Embed Size (px)
Citation preview
165
Journal of Oleo ScienceCopyright ©2012 by Japan Oil Chemists’ SocietyJ. Oleo Sci. 61, (4) 165-172 (2012)
Two-step Biodiesel Production from Crude Jatropha curcas L. Oil Using Ultrasonic Irradiation AssistedIttipon Worapun, Kulachate Pianthong* and Prachasanti ThaiyasuitDepartment of Mechanical Engineering, Faculty of Engineering, Ubon Ratchathani University, Ubonratchathani, Thailand
1 INTRODUCTIONNowadays, diesel fuel has been widely use in industry
and in automobiles. However, the petroleum price contin-ues to rise, while the diesel supply becomes scarce and the concern for environment grows lately, scientists have carried out considerable effort in searching for renewable substitutes of diesel fuel. Biodiesel from vegetable oils or animal fats appears to be the most promising alternative. It has many advantages over diesel fuels; produce less smoke and particle, have higher cetane number, produce low carbon monoxide(CO)and hydrocarbon(HC)emission, re-newable, biodegradable, and non-toxic1-3).
Despite many advantages, the biodiesel has to compete economically with the diesel fuel in order to survive in the market. The higher cost of biodiesel is the major obstacle to its commercialization. Biodiesel production obtained from neat vegetable oil is expensive compared to the diesel fuels. Many researchers have reported approximately 60-95% of total cost of biodiesel production arises from the cost of raw materials4, 5). There has been a renewed focus on the way to reduce the cost of biodiesel produc-tion. The problem can be approached in two different ways: by fi nding cheap source of raw materials or by inten-sifying the synthesis process by using novel reactor4). Re-
*Correspondence to: Kulachate Pianthong, Department of Mechanical Engineering, Faculty of Engineering, Ubon Ratchathani University, Warinchamrab, Ubonratchathani, 34190, THAILAND.E-mail: [email protected] October 27, 2011 (received for review August 19, 2011)Journal of Oleo Science ISSN 1345-8957 print / ISSN 1347-3352 onlinehttp://www.jstage.jst.go.jp/browse/jos/ http://mc.manusriptcentral.com/jjocs
ducing the cost of the feedstock is necessary for biodiesel’s long-term commercial viability. One way of reducing the biodiesel production cost is to use the less expensive feed-stock containing fatty acid such as non edible oils, animal fats and waste cooking oil6-8). There are several non edible oil seed species which could be utilized as a source for oil production. The Jatropha curcas L.oil is considered as the high potential and cheap feedstock for biodiesel production compared with refine and edible oils. Basically, the oil content of Jatropha curcas L. seed ranges from 25 to 40% and the kernel from 45 to 60% by weight9). Typically, the crude Jatropha curcas L.oil(CJCO)revealed a high free fatty acid(FFA)content about 7-18%10, 11). At present, Jat-ropha curcas L. tree is widely cultivated in most part of Thailand such as Ubonratchathani and Nakhonratchasima province. It is can supply part of raw material for biodiesel production in Thailand.
Biodiesel can be synthesized by transesterifi cation reac-tion using alkaline or acid catalyst. An alkaline catalyzed transesterifi cation is the most commonly method used for biodiesel production, because the process can be accom-plished in a short reaction time under mild reaction condi-tions12). For an alkaline catalyzed transesterifi cation, feed-stocks should contain low FFA and moisture content. Also,
Abstract: In this paper, the feasibility of crude Jatropha curcas L. oil (CJCO) as raw material to produce biodiesel under low-frequency ultrasonic irradiation (40 kHz) assisted is examined. A two-step transesterifi cation process (acid catalyzed esterifi cation followed by alkaline catalyzed transesterifi cation) is employed to produce biodiesel. In the fi rst step, the high level of free fatty acid (FFA), 12.5%, of CJCO is successfully reduced to less than 3% by acid catalyzed esterifi cation with 15% w/w methanol to oil ratio, catalyst concentration 3.0% w/w, ultrasonic irradiation time 20 min at under reaction temperature 30°C, which are selected as optimum conditions for the acid catalyzed esterification. Then, the second step, alkaline catalyzed transesterifi cation is carried out as methanol to oil ratio 15% w/w, catalyst concentration 1% w/w, reaction temperature 30°C and ultrasonic irradiation time 30 min. This results to high percentage of conversion to biodiesel about 98%. Comparing the results obtained under the ultrasonic irradiation in this study with those under conventional stirring conditions, ultrasonic irradiation technique signifi cantly illustrated the higher effi ciency than the conventional method, especially for the high FFA oil.
Key words: biodiesel, two-step transesterifi cation, crude Jatropha curcas L. oil, ultrasonic irradiation

I. Worapun, K. Pianthong and P. Thaiyasuit
J. Oleo Sci. 61, (4) 165-172 (2012)
166
the alcohol must be substantially anhydrous, because moisture and water makes the reaction partially change to saponifi cation. The saponifi cation formation is reducing the yield of biodiesel production. Thus, this process is not suit-able for feedstocks with high FFA content. Rather, acid catalyzed transesterifi cation is advantageous for oil having high FFA content, as acid catalyzes the FFA esterifi cation to produce biodiesel, increasing the biodiesel yield, however, the reaction time and alcohol requirement is very high13). To solve these problems, a two-step transeste-rification process(acid catalyzed esterification followed by alkaline catalyzed transesterification)was developed to remove the high FFA content in order to improve the biodiesel yield14, 15).
Recently, many researchers have reported the biodiesel production by two-step transesterification process of biodiesel produces from CJCO by the conventional tech-nique. In the first step, the acid catalyzed esterification process used longer reaction time about 2-5 h to reduce FFA content11). Second step, the alkaline catalyzed trans-esterifi cation process required 1-3 h for making ester and the conversions of triglyceride were observed to be in the range of 50-95%16, 17). Because of the lower rates of synthe-sis have been conventional stirring method attributed to mass transfer limitation due to heterogeneous conditions existing during the reaction18).
An alternative method, low frequency ultrasonic irradia-tion is known to be a useful tool for the emulsifi cation of alcohol and oil. Ultrasonic irradiation causes cavitation bubbles to form near the phase boundary between the alcohol and oil phases. The collapse of the cavitation bubbles disrupts the phase boundary and causes emulsifi -cation by ultrasonic jets that impinge from one liquid upon the other. The cavitation may also lead to a localized in-crease in local temperature and pressure at the phase boundary enhancing the transesterifi cation reaction19, 20).
As reported in the literature, many researchers have successfully applied ultrasonic irradiation in the trans-esterification process. In addition, research has been re-ported on the advantages of the ultrasonic irradiation as-sisted transesterifi cation process that indicates advantages such as excellent biodiesel yield, a much shorter reaction time, a low amount of catalyst required than with the con-ventional mechanical stirring method9, 19-24).
The aim of the study is to investigate the biodiesel trans-esterifi cation process using an ultrasonic irradiation mixing technique to obtain the optimal procedure for achieving the higher conversion rate of biodiesel. The main goal is to develop a two-step catalyzed transesterifi cation process for the production of biodiesel from the high FFA of CJCO. Ini-tially, the attention was paid to optimize the first step of the process for reducing the FFA content of CJCO to below 3%. Then the main focus was to optimize the alkaline cata-lyzed transesterification reaction conditions for the
optimum catalyst concentration, methanol to oil ratio, re-action temperature, and ultrasonic irradiation time.
2 MATERIALS AND METHODS2.1 Materials and Equipment
Crude Jatropha curcas L. oil(CJCO), in this study, was obtained from the kernel of Jatropha curcas L. tree belongs to the Euphorbiaceae family, which is a medium to large tree found in most part of Thailand. The Jatropha curcas L. fruits were collected from fi eld crops in Warin-chamrab District, Ubonratchathani province, Northeastern of Thailand. The Jatropha curcas L. fruit and seeds were separated from the peels by a 2 hp cracking machine(100-120 kg seeds per hour). The Jatropha curcas L. seed is small, black in color, and ellipsoid, with an average size of about 1.7-1.9 cm long and 0.8-0.9 cm thick. The weight of 100 seeds is about 69.8 g. The Jatropha curcas L. seeds were dried in the oven at 100℃ for 2-3 h. The CJCO was obtained by grinding the seeds and extracting the oil by the 5 hp hydraulic press machine at the room temperature. The CJCO was first filtrated to remove solid impurities. CJCO was then heat to evaporate the possible water present in it at 105℃ for 1-1.5 h. The fatty acid composi-tion of the CJCO is given in Table 125). An initial acid value of CJCO was measured to be 25 mg KOH/g oil, which cor-responds to 12.5% of free fatty acids(FFA). The chemicals used in the experiment, which are sulfuric acid(H2SO4), potassium hydroxide(KOH), and methanol, were pur-chased from the Merck Chemical Company(Germany), their purities being greater than 98%, 95%, and 99.8%, respectively.
An ultrasonic generator(KCME-KORN, Model AK-Nano/Bio-system 400 UL, Thailand)was used as the source of the ultrasonic irradiation for assisting the production of biodie-sel. The processor operated at 40 kHz with the power of
Table 1 Fatty acid composition of crude Jatropha curcas L. oil.
Fatty acid wt%
Palmitic acid (C16:0) 15.2
Palmitoleic acid (C16:1) 0.7
Heptadecanoic acid (C17:0) 0.1
Stearic acid (C18:0) 6.8
Oleic acid (C18:1) 44.6
Linoleic acid (C18:2) 32.2
α-Linolenic acid (C18:3) 0.2
Arachic acid (C20:0) 0.2
Total saturated fatty acids 23.77
Total unsaturated fatty acids 77.7
Two-step Biodiesel Production Using Ultrasonic Irradiation Assisted
J. Oleo Sci. 61, (4) 165-172 (2012)
167
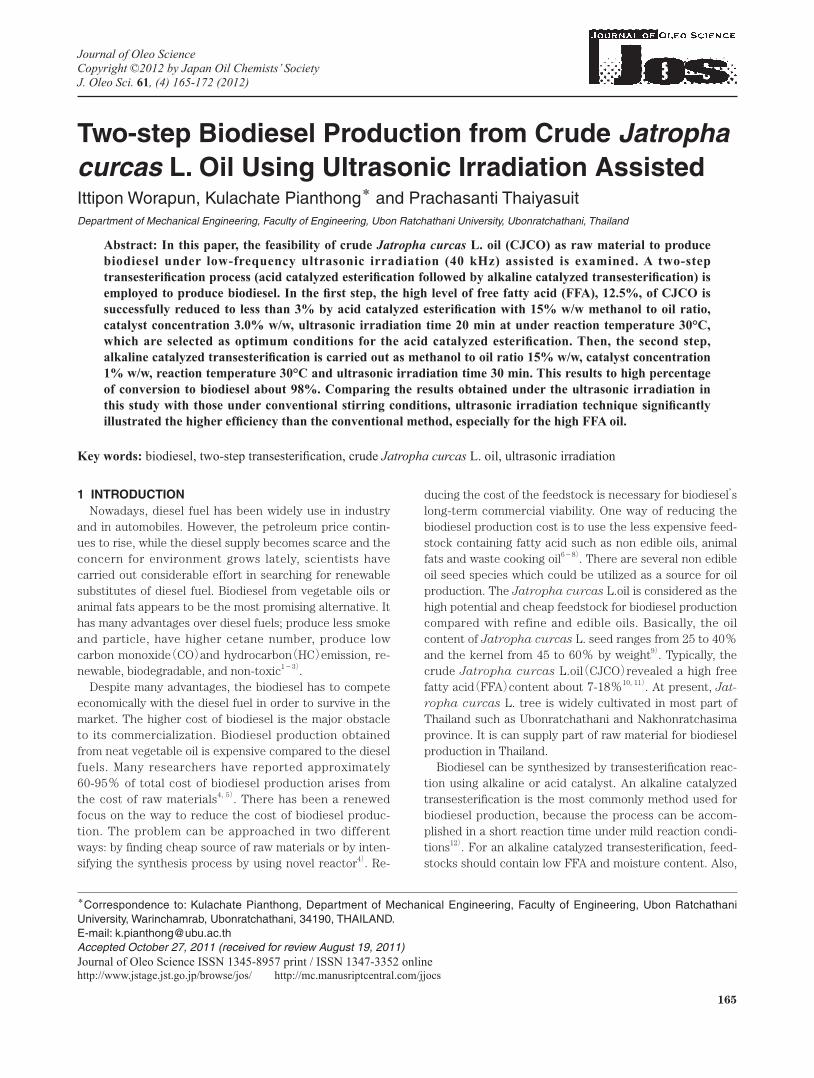
400 W. The ultrasonic irradiation times for the reactions were adjustable from 1 to 90 min. All the experimental re-actions were carried out in an ultrasonic batch reactor(1000 mL)made of stainless steel and equipped with a thermocouple probe and a sampling port, as shown in Fig. 1. An ultrasonic batch reactor was immersed in a water bath placed on the hot plate. The tip of a horn(titanium horn)with a diameter of 10 mm and a length of 120 mm was used to transmit the ultrasound into the solution and was submerged up to 55 mm deep into the solution con-tained in the ultrasonic batch reactor(in the methanol phase). The temperature of the reaction mixture was con-trolled by a water bath.
2.2 Two-step catalyzed transesterifi cation process
The key factors to obtained success transesterification reaction are the percentages of the presence of FFA and moisture. These two faster favor the side reactions like sa-ponifi cation and lower the yield of biodiesel. Thus, before proceeding transesterification reaction, the characteriza-tion of raw material must be performed judge the trans-esterifi cation reaction, either one or two steps. If FFA pres-ence goes beyond the l imit , two-step cata lyzed transesterifi cation process, fi rst neutralization of FFA with acid catalyst(esterification)and then transesterification with alkaline catalyst should be applied to guarantee the higher yield of biodiesel. Meher et al. recommended a single step transesterifi cation reaction with alkaline cata-lyst when FFA content is less than 3%26). It was examined that the percentage of FFA in the CJCO was 12.5%. There-fore, the two-step catalyzed transesterification process, acid catalyzed esterifi cation process following by the alka-line catalyzed transesterifi cation process, was selected for converting CJCO to biodiesel in this study. 2.2.1 Acid catalyzed esterifi cation
The objective of the fi rst step is to reduce the FFA of the CJCO to less than 3%. The operating parameters used in this step, to optimize conditions of acid catalyzed esterifi -
cation reaction, included methanol to oil ratio, catalyst concentration(sulfuric acid), and ultrasonic irradiation time. The CJCO(150 g.)was poured into the reactor. The mixtures consist of CJCO, methanol and sulfuric acid(H2SO4). The sulfuric acid catalyst concentration of 1, 2, 3, 3.5, 4 and 5% w/w(base on the weight of raw oil)were pre-pared and then added to the reactor. Ratios of methanol to oil were 10, 15, 20, 25, 30 and 40% w/w(base on the weight of raw oil). The reaction was activated by with an ultrason-ic irradiation time for 10, 20, 30, 40, 50 and 60 min at room temperature(30℃). After the reaction complete, mixture was allowed to settle for 8 h or overnight. Then, gum, methanol, and water fraction at the bottom layer were removed. The acid value and FFA of the product were de-termined by titration technique(ASTM D664)and the product was then used for the alkaline catalyzed trans-esterifi cation reaction in this second step.2.2.2 Alkaline catalyzed transesterifi cation
In the second step, optimum conditions for catalyst con-centration(KOH), methanol to oil ratio, reaction tempera-ture, and ultrasonic irradiation time were investigated. Firstly, the oil product pre-treated from the fi rst step was poured into the reactor. KOH pellets were dissolved in methanol before being poured in the reactor containing the pre-treated oil. The reaction was then carried out with ul-trasonic irradiation time varied from 0 to 60 min. Ratios of methanol to oil varied from 10 to 20% w/w, while the amount of KOH catalyst was ranged from 0.5 to 2% w/w. Samples(10 mL)were taken from the reacted mixture at a predetermined time intervals(0, 3, 5, 10, 15, 20, 30, 40, and 60 min). The sample was then placed in a bath of iced water to stop the reaction and it was allowed to settle for 8 h or overnight. The mixing of KOH and glycerol settles at the bottom of the funnel, whereas little amount of catalyst and methanol are still in the upper biodiesel layer. The upper layer is collected for further purifi cation by washed and analyzed by Nuclear Magnetic Resonance(NMR).
2.3 Analytical method
The biodiesel products were analyzed by using Nuclear Magnetic Resonance(NMR)method. NMR analyses were performed on a Bruker DMX 300 MHz spectrometer using chloroform-d(CDCl3)as the solvent. For each analysis, 0.2 mL of each biodiesel sample was dissolved in 0.4 mL of deuterated chloroform and transferred to an NMR probe(5 mm internal diameter). Spectra were recorded at room temperature with tetramethylsilane(TMS)as internal stan-dard. The relaxation times were measured for all samples using an inversion recovery pulse sequence. The conver-sion to biodiesel was determined by the ratio of the signals at 3.68 ppm(hydrogen of the methoxy groups in the methyl esters)and 2.30 ppm(hydrogen of the methylene groups of all fatty acid derivatives). The conversion to biodiesel can be calculated by the following Eq(1):
Fig. 1 Schematic of the experimental setup used for ultrasonic irradiation assisted two-step catalyzed transesterifi cation reaction.

I. Worapun, K. Pianthong and P. Thaiyasuit
J. Oleo Sci. 61, (4) 165-172 (2012)
168
Conversion to biodiesel(%)=[(A/3)/(B/2)]×100 (1)
where A is the peak area of hydrogen of the methoxy groups in the methyl esters and B is the peak area of hy-drogen of the CH2 groups of all fatty acid derivatives.
3 RESULTS AND DISCUSSION3.1 Acid catalyzed esterifi cation
3.1.1 Effect of catalyst concentrationThe effect of catalyst concentration was the fi rst param-
eter examined. The sulfuric acid(H2SO4)concentration on the acid catalyzed esterifi cation of CJCO was varied from 1 to 5% w/w. Figure 2 shows the effect of catalyst concentra-tion on amount of FFA at methanol to oil ratio of 20% w/w, ultrasonic irradiation of 20 min and a reaction temperature of 30℃. From the figure, the FFA was decreased from 12.5% to the minimum value of 2.2% in 20 min. The FFA reduced sharply to 3% at 3% w/w of H2SO4 concentration and then decreased gradually to 2.2% at 4% w/w of H2SO4 concentration. Increasing the H2SO4 concentration was sig-nificantly affected to the reduction of FFA. 3% w/w of H2SO4 was found to be optimum to reduce the FFA value to 3% effectively. Lower H2SO4 concentration did not reduce the FFA value of the reactants to the desired limit. There-fore, it can be concluded that the catalyst concentration at 3% w/w was the optimum value, because the recommend-ed transesterification reaction with alkaline catalyst are less than 3% FFA raw material26).3.1.2 Effect of methanol to oil ratio
The effect of methanol to oil ratio on the amount of FFA was investigated. The methanol to oil ratios was set at 10, 15, 20, 25, 30, and 40% w/w respectively. The effect of
methanol to oil ratio on amount of FFA at a H2SO4 concen-tration of 1% w/w, ultrasonic irradiation of 20 min and a reaction temperature of 30℃ is drawn in Fig. 3. The fi gure indicates that the FFA concentration was infl uenced by the quantity of methanol to oil ratio. The FFA was decreased from 12.5 to 1.5% as methanol to oil ratio increased from 10 to 30% w/w. The FFA reduced sharply to 3% at 15% w/w of methanol to oil ratio and then decreased gradually to 1.5% at 30% w/w of methanol to oil ratio. Moreover, it was observed that the higher methanol to oil ratio, beyond 30% w/w, had no significant effect on the FFA reduction. The optimum amount of methanol to oil ratio was suggested to be 15% w/w.3.1.3 Effect of ultrasonic irradiation time
In order to optimize the ultrasonic irradiation time, the difference ultrasonic irradiation times were selected as 10, 20, 30, 40, 50 and 60 min. Figure 4 represents the effect of ultrasonic irradiation time on amount of FFA at the metha-nol to oil ratio of 15% w/w, the catalyst concentration of 3% w/w and, the reaction temperature of 30℃. In this fi gure, the FFA reduced sharply to 3.3% at 10 min of ultra-sonic irradiation time and then decreased gradually to 1.2% at 50 min of ultrasonic irradiation time. Further in-creasing an ultrasonic irradiation time did not signifi cantly affect to FFA concentration reduction. Therefore, the optimal reaction time condition was 20 min where the FFA concentration was less than 3%.
3.2 Alkaline catalyzed transesterifi cation
3.2.1 Effect of catalyst concentrationThe effect of catalyst concentration(KOH)to biodiesel
conversion was investigated with the variation from 0.5 to 2% w/w. The relationships between the conversion to biodiesel and ultrasonic irradiation time at various KOH
Fig. 2 Effect of catalyst concentration on free fatty acid at methanol to oil ratio of 20% w/w, ultrasonic irradiation time 20 min and reaction temperature 30℃.
Fig. 3 Effect of methanol to oil ratio on free fatty acid at 3% w/w catalyst concentration, ultrasonic ir-radiation time 20 min and reaction temperature 30℃.

Two-step Biodiesel Production Using Ultrasonic Irradiation Assisted
J. Oleo Sci. 61, (4) 165-172 (2012)
169
concentrations with methanol to oil ratio of 15% w/w and a reaction temperature of 30℃ is show in Fig. 5. The experi-mental result indicated that the conversion to biodiesel in-crease with an increasing catalyst loading. However, the rate of the increase in conversion to biodiesel dropped when catalyst concentration was increased beyond 1% w/w. It was observed the maximum conversion to biodiesel at 1% w/w of KOH was higher than other KOH concentra-tions. The maximum conversion to biodiesel of 96% was obtained using 1% w/w KOH concentration in 30 min irra-diation time. The results clearly indicated that the optimum concentration of catalyst(KOH)for effective catalyzed transesterifi cation was 1% w/w. With the higher concentra-tion of the catalyst, the formation of soap would occur. This increased the viscosity of the reactants and lowered
the product yield with the prop KOH concentration, Hy-droxide ions from KOH react with the methanol molecule and produce methoxide ions, this increased the rate of re-action.3.2.2 Effect of methanol to oil ratio
The methanol to oil ratio is one of the most important parameter affecting the conversion to biodiesel. The ex-periment was performed by varying methanol to oil molar ratio in the range of 10 to 20% w/w. Figure 6 depicts the relationships between the conversion to biodiesel and ul-trasonic irradiation time at various methanol to oil ratios at the catalyst concentration of 1% w/w and a reaction tem-perature of 30℃. This demonstrates that the percent of conversion to biodiesel increases with an increasing metha-nol to oil ratio. It shows that with methanol to oil ratio of 10% w/w, the conversion to biodiesel is 90% after 40 min of reaction. The best results(96%)can be obtained from the methanol to oil ratio of 15% w/w. Nevertheless, a further increase of methanol to oil ratio to 20% w/w does not give the higher biodiesel conversion. The lower value is obtained(94%), because at higher methanol to oil ratio, the separation of ester from glycerol layer becomes more diffi cult. Hence the methanol to oil ratio of 15% w/w can be considered as an optimum operating ratio in this study. Adding more than 15% w/w methanol to oil ratio had no significant effect on the conversion to process, biodiesel, because alkaline catalyzed transesterifi cation is already in equilibrium. But the lower methanol to oil ratio may result in an incomplete transesterifi cation. Increasing the metha-nol to oil ratio will shift the reaction to the ester formation direction. However, when the methanol to oil molar ratio is set too high, the excessive alcohol may favor conversion of diglycerides to monoglycerides and a slight recombination of esters and glycerol to monoglycerides, because their concentrations keep increasing during the course of the
Fig. 4 Effect of ultrasonic irradiation time on free fatty acid at 3% w/w catalyst concentration, methanol to oil ratio of 15% w/w, and reaction tempera-ture 30℃.
Fig. 5 Effect of catalyst concentration on the conver-sion to biodiesel with methanol to oil ratio 15% w/w at reaction temperature 30℃.
Fig. 6 Effect of methanol to oil ratio on the conversion to biodiesel with catalyst concentration 1% w/w at reaction temperature 30℃.
I. Worapun, K. Pianthong and P. Thaiyasuit
J. Oleo Sci. 61, (4) 165-172 (2012)
170
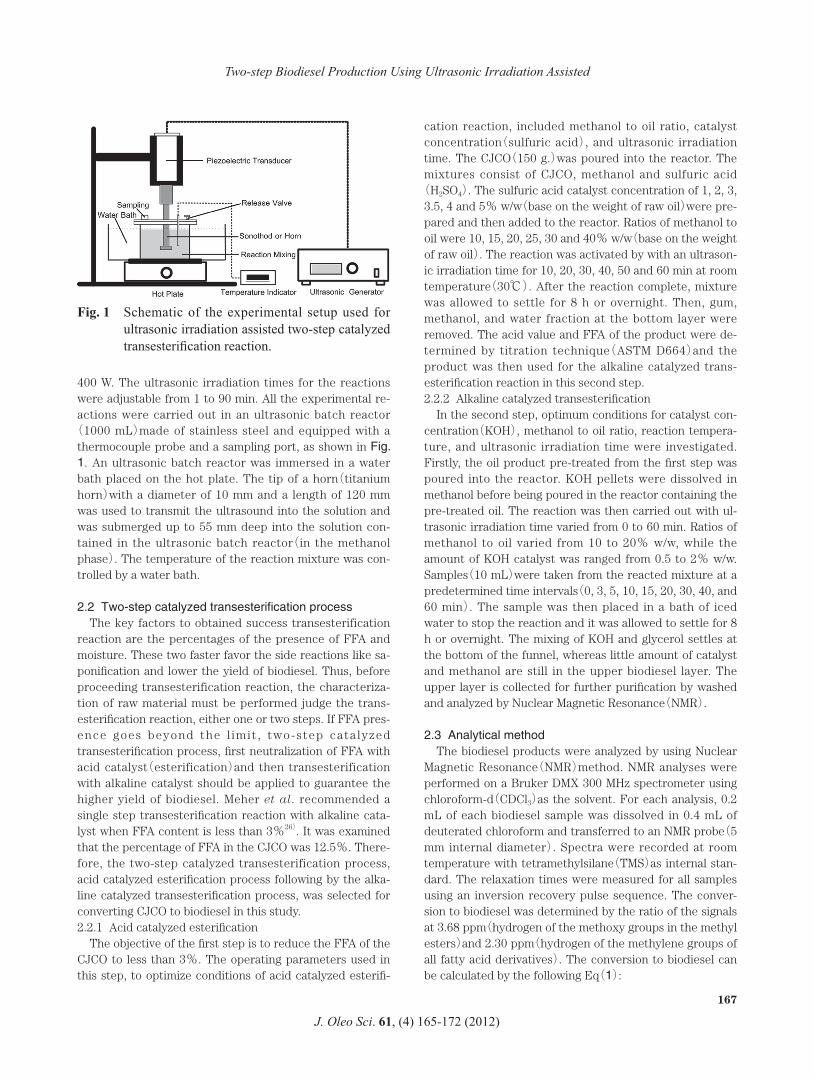
reaction27).3.2.3 Effect of reaction temperature
The effect of reaction temperature on the conversion to biodiesel was also studies by carrying out the reaction at three different temperatures over the range of 30 to 65℃. Figure 7 represents the relationships between the conver-sion to biodiesel and ultrasonic irradiation time at various reaction temperatures at the methanol to oil ratio of 15% w/w and a catalyst concentration of 1.0% w/w. It reveals that, the final percentage conversion to biodiesel was almost reached in 40 min. After 40 min the conversion to biodiesel present in the 30, 50 and 65℃ runs were 97, 96.5 and 85%, respectively. The conversion to biodiesel ob-tained in the 30 and 50℃ run were quite similar, while the one in the 65℃ run was clearly less. This experimental result indicates that at lower temperature the extent of conversion to biodiesel is higher, but when the temperature is increased, the conversion to biodiesel decreased. This showed that the increase of temperature had a negative in-fl uence on methanolysis of CJCO. The extent of cavitational effect is dampened at higher operating temperature due to the cavitation may also lead to the localized increase in temperature at the phase boundary of mixing reaction22). At higher reaction temperature, there is a chance of loss of methanol due to the evaporation. Then, the reaction tem-perature above the boiling point of alcohol should be avoided; also the high temperature reaction tends to accel-erate the saponifi cation of glycerides by the alkaline cata-lyst.
3.3 Comparison of ultrasonic irradiation method with con-
ventional stirring method
A comparison of the effect of ultrasound irradiation in the alkaline catalyzed transesterification reaction was carried out at the optimal operating conditions(methanol
to oil ratio of 15% w/w, catalyst concentration of 1% w/w and reaction temperature of 30℃). Experiment was also performed using conventional stirring method under opti-mized set of operating parameters to compare the effi cacy of two modes of mixing. The mechanical stirrer reactor consists of a two blade turbine with a diameter of 4 cm and operates at 600 rpm.
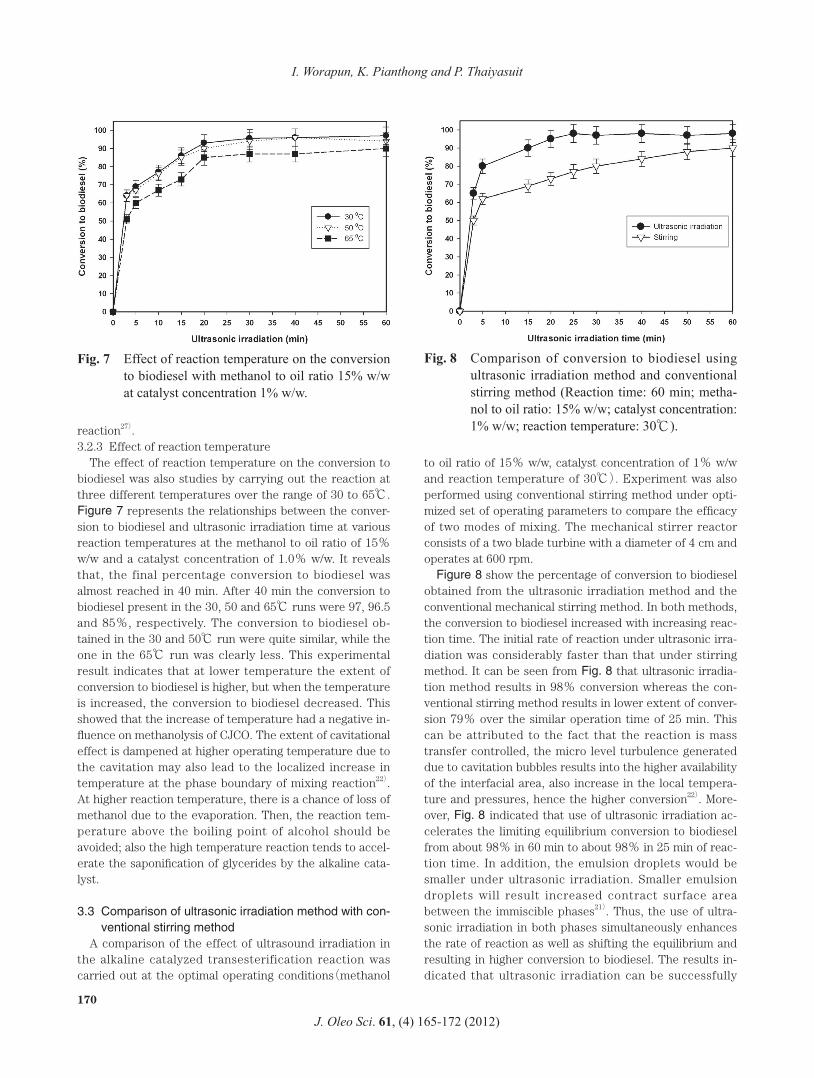
Figure 8 show the percentage of conversion to biodiesel obtained from the ultrasonic irradiation method and the conventional mechanical stirring method. In both methods, the conversion to biodiesel increased with increasing reac-tion time. The initial rate of reaction under ultrasonic irra-diation was considerably faster than that under stirring method. It can be seen from Fig. 8 that ultrasonic irradia-tion method results in 98% conversion whereas the con-ventional stirring method results in lower extent of conver-sion 79% over the similar operation time of 25 min. This can be attributed to the fact that the reaction is mass transfer controlled, the micro level turbulence generated due to cavitation bubbles results into the higher availability of the interfacial area, also increase in the local tempera-ture and pressures, hence the higher conversion22). More-over, Fig. 8 indicated that use of ultrasonic irradiation ac-celerates the limiting equilibrium conversion to biodiesel from about 98% in 60 min to about 98% in 25 min of reac-tion time. In addition, the emulsion droplets would be smaller under ultrasonic irradiation. Smaller emulsion droplets will result increased contract surface area between the immiscible phases21). Thus, the use of ultra-sonic irradiation in both phases simultaneously enhances the rate of reaction as well as shifting the equilibrium and resulting in higher conversion to biodiesel. The results in-dicated that ultrasonic irradiation can be successfully
Fig. 7 Effect of reaction temperature on the conversion to biodiesel with methanol to oil ratio 15% w/w at catalyst concentration 1% w/w.
Fig. 8 Comparison of conversion to biodiesel using ultrasonic irradiation method and conventional stirring method (Reaction time: 60 min; metha-nol to oil ratio: 15% w/w; catalyst concentration: 1% w/w; reaction temperature: 30℃).

Two-step Biodiesel Production Using Ultrasonic Irradiation Assisted
J. Oleo Sci. 61, (4) 165-172 (2012)
171
applied to transesterification reactions with more than 95% yield of conversion to biodiesel in as low as 20 min of the reaction time. The technique hence appears to be ef-fective compared to the conventional approach. The present study thus reveals that the use ultrasonic irradia-tion mixing method gave shorten reaction time and higher biodiesel yield(percent conversion to biodiesel)than the conventional mechanical stirring method. This brings about considerable time as well as cost.
4 CONCLUSIONSIn summary, the two-step process coupled with ultrason-
ic irradiation condition is an efficient method and time saving for biodiesel production from crude jatropha curcas L.oil(CJCO)having high FFA. A two-step catalyzed transesterification process was selected to improve the conversion to biodiesel. The fi rst step was acid catalyzed esterifi cation process, which could reduce the FFA level of CJCO to less than 3%. The second step, alkaline catalyzed transesterifi cation process gave more than 98% of conver-sion to biodiesel. The optimum conditions for production of methyl ester(biodiesel)under the ultrasonic irradiation condition were as follows; the first step process was ob-tained at methanol to oil ratio of 15% w/w, catalyzed con-centration of 3% w/w, ultrasonic irradiation time of 20 min and temperature of 30℃(room temperature). While, the second step process was obtained at methanol to oil ratio of 15% w/w, catalyzed concentration of 1% w/w, ultrasonic irradiation time of 30 min and temperature of 30℃. The conversion to biodiesel achieved was 98%. Finally, the comparison with the conventional mechanical stirring method has clearly illustrated the role of ultrasonic irradia-tion in inducing an effective emulsifi cation and mass trans-fer so that the rate of ester formation is significantly en-hanced.
ACKNOWLEDGMENTSThe first author would like to thank the office of the
higher education commission, Thailand for supporting by grant fund under the program strategic scholarships for frontier research network for the Ph.D. program Thai doc-toral degree for this research. This work has been funded by the national research council of Thailand(NRCT)through Ubon Ratchathani University(UBU)and the Energy Policy and Planning Organization(EPPO).
Reference1) Akarwal, H.; Phaveatare, A. G. Diesel engine emission
and performance from blend of karanja methyl ester and diesel. Biomass Bioenerg. 27, 393-397(2004).
2) Raheman, A. K. Biofuel(alcohol and biodiesel)applica-tions as fuel for internal combustion engines. Prog. Energ. Combust. 33, 233-271(2007).
3) Bajpai, D.; Tyagi, V. K. Biodiesel: source, production, composition, properties and its benefi ts. J. Oleo Sci. 55, 487-502(2006).
4) Cetinkaya, M.; Karaosmanoglu, F. Optimization of base-catalyzed transesterification reaction of used cooking oil. Energ. Fuel. 18, 1888-1895(2004).
5) Zhang, Y.; Dube, M. A.; Mclean, D. D.; Kates, M. Biodie-sel production from waste cooking oil: Economic as-sessment and sensitivity analysis. Bioresource Tech-nol. 90, 229-240(2003).
6) Veljkovic, V. B.; Lakicevic, S. H.; Stamenkovic, O. S.; Todorovic, Z. B.; Lazic, M. L. Biodiesel production from tobacco(Nicotiana tabacum L.)seed oil with a high content of free fatty acids. Fuel. 85, 2671-2675(2006).
7) Murugesan, A.; Umarani, C.; Chinnusamy, T. R.; Krish-nan, M.; Subramanian, R.; Neduzchezhain, N. Produc-tion and analysis of bio-diesel from non-edible oils A review. Renew. Sust. Energ. Rev. 13, 825-834(2009).
8) Leung, D. Y. C.; Guo, Y. Transesterrifi cation of neat and used frying oil: Optimization for biodiesel production. Fuel Process. Technol. 87, 883-890(2006).
9) Deng, X.; Fang, Z.; Liu, Y. Ultrasonic transesterifi cation of Jatropha curcas L. oil to biodiesel by a two-step process. Energ. Convers. Manage. 51, 2802-2807(2010).
10) Corro, G.; Tellez, N.; Ayala, E.; Marines-Ayala, A. Two-step biodiesel production from Jatropha curcas oil using SiO2. HF solid catalyst for FFA esterification step. Fuel 89, 2815-2821(2010).
11) Lu, H.; Liu, Y.; Zhou, H.; Yang, Y.; Chen, M.; Liang, B. Production of biodiesel from Jatropha curcus L. oil. Comput. Chem. Eng. 33, 1091-1096(2009).
12) Meka, P. K.; Tripathi, V.; Singh, R. P. Synthesis of biodiesel fuel from saffl ower oil using various reaction parameters. J. Oleo Sci. 51, 9-12(2007).
13) Shailendra, S.; Avinash, K. A.; Sanjeev, G. Biodiesel de-velopment from rice bran oil: Transesterifi cation pro-cess optimization and fuel characterization. Energ. Convers. Manage. 49, 1248-1257(2008).
14) Patil, P. D.; Gude, V. G.; Deng, S. Biodiesel production from jatropha curcas, waste cooking, and camelina sa-tiva oils. Ind. Eng. Chem. Res. 48, 10850-10856(2009).
15) Yadav, P. K. S.; Singh, O.; Singh, R. P. Palm fatty acid biodiesel: process optimization and study of reaction kinetics. J. Oleo Sci. 59, 575-580(2010).
16) Chitra, P.; Venkatachalam, P.; Sampathrajan, A. Opti-mization of exrerimental conditions for biodiesel pro-

I. Worapun, K. Pianthong and P. Thaiyasuit
J. Oleo Sci. 61, (4) 165-172 (2012)
172
duction from alkali-catalyzed transesterifi cation of jat-ropha curcas oil. Bioresource Technol. 99, 1711 -1721.(2009).
17) Berchmans, H. J.; Hirata, S. Biodiesel production from crude Jatropha curcas L. seed oil with a high content of free fatty acids. Bioresource Technol. 99 , 1716-1721(2009).
18) Colucci, J. A.; Borrero, E. E.; Alape, F. Biodiesel from an alkaline transesterifi cation reaction of soybean oil using ultrasonic mixing. J. Am. Oil Chem. Soc. 82(2005).
19) Hanh, H. D.; Dong, N. T.; Starvarache, C.; Okitsu, K.; Maeda, Y.; Nishimura, R. Methanolysis of triolein by low frequency ultrasonic irradiation. Energ. Convers. Manage. 49, 276-280(2008).
20) Vishwanath, G. D.; Gogate, P. R.; Pandit, A. B. Ultra-sound-assisted synthesis of biodiesel from palm fatty acid distillate. Ind. Eng. Chem. Res. 48, 7923-7927(2009).
21) Hanh, H. D.; Dong, N. T.; Okitsu, K.; Maeda, Y.; Nishimura, R. Effect of malar ratio, catalyst concentra-tion and temperature on tranesterifi cation of triolein with ethanol under ultrasonic irradiation. J. Jpn. Pet-rol. Inst. 50, 195-199(2007).
22) Hingu, S. M.; Gogate, P. R.; Rathod, V. K. Synthesis of
biodiesel from waste cooking oil using sonochemical reactors. Ultrason. Sonochem. 17, 827-832(2010).
23) Worapun, I.; Pianthong, K.; Thaiyasuit, P. Optimization of biodiesel production from crude palm oil using ul-trasonic irradiation assistance and response surface methodology. J. Chem. Technol. Biotechnol.(2011)in press.
24) Fan, X.; Chen, F.; Wang, X. Ultrasound-assisted syn-thesis of biodiesel from crude cotton seed oil using re-sponse surface methodology. J. Oleo Sci. 59, 235-241(2010).
25) Supamathanon, N.; Wittayakun, J.; Prayoonpokarach, S. Properties of Jatropha seed oil from Northeastern Thailand and its transesterification catalyzed by potas-sium supported on NaY zeolite. J. Ind. Eng. Chem. 17, 182-185(2011).
26) Meher, L. C.; Sagar, D. V.; Naik, S. N. Technical aspect of biodiesel production by transesterifi cation-a review. Renew. Sust. Energ. Rev. 10, 248-268(2006).
27) Fillières, R.; Benjelloun-Mlayah, B.; Delmas, M. Etha-nolysis of rapeseed oil: Quantitation of ethyl esters, mono-, di-, and triglycerides and glycerol by high-per-formance size-exclusion chromatography. J. Am. Oil Chem. Soc. 72, 427-432(1995).


![Biodiesel Production from Seed Oil of the Jatropha Curcas ... · PDF fileTeam 9: Oil from [the] Soil Biodiesel Production from Seed Oil of the Jatropha Curcas Plant Final Report Authors:](https://img.pdfslide.us/doc/110x75/5a7018f77f8b9aa7538bab29/biodiesel-production-from-seed-oil-of-the-jatropha-curcas-wwwcalvineduacademicengineeringsenior-designseniordesign08pdf.jpg)