Embed Size (px)
Citation preview
VI CAIQ 2010
AAIQ Asociación Argentina de Ingenieros Químicos
UN NUEVO SISTEMA DE TRANSPORTE PARA GLIFOSATO
TÉCNICO
Ana Julia Fontanazza, Ingeniera de procesos y Manufacturing Representative para este
proyecto, Planta de Herbicidas Sólidos.
Andrés Kipen, Ingeniero Proyecto, TSD
Monsanto Argentina S.A.I.C.
Ruta Prov. N° 6 (Ex ruta Nac N° 12) km. 83,1
2800 - Zárate - Argentina
E-mail: [email protected],
Resumen. El proceso de obtención de los herbicidas sólidos en planta
Zárate de Monsanto requiere elevar el glifosato técnico, recibido en
bolsones de 1200 kg, a una altura aproximada de 25 mts. Se planteó el
desafío de implementar un sistema de transporte que supere al existente
sistema de aparejos, tanto en seguridad como confiabilidad. Luego de
evaluar y comparar distintas tecnologías se decidió realizar una prueba
exhaustiva con transporte a cadena tipo “bulck conveyor”. Se trata de un
transporte en base a cadena y paletas de impulsión dentro de un ducto de
forma rectangular. Esta tecnología está ampliamente difundida en materiales
como semillas, producción aceitera, pellets de madera. Sin embargo no se
consiguieron registros de su uso para transporte del material requerido,
glifosato técnico. El diseño final es un transporte tipo “Z” con ángulo de
elevación de 70° y 40° para la descarga, con alimentación desde
descargadores de bolsones vibratorios y dosificación vibratoria al transporte
por cadena.
Palabras clave: Transporte, Glifosato Técnico, Redler, bulck conveyor

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
1. Antecedentes
En la planta Zárate de Monsanto argentina se elabora, entre otros productos,
herbicida sólido a base de glifosato. La unidad que lo produce recibe como insumo el
glifosato técnico o wet cake en bolsones de 1200 kg.
Si bien Monsanto cuenta con dos plantas para este producto, los layouts son distintos
por razones históricas y de suministro de materia prima. Por tanto esta situación no tiene
un antecedente corporativo directo.
1.1. Características de la Instalación
El proceso se ha implementado alrededor de una estructura tipo torre, que recibe las
materias primas en su parte superior y termina entregando el producto terminado a nivel
suelo. En el caso particular de Zárate, el glifosato técnico se recibe en bolsones a nivel
piso. Por tanto se requiere su elevación hasta una altura de aproximadamente 25 metros
previo a su utilización.
El diseño de la planta fue realizado para una capacidad de producción menor al 50%
de la capacidad actual. La solución adoptada en ese momento (aparejos) ha presentado
históricamente una serie de inconvenientes, agravados por el mayor nivel de
producción. Los tiempos de intervención requeridos en los aparejos, los inconvenientes
que estos presentan, el lugar de almacenamiento superior sub dimensionado para las
actuales tasas de producción pueden citarse como algunas de las causas que iniciaron el
proceso de búsqueda de un sistema alternativo de elevación de glifosato técnico.
1.2. Características del Producto a Transportar
El producto a elevar es, como mencionáramos antes, glifosato técnico. No es un
producto para el que exista una larga y conocida experiencia en lo que a transporte se
refiere. Al ser relativamente nuevo, no se cuenta con el mismo background técnico
comercial que existe para productos como harinas, cemento o chips de madera.
Podemos caracterizar este producto de la siguiente manera
• Densidad aparente 0,56tn/m3
• Ligeramente corrosivo (AISI 316L preferido como material)
• Ligeramente abrasivo
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
• En descargas, tiende a formar puente
• En descargas, tiende a formar rat hole
2. Alternativas Evaluadas
La imposibilidad de cambiar la escala del sistema existente para compensar la mayor
producción, y la ausencia de instalaciones con problemática similar a nivel corporativo
nos impulsaron a buscar otras alternativas. Se realizaron estudios y análisis
preliminares, teniendo en cuenta las experiencias adquiridas a nivel corporativo e
informes realizados conjuntamente con proveedores.
A partir de dichos análisis, las siguientes alternativas fueron estudiadas en mayor
detalle con el fin de seleccionar la apropiada.
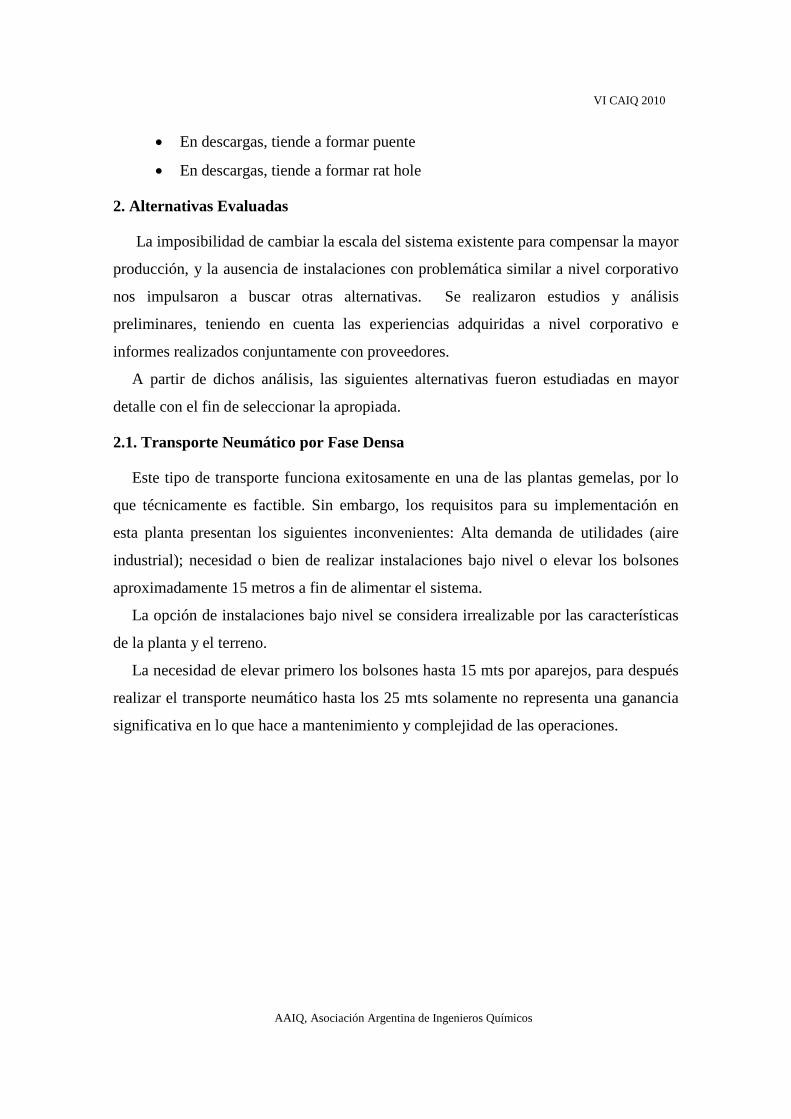
2.1. Transporte Neumático por Fase Densa
Este tipo de transporte funciona exitosamente en una de las plantas gemelas, por lo
que técnicamente es factible. Sin embargo, los requisitos para su implementación en
esta planta presentan los siguientes inconvenientes: Alta demanda de utilidades (aire
industrial); necesidad o bien de realizar instalaciones bajo nivel o elevar los bolsones
aproximadamente 15 metros a fin de alimentar el sistema.
La opción de instalaciones bajo nivel se considera irrealizable por las características
de la planta y el terreno.
La necesidad de elevar primero los bolsones hasta 15 mts por aparejos, para después
realizar el transporte neumático hasta los 25 mts solamente no representa una ganancia
significativa en lo que hace a mantenimiento y complejidad de las operaciones.
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Fig. 1. Esquema de instalación para fase densa.
2.2. Transporte a Cangilones
Este tipo de transporte es adecuado para la producción requerida y el layout posible
es interesante. Sin embargo el glifosato técnico, por su adherencia y tendencia a formar
puentes, no descarga fácilmente. Las experiencias realizadas a nivel corporativo
recomiendan evitar el uso de este tipo de transporte para este material.
2.3. Transporte Tipo Drag Conveyor de Sección Circular (Tubular Drag
Conveyor)
La combinación entre esta probada tecnología y nuestro glifosato técnico ha sido
evaluada en más de una oportunidad. En lo que hace al transporte en sí, la tecnología es
excelente para el producto. Para la producción requerida, y el layout deseado, el
dimensionamiento del tubo esta dentro de la producción normal.
Una de las características más interesantes de este transporte es la posibilidad que
brinda de optimizar el layout debido a la facilidad de realizar curvas en cualquier
sentido.
Nuevamente los problemas aparecen tanto en la carga como en la descarga de
glifosato hacia y desde el transporte. La presencia de la cadena central y las
características de descarga del material resultan en inconvenientes para los tamaños de
tubo disponibles.
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
De ensayos preliminares, el tamaño de tubo requerido para hacer el funcionamiento
viable excede las posibilidades de fabricación, además de minimizar sus ventajas de
layout.
Fig. 2. Esquema de transporte tubular (tomado de http://www.hapman.com/products/tubular-
drag-conveyor.html).
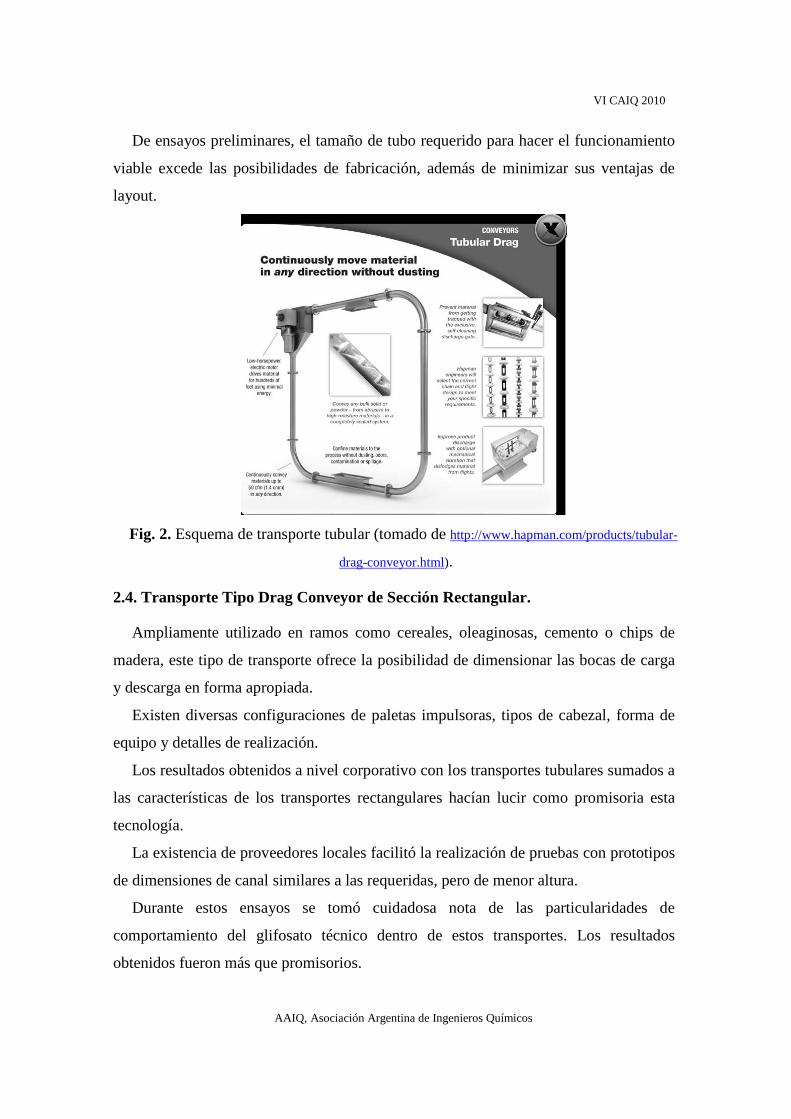
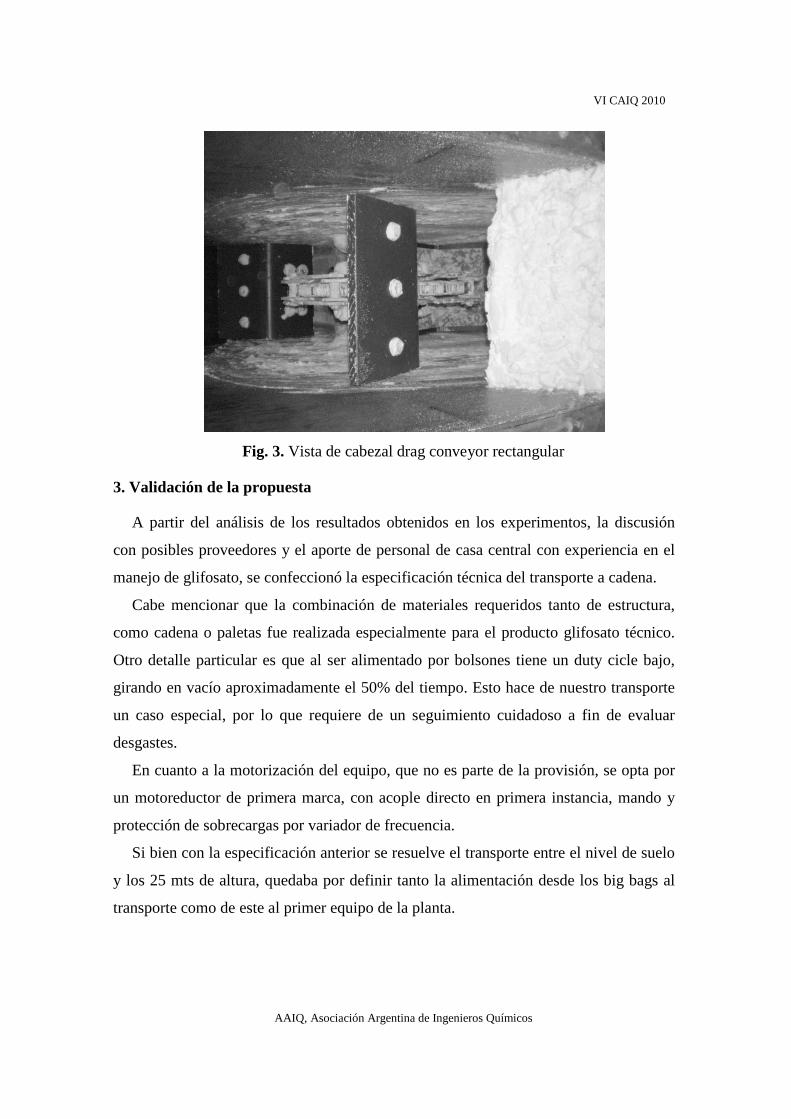
2.4. Transporte Tipo Drag Conveyor de Sección Rectangular.
Ampliamente utilizado en ramos como cereales, oleaginosas, cemento o chips de
madera, este tipo de transporte ofrece la posibilidad de dimensionar las bocas de carga
y descarga en forma apropiada.
Existen diversas configuraciones de paletas impulsoras, tipos de cabezal, forma de
equipo y detalles de realización.
Los resultados obtenidos a nivel corporativo con los transportes tubulares sumados a
las características de los transportes rectangulares hacían lucir como promisoria esta
tecnología.
La existencia de proveedores locales facilitó la realización de pruebas con prototipos
de dimensiones de canal similares a las requeridas, pero de menor altura.
Durante estos ensayos se tomó cuidadosa nota de las particularidades de
comportamiento del glifosato técnico dentro de estos transportes. Los resultados
obtenidos fueron más que promisorios.
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Fig. 3. Vista de cabezal drag conveyor rectangular
3. Validación de la propuesta
A partir del análisis de los resultados obtenidos en los experimentos, la discusión
con posibles proveedores y el aporte de personal de casa central con experiencia en el
manejo de glifosato, se confeccionó la especificación técnica del transporte a cadena.
Cabe mencionar que la combinación de materiales requeridos tanto de estructura,
como cadena o paletas fue realizada especialmente para el producto glifosato técnico.
Otro detalle particular es que al ser alimentado por bolsones tiene un duty cicle bajo,
girando en vacío aproximadamente el 50% del tiempo. Esto hace de nuestro transporte
un caso especial, por lo que requiere de un seguimiento cuidadoso a fin de evaluar
desgastes.
En cuanto a la motorización del equipo, que no es parte de la provisión, se opta por
un motoreductor de primera marca, con acople directo en primera instancia, mando y
protección de sobrecargas por variador de frecuencia.
Si bien con la especificación anterior se resuelve el transporte entre el nivel de suelo
y los 25 mts de altura, quedaba por definir tanto la alimentación desde los big bags al
transporte como de este al primer equipo de la planta.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
3.1. Del Big Bag al Transporte por Cadena.
Existen muchos tipos y características de descargadores de Big Bags disponibles en
el mercado. Como requisitos especiales, pero que no salen de lo común, se solicitó
AISI 316L en contacto con el producto y un sistema de descarga que evitara la
formación tanto de puentes como de canales de aire entre la boca de salida y la parte
superior (“rat holes”). La carga y descarga de bolsones se realiza con autoelevadores.
El mayor desafío es la dosificación del producto al transporte por cadena. Dado que
el transporte por cadena es básicamente volumétrico se requiere una dosificación a fin
de evitar su sobrecarga tanto sea puntual (tramo muy lleno) como general (límite de
carga tolerado). Dado el dimensionamiento adoptado para facilitar la descarga, el único
punto a tener en cuenta es la sobrecarga puntual, es decir evitar que el equipo tenga
tramos de cadenas sobre cargados. La solución usual para estos requerimientos es una
rosca dosificadora, que permite alimentar el equipo a una tasa volumétrica fácilmente
controlable.
Lamentablemente el glifosato técnico no tiene un buen comportamiento con las
roscas dosificadores, y los requisitos para obtener un funcionamiento aceptable son lo
suficientemente costosos como para justificar una solución alternativa. Se optó por un
canal vibrante, con requisitos de regulación, sección y materiales tales de permitir el
ajuste de la dosificación.
Si bien el ajuste de esta solución no es tan preciso como la rosca, la precisión
requerida puede alcanzarse fácilmente con la ventaja adicional de que el equipo es más
sencillo y de menor mantenimiento.
3.2. Del Transporte por Cadena al Proceso.
Una de las limitantes del tipo de transporte escogido es que, visto de arriba, debe
mantenerse en una línea recta. Asimismo el ángulo de subida y de descarga surge de un
trade-off entre minimizar el área ocupada, los requerimientos de potencia y el desgaste
del equipo.
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
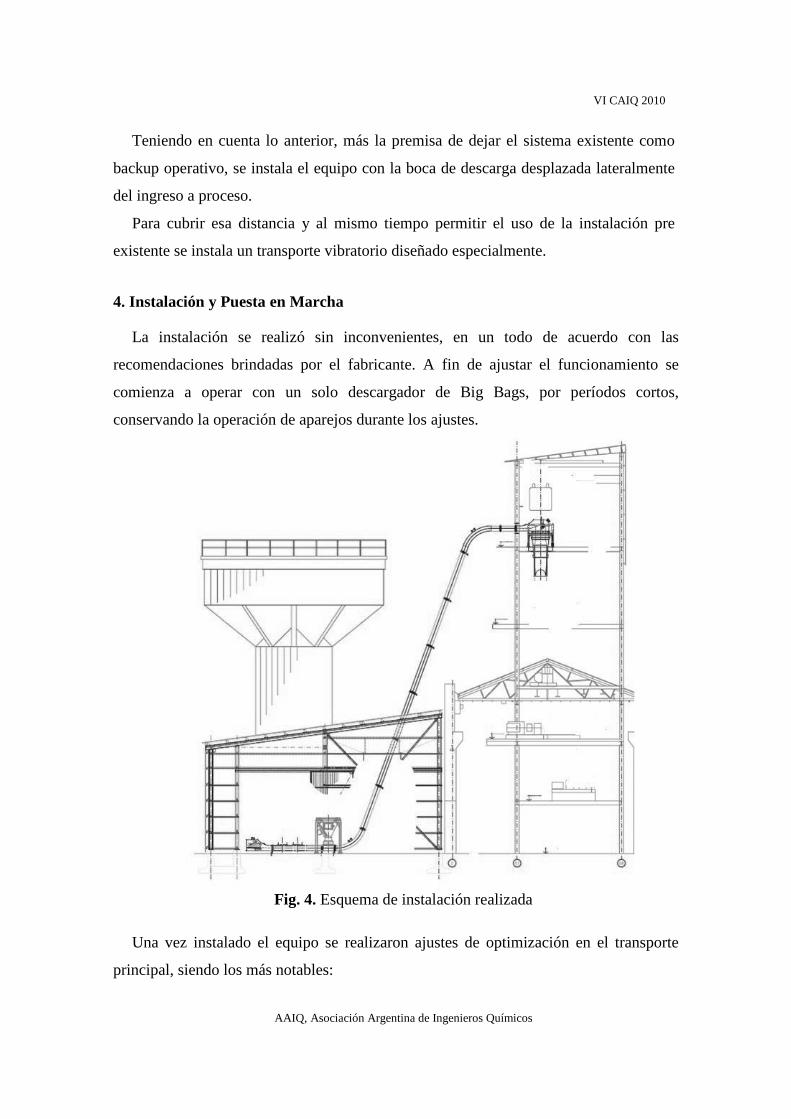
Teniendo en cuenta lo anterior, más la premisa de dejar el sistema existente como
backup operativo, se instala el equipo con la boca de descarga desplazada lateralmente
del ingreso a proceso.
Para cubrir esa distancia y al mismo tiempo permitir el uso de la instalación pre
existente se instala un transporte vibratorio diseñado especialmente.
4. Instalación y Puesta en Marcha
La instalación se realizó sin inconvenientes, en un todo de acuerdo con las
recomendaciones brindadas por el fabricante. A fin de ajustar el funcionamiento se
comienza a operar con un solo descargador de Big Bags, por períodos cortos,
conservando la operación de aparejos durante los ajustes.
Fig. 4. Esquema de instalación realizada
Una vez instalado el equipo se realizaron ajustes de optimización en el transporte
principal, siendo los más notables:
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
• Ajuste de alineación, a partir de la observación del comportamiento de las
paletas.
• Ajuste en la sujeción de paletas y boca de descarga, para minimizar el reflujo
• Ajustes en el canal de carga.
Una vez obtenidas características de transporte y descarga optimizadas se procedió a
trabajar en los transportes vibratorios de carga al transporte de cadena y de ingreso al
proceso.
El transporte de ingreso a proceso se ajustó de forma de impedir la acumulación de
material en el mismo aún en los picos de transferencia de material
El ajuste de los transportes de carga, tal como era esperado, fue un poco más
trabajoso por su característica cuasi empírica. Dichos transportes debían garantizar
tanto que el tiempo de descarga de los bolsones se mantuviera acotado como que la
potencia demandada en el transporte de cadena se mantuviera en los parámetros
requeridos.
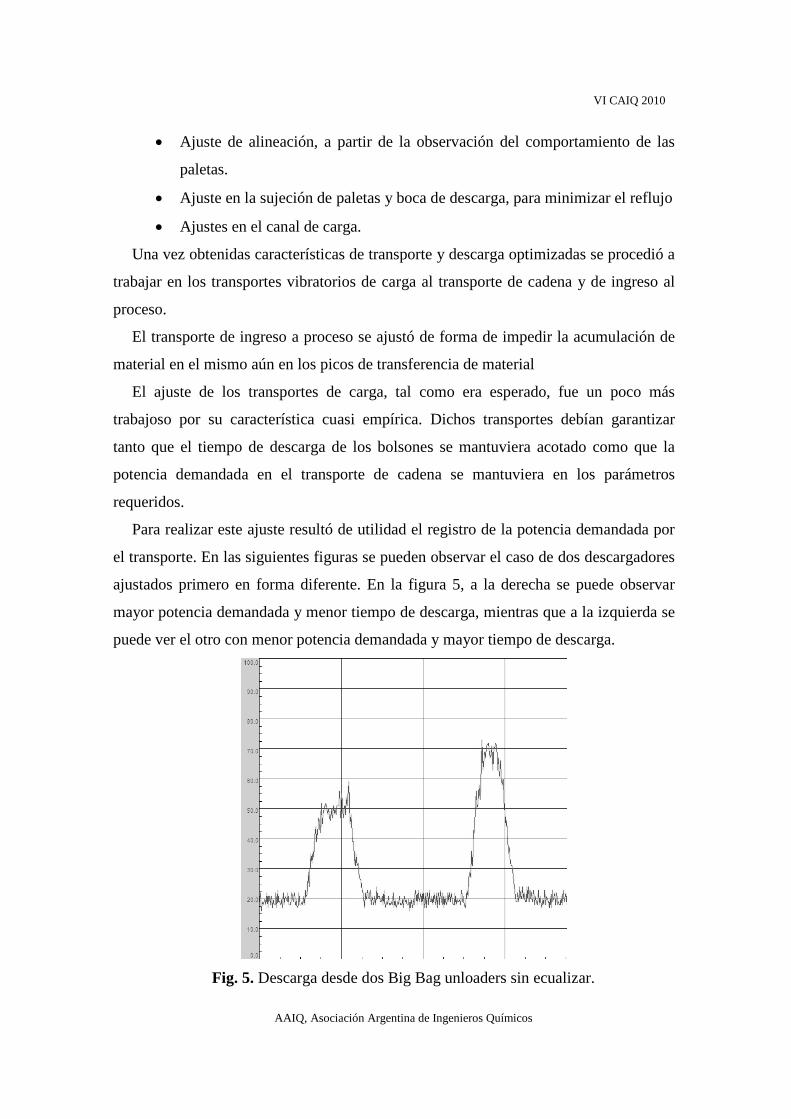
Para realizar este ajuste resultó de utilidad el registro de la potencia demandada por
el transporte. En las siguientes figuras se pueden observar el caso de dos descargadores
ajustados primero en forma diferente. En la figura 5, a la derecha se puede observar
mayor potencia demandada y menor tiempo de descarga, mientras que a la izquierda se
puede ver el otro con menor potencia demandada y mayor tiempo de descarga.
Fig. 5. Descarga desde dos Big Bag unloaders sin ecualizar.
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
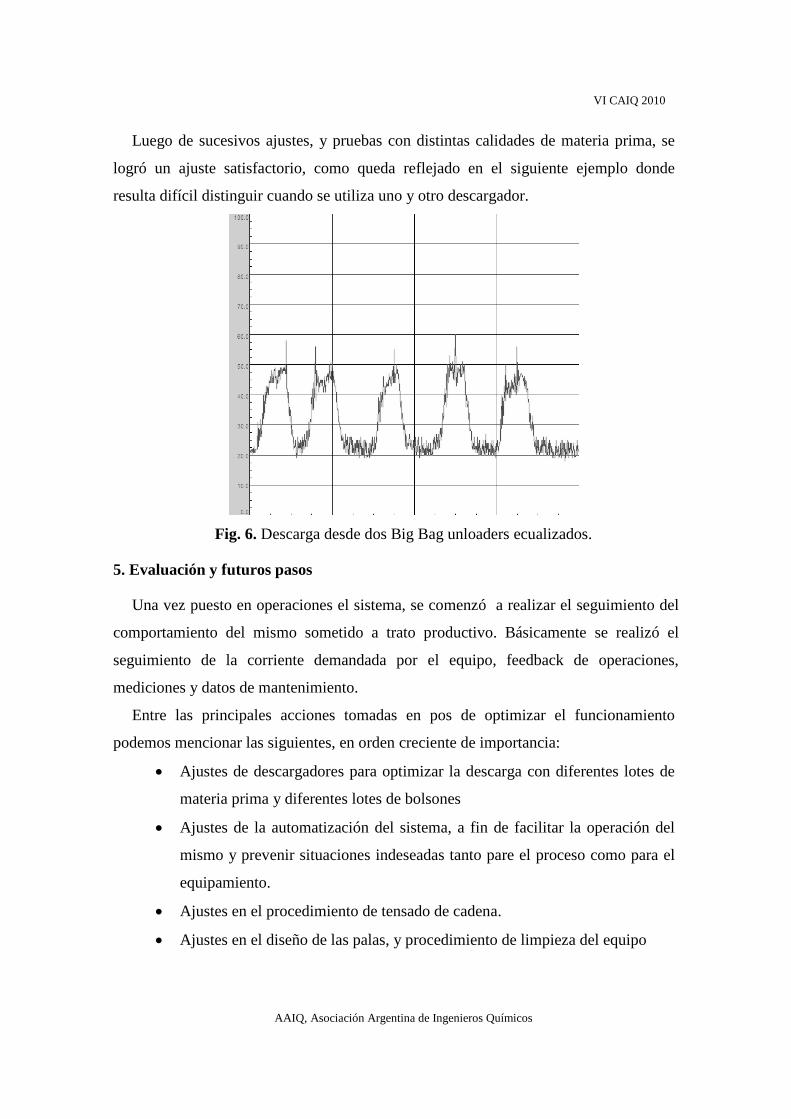
Luego de sucesivos ajustes, y pruebas con distintas calidades de materia prima, se
logró un ajuste satisfactorio, como queda reflejado en el siguiente ejemplo donde
resulta difícil distinguir cuando se utiliza uno y otro descargador.
Fig. 6. Descarga desde dos Big Bag unloaders ecualizados.
5. Evaluación y futuros pasos
Una vez puesto en operaciones el sistema, se comenzó a realizar el seguimiento del
comportamiento del mismo sometido a trato productivo. Básicamente se realizó el
seguimiento de la corriente demandada por el equipo, feedback de operaciones,
mediciones y datos de mantenimiento.
Entre las principales acciones tomadas en pos de optimizar el funcionamiento
podemos mencionar las siguientes, en orden creciente de importancia:
• Ajustes de descargadores para optimizar la descarga con diferentes lotes de
materia prima y diferentes lotes de bolsones
• Ajustes de la automatización del sistema, a fin de facilitar la operación del
mismo y prevenir situaciones indeseadas tanto pare el proceso como para el
equipamiento.
• Ajustes en el procedimiento de tensado de cadena.
• Ajustes en el diseño de las palas, y procedimiento de limpieza del equipo
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
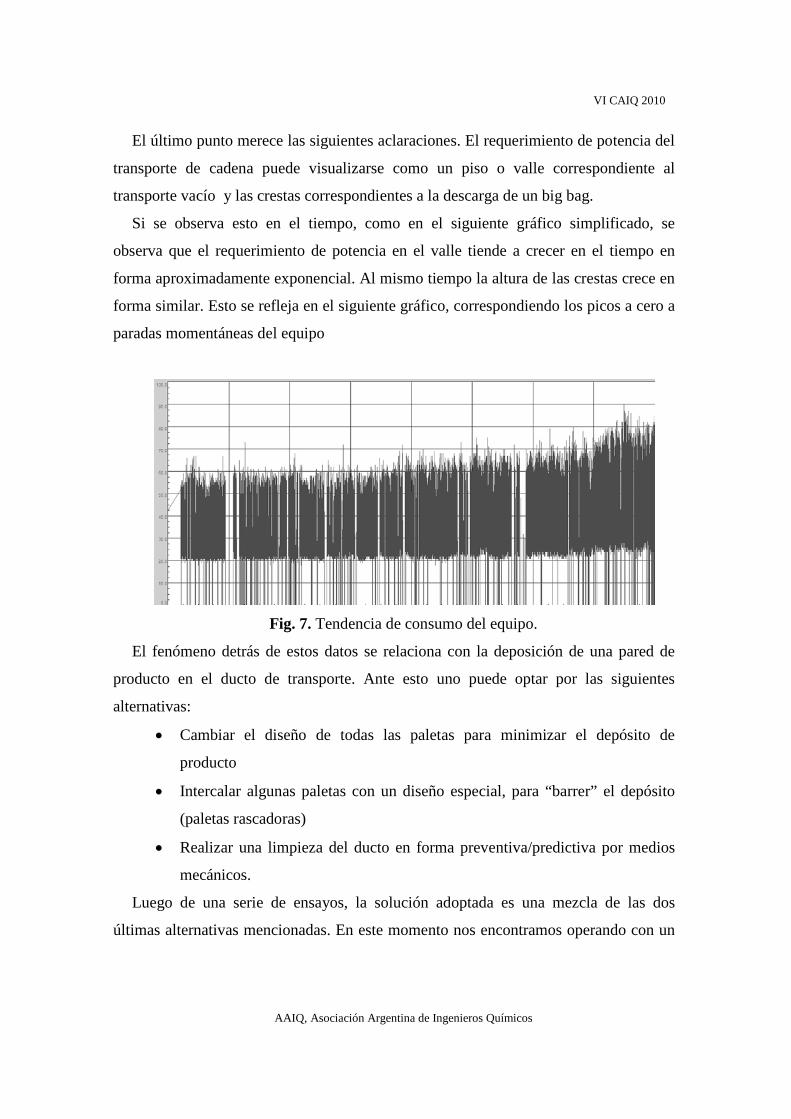
El último punto merece las siguientes aclaraciones. El requerimiento de potencia del
transporte de cadena puede visualizarse como un piso o valle correspondiente al
transporte vacío y las crestas correspondientes a la descarga de un big bag.
Si se observa esto en el tiempo, como en el siguiente gráfico simplificado, se
observa que el requerimiento de potencia en el valle tiende a crecer en el tiempo en
forma aproximadamente exponencial. Al mismo tiempo la altura de las crestas crece en
forma similar. Esto se refleja en el siguiente gráfico, correspondiendo los picos a cero a
paradas momentáneas del equipo
Fig. 7. Tendencia de consumo del equipo.
El fenómeno detrás de estos datos se relaciona con la deposición de una pared de
producto en el ducto de transporte. Ante esto uno puede optar por las siguientes
alternativas:
• Cambiar el diseño de todas las paletas para minimizar el depósito de
producto
• Intercalar algunas paletas con un diseño especial, para “barrer” el depósito
(paletas rascadoras)
• Realizar una limpieza del ducto en forma preventiva/predictiva por medios
mecánicos.
Luego de una serie de ensayos, la solución adoptada es una mezcla de las dos
últimas alternativas mencionadas. En este momento nos encontramos operando con un
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
juego de paletas rascadoras que nos permite realizar la limpieza en las paradas
programadas por proceso, es decir sin afectar el OST de la planta.
Como próximos pasos estamos ajustando el diseño de las palas para aumentar el
intervalo requerido entre limpiezas del ducto y mejorando los dispositivos de limpieza
para minimizar el tiempo dedicado a la misma.
5. Conclusiones
Los resultados alcanzados, junto a las acciones en curso, permiten asegurar los
objetivos fijados para este proyecto.
Las mejora obtenidas pueden resumirse de la siguiente forma
• Seguridad (Safety):
o Las cargas suspendidas quedan acotadas al descargador de Big Bags
• Confiabilidad
o Mejora en el OST del sector en 50%
o Mejora de eficiencia operacional superando el 50%
• Costos
o La mejora es de al menos el 50%
o Reducción de costos operativos del orden del 60%
Reconocimientos
El proyecto reflejado en este trabajo no hubiera podido concretarse de no contar con
la iniciativa y soporte de un gran número de profesionales de nuestra compañía, ente
los que queremos destacar a Jesús Pueblas, Cesar Vergara, Juliana Juarez, Ramiro
Zendrini, Fernando Lazarte, Hernán Moretta, Cristian Diez, y Sebastian Tennen. Por
supuesto que ni el proyecto ni el presente trabajo hubieran sido posibles de no mediar el
soporte tanto de las gerencias como supervisiones involucradas
Referencias
Las referencias de mayor interés para este trabajo son reportes e informes internos
que, debido al tipo de información presentada, han de permanecer confidenciales.





























