Embed Size (px)
Citation preview

Soteria Battery Innovation Group Multiple Layer Film Welding Page 1 Confidential Rev. 1, 5/2020
Soteria Battery Innovation Group Document Number: AN0008
Application Note Rev. 1, 5/2020
Ultrasonic Welding of Multiple Films to Tabs 1 Introduction Soteria Metallized film current collectors are designed for use in existing cells and are compatible with a wide selection of battery chemistries. Attaching tabs to the film current collectors can be accomplished with ultrasonic welding. This application note focuses on attaching multiple sheets of Soteria metallized film current collector to a tab. A configuration especially suited for stacked pouch style cells.
2 Background Metallized film current collectors respond to ultrasonic welding in most configurations of tabbing in use today. These fall into 2 main categories:
- Rolled cells. Long current collector electrode with 1 or more tabs attached. Each tab is therefore attached to a single sheet of current collector with the other end welded to internal parts of the cell packaging.
- Stacked cells. Many layers of electrode tabs attached to a single tab that exits the packaging of the cell
Both configurations can be welded with ultrasonic welding. The principle of this weld is fundamentally that the welder can squeeze the substrate material out from the weld area while preserving the metallic coating on each side of the film current collector. The layers of thin

Soteria Battery Innovation Group Multiple Layer Film Welding Page 2 Confidential Rev. 1, 5/2020
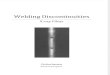
metal are then free to be welded to each other and the tab. The challenge is to not destroy the thin layers of metal throughout the process. While these welds use the same general weld process that is very common in the Li-ion cell industry, the specifics are quite different and require development time on any particular setup to achieve good consistent results. The completed weld should appear as shown in the diagram:
Figure 1 – Multi layer Metallized Film Weld in Theory with Flattened Pyramid Horn (FPH)
The moving part of the ultrasonic welder (horn) comes down from above and while under pressure (compressing the stack) is moved horizontally back and forth at ultrasonic frequencies (parallel to the surface of the film). Between the movement and the pressure, the substrate is heated and moved out of the way as the upper metal layer is stretched down to touch the lower layers and the tab. The scrubbing motion of the horn cleans all the impurities from between the layers of metal and an ultrasonic weld is formed. As the number of layers of film increase, the weld becomes more difficult to complete successfully. This note will discuss settings and equipment for typical welders and the limit of such equipment with techniques to extend welding to higher layer counts. The weld depicted above shows the result of using a specialized weld horn that has a Flattened Pyramid Horn (FPH) shape.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 3 Confidential Rev. 1, 5/2020
3.0 Welder Setup
This section describes setup parameters and techniques that apply to all the specific weld recipes that follow. Existing ultrasonic welders are designed for much larger tolerances and dimensions than is typically employed in the welding of metalized film current collectors. One of the results of this is that the welds of metallized film battery materials produced from many existing welders may quickly achieve viable welds but may have a difficult time being repeatable across large numbers of samples or from day to day. A successful weld requires very fine control of the welders operating parameters to achieve consistency.
3.1 Horns
The following recipes use 2 different types of horns with the same anvil. The Pyramid Horn (PH)
is common and the Flattened Pyramid Horn (FPH) is less so. A FPH can be made from a PH by
techniques discussed below, or can be purchased from the welder supplier to specification.
3.1.1 Pyramid Horn (PH)
Pyramid Horns have shapes that approximate pyramids cut into them. These are perhaps the
most common type of horn for ultrasonic welders. For the purpose of welding metallized films,
these horns must be kept in good condition, with peaks not worn down.
The key parameters associated with the PH is the pitch, height and angle of the pyramids.
These specifications are enumerated in the various recipes.
Figure 2 - Pyramid Horn (PH) Shape

Soteria Battery Innovation Group Multiple Layer Film Welding Page 4 Confidential Rev. 1, 5/2020
Figure 3 – PH closeup
3.1.2 Flattened Pyramid Horn (FPH)
Flattened Pyramid Horn (FPH) is a horn where the weld surface of a PH has been flattened and polished to certain height/area. Using this type of horn, welds have been successfully made with flat to void ratios (the ratio of the flattened area of each pyramid vs. the whole weld area) of between 5% and 20%.
Figure 4 – Flattened and polished horn (FPH)

Soteria Battery Innovation Group Multiple Layer Film Welding Page 5 Confidential Rev. 1, 5/2020
Figure 5 – Flattened Pyramid Horn (FPH) shape
FPH horns can be made from PH horns by grinding down the tips and polishing them all while maintaining a planarity to the flattened surfaces. They may also, of course, be ordered to specification in this configuration. The key parameters associated with a FPH are the pitch, height, and angle of the base shape along with the size of the flattened area as a % of the total area of the horn. As shown in the drawing above, a less populated field may also help with the current carrying dynamics of the completed weld.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 6 Confidential Rev. 1, 5/2020
3.2 Welder Alignment Parallelism of the weld anvil to the horn is critical for the welding of such thin films. Typical welder setups that may otherwise operate very well with solid metals may not have the necessary parallelism to produce successful consistent results on metalized film current collectors. The overall process for setting up an ultrasonic welder to successfully weld metallized film current collectors begins with a thorough alignment of the parallelism between the anvil and the horn. Anvil to horn parallelism:
Figure 6 – Horn to Anvil Parallelism
The horn should be adjusted to be as parallel as possible for best results. Please consult your welders specific instructions on how best to achieve this. A helpful tool is an electronic level box. This tool displays the angle at which it is sitting on. The procedure is to place the level on the anvil and zero the reading for reference. Then the level is placed on the horn (or more precisely, the parallel top surface of the horn if this exists, or a magnetic box that can be placed “upside down” directly on the horn surface opposing the anvil) and the horn adjusted until it indicates zero degrees. A level box of at least 2 digits precision is recommended. Using a registration material, such as carbon paper between the horn and the anvil is also a good way to check on the parallelism. Figure 7 – Electronic Level Box
Horn
Anvil
Parallel

Soteria Battery Innovation Group Multiple Layer Film Welding Page 7 Confidential Rev. 1, 5/2020
Note that for the FPH weld the critical alignment is between the surface of the flattened areas of the horn to the anvil. The horn itself must have all the flattened areas in a single plane, and that plane is aligned to the anvil surface. A well made horn will have surfaces that help ease the alignment process.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 8 Confidential Rev. 1, 5/2020
3.3 Post Weld Reinforcement Welds on metallized films rely on the integrity of the various metal components for mechanical strength. Given the very thin metallization layers in Soteria current collectors the mechanical strength of the welds may require mechanical reinforcement. Tab welds on pouch cells are typically well supported once they are in their packaging and the packaging has been vacuumed round the tab, providing good support to the weld. The handling of the cell after the tab is welded and before this point can be the most vulnerable time for the weld. Adding a drop of superglue to the film side of the weld area has shown good effect in strengthening the weld.
Figure 8 – Super glue reinforcement of weld area
The superglue flows into the divots of the weld and back fills the area providing both protection of the fragile thin metals and adding material strength. A good way to apply the super glue is with a small brush touching the welded area allowing the super glue to flow into it.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 9 Confidential Rev. 1, 5/2020
Figure 9 - Super Glue Procedure
Figure 10 – Closeup of glued weld
Note that the glue has evenly filled all the divots of the weld area and the entire weld “well” is filled.
Figure 11 - Closeup showing Glue effect in weld divot

Soteria Battery Innovation Group Multiple Layer Film Welding Page 10 Confidential Rev. 1, 5/2020
Alternatively, tape may be used to wrap the weld area to similar effect.
Figure 12 – Tape reinforcement of weld
The two reinforcement schemes may be used independently or combined.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 11 Confidential Rev. 1, 5/2020
3.4 Additional Foil Some of the weld recipes, especially when more than ~15 layers are to be joined, require additional foil to be added to the weld stack. There are 2 forms of this, a single layer of foil on top of the stack, and a Z-folded foil that goes between all the layers of the weld.
3.4.1 Foil Top Layer Adding a single layer of foil to the top of the weld stack provides additional metal over the top of the weld which is especially beneficial to the bottom of the divots of the weld for FPH welds.
Figure 13 – Foil Top Layer Weld Stack
The foil should be aluminum for the Cathode, and copper for the Anode. Foils typically used for current collectors are good candidates in the range of 12 – 20 um thick.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 12 Confidential Rev. 1, 5/2020
Figure 14 – Photo of Foil Top Layer Weld over 16 Layers of Current Collector
Note that the foil not immediately under the horn tends to break off due to the motion of the horn. This is beneficial if completely severed, as it allows an easy way to eliminate excess foil. If the cover is not completely broken off, then care must be exercised when removing the excess foil so as to not damage the weld area.
Figure 15 – Closeup of Foil Cover FPH weld
The foil cover adds additional metal to weld floor and helps with the amount of metal in that area. The photo above shows a weld with both intact weld floors and some broken weld floors. The goal is to minimize the number of broken floors in the weld. Another common cause of broken weld floors in a FPH weld is the thin metal layers sticking to the horn tips. This can be a sign that the horn tips need to be repolished.
Foil over
weld area
Solid floor –
good weld
Broken floor
– bad weld

Soteria Battery Innovation Group Multiple Layer Film Welding Page 13 Confidential Rev. 1, 5/2020
3.4.2 Z-fold Foil Layer Based on experience with our welder, >15 layers of film will require additional metal to achieve
a successful weld. This involves Z-folding a layer of foil conductor (Al for the Cathode, Cu for
the Anode) between the electrode tabs and then welding the whole stack to the tab.
Figure 16 – Z-fold Foil over Tab
The foil can be of typical composition as used in current collectors, so 8-15 um thick Al for the
cathode, and 8-12 um thick Cu for the anode. The purpose of the metal is to provide more
metal for the welder to weld through the various film layers. This provides 2 means of
conduction:
1. Through the weld.
2. Through the surface contact between the films and foil.
The procedure is outlined below for clarity: The foil strip should be trimmed to a width that will accommodate the electrode tab and a weld area as depicted below. Note that some spacing between the main body of the electrode and the foil should be maintained to prevent shorts from the foil to the opposite electrodes that are present in the stack.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 14 Confidential Rev. 1, 5/2020
Figure 17 - Z-fold Start
Step 1: The procedure begins with the dry stack (stacked electrodes with separator):
Figure 18 – Step 1
A strip of foil (Aluminum for the Cathode, and Copper for the Anode) is placed below the electrode tabs to begin with.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 15 Confidential Rev. 1, 5/2020
Step 2:
Figure 19 – Step 2
The strip of foil is folded over the 1st electrode tab while the remaining tabs are moved up out of the way. Step 3:
Figure 20 – Step 3
The foil is then z folded over the next tab.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 16 Confidential Rev. 1, 5/2020
Step 4: Continue the z fold until all the electrode tabs are covered, and the foil is the upper surface:
Figure 21 – Completed Z-folds
Once the folds are completed over the electrode tabs, any excess foil can be trimmed off. The completed Z-fold electrode stack is then welded through to a tab as specified in some of
the following weld recipes.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 17 Confidential Rev. 1, 5/2020
Figure 22 –Z-fold Weld (16 layers) Pre and Post Weld
tabs only, no electrode shown
Figure 23 – Closeup of 16 Layer Z-fold PH Weld (foil side)

Soteria Battery Innovation Group Multiple Layer Film Welding Page 18 Confidential Rev. 1, 5/2020
3.5 Flattened Pyramid Horn (FPH) Recipes The following weld recipes all use the Flattened Pyramid Horn described in the above sections. The recipes are printed on a single page to allow for convenient printing.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 19 Confidential Rev. 1, 5/2020
2-15 Layer FPH
Welder Parts Desc Part # Notes
Ultrasonic Welder
Branson L20 Versagraphix 20kHz power
supply/controller
Anvil L1A91122 Half wave 20 mm X 4.5 mm area,
.0075” x .015” x
45
Horn 2 lobe 20 kHz 8 mm x 8
mm, .015” X
.030” X 45
Replaceable tip Horn (W5 20kHz). Tip flattened and
polished 17%
Materials Welded
Material Description
Current Collector 16 sheets 10um 500nm Al coated
Tab 0.1mm thick, 8mm wide, length as
necessary
This weld is characterized by relatively high clamping pressure, low energy, and medium amplitude. A very clean, polished horn is required. The anvil is of less importance and even slightly worn can result in good quality welds Adjustment strategy:
- Start by varying the power up in 5 J increments up to 90J
This weld will require either superglue in the weld divots or tape around the tabs or both.
Weld Stack
Settings Setting Value Notes
Weld Pressure
70 PSI Trigger Pressure 60 PSI
Pre weld clamp time
0.5s
Weld Energy 70 J
Weld Amplitude
35 um
Afterbust none
Welder Measured Parameters Measured Parameter
Value Notes
Duration ~0.65 s
Peak power during weld
~155 W
Film side of weld

Soteria Battery Innovation Group Multiple Layer Film Welding Page 20 Confidential Rev. 1, 5/2020
2-15 Layer FPH Foil Cover
Welder Parts Desc Part # Notes
Ultrasonic Welder
Branson L20 Versagraphix 20kHz power
supply/controller
Anvil L1A91122 Half wave 30 mm X 4.5 mm area,
.0075” x .015” x
45
Horn 2 lobe 20 kHz 8 mm x 8
mm, .015” X
.030” X 45
Replaceable tip Horn (W5 20kHz). Tip flattened and
polished 17%
Materials Welded
Material Description
Current Collector 16 sheets 10um 500nm Al coated
Tab 0.1mm thick, 8mm wide, length as
necessary
Foil 17um Al foil cover
This weld is characterized by relatively high clamping pressure, low energy and medium amplitude. A very clean, polished horn is required. The anvil is of less importance and even slightly worn can result in good quality welds Note that the remaining foil outside of the weld area can become detached through the welding process. This weld will require either superglue in the weld divots, tape around the tabs or both.
Adjustment strategy: Start by varying the power up in 5 J increments up to 90J
Weld Stack
Settings Setting Value Notes
Weld Pressure
70 PSI Trigger Pressure 60 PSI
Pre weld clamp time
1 s
Weld Energy 70 J
Weld Amplitude
30 um
Afterbust none
Welder Measured Parameters Measured Parameter
Value Notes
Duration ~0.85 s
Peak power during weld
~125 W

Soteria Battery Innovation Group Multiple Layer Film Welding Page 21 Confidential Rev. 1, 5/2020
3.6 Pyramid Horn (PH) Weld Recipes
The following weld recipes use Pyramid shaped horns. They are on single pages to allow for
convenient printing.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 22 Confidential Rev. 1, 5/2020
<16 Layer Pyramid Horn
Welder Parts Desc Part # Notes
Ultrasonic Welder
Branson L20 Versagraphix 20kHz power
supply/controller
Anvil L1A91122 Half wave 28mm X 4.5mm area,
.0075” x .015” x
45
Horn L1A91121 Half wave solid horn 3 mm X 38
mm .005” X
.010” x 45
Materials Welded
Material Description
Current Collector 16 sheets 10um 500nm Al coated
Tab 0.1mm thick, 8mm wide, length as
necessary
Foil None
This weld is characterized by relatively high clamping pressure and energy and moderate amplitude. A very clean, sharp horn is required. The anvil is of less importance and even slightly worn can result in good quality welds Adjustment strategy:
- Start by varying the weld energy within the range of 220 – 300 J.
- Amplitude can be varied down in 5 um increments.
No post weld reinforcement is necessary
Weld Stack
Settings Setting Value Notes
Weld Pressure
70 PSI Trigger Pressure 60 PSI
Pre weld clamp time
1s
Weld Energy 285 J
Weld Amplitude
60 um
Afterbust none
Welder Measured Parameters Measured Parameter
Value Notes
Duration ~1.0 s
Peak power during weld
~300W
Film Side of weld

Soteria Battery Innovation Group Multiple Layer Film Welding Page 23 Confidential Rev. 1, 5/2020
15+ Layer Pyramid Horn Foil Cover
Welder Parts Desc Part # Notes
Ultrasonic Welder
Branson L20 Versagraphix 20kHz power
supply/controller
Anvil L1A91122 Half wave 28mm X 4.5mm area,
.0075” x .015” x 45 degrees
Horn .005” x
.010” x 45 Tip 8mm X
8mm
Replaceable tip Horn (W5 20kHz)
Materials Welded
Material Description
Current Collector 16 sheets 10um 500nm Al coated
Tab 0.1mm thick, 8mm wide, length as
necessary
Foil 17um Al foil cover
This weld is characterized by relatively high clamping pressure and energy and moderate amplitude. A very clean, sharp horn is required. The anvil is of less importance and even slightly worn can result in good quality welds Note that the remaining foil outside of the weld area can become detached through the weld process. No post weld reinforcement is necessary Adjustment strategy:
- Start by varying the power within the range of 180 - 220 J.
- Amplitude can be varied up in 2 um increments.
Weld Stack
Settings Setting Value Notes
Weld Pressure
70 PSI Trigger Pressure 60 PSI
Pre weld clamp time
1s
Weld Energy 200 J
Weld Amplitude
30 um
Afterbust none
Welder Measured Parameters Measured Parameter
Value Notes
Duration ~1.1 s
Peak power during weld
~230 W
Foil Side of weld

Soteria Battery Innovation Group Multiple Layer Film Welding Page 24 Confidential Rev. 1, 5/2020
15+ Layer Pyramid Horn Z-fold Foil
Welder Parts Desc Part # Notes
Ultrasonic Welder
Branson L20 Versagraphix 20kHz power
supply/controller
Anvil L1A91122 Half wave 28mm X 4.5mm area,
.0075” x .015” x 45 degrees
Horn .015” X
.030” X 45 Tip 8mm X
8mm
Replaceable tip Horn (W5 20kHz)
Materials Welded
Material Description
Current Collector 16 sheets 10um 500nm Al coated
Tab 0.1mm thick, 8mm wide, length as
necessary
Foil 17 um Z-folded Al
This weld is characterized by relatively high clamping pressure and energy and moderate amplitude. A very clean, sharp horn is required. The anvil is of less importance and even slightly worn can result in good quality welds No post weld reinforcement is necessary Adjustment strategy:
- Start by varying the Energy down within the range of 200 – 250 J.
Weld Stack
Settings Setting Value Notes
Weld Pressure
70 PSI
Pre weld clamp time
1s
Weld Energy 250 J
Weld Amplitude
30 um
Afterbust none
Welder Measured Parameters Measured Parameter
Value Notes
Duration ~1.6 s
Peak power during weld
~205 W
Foil side of weld

Soteria Battery Innovation Group Multiple Layer Film Welding Page 25 Confidential Rev. 1, 5/2020
4.0 Lab Techniques
The following techniques have proven useful in developing a good weld. They will be added to as experience increases. Current Capacity measurement One of the challenges in evaluating the electrical conductivity of a weld is that the impedance of the actual desired weld is much lower than the surface impedance of the metallized films. The following technique allows a method that eliminates the metallized film from the measurement by observing the heat generated by the weld itself in response to current. Weld electrical quality can be evaluated by passing current through the weld and either testing to failure, or observing the heating in the weld with an IR camera. Test setup:
Figure 24 – Current Capacity Test – 16 layer Z-fold weld
Tab contact
Film Contact (Al
under Glass slide)
Separator to
isolate single
layer
Top layer
being tested

Soteria Battery Innovation Group Multiple Layer Film Welding Page 26 Confidential Rev. 1, 5/2020
- Negative electrode on the film side only - Positive electrode clipped to the tab - Current passed from positive electrode to negative - IR camera used to determine heat rise in weld, or note failure current
The negative electrode needs to have high surface area contact with the film to prevent high current densities in the film. High current densities in the film can lead to the film failing open, as is its design intent. A sheet of aluminum foil held down on the surface (in the above example, a glass slide is clamped down over an aluminum foil electrode that sits on top of the metallized film sample) is an easy way to achieve this. Use a piece of separator or similar insulator to isolate the layer under test from the rest of the stack. The opposite electrode can be simply clamped to the tab, or a similar setup to the negative can be used (as seen in above photo). Current is then increased through the weld. If using the failure current method, increase current in small steps pausing at each step for the setup to stabilize, until failure. Alternatively, a target current can be chosen and an IR camera can be used to view any heating of the weld. Generally, the test current should be maintained through the weld for 30 seconds minimum to allow any heat blooms to be clearly visible on the IR camera. Either technique provides a simple way to evaluate the electrical performance of the weld. IR Photo:
Figure 25 – IR photo of Z fold 16 layer weld Layer 1 @5A
Weld divot

Soteria Battery Innovation Group Multiple Layer Film Welding Page 27 Confidential Rev. 1, 5/2020
This measurement technique relies on passing relatively high currents through the weld and looking for IR generated heat rise in the weld as a sign of higher impedances. It also can yield good information on the consistency of the weld – if one area of the weld is heating more than the other, welder horn/anvil mis-alignment may be indicated.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 28 Confidential Rev. 1, 5/2020
Direct Impedance measurement Direct impedance measurement of the weld is difficult due to 2 factors:
- The impedance of the weld is very low (if successful) and typically is at the limit of commonly available DMMs.
- The impedance of Soteria films varies with distance and is of a magnitude greater than the weld impedance
On multi layer film welds it is of paramount importance when using a DMM to minimize the amount of film between the probe point and the weld (without actually putting the probe into the weld area as this might modify the weld connection).
Recall that Soteria metallized films have a surface impedance of around 50m/□ and the
expected impedance of a weld is in the single digit ms. Measuring the weld impedance while minimizing the serial component of the film and, to a lesser extent, the tab surface impedances is key to evaluating weld quality. Hence the measurement needs to be taken in as repeatable a fashion as possible. A typical setup is shown below:
Figure 26 – 2-point Impedance Measurement Setup, 16 Layer Foil Cover Weld
In figure 26, the red probe is on the film side and must be kept as close to the weld area as
possible. The black probe is on the very low impedance tab, so its position from the weld is not
as critical. Best practice is to keep both distances as consistent as possible with respect to the
weld.
A second area of concern is that the direct measurement technique provides a measure of
impedance using the very low currents the DMM generates. The Current Capacity method
above addresses this by putting a useful amount of current through the weld. It is possible to
Weld
area
Tab (on bottom
side)
DMM
probes

Soteria Battery Innovation Group Multiple Layer Film Welding Page 29 Confidential Rev. 1, 5/2020
get welds that have low impedance as measured with a DMM but cannot pass significant
current when subjected to the Current Capacity method.
The direct impedance measurement approach has its drawbacks but is quick and easy to perform. In concert with the current capacity method a good picture of weld quality can be ascertained in a time efficient manner.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 30 Confidential Rev. 1, 5/2020
5.0 Summary Ultrasonic welding of metallized film current collectors to tabs can be achieved with good results, but the operating theory of the weld is different from traditional ultrasonic welds. As the welds deal with extremely thin metals, not all welders will have the necessary range or control to achieve good results. For welders that can, the settings and techniques present in this application note can result in repeatable welds for cells. The user should plan on starting with the recipes in the application note and then experiment with settings until a good weld is achieved. Experience has shown that planning 1 – 2 weeks time is a reasonable estimate. This note, while it does provide recipes that will be added to over time, is really focused on the techniques and desired results to allow the reader to develop a good weld using their equipment and settings. Welder manufacturers are capable of helping develop a good weld with the customer services that most offer. Some of the manufacturers have already helped customers with welding and should be considered a resource in this process.

Soteria Battery Innovation Group Multiple Layer Film Welding Page 31 Confidential Rev. 1, 5/2020
To contact us: USA Soteria Battery Innovation Group, Inc.- USA 18B Brozzini Ct. Greenville, SC 29615 864-609-4165 [email protected] Europe Soteria Battery Innovation Group, Inc- Europe [email protected] Asia Soteria Battery Innovation Group - China [email protected] Revision log: Rev. 0 5/6/20 Draft review release Rev. 1 5/18/20 1st Release
Information in this document is provided solely to enable implementers to use Soteria Battery Innovation Group Inc. products. There are no express or implied copyright licenses granted hereunder to design or fabricate any separator products based on the information in this document. Soteria Battery Innovation Group, Inc. reserves the right to make changes without further notice to any products herein. Soteria Battery Innovation Group, Inc. makes no warranty, representation or guarantee regarding the suitability of its products for any particular purpose, nor does Soteria Battery Innovation Group, Inc. assume any liability arising out of the application or use of any product and specifically disclaims any and all liability, including without limitation consequential or incidental damages. “Typical” parameters that may be provided in Soteria Battery Innovation Group, Inc. data sheets and/or specifications can and do vary in different applications and actual performance may vary over time. All operating parameters, including “Typicals", must be validated for each customer application by customer’s technical experts. Soteria Battery Innovation Group, Inc. does not convey any license under its patent rights nor the rights of others. Should Buyer purchase or use Soteria Battery Innovation Group, Inc. products for any unintended or unauthorized application, Buyer shall indemnify and hold Soteria Battery Innovation Group, Inc. and its officers, employees, subsidiaries, affiliates, and distributors harmless against all claims, costs, damages, and expenses, and reasonable attorney fees arising out of, directly or indirectly, any claim of personal injury or death associated with such unintended or unauthorized use, even if such claim alleges that Soteria Battery Innovation Group, Inc. was negligent regarding the design or manufacture of the product. Soteria™ and the Soteria logo are trademarks of Soteria Battery Innovation Group, Inc. All other product or service names are the property of their respective owners. © Soteria Battery Innovation Group, Inc., 2020. All rights reserved.