Embed Size (px)
Citation preview

Troubleshooter
RENOLDTROUBLESHOOTER
PAGE 1
PRODUCT RANGE
RENOLDTROUBLESHOOTER
PAGE 2
CONTENTSFigure PAGE
Introduction 3CONVEYOR APPLICATIONSConveyor Introduction 4
1 Abrasion 52 Abrasion 63 Alignment 74 Alignment 85 Corrosion 96 Corrosion 107 Fretting Corrosion 118 Impact & Alignment 129 Misalignment 1310 Misalignment 1411 None 1512 Overheating 1613 Overload 1714 Roller Seizure 1815 Sprocket Tooth Wear 1916 Tensile Overload 2017 Galling 21
LIFTING APPLICATIONSLifting Introduction 22
18A Alignment 2318B Alignment 2419 Galling & Fretting Corrosion 25
TRANSMISSION APPLICATIONSTransmission Introduction 26
20 Abrasion 2721 Abrasion 28
22A Corrosion 2922B Corrosion 3023 Corrosion 3124 Fracture 3225 Fracture 3326 Fretting Corrosion 3427 Galling 3528 Galling 36
29A Lubrication & Alignment 3729B Lubrication & Alignment 3830 Lubrication & Alignment 3931 Material Cracking 4032 Overload 4133 Overload 4234 Riveting Failure 4335 Wear 44

RENOLDTROUBLESHOOTER
PAGE 3
INTRODUCTIONRenold, the premier chain company is dedicated to providing
national and global customers with products to the ultimatespecification and design, manufactured to exceed the highestinternational standards.
Only materials that meet the Renold exacting specifications areused for the manufacture of our chain components.
A feature of power transmission and mechanical handling isthat, if a machine is overloaded or otherwise used in a mannernot allowed for in the design, then the effects will always be seenin the performance or appearance of the chain or sprockets.
The purpose of this booklet is to highlight some of thetypes of damage that can be caused to chain or sprockets byspecific design oversights, maintenance neglect and operationaloverloads, enabling retification and improved performance.
Stringent process control at everystage of production including componentmanufacture, heat treatment, andassembly, ensure the consistent qualityof all Renold Chain.
Every chain is proof loadedresulting in minimum initial wear, greaterfatigue resistance and improved wearperformance.
Corrosion protection and long lifeare achieved by automatically pre-lubricating every chain with a speciallyformulated grease. Chain lubrication isone of the most important factors inachieving a long and trouble free servicelife. Renold can advise the correctmethod to suit your needs.
RENOLDTROUBLESHOOTER
PAGE 4
CONVEYOR INTRODUCTIONRenold Chain has, for many years, been a leader and innovator
involved in the design and manufacture of standard conveyor chainand the development of engineered products for such applications asescalators, travelators, sterilisers, cement conveyors, theme park ridesand numerous other specialised systems for the mechanical handlingindustry. We have a detailed understanding of the maintenance needson such applications and can now offer the manufacturers andoperators of conveyor systems the benefits of this knowledge.
Chain is one of the most widely used moving mediums inmechanical handling systems, being robust and very adaptable, but itis also one of the most neglected components within such equipmentwhen general or routine maintenance is carried out. In many cases thisproduct is attended to when problems occur, normally when the chainis already damaged and the only real option is to fit a replacement tothe system.
For more information on Conveyor Chain, please refer to theRenold Chain Installation and Maintenance Manual which has beendesigned with the manufacturer and operator in mind. It covers thefunctional aspects of using Renold conveyor chain and emphasises thecorrect use of preventative maintenance procedures, which will ensurebetter machine performance, less down time, lower overallmaintenance costs and extended chain life. Should you require anyfurther information, please contact our technical sales staff.
RENOLDTROUBLESHOOTER
PAGE 5
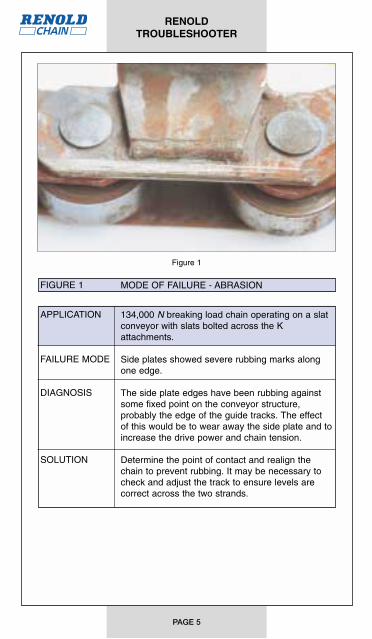
Figure 1
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
134,000 N breaking load chain operating on a slatconveyor with slats bolted across the Kattachments.
Side plates showed severe rubbing marks alongone edge.
The side plate edges have been rubbing againstsome fixed point on the conveyor structure,probably the edge of the guide tracks. The effectof this would be to wear away the side plate and toincrease the drive power and chain tension.
Determine the point of contact and realign thechain to prevent rubbing. It may be necessary tocheck and adjust the track to ensure levels arecorrect across the two strands.
FIGURE 1 MODE OF FAILURE - ABRASION
RENOLDTROUBLESHOOTER
PAGE 6
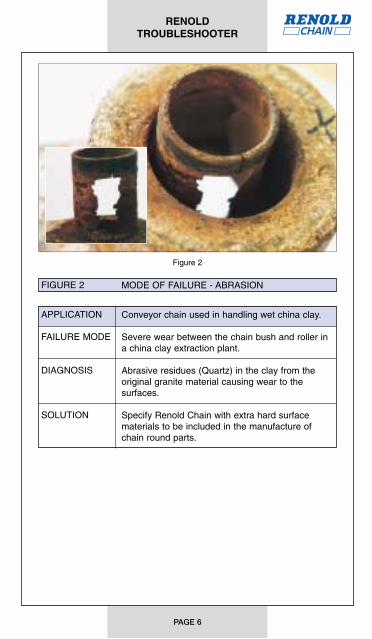
Figure 2
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Conveyor chain used in handling wet china clay.
Severe wear between the chain bush and roller ina china clay extraction plant.
Abrasive residues (Quartz) in the clay from theoriginal granite material causing wear to thesurfaces.
Specify Renold Chain with extra hard surfacematerials to be included in the manufacture ofchain round parts.
FIGURE 2 MODE OF FAILURE - ABRASION
RENOLDTROUBLESHOOTER
PAGE 7
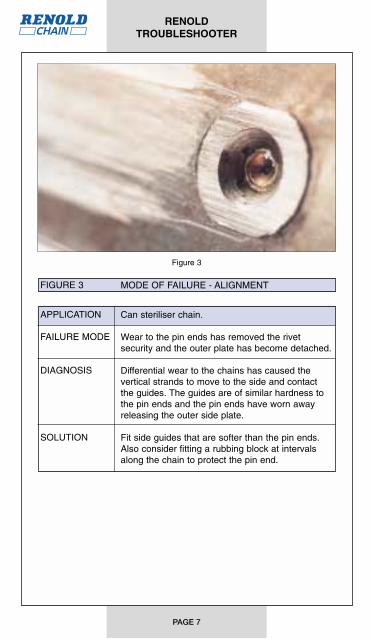
Figure 3
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Can steriliser chain.
Wear to the pin ends has removed the rivetsecurity and the outer plate has become detached.
Differential wear to the chains has caused thevertical strands to move to the side and contactthe guides. The guides are of similar hardness tothe pin ends and the pin ends have worn awayreleasing the outer side plate.
Fit side guides that are softer than the pin ends.Also consider fitting a rubbing block at intervalsalong the chain to protect the pin end.
FIGURE 3 MODE OF FAILURE - ALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 8
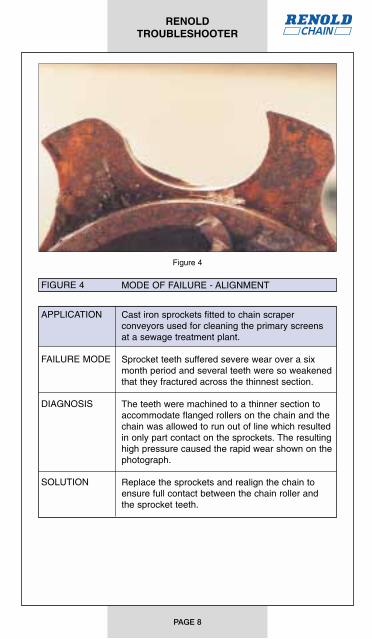
Figure 4
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Cast iron sprockets fitted to chain scraperconveyors used for cleaning the primary screensat a sewage treatment plant.
Sprocket teeth suffered severe wear over a sixmonth period and several teeth were so weakenedthat they fractured across the thinnest section.
The teeth were machined to a thinner section toaccommodate flanged rollers on the chain and thechain was allowed to run out of line which resultedin only part contact on the sprockets. The resultinghigh pressure caused the rapid wear shown on thephotograph.
Replace the sprockets and realign the chain toensure full contact between the chain roller andthe sprocket teeth.
FIGURE 4 MODE OF FAILURE - ALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 9
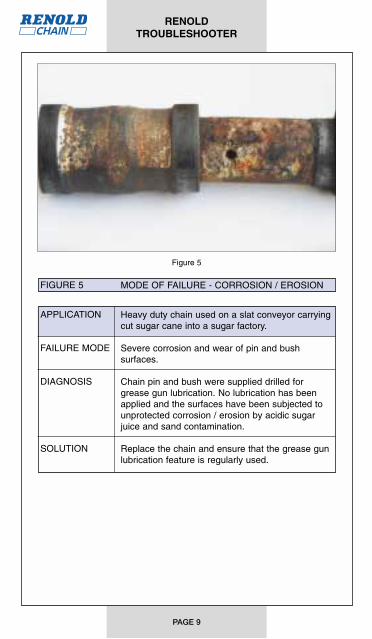
Figure 5
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Heavy duty chain used on a slat conveyor carryingcut sugar cane into a sugar factory.
Severe corrosion and wear of pin and bushsurfaces.
Chain pin and bush were supplied drilled forgrease gun lubrication. No lubrication has beenapplied and the surfaces have been subjected tounprotected corrosion / erosion by acidic sugarjuice and sand contamination.
Replace the chain and ensure that the grease gunlubrication feature is regularly used.
FIGURE 5 MODE OF FAILURE - CORROSION / EROSION
RENOLDTROUBLESHOOTER
PAGE 10
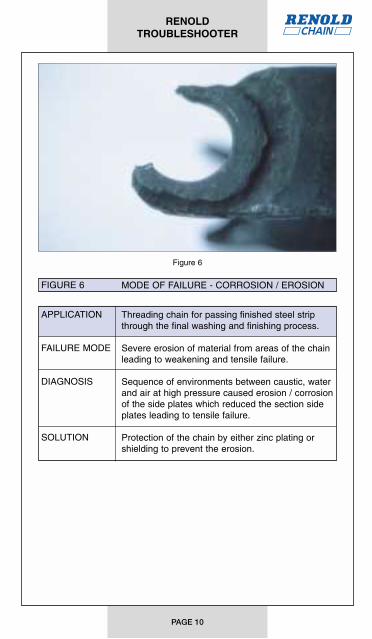
Figure 6
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Threading chain for passing finished steel stripthrough the final washing and finishing process.
Severe erosion of material from areas of the chainleading to weakening and tensile failure.
Sequence of environments between caustic, waterand air at high pressure caused erosion / corrosionof the side plates which reduced the section sideplates leading to tensile failure.
Protection of the chain by either zinc plating orshielding to prevent the erosion.
FIGURE 6 MODE OF FAILURE - CORROSION / EROSION
RENOLDTROUBLESHOOTER
PAGE 11
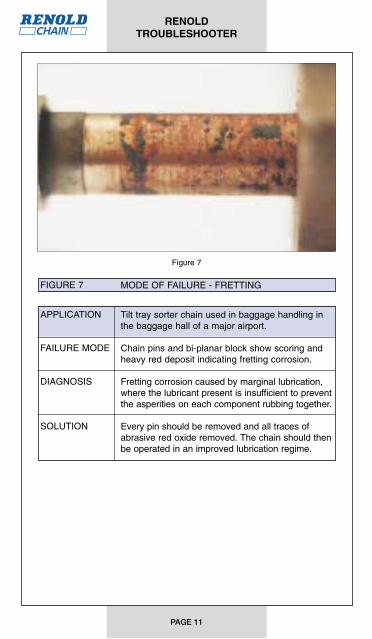
Figure 7
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Tilt tray sorter chain used in baggage handling inthe baggage hall of a major airport.
Chain pins and bi-planar block show scoring andheavy red deposit indicating fretting corrosion.
Fretting corrosion caused by marginal lubrication,where the lubricant present is insufficient to preventthe asperities on each component rubbing together.
Every pin should be removed and all traces ofabrasive red oxide removed. The chain should thenbe operated in an improved lubrication regime.
FIGURE 7 MODE OF FAILURE - FRETTING
RENOLDTROUBLESHOOTER
PAGE 12
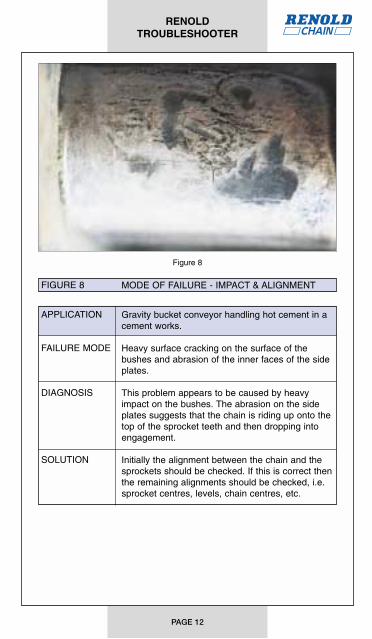
Figure 8
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Gravity bucket conveyor handling hot cement in acement works.
Heavy surface cracking on the surface of thebushes and abrasion of the inner faces of the sideplates.
This problem appears to be caused by heavyimpact on the bushes. The abrasion on the sideplates suggests that the chain is riding up onto thetop of the sprocket teeth and then dropping intoengagement.
Initially the alignment between the chain and thesprockets should be checked. If this is correct thenthe remaining alignments should be checked, i.e.sprocket centres, levels, chain centres, etc.
FIGURE 8 MODE OF FAILURE - IMPACT & ALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 13
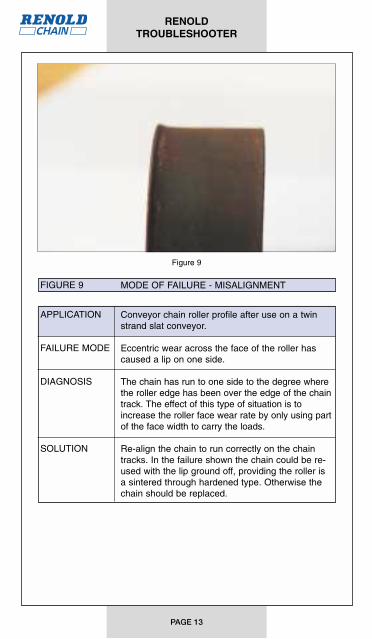
Figure 9
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Conveyor chain roller profile after use on a twinstrand slat conveyor.
Eccentric wear across the face of the roller hascaused a lip on one side.
The chain has run to one side to the degree wherethe roller edge has been over the edge of the chaintrack. The effect of this type of situation is toincrease the roller face wear rate by only using partof the face width to carry the loads.
Re-align the chain to run correctly on the chaintracks. In the failure shown the chain could be re-used with the lip ground off, providing the roller isa sintered through hardened type. Otherwise thechain should be replaced.
FIGURE 9 MODE OF FAILURE - MISALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 14
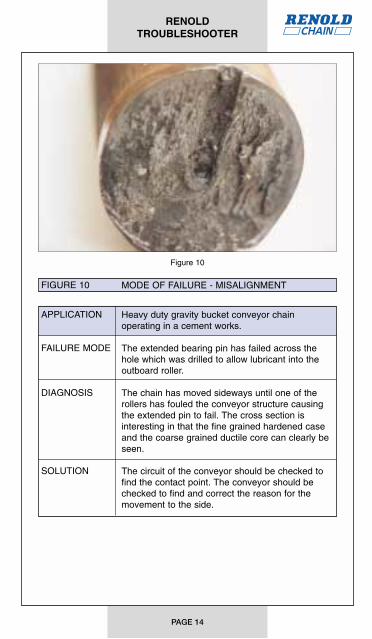
Figure 10
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Heavy duty gravity bucket conveyor chainoperating in a cement works.
The extended bearing pin has failed across thehole which was drilled to allow lubricant into theoutboard roller.
The chain has moved sideways until one of therollers has fouled the conveyor structure causingthe extended pin to fail. The cross section isinteresting in that the fine grained hardened caseand the coarse grained ductile core can clearly beseen.
The circuit of the conveyor should be checked tofind the contact point. The conveyor should bechecked to find and correct the reason for themovement to the side.
FIGURE 10 MODE OF FAILURE - MISALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 15
Figure 11
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
107,000 N breaking load hollow pin.
None.
A correctly lubricated component.
FIGURE 11 MODE OF FAILURE - NONE
RENOLDTROUBLESHOOTER
PAGE 16
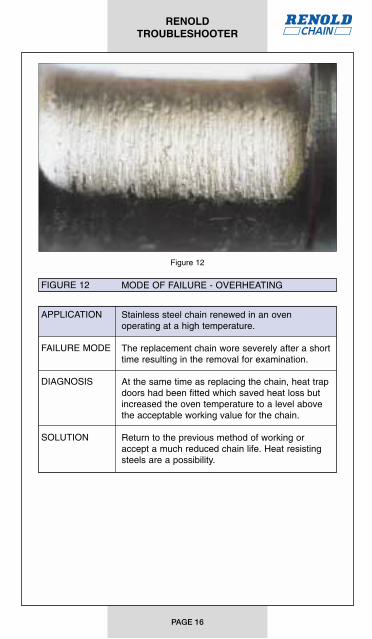
Figure 12
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Stainless steel chain renewed in an ovenoperating at a high temperature.
The replacement chain wore severely after a shorttime resulting in the removal for examination.
At the same time as replacing the chain, heat trapdoors had been fitted which saved heat loss butincreased the oven temperature to a level abovethe acceptable working value for the chain.
Return to the previous method of working oraccept a much reduced chain life. Heat resistingsteels are a possibility.
FIGURE 12 MODE OF FAILURE - OVERHEATING
RENOLDTROUBLESHOOTER
PAGE 17
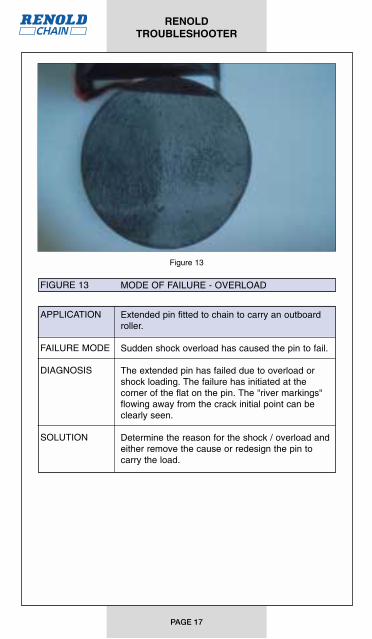
Figure 13
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Extended pin fitted to chain to carry an outboardroller.
Sudden shock overload has caused the pin to fail.
The extended pin has failed due to overload orshock loading. The failure has initiated at thecorner of the flat on the pin. The "river markings"flowing away from the crack initial point can beclearly seen.
Determine the reason for the shock / overload andeither remove the cause or redesign the pin tocarry the load.
FIGURE 13 MODE OF FAILURE - OVERLOAD
RENOLDTROUBLESHOOTER
PAGE 18
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
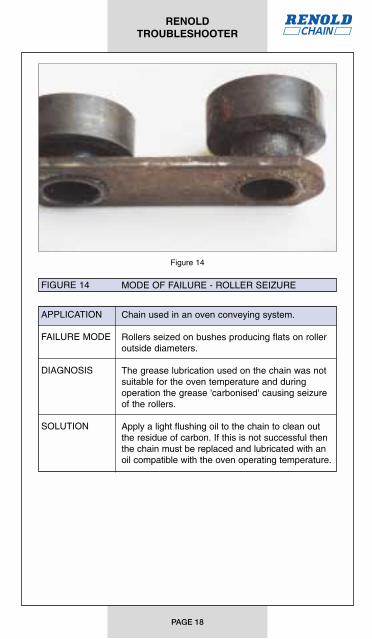
Chain used in an oven conveying system.
Rollers seized on bushes producing flats on rolleroutside diameters.
The grease lubrication used on the chain was notsuitable for the oven temperature and duringoperation the grease 'carbonised' causing seizureof the rollers.
Apply a light flushing oil to the chain to clean outthe residue of carbon. If this is not successful thenthe chain must be replaced and lubricated with anoil compatible with the oven operating temperature.
FIGURE 14 MODE OF FAILURE - ROLLER SEIZURE
Figure 14
RENOLDTROUBLESHOOTER
PAGE 19
Figure 15
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
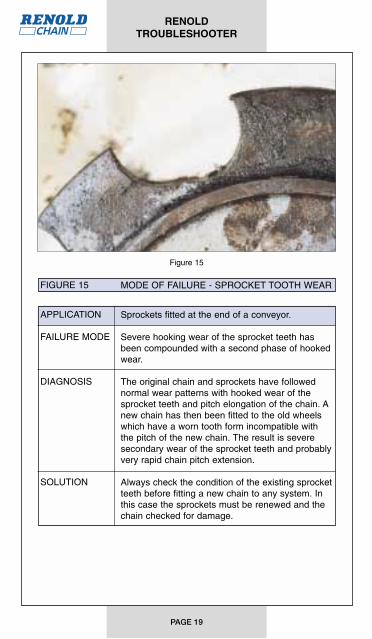
Sprockets fitted at the end of a conveyor.
Severe hooking wear of the sprocket teeth hasbeen compounded with a second phase of hookedwear.
The original chain and sprockets have followednormal wear patterns with hooked wear of thesprocket teeth and pitch elongation of the chain. Anew chain has then been fitted to the old wheelswhich have a worn tooth form incompatible withthe pitch of the new chain. The result is severesecondary wear of the sprocket teeth and probablyvery rapid chain pitch extension.
Always check the condition of the existing sprocketteeth before fitting a new chain to any system. Inthis case the sprockets must be renewed and thechain checked for damage.
FIGURE 15 MODE OF FAILURE - SPROCKET TOOTH WEAR
RENOLDTROUBLESHOOTER
PAGE 20
Figure 16
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
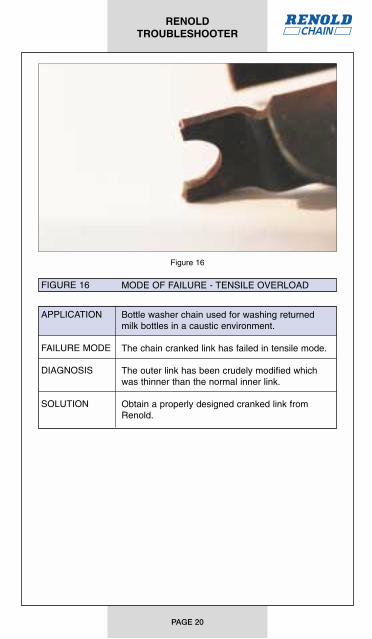
Bottle washer chain used for washing returnedmilk bottles in a caustic environment.
The chain cranked link has failed in tensile mode.
The outer link has been crudely modified whichwas thinner than the normal inner link.
Obtain a properly designed cranked link fromRenold.
FIGURE 16 MODE OF FAILURE - TENSILE OVERLOAD
RENOLDTROUBLESHOOTER
PAGE 21
Figure 17
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
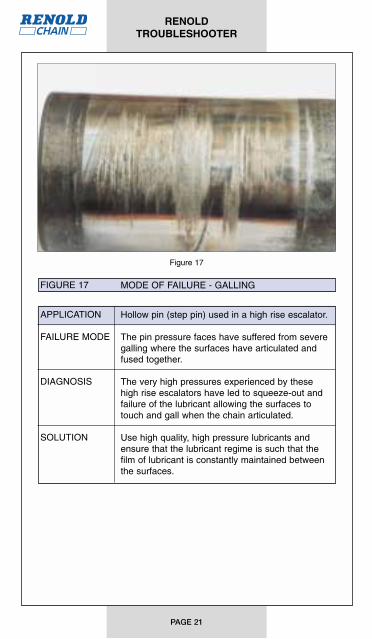
Hollow pin (step pin) used in a high rise escalator.
The pin pressure faces have suffered from severegalling where the surfaces have articulated andfused together.
The very high pressures experienced by thesehigh rise escalators have led to squeeze-out andfailure of the lubricant allowing the surfaces totouch and gall when the chain articulated.
Use high quality, high pressure lubricants andensure that the lubricant regime is such that thefilm of lubricant is constantly maintained betweenthe surfaces.
FIGURE 17 MODE OF FAILURE - GALLING
RENOLDTROUBLESHOOTER
PAGE 22
LIFTING INTRODUCTIONRenold Chain has over 100 years experience in the operation
and maintenance of lifting chain. Involvement with designers,manufacturers and users of all types of equipment has enabled Renoldto develop the Renold Lifting Chain Installation and MaintenanceManual which should be referred to for more information. Thisdefinitive manual is designed to pass on the preferred methods ofcorrect handling, adjustment, installation and maintenance of liftingchain systems resulting in maximum chain life.
If further information is required, please contact our technicalsales staff.
RENOLDTROUBLESHOOTER
PAGE 23
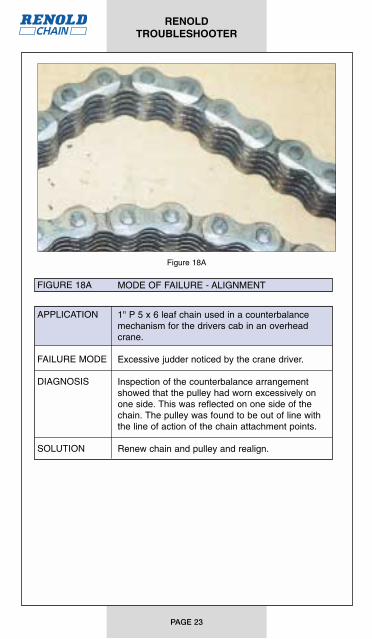
Figure 18A
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
1" P 5 x 6 leaf chain used in a counterbalancemechanism for the drivers cab in an overheadcrane.
Excessive judder noticed by the crane driver.
Inspection of the counterbalance arrangementshowed that the pulley had worn excessively onone side. This was reflected on one side of thechain. The pulley was found to be out of line withthe line of action of the chain attachment points.
Renew chain and pulley and realign.
FIGURE 18A MODE OF FAILURE - ALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 24
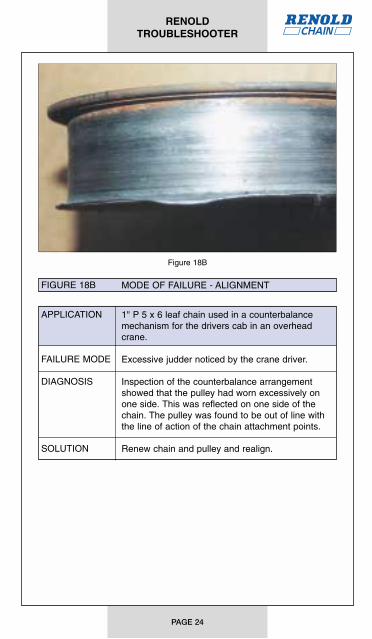
Figure 18B
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
1" P 5 x 6 leaf chain used in a counterbalancemechanism for the drivers cab in an overheadcrane.
Excessive judder noticed by the crane driver.
Inspection of the counterbalance arrangementshowed that the pulley had worn excessively onone side. This was reflected on one side of thechain. The pulley was found to be out of line withthe line of action of the chain attachment points.
Renew chain and pulley and realign.
FIGURE 18B MODE OF FAILURE - ALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 25
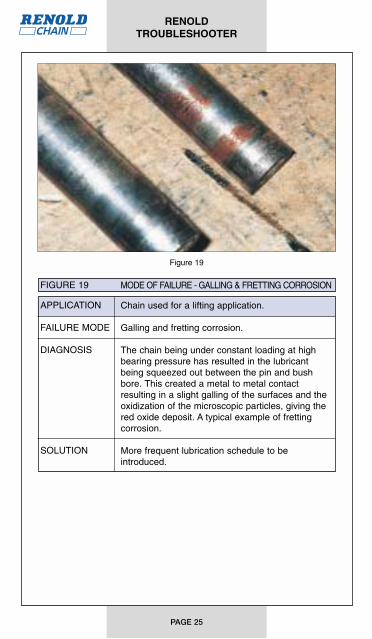
Figure 19
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Chain used for a lifting application.
Galling and fretting corrosion.
The chain being under constant loading at highbearing pressure has resulted in the lubricantbeing squeezed out between the pin and bushbore. This created a metal to metal contactresulting in a slight galling of the surfaces and theoxidization of the microscopic particles, giving thered oxide deposit. A typical example of frettingcorrosion.
More frequent lubrication schedule to beintroduced.
FIGURE 19 MODE OF FAILURE - GALLING & FRETTING CORROSION
RENOLDTROUBLESHOOTER
PAGE 26
TRANSMISSION INTRODUCTIONRenold Chain have over 100 years experience in the operation
and maintenance of transmission chain. Involvement with designers,manufacturers and users of all types of equipment has enabled Renoldto develop the Installation and Maintenance Manual forTransmission Chain which should be referred to for more information.This definitive manual is designed to pass on the preferred methods ofcorrect handling, adjustment, installation and maintenance oftransmission chain drives resulting in maximum chain life.
Should you require any further information, please contact ourtechnical sales staff.
RENOLDTROUBLESHOOTER
PAGE 27
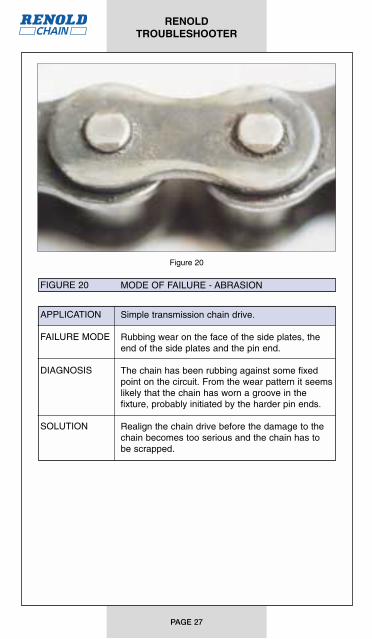
Figure 20
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Simple transmission chain drive.
Rubbing wear on the face of the side plates, theend of the side plates and the pin end.
The chain has been rubbing against some fixedpoint on the circuit. From the wear pattern it seemslikely that the chain has worn a groove in thefixture, probably initiated by the harder pin ends.
Realign the chain drive before the damage to thechain becomes too serious and the chain has tobe scrapped.
FIGURE 20 MODE OF FAILURE - ABRASION
RENOLDTROUBLESHOOTER
PAGE 28
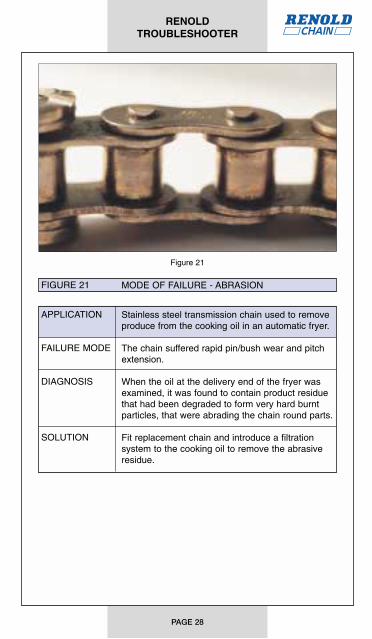
Figure 21
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Stainless steel transmission chain used to removeproduce from the cooking oil in an automatic fryer.
The chain suffered rapid pin/bush wear and pitchextension.
When the oil at the delivery end of the fryer wasexamined, it was found to contain product residuethat had been degraded to form very hard burntparticles, that were abrading the chain round parts.
Fit replacement chain and introduce a filtrationsystem to the cooking oil to remove the abrasiveresidue.
FIGURE 21 MODE OF FAILURE - ABRASION
RENOLDTROUBLESHOOTER
PAGE 29
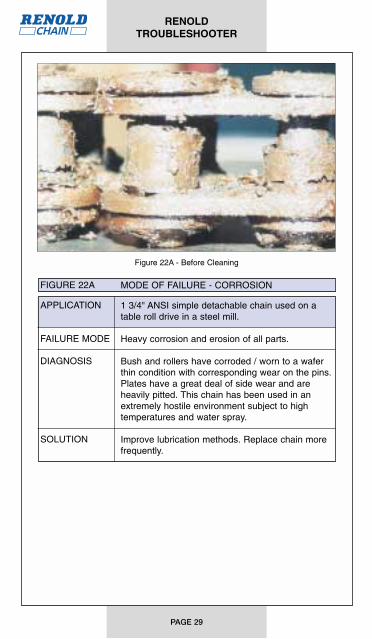
Figure 22A - Before Cleaning
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
1 3/4" ANSI simple detachable chain used on atable roll drive in a steel mill.
Heavy corrosion and erosion of all parts.
Bush and rollers have corroded / worn to a waferthin condition with corresponding wear on the pins.Plates have a great deal of side wear and areheavily pitted. This chain has been used in anextremely hostile environment subject to hightemperatures and water spray.
Improve lubrication methods. Replace chain morefrequently.
FIGURE 22A MODE OF FAILURE - CORROSION
RENOLDTROUBLESHOOTER
PAGE 30
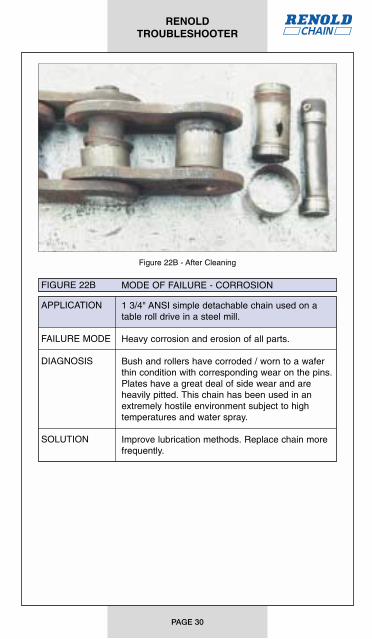
Figure 22B - After Cleaning
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
1 3/4" ANSI simple detachable chain used on atable roll drive in a steel mill.
Heavy corrosion and erosion of all parts.
Bush and rollers have corroded / worn to a waferthin condition with corresponding wear on the pins.Plates have a great deal of side wear and areheavily pitted. This chain has been used in anextremely hostile environment subject to hightemperatures and water spray.
Improve lubrication methods. Replace chain morefrequently.
FIGURE 22B MODE OF FAILURE - CORROSION
RENOLDTROUBLESHOOTER
PAGE 31
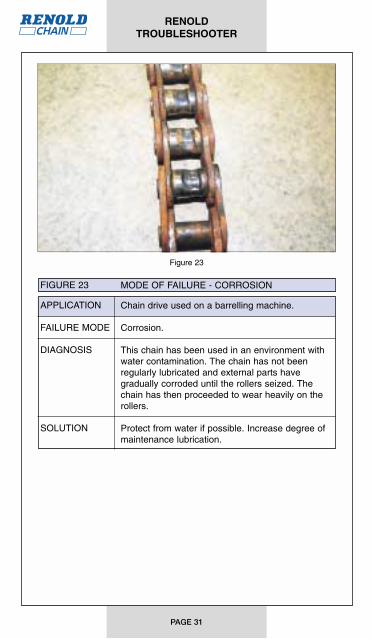
Figure 23
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Chain drive used on a barrelling machine.
Corrosion.
This chain has been used in an environment withwater contamination. The chain has not beenregularly lubricated and external parts havegradually corroded until the rollers seized. Thechain has then proceeded to wear heavily on therollers.
Protect from water if possible. Increase degree ofmaintenance lubrication.
FIGURE 23 MODE OF FAILURE - CORROSION
RENOLDTROUBLESHOOTER
PAGE 32
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
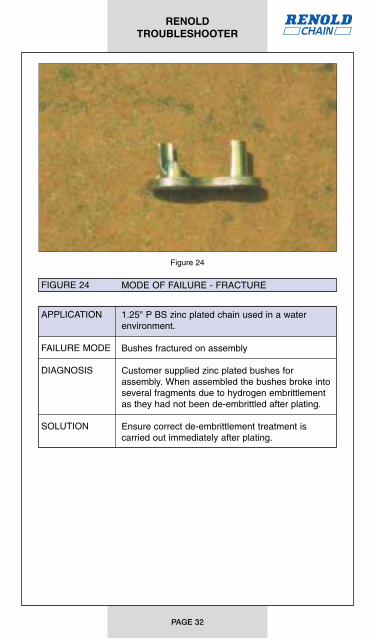
1.25" P BS zinc plated chain used in a waterenvironment.
Bushes fractured on assembly
Customer supplied zinc plated bushes forassembly. When assembled the bushes broke intoseveral fragments due to hydrogen embrittlementas they had not been de-embrittled after plating.
Ensure correct de-embrittlement treatment iscarried out immediately after plating.
FIGURE 24 MODE OF FAILURE - FRACTURE
Figure 24
RENOLDTROUBLESHOOTER
PAGE 33
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
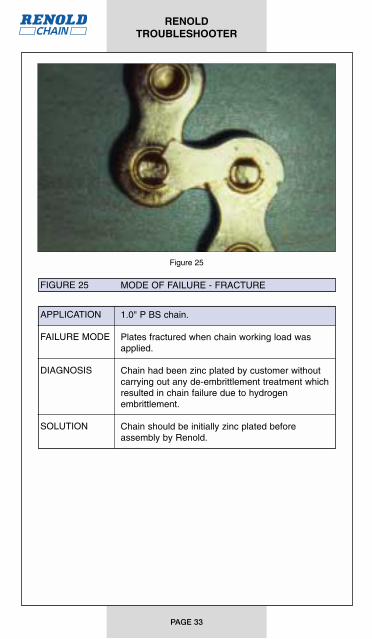
1.0" P BS chain.
Plates fractured when chain working load wasapplied.
Chain had been zinc plated by customer withoutcarrying out any de-embrittlement treatment whichresulted in chain failure due to hydrogenembrittlement.
Chain should be initially zinc plated beforeassembly by Renold.
FIGURE 25 MODE OF FAILURE - FRACTURE
Figure 25
RENOLDTROUBLESHOOTER
PAGE 34
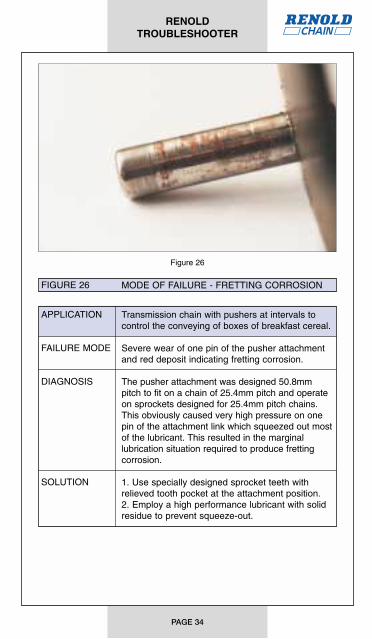
Figure 26
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Transmission chain with pushers at intervals tocontrol the conveying of boxes of breakfast cereal.
Severe wear of one pin of the pusher attachmentand red deposit indicating fretting corrosion.
The pusher attachment was designed 50.8mmpitch to fit on a chain of 25.4mm pitch and operateon sprockets designed for 25.4mm pitch chains.This obviously caused very high pressure on onepin of the attachment link which squeezed out mostof the lubricant. This resulted in the marginallubrication situation required to produce frettingcorrosion.
1. Use specially designed sprocket teeth withrelieved tooth pocket at the attachment position.2. Employ a high performance lubricant with solidresidue to prevent squeeze-out.
FIGURE 26 MODE OF FAILURE - FRETTING CORROSION
RENOLDTROUBLESHOOTER
PAGE 35
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
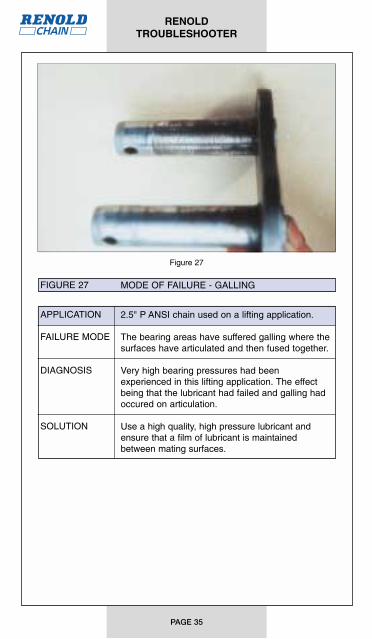
2.5" P ANSI chain used on a lifting application.
The bearing areas have suffered galling where thesurfaces have articulated and then fused together.
Very high bearing pressures had beenexperienced in this lifting application. The effectbeing that the lubricant had failed and galling hadoccured on articulation.
Use a high quality, high pressure lubricant andensure that a film of lubricant is maintainedbetween mating surfaces.
FIGURE 27 MODE OF FAILURE - GALLING
Figure 27
RENOLDTROUBLESHOOTER
PAGE 36
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
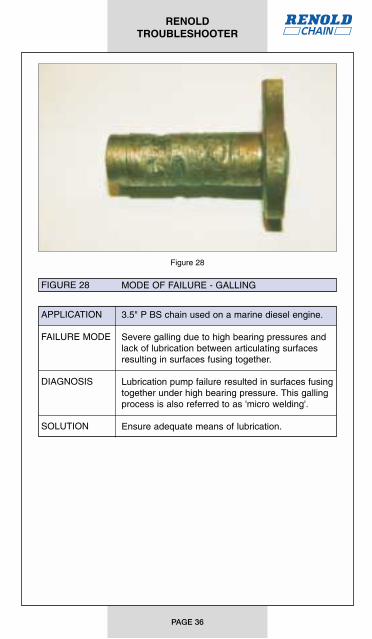
3.5" P BS chain used on a marine diesel engine.
Severe galling due to high bearing pressures andlack of lubrication between articulating surfacesresulting in surfaces fusing together.
Lubrication pump failure resulted in surfaces fusingtogether under high bearing pressure. This gallingprocess is also referred to as 'micro welding'.
Ensure adequate means of lubrication.
FIGURE 28 MODE OF FAILURE - GALLING
Figure 28
RENOLDTROUBLESHOOTER
PAGE 37
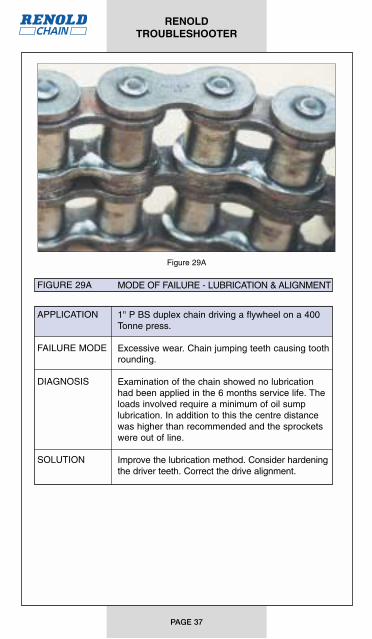
Figure 29A
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
1" P BS duplex chain driving a flywheel on a 400Tonne press.
Excessive wear. Chain jumping teeth causing toothrounding.
Examination of the chain showed no lubricationhad been applied in the 6 months service life. Theloads involved require a minimum of oil sumplubrication. In addition to this the centre distancewas higher than recommended and the sprocketswere out of line.
Improve the lubrication method. Consider hardeningthe driver teeth. Correct the drive alignment.
FIGURE 29A MODE OF FAILURE - LUBRICATION & ALIGNMENT
RENOLDTROUBLESHOOTER
PAGE 38
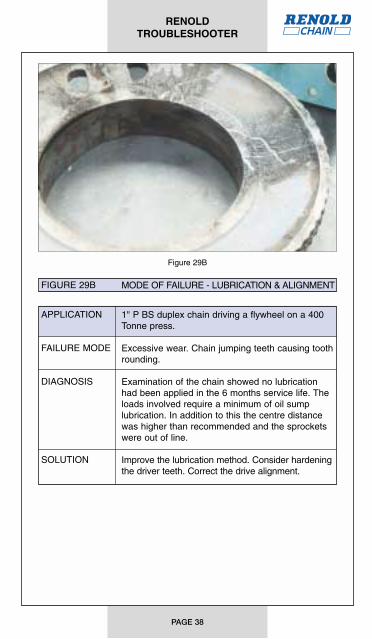
Figure 29B
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
1" P BS duplex chain driving a flywheel on a 400Tonne press.
Excessive wear. Chain jumping teeth causing toothrounding.
Examination of the chain showed no lubricationhad been applied in the 6 months service life. Theloads involved require a minimum of oil sumplubrication. In addition to this the centre distancewas higher than recommended and the sprocketswere out of line.
Improve the lubrication method. Consider hardeningthe driver teeth. Correct the drive alignment.
FIGURE 29B MODE OF FAILURE - LUBRICATION & ALIGNMENT
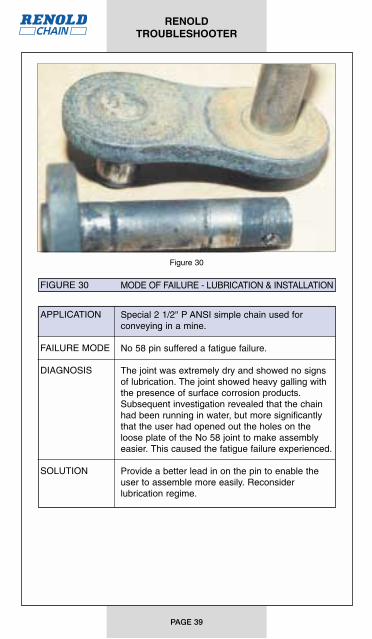
Figure 30
RENOLDTROUBLESHOOTER
PAGE 39
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
Special 2 1/2" P ANSI simple chain used forconveying in a mine.
No 58 pin suffered a fatigue failure.
The joint was extremely dry and showed no signsof lubrication. The joint showed heavy galling withthe presence of surface corrosion products.Subsequent investigation revealed that the chainhad been running in water, but more significantlythat the user had opened out the holes on theloose plate of the No 58 joint to make assemblyeasier. This caused the fatigue failure experienced.
Provide a better lead in on the pin to enable theuser to assemble more easily. Reconsiderlubrication regime.
FIGURE 30 MODE OF FAILURE - LUBRICATION & INSTALLATION
RENOLDTROUBLESHOOTER
PAGE 40
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
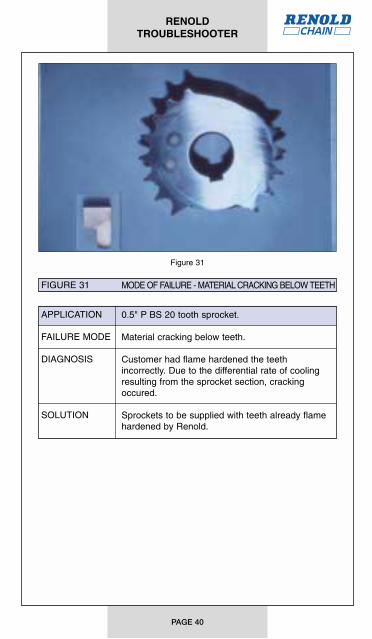
0.5" P BS 20 tooth sprocket.
Material cracking below teeth.
Customer had flame hardened the teethincorrectly. Due to the differential rate of coolingresulting from the sprocket section, crackingoccured.
Sprockets to be supplied with teeth already flamehardened by Renold.
FIGURE 31 MODE OF FAILURE - MATERIAL CRACKING BELOW TEETH
Figure 31
RENOLDTROUBLESHOOTER
PAGE 41
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
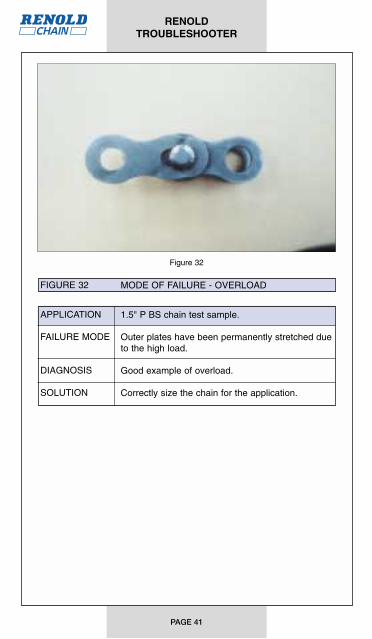
1.5" P BS chain test sample.
Outer plates have been permanently stretched dueto the high load.
Good example of overload.
Correctly size the chain for the application.
FIGURE 32 MODE OF FAILURE - OVERLOAD
Figure 32
RENOLDTROUBLESHOOTER
PAGE 42
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
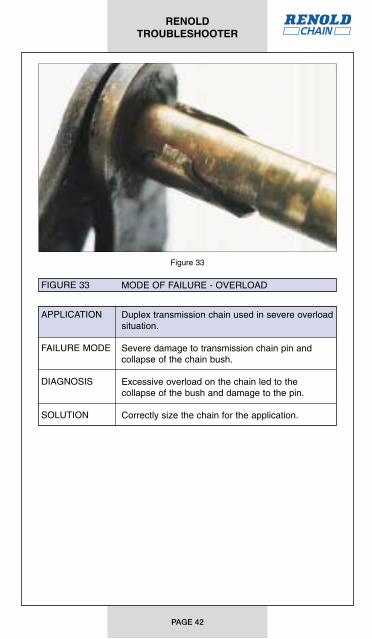
Duplex transmission chain used in severe overloadsituation.
Severe damage to transmission chain pin andcollapse of the chain bush.
Excessive overload on the chain led to thecollapse of the bush and damage to the pin.
Correctly size the chain for the application.
FIGURE 33 MODE OF FAILURE - OVERLOAD
Figure 33
RENOLDTROUBLESHOOTER
PAGE 43
Figure 34
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
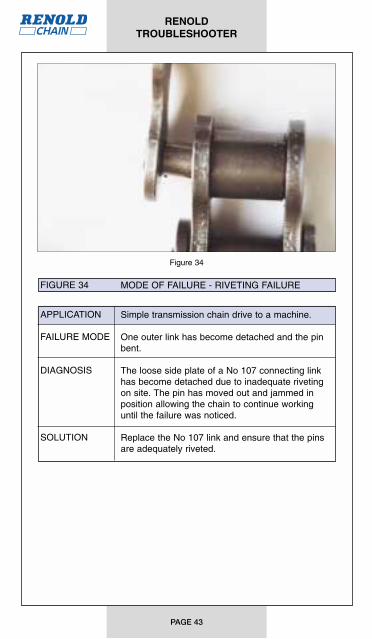
Simple transmission chain drive to a machine.
One outer link has become detached and the pinbent.
The loose side plate of a No 107 connecting linkhas become detached due to inadequate rivetingon site. The pin has moved out and jammed inposition allowing the chain to continue workinguntil the failure was noticed.
Replace the No 107 link and ensure that the pinsare adequately riveted.
FIGURE 34 MODE OF FAILURE - RIVETING FAILURE
RENOLDTROUBLESHOOTER
PAGE 44
APPLICATION
FAILURE MODE
DIAGNOSIS
SOLUTION
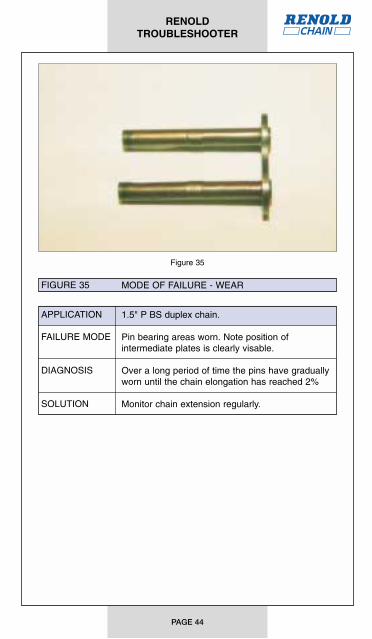
1.5" P BS duplex chain.
Pin bearing areas worn. Note position ofintermediate plates is clearly visable.
Over a long period of time the pins have graduallyworn until the chain elongation has reached 2%
Monitor chain extension regularly.
FIGURE 35 MODE OF FAILURE - WEAR
Figure 35
RENOLDTROUBLESHOOTER
PAGE 45
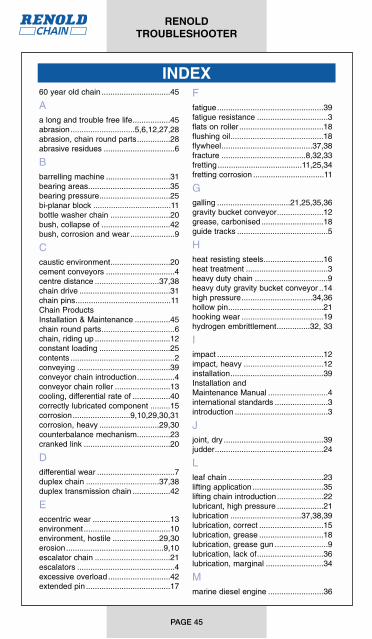
INDEX60 year old chain ...............................45
Aa long and trouble free life.................45abrasion.............................5,6,12,27,28abrasion, chain round parts...............28abrasive residues ................................6
Bbarrelling machine .............................31bearing areas.....................................35bearing pressure................................25bi-planar block ...................................11bottle washer chain ...........................20bush, collapse of ...............................42bush, corrosion and wear ....................9
Ccaustic environment...........................20cement conveyors ...............................4centre distance .............................37,38chain drive .........................................31chain pins...........................................11Chain ProductsInstallation & Maintenance ................45chain round parts.................................6chain, riding up ..................................12constant loading ................................25contents ...............................................2conveying ..........................................39conveyor chain introduction.................4conveyor chain roller .........................13cooling, differential rate of .................40correctly lubricated component .........15corrosion..........................9,10,29,30,31corrosion, heavy ...........................29,30counterbalance mechanism...............23cranked link .......................................20
Ddifferential wear ...................................7duplex chain .................................37,38duplex transmission chain .................42
Eeccentric wear ...................................13environment.......................................10environment, hostile .....................29,30erosion............................................9,10escalator chain ..................................21escalators ............................................4excessive overload ............................42extended pin ......................................17
Ffatigue................................................39fatigue resistance ................................3flats on roller ......................................18flushing oil..........................................18flywheel.........................................37,38fracture ......................................8,32,33fretting ......................................11,25,34fretting corrosion ................................11
Ggalling .................................21,25,35,36gravity bucket conveyor.....................12grease, carbonised ............................18guide tracks .........................................5
Hheat resisting steels...........................16heat treatment .....................................3heavy duty chain .................................9heavy duty gravity bucket conveyor ..14high pressure................................34,36hollow pin...........................................21hooking wear .....................................19hydrogen embrittlement...............32, 33
Iimpact ................................................12impact, heavy ....................................12installation..........................................39Installation andMaintenance Manual ...........................4international standards ........................3introduction ..........................................3
Jjoint, dry .............................................39judder.................................................24
Lleaf chain ...........................................23lifting application ................................35lifting chain introduction.....................22lubricant, high pressure .....................21lubrication ................................37,38,39lubrication, correct .............................15lubrication, grease .............................18lubrication, grease gun ........................9lubrication, lack of..............................36lubrication, marginal ..........................34
Mmarine diesel engine .........................36
RENOLDTROUBLESHOOTER
PAGE 46
INDEXmaterial cracking ...............................40materials ..............................................6materials, hard surface........................6mechanical handling............................4micro-welding ....................................36misalignment ................................13,14
Ooutboard roller ...................................14outer link, detached ...........................43outer plates, detached.........................7outer plates, stretched.......................41oven conveying system .....................18overheating........................................16overload...................................17,41,42oxidization..........................................25
Pperformance ........................................3pin bearing areas, worn.....................44pin ends ...............................................7pin ends, harder ................................27pin ends, worn .....................................7pin wear .............................................34pin, corrosion and wear .......................9pin, damage to...................................42pin, jammed .......................................43pitch extension..............................19,28product residue..................................28proof loading........................................3pulley .................................................24
Qquality ............................................3, 21
Rrapid bush wear.................................28rapid pin wear....................................28red deposit .........................................11river marking......................................17riveting failure ....................................43roller seizure ......................................18rubbing.................................................5rubbing block .......................................7rubbing wear......................................27
Sscoring ...............................................11secondary wear .................................19shock loading.....................................17side plates ...........................................5side wear ......................................29,30simple detachable chain...............29,30specifications .......................................3
sprocket teeth ......................................8sprocket tooth wear ...........................19sprockets, cast iron .............................8sprocket, 20 tooth..............................40squeeze-out .......................................21stainless steel chain ..........................16stainless steel transmission chain .....28step pin ..............................................21steriliser chain......................................7sterilisers .............................................4sudden shock overload .....................17surface corrosion ...............................39surface cracking ................................12
Tteeth, flame hardened .......................40temperature, high ....................16,29,30tensile failure .....................................10tensile overload .................................20theme park rides..................................4threading chain ..................................10tilt tray sorter ......................................11transmission chain drive....................27transmission chain, with pushers ......34transmission chain introduction .........26travelators............................................4twin strand slat conveyor...................13
Wwater contamination ..........................31water environment ........................32,39water spray ...................................29,30wear.............................3,5,7,8,37,38,44wear pattern.......................................27wear performance................................3wear, heavy .......................................31
Zzinc plating...............................10,32,33
RENOLDTROUBLESHOOTER
PAGE 47
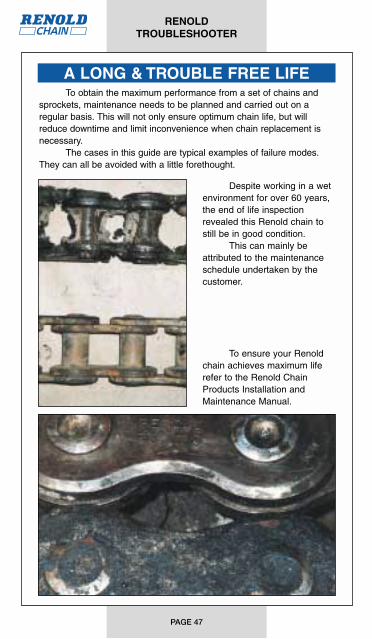
A LONG & TROUBLE FREE LIFETo obtain the maximum performance from a set of chains and
sprockets, maintenance needs to be planned and carried out on aregular basis. This will not only ensure optimum chain life, but willreduce downtime and limit inconvenience when chain replacement isnecessary.
The cases in this guide are typical examples of failure modes.They can all be avoided with a little forethought.
Despite working in a wetenvironment for over 60 years,the end of life inspectionrevealed this Renold chain tostill be in good condition.
This can mainly beattributed to the maintenanceschedule undertaken by thecustomer.
To ensure your Renoldchain achieves maximum liferefer to the Renold ChainProducts Installation andMaintenance Manual.
RENOLDTROUBLESHOOTER
PAGE 48
NOTES
RENOLDTROUBLESHOOTER
PAGE 49
NOTES
RENOLDTROUBLESHOOTER
PAGE 50
NOTES

© Renold Power Transmission Limited 1999.Recommended Price £2.50
Ref: REN8 / ENG / 17 / 99 / 5 K / 2
AUSTRALIAMelbourne (Victoria),
Tel + 61 (03) 9262 3355 Fax + 61 (03) 9560 7578e-mail: [email protected] web: http://www.renold.com.au
also at: Sydney, Brisbane, Adelaide, Perth, Newcastle, Wollongong, Townsville.
AUSTRIAVienna,
Tel + 43 (0) 1 330 3484 Fax + 43 (0) 1 330 3484-5also at: Kiskörös (Hungary), Jaroslavice (Czech Republic).
BELGIUMBrussels.
Tel + 32 (0) 2 201 1262 Fax + 32 (0) 2 203 2210 e-mail: [email protected] CANADA
Brantford (Ontario), Tel + 1 519 756 6118 Fax + 1 519 756 1767 e-mail: [email protected]
also at: Montreal.DENMARK
Bröndby (Copenhagen),Tel + 45 43 45 26 11 Fax + 45 43 45 65 92 e-mail: [email protected]
FRANCESeclin,
Tel + 33 (0) 320 16 29 29 Fax + 33 (0) 320 16 29 00GERMANY
Einbeck,Tel + 49 (0) 5562 81248 Fax + 49 (0) 5562 81130
e-mail: [email protected] at: Hamburg, Bielefeld, Düsseldorf, Frankfurt, Kornwestheim, Berlin.
MALAYSIAPetaling Jaya,
Tel + 603 731 5880 Fax + 603 731 5881also at: Johor Bharu, Ipoh, Butterworth.
NETHERLANDSAmsterdam,
Tel + 31 (0)20 6146661 Fax + 31 (0)20 6146391 e-mail: [email protected] ZEALAND
Auckland,Tel + 64 9 570 1204 Fax + 64 95 70 1205
e-mail: [email protected] web: http://www.renold.com.aualso at: Christchurch.
SINGAPORESingapore,
Tel + 65 760 2422 Fax + 65 760 1507e-mail: [email protected]
SOUTH AFRICABenoni (Johannesburg),
Tel + 27 11 845 1535 Fax + 27 11 845 3645e-mail: [email protected]
also at: Durban, Cape Town, Port Elizabeth, Witbank, Richards Bay, East London. SWEDEN
Sollentuna (Stockholm), Tel + 46 (0) 8 6230080 Fax + 46 (0) 8 6230075
e-mail: [email protected]übendorf (Zürich),
Tel + 41 (1) 824 8484 Fax + 41 (1) 824 8411e-mail: [email protected] at: Crissier (Lausanne).
UKBurton upon Trent,
Tel + 44 (0) 1283 512940 Fax + 44 (0) 1283 512628e-mail: [email protected]
USACincinnati,
Tel + 1 513 346 7510 Fax + 1 513 346 7520WEB
http ://www.renold.comE-MAIL
e-mail : [email protected]
For other country distributors please contact Renold UK.
Whilst all reasonable care in compiling the information contained in this brochure is taken, no responsibility is accepted for printing errors.
All information contained in this brochure is subject to change after the date of publication
R E N O L D W O R L D W I D E













![Single Pitch Top Roller Chain - D.I.D Co.,LtdSmall Conveyor Chains Single Pitch Top Roller Chain ÁEvery-link Top Roller Chain [Type indication] (The diameter of top rollers is smaller](https://img.pdfslide.us/doc/110x75/5e46dd55e24e754ad7543710/single-pitch-top-roller-chain-did-co-small-conveyor-chains-single-pitch-top.jpg)















