Embed Size (px)
Citation preview
1. CHOOSE ELECTRODES FROM A TRUSTED SOURCE.
Although tungsten electrodes may look the same from one company to another, high-quality tungsten has been manufactured to ensure a very small grain structure which allows for better migration of oxides to the tip of the electrode.
With high-quality tungsten, you’ll experience easier arc starting, improved arc time and better weld quality with minimized contamination. Arc-Zone.com’s ArcTime™ and Amplify™ brand electrodes are from the world’s fi nest producers and meet or exceed ISO 6848 and AWS A5.12 standards. Arc-Zone.com ® delivers the industry’s most complete line of premier tungsten electrodes including ArcTime™, Amplify™, Muliti-Strike™, SYLVANIA, Weldcraft®, and CK Worldwide®.
XXIIMMIIZZEE AARRCC SSTTAARRTTIINNGG AANNDD IIMMPPRROOVVEE AARRCC TTIMMEEWITH HIGH-QUALITY TUNGSTEN ELECTRODES
MMAAXX
selection
Selecting the proper tungsten electrodes will greatly improve weld quality and productivity while lowering costs for your Gas Tungsten Arc Welding (GTAW/TIG) and Plasma Arc Welding (PAW) operations.
EE AARRCC TTIMMEE
from
Arc-Zone.com, Inc.2091 Las Palmas Drive, Ste. FCarlsbad, CA 92011-1551
Tel. 1.760.931.1500/1.800.944.2243 Fax. 1.760.931.1504 Email: [email protected]©2009, Arc-Zone.com®, Inc. All Rights Reserved
2. DETERMINE THE BEST TUNGSTEN/TUNGSTEN ALLOY FOR YOUR APPLICATION
Since the development of the TIG welding process, many improvements have been made in the production of electrodes. Most signifi cantly is the addition of oxides to pure tungsten, creating tungsten alloys that provide the same level of emission as pure tungsten at much lower temperatures, improving the arc time of the electrode and improving arc stability.
Each oxide has a diff erent physical characteristic aff ecting tungsten perfor-mance. Electrodes are color coded, indicating the type of oxide used in the mix. Note that color-coding is not standardized for all mixes and varies from the U.S. to Europe and Japan.
For most hand-held welding operations, Arc-Zone® recommends the ArcTime™ Hybrid Tungsten Electrode. For other applications, particularly automated weld-ing, the best way to determine which tungsten alloy is best suited for your application is through testing. The following list is provided as a guide.
DETERMINE THE BEST T 2. DETERMINE THE BEST T2
Since the development of the TIG wbeen made in the production of eleoxides to pure tungsten, creating temission as pure tungsten at muof the electrode and improving
Each oxide has a diff erent phmance. Electrodes are color
ECTRODES FROM A TRUCTRODES FROM A TRU
gsten electrodes may look thgsten has been manufactured
or better migration of oxides to
th high-quality tungsten, you’ll exand better weld quality with minimAmplify™ brand electrodes are froISO 6848 and AWS A5.12 standardine of premier tungsten electrodWeldcraft®, and CK Worldwide®.
Note that color-coding is nto Europe and Japan.
For most hand-held wHybrid Tungsten Eleing, the best way
for-sed in the mix.
ecting tungype of oxidxes and varies from the U.S.
Arc-Zone® recommer application
which
e.crs and
he induplify™
ovements cantly is the addit
at provide the same ltures, improving the a
c aff ecting tungsten perfor-he type of oxide used in
STENSTEN
weldinglectrod
g tunguch lo
g arc s
hysicaor code
SOURD SOU
om one a verythe ele
asier aminat
ld’s fi nne.coming Ar
s not standardized for all mixes and varies
d welding operations, Arc-ZoElectrode. For other app
y to determine whon is through t
a
g, improne.com
ucers and ms the industry
Amplify™, Muli
OR YOYO
ny improvements havsignifi cantly is the addition
s that provide the same level of eratures, improving the arc time
risticng th
N/TUN/TU
ng podesgstenowestab
cal chded,
RCEURCE
ne cry sm
lectr
arc sationnest
om ® dArcTi
standardized for all
ding operatrode. Foet
TUNGSTEN ALLOY FOR YOUR APPLICATIONUNGSTEN ALLOY FOR YOUR APPLICATION
process, many improvements have es. Most signifi cantly is the addition of en alloys that provide the same level of er temperatures, improving the arc timbility.
characteri, indicatin
E.E
company to another, high-small grain structure which trode.
c starting, improved arc time n. Arc-Zone.com’s ArcTime™ and
st producers and meet or exceed ® delivers the industry’s most complete Time™, Amplify™, Muliti-Strike™, SYLVANIA,
ndardized fo
n elen ha
etter
igh-qbett
mplifISO 6linW

Arc-Zone.com, Inc.2091 Las Palmas Drive, Ste. FCarlsbad, CA 92011-1551
Tel. 1.760.931.1500/1.800.944.2243 Fax. 1.760.931.1504 Email: [email protected]©2009, Arc-Zone.com®, Inc. All Rights Reserved
ArcTime™...
Hybrid All Purpose Tungsten ElectrodesThis non-radioactive state-of-the-art formula combines rare earth materials with tungsten to produce the best all-purpose tungsten electrode on the market. Experience reliable arc starting even after numerous ignitions.Color Code: Sky Blue™ (US) Not std.
1% THORIATED...
Available in SYLVANIA BrandSYLVANIA off ers this radioactive tungsten formula for easy arc starting, good arc stability and current capacity, and resistance to weld pool contamination. Not commonly used. Vapors, grinding dust and disposal of thorium dioxide raise health, safety and environmental concerns. Use only when contractually required by FAR specifi cation.Color Code: Yellow
2% THORIATED...
Available in Amplify™, SYLVANIA, CK Worldwide® and Weldcraft® Brands This formula is a popular general purpose electrode due to the excellent arc behavior and good tip life. This is a radio-active formula, however. Vapors, grinding dust and disposal of thorium dioxide raise health, safety and environmental concerns. Use only when contractually required by FAR specifi cation.Color Code: Red (US, Europe and Japan)
2% LANTHANATED...
Available in Amplify™ Brand This formula is a good general purpose non-radioactive replacement for 2% Thoriated. It has excellent ignition perfor-mance, low-burn-off rate, excellent re-ignition, and good service life.Color Code: Blue (US) Not standardized in Europe. Yellow-Green (Japan)
1.5% LANTHANATED...
Available in Amplify™, SYLVANIA, CK Worldwide® and Weldcraft® Brands Another good general-purpose non-radioactive replacement for 2% Thoriated, and similar in performance to 2% lathan-ated. It features excellent ignition and re-ignition properties and good service life.Color Code: Gold (US) Not std. in Europe or Japan.
2% CERIATED...
Available in Amplify™, SYLVANIA, CK Worldwide® and Weldcraft® Brands Good for low-amp, DC orbital tube, pipe, thin sheet, and small part applications, this formula off ers low current capacity, low arc ignition, good arc stability and is non-radioactive.Color Code: Orange (US) Gray (Europe and Japan)
1% ZIRCONIATED...
Available in Amplify™ and SYLVANIA Brands Used for radiographic-quality welding where tungsten contamination must be minimized. Balls-up easily in AC applica-tions, good arc starting and current capacity. Non-Radioactive.Color Code: Brown (US) White (Europe) Not std. in Japan.
PURE TUNGSTEN...
Available in Amplify™, SYLVANIA, and CK Worldwide® Weldcraft® BrandsPure tungsten has a high work-function which makes it diffi cult to start and maintain a stable arc. High burn-off rate results in short service life.Color Code: Green (US, Europe and Japan)
p
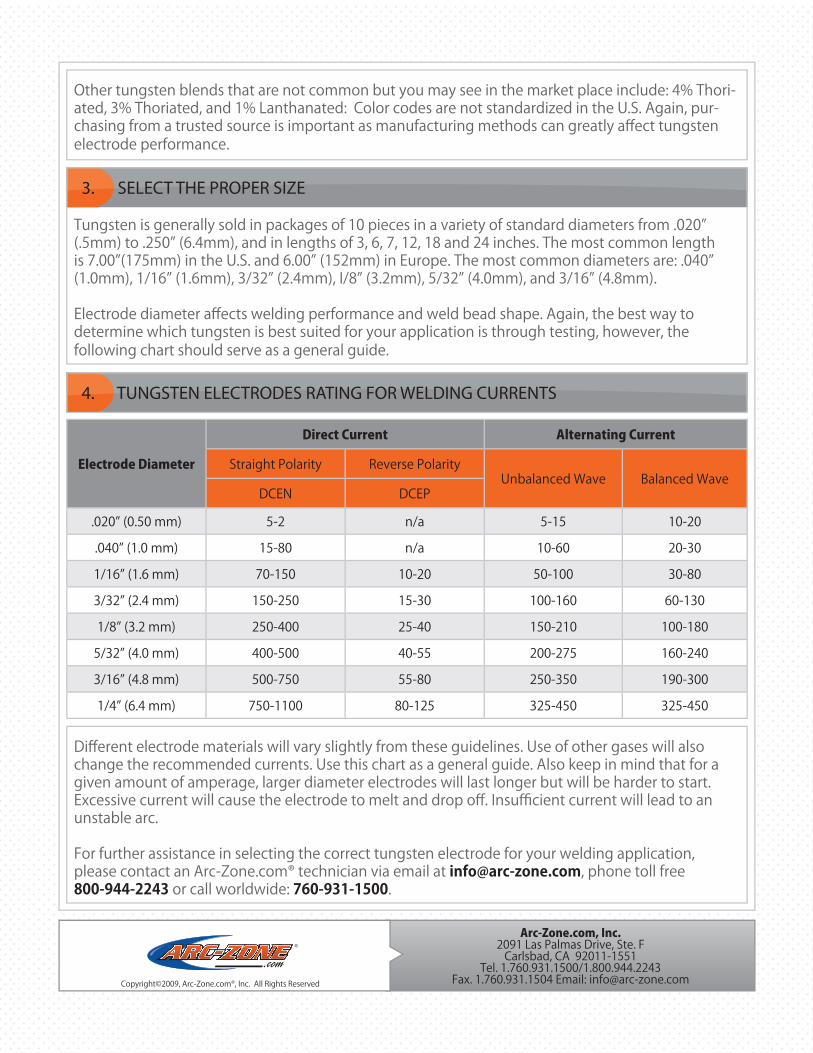
Electrode Diameter
Direct Current Alternating Current
Straight Polarity Reverse PolarityUnbalanced Wave Balanced Wave
DCEN DCEP
.020” (0.50 mm) 5-2 n/a 5-15 10-20
.040” (1.0 mm) 15-80 n/a 10-60 20-30
1/16” (1.6 mm) 70-150 10-20 50-100 30-80
3/32” (2.4 mm) 150-250 15-30 100-160 60-130
1/8” (3.2 mm) 250-400 25-40 150-210 100-180
5/32” (4.0 mm) 400-500 40-55 200-275 160-240
3/16” (4.8 mm) 500-750 55-80 250-350 190-300
1/4” (6.4 mm) 750-1100 80-125 325-450 325-450
Arc-Zone.com, Inc.2091 Las Palmas Drive, Ste. FCarlsbad, CA 92011-1551
Tel. 1.760.931.1500/1.800.944.2243 Fax. 1.760.931.1504 Email: [email protected]©2009, Arc-Zone.com®, Inc. All Rights Reserved
Other tungsten blends that are not common but you may see in the market place include: 4% Thori-ated, 3% Thoriated, and 1% Lanthanated: Color codes are not standardized in the U.S. Again, pur-chasing from a trusted source is important as manufacturing methods can greatly aff ect tungsten electrode performance.
3. SELECT THE PROPER SIZE
Tungsten is generally sold in packages of 10 pieces in a variety of standard diameters from .020” (.5mm) to .250” (6.4mm), and in lengths of 3, 6, 7, 12, 18 and 24 inches. The most common length is 7.00”(175mm) in the U.S. and 6.00” (152mm) in Europe. The most common diameters are: .040” (1.0mm), 1/16” (1.6mm), 3/32” (2.4mm), I/8” (3.2mm), 5/32” (4.0mm), and 3/16” (4.8mm).
Electrode diameter aff ects welding performance and weld bead shape. Again, the best way to determine which tungsten is best suited for your application is through testing, however, the following chart should serve as a general guide.
Diff erent electrode materials will vary slightly from these guidelines. Use of other gases will also change the recommended currents. Use this chart as a general guide. Also keep in mind that for a given amount of amperage, larger diameter electrodes will last longer but will be harder to start. Excessive current will cause the electrode to melt and drop off . Insuffi cient current will lead to an unstable arc.
For further assistance in selecting the correct tungsten electrode for your welding application, please contact an Arc-Zone.com® technician via email at [email protected], phone toll free 800-944-2243 or call worldwide: 760-931-1500.
4. TUNGSTEN ELECTRODES RATING FOR WELDING CURRENTS

TUNGSTEN GRINDER SELECTOR GUIDE
grindersECTOR GUIDE
Arc-Zone.com, Inc.2091 Las Palmas Drive, Ste. FCarlsbad, CA 92011-1551
Tel. 1.760.931.1500/1.800.944.2243 Fax. 1.760.931.1504 Email: [email protected]
+ Degree Scale = Precision Grind Angle | + Tip Flat = Precision Tip Flat | + Cut Off = Precision Cut Off
Tungsten Grinder StyleGrind Angles
Minimum Length
Degree Scale
Tip Flat Capable
Cut-Off Capable
Dust Collection
Tungsten Diame-ters
Sharpie Standard Tungsten Grinder
Hand-Held 20º Fixed1-1/4”
(31.7mm)fi xed
.040”-1/8”(1.0mm-3.2mm)
Sharpie Deluxe Tungsten Grinder
Hand-Held 15º - 45º1-1/4”
(31.7mm).040”-1/8”
(1.0mm-3.2mm)
Power Point DCS Hand-Held 15º - 45º1-1/4”
(31.7mm)fully
enclosed
.040”-1/8”(1.0mm-3.2mm)
Turbosharp XHand-Held w/ Bench Bracket
20º - 60º3/4”
(19mm)fully
enclosed.040”-1/4”
(1.0mm-6.4mm)
Orbitalum ESG+Hand-Held w/ Bench Bracket
15º, 18º, 22.5º, 30ºor
15º, 30º, 45º, 60º
< 1/2”(12mm)
fi xed +optional enclosure
.040”-5/32”(1.0mm-4.0mm )
NeutrixHand-Held w/ Bench Bracket
15º - 180º1/2”
(13mm) + fully
enclosed
.040”-5/32”(1.0mm-4.0mm )
Turbo 4Portable Bench-Top
5º - 60º1/2”
(13mm)semi-
enclosed.040”-5/32”
(1.0mm-4.0mm )
Piranha 2Portable Bench-Top
10º - 60º3/4”
(19mm)
semi-enclosed
.040”-3/32”(1.0mm-2.4mm)
Super TurboPortable Bench-Top
5º - 60º1/2”
(13mm)semi-
enclosed1/16”-5/32”
(1.0mm-4.0mm)
Piranha 3 Bench-Top 10º - 60º3/4”
(19mm)semi-
enclosed.040”-3/16”
(1.0mm-4.8mm)
Neutra LTGBench Mounted
10º - 50º1/2”
(13mm)fully
enclosed
.040”-3/16”(1.0mm-4.8mm)
TIG 10/175Bench Mounted
10º - 180º13/32”(10mm)
+ +optionalvacuum
.040”-3/16”(1.0mm-4.8mm)
DGP-3-V2Grinding Station
6º - 120º0.2”
(3mm) + + vacuum
.040”-3/16”(1.0mm-4.8mm)
Ultima TIGSemi-Portable Bench-Top
15º - 180º0.6”
(15mm) + +
fully enclosed
.040”-3/16”(1.0mm-4.8mm)
Ultima TIG-CutSemi-Portable Bench-Top
15º - 180º0.3”
(7mm) + + +
fully enclosed
.040”-5/32”(1.0mm-4.0mm)
Copyright©2009, Arc-Zone.com®, Inc. All Rights Reserved
+ Degree Scale = Pr
m ngth
Degree Scale
Tip C
1-1/4” (31.7mm)
fi xed
º - 45º1-1/4”
(31.7mm)
15º - 45º1-1/4”
(31.7m
Held Bench
Bracket20º - 60º
G+Hand-Held w/ Bench Bracket
15º, 18º, 22.5º, 30ºor
15º, 30º, 45º, 6
utrixHand-Held w/ Bench Bracket
15º - 18
Turbo 4Portable Bench-Top
5º -
ranha 2Portable Bench-Top
10º
Super TurboPortable Bench-Top
5º
Piranha 3 Bench-Top 10º -
Neutra LTGBench Mounted
10º - 5
TIG 10/175Bench Mounted
10
DGP-3-V2Grinding Station
Ultima TIGSemi-Portable Bench-Top
Ultima TIG-CutSemi-Portable Bench-
gle
m0”-3/16”
(1.0mm-4.8mm)
+ vacuum.040”-3/16
(1.0mm
+ +fully
3(7mm)
+
Precision Grind Angle
t Collection
Tun
.0(1.0m
.0401.0mm
.040”-0mm-3
040”-1/mm-6.4
fi x”-5/32”-4.0mm
2”mm)
/32”0mm )
1/2”(13mm
2”mm )
3/4”(19m
”m)
1(1
)
50º40”-3/16”
(1.0mm-4.8mm)
0º - 180 +optionalvacuum
04
6º - 1m)
+
1”
mm)
e h-Top
- 180º0.3”
(7
on
(1
(1.0
.04.0m
fixed 040”mm-4
0”-5/m-4.0
m)-5/324.0m
4” mm)
/32”4mm
1/2”(13m
32”mm)
3/(19 m-4.8mm)
)y
enclosed
.040”-3(1 0
0º2”
mm)opti
120º0.2”3mm
15º - 10.6”
(15mm
15º - 180
fullyenclosed
fully enclosed (1.
+optional enclosure
.0(1.0m
+ fully enclosed
.040(1.0mm
semi-enclosed
.040”-(1.0mm-4
)semi-
enclosed.040”-3/
(1.0mm-2.4
mm)semi-
enclosed1/16”-5/32
(1.0mm-4.0m
3/4” 19mm)
semi-enclosed
.040”-3/16”(1.0mm-4.8m
1/2”(13mm)
fully encl
13/32(10m
º0
(3
- 180º0
h ket
Handw
bo 4
Pira
from





























