Embed Size (px)
Citation preview

TRANSPORT and ROAD RESEARCH LABORATORY
Department of the Environment Department of Transport
SUPPLEMENTARY REPORT 499
HIGH STRENGTH FRICTION GRIP BOLTED JOINTS - EFFECTS AFTER ONE YEAR OF WEATHERING UNDER LOAD
by
D S Moss
Any views expressed in this Report are not necessarily those of the Department of the Environment or of the Department of Transport
Bridge Design Division Structures Department
Transport and Road Research Laboratory Crowthorne, Berkshire
1979 ISSN 0305-1315

Abstract
1. Introduction
2. Programme of tests
3. Specimens
3.1 Specimen design
3.2 Surface treatment
3.2.1 Grit blasting
3.2.2 Metal spraying
3.2.3 Priming
3.3 Pre-assembly weathering
3.4 Bolts
3.5 Assembly
4. Exposure sites
4.1 Tinsley (industrial)
4.2 Eastney (marine)
5. Testing
5.1 Testing for slip factor (laboratory tests)
5.2 Continuous loading tests (field trials)
5.2.1 Test rig
5.2.2 Measurement of slip
6. Results
6.1 Slip factor
6.2 Slip of loaded joints
6.3 Bolt tension
7. Discussion of results
8. Conclusions
9. Future work
10. Acknowledgements
11. References
CONTENTS
Page
1
1
2
2
2
3
3
3
3
3
3
4
4
4
4
4
4
5
5
5
6
6
6
6
6
7
7
8
8
(C) CROWN COPYRIGHT 19 79 Extracts f rom the text may be reproduced, except for
commercial purposes, provMed the source is acknowledged

Ownership of the Transport Research Laboratory was transferred from the Department of Transport to a subsidiary of the Transport Research Foundation on 1 st April 1996.
This report has been reproduced by permission of the Controller of HMSO. Extracts from the text may be reproduced, except for commercial purposes, provided the source is acknowledged.

HIGH STRENGTH FRICTION GRIP BOLTED JOINTS - EFFECTS AFTER ONE YEAR OF WEATHERING UNDER LOAD
ABSTRACT
The first year of a five year study of the behaviour of high strength friction grip bolted joints under the combined action of continuous loading and weathering is reported.
The plies of specimen joints were given various surface treatments and were weathered before assembly. Some joints were tested for slip factor and the results compared with those of tests on joints having unweathered plies. Similar joints are now weathering under continuous loading, and slip is being monitored.
The slip factors of unprotected joints,particularly those made from weather- ing steel,were increased by pre-assembly weathering, but were reduced for joints having corrosion resistant treatments.
Slip has occurred in most of the loaded joints and the largest movements have taken place in the joints having corrosion resistant treatments containing zinc.
It is concluded that, when some corrosion resistant treatments are used on the interfaces of high strength friction grip bolted joints, the efficiency of the joint is impaired if the surfaces weather before assembly. It is recommended that, when these treatments are used, the interfaces should be protected to prevent weathering in the time between preparation of the surfaces and assembly of the joint.
1. INTRODUCTION
The effects of weathering on the performance of high strength friction grip (HSFG) bolted joints have been under
investigation at TRRL since 1969. In this work particular care was taken, when assembling the specimen joints, to
prevent contamination of the interfaces, in order that the effects of progressive corrosion occurring within the joint,
could be studied. The joints have been weathered in the unloaded state 1.
In practice however, HSFG bolted joints are used under different circumstances and the project described in
this report was started, in order to study the behaviour of joints assembled and used under conditions more approp-
riate to bridge construction. On site, the joint interfaces may not always be entirely free from contamination before
assembly and when it is put into service, the finished joint is required to transmit design loads between structural
members.
The possible condition of real joints, before assembly, was assessed from a survey of current practice in the
use of HSFG bolting by the construction industry. It was found that there was usually a delay between preparation
of the steel surfaces and final assembly of the joint. Delays of three months were common and much longer periods
of time sometimes elapsed. During this period the surfaces were not normally provided with temporary protection,
but if the joint interfaces were found to be contaminated, when inspected prior to assembly, they were wire
brushed to remove loose material.

In the work described in this report, the plies of specimen joints were given various surface treatments and
were exposed to aggressive environments, to produce interfaces in a condition, which could exist in practice. The
slip factors of joints having weathered and unweathered plies have been compared, and the slip of joints currently
being weathered under continuous loading, is being monitored. The results presented have been obtained during
the first year of the programme, which is planned to be of five years duration.
2. PROGRAMME OF TESTS
Seven sets of specimen joints were prepared, each set comprising three samples of each of five surface treatments.
One set was assembled immediately following completion of the surface treatment and the joints were tested for
slip factor* 24 hours later. The values obtained were used to derive the loads applied to the joints being weathered
under load.
The six remaining sets o f specimens were divided between two exposure sites, where the plies were weathered.
After weathering, the plies were returned to the laboratory, where the interfaces were wire brushed and the joints
assembled. One set from each exposure site was tested for slip factor and the remainder were returned to their
respective exposure sites, where one set is weathering in the unloaded state and the other under continuous loading
in specially designed test rigs.
In addition to the principal series of specimens described, joints were assembled from weathered plies using
proprietary load indicating washers. Three such specimens are being weathered at each site, in the unloaded state,
and will be used to assess whether or not moisture is able to penetrate the joint more easily when these washers
are used.
During weathering, measurements are being made of bolt tension, applied load and slip, and at the end of the
programme all the joints will be tested for slip factor.
3. SPECIMENS
3.1 Specimen design
The specimen is shown in Figure 1 and was a four bolt double lap joint, having dimensions based on the
recommendations o f BS 46042. The majority of the specimens were made from structural steel to BS 4360
Grade 50 B 3 and 13 made from weathering steel were included.
The tension plates were cut consecutively from the same bar to ensure matching cross-sections and all the
holes were drilled, using a jig to ensure alignment. All holes and cut ends were de-burred.
Slip factor = slip load
Number of effective interfaces x proof load of one bolt x number of bolts
and is defmed as the ratio o f the load, per effective interface, required to produce slip in a pure shear joint to
the nominal shank tension (ie proof load) induced in the bolt or bolts 2.

3.2 Surface treatment
The plies of the specimens were treated in one of the following ways:
(i) Grit blasted, with no corrosion resistant treatment.
(ii) Grit blasted, followed by zinc metal spray.
(iii) Grit blasted, followed by aluminium metal spray.
(iv) Grit blasted, followed by zinc rich silicate primer.
(v) Grit blasted weathering steel.
3.2.1 Grit blasting: All grit blasting was carried out in a direct pressure machine operating at an air pressure of
550 kN/m 2 and charged with G34 chilled iron grit. Each surface was blasted for a period of time which was 50 per
cent longer than that required to produce a bare steel surface having no visible contamination or discoloration. After
blast cleaning, the surfaces were dusted off using a compressed air jet.
3.2.2 Metal spraying: The sprayed metal coatings were applied immediately after blast cleaning, using a gas pistol
of the wire feed type. The thickness of application was based on the requirements of BS 25694 and was taken as
the mean of six local thickness measurements made on the joint interface area of each surface. The coating thick-
nesses and the relative positions of the surfaces in the specimens are shown in Tables 1,2 and 3.
3.2.3 Priming: The material used was a proprietary, two component zinc rich silicate primer, which was mixed
in accordance with the manufacturer's instructions and applied by brush, immediately after blast cleaning. After
curing, the coating thicknesses were measured and the values are included in Tables 1,2 and 3.
3.3 Pre-assembly weathering
The joint plies were weathered at one of two exposure sites for a period of 10 weeks, during which they were
mounted in wooden racks, with the plane of the joint surfaces vertical. After exposure, the plies were wire brushed
sufficiently to remove loose rust or other adherent material.
Manual wire brushing was employed, as better control was possible over the light action required to clean the
protected surfaces, and the burnished effect, sometimes produced by powered rotary brushes, was avoided.
3.4 Bolts
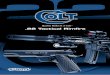
The bolts were M16 ISO metric high strength friction grip type to BS 4395: Part 25. They were modified to
make them load indicating by the method illustrated in Figure 2, which was the development of the system described
in reference 6. A steel reference rod was attached to the bot tom of a hole drilled axially in the plain part of the bolt
shank. The top surface of the bolt head and the free end of the rod were ground and lapped flat. Since the rod was
attached to the bolt by one end only, it remained unstressed under all conditions of bolt tension, hence the extension
of the bolt shank under load resulted in axial movement of the free end of the rod relative to the bolt head. This
movement was measured, using the gauge shown in the figure, and was related to tension by calibrating the bolt
against a load cell.

In order to preserve the bolt load calibrations, it was necessary for the bolts to remain within their elastic
range, when tensioned to the required load. Therefore higher grade bolts were used at the proof load of M16 general
grade bolts 7. The same type were used in the weathering steel specimens.
3.5 Assembly
The specimens were assembled using a jig to ensure the correct alignment of the plies and the longitudinal
position of the tension plates was adjusted so that slip would not be arrested prematurely by the bolts bearing on
the sides of the holes. Hardened washers were used only under the nuts.
The bolts were tensioned to 92.1 kN, as required by BS 4604: Part 12 using a torque multiplying device to
increase the tension smoothly. No attempt was made to rectify any subsequent relaxation of bolt tension and slip
factors were calculated using the initial bolt load.
After assembly, the specimens to be weathered under load were fitted with the datum pegs used in testing for
slip. The positions of the pegs are shown in Figures 3 and 4 and consisted of 1.5 mm diameter, stainless steel pins
driven into holes drilled in the plate edges.
The specimens were not given any protective treatment after assembly, with the exception of the bolt heads,
which were greased and fitted with caps, to prevent damage to the datum surfaces of the bolt load measuring system.
4. EXPOSURE SITES
The exposure sites were chosen to represent the extremes of industrial and marine environments in which a bridge
might be constructed.
4.1 Tinsley (industrial)
The site is situated near Sheffield, adjacent to an elevated section of the M1 motorway. The area has a high
density of heavy industrial installations, many of which are engaged in steel working.
4.2 Eastney (marine)
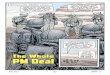
The marine site lies to the east of Portsmouth, at the entrance to Langstone Harbour in such a position that
there is sea on two sides. The arrangement of the site is shown in Plate 1, in which the loading rigs may be seen in
the front left hand corner of the compound, facing in an easterly direction.
5. TESTING
5.1 Testing for slip factor (laboratory tests)
The tests were carried out in accordance with the recommendations of BS 46042. The rate of loading was
set at 50 kN/min, and load and slip were recorded continuously by X-Y plotters. The slip load was taken as that

causing 0.1 mm displacement between adjacent points on the tension and cover plates measured in the direction of
loading. The slip load of a specimen was taken as the mean of the slip loads o f the two ends o f the specimen.
The slip loads of the specimens having unweathered plies were used to derive the working loads applied to
the joints weathering under continuous load. Three specimens o f each type were tested and the minimum value
of slip load used in the expression;
Working load = slip load
1.4 _ _ , where 1.4 is the load factor 2.
5.2 Continuous loading tests (field trials)
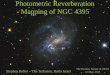
5.2.1 Test rig: The testing is shown in Figure 3 and Plate 2. The frame of the rig consisted o f a square section,
hollow steel column, having stiffened brackets welded to its ends. The specimen was tensioned between the
brackets, using a high tensile bolt to apply the load, which acted on the specimen through a stack o f disc springs.
The loadingbolt was made load indicating in the same way as those in the specimen, and by removing an adaptor
ring from the bolt load gauge, the instrument could be used to measure the tensile load on the specimen.
The reduction in the applied load resulting from slip in the specimen was approximate ly 2.3 kN for a total
slip of 0.2 mm, and the variation in load caused by temperature change was 3 kN over a temperature range o f
44°C.
The loading mechanism was fitted with safety screws to restrict its movement , should the loading bolt fail.
The moveable parts of the rigs were greased and enclosed in protective covers before being set up on the
exposure sites. On site the rigs were mounted on tubular steel frames, which suppor ted them at an angle o f approx-
imately 60 ° to the horizontal, with the centre o f the specimen about 1 m above the ground. The unloaded specimens
were supported in a similar attitude and position on side extensions o f the test rig frames.
There are 14 test rigs in service at each of the two exposure sites.
5.2.2 Measurement of slip: Slip in the loaded specimens was measured using the instrument shown in Figure 4.
The fixed knife edges in the base of the instrument were made to contact the datum pegs in the cover plates, as
shown in the figure, using the side plate and one peg to fix the transverse position. When posit ioned in this manner,
the central knife edge, which was formed in one end of a pivoted lever, made contact with the tension plate peg
under spring pressure. The other end of the lever controlled the position of the moving element o f a displacement
transducer, the electrical output of which was thus dependent on the relative longitudinal positions o f the da tum
pegs. The instrument was calibrated over a range o f known displacements, but as it was affected by temperature
change, slip was derived from the difference between readings taken on the specimens and on a reference block.
The reference consisted of a small steel block having in one surface the same arrangement o f pegs as in the specimens.
The displacement transducer was of the same type as that used in the bolt load gauge and a single display unit
served both instruments.

6. RESULTS
6.1 Slip factor
The slip factors of joints assembled from unweathered plies, with the minimum values obtained with each
surface treatment and the derived working loads, are given in Table 4. The slip factors of joints having weathered
plies are given in Table 5.
6.2 Slip o f loaded ioints
Table 6 gives the slip movements measured after one year and Table 7 gives the mean values of slip factor and
slip for each surface treatment.
6.3 Bolt tension
The mean bolt loads and relaxations after one year for each surface treatment in loaded and unloaded specimens
are given in Table 8.
7. DISCUSSION OF RESULTS
The slip factors of all joints having protective coatings were reduced by pre-assembly weathering, the greatest
reduction occurring in metal sprayed specimens weathered under industrial environmental conditions. The adverse
effects were not so marked on joints protected by the zinc silicate primer, on which the marine environment had a
marginally greater effect.
A possible reason for the reduction in slip factor of protected joints is that the mechanism of slip is changed by
weathering of the joint interfaces. Several unweathered surfaces were found to be partially welded, when the spec-
imens were dismantled after test, suggesting that the formation and subsequent rupture of small friction welded
areas during slip contributed to the slip resistance of the joint. No weathered plies were found to be welded after
test and it is possible that sufficient contamination remained on the faying surfaces, after wire brushing, to prevent
the intimate contact necessary for such welds to form, so reducing the slip factor.
In contrast, weathering of the plies before assembly had a beneficial effect on the slip factor of joints having
unprotected surfaces. For both Grade 50 B and weathering steel, the marine environment effected the greatest
improvement.
As the unprotected surfaces rusted during weathering, a rough surface texture was produced, particularly by
the marine environment. It is probable that the increased roughness of the surfaces allowed a greater measure of
interlocking of the surface peaks, hence greater force was required to shear the peaks and produce slip.
In all the slip factor tests on joints having weathered plies, the performance as defined by slip factor improves
but slip tended to develop more rapidly after initiation than in joints having unweathered plies.

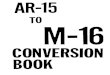
All the specimens coated with zinc metal spray or zinc silicate primer have slipped under sustained load, but
it is suggested that part of the movement may be the result of creep of the zinc. Figure 5 shows the result of a
laboratory test on an unweathered zinc metal sprayed specimen. The specimen was loaded in the same type of
loading rig as described, but slip was monitored continuously. Slip was complete after approximately 50 hours
when the specimen was subjected to the same load as applied to the exposed specimens.
Aluminium metal sprayed specimens have not shown the same tendency to slip under load although the slip
factor was reduced by pre-assembly weathering. In four specimens no movement has been detected and in one,
movement has occurred at one end only. The remaining specimen has slipped at both ends by amounts comparable
with those measured in the zinc silicate primer treated specimens, but the reason for the different behaviour of this
specimen has not been established.
The unprotected Grade 50 B specimens have slipped at one end, with the exception of one joint, in which no
movement has been detected. No movement has occurred in any of the weathering steel specimens at either exposure
site.
The effect of the change in slip factor caused by pre-assembly weathering has been to change the load factor
applicable to loaded joints. For example, the working load of joints having zinc metal spray surface treatment was
181.8 kN, which was derived as shown in Section 5.1 from the slip loads of unweathered joints. Using the slip
loads of joints assembled from plies weathered at Tinsley in the same calculation reduces the working load to
152.4 kN, thus the specimen joints are working at 85 per cent of the real slip load and not 71 per cent. The other
surface treatments are similarly affected, but in the case of the unprotected joints, the load factor has been increased.
8. CONCLUSIONS
Test results obtained over the first year of a five year programme show that the slip factor of HSFG bolted joints
is reduced by pre~assembly weathering, when the joint interfaces are protected against corrosion by the treatments
described. The reduction in slip factor results in a reduced load factor, when this has been derived from tests on
unweathered joints, thus increasing the possibility of slip. The tendency to slip is aggravated by the creep properties
of zinc, when this metal forms the basis of the protective system.
It is recommended that when these surface treatments are used, the joint interfaces should be protected
from the environment during the period between preparation of the surfaces and assembly of the joint.
The performance of unprotected joints, particularly those made from weathering steel, was improved by
the pre-assembly weathering conditions applied, suggesting that industrial procedure is satisfactory under these
circumstances.
9. FUTURE WORK
The monitoring of slip, applied load and bolt tension will continue until 1982, when the specimens will be returned
to the laboratory for slip factor tests.

10. ACKNOWLEDGEMENTS
The work described in this report was carried out in the Bridge Design Division (Division Head: Dr G P Tilly) of
the Structures Department of TRRL. The author gratefully acknowledges the contribution made by
Mr B Mecklenburgh (TRRL Experimental Equipment Engineering) who designed the loading rig.
11. REFERENCES
1. MOSS, D S. Effects of two years weathering on high strength friction grip bolted joints. Department of the
Environment, TRRL Report SR 191 UC. Crowthorne, 1976 (Transport and Road Research Laboratory).
. BRITISH STANDARDS INSTITUTION. The use of high strength friction grip bolts in structural steelwork.
Part 1. General grade. British Standard BS 4604: Part 1 : 1970. London, 1970 (British Standards Institution).
. BRITISH STANDARDS INSTITUTION. Weldable structural steels. British Standard BS 4360. London,
1972 (British Standards Institution).
4. BRITISH STANDARDS INSTITUTION. Sprayed metal coatings. Part 1. Protection of iron and steel by
aluminium and zinc against atmospheric corrosion. British Standard BS 2569: Part 1 : 1964. London, 1964
(British Standards Institution).
. BRITISH STANDARDS INSTITUTION. High strength friction grip bolts. Metric series. Part 2. Higher grade
bolts and nuts and general grade washers. British Standard BS 4395: Part 2: 1969. London, 1969 (British
Standards Institution).
. MOSS, D S. A method of measuring the tensions in bolts. Ministry o f Transport, RRL Report LR 100.
Crowthorne, 1968 (Road Research Laboratory).
7. BRITISH STANDARDS INSTITUTION. High strength friction grip bolts. Metric series. Part 1. General grade.
British Standard BS 4395: Part 1 : 1969. London, 1969 (British Standards Institution).

T A B L E 1
Specimens assembled from unweathered plies Coating thickness and relative position in specimen
L . . . . . . . . . . . . . . . . . . . . . . . i t l
t2 t 3
L . . . . . . . . . . . I t . . . . . . . . . . . . . t4 t5
t6
Z inc Sil icate Primer Zinc Metal Spray A l u m i n i u m Metal Spray
[ Thickness mm ! Thickness mm I I t l [ tl
Spec. i t2 t3 Spec. t2 t3 No. t4 15 No. ] t4 t5
t6 t6 i
Thickness mm tl
S p e c . t2 t3 N o . t4 t5
t6
0.05 0.04
25 0.05
0.05
0.04 0.05
2 6 0 .04
0.06
0.04 0.06
2 7 0.04
0.05
0.13 0.05 0.21
4 7 0.06 0.21
0.14
0.18 0.09 0.14 0 .14 48 0.05 0.14 0.15
0.20
0.15 0.04 0.22 0.21
5 0 0.07 0.21 0 .20
0.14
0.21 0.20
69
0.20 0.15 0 .17 0 .20 0 .20
0 .18
0.19 0.14 0.14
70 0.16 0.13
0.15
0 .17 0 .20 0 .24
7 0 A 0.13 0 .14
0 .20
Tested 24 hours
after assembly
9

T A B L E 2
S p e c i m e n s e x p o s e d a t T i n s l e y
C o a t i n g t h i c k n e s s a n d r e l a t i v e p o s i t i o n i n s p e c i m e n
L . . . . . . . . . 'J t l
t2 t3 I I I
t4 t5 t6
I =
Zinc Silicate Primer
Thickness mm t l
Spec. t2 No. t4
t6
0.06
3 0.06 0.03
0.05
0.04 0.03
5 0.06
0.07
0.04 0.07
8 0.03
0.04
0.05 0.06
9 0.04
0.05
0.03 0.07
10 0.06
0.06
0.03 0.06
11 0.06
0.06
0.06
2 0.06 0.04
0.04
0.04 0.04
6 0.04
0.05
0.06 0.05
12 0.05
0.04
0.06 0.04
1 0.05
0.07
0.06 0.06
4 0.07
0.05
0.07
7 0.03 0.04
0.05
t3 t5
0.04 0.06
0.03 0.04
0.04 0.03
0.04 0.04
0.08 0.07
0.05 0.08
0.04 0.04
0.06 0.04
0.06 0.03
0.04i 0.05
0.04 0.04
0.03 0.05
Zinc Metal Spray
Spec. No.
29
30
33
32
34
36
28
31
35
Thickness mrn t l
t2 t3 Spec. t4 t5 No.
t6
0.18 0.20 0.14 0.20 0.18
0.16
0.16 0.18 0.18 0.13 0.22
0.13
0.17 0.19 0.15 0.16 0.11
0.18
0.13 0.15 0.16 0.15 0.17
0.13
0.17 0.15 0.14 0.14 0.12
0.16
0.13 0.13 0.17 0.13 0,17
0.13
0.15 0.15 0.19 0.15 0.17
0.14
0.14 0.15 0.18 0.13 0.13
0.14
0.17 0.15 0.16 0.14 0.17
0.18
Aluminium Metal Spray
Thickness mm tl
t2 t3 t4 t5
t6
0.18 0.17 0.15
52 0.20 0.17
0.14
0.20 0.17 0.18
55 0.18 0.20
0.17
0.14 0.18 0.18
58 0.21 0.18
0.14
53
54
59
51
56
57
0.18 0.13 0.20 0.12 0.19
0.18
0.20 0.19 0.18 0.16 0.15
0.16
0.18 0.13 0.14 0.17 0.13
0.19
0.16 0.12 0.15 0.14 0.13
0.16
0.20 0.19 0.16 0.14 0.17
0.19
0.19 0.19 0.17 0.18 0.19
0.18
Weathered plates
Specimens tested
24 hours after
assembly
Specimens exposed under load
Specimens exposed
unloaded
Specimens exposed
unloaded Fitted with
load indicating washers
1 0

T A B L E 3
S p e c i m e n s e x p o s e d a t E a s t n e y
C o a t i n g t h i c k n e s s a n d r e l a t i v e p o s i t i o n i n s p e c i m e n
[ . . . . . . . . . . . . . . . . . . ! t l
t2 t3
i - -2-- -_-_-_3 U.--g---.- t4 t 5
. . . . . . . . . L 6_ . . . . . . . . . . . I I
i
Zinc Silicate Primer Zinc Metal Spray Aluminium Metal Spray
Thickness mm tl
Spec. t2 t3 No. t4 t5
t6
0.07 0.05 0.04
14 0.04 0.04
0.06
0.04 0.04 0.04
17 O.O5 0.04
0.06
0.06 0.05 0.04
24 0.06 0.05
0.06
0.05 0.04 0.04
16 0.05 0.04
0.04
0 .O4 0.05 0.05
18 0.05 0.06
0.05
0.05 0.04 0.04
21 0.06 0.05
0.05
0.06 0.04 0.04
15 0.05 0.04
0.05
0.04 0.05 0.04
22 0.04 0.O5
0.04
0.06 0.05 0.05
23 0.06 0.04
0.06
0.05 0.03 0.04
13 0.04 0.04
0.04
0.04 0.04 0.04
19 0.05 0.05
0.05
0.07 0.05 0.04
20 0.04 0 .O4
0.03
Thickness mm Thickness mm tl t l
Spec. t2 t3 Spot . t2 t3 No. t4 t5 No. t4 t5
t6 t6
0.20 0.14 0.17 0.13 0.20 0.16
37 60 0.13 0.15 0.13 0.13
0.15 0.19
0.14 0.14 0.15 0.19 0.19 0.19 39 63 0.16 0.14 0.21 0.18
0.14 0.17
0.20 0.16 0.20 0.21 0.14 0.17
43 67 0.14 0.20 0.20 0.20
0.18 0.13
0.20 0.15 0.14 0.15 0.17 0.15
41 61 0.12 0.14 0.11 0.11
0.14 0.13
0.15 0.17
44 0.19 0.14 65 0.17 0.20 0.20 0.13 0.17 0.12
0.17 0.19
0.13 0.19
45 0.18 0.19 68 0.13 0.15 0.15 0.19 0.17 0.14
0.17 0.19
0.15 0.19 0.17 0.14 0.15 0.14 38 62 0.19 0.15 0.19 0.17
0.17 0.16
0.19 0.15
40 0.18 0.19 64 0.12 0.18 0.17 0.20 0.14 0.18
0.13 0.22
0.17 0.15 0.17 0.17 0.16 0.15
42 0.20 0.17 66 0.14 0.15
0.15 0.17
Weathered plates
Specimens tested
24 hours after
assembly
Specimens exposed under load
Specimens exposed
unloaded
Specimens exposed
unloaded Fitted with
load indicating washers
11

TABLE 4
Slip factors of specimens assembled from unweathered plies, and loads applied to specimens weathering under continuous load.
Surface Treatment
Grade 50 steel grit blasted unprotected
Weathering steel grit blasted unprotected
Zinc silicate primer
Zinc metal spray
Aluminium metal spray
Slip Factor
0.453 0.421 0.391
0.378 0.377 0.345
0.476 0.446 0.432
0.764 0.716 0.691
Min. value
0.391
0.345
0.432
0.691
0.766 0.700 0.612
0.612
Rig Load Setting kN
102.9
90.8
113.7
181.8
161.0
TABLE 5
Slip test results. Joint plies weathered before assembly of specimens.
Surface treatment
Grade 50 steel grit blasted unprotected
Weathering steel grit blasted unprotected
Zinc silicate primer
Zinc metal spray
Aluminium metal spray
Exposure site Tinsley i Eastney
Slip Factor
0.567 0.504 0.398
0.483 0.462
0.453 0.433 0.410
0.613 0.613 0.579
0.632 0.589 0.585
0.561 0.543 0.530
0.510 0.501
0.431 0.424 0.421
0.724 0.664 0.626
0.644 0.643 0.618
12

TABLE 6
Slip after weathering for 1 year under constant load
Surface Treatment
Grade 50 steel grit blasted unprotected
Grit blasted +
Zinc metal spray
Grit blasted +
Aluminium metal spray
Grit blasted +
Zinc silicate primer
Weathering steel grit blasted
Spec. No.
71 75 79
Tinsley
Slip mm Top Bottom
0.051 0 0.038 0
0 0.043
32 0.152 0.094 34 ! 0.028 0.127
I 36 t 0.091 0.076 !
53 54 59
9 10 11
C2 C6
}
I 0.038 0.064 I 0 o I
0 0
0.043 0.064 0.051 0.056 0.043 0.017
0 0 0 0
Spec. No.
80 83 85
41 44 45
61 65 68
16 18 21
C7 C12
[
Eastney r
Top
0 0.034
0
0.094 0.084 0.090
0.043 0.043 0.056
0 0
Slip mm Bot tom
0.039 0 0
0.025 0.081 0.068
0 0
0.035
0.041 0.053 0.064
0 0
TABLE 7
Mean slip movements and slip factors from specimens weathered at two sites
Surface Treatment
Grade 50 steel grit blasted unprotected
Grit blasted +
Zinc metal spray
Grit blasted +
Aluminium metal spray
Grit blasted +
Zinc silicate primer
Weathering steel Grit blasted only
Slip - m m
i Tinsley
0.044
0.095
0.017
0.046
0
Eastney
0.012
0.074
0.006
0.050
0
Slip Factor weathered plates
Tinsley ] Eastney
0.490 0.545
0.602 0.671
0.602 0.635
0.432 0.425
0.473 0.506
clean plates
0.422
0.724
0.693
0.451
0.367
13

TABLE 8
Mean bolt loads and relaxations after 1 year
Surface Treatment
Zinc silicate primer
Zinc metal spray
Aluminium metal spray
Grit blasted 50 B
Grit blasted weathering steel
Loaded Joints Bolt load - kN
Tinsley I Eastney
77 78
64 66
81 82
78 79
80 80
Relaxation % Tinsley I Eastney
16.4 15.2
30.5 28.3
12.1 10.9
15.3 14.1
13.1 13.0
Unloaded Joints Bolt load - kN
Tinsley [ Eastney
82 8O
72 71
88 87
76 75
79 80
Relaxation % Tinsley I Eastney
10.8 13.0
21.7 22.8
4.3 5.4
17.4 18.5
14.1 13.0
14

E - 0
C~
(.C) O~
~ P
t '9
E I c~
©
©
£
QO
¢o
CD.
> 0 C2
-6 "l-
CJD
E
~5
t - O
i -
-6 n-
v L
OL
O~
r OL
Z .~ , , ,
(.9 w U_ a .
- I " %.-
c 6~ ,c-, U .
-C~
0
( .0 I,m
~f

Electrical leads
Zero
Gauge
Spherical
Datum St- . . . . .
Reference rod
r -
I I
I
I
i
I
I
I l
I
I
x
I
I
x
I /
I
./ /
/
d
\ \
L . . . ~ ' T u f n o l ' sleeve
L V D T
L V D T return spring
~ ~ inch diam. unc.
x I
/ M . 1
Adaptor rings
View on 'A' showing method of locating gauge from bolt head corners
6 load indicating bolt
A
Fig. 2 L O A D I N D I C A T I N G BOLT A N D GAUGE

Fixed yoke
J F
/ F / / " / /
Bolt head protective caps Disc spring pack
Specimen
Moveable yoke
\ J J
\ •
\ i /
k ,. \ / Loading frame
Safety screws
I
Spring guide
Loading bolt
0 - - 0
Unstressed specimen
© ©
f - I I I - -
i I -I I ' ~ "
Datum pegs for slip measurement
I E
Spring gaiter
III1" ~ / I I I I
!!!!
Protective cap
Fig. 3 LOADING RIG

I -
N
. - -
. _
O X
~_ 0 ~ ~ / f I "
¢13
,-n _~
I L _ ~ J
e-
E
t ' - ° B
E
I---
oZ
I ~Em
"0
.0 "/ / O. Cl "0 c ~ E
LU >
" 8
/ C
E Q.)
1
W
< a.
u.

<
I I l " 0
, i ,,
0
QO
~t"
~t" ~t"
O
G0 £,..)
t,,,D ( '~
C~
O
CO C~
t,.D A £'M . E
E
0
CO
¢.0
,q-
(:3
CO
t,.O
O
I.M
tO I.LI
C~
I I I >-
el
. - I
I-- LIJ
c=1 z N a I l l
12: IL l " I " I - -
I l l
z :3
I
O .--I
I - z
I -
z O
n.. I L l t~ z
Q,.
.--I
i i
O
(~_0L x l uuJ) d ! lS

Neg. no. R541/78 /4
Plate 1 EASTNEY EXPOSURE SITE
Plate 2 TEST RIGS
Neg. no. R541/78/12
(1248) Dd0536361 1,200 7 /79 H P L t d S o ' t o n G 1 9 1 5
PRINTED IN E N G L A N D

ABSTRACT
HIGH STRENGTH FRICTION GRIP BOLTED JOINTS - EFFECTS AFTER ONE YEAR OF WEATHERING UNDER LOAD: D S Moss: Department of the Environment Department of Transport, TRRL Supplementary Report 499: Crowthorne, 1979 (Transport and Road Research Laboratory). The first year of a five year study of the behaviour of high strength friction grip bolted joints under the combined action of continuous loading and weathering is reported.
The plies of specimen joints were given various surface treatments and were weathered before assembly. Some joints were tested for slip factor and the results compared with those of tests on joints having unweathered plies. Similar joints are now weathering under continuous loading, and slip is being monitored.
The slip factors of unprotected joints, particularly those made from weathering steel, were increased by pre- assembly weathering, but were reduced for joints having corrosion resistant treatments.
Slip has occurred in most of the loaded joints and the largest movements have taken place in the joints having corrosion resistant treatments containing zinc.
• It is concluded that, when some corrosion resistant treatments are used on the interfaces of high strength friction grip bolted joints, the efficiency of the joint is impaired if the surfaces weather before assembly. It is recommended that, when these treatments are used, the interfaces should be protected to prevent weathering in the time between preparation of the surfaces and assembly of the joint.
ISSN 0305-1315
ABSTRACT
HIGH STRENGTH FRICTION GRIP BOLTED JOINTS - EFFECTS AFTER ONE YEAR OF WEATHERING UNDER LOAD: D S Moss: Department of the Environment Department of Transport, TRRL Supplementary Report 499: Crowthorne, 1979 (Transport and Road Research Laboratory). The first year of a five year study of the behaviour of high strength friction grip bolted joints under the combined action of continuous loading and weathering is reported.
The plies of specimen joints were given various surface treatments and were weathered before assembly. Some joints were tested for slip factor and the results compared with those of tests on joints having unweathered plies. Similar joints are now weathering under continuous loading, and slip is being monitored.
The slip factors of unprotected joints, particularly those made from weathering steel, were increased by pre- assembly weathering, but were reduced for joints having corrosion resistant treatments.
Slip 1ms occurred in most of the loaded joints and the largest movements have taken place in the joints having corrosion resistant treatments containing zinc.
It is concluded that, when some corrosion resistant treatments are used on the interfaces of high strength friction grip bolted joints, the efficiency of the joint is impaired if the surfaces weather before assembly. It is recommended that, when these treatments are used, the interfaces should be protected to prevent weathering in the time between preparation of the surfaces and assembly of the joint.
ISSN 0305-13 l 5