Embed Size (px)
Citation preview

648
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
TRIBOLOGY: SCIENCE OF LUBRICATION
TO REDUCE FRICTION AND WEAR
Mazhar Iqbal1*
*Corresponding Author: Mazhar Iqbal � [email protected]
In this ongoing project our objective is to study of elastic - plastic contact between two roughsurfaces using lubricant to reduce the friction and wear between the two contact surfaces. Ascompared with the liquid lubricant we will use a thin layer of solid lubricant between the roughsurfaces. This analysis will be based on the classical contact modeling of Hertzian stress-theoryand Gaussian theory of elastic plastic contact with some primary assumptions needed for theformulation of the problem.
Keywords: Tribology, Friction, Lubrication, Wear, Surface, Surface texture
INTRODUCTION
Tribology is the science and technology ofinteracting surfaces in relative motion and ofrelated subjects and practices. The word“Tribology” derives from the Greek “Tribos”meaning “rubbing” and “logos” meaning‘principle or logic’. It includes the study andapplication of the principles of friction control,technology of lubrication and prevention ofwear.
FUNDAMENTAL OF TRIBOLOGY
The tribological interactions of a solid surface’sexposed face with interfacing materials andenvironment may result in loss of material fromthe surface. The process leading to loss of
ISSN 2278 – 0149 www.ijmerr.com
Vol. 2, No. 3, July 2014
© 2014 IJMERR. All Rights Reserved
Int. J. Mech. Eng. & Rob. Res. 2014
1 NIFFT, National Institute of foundry and Forge Technology, Ranchi, Ranchi university.
material is known as “wear”. Major types ofwear include abrasion, adhesion (friction),erosion, and corrosion. Estimated direct andconsequential annual loss to industries in USAdue to wear is approximately 1-2% of GDP.(Heinz,1987). Wear can be minimized bymodifying the surface properties of solids byone or more of “surface engineering”processes (also called surface finishing) or byuse of lubricants (for frictional or adhesivewear). Engineered surfaces extend theworking life of both original and recycled andresurfaced equipments, thus saving largesums of money and leading to conservation ofmaterial, energy and the environment.Methodologies to minimize wear include
Research Paper

649
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
systematic approaches to diagnose the wearand to prescribe appropriate solution.Important ones include:
PROPERTIES OF SURFACE
Tribology is the science of interacting surfaces.So it is necessary to have a clear idea aboutwhat is meant by “surface”. In genaral, surfaceof a solid body is the geometrical boundarybetween the solid and the environment.but, intribological term, Surface interactions aredependent both on the contacting materialsand the shape of the surface. all solid surfacesare found to be rough. The roughness ischaracterized by asperities of varyingamplitudes and spacing. the distribution of theasperities are found to be directional when thefinishing process is direction dependent suchas milling, turning etc., and homogeneous forthe non-directional finishing process likelapping, electro-polishing etc. for the study oftribological behavior, one must know themethods of measuring and describing thesurface shape in general, and the surfaceroughness in particular.
TYPE OF SURFACE TEXTURE
Roughness is produced by fluctuations of shortwavelengths characterized by hill (localmaxima) and valleys (local minima) of varyingamplitudes spacing. These include thefeatures intrinsic to the productionprocess.Waviness is the surface irregularitiesof longer wavelengths and may result fromfactors such as machine or workpiecedeflections, vibration, chatter, heat treatmentor warping strains. Lay is the principaldirection of the predominant surface pattern,usually determined by the production process.
Flaw are unexpected and unintentionalinterruptions in the texture. Apart from these,the surface may contain large deviations fromnominal shape of very large wavelength, whichis known as error of form. These are notconsidered part of the surface texture.
Figure 1: Outline of a Surface Texturea General Typology of a Solid Surface
is Shown in Figure Below
SURFACE SCIENCE
Surface science is the study of physical andchemical phenomena that occur at the interfaceof two phases, including solid-liquid interfaces,solid-gas interfaces, solid-vacuum interfaces,and liquid-gas interfaces. It includes the fieldsof surface chemistry and surface physics.Surface chemistry can be roughly defined asthe study of chemical reactions at interfaces.

650
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
It is closely related to surface engineering,which aims at modifying the chemicalcomposition of a surface by incorporation ofselected elements or functional groups thatproduce various desired effects orimprovements in the properties of the surfaceor interface. Surface chemistry also overlapswith electrochemistry. Surface science is ofparticular importance to the field ofheterogeneous catalysis. Surface physics canbe roughly defined as the study of physicalchanges that occur at interfaces. It overlapswith surface chemistry. Some of the thingsinvestigated by surface physics includesurface diffusion, surface reconstruction,surface phonons and Plasmon’s, epitaxial andsurface enhanced Raman scattering, theemission and tunneling of electrons,spintronics, and the self-assembly ofnanostructures on surfaces.
SURFACE CONTACT
When two objects touch, a certain portion oftheir surface areas will be in contact with eachother. Contact area refers to the fraction of this
area that consists of the atoms of one objectbeing in contact with the atoms of the otherobject. Because objects are rarely perfectlyflat, the actual contact area (on a microscopicscale) is usually much less than the contactarea apparent on a macroscopic scale.Contact area may depend on the normal forcebetween the two objects due to deformation.
The contact area depends on the geometryof the contacting bodies, the load, and thematerial properties. The contact area betweentwo parallel cylinders is a narrow rectangle.Two, non-parallel cylinders have an ellipticalcontact area, unless the cylinders are crossedat 90 degrees, in which case they have acircular contact area. Two spheres also havea circular contact area.
FRICTION AND CONTACTAREA
It is an empirical fact for many materials thatF = µN, where F is the frictional force for slidingfriction, µ is the coefficient of friction, and N isthe normal reaction. There isn’t a simplederivation for sliding friction’s independencefrom area.
METHODS FOR DETERMININGCONTACT AREA
One way of determining the actual contact areais to determine it indirectly through a physicalprocess that depends on contact area. Forexample, the resistance of a wire is dependenton the cross-sectional area, so one may findthe contact area of a metal by measuring thecurrent that flows through that area (through thesurface of an electrode to another electrode,for example.)
Figure 2: The Top Image ShowsAsperities Under No Load.
The Bottom Image Depicts The SameSurface After a Load is Applied.

651
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
FRICTION
Friction general and overview Friction is aforce that resists relative motion between twosurfaces in contact. Depending on theapplication, friction may be desirable orundesirable.
Two general cases of friction occur: slidingfriction and rolling friction. Static frictionalforces from the interlocking of the irregularitiesof two surfaces will increase to prevent anyrelative motion up until some limit where motionoccurs. It is that threshold of motion which ischaracterized by the coefficient of staticfriction. The coefficient of static friction istypically larger than the coefficient of kineticfriction.When two surfaces are moving withrespect to one another, the frictional resistanceis almost constant over a wide range of lowspeeds, and in the standard model of friction thefrictional force is described by the relationshipbelow. The coefficient is typically less than thecoefficient of static friction, reflecting the commonexperience that it is easier to keep something inmotion across a horizontal surface than to start itin motion from rest.
LAWS OF SLIDINGFRICTION UNLUBRICATEDSURFACES
Dry or unlubricated surfaces. Three lawsgovern the relationship between the frictionalforce f and the load or weight L of the slidingobject for unlubricated or dry surfaces:
a. “For low pressures (normal force per unitarea) the friction force is directlyproportional to the normal load between thetwo surfaces. As the pressure increases, thefriction does not rise proportionally; butwhen the pressure become abnormallyhigh, the friction increases at a rapid rateuntil seizing takes place.”
b. The value of f/L is defined as the coefficientof friction µ. “The friction both in its totalamount and its coefficient is independentof the area of contact, so long as the normalforce remains the same. This is true formoderate pressures only. For highpressures, this law is modified in the sameway as the first case.”
c. “At very low velocities, the friction force isindependent of the velocity of rubbing. Asthe velocities increase, the frictiondecreases.”
The third law (c) implies that the forcerequired to set a body in motion is the sameas the force required to keep it in motion, butthis is not true. Once a body is in motion, theforce required to maintain motion is less thanthe force required to initiate motion and thereis some dependency on velocity. These factsreveal two categories of friction: static andkinetic. Static friction is the force required toinitiate motion (Fs). Kinetic or dynamic frictionis the force required to maintain motion (F
k).
Figure 3: Relation Between AppliedLoad and Friction Resistance

652
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
Laws of Sliding Friction lubricatedSurfaces
a. “The frictional resistance is almostindependent of the pressure (normal forceper unit area) if the surfaces are flooded withoil.”
b. “The friction varies directly as the speed, atlow pressures; but for high pressures thefriction is very great at low velocities,approaching a minimum at about 2 ft/seclinear velocity, and afterwards increasingapproximately as the square root of thespeed.”
c. “For well lubricated surfaces the frictionalresistance depends, to a very great extent,on the temperature, partly because of thechange in viscosity of the oil and partlybecause, for journal bearings, the diameterof the bearing increases with the rise intemperature more rapidly than the diameterof the shaft, thus relieving the bearing of sidepressure.”
d. “If the bearing surfaces are flooded with oil,the friction is almost independent of thenature of the material of the surfaces incontact. As the lubrication becomes lessample, the coefficient of friction becomesmore dependent upon the material of thesurfaces.”
Asperities
Regardless of how smooth a surface mayappear, it has many small irregularities calledasperities. In cases where a surface isextremely rough, the contacting points aresignificant, but when the surface is fairlysmooth, the contacting points have a verymodest effect. The real or true surface arearefers to the area of the points in direct contact.
This area is considerably less than theapparent geometric area. Adhesion occurs atthe points of contact and refers to the weldingeffect that occurs when two bodies arecompressed against each other. This effect ismore commonly referred to as “cold welding”and is attributed to pressure rather than heat,which is associated with welding in the morefamiliar sense. A shearing force is required toseparate cold-welded surfaces.Shear strengthand pressure, the primary objective oflubrication is to reduce friction and wear ofsliding surfaces. This objective is achieved byintroducing a material with a low shear strengthor coefficient of friction between the wearingsurfaces. Although nature provides suchmaterials in the form of oxides and othercontaminants, the reduction in friction due totheir presence is insufficient for machineryoperation. For these conditions, a secondrelationship is used to define the coefficient offriction: µ = S/P, where S is the shear strengthof the material and P is pressure (or force)contributing to compression. This relationshipshows that the coefficient of friction is a functionof the force required to shear a material
Rolling Friction
When a body rolls on a surface, the forceresisting the motion is termed rolling frictionor rolling resistance. Experience shows thatmuch less force is required to roll an objectthan to slide or drag it. Because force isrequired to initiate and maintain rolling motion,there must be a definite but small amount offriction involved. Unlike the coefficient of slidingfriction, the coefficient of rolling friction varieswith conditions and has a dimensionexpressed in units of length.Ideally, a rollingsphere or cylinder will make contact with a flat

653
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
surface at a single point or along a line (in thecase of a cylinder). In reality, the area of contactis slightly larger than a point or line due toelastic deformation of either the rolling objector the flat surface, or both. Much of the frictionis attributed to elastic hysteresis. A perfectlyelastic object will spring back immediately afterrelaxation of the deformation. In reality, a smallbut definite amount of time is required torestore the object to original shape. As a result,energy is not entirely returned to the object orsurface but is retained and converted to heat.The source of this energy is, in part, the rollingfrictional force.
A certain amount of slippage (which is theequivalent of sliding friction) occurs in rollingfriction. If the friction of an unhoused rollingobject is measured, slippage effects areminimal. However, in practical applicationssuch as a housed ball or roller bearing,slippage occurs and contributes to rollingfriction. Neglecting slippage, rolling friction isvery small compared to sliding friction.
Laws of Rolling Friction
The laws for sliding friction cannot be appliedto rolling bodies in equally quantitative terms,but the following generalities can be given:
a. The rolling friction force F is proportional tothe load L and inversely proportional to theradius of curvature r, or F = µr L/r, where µr
is the coefficient of rolling resistance, inmeters (inches). As the radius increases,the frictional force decreases.
b. The rolling friction force F can be expressedas a fractional power of the load L times aconstant k, or F = kLn where the constant kand the power n must be determinedexperimentally. n
c. The friction force F decreases as thesmoothness of the rolling element improves.
FRICTION WEAR
Friction wear is defined as the progressivedamage resulting in material loss due torelative contact between adjacent workingparts. Although some wear is to be expectedduring normal operation of equipment,excessive friction causes premature wear, andthis creates significant economic costs due toequipment failure, cost for replacement parts,and downtime.
Friction and wear also generate heat, whichrepresents wasted energy that is notrecoverable. Inother words, wear is alsoresponsible for overall loss in systemefficiency.The effects of wear arecommonlydetected by visual inspection of surfaces.Surface damage can be classified as follows:
a. Surface damage without exchange ofmaterial:
• Structural changes: aging, tempering,phase transformations, and recrystallization.
• Plastic deformation: residual defor-mation of the surface layer.
• Surface cracking: fractures caused byexcessive contact strains or cyclicvariations of thermally or mechanicallyinduced strains.
b. Surface damage with loss of material(wear):
• Characterized by wear scars of variousshapes and sizes.
• Can be shear fracture, extrusion, chipformation, tearing, brittle fracture, fatigue
654
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
fracture, chemical dissolution, anddiffusion.
c. Surface damage with gain of material:
• Can include pickup of loose particles andtransfer of material from the opposingsurface.
• Corrosion: Material degradation bychemical reactions with ambientelements or elements from the opposingsurface.
Wear may also be classified as mild orsevere. The distinguishing characteristicsbetween mild and severe wear are as follows(Williams 1994):
a. Mild
• Produces extremely smooth surfaces -sometimes smoother than the original.
• Debris is extremely small, typically in therange of 100 nanometers (nm) (3.28 × 10ft) -13 in diameter.
• High electrical contact resistance, but littletrue metallic contact.
b. Severe
• Rough, deeply torn surfaces - muchrougher than the original.
• Large metallic wear debris, typically upto 0.01 mm (3.28 × 10 ft) in diameter. -5
• Low contact resistance, but true metallicjunctions are formed.
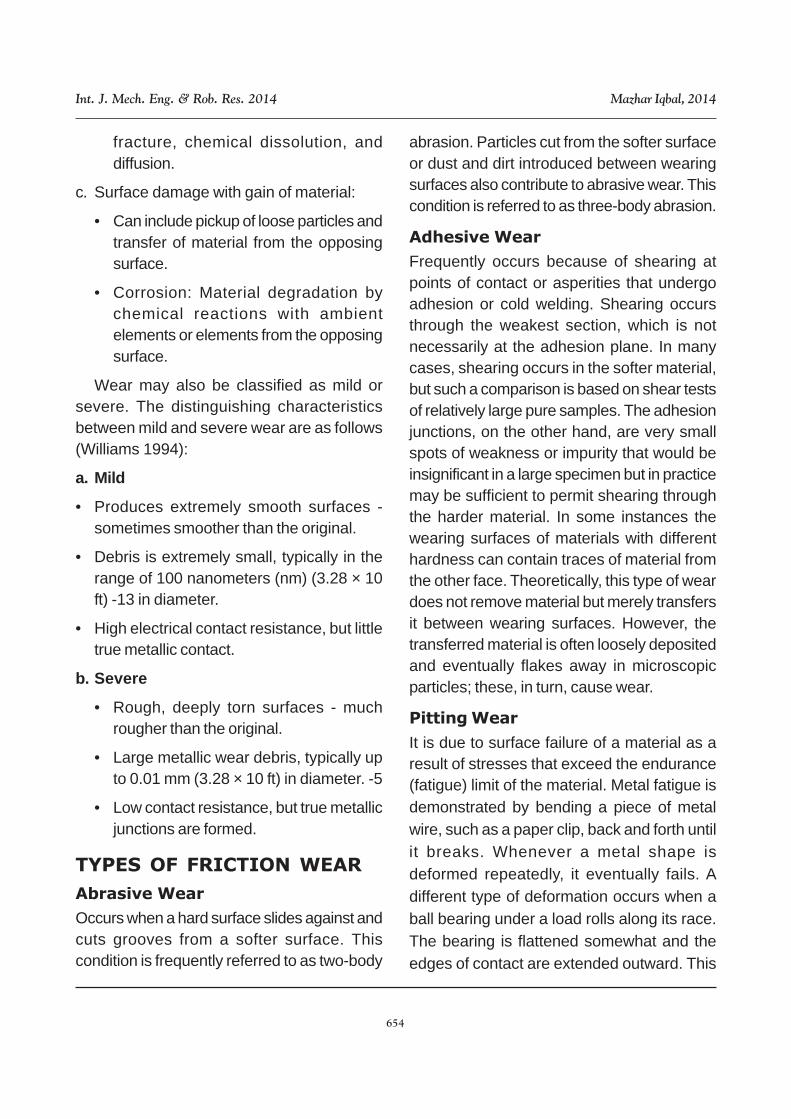
TYPES OF FRICTION WEAR
Abrasive Wear
Occurs when a hard surface slides against andcuts grooves from a softer surface. Thiscondition is frequently referred to as two-body
abrasion. Particles cut from the softer surfaceor dust and dirt introduced between wearingsurfaces also contribute to abrasive wear. Thiscondition is referred to as three-body abrasion.
Adhesive Wear
Frequently occurs because of shearing atpoints of contact or asperities that undergoadhesion or cold welding. Shearing occursthrough the weakest section, which is notnecessarily at the adhesion plane. In manycases, shearing occurs in the softer material,but such a comparison is based on shear testsof relatively large pure samples. The adhesionjunctions, on the other hand, are very smallspots of weakness or impurity that would beinsignificant in a large specimen but in practicemay be sufficient to permit shearing throughthe harder material. In some instances thewearing surfaces of materials with differenthardness can contain traces of material fromthe other face. Theoretically, this type of weardoes not remove material but merely transfersit between wearing surfaces. However, thetransferred material is often loosely depositedand eventually flakes away in microscopicparticles; these, in turn, cause wear.
Pitting Wear
It is due to surface failure of a material as aresult of stresses that exceed the endurance(fatigue) limit of the material. Metal fatigue isdemonstrated by bending a piece of metalwire, such as a paper clip, back and forth untilit breaks. Whenever a metal shape isdeformed repeatedly, it eventually fails. Adifferent type of deformation occurs when aball bearing under a load rolls along its race.The bearing is flattened somewhat and theedges of contact are extended outward. This

655
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
repeated flexing eventually results inmicroscopic flakes being removed from thebearing. Fatigue wear also occurs duringsliding motion. Gear teeth frequently fail dueto pitting.
Corrosive Wear
Occurs as a result of a chemical reaction on awearing surface. The most common form ofcorrosion is due to a reaction between themetal and oxygen (oxidation); however, otherchemicals may also contribute. Corrosionproducts, usually oxides, have shear strengthsdifferent from those of the wearing surfacemetals from which they were formed. Theoxides tend to flake away, resulting in the pittingof’ wearing surfaces. Ball and roller bearingsdepend on extremely smooth surfaces toreduce frictional effects. Corrosive pitting isespecially detrimental to these bearings.
WEAR CONTROL
Compacted Oxide Layer Glaze
It describes the often shiny, wear-protectivelayer of oxide formed when two metals (or ametal and ceramic) are slid against each otherat high temperature in an oxygen-containingatmosphere. The layer forms on either or boththe surfaces in contact and can protect againstwear.
Compacted Oxide Layers At LowTemperature
It can form due to sliding at low temperaturesand offer some wear protection, however, inthe absence of heat as a driving force (eitherdue to frictional heating or higher ambienttemperature), they cannot sinter together toform more protective ‘glaze’ layers.
Mitigation
The fundamental way to prevent fretting is todesign for no relative motion of the surfacesat the contact. Surface finish plays an importantrole as fretting normally occurs by the contactat the asperities of the mating surfaces.Lubricants are often effective in mitigation offretting by reducing friction and inhibitingoxidation (e.g., reducing the exposure of thesurface to air). Soft materials often exhibithigher susceptibility to fretting than hardmaterials of a similar type. The hardness ratioof the two sliding materials also has an effecton fretting wear.
LUBRICATION
Introduction
Lubrication is the process, or techniqueemployed to reduce wear of one or bothsurfaces in close proximity, and moving relativeto each another, by interposing a substancecalled lubricant between the surfaces to carryor to help carry the load (pressure generated)between the opposing surfaces. The primarypurpose of lubrication is to reduce wear andheat between contacting surfaces in relativemotion. While wear and heat cannot becompletely eliminated, they can be reducedto negligible or acceptable levels. Becauseheat and wear are associated with friction, botheffects can be minimized by reducing thecoefficient of friction between the contactingsurfaces. Lubrication is also used to reduceoxidation and prevent rust; to provide insulationin transformer applications; to transmitmechanical power in hydraulic fluid powerapplications; and to seal against dust, dirt, andwater.

656
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
Lubricants
Reduced wear and heat are achieved byinserting a lower-viscosity (shear strength)material between wearing surfaces that havea relatively high coefficient of friction. In effect,the wearing surfaces are replaced by amaterial with a more desirable coefficient offriction. Any material used to reduce friction inthis way is a lubricant. Lubricants are availablein liquid, solid, and gaseous forms. Industrialmachinery ordinarily uses oil or grease. Solidlubricants such as molybdenum disulfide orgraphite are used when the loading at contactpoints is heavy. In some applications thewearing surfaces of a material are plated witha different metal to reduce friction.
PROPERTIES OFLUBRICATING OILS
Oil Viscosity
Technically, the viscosity of an oil is a measureof the oil’s resistance to shear. Viscosity ismore commonly known as resistance to flow.
Shear
When viscosity is determined by directlymeasuring shear stress and shear rate, it isexpressed in centipoise (cP) and is referredto as the absolute or dynamic viscosity. In theoil industry, it is more common to use kinematicviscosity, which is the absolute viscositydivided by the density of the oil being tested.Kinematic viscosity is expressed incentistokes (cSt). Viscosity in centistokes isconventionally given at two standardtemperatures: 40°C and 100°C (104°F and212°F ).
Time
Another method used to determine oil
viscosity measures the time required for anoil sample to flow through a standard orifice ata standard temperature. Viscosity is thenexpressed in SUS (Saybolt UniversalSeconds). SUS viscosities are alsoconventionally given at two standardtemperatures: 37°C and 98°C (100°F and210°F). As previously noted, the units ofviscosity can be expressed as centipoises(cP), centistokes (cST), or Saybolt UniversalSeconds (SUS), depending on the actual testmethod used to measure the viscosity.
Viscosity Index
The viscosity index, commonly designated VI,is an arbitrary numbering scale that indicatesthe changes in oil viscosity with changes intemperature. Viscosity index can be classifiedas follows: low VI - below 35; medium VI - 35to 80; high VI - 80 to 110; very high VI - above110. A high viscosity index indicates small oilviscosity changes with temperature. A lowviscosity index indicates high viscositychanges with temperature. Therefore, a fluidthat has a high viscosity index can be expectedto undergo very little change in viscosity withtemperature extremes and is considered tohave a stable viscosity. A fluid with a lowviscosity index can be expected to undergo asignificant change in viscosity as thetemperature fluctuates.
Pour Point
The pour point is the lowest temperature atwhich an oil will flow. This property is crucialfor oils that must flow at low temperatures. Acommonly used rule of thumb when selectingoils is to ensure that the pour point is at least10°C (20°F) lower than the lowest anticipatedambient temperature.

657
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
Cloud Point
The cloud point is the temperature at whichdissolved solids in the oil, such as paraffin wax,begin to form and separate from the oil. Asthe temperature drops, wax crystallizes andbecomes visible. Certain oils must bemaintained at temperatures above the cloudpoint to prevent clogging of filters.
Flash Point and Fire Point
The flash point is the lowest temperature towhich a lubricant must be heated before itsvapor, when mixed with air, will ignite but notcontinue to burn. The fire point is thetemperature at which lubricant combustion willbe sustained. The flash and fire points areuseful indetermining a lubricant’s volatility andfire resistance. The flash point can be used todetermine the transportation and storagetemperature requirements for lubricants.Lubricant producers can also use the flashpoint to detect potential product contamination.A lubricant exhibiting a flash point significantlylower than normal will be suspected ofcontamination with a volatile product. Productswith a flash point less than 38° C (100°F) willusually require special precautions for safehandling. The fire point for alubricant is usually8 to 10 percent above the flash point. The flashpoint and fire point should not be confused withthe auto-ignition temperature of a lubricant,which is the temperature at which a lubricantwill ignite spontaneously without an externalignition source.
Acid Number or Neutralization Number
The acid or neutralization number is a measureof the amount of potassium hydroxide requiredto neutralize the acid contained in a lubricant.Acids are formed as oils oxidize with age and
service. The acid number for an oil sample isindicative of the age of the oil and can be usedto determine when the oil must be changed.
Oil classification and grading system:Professional societies classify oils by viscosityranges or grades. The most common systemsare those of the SAE (Society of AutomotiveEngineers), the AGMA (American GearManufacturers Association), the ISO(International Standards Organization), and theASTM (American Society for Testing andMaterials). Other systems are used in specialcircumstances.
The variety of grading systems used in thelubrication industry can be confusing. Aspecification giving the type of oil to be usedmight identify an oil in terms of its AGMAgrade, for example, but an oil producer maygive the viscosity in terms of cSt or SUS.Conversion charts between the variousgrading systems are readily available fromlubricant suppliers. Conversion between cStand SUS viscosities at standard temperaturescan also be obtained from ASTM D 2161.
THE METHODS OFLUBRICATION
As the load increases on the contactingsurfaces three distinct situations can beobserved with respect to the mode oflubrication, which are called regimes oflubrication:
Fluid Film Lubrication
It is the lubrication regime in which throughviscous forces the load is fully supported bythe lubricant within the space or gap betweenthe parts in motion relative to one another (thelubricated conjunction) and solid-solid contactis avoided.

658
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
Hydrostatic Lubrication
It is when an external pressure is applied tothe lubricant in the bearing, to maintain the fluidlubricant film where it would otherwise besqueezed out.
Hydrodynamic Lubrication
It is where the motion of the contactingsurfaces, and the exact design of the bearingis used to pump lubricant around the bearingto maintain the lubricating film. This design ofbearing may wear when started or stopped,as the lubricant film breaks down.
Elasto-hydro Dynamic Lubrication
The opposing surfaces are separated butthere occurs some interaction between theraised solid features called asperities, andthere is an elastic deformation on thecontacting surface enlarging the load bearingarea whereby the viscous resistance of thelubricant becomes capable of supporting theload.
Boundary Lubrication (Also CalledBoundary Film Lubrication)
The bodies come into closer contact at theirasperities; the heat developed by the localpressures causes a condition which is calledstick-slip and some asperities break off. At theelevated temperature and pressure conditionschemically reactive constituents of the lubricantreact with the contact surface forming a highlyresistant tenacious layer, or film on the movingsolid surfaces (boundary film) which is capableof supporting the load and major wear orbreakdown is avoided. Boundary lubricationis also defined as that regime in which the loadis carried by the surface asperities rather thanby the lubricant.
Oiliness Concept - BoundaryLubrication
Lubricants required to operate under boundarylubrication conditions must possess an addedquality referred to as “oiliness” or “lubricity” tolower the coefficient of friction of the oilbetween the rubbing surfaces. Oiliness is anoil enhancement property provided through theuse of chemical additives known as antiwear(AW) agents. AW agents have a polarizingproperty that enables them to behave in amanner similar to a magnet. Like a magnet,the opposite sides of the oil film have differentpolarities. When an AW oil adheres to themetal wear surfaces, the sides of the oil filmnot in contact with the metal surface haveidentical polarities and tend to repel each otherand form a plane of slippage. Most oilsintended for use in heavier machineapplications contain AW agents. Examples ofequipment that rely exclusively on boundarylubrication include reciprocating equipmentsuch as engine and compressor pistons, andslow-moving equipment such as turbine wicketgates. Gear teeth also rely on boundarylubrication to a great extent.
TYPES OF LUBRICANTS
Graphite and mica are the examples of solidlubricants. Graphite is often mixed with oil tolubricate automobile springs. Graphite is alsoused as cylinder lubricant, both in power andcolloidal form. It has low co-efficient of frictionand is stable at high temperatures. Semi-solidlubricants such as grease, are used in chassislubrication. Grease is widely used inautomobiles at places where retention of liquidlubricant is difficult and where hightemperatures are encountered, like in axles.

659
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
Grease is a suspension of metallic soap(calcium or sodium soap of fatty acids)dispersed in a lubricating oil. Liquid lubricantsare used in automobile engine lubricatingsystem such as transmission system and rearaxle system. Lubricating oils are classifiedaccording to their source-as animal,vegetable, minerals.
COMMON TYPES OF SOLIDLUBRICANTS
Graphite Characteristics Graphite has a lowfriction coefficient and very high thermalstability (2000°C [3632°F] and above).However, practical application is limited to arange of 500 to 600°C (932 to 1112°F) due tooxidation. Furthermore, because graphiterelies on adsorbed moisture or vapors toachieve low friction, use may be further limited.At temperatures as low as 100°C (212°F), theamount of water vapor adsorbed may besignificantly reduced to the point that low frictioncannot be maintained. In some instancessufficient vapors may be extracted fromcontaminants in the surrounding environmentor may be deliberately introduced to maintainlow friction. When necessary, additivescomposed of inorganic compounds may beadded to enable use at temperatures to 550°C(1022°F). Another concern is that graphite
promotes electrolysis. Graphite has a very
noble potential of + 0.25V, which can lead to
severe galvanic corrosion of copper alloys and
stainless steels in saline waters Molybdenum
Disulfide Coating Services Molybdenum
disulfide (MoS2). Like graphite, MoS2 has a
low friction coefficient, but, unlike graphite, it
does not rely on adsorbed vapors or moisture.
In fact, adsorbed vapors may actually result in
a slight, but insignificant, increase in friction.
MoS2 also has greater load-carrying capacity
and its manufacturing quality is better
controlled. Thermal stability in non oxidizing
environments is acceptable to 1100°C
(2012°F), but in air it may be reduced to a range
of 350 to 400°C (662 to 752°F). It is often used
in two-stroke engines; e.g., motorcycle
engines. MoS2 is also used in CV and
universal joints. During the Vietnam War, the
molybdenum disulfide product “Dri-Slide” was
used to lubricate weapons, although it was
supplied from private sources, not the military.
MoS2-coatings allow bullets easier passage
through the rifle barrel with less deformation
and better ballistic accuracy. Soft Metal Film
Lubrication Soft metal films. Many soft metals
such as lead, gold, silver, copper, and zinc,
possess low shear strengths and can be used
as lubricants by depositing them as thin films
on hard substrates. Deposition methods
include electroplating, evaporating, sputtering,
and ion plating. These films are most useful
for high temperature applications up to 1000°C
(1832°F) and roller bearing applications where
sliding is minimal. Surface Treatment for
Lubrication Surface treatments commonly
used as alternatives to surface film depositions
include thermal diffusion, ion implantation, andchemical conversion coatings.Thermaldiffusion, This is a process that introducesforeign atoms into a surface for variouspurposes such as increasing wear-resistanceby increasing surface hardness; producing lowshear strength to inhibit scuffing or seizure; and

660
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
in combination with these to enhancecorrosion-resistance.Ion implantation This isa recently developed method that bombardsa surface with ions to increase hardness,which improves wear- and fatigue-resistance.Chemical conversion coatings,Frequently, solid lubricants will not adhere tothe protected metal surface. A conversioncoating is a porous nonlubricating film appliedto the base metal to enable adherence of thesolid lubricant. The conversion coating by itselfis not a suitable lubricant. Polymers, Polymersare used as thin films, as self-lubricatingmaterials, and as binders for lamellar solids.Films are produced by a process combiningspraying and sintering. Alternatively, a coatingcan be produced by bonding the polymer witha resin. Sputtering can also be used to producefilms. The most common polymer used forsolid lubrication is PTFE The main advantagesof PTFE are low friction coefficient, wideapplication range of -200 to 250°C (-328 to418°F), and lack of chemical reactivity.Disadvantages include lower load-carryingcapacity and endurance limits than otheralternatives. Low thermal conductivity limits useto low speed sliding applications where MoS2
is not satisfactory. Common applicationsinclude antistick coatings and self-lubricatingcomposites
METHODS OF APPLYINGSOLID LUBRICANTS
Powdered solids. Burnishing: Burnishing is arubbing process used to apply a thin film ofdry powdered solid lubricant such as graphite,MoS2 , etc., to a metal surface. This processproduces a highly polished surface that iseffective where lubrication requirements and
wear-life are not stringent, where clearancerequirements must be maintained, and wherewear debris from the lubricant must beminimized. Surface roughness of the metalsubstrate and particle size of the powder arecritical to ensure good application. Handrubbing: Hand rubbing is a procedure forloosely applying a thin coating of solid lubricant.Dusting, Powder is applied without any attemptto evenly spread the lubricant. This methodresults in a loose and uneven application thatis generally unsatisfactory.
Tumbling
Parts to be lubricated are tumbled in apowdered lubricant. Although adhesion is notvery good, the method is satisfactory fornoncritical parts such as small threadedfasteners and rivets.
Dispersions
Dispersions are mixtures of solid lubricant ingrease or fluid lubricants. The most commonsolids used are graphite, MoS2 , PTFE, andTeflon®. The grease or fluid provides normallubrication while the solid lubricant increaseslubricity and provides extreme pressureprotection. Addition of MoS2 to lubricating oilscan increase load-carrying capacity, reducewear, and increase life in roller bearings, andhas also been found to reduce wear and frictionin automotive applications. However, cautionmust be exercised when using these solidswith greases and lubricating fluids. Grease andoil may prevent good adhesion of the solid tothe protected surface. Detergent additives insome oils can also inhibit the wear-reducingability of MoS
2 and graphite, and some
antiwear additives may actually increase wear.Solid lubricants can also affect the oxidation

661
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
stability of oils and greases. Consequently, theconcentration of oxidation inhibitors requiredmust be carefully examined and controlled.Aerosol sprays are frequently used to applysolid lubricant in a volatile carrier or in an air-drying organic resin. However, this methodshould be limited to short-term uses or to light-or moderate-duty applications where thickfilms are not necessary. Specifications for solidlubricant dispersions are not included in thismanual. Before using dispersions, usersshould become familiar with their applicationsand should obtain information in addition tothat provided in this manual. The informationshould be based on real-world experienceswith similar or comparable applications.
Self-lubricating Composites
The primary applications for self-lubricatingcomposites include dry bearings, gears, seals,sliding electrical contacts, and retainers inroller bearings. Composites may be polymer,metal-solid, carbon and graphite, and ceramicand cermets.
Polymer Lubrication
The low thermal conductivity of polymersinhibits heat dissipation, which causespremature failure due to melting. This conditionis exacerbated if the counterface material hasthe same or similar thermal conductivity. Twopolymers in sliding contact will normallyoperate at significantly reduced speeds thana polymer against a metal surface. The wearrate of polymer composites is highlydependent upon the surface roughness of themetal counterfaces. In the initial operatingstages, wear is significant but can be reducedby providing smooth counterfaces. As the run-in period is completed, the wear rate is
reduced due to polymer film transfer or bypolishing action between the sliding surfaces.Environmental factors also influence wear rate.Increased relative humidity inhibits transfer filmformation in polymer composites such asPTFE, which rely on transfer film formation oncounterfaces. The presence of hydrocarbonlubricants may also produce similar effects.Composites such as nylons and acetals, whichdo not rely on transfer film formation,experience reduced wear in the presence ofsmall amounts of hydrocarbon lubricants.
Metal-solid Lubrication
Composites containing lamellar solids rely onfilm transfer to achieve low friction. Thesignificant amount of solids required toimprove film transfer produces a weakcomposite with reduced wear life. Addition ofnonlamellar solids to these composites canincrease strength and reduce wear. Variousmanufacturing techniques are used in theproduction of metal-solid composites. Theseinclude powder metallurgy, infiltration of porousmetals, plasma spraying, and electrochemicalcode position. Another fabrication techniquerequires drilling holes in machine parts andpacking the holes with solid lubricants. One ofthe most common applications for thesecomposites is self-lubricating roller bearingretainers used in vacuum or high temperaturesup to 400°C (752°F). Another application is infail-safe operations, where the bearing mustcontinue to operate for a limited time followingfailure of the normal lubrication system.
Carbon and Graphites
The primary limitations of bulk carbon are lowtensile strength and lack of ductility. However,their high thermal and oxidation stabilities at

662
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
temperatures of 500 to 600°C (932 to 1112°F)(higher with additives) enable use at hightemperatures and high sliding speeds. Forgraphitic carbons in dry conditions, the wearrate increases with temperature. This conditionis exacerbated when adsorbed moistureinhibits transfer film formation. Furthermore,dusting may also cause failure at hightemperatures and sliding speeds. However,additives are available to inhibit dusting.
Ceramics and Cermets
Ceramics and cermets can be used inapplications where low wear rate is morecritical than low friction. These composites canbe used at temperatures up to 1000°C(1832°F). Cermets have a distinct advantageover ceramics in terms of toughness andductility. However, the metal content tends toreduce the maximum temperature limit. Solidlubricant use with bulk ceramics is limited toinsertion in machined holes or recesses.
lubricant, a thickener, and additives. The fluidlubricant that performs the actual lubricationcan be petroleum (mineral) oil, synthetic oil, orvegetable oil. The thickener gives grease itscharacteristic consistency and is sometimesthought of as a “three-dimensional fibrousnetwork” or “sponge” that holds the oil in place.Common thickeners are soaps and organicor inorganic nonsoap thickeners. The majorityof greases on the market are composed ofmineral oil blended with a soap thickener.Additives enhance performance and protectthe grease and lubricated surfaces. Greasehas been described as a temperature-regulated feeding device: when the lubricantfilm between wearing surfaces thins, theresulting heat softens the adjacent grease,which expands and releases oil to restore filmthickness.
Function of Grease
“The function of grease is to remain in contactwith and lubricate moving surfaces withoutleaking out under gravity or centrifugal action,or be squeezed out under pressure. Its majorpractical requirement is that it retain itsproperties under shear at all temperatures thatit is subjected to during use. At the same time,grease must be able to flow into the bearingthrough grease guns and from spot to spot inthe lubricated machinery as needed, but mustnot add significantly to the power required tooperate the machine, particularly at startup.”(Boehringer 1992)
Application of Grease
Grease is used when it is not practical orconvenient to use oil. The lubricant choice fora specific application is determined bymatching the machinery design and operating
Figure 4: Grease in Ball Bearing
GREASE-SEMI SOLIDLUBRICATION
General Description
Grease is a semifluid to solid mixture of a fluid

663
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
conditions with desired lubricant characteristics.Grease is generally used for, Machinery thatruns intermittently or is in storage for anextended period of time. Because greaseremains in place, a lubricating film can instantlyform, Machinery that is not easily accessiblefor frequent lubrication. High-quality greasescan lubricate isolated or relatively inaccessiblecomponents for extended periods of timewithout frequent replenishing. These greasesare also used in sealed-for-life applicationssuch as some electrical motors andgearboxes. Machinery operating underextreme conditions such as high temperaturesand pressures, shock loads, or slow speedunder heavy load. Under these circumstances,grease provides thicker film cushions that arerequired to protect and adequately lubricate,whereas oil films can be too thin and canrupture.Worn components. Grease maintainsthicker films in clearances enlarged by wear andcan extend the life of worn parts that werepreviously oil lubricated. Thicker grease filmsalso provide noise insulation.
synthetic. Paraffinic and naphthenic oils arerefined from crude oil while synthetic oils aremanufactured. Literature on lubricationfrequently makes references to longchainmolecules and ring structures in connectionwith paraffinic and naphthenic oils,respectively. These terms refer to thearrangement of hydrogen and carbon atomsthat make up the molecular structure of the oils.Paraffinic oils are distinguished by a molecularstructure composed of long chains ofhydrocarbons, i.e., the hydrogen and carbonatoms are linked in a long linear series similarto a chain. Paraffinic oils contain paraffin waxand are the most widely used base stock forlubricating oils. In comparison with naphthenicoils, paraffinic oils have:Excellent stability(higher resistance to oxidation). Higher pourpoint.Higher viscosity index. Low volatility and,consequently, high flash points. Low specificgravities In contrast to paraffinic oils,naphthenic oils are distinguished by amolecular structure composed of “rings” ofhydrocarbons, i.e., the hydrogen and carbonatoms are linked in a circular pattern. Theseoils do not contain wax and behave differentlythan paraffinic oils. Naphthenic oils have. Goodstability. Lower pour point due to absence ofwax. Lower viscosity indexes. Higher volatility(lower flash point). Higher specific gravities.
Naphthenic oils are generally reserved forapplications with narrow temperature rangesand where a low pour point is required.
Synthetic Oils
Synthetic lubricants are produced fromchemical synthesis rather than from therefinement of existing petroleum or vegetableoils. These oils are generally superior to
Figure 5: Gradients of Lubricating Oil
TYPES OF OIL-LIQUIDLUBRICATION
Classification of Oils
Oils are generally classified as refined and

664
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
petroleum (mineral) lubricants in mostcircumstances. Synthetic oils perform betterthan mineral oils in the following respects,Better oxidation stability or resistance. Betterviscosity index. Much lower pour point, as lowas -46°C (-50°F). Lower coefficient of friction.The advantages offered by synthetic oils aremost notable at either very low or very hightemperatures. Good oxidation stability and alower coefficient of friction permits operationat higher temperatures. The better viscosityindex and lower pour points permit operationat lower temperatures. The majordisadvantage to synthetic oils is the initial cost,which is approximately three times higher thanmineral-based oils. However, the initialpremium is usually recovered over the life ofthe product, which is about three times longerthan conventional lubricants. The higher costmakes it inadvisable to use synthetics in oilsystems experiencing leakage. PlantEngineering magazine’s “Exclusive Guide toSynthetic Lubricants,” which is revised everythree years, provides information on selectingand applying these lubricants. Factors to beconsidered when selecting synthetic oilsinclude pour and flash points; demulsibility;lubricity; rust and corrosion protection; thermaland oxidation stability; antiwear properties;compatibility with seals, paints, and other oils;and compliance with testing and standardrequirements.
EXTREME PRESSURE (EP)LUBRICATION
Extreme Pressure (EP) LubricationGeneral
Definition. AW agents are effective only up toa maximum temperature of about 250°C
(480°F). Unusually heavy loading will cause theoil temperature to increase beyond theeffective range of the antiwear protection.When the load limit is exceeded, the pressurebecomes too great and asperities makecontact with greater force. Instead of sliding,asperities along the wear surfaces experienceshearing, removing the lubricant and the oxidecoating. Under these conditions the coefficientof friction is greatly increased and thetemperature rises to a damaging level.Applications under extreme pressureconditions rely on additives. Lubricantscontaining additives that protect againstextreme pressure are called EP lubricants,and oils containing additives to protect againstextreme pressure are classified as EP oils.EP lubrication is provided by a number ofchemical compounds. The most common arecompounds of boron, phosphorus, sulfur,chlorine, or combinations of these. Thecompounds are activated by the highertemperature resulting from extreme pressure,not by the pressure itself. As the temperaturerises, EP molecules become reactive andrelease derivatives of phosphorus, chlorine, orsulfur (depending on which compound is used)to react with only the exposed metal surfacesto form a new compound such as iron chlorideor iron sulfide. The new compound forms asolid protective coating that fills the asperitieson the exposed metal. Thus, the protection isdeposited at exactly the sites where it isneeded. AW agents in the EP oil continue toprovide antiwear protection at sites wherewear and temperature are not high enough toactivate the EP agents.

665
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
WATER-OIL EMULSIONS
Oil-in-water, These fluids consist of very smalloil droplets dispersed in a continuous waterphase. These fluids have low viscosities,excellent fire-resistance, and good coolingcapability due to the large proportion of water.Additives must be used to improve theirinherently poor lubricity and to protect againstrust.
Water-in-oil
The water content of water-in-oil fluids may beapproximately 40 percent. These fluids consistof very small water droplets dispersed in acontinuous oil phase. The oil phase providesgood to excellent lubricity while the watercontent provides the desired level of fire-resistance and enhances the fluid coolingcapability. Emulsifiers are added to improvestability. Additives are included to minimize rustand to improve lubricity as necessary. Thesefluids are compatible with most seals andmetals common to hydraulic fluid applications.The operating temperature of water-in-oil fluidsmust be kept low to prevent evaporation andoxidation. The proportion of oil and water mustbe monitored to ensure that the properviscosity is maintained especially when addingwater or concentrated solutions to the fluid tomake up for evaporation. To prevent phaseseparation, the fluid should be protected fromrepeated cycles of freezing and thawing.
Synthetic Fire-Resistant Fluids
Three types of synthetic fire-resistant fluids aremanufactured: phosphate esters, chlorinated(halogenated) hydrocarbons, and syntheticbase (a mixture of these two). These fluids donot contain water or volatile materials, and theyprovide satisfactory operation at high
temperatures without loss of essentialelements (in contrast to water-based fluids).The fluids are also suitable for high-pressureapplications. Synthetic fluids have a lowviscosity index, anywhere from 80 to - 400, sotheir use should be restricted to relativelyconstant operating temperatures. Whenrequired to operate at low temperatures, thesefluids may require auxiliary heating. Syntheticfluids also have high specific gravities so pumpinlet conditions must be carefully selected toprevent cavitation. Phosphate esters haveflash points above 204°C (400°F) and auto-ignition temperatures above 483°C (900°F),making these fluids less likely to ignite andsustain burning. Halogenated hydrocarbonfluids are inert, odorless, nonflammable,noncorrosive, and have low toxicity. Sealcompatibility is very important when usingsynthetic fluids. Most commonly used sealssuch as Nitrile (Buna) and Neoprene are notcompatible with these fluids.
HYDRAULIC FLUIDS
The primary purpose of any hydraulic fluid isto transmit power mechanically throughout ahydraulic power system. To ensure stableoperation of components, such as servos, thefluid must flow easily and must beincompressible.
Lubrication
Hydraulic fluids must provide the lubricatingcharacteristics and qualities necessary toprotect all hydraulic system componentsagainst friction and wear, rust, oxidation,corrosion, and demulsibility.
Sealing
Many hydraulic system components, such as

666
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
control valves, operate with tight clearanceswhere seals are not provided. In theseapplications hydraulic fluids must provide theseal between the lowpressure and high-pressure side of valve ports. The amount ofleakage will depend on the closeness or thetolerances between adjacent surfaces and thefluid viscosity.
Cooling
The circulating hydraulic fluid must be capableof removing heat generated throughout thesystem.
Viscosity of Hydraulic Fluid
As with lubricating oils, viscosity is the mostimportant characteristic of a hydraulic fluid andhas a significant impact on the operation of ahydraulic system. If the viscosity is too highthen friction, pressure drop, powerconsumption, and heat generation increase.Furthermore, sluggish operation of valves andservos may result. If the viscosity is too low,increased internal leakage may result underhigher operating temperatures. The oil film maybe insufficient to prevent excessive wear orpossible seizure of moving parts, pumpefficiency may decrease, and sluggishoperation may be experienced.
Compressibility of Hydraulic Fluid
Compressibility is a measure of the amountof volume reduction due to pressure.Compressibility is sometimes expressed bythe “bulk modulus,” which is the reciprocal ofcompressibility. Petroleum fluids are relativelyincompressible, but volume reductions can beapproximately 0.5 percent for pressuresranging from 6900 kPa (1000 lb/sq in) up to
27,600 kPa (4000 lb/sq in). Compressibilityincreases with pressure and temperature andhas significant effects on high-pressure fluidsystems. Problems directly caused bycompressibility include the following: servosfail to maintain static rigidity and experienceadverse effects in system amplification or gain;loss in efficiency, which is counted as powerloss because the volume reduction due tocompressibility cannot be recovered; andcavitation, which may cause metal fracture,corrosive fatigue, and stress corrosion.
Stability of Hydraulic Fluid
The stability of a hydraulic fluid is the mostimportant property affecting service life. Theproperties of a hydraulic fluid can be expectedto change with time. Factors that influence thechanges include: mechanical stress andcavitation, which can break down the viscosityimprovers and cause reduced viscosity; andoxidation and hydrolysis which cause chemicalchanges, formation of volatile components,insoluble materials, and corrosive products.The types of additives used in a fluid must beselected carefully to reduce the potentialdamage due to chemical breakdown at hightemperatures.
TYPES OF HYDRAULICFLUIDS
Petroleum
Petroleum-based oils are the most commonlyused stock for hydraulic applications wherethere is no danger of fire, no possibility ofleakage that may cause contamination ofother products, no wide temperaturefluctuations, and no environmental impact.

667
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
Fire Resistant
In applications where fire hazards orenvironmental pollution are a concern,waterbased or aqueous fluids offer distinctadvantages. The fluids consist of water-glycolsand water-in-oil fluids with emulsifiers,stabilizers, and additives. Due to their lowerlubricity, piston pumps used with these fluidsshould be limited to 20,670 kPa (3000 lb/sqin). Furthermore, vane pumps should not beused with water-based fluid unless they arespecifically designed to use such fluids.
Water-glycol Hydraulic Fluid
Water-glycol fluids contain from 35 to 60percent water to provide the fire resistance,plus a glycol antifreeze such as ethylene,diethylene, or propylene which is nontoxic andbiodegradable, and a thickener such aspolyglycol to provide the required viscosity.These fluids also provide all the importantadditives such as antiwear, foam, rust, andcorrosion inhibitors. Operating temperaturesfor water-glycol fluids should be maintainedbelow 49°C (120°F) to prevent evaporationand deterioration of the fluid. To preventseparation of fluid phases or adverse effectson the fluid additives, the minimumtemperature should not drop below 0° C(32° F).Viscosity, pH, and water hardnessmonitoring are very important in water-glycolsystems. If water is lost to evaporation, the fluidviscosity, friction, and operating temperatureof the fluid will increase. The end result issluggish operation of the hydraulic system andincreased power consumption. If fluid viscosityis permitted to drop due to excessive water,internal leakage at actuators will increase andcause sluggish operation. A thin fluid is also
more prone to turbulent flow which will increasethe potential for erosion of system components.Under normal use, the fluid pH can beexpected to drop due to water evaporation,heat, and loss of corrosion inhibitors. The fluidpH should be slightly alkaline (i.e., above pH8)to prevent rust. However, because of theirvolatility and toxicity, handling of the amineadditives that stabilize the pH is notrecommended. Therefore, these essentialadditives are not usually replenished. Fluidswith pH levels that drop below 8 should beremoved and properly discarded. Make-upwater added to the system must be distilled orsoft deionized. The calcium and magnesiumpresent in potable water will react with lubricantadditives causing them to floc or come out ofsolution and compromise the fluid’sperformance. When this condition occurs thefluid is permanently damaged and should bereplaced. To prolong the fluid and componentlife, water added to the system should have amaximum hardness of 5 parts per million(ppm).
CONCLUSION
We have discussed about the brief introductionto the theory of tribology. To define tribologywe discussed about the area where it isneeded i.e. the area related to friction andwear. To overcome the problem of friction andwear we discussed the general process forcontrolling those problems like lubricants,mitigation etc and their analysis techniques..There is detail discussion of lubricants likeproperties of lubrication, method of lubrication,types of lubricant, why lubrication is necessaryin the industry.

668
Int. J. Mech. Eng. & Rob. Res. 2014 Mazhar Iqbal, 2014
REFERENCES
1. Chattopadhyay R (2001), “Surface Wear– Analysis, Treatment, and Prevention”,ASM-International, Materials Park, OH,ISBN 0-87170-702-0.
2. DeGarmo E, Paul J T Black and RonaldA Kohser (1997), “Materials andProcesses in Manufacturing”, UpperSaddle River, Prentice Hall, New Jersey,ISBN 0-02-328621-0.
3. Feynman R P, Leighton R P and SandsM (1964), The Feynman Lectures on
Physics, Vol. I, pp. 12-15, Addison-Wesley.
4. Ramnarayan Chattopadhyay (2004),“Advanced Thermally Assisted SurfaceEngineering Processes”, KluwerAcademic Publishers, MA, now Springer,NY.
5. Zum Gahr and Karl-Heinz (1987),“Microstructure and Wear of Materials”,Tribology Series, Vol. 10, Elsevier, ISBN0444427546.