Embed Size (px)
Citation preview

University JNTU Kakinada
Regulation R 16
Year IV Year
Semester II Semester
Teaching Classes 3+1
Credits 3
Name of the Faculty Singuru Rajesh
Unit III- EDM
SLIDE NUMBER 1
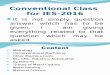
UN-CONVENTIONAL
MACHINING PROCESS
DEPARTMENT OF MECHANICAL ENGINEEINGSINGURU RAJESHSINGURU RAJESH

DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 2SINGURU RAJESH
ELECTRIC DISCHARGE MACHINING (EDM)

Introduction:
• EDM Process, also known as Spark machining, spark erosion or electro-erosion process is a process of metal removal based on the principle of erosion of metals by an interrupted electric spark discharge between electrode tool(cathode) and workpiece(anode), a dielectric fluid being used in the process.
• A necessary condition for producing a discharge is Ionization of the dielectric fluid i.e, splitting up of its molecules into ions and electrons.
• EDM process is generally used for the machining of tools having complicated profiles.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 3SINGURU RAJESH

Diagram:
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 4SINGURU RAJESH

Process:
• The tool (cathode) and workpiece (anode) are connected to a DC electric power supply.
• A suitable gap (0.01 to 0.5 mm) known as spark gap is maintained between tool and workpiece by a Servomotor and a dielectric fluid medium (which is non-conductor of electricity like paraffin, white spirit or kerosene) is forced through this gap at a pressure of 2 kg/cm2.
• When a suitable voltage (40 to 450V) is applied, electrons are emitted from the cathode and the gap is ionized causing electric spark.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 5SINGURU RAJESH

• The moment spark occurs, sufficient pressure is developed between tool and workpiece.
• The repetitive sparks release their energy in the form of local heat, as a result of which, local temp of the order of 10,0000C is reached at the spot hit by electrons.
• At such high pressure and temp, some metal is melted and eroded. Some of it is vaporized and are carried away by dielectric circulated around it, forming a crater on the workpiece.
• Thus, a true replica of the tool is produced on the workpiece.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 6SINGURU RAJESH
Process:

Variables in EDM process:
Dielectric fluid:
• The functions of dielectric fluid are
1.It acts as an insulating medium
2.It cools the spark region and helps in keeping the tool and work piece cool.
3.It maintains a constant resistance across the gap.
4.It carries away the eroded metal particles.
• So the dielectric should be bad conductor of electricity , high flash point and high dielectric strength.
• Commonly used dielectrics are Transformer oil, Kerosene, Paraffin, white spirit, Silicon oil, Ethylene glycol and water miscible compounds.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 7SINGURU RAJESH

• Generally used tool materials are Graphite, Copper, Copper- Tungsten alloys, Brass, Zinc alloys, Silver- tungsten, etc
• Out of all the above materials, Graphite is most widely used due to its good machinability, and wear characteristics.
• Since the finally obtained product is the replica of the electrode tool, the tool should be selected such that it should have maximum possible MRR and high wear ratio.
• Wear ratio = Volume of work material machined in unit time/ Volume of electrode tool consumed in unit time.
• Electrode tool should be good conductor of electricity & heat, and it should resist the deformation during erosion process.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 8SINGURU RAJESH
Electrode Tool

Work-piece material:
Generally EDM process is used for producing holes and cavities in all metals & alloys, which are good conductors of electricity.
Overcut:
Overcutting is the cutting of larger cavity than the size of the electrode.
It increases with increase in current and decreases at high frequencies.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 9SINGURU RAJESH

Spark Generators:
• Spark generation is very crucial in EDM process. The spark can be generated in various ways. They are
1. Relaxation circuits (R-C Circuits)
2. Rotary pulse generators
3. Static pulse generators or Controlled pulse circuits (vacuum tubes)
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 10SINGURU RAJESH

Flushing:
• Flushing is defined as the correct circulation of dielectric fluid between electrode tool and work-piece.
• Suitable flushing conditions are essential to obtain the highest machining efficiency (i.e. high MRR)
• Flushing in EDM can be classified into four types
1. Injection flushing
2. Suction flushing
3. Side flushing
4. Flushing by dielectric pumping
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 11SINGURU RAJESH

Characteristics of EDM Process:
• Voltage (DC) = 40 to 450V
• Current = 0.5 to 400A
• Spark gap = 0.01 to 0.5 mm
• Spark radius = 100–200 μm
• Spark (or Pulse) duration = 2 to 2000 micro seconds
• Dielectric pressure = 0.2 Mpa
After the process, results obtained are
MRR(Maximum) = 5000 mm3/min
Surface finish = 0.8 to 3 μm (Finish)
= 3 to 10 μm (Rough)
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 12SINGURU RAJESH

Process parameters affecting MRR:
• The process parameters affecting the MRR in EDM process are
1. Voltage
2. Current in each spark
3. Frequency of the discharge
4. Melting point of workpiece material
5. Electrode tool material
6. Spark gap
7. Dielectric flushing condition
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 13SINGURU RAJESH

Advantages:
• Mainly used for producing Holes and Cavities in tough materials with high precision
• No pressure is exerted on the workpiece and no burrs are formed
• High surface finish and high tolerances are obtained
• Used for machining holes of size less then 0.1 mm
• Little operator skill is required.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 14SINGURU RAJESH
• EDM is applicable only for conducting materials (i.e. Workpiece should be good conductor of electricity)
• Specific energy consumption is more, hence expensive process
• Slow MRR
• The wear rate on the electrode tool is considerably higher. Sometimes two or more electrodes may be required for one job.
Disadvantages:

Applications:
• EDM is widely used to produce dies, punches and moulds, finishing parts for aerospace and automotive industry, and surgical components
• Used for Delicate workpieces (such as Copper parts) for fitting into vacuum tubes.
• Used for machining circular and non-circular holes
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 15SINGURU RAJESH

DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 16SINGURU RAJESH
ELECTRIC DISCHARGE GRINDING (EDG)

Introduction
• Electrical discharge grinding (EDG) is a non-traditional thermal process formachining hard and brittle electrically conductive materials.
• EDG has been developed by replacing the stationary electrode used in electricaldischarge machining (EDM) with rotating electrode.
• In EDG process, material is removed melting and vaporization as same as EDMprocess.
• But there are ample differences with EDM instead of mechanism of material.
• In EDG process, an electrically conductive wheel is used as a tool electrodeinstead of stationary tool electrode used in EDM.
• There is no contact with work piece and tool electrode (rotating wheel) exceptduring electric discharge.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 17SINGURU RAJESH

Introduction
• Due to the rotational motion of wheel electrode, the peripheral speed of wheeltransmitted to the stationary dielectric into gap between work piece and wheelresulting flushing efficiency of process is enhanced.
• Therefore, the molten material is effectively ejected from gap and no debrisaccumulation take place into gap while in EDM debris accumulation is majorproblem which adverse effect on performances of process.
• Due to the enhanced in flushing, higher material removal and better surfacefinish is obtained as compare to the conventional EDM process.
• At the same machining condition, EDG gives better performances than EDM andit is machined extremely hard materials faster (2-3 times) as compare to theconventional grinding.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 18SINGURU RAJESH

Introduction
• The high speed of wheel is not always beneficial and after a certain value ofspeed, the spark becomes instable and produces adverse effect on performance.
• There is no physical contact between work piece and wheel, so that the processbecomes more advantageous for machining thin and fragile electricallyconductive materials.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 19SINGURU RAJESH

Principle of Working
• The details of EDG process have been illustrated inFig and wheel-work piece interaction is shown in Fig.
• In this process, a rotating electrically conductivemetallic wheel is used which is known as grindingwheel.
• The grinding wheel used in this process, having noany abrasive particles and rotates its horizontal axis.
• Due to the similarities of process with conventionalgrinding and material is removed due to theelectrical discharge, it is known as electricaldischarge grinding (EDG).
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 20SINGURU RAJESH

Principle of Working
• In this process, the spark is generated between rotatingwheel and work piece.
• The rotating wheel and workpiece both are separated bydielectric fluid and during machining both (workpiece andwheel) are continuously dipped into dielectric fluid.
• The dielectric fluids are mainly Kerosene oil, Paraffin oil,Transformer oil or de-ionized water.
• The main purpose of dielectric is to make a conductivechannel during ionization when suitable breakdownvoltage is applied.
• The servo control mechanism utilized to maintain theconstant gap between workpiece and wheel in range of0.013-0.075 mm.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 21SINGURU RAJESH

Principle of Working
• A pulse generator is used for maintaining the DC pulse power supply in ranges ofvoltage, current and frequency are 30-400V, 30-100A and 2-500 kHz respectively.
• When pulse power supply is applied, the spark takes place into gap due to theionization and striking of ions and electrons at their respective electrodes.
• Due to spark, high temperature generated between ranges of 8000°C to 12000°C oras so high up to 20000°C by each spark resulting material is meted from both theelectrodes.
• Simultaneously DC pulse power supply switch is deactivated resulting the breakdownof spark occurs and fresh dielectric fluid entering into gap.
• Due to the high flushing efficiency, the molten materials flush away in form of microdebris from gap and formed the crater on work surface.
DEPARTMENT OF MECHANICAL ENGINEEING SLIDE NUMBER 22SINGURU RAJESH