Embed Size (px)
Citation preview

Tratamientos Térmicos Avanzados, S.A. de C.V. Your partner for optimum performance

Mission Providing services of the highest technology in surface modification of steels
for the automotive, oil, glass and metalworking industry.
Vision Being the leader and recognized by our customers in heat treating services for
steel
Values Attitude of service, innovation, punctuality, commitment, honesty and loyalty

History 1994 Starts in Mexico the unique service in the country of nitriding by assisted plasma.
1998 The company consolidates and takes the name of Tratamientos Térmicos Avanzados, S.A. de
C.V.
2000 Development and marketing of special treatment for the glass industry, power generation and
automotive.
2003 Modernization of facilities.
2007 Trademark PLASMANIT®.
2008 Start the construction of new facilities in a field of 3,000 mts ².
2009 Update plasma generating electronic equipment.
2011 Annual sales $4,000,000.00 pesos.
2012 Certification process ISO 9001:2008.

Reduce costs
Increase productivity
Increase Quality of Your Product
Plasma Nit®
Unique Service of ion nitriding in Monterrey,Mexico:
Is a vacuum gas nitrided by assisted plasma that produces surface
hardness in steels by forming nitrides with: Fe, Cr, Mo, Mn, V, Al and Ti.

Metalic mechanisms, molds and tools: Where the operation involves a gradual deterioration or damage of the solid surface Caused by the removal or displacement of material By the mechanical action of a solid, liquid or gas in contact.
Examples:

Recommended steps to anticipate the type of wear that our metal component will be subject
1. Analysis of the type of surface damage;
WEAR
Sliding Impact Rolling Abrasive •2-Bodies •3-Bodies Adhesive
Surface fatigue Delaminated Crack initiation
Pure rolling
rolling with glide
2-Bodies
Multi-Body Erosion Cavitation
Wear categories classified by the type of relative motion found
2. Study of the mechanical requirements (hardness, toughness, strength). 3. Selecting the type of steel. 4. Defining variables of the hardening heat treatment, tempering and stress relieving. 5. Surface Optimization with PlasmaNit ®.
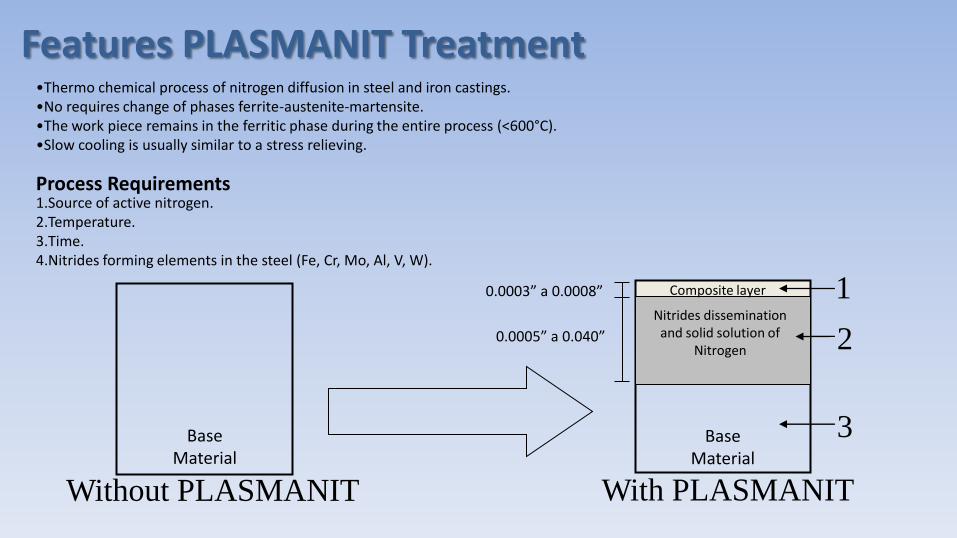
1.Source of active nitrogen. 2.Temperature. 3.Time. 4.Nitrides forming elements in the steel (Fe, Cr, Mo, Al, V, W).
Without PLASMANIT
Base Material
2
3
1
With PLASMANIT
Base Material
Nitrides dissemination and solid solution of
Nitrogen
Composite layer
0.0005” a 0.040”
•Thermo chemical process of nitrogen diffusion in steel and iron castings. •No requires change of phases ferrite-austenite-martensite. •The work piece remains in the ferritic phase during the entire process (<600°C). •Slow cooling is usually similar to a stress relieving.
0.0003” a 0.0008”
Process Requirements
Features PLASMANIT Treatment

Oven Walls Surface
Workpiece
¿
Ho
w it
wo
rks
Pla
smaN
it®
?
Process gas
source
Vacuum Pump
+ -
Source of DC High Voltage
Work pieces (Brightness characteristic Ion nitriding)
Exhaust
Vacuum chamber (anode)
Flow
A typical installation sketch
Support plate (cathode)

Streamlined Manufacturing Processes
After PlasmaNit ® Treatment Distortion is minimal or negligible in long thin parts <0.05 mm / m. Scrape is eliminated or reduced to less than 2% caused by distortion.
Sequence metal fabrication
Base Material Supplied
Rough machining
"OPTIONAL"
1. - Hardening and Tempering
2. - Stress Relieving (550 ° C-600 ° C)
Final Machining
Inspection
PlasmaNit ®
Beginning
End

Improvements

Material
(Norm A.I.S.I.)
Recommended
Initial Hardness
(HRC)
Average
Diffusion
(Inches)
Surface
Hardness
(HRC)
1020, 1045
4130, 4140
4340
8620, 9310
P20
H-13, S7
420
15-5
17-4
316
A2
D2, D4, D6
M2, M42
14 – 18
28 – 32
28 – 32
14 – 18
28 – 32
45 – 50
36 – 38
36 – 38
33 – 38
0 (80 HRB)
54 – 56
57 – 59
60 – 65
0.002” – 0.010”
0.012” – 0.015”
0.012” – 0.015”
0.012” – 0.015”
0.012” – 0.015”
0.005” – 0.010”
0.001” – 0.005”
0.001” – 0.005”
0.001” – 0.005”
0.001” – 0.002”
0.005” – 0.010”
0.005” – 0.010”
0.0005” –
0.010”
30 – 40
54 – 59
54 – 59
55 – 60
57 – 62
65 – 70
68 – 70
68 – 70
68 – 70
66 – 68
65 – 70
65 – 70
70 – 73
Results Chart
WHITE LAYER (1200 HV): Crystal structure (0.0” a 0.0008”). TOTAL HARDNESS DIFFUSION: Is defined as the maximum depth below the surface where the hardness HRC reaches 5 above the hardness of the base material. (0.0005” a 0.040”).
1000x

Production Sequence
Plasma Nit®
Reception Inspection
Inspection, Download & Shipping Parts Loading
Degreasing and Cleaning
1 2 3
4 5 6

Dimensional stability (<0.05 mm/m). Uniform or Selective Surface Hardness. Preserves Finishes and Base Material Properties. Metallurgical requirements easily programmed. Feasible to retreatment the Surface "n" times. Durability increased to 800%. Repeatability of results. No surface oxidation and subsequent Cleaning work Requires. Manufacturing Process Simplification. 100% Ecological Process.
Pieces Capacity 45” Diameter 61” Height (expandable to 70”). Maximum Load 3,000 Kgrs.
Outstanding benefits

Gears and shafts. Bushings, Cylinder and Camshaft. Inserts and Hydroforming Stamping. Molds. Aluminum Liners. Hot Forging Tools.
Some Applications

Relative Scale of Prices

1. Complete metallographic laboratory for analysis. (Cutter, press, grinder, micro Vickers hardness tester, microscope, pedestal digital durometer with every scale, pedestal durometer HRN scale and portable Vickers durometer with all digital scales.) 2. Ion nitriding furnace. 3. Degreaser. 4. Sand Blast Cabinet. 5. Cooling Tower. 6. System Reverse Osmosis water treatment. 7. Preparation for new furnace installation. 8. 5 ton overhead crane. 9. New industrial land 3.000 m2 and 1.000 m2 warehouse. 10. Estaquitas truck 2013. 11. 3 ½ Ton Truck 2000.
Equipment List:

CONTACT: Ing. Jesús Manzur ADDRESS: Martín de Zavala #220 Sur. Colonia Centro.
Monterrey, N.L. México. 64000 PHONE: (81) 83424864 Y (81) 83446261 E-MAIL: [email protected] http://www.ttavanzados.com
Tratamientos Térmicos Avanzados, S.A. de C.V. Your partner for optimum performance






























