kg/s (2.4 kg/s per nozzle) • T = 132ºC
Secondary Inlets • Air • ṁtotal = 1 kg/s • T = 122ºC

Temperature Profiles Temperature (°C)
2000 1075 150
T OUT = 1434 (°C)
Injection Planes

Species Content (Sulfur) Mass Fraction Sulfur
.063 .032 .000 Sulfur Combustion Prior
to Baffle Wall
Full Combustion Prior to Outlet

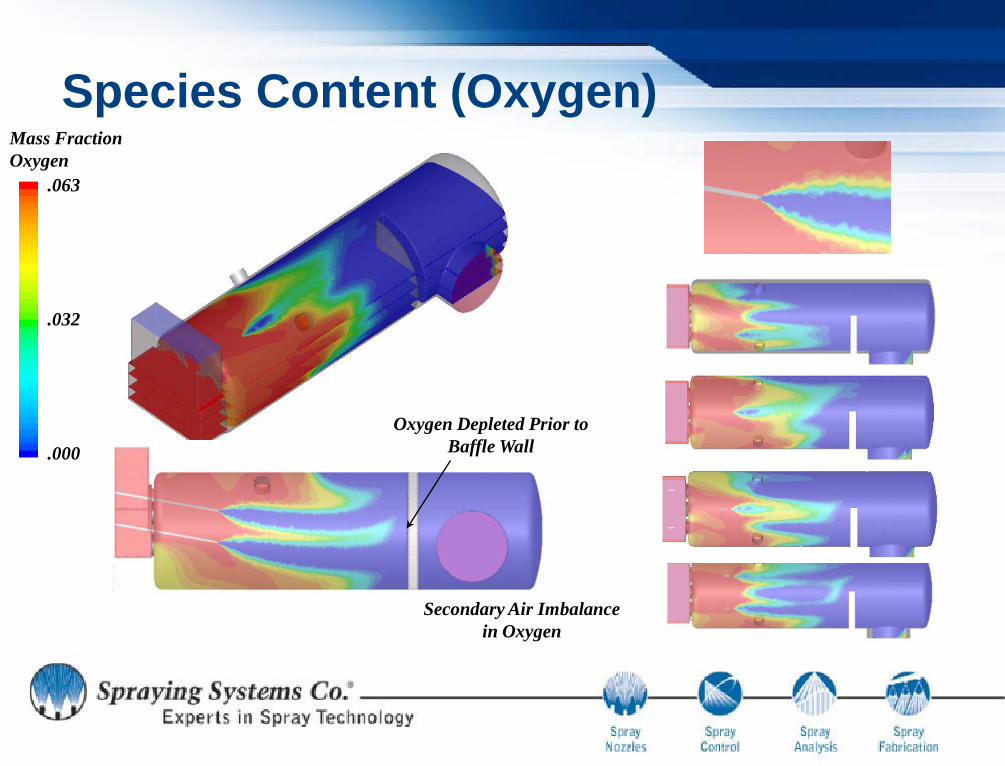
Species Content (Oxygen) Mass Fraction Oxygen
.063 .032 .000
Oxygen Depleted Prior to Baffle Wall

Spray Visualization

Furnace CFD with FloMax nozzles
Injection Parameters Liquid: Molten Sulfur
Per nozzle units Flomax® FM5A
Liquid Flow Rate lpm 80.5
Liquid Mass Flow Rate kg/s 2.44
Liquid Temperature °C 132
Droplet Velocity m/s 35
Spray Angle ° 55
DV0.01 - Minimum μm 11
DV0.50 - Average μm 66
DV0.99 - Maximum μm 144
N (RR spread parameter) - 2.4
2.5 m

Temperature profile Temperature (°C)
2000 1075 150
T OUT = 1547 (°C)

Species Content (Sulfur) Mass Fraction Sulfur
.063 .032 .000 Sulfur combustion not
complete prior to baffle wall
Full Combustion Prior to Outlet
Species Content (Oxygen) Mass Fraction Oxygen
.063 .032 .000
Oxygen Depleted Prior to Baffle Wall
Secondary Air Imbalance in Oxygen

Spray Visualization

CFD Conclusions Velocity • Good alignment with velocity
contours of inlet air - Hydraulic
• Poor alignment with velocity contours of inlet air - Hydraulic
Wall Impingement • Impingement with base of
combustion chamber - Hydraulic
• No impingement with base of combustion chamber – Dual Fluid
In Summary… • Begin with the end in mind!
• Nozzle wear affects spray droplet performance.
• Think in terms of drop size requirements.
• Use CFD when many factors influence the spray.
• Contact Spraying Systems Co. early to help solve your spray application.

Thank You!