-
8/2/2019 Trouble Shooting Presses
1/17
zIwWt-
1988
MS88-200Trouble ShootingjMetal Stamping Presses
authorJEFFERY R. FREDLINEOperations ManagerP.R.E.S.S.,
IncorporatedMorristown, Tennessee
abstractThe major problems facing pressroom operations on a
daily basis are discussed. Manyof the tricks of the trade are
covered in laymans terms, allowing the reader to find prac-tical
solutions, saving the company thousands of dollars.
conferencePredictive Maintenance for PressesOctober 2526,
1988Schaumburg, Illinois
index termsMetal StampingPresses
Society of Manufacturing Engineers l One SME Drive l P.O. Box
930Dearborn, Michigan 48121 l Phone (313) 271-l 500
-
8/2/2019 Trouble Shooting Presses
2/17
SME TECHNICAL PA PERSThis Technical Paper may not be reproduced
in whole or in part in anyform including machine-readable abstract,
without permission from theSociety of Manufacturing Engineers. By
publishing this paper, SME doesnot provide an endorsement of
products or services which may be discussed inthe papers
contents.
-
8/2/2019 Trouble Shooting Presses
3/17
MS88-200
TROUBLE SHOOTING METAL STAMPING PRESSESMetal Stamping
Presses-require on going attention, Just as anyother type of
manufacturing equipment. Often, due to their sizesmany feel that
they wl I I not be damaged, this Is a false premlse.Paralleltsms
Effect On OperationThe Press BedPress manufacturers exercise great
care to Insure that allsurfaces on the press bed are machined In a
parallel condition.The bed of the press Is the maJor bufldlng block
upon which themachine Is constructed. Press beds should be
malntalned wlthlnthe fol lowlng I Imlts;LEVEL BED Parallel
-
8/2/2019 Trouble Shooting Presses
4/17
Ms88-200-2
RIGHT TO LEFT OR FRONT TO BACK PARALLELISM
IF THE BED MEASURES: MAXIMUM OUT OF PARALLELISM:30 Inches .00254
Inches .002578 Inches e 003
102 Inches .0035126 Inches .004150 Inches * 0045174 Inches
.005
The Bolster Plate effects Parallelism
The Bolster Plate Is the plate attached to the top of the
pressbed having drilled holes or T slots for attaching the lower
dleor dle shoe to the press.Normally there exist two common
problems wfth Bolster Plates;1.0 PROPER SEATING ON THE PRESS
BED.
In press operations It becomes extremely Important thatthe
Bolster Plate be In proper contact with the bed of themachine.
There should not exist any detectable clearancebetween the bed and
bolster plate surface. This should bechecked wlth feeler gauges on
a regular basls. Thefollowing are special problem areas that you
should be onthe lookout for;1.1 Breathing between the bed and the
bolster plate durlng
press operatlon.1.2 Dirt, slugs or scrapes between the bed and
the bolster.1.3 Tlghtness of bolster plate tie downs.1.4 Burrs and
dents In bottom face of bolster and top ofbed.
-
8/2/2019 Trouble Shooting Presses
5/17
MS88-200-3
2.0 SURFACE CONDITION OF THE BED.The surface condition of the
bolster plate and top of bedare critical in maintaining the proper
level and alignmentof tooling. Each time the plate is removed or
the toolinginstalled there exists the possibllity of damage to
thework 1 ng surface. Extreme care should be taken during
theloading and unloading the tooling to minimize scraping
thetooling over the machined surfaces. With each scrapematerial is
removed thus resultlng in wear.
The Slides Effect On Parallelism
The Slide is the main reciprocating member of th,e press towhich
the die shoe and sometimes the upper dle Is affixeddirectly. The
face or bottom of the slide should be heldwithin .002 flatness. The
slide way surfaces should beheld perpendicular with the face of the
slide within.002 in 36 inches of length.
90 FLAT CIBSURFACE 45O GIB SURFACE
SLIDE FACE
-
8/2/2019 Trouble Shooting Presses
6/17
MS88-200-4
Proper checking of parallelism involves disassembly of
themachine and component s being set up and indicated on a mill.Due
to the excessive amount of time and money required toaccomplish
thfs It Is necessary to find a Short Cut if youw9ll. This short cut
Is known throughout the Industry asTracking the Slide. Please note
the diagram on page 4.
Parallelism between the slide and bed should be maintainedwithin
the following tolerances:(Thousands Per Foot).OOl AT BOTTOM DEAD
CENTER
.003 AT MIDSTROKE (Quarter down and quarter up)
.005 AT MIDSTROKE 0.N THE BLANKHOLDER OF A DOUBLEACTION
PRESS.
Tracking the Slide consists of determining the path of theslide
as it goes through the stroke. It is a fast, reliablemethod finding
out what is happening in the machine duringoperation. For you to be
able to perform this check it isnecessary that you have a dial
indicator, magnetic base, andprecision square. The following steps
must be followed inorder to produce the desired results.1 .l1.2
1.31.4
1.5
Deburr top of bolster plate to remove any high spots
orburrs.Measure the die space at bottom dead center to insurethat
you have enough height to allow your precisionsquare to rest on top
of the bolster plate through thestroke without being damaged.Attach
the dial indicator to the face of the slide.Indicate to the face of
the precision square andrun the machine through the stroke
recording anymovement in both the front to back and left to
rightpositions.Evaluate results.
NOTE : If the movement is more than .005, it is
generallynecessary to make adjustments to the machine.
-
8/2/2019 Trouble Shooting Presses
7/17
MS88-200-5
wP2
Ir
-
8/2/2019 Trouble Shooting Presses
8/17
MS88-200-6
General Slide to Bed (Bolster Plate) Parallelism.As a general
rule parallelism between the face of the slideand the top of the
bed or bolster plate should be maintainedwithin the following
tolerances:(The following are measured in thousands per foot)Bottom
of Stroke . . . . . . . . . . . . . . . . . . . . . . . . . . . .
.OOlMidstroke (Quarter Down or Quarter Up)...... :003Midstroke on a
(Blankholder)................ .005Example: If the bed area of the
machine is 120 left to rightthen the following tolerance would
apply:
120 divided by 12 = 10 feet X ,001 = .OlO Thiswould be the
maximum that the machine could be outand still be considered within
normal running toler-ance. NOTE: Many precision operations may
requiretighter tolerances than noted above.
Parallelism Control and AdJustment1.0 On single point or O.B.I.
presses, parallelism is
controlled in both the front to back and left to rightpositions
by the slide guiding. Please note thefollowing example:
ADJUST ADJUST
-
8/2/2019 Trouble Shooting Presses
9/17
MS88-200-7
Given that the slide is suspended within the frame by onepoint
of pivot, you have the ability to move the slidein any direction
necessary to obtain parallelism.2.0 On 2 point and 4 point machines
the front to back para-llellsm is controlled by the slide guiding.
You have theability to move the slide with the gibbing to bring
theface parallel with the bed of the machine in the frontto back
position of the slide. NOTE: Generally left toright parallelism is
controlled by the adJustment of theconnecting rods.3.0 On four
point machines the front to back and left to
right parallelism can be effected by both the slideguiding and
the connecting rod adJustment.
Multiple Point Machine Parallelism
When dealing with two point and four point machines paralle-lism
is affected by each of the following areas:1.1 Adjustment screw
drive1.2 Drive train timing.1.3 Difference In the stroke lengths.1
.4 SI ide centering.1.5 Tie rod pre-stressing. .
We will take a look at each of the following areas of
concern.Please note the following with regards to the diagrams
whichfol I ow:
TDC- Position of slide at top,dead center.l/4 Down- Position of
slide at 90 degrees.BDC- Position of slide at bottom dead
center.l/4 up- Position of slide at 270 degrees.1.0 AdJustment
Screw Drive.
-
8/2/2019 Trouble Shooting Presses
10/17
MS88-200-8
TDCl/4 DownBDCl/4 up
Left0000
Right
When one side of the slide remains higher than the otherside,
without changing all the way through the stroke of themath ine. The
problem is usually with the adJustment screwdrive. This condition
is corrected by disconnecting thecoupling between the RH and LH
adjustment assemblies andlowering the higher side to bring it back
in parallel.
2.0 Drive Train Timing
TDCl/4 DownBDCl/4 up
Left Right0 00 +0 0+ 0
When the slide remains level at bottom and top dead center,then
drifts up on one end at l/4 down and up on the opposi teend at l/4
up the problem is usually drive train timing.The machine timing
needs to be checked at regular Intervals.The timlng can be changed
on most machines by leveling thesl ide, removing -(l) key and
rotating the pinion or gear to thepotnt that all the gear load Is
evenly distributed throughthe machine. A key is then manufactured.
This key isf itted, installed, and the timing is rechecked.
-
8/2/2019 Trouble Shooting Presses
11/17
MS88-200-9
!
3.0 Difference In Stroke LengthLeft
TDC 0l/4 Down 0
Right+0
BDC + 0l/4 up 0 0
When the slide is out of parallel at both bottom and top
deadcenter. Then at l/4 down and l/4 up it is parallel, theproblem
to look for is a difference in the two throws of thecrankshaft.
This problem can also exist if you have an ec-centric driven press.
This problem will evidence itself whenthe machine is new or
returning from a rebulld. It is nota common problem and if it
occurs, the only method ofcorrection is to rework the parts
involved.
4.0 Slide Centering
TDCl/4 DownBDCl/4 up
When the slide is not
(FrontLeft
000+
to Back Shaft Machines)Right
0+00
properly centered in the press frameor there exists excessive
wear on the locating flangesof the drive mechani sm you will
experience a problem whichappears to be timing. Particularly on
front to back shaftedpresses the slide must run on the center line
of themachine to function properly. This problem can be correctedby
replacing the thrust surfaces which are worn or in somecases by
adjustment of the gibbing which locates the slideback on
center.
-
8/2/2019 Trouble Shooting Presses
12/17
M888-200-10
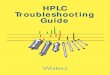
5.0 Tie Rod Pre-StresslngThe tie rod is the main support
structure for the machine.It Is the long bolt which holds the
different component s ofthe machine together. Tie rods are
installed on the machine,heated, and PRE-STRESSED. It 1s necessary
to always pre-stressall (4) tie rods at the same time. When a
machine stickson bottom it Is the tendency to heat only enough rods
to getthe machine off bottom. THIS IS NOT AN ACCEPTABLE
PROCEDURE!In order to maintain an even load on all (4) corners
ofthe machine the rods must be pre-stressed the same amount.It is
possible to calculate the proper amount of PRE-STRESSusing the
following formula:T = Number of degrees of turn on the nut.L =
length of the rod in inches between the nuts.t = Number of threads
per Inch on the rod.
T = (L x t1 Divided by 4Please note the following diagram
l-f?Ii 1I I II _ It II j! Ii Ii I/i I/ /I ,I 1-
5 IHREAASPER INCHt 175 X 5T = = 218.75 or4
219" Degrees
175"
6% I21 Degrees
-
8/2/2019 Trouble Shooting Presses
13/17
M888-200-U
THE PERIODIC INSPECTIONProper machine maintenance requires
periodic Inspecttons.Press lnspectlons as part of the preventative
malntenaceprogram allow you to schedule down time, and many
timesstop problems before they progress to a critical stage.There
are two types of press Inspections; The Informaland The F.ormaI
Inspect ion.The Informal InspectionThe informal inspection is
performed on a daily basis andconsists of checking the machine
systems to insure properfunction at the control center. In addition
to checkingthe math ine systems, many things can be noted by a
visualand audio check of the machine. Is there any new vibrationor
noise? Does there appear to be any part of the machinewhich is
loose? Is there oil or grease leaking which wasnot evident before?
Many times the floor sweeper andthe operator are the best informal
inspectors. Each dayas they work with and around the machine they
hear thesame sounds. One day however there is a new sound
comingfrom the machine. Now is the time to check it out,
becausesomething has changed within the machine. Its betterto have
1 day of down time now, than 1 week tommorrow.
The Formal InspectionThe formal inspection is a complete
examination of ail themachine componen ts at regular intervals by
competentpersonnel. A formal record keeping system should also
existallowing maintenance management to keep track of the
conditionof each machine in question. Formal machine
inspectionsshould be performed at regular intervals i.e. quarterly,
semi-annually or at least annually.The following areas and
procedures should be followed whenperforming inspections. PLEASE
REMEMBER SAFETY.1.0 Check all control and motor functions to
determine ifthe proper control and safety features exist and
functionproperly.2.0 Locate the machine at bottom or top dead
center in thestroke cycle. Disconnect machlne and lock out
controlsystem to prevent unauthorized start up.
-
8/2/2019 Trouble Shooting Presses
14/17
M888-200-12
3.04.05.0
6.0
De-Energize flywheel.Exhaust counterbalance system.Begin
Inspection. Note: You will need the followingequipment to perform
the inspection; (11 Jack (Largeenough to lift the weight of the
slide and drivetrain combined. (1) Dial indicator and magnetic
basewith one inch of travel. Inside micrometersThe Following items
should be checked and recorded sothat they can be compared with
previous inspectionresults.6.1 Vertical Stack clearances, Main
Bushing clearances,
Connection Rod clearances, Connection Headclearances, Wrist and
Pin Clearances, and AdJustingScrew and Housing Clearances.6.2
Counterbalances, Check air pressure settings, Rodconditions, and
Air seal leakage.6.3 Lubrication System, Condition of grease or
oil,f I lters, I ines, fittings, and pumping system.6.4 Level and
Alignment of Bed and Slide. Adjust asnecessary.6.5 Condition of
Bolster Plate. Is it tight on the bed?is it level? Does it need to
be resurfaced?6.6 Gib Clearances, Check and adjust as necessary.6.7
Flywheel Bearings, Lubricate and check for smooth-ness of
rotation.6.8 Visual fractures or other damage. Are there anycracks
in the frame components or slide? Locat ionand size.
SPECIAL ATTENTION AREAS.
Special attention should always be given to the followingareas
of your machine .1.0 Clutch/Brake Assembly2.0 Counterbalance
Assemblies3.0 Die Cushions
-
8/2/2019 Trouble Shooting Presses
15/17
MS88-200-13
.
Clutch/Brake AssemblyThe Clutch/Brake assembly is the main
driving unit onyour math Ine. There are (3) major problem areas;
SingleTrip Rate, Adjustment, and Air Pressure Setting. Eachof these
areas will be discussed below.
Single Trip Rate: The single trip rate Is the maximumnumber of
times that a clutch/brake assembly can beactuated per minute and
remain able to dissipate anyheat build up. Each machine is designed
to operateat a specific speed, 30 SPM, 40 SPM etc. Mostmachines are
designed with a 70% to 75% single triprating. Please note the
following example:You have a 300 Ton Press. This machine is
designedto run at 50 SPM in the contfnuous mode of operation.This
machine has a 70% single trip rating which wouldallow you to
operate the machine at 35 SPM in thesingle stroke mode of
operation.
Adjustment of Clutch/Brake Travel: Most clutch/brakeassemblies
are deslgned to be operated with a specificamount of travel. This
information will be containedin your manual or is available from
the manufacturer.Excessfve travel in the clutch/brake -unit
createsextra stress on the parts which can contribute topremature
fa I I ure.Air Pressure Setting: Most clutch/brake assembliesare
designed to operate in a range between 55 and 65PSI. The air
pressure rating is critical to theproper operation and longevity of
the unit. Operatlngthe unit without sufficient air pressure will
allowIt to sl ip, thus causing premature failure of linings.
Counterbalance Assemblies: The counterbalance assembliesare
perhaps the single most Important factor in theoverall longevity of
the machine. Their primany func-tions are to take up gear backlash,
reduce drive trainI oad, improve safety, reduce noise levels, and
assistin the slide adjustment of the machlne.
Gear Backlash: The backlash is the amount of runningclearance in
the gearing. As the gearlng begins towear, excessive clearance
develops. The counterbalance assists In keeping the load evenly
distributedthrough the gear train.
-
8/2/2019 Trouble Shooting Presses
16/17
MS880200-14
Reduce Drive Train Load: By reducing the backlash andassisting
in the lifting of the slide after bottomdead center, the
counterbalance reduces the load onthe gear train.Improves Safety:
When the slide is properly counter-ba I anced, the air pressure
should be adjusted upwardan additlon 3 to 5 PSI. This allows for
protectionagainst the slide falling in the event of a connectionrod
fa 1 I ure. Thus optimum safety is achieved.Reduce Noise Levels:
When the counterbalance isadjusted properly, excessive backlash is
removed fromthe gearing. The double hit effect is also removeddue
to the vertical stack clearances being taken up bythe cyl lnders.
This results in a reduced noise levelof the machine.Assist in
AdJustment of Slide: The counterbalance isimportant in reducing the
load on the slide adjustmentmotor. Some presses will not allow you
to adjust theshut height without the counterbalances being set.
3.0 Die Cushions: Die cushions are probably the most
widelyabused component on a press. They are located under
thebolster pl ate, in the bed of the machine. No one wantsto crawl
under the machine to work on them, thus manyproblems go undetected
until you experience a failure.A few of the problems die cushions
experience are;eccentric loading, lubrication, wet air, and
poorexternal guiding.
Eccentric Loading: Die cushions are designed fordistributed
loading. An off center or eccentric loadon the cylinder causes
premature wear on the sidesof the cylinder and external guiding. As
the pistonwegrs into the side of the cylinder the packingsac,6
destroyed and the air seal fa9 Is.Lubrication: Due to the location
of the cylindersIt Is difficult to determine If the cylinders
arereceiving proper lubrication. Many times thereexists a line with
a zerk in the bed of the machine.The shop oiler my very well be
performIng hls duties,he is greasing the machine regularly. However
if thelubrication line is broken, the grease may simply befilling
up the pit under the machine. Care should betaken to insure that
this condition does not exist.
-
8/2/2019 Trouble Shooting Presses
17/17
MS880200-15
Wet Air: Just as surge tanks collect excessive waterand oil In
the I ines, so die cushions also serve as acollection point.
Excessive water and contaminationIn the grease can lead to the
break down of the lubri-cant. Thus causing failure due to
lubrication fault.Poor External Guiding: Poor external guiding as
wellas eccentric loading can cause premature failure ofthe cushion
unit. External guiding of the cylinderhelps to protect it against
off center loading. Asthe wear plates become worn, the cylinder
begins torun unevenly, causing both cylinder and packingfal
lure.
InstallIng a few of the tips given above In your
existingmaintenance program can save your company both money
andextensive down time.