Embed Size (px)
Citation preview

TRANSPORT and ROAD R ESEARCH LABORATORY
Department of the Environment Department of Transport
SUPPLEMENTARY REPORT 773
WEAR IN SLURRY PIPELINES: EXPERIMENTS WITH 38mm DIAMETER SPECIMENS IN A CLOSED-LOOP TEST RIG
by
J G James and B A Broad
Any views expressed in this Report are not necessarily those of the Department of the Environment or of the Department of Transport
Transport Engineering Division Transport Systems Department
Transport and Road Research Laboratory Crowthorne, Berkshire
1983 ISSN 0305- 1315

Ownership of the Transport Research Laboratory was transferred from the Department of Transport to a subsidiary of the Transport Research Foundation on 1 st April 1996.
This report has been reproduced by permission of the Controller of HMSO. Extracts from the text may be reproduced, except for commercial purposes, provided the source is acknowledged.

Abstract
1.
2.
.
Introduction
CONTENTS
Test equipment and procedure
2.1 General description
2.2 Tests with varied slurries
2.3 Tests with varied pipe materials
Description of test materials
3.1 Slurry constituents
3.2 Pipe materials
4. Slurry degradation and repeatability of results
5. Results of the first test programme: effects of slurry variables.
.
5.1 Tabulated results
5.2 Effect of concentration
5.3 Effect of velocity
5.4 Effect of particle size
5.5 Effect o f particle hardness
Results of the second test programme: comparison of 18 pipe materials
6.1 Tabulated results
6.2 Discussion of results
6.3 Conclusions
6.4 Economics and choice
7. Acknowledgements
8. References
9. Appendix 1. Chronological bibliography
Page
9
9
11
11
12
12
13
13
14
15
I5
16
I6
30
© CROWN COPYRIGHT 1983
Extracts from the text may be reproduced, except for
commercial purposes, provided the source is acknowledged

WEAR IN SLURRY PIPELINES: EXPERIMENTS WITH 38mm DIAMETER SPECIMENS IN A CLOSED-LOOP TEST RIG
ABSTRACT
This report describes two programmes of wear testing, planned by TRRL but
carried out under contract by BHRA Fluid Engineering, Cranfield, Bedfordshire.
Abrasive slurry was circulated through 38mm diameter pipe in a closed-
loop test rig and the amount of wear was assessed by measuring the weight loss
of short removable lengths.
In the first programme (1979/80) the slurry was varied to study the
influence of velocity, concentration, particle size, and particle hardness on the
wear of ordinary mild steel pipe.
The following conclusions were reached:
i) Over the range investigated (2 to 6m/s) wear varied according to a power
between the square and cube of velocity.
ii) Over the range investigated (5 to 15 per cent by volume) wear varied more
or less linearly with concentration.
iii) Over the range investigated (0.015 to 1.5mm) wear varied more or less
linearly with particle size.
iv) Emery (Mohs Hardness 8 to 9) produced a wear rate several times greater
than that for silica sand (Mohs Hardness 6 to 7).
In the second programme (1980/81) the operating conditions were kept
constant (velocity 4m/s, 10 per cent slurry of 0.15mm emery) while 18 different
pipe materials were compared. Most of them proved to be more resistant to wear
than mild steel but no particular class was found markedly to outrank the others.
Somewhat surprisingly the best four materials comprised one from each main
category (metal, ceramic, rubber and plastics).
An annotated bibliography of 60 papers on other pipeline wear work is
given in an Appendix.
1. INTRODUCTION
Slurry pipelines are usually regarded as a "capital-intensive" mode of transport; i.e. their operating costs are
often secondary to the costs arising from the relatively high initial outlay and the periodic replacement of
capital items such as pumps. The cost and life of the pipe itself is obviously of great importance.
For very long slurry pipelines the solids are invariably ground to powder: this yields a slurry which
requires minimum energy consumption at the pumping station and also has minimum abrasivity so that
standard mild steel pipe can usually provide the required 20-year life or more without replacement. With

short pipelines however it is sometimes cheaper to pump coarser (i.e. more abrasive) material, trading off
pumping energy and the cost of the pipe against the expensive terminal processes of grinding and de-watering,
the latter being relatively costly for a very fine powder. In some situations such as gravel dredging it may be
necessary in any case to retain the solids in unground form. When relatively coarse solids are being pumped
the decision has to be made whether to use steel pipe and keep replacing it or to adopt some longer-lived
but initially more costly substitute. A bewilderingly wide variety of alternatives have been advocated,
ranging from ultra-hard ceramics or special steel alloys to plastics and rubbers. In the absence of adequate
and reliable published data from operating pipelines several researchers in recent years have sought to forecast
relative (and sometimes absolute) lives from laboratory tests.
Internal pipe wear, commonly expressed as mean loss of wall thickness per unit of time (or sometimes
per unit of solids throughput), is due to the combined effects of two distinct phenomena, erosion and
corrosion. Erosion losses result from the pipe being abraded by the solid particles in the slurry sliding or
bouncing along it. In centrifugal pumps erosion may also be caused by cavitation, but within a pipeline
velocities are too low for this to be a serious contributory factor. Corrosion losses result from chemical or
electro-chemical attack (mostly oxidation): methods sometimes used to combat corrosion are de-aeration,
adjustment of slurry pH and application of cathodic protection to the pipe.
With a slurry of very fine particles (say less than 50/am) erosion is generally negligible no matter what
the hardness of the minerals in the solids. Often the only precaution taken to protect such pipes from wear
is the addition of a corrosion-inhibitor to the slurry. A twenty-year life is then confidently expected from
normal steel pipe and its wall thickness is specified solely on pressure considerations.
In most long coal and ore pipelines, where the solids have to be specially ground to form the slurry
(unlike clay or chalk), the particles are commonly an order of magnitude larger (top size 1 to 2mm) because
very fine grinding and subsequent dewatering are expensive. If the solids contain hard minerals, and are
angular or harsh-textured, erosion may be no longer negligible and in such pipelines extra wall thickness is
often specified to ensure the required life. Corrosion may also be enhanced undesirably by erosion since the
latter tends to provide fresh chemically-active surfaces for attack.
With very large particles such as sand and gravel erosion is so rapid that no attempt is made to counter
corrosion which becomes the secondary effect. Steel pipes may last only one or two years and are treated
as expendable. They are not buried but left above ground to facilitate replacement. In many instances the
wear takes place largely on the bo t tom of the pipe and sometimes provision is made to rotate the pipe
through 120 degrees at intervals to maximise its life.
When wear is a problem non-metallic pipes or linings may prove to be more resistant to both corrosion
and erosion but, because they are more expensive initially, the economic choice may be far from clear cut,
depending on estimated lives of the alternative materials. Sometimes steel is used for the straight sections
with special material for bends where erosion is most severe. It is generally accepted nowadays that an ultra-
hard material may be best at resisting sliding particles although susceptible to brittle failure under impact
and, conversely, elastomeric materials may be best where particles are bouncing or impacting. Several
laboratory studies have been made on the effect o f impact angle on abrasion, showing that each material may
have its individual best and worst angles of attack while some are relatively unaffected by the angle. In
slurry pipelines, where the particles may move both in suspension and by saltation it is often difficult to
forecast which form of abrasion - sliding or impacting - will be dominant.
2

Finally, the choice of pipe material may not be made solely on cost-life considerations. Even wherea
frequently-replaced steel pipe may be correct on an economic basis, there may be environmental reasons for
wishing to bury the pipe below ground. The choice then has to be made of the best long-life substitute.
Most early slurry pipeline research (in the 1950s and 1960s) was concerned with the problems of slurry
flow characteristics. It was only in the I970s, after reasonable working solutions to that primary aspect o f
pipeline design had been established for most types of slurry, that much attention was turned to the assess-
ment of wear-resistance and the problems of predicting the lives of relatively uncommon pipe materials in a
wide range of operating conditions. Much of this work has been funded by producers of specific pipe materials
and it is not surprising that reports often appear contradictory since it is possible to select test conditions
favouring one or another. The TRRL work Was undertaken with the object of contributing data towards a
better understanding of the subject, firstly by varying the basic parameters (v~elocity, concentration and
particle size) under controlled conditions, using one type of steel pipe ; and secondly by then standardizing
operating conditions and comparing several types of pipe. For economy this work was undertaken on a
laboratory scale using relatively small pipe specimens (38mm bore). It was intended to complement the
resultsof these tests with full-scale trials, and 150mm bore specimens of a similar range of materials were
installed in a commercially-operating sand-dredging pipeline. Unfortunately this third stage of the work was
brought to a premature end due to closure of the plant by the owners for reasons connected with the trade
recession.
A chronological bibliography of papers on related pipeline Wear research, mainly since 1970 is given
in Appendix 1.
2. TEST EQUIPMENT AND PROCEDURE
2.1 General description
All tests were made using the closed4oop slurry-circulating test-rig depicted diagrammatically in Fig. 1.
This has been described in detail elsewhere 1.
From the main tank slurry may be sent by means of a centrifugal pump around one of two loops of
steel pipe having internal diameters of 38.1 and 76.2mm. In this work the 38.1mm loop was used exclusively.
Each loop includes a stainless steel pressure-measuring section and a perspex viewing section. Mean
flow velocity is measured with an electro-magnetic flow-meter located on a vertical part of the loop. The
Relative Density (Specific Gravity) of the slurry and hence the concentration, is measured with an in-line
density meter which directly weighs a short length of the pipeline. A cross check on this meter may be
obtained by diverting the flow into a weigh tank. Velocity is varied by means of the thyristor-controlled
DC motor driving the pump.
The wear-resistance of some plastic pipe materials is dependent on temperature and in work reported
by certain other laboratories refrigeration has been used to keep the temperature below a certain critical
level. However, the thermal capacity of the BHRA test rig is such that, under the operating conditions
adopted, little increase in temperature occurs and this precaution is consideredunnecessary.
At the start of a test the required slurry is constituted by gradually adding solids to wafer in the main
tank while circulation is in progress. Relative Density is monitored continuously by the in-line meter and
3

solids are added until the required concentration has been reached. Before starting the actual test run this
density is checked via the weigh tank. The required velocity is then set and circulation continued for the
specified time.
The pipe wear is determined by measuring the loss of weight of removable sections of pipe 152.4mm
long. Pipes obtained for testing may not be perfectly round, may not have exactly the right diameter, and
may not have a perfectly concentric bore: therefore they may not align perfectly with the main pipeline.
For this reason three specimens of each material are used, set end to end, accurately aligned with each other
in a special jig. The weights of all three specimens are recorded but, since the end pieces are there primarily
to provide transition from the main pipe, only the middle specimen is considered in the final evaluation.
Fig. 2 shows how the three specimens are butted together, held with tie-rods and sealed with O-rings.
From the measured weight loss after the specified test period the mean loss of wall thickness can be
calculated. This is expressed in mm/year and referred to as the Wear Rate.
Wear Rate in ram/year - W 8760 . 103 sTr LD T
where W = measured weight loss (kg)
S = Relative Density of pipe material
L = Length of test specimen (m)
D = Mean internal diameter of test specimen (m)
T = Duration of test (h)
2.2 Tests with varied slurries
In the first programme of work all of the test specimens were mild steel. A 7-metre length was
"condi t ioned" by installing it in the rig for 100 hours with a 10 per cent slurry of 0.15mm emery circulating
at 4 m/s to produce a uniform interior surface. It was then cut into 152.4mm lengths with accurately machined
ends. The outer surface of these was descaled and they were immersed in an ultrasonic cleaning bath with a
de-greasing agent for 2 hours prior to use. They were handled with gloves and dried at 50°C for 16 hours
(both before and after testing) before weighing with a balance sensitive to 0.0001g. With these mild steel
specimens a standard test time of 50 hours was found to be ample with all slurries at all velocities to obtain
readily measurable wear.
2.3 Tests with varied pipes
In the second programme, comparing pipe materials, various modifications of the test technique were
found necessary due to the characteristics of some of the materials. These involved (a) changes in the method
of preparing and mounting the test pieces, (b) extension of the test duration, and (c) more elaborate wetting
and drying techniques to cope with problems of water absorption. These are discussed in turn.
Several o f the test pipes had wall thicknesses much greater than the normal mild steel pipe. A new
specimen-holding jig was therefore designed to take the largest of all. Specimens with intermediate wall
thicknesses were then provided with specially made steel sleeves to ensure a close fit in the new jig.
Relatively flexible pipe materials (the rubbers) were also bonded into suitable metal sleeves.
Having two specimen jigs it was now possible to test two pipe materials simultaneously, one thick and
one thin. The 18 materials thus nominally required 9 test runs but in fact 11 were made. It was found that a
4

test duration of 50 hours, as used in the first phase of the work, was insufficient to produce measurable wear
with some of the pipes. Test times were accordingly increased to 100,200 and 300 hours as appropriate.
The tenth test was included as a repeat to extend the testing time with two of the materials by a further
200 hours. Finally, as three of the materials had still suffered only very slight wear, an eleventh test was
specially made for 1000 hours, additional arrangements being made to accommodate a third set o f test pieces.
For all of the longer tests the slurry was renewed after each 100 hours to minimise possible errors due
to progressive degradation of the solids in the slurry. To check that no errors arose from the use of varied
test times, "control" specimens of mild steel were inserted in the pipeline every time and checked for
repeatability of wear rate. This is discussed further in Section 5. These control specimens were mounted
in triplets as usual but, to save making any further special jigs, they were fitted into commercially-available quick-release pipe couplings (Viking-Johnson type). Hate 1 is a photograph showing both types of mounting
in place in the pipeline.
The most serious problem in this second programme of work arose f rom the fact that several of the'
non-metallic pipe materials absorbed water in an amount comparable with the weight lost due to wear.
Increased drying temperatures were out of the question for fear o f physical or chemical changes and hence
extremely long drying times were needed in order to obtain meaningful weight readings. This problem and
the technique adopted to minimise delay has been discussed in detail elsewhere 2. Examples of weight/time
drying curves for several specimens are given in Fig. 3 to illustrate the great variability.
3. DESCRIPTION OF THE MATERIALS
3.1 Slurry constituents
In the first test programme the pipe specimens were all mild steel but the slurry constitution and flow
conditions were varied.
In order to obtain readily measurable amounts of wear without running tests of inordinately long
duration it was decided to use very abrasive solids in the slurry for most of the work. Turkish emery was
chosen. This is a naturally-occurring rock rich in corundum (Mohs Hardness 9, specific gravity 3.9) which
is commercially available in a wide range of closely graded sizes (complying with British Standard BS 871
"Abrasive papers and cloths") and is commonly specified for standard abrasion tests of various sorts.
Because of the relatively small bore of the test pipe the upper size of particle was limited. In order to
range over three orders of magnitude, three grades with mean particle sizes of 1.5, 0.15 and 0 .015mm were
selected, hereafter often referred to as coarse medium and free for simplicity. All of these materials were
comparatively single-sized as can be seen from the actual measured gradings given in Fig. 4. Photographs of
all three are given in Plate 2.
At first it was proposed to test each size of emery at three velocities, 3, 6 and 9 m/s, and at three
concentrations, 10, 20 and 30 per cent by volume, but due to limited pumping capacity more modest ranges
had to be accepted. After some preliminary trials velocities o f 2, 4 and 6 m/s and concentrations of 5, 10
and 15 per cent were used. It may be noted that in some comparable work reported at Toulouse 3 velocities
of 7, 12 and 16 m/s were used to obtain rapid results but they were very far removed from practical operating
velocities which are usually in the range 2 to 5 m/s.
5

It was also proposed at first to investigate solids with three widely different hardnesses e.g. limestone
and flint in addition to the emery. However, relatively soft particles create testing problems. To obtain measur-
able amounts of wear the test time has to be prolonged while, at the same time, the particles degrade
relatively rapidly (reducing the slurry's abrasivity) so that very frequent renewals of the slurry become
necessary to achieve meaningful results. Merely to establish satisfactory test routines would have required
extensive preliminary testing. In the end it was decided to make only a few tests with one material other
than emery, at all three velocities, but at only one concentration (10 per cent). The material chosen was a
medium-sized naturally-occurring flint sand (100 per cent silica) with Mohs Hardness between 6 and 7 and
Specific Gravity 2.7. The grading of this sand is included in Fig. 4. The mean particle diameter was about
0.25mm.
3.2 Pipe materials
In the second programme the slurry was kept constant (medium sized emery, middle velocity and
middle concentration) while various pipe materials were compared. From the wide range of possibilities
a list of about 30 was compiled but many could not be obtained in the required small-bore size. Eventually
18 were tested: four types of steel, one steel with a special coating, seven plastics, three rubbers, two ceramics
and one asbestos/cement. Brief notes on these are given herewith:-
Mla. Mild steel 'a'.
This was a standard grade of drawn mild steel tube (S.G. 7.86) obtained by TRRL from a local stockist
and said to be ASTM Grade A106.
Mlb. Mild steel 'b ' .
This was another mild steel tube obtained by BHRA from a different source. Its inclusion here provided
reassurance that one mild steel behaves much like another in this context.
M4. 'NIHARD' steel.
This well-known alloy of exceptional hardness (S.G. 7.6) is commonly used in the dredging industry for
certain parts of centrifugal pumps and pipe bends. It contains typically about 6 per cent nickel, 0.5 per
cent manganese and 3 per cent carbon. These specimens were cast by a specialist founder. The bore and
the ends were then turned accurately at TRRL using a special diamond-impregnated tool.
M6. Stainless steel.
This was obtained from a local tubing stockist and said to be drawn from an Austenitic stainless steel
Type 316 (S.G. 7.7) containing 17 per cent chromium, 11 per cent nickel, 2.5 per cent molybdenum
and 0.07 per cent carbon.
M7. Nickel/diamond coating.
During enquiries about problems of machining some of these special pipe materials, a firm of industrial
diamond dealers offered to coat the interior of a set of mild steel specimens with a relatively new wear-
resistant system.• This consisted of a layer of nickel deposited by the 'Electroless' process and impregnated
with diamond dust (25 per cent by volume of the coating) 3. The diamonds had a mean diameter of
0.005mm and the coating thickness was 0.025ram. The mean S.G. of the coating was 7.55.
P1. Unplasticized polyvinyl chloride ('UPVC')
T~tis was a standard grade used for water-pipes (S.G. 1.42) obtained from a local stockist.
• P3. High density polyethylene 'a'.
This was obtained from a German-based supplier who had published test data in recent years reporting
this material's superiority over steel for slurry pipelines although it is mostly used for other purposes 4.
S.G. was 0.95.
6

P15. High density polyethylen 'b ' .
This was a material of similar type to P3 but obtained from a British extruder. S.G. was 0.96.
P4. Polypropylene.
This material is primarily recommended for corrosion-resistant pipes. These specimens were obtained
from the extruder. S.G. was 0.91.
P7. Acrylonitrile-butadiene-styrene co-polymer ('ABS').
This material is primarily recommended for its impact resistance. These specimens were obtained from
a local tubing stockist. S.G. was 1.06.
P8. Polyurethane 'a ' .
Polyurethanes have a reputation for abrasion resistance and these specimens were obtained from a firm
specializing in manufacture of polyurethane-lined pipes for slurry transport 5. It was cast as a 6ram
layer inside 50mm steel tube. S.G. was 1.15. Dunlop Hardness 70, and Lupke Resilience 50.
P9. Polyurethane 'b' .
This was provided by the same firm as P8 but the constituents came from a different chemical
manufacturer. P9 was dyed red to distinguish it from P8 which was dyed blue. S.G. was 1.15, Dunlop
Hardness 73, and Lupke Resilience 45.
P10. Rubber 'a'.
These specimens were provided by a Swedish firm specializing in manufacture of slurry hose 6. For these
small-bore specimens the rubber (natural rubber 6mm thick) was bonded inside 50mm steel tube. It is
claimed to be particularly suited to slurries with particle sizes of less than 3mm and sliding abrasion
conditions. It was light brown with an S.G. of 0.98, Dunlop Hardness of 35, and Lupke Resilience of 60.
P11. Rubber 'b ' .
These specimens were made and provided by the same firm as PI0 in a similar manner but with carbon
reinforced rubber, claimed to be more suitable for large-particle slurries e.g. gravel, where impact
conditions predominate, It was black in colour, with an S.G. of 1.12, Dunlop Hardness 56, and Lupke
Resilience 32.
P12. Rubber 'c'.
These specimens were provided by a British dredging hose specialist. In this case a length of pipe with
the appropriate bore was available and the specimens were fitted with steel sleeves at TRRL. This
rubber, carbon-reinforced and black in colour, had an S.G. of 1.1, Dunlop Hardness of 54, and Lupke
Resilience of 33.
(Note: The Hardness and Resilience of these last five materials were measured at TRRL, the
quoted values being at 15°C. For the Resilience measurements the thickness of these
specimens was rather less than the standard test required and the values are therefore
only comparative.)
C3. Zirconfa/alumina ceramic ('ZAC 1681 ').
These specimens were fusion-cast by the specialist suppher of this material which is marketed
sPecifically as an abrasion-resistant ceramic (S.G. 3.8) 7. Its constitution is stated to be 50 per cent
alumina, 33 per cent zirconia and 16 per cent silica. The ends of these specimens were encased in
steel sleeves.
C4. Sintered alumina ('DERANOX 975').
These specimens were moulded and sintered by the speciahst supplier of this material which is also
7

marketed as an abrasion-resistant ceramic (S.G. 3.78). It consists almost entirely (97.5 per cent) of
pure alumina. The supplier stated that this material is more suited to sliding abrasion than to impact
conditions and it appears to be more brittle than C3.
C5. Asbestos/cement.
Asbestos/cement pipes are not regarded as being very abrasion-resistant but they are nevertheless used
in many situations for fine slurries where corrosion-resistance is important e.g. for pulverised fuel ash
at power stations. Although small-bore pipes are no longer made with asbestos/cement, the major
supplier was able to produce a 10-year old length with the correct diameter and the specimens were
cut from this. The interior had a coating of bitumen but this was dissolved away before the tests were
made. The S.G. was 2.3.
A photograph of a selection of the test specimens is given in Plate 3 . It will be seen that the Ni-hard
specimens are shorter than normal and have a waist turned on them: this was necessary to reduce their overall
weight to within the capacity of the weighing equipment.
As noted earlier several of the materials which had been mooted for test proved to be unobtainable
here despite strenuous appeals to manufacturers and suppliers. Regretted omissions include the plastics
polyamide and polybutylene which are often referred to in the slurry pipe literature of Germany and U.S.A.
respectively but could not be obtained in the U J( . Another plastics material sometimes advocated for slurry
pipes is ultra-high molecular weight polyethylene: this was ordered from the German supplier but, due to
some misunderstanding, was not received. Cast basalt is sometimes used in abrasive situations but the British
agents for this material declined to make small-bore test specimens or to provide very thick blocks which
could be suitably cored. Several specially-made experimental materials were considered but abandoned from
lack of available research time and effort: these included ultra-high-density concretes and dense mastic
asphalts made with abrasion-resistant aggregates and perhaps polymeric additives such as epoxy/asphalt
mixtures.
4. S L U R R Y D E G R A D A T I O N AND REPEATABIL ITY OF RESULTS
To obtain measurable amounts of pipe wear the longer the test duration the better. However, a constraint
arises because of progressive attrition of the solid particles in the slurry which reduces their angularity and
diameter, and hence their abrasivity.
It was found in previous TRRL slurry experimentation that very large angular limestone particles
(10 to 20mm diameter) become noticeably rounded, with consequent generation of much limestone dust,
after only a few hours circulation in a test pipe, but that this degradation is much less severe with time
particles and neghgible with very fine particles.
At the outset of the present work it was proposed that a test duration of 100 hours in the first phase
o f the work would be sufficient to produce measurable pipe wear but it was not known how severely the
emery would degrade over that period. It was decided to take samples of the slurry for particle-size
analyses after various times during the 100 hour preliminary run made to "condit ion" the length of steel
pipe f rom which the test specimens were to be cut (see 2.2). In this conditioning run the medium grade
emery was used. The degradation was found to be not very severe after 100 hours but not negligible and,
as a result of this, it was decided to make the test duration for all of the runs in the first stage of the work
only 50 hours.
8

To check on the degradation of the other grades of emery, slurry samples were also taken for particle-
size analysis during some of the actual test runs. It ~vas found, as expected that the t-me emery was unchanged
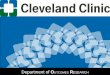
by 50 hours circulation but, unfortunately, it was found that the coarse grade degraded very severely. The
fact that this was so, and that the degradation had caused anomalous results with the coarse emery, was only
appreciated towards the end of the first test programme, too late to enable tests to be repeated With a
modified procedure. Typical grading curves illustrating the particle degradation are given in Fig. 5 from
which it will be seen that over 25 per cent of very fine emery flour was rubbed off the coarse emery after
50 hours at a velocity of 4 m/s. Photographs of these samples are given in Plate 4. With hindsight it would
clearly have been necessary to renew the coarse emery slurry every few hours to obtain meaningful results,
or else to have adopted a much shorter test duration.
A similar problem with degradation arises when studying the effect of velocity since the rate of
degradation may be expected to increase with velocity. Furthermore it is possible that the relationship
between degradation rate and slurry velocity is not a simple one because of changes in particle trajectory.
As velocity increases there is a tendency for the larger particles, transported by saltation, to be transported
in suspension with a consequent change from impact to sliding conditions.
The magnitude of these effects and the degree of reliance which can be placed on the results of the
first programme of testing is discussed further in section 5 .
For the second test programme, comparing different pipe materials, it was expected that several of
them would suffer relatively little wear and it was certain that much longer test durations would be necessary.
Fortunately these were all to be made with the medium emery at only one velocity. In the event test
durations of up to 1000 hours were required to obtain measurable pipe weight loss and a routine was adhered
to of renewing the slurry every 100 hours.
Since there was still an element of doubt about the likely reliability of results obtained from tests of
widely varying duration, it was also made part of the routine to include a triplet of mild steel specimens in
every test run as a control. On completion of this second programme the calculated rates of wear from all
of these control specimens, from eleven different test runs with durations ranging from 50 to 1000 hours,
were compared and found to be gratifyingly similar. As shown in Fig. 6, all are within about 7 per cent of
the mean value and all but two are within 5 per cent. When it is recalled that these control specimens were
coupled together Jess precisely than the actual test specimens (see third paragraph of 2.3) it may be
expected that the experimental results are probably reliable to plus or minus 5 per cent in the second
programme.
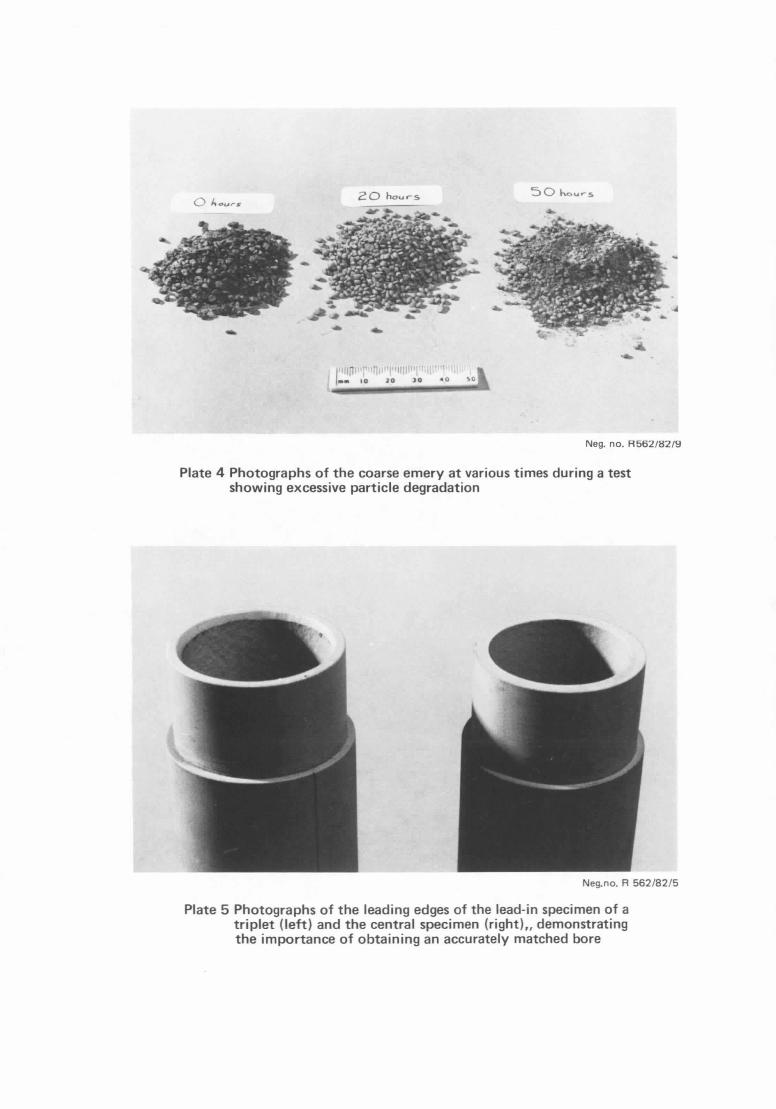
Also included in Fig. 6 are the results for the 'lead-in' specimens for each of the control triplets, i.e.
the pieces used to align the central specimen with the incoming flow. It is interesting to note that in all cases
but one the wear was greater than the wear on the central specimen, testifying to the value of the triplet
procedure. The sole exception is so anomalous (Test run 2) that it seems possible some error occurred in
recording the weight on that occasion. A photograph showing the leading edges of the first and the central
specimens in a triplet which had a bore slightly less than that of the BHRA test loop is given in Plate 5.
5. RESULTS OF THE FIRST PROGRAMME: EFFECTS OF S L U R R Y V A R I A B L E S
5.1 Tabulated results
Most of the first programme was devoted to examining the effect on pipe Wear Rate (W) of volumetric
9

concentration of solids (Cv) , velocity (v), and particle diameter (d) using emery, although a few tests were
also made to examine the effect of particle hardness, using silica sand.
A total of twenty tests were made, all of 50 hours duration using mild steel pipe. Details of these tests
and the results obtained are summarised in Table 1 below.
T A B L E 1
Results of first programme: investigation of slurry variables
Velocity Concentration Duration Wear Rate Solids Test No. (m/s) (% by volume) (hours) (ram/year)
Fine emery
(0.015mm)
Medium emery
(0 .15 mm)
Coarse emery
(1.5mm)
Medium grade
silica sand
(0 .25mm)
17
18
19
l a
lb
6
10
2
5
7
3
4
8/9
11
15
13
12
14a
14b
14
16a
16b
16
20
21
22
2
4
6
2
2
2
2
4
4
4
6
6
6
2
4
4
4
4
4
6
6
6
2
4
6
10
10
10
5
5
10
15
5
10
15
5
10
15
15
10
5
10
15
15
15
10
10
10
10
10
10
50
50
50
50
100
50
50
50
50
50
50
50
29
50
50
50
50
1 st 25
2nd 25
50
1 st 25
2nd 25
50
50
50
50
0.11
0.34
0.56
0.35 ) 0.34 )
0.47
0.58
1.84
2.66
3.64
4.55
9.02
13.62
13.54
1.80
"8.12
*11.31
"18.73 )
"10.28 )
* 14.49
"17.40 )
* 5.00 )
* 11.20
0.20
0.74
1.30
Comments
Degradation trial
Terminated because of technical fault
Consecutive periods
with same slurry
Mean of a and b
Consecutive periods
with same slurry
Mean of a and b
* Results marked with asterisk are known to be erroneous. Due to slurry degradation the Wear Rates are
much lower than they should be.
1 0

5.2 Effect of concentration (C v)
At relatively low concentrations, i.e. in the unhindered state, it is to be expected that pipe Wear Rate
(expressed in mm/year, as in the present paper) will increase linearly with slurry concentration due to the
increasing number of particles passing in a given time.
The results obtained with the medium-sized emery are plotted at each velocity in Fig. 7 and they appear
to confirm that, over the range studied:-
W = k.C v
However, the value of k is dependent on the velocity and at 2 m/s the effect of concentration is barely
noticeable. This may account for the fact that a few workers have reported concentration to have no effect
upon pipe wear. Of course, if the Wear Rate is expressed as mm/Mt of solids throughput this latter statement
is true.
In Fig. 7 the Wear Rates obtained with the coarse emery at a velocity of 4 m/s are also included for
completeness but, because of the severe degradation of particles which occurred, all three of these points
are too low and it is impossible to say where the line should be drawn.
5.3 Effect of velocity (v)
At relatively low concentrations, i.e. in the unhindered state, it is to be expected that the pipe Wear
Rate (expressed in mm/year) will rise withvelocity according to some power between 1 and 3. Firstly it
should rise linearly with velocity because of the greater number of particles passing in a given time. Secondly,
it should rise as the square of velocity if it is assumed that the erosion is directly linked with the kinetic
energy of the particles (my 2). In practice it seems likely that the power will be less than 3 because an
increasing amount of energy will be dissipated through turbulence and ~ter-particle collisions. Furthermore
it seems unlikely that the power will remain constant because of changes in the trajectories of the particles
and their distribution across the pipe section. With increasing velocity, the mode of solids transportation
changes typically from a bed sliding on the invert to saltation, then to a heterogeneous suspension, and
finally to a homogeneous suspension; i.e. from localised sliding abrasion to a mixture of sliding and impact,
and finally back to general sliding wear. Fig. 8a displays (on log/log scale) the effect of velocity on pipe Wear
Rate for three concentrations of the medium-sized emery. The graphs are straight lines and:-
Wc~ v 2"s to v 2"9
Unfortunately this simple conclusion does not hold when the other available results are examined.
In Fig. 8b the result for the middle concentration of all three .~izes of emery and for the silica sand are
compared.
The Wear Rate for the fine emery increases a s V 1.6 Possibly this lower value for the exponent is
explainable by the fact that all of these time particles are likely to be in suspension and there is no sliding
on the invert or saltation impacting.
The slope of the line for the coarse emery is uncertain because particle degradation has resulted in the
Wear Rate at 4 m/s appearing lower than it should be, while the Wear Rate at 6 m/s is even more erroneous.
Some measure of the great effect which particle degradation has on the wear was obtained in the 6 m/s test
11

run by weighing the pipe specimen after the first 25 hours as well as at the end of the 50 hour period. The
values for the first half and the second half are shown on the graph as well as the mean overall value. It
may be concluded with the coarse emery however that the exponent is likely to be greater than 2.7.
The most surprising result is the low exponent obtained with the medium-sized flint sand where
W a v 1.9. Perhaps this is due to the fact that the S.G. of flint is only 2.7 compared with 3.9 for emery and
that, in consequence, the flint sand tends to go into suspension at 4 and 6 m/s while comparable-sized emery
is still saltating.
The overall conclusion from this part of the work is that the Wear Rate is likely to vary with velocity
according to some power between 1.5 and 3, the lower value being obtained with smaller and lighter
particles and the higher value with coarser denser particles.
5.4 Effect of particle size
On the assumption that erosion wear is directly linked with the kinetic energy of the solid particles
(mv2), coarse particles will be individually more destructive than fine ones. On the other hand, for a given
concentration the total mass of solids is constant and it might be argued that the net effect of particle size
should be zero. However, due to viscosity and drag there will be no impact at all with very f'me particles,
and with the coarser particles the amount of impacting will vary as the flow regime changes, this being
interdependent on velocity as well as particle size. The pattern of Wear Rate change with particle size is
therefore likely to be complicated. This is confirmed by the limited results available, which are presented
(on log/log scale) in Fig. 9.
At 2 m/s a straight line is obtained with Wear Rate changing as d ° ' 6 i.e. the Wear Rate increases
rapidly at the fine end of the size range but less rapidly at the coarse end.
At 4 m/s and 6 m/s the picture is unclear due to the erroneous points obtained because of excessive
particle degradation. However, it may be noted that the first part of the graphs between the points for the
small and medium emery, which are reasonably reliable, have steeper slopes. At 4 m/s the slope is about 1
i.e. the Wear Rate increases linearly with particle size. At 6 m/s the exponent is 1.2 i.e. the Wear Rate
increases more rapidly as particle size increases.
5.5 Effect of particle hardness
The abrasivity of solids per se is a complicated subject, depending on the hardness (in Mohs' sense)
of the minerals present, toughness (which tends to be inversely proportional to hardness), angularity, specific
gravity, coefficient of restitution in impact conditions and so on.
In the slurry pumping field a variety of tests are used to provide an ad hoc assessment or index of
abrasivity of the solids which it is proposed to pump. The most widely used is the Miller Test, devised by
pump technologist J.E. Miller in 1967. In this a standard metal block is driven with a reciprocal motion
over a shallow bed of slurry contained in a trough and the weight loss is measured periodically. The "Miller
Number" is then calculated and, in the inventor's own words, "it consists of two values. The first is called
abrasivity and represents the weight loss from the metallic wear block. The second value is called attrition
and represents the effect of slurry particle breakdown as measured by loss of abrasivity as the test progresses:
this may be minus if there is a loss o f abrasivity and plus if there is a gain." The phenomenon of abrasivity
increasing with time is comparatively rare but it can dearly occur under certain conditions if the solids
12

tend to split with brittle fractures exposing fresh sharp edges. Typical results from more than eighty ad hoc
tests reported by Miller include the following examples:-
Potash 'A' 00 --00
Potash 'B' 10 +01
Iron ore 'A' 28 - 0 7
Iron ore 'B' 157 - 1 1
Coal 'A' 6 - 2 6
Coal 'B' 57 - 0 3
Sand 'A' 51 - 1 0
Sand 'B' 246 - 0 9
Mine tailings 'A' 24 - 0 8
Mine tailings 'B' 644 - 1 4
0.037mm fused alumina 241 +21
0.074mm fused alumina 1058 - 1 5
0.068mm silicon carbide 1284 - 1 5
The importance of particle size was recogrtised by Miller but only in the last three examples given above
did he bother to report the sizes of the materials he tested and it is therefore impossible to analyse his results
in detail to isolate the effects of mineral hardness and size. From the point of view of the present work it is
also unfortunate that he did not include emery in his tests.
As noted in 3.1 above, it was not possible within the time and resources available to conduct pipe wear
tests on an adequate range of different mineral particles. Only three tests runs were made with a naturally-
occurring silica sand of medium particle size, at medium concentration with three velocities. Due to the
moderate particle size and the fact that the particles were aleady well rounded, rapid degradation by attrition
was no problem and the results are considered reliable.
The Mohs Hardness of silica is about 6 or 7, much less than that of corundum, the main constituent o f
emery. As expected the Wear Rates were much lower than those obtained with the comparable sized emery,
as shown in Fig. 8b. No quantitative deductions can be made from this single comparison. What is needed
is the accumulation of a data bank of such tests results for a great variety of materials, as assembled by Miller
with his test, before some clear pattern can be seen.
6. RESULTS OF SECOND TEST PROGRAMME: COMPARISON OF 18 PIPE M A T E R I A L S
6.1 Tabulated results
In this part of the work the Wear Rates were determined for eighteen different pipe materials, details
of which are given in 3.2 above. Medium emery (O.15mm) at medium concentration (10 per cent) and
medium velocity (4 m/s) was used throughout. As noted earlier, test times had to be greatly increased for
several of the pipe materials to achieve readily measurable wear, but the slurry was renewed every 100 hours,
and there was no degradation problem. Mild steel control specimens were included in every test run a-9. d,
as was shown in Fig. 6, good reproducibility was established.
The results are given below in Table 2, listed in order of Wear Rate, best first.
13

TABLE 2
Results of second programme: comparison of pipe materials
P10.
C3.
M4.
P8.
P9.
P11.
M7.
C4.
P12.
P15.
P3.
P1.
M6.
Mla.
P4.
Mlb.
P7.
C5.
Material
Rubber 'a ' (Resilience 60)
Zirconia/alumina ceramic (ZAC 1681)
Ni-Hard steel
Polyurethane 'a ' (Resilience 50)
Polyurethane 'b ' (Resilience 45)
Rubber 'b ' (Resilience 32)
Nickel/diamond coating
Sintered alumina (DERANOX 975)
Rubber 'c ' (Resilience 33)
High density polyethylene 'b '
High density polyethylene 'a '
Unplasticised polyvinyl chloride
Stainless steel
Mild steel 'a '
Polypropylene
Mild steel 'b '
(mean of 11 runs with range 1.62 to 1.83)
ABS
Asbestos/cement
Wear Rate
(mm/year)
0.13
0.15
0.19
0.20
0.22
0.35
0.38*
0.40
0.61
0.67
0.87
1.27
1.29
1.57
1.59
1.69
2.52
94.68
Life expectancy of
a 5mm thickness
(years)
38
33
26
25
22
14
12
8
7
5
4
4
3
3
3
2 I
* Note. The figure for C7 was calculated on the assumption that only nickel has been abraded away in tiffs
100 hour test run.
6.2 Discussion of results
Two materials, asbestos/cement (C5) and the nickel/diamond coating (M7) require separate consideration
from the others and are here eliminated from further discussion.
(i) Asbestos/cement (C5). This material suffered extremely rapid wear, two orders of magnitude
greater than the others, and it must obviously be regarded as generally unsuitable for use with
highly abrasive slurries.
(~) Nickel/diamond coating (M7). This material differs from all of tile others in being applied as
a coating only 0.025mm thick. Since the calculated Wear Rate was 0.38ram/year it also seems
at first consideration to be unsuitable. However, this figure is based on a test of only 100 hours
duration, in which only about 20 per cent of the coating was worn away. It is possible that this
loss was virtually all nickel and that the high wear-resistance claimed by the suppliers only comes
into play when the diamonds have become extensively exposed. A much longer test, with
periodic weighing, would be necessary to evaluate this material more fully.
1 4

The remaining materials all had Wear Rates in the range 0.1 to 2.5 ram/year. Since it is technically
possible to supply any of these materials inside a suitable pressure casing as a lining 25mm thick, it might
be argued that they are all therefore potentially capable of providing a life of 10 years. However, with a
slurry pipeline designed for optimum performance it is undesirable that the pipe diameter should change
markedly from that for which the system was designed: for instance, i f a 200mm diameter pipe lost 10mm
wall thickness overall, the flow velocity would change by 20 per cent. On the assumption that 5mm wall
thickness change would be generally tolerable a second column has been added to Table 2 showing the
life expectancy of a 5mm lining.
It must be pointed out that various practical difficulties are presented by the adoption of lined pipes.
Continuous welding is not possible and suitable lengths have to be bolted together, requiring care in
alignment and special pressure-tight joints. Furthermore, with relatively soft elastomeric linings, instances
are known where these have parted from the steel in time: in the present work one of the polyurethanes
was found to have shrunk noticeably during storage for about a year after testing and was partially disbonded
as shown in Plate 6; (the other polyurethane remained satisfactory).
In considering the tabulated figures it should be borne in mind that they are based on work with
unusually abrasive solids and that in practice most minerals will be less aggressive. On the other hand the
tabulated figures are only based on overall mean rates of wear around the pipe: much higher Wear Rates
may occur locally at bends, at irregularities in the pipe-wall where turbulence is induced, or in the invert
if pronounced saltation is present.
6.3 Conclusions
On the basis of Table 2, neglecting materials C5 and M7 for the reasons given in 6.2, the following
conclusions may be drawn:-
. When a highly abrasive slurry is to be pumped many materials more durable than conventional mild
steel pipe are available, some ten times as durable.
. By choosing a suitable lining it is possible to envisage burying abrasive slurry pipelines for a typical
operational life of 20 years providing that secondary problems with jointing and lining-disbonding are
not insuperable.
. No particular category of material appears outstandingly better than any other from an abrasion
point of view. The best group in these tests included rubber, plastics, ceramic and hard steel alloy
-materials.
4. With rubbery materials, within the range tested, the softer and more resilient the better. However,
there is no doubt a limit to which this trend can be followed before tearing wear becomes a problem.
With plastics which are relatively elastomeric such as the polyurethanes, tests on a wider range are
needed to establish acceptable limits o f their properties.
6.4 Economics and choice
It is impossible to generalise about the economic balance of increased life and higher initial cost:
each potential installation of a pipeline requires its own calculations.
In arriving at the cost of an alternative to a continuously welded steel pipe it is not sufficient merely
to add the cost of a suitable lining 5mm thick to a steel casing. There is also the cost o f numerous joints
15

and probably extra care in installation. In any case, not all of the materials are readily available as 5 ram
linings: ZAC and Ni-hard for instance are not usually cast with thicknesses less than about 15mm.
The prevailing rate of interest on capital is an important factor, since the present high rates favour
cheap replaceable pipes over expensive more durable ones.
Finally, in addition to the cost/life question, several pipe materials offer other advantages over steel
which sometimes lead to their choice, i.e. high corrosion resistance, lightness of weight, and flexibility.
The last two apply mainly to the use of low-pressure plastic pipelines where no outer steel casing is necessary.
7. A C K N O W L E D G E M E N T S
This Report was prepared in the Transport Engineering Division of the Transport Systems Department of
TRRL. Acknowledgements are due to the staff of BHRA Fluid Engineering, Cranfield, Beds., for their
conduct of the tests, principally Barry Jacobs (Project Officer for this work), Vinod Mistry for the tests
in the first programme and Stuart Croshaw for the tests in the second programme. Thanks are also due to
TRRL colleagues Tom Williams and Dave Jacklin for carrying out the measurements of Hardness and.
Resilience on the elastomeric materials. The cooperation of several firms in providing materials for testing is also appreciated.
8. REFERENCES
1. BOOTHROYDE J. Investigation of pipeline abrasive wear using existing slurry facility, BHRA
Technical Report TRC 1075, Cranfield, 1976 (BHRA Fluid Engineering).
2. JACOBS B.E.A. Measurement of wear rates in pipes carrying abrasive slurries, Paper C2, pp 145-60,
Proceedings of the 8th Annual Conference on the Hydraulic Transport of Solids in Pipes (HYDRO-
TRANSPORT 8), Cranfield, 1982 (BHRA Fluid Engineering).
. WAPLER H., T.A. SPOONER and A.M. BALFOUR. Diamond coatings for increased wear resistance,
Industrial Diamond Review, 1979 (July), 251-255 .
4. MELDT R. Feststoff-Transport in Kunststoff-Rohrleitungen (Transportation of solids through
plastics pipelines), Kunststoffe, 1978, 68 (10), 642-644: and MELDT R. Kunststoffrohre fur den
hydraulischen Feststofftransport (Plastics pipelines for hydraulic transport of solids), VDI-Bedcht
Number 371 "TRANSROHR 80", 1980, 45--50.
. MUNRO C.E. Polyurethane-lined pipelines, Pipes and Pipelines International, 1974, 19 (March-April), 16--18,33.
. TRELLEBORG RUBBER LTD. A study of wear-resistant rubber, Colliery Guardian, 1979 (February), 8 1 - 8 6 .
. OLSEN E. Wear-resistant ceramic lining for piped materials handling, Proc. 1st. Intemat. Conf. on the
Protection of Pipes, Durham 1975, Paper G5.
16

Weigh tank
Flow meter
See below for details of test loop
hopper
pump
(a) Slurry circulation arrangement
4 Return to hopper •
Entry from pump
76mm line I I
38mm line
Pressure tappings 6 7 8
1 2
U.V. recorder
Pressure transducer
TO manometer
t ~ Drain valve
~ / w ~ i = t a ~ "1>~1-- - - = I
sWpeeca, mens Density meter
(b) Details of test loop
Fig. 1 Schemat ic layou t of small s l u r r y r ig at BH RA Labora tory , Cranf ie ld

1'
c ~ 0 ~
~ D
c G~
E ° ~
Q~
B
° ~
"1o ° ~
Q~
i J
0 ~
C ° ~
0
0 ~ . m o , m q
r s J 4~ 4 - J
o~ ° ~
LL

A
" O
e -
° - -
A
v
" O
( I )
e -
0.1
0.1[= 0
0.7
0.6 -
0.5 i 0.4
0 .3
0.2 -
0.1 - -
0 - - 0
1.3
1.2 -
1 . 1 -
1.0
0.9
0.8
0.7 1
0.6 ,
0 .5
0.4
0.3
0 . 2 - -
0.1 - -
0 J 0
~Po lyp ropy lene I i i I
0 1000 2000 3000
1000 2000 3000
PIO Rubber 'a'
1000 2000 3000
P8 Polyurethane 'a'
1000 2000 3000 Drying time (h)
Fig. 3 Drying curves for four non-metallic pipe specimens, il lustrating the great variability in water absorption and its,slow release at 50°C

S.
o o
\
Or) UJ > IL l
I - - U 3
~ot ui m
( :3 0
( :3
\ \ .
I o a~
C3 OD
I - - - e -
0
I ,
[ I
o o o
6utssod a6oluaoJa d C ) 0 0 (:3
I
E
>.
-=-- E U.. o~
o o o o o
6ulssod a 6 " 0 ~ u a 3 J a ¢ j
o o (~1
= ~ i l l I I m m I ~
o o
o o - - o
o
\
E E
N
U
. o o
\
0 • 0
0 o
~o U
~- -.,I D
tU J'~[ ~E in~"
LU Z
t~
UJ Or) n," < 0 cJ
i
I,LI Z
t L
ILl
n,,"
0 0
~E • -~ I - -
0 W~
LU Z
IT
=.
m
. E
e- ° ~
" o cL)
e-
o
{I=
t~
N ° ~ ¢/)
"6 ° m , i ~
a .
o l ° l i i
B L A N K G - / ~ 2 0 8

0 0
6mssod ~ 6o),ua3JacJ 0 (:3 0 C) C) 0 C) 0 C)
I I i 0
LU
UJ
i f )
II1
\ \
\
o
o o o ..E r" .,E
: : O L O O - -
f,-)e
0 0 0 tU c - c - e - ~
>_ E ~ " ~
\
IJ.
t ~ i o
:\
e-
c ° ~
0 " 0
' ~
O 0
IDG,~
O.E
_ ~ .u "E
O .
0 C)
C) ( 3 0 o o o o
6mssod a6o)sua3Ja~
c ) o
o o
o 6
B L A N K G . L 2 0 8

Test run no°
Duration (h)
1 50
2 100
3 100
4 200
5 200
6 100
7 100
8 200
9 300
10 200
11 1000
Wear rate (ram/year)
Centre Lead-in (definitive) specimen specimen
• "
1.937 1.804
1.373 1.642
1.764 1.693
1.745 1.628
1.735 1.620
2.030 1.623
1.886 1.825
1.800 1.698
1.722 1.647
1.810 1.692
1.808 1.756
¢o
E E
v
P
2.0
1.0
m
Z~ Z~
• _ ~ Z~ z~ - - J - z ~ - - - - z £ ~ z~ ~ - - - - +5% A A A Mean
v v
_ e _ _ _ - _ _ e _ - - e ~ - ~ - • 5%
A
i ! I | I I I ! I I I 1 2 3 4 5 6 7 8 9 10 11
Test run number
Fig. 6 Wear rates o f m i l d -s tea l c o n t r o l specimens in a l l e leven tes t runs o f the second p r o g r a m m e , s h o w i n g good repea tab i l i t y desp i te var ied dura t ion

20
1 5 - -
%- t~ ¢D
E E
v
10 B P
¢D ¢Z
5 - -
0 0
I Z~ 0.15mmemery I"1 1.5mm emery at 4 m/s
J:
5 10
Volumetric concentration (per cent)
2 m/s
15
Fig. 7 Effect of concentration on wear rate of mild steel pipe

E E
20
10
8
6
m
m
m
1 .0 I
0 . 8 - -
0 . 6 - -
0.4
0 . 2 ~
0.1 1
Slope Cv 2.9 ~ ~ 15%
2.7
2.5
10%
5%
I ! I I I 1 11 2 3 4 5 6 7 8910
Velocity (m/s)
20
10
8
6
4
E E 2
h~
~. 1.0 0.8
0.6
0.4
0.2
0.1
• n Ist
t # ~ 25hrs -- 17 mean
/I/ od Slope [ ] 25 hrs
_ ~ 2.7 ~~.~"'~/ - j
~ ~~" 1.6 I I I I I I I 3 4 5 6 7 8 9 1 0
Velocity (m/s)
(a) 0.15mm emery at three concentrations (b) All materials at one concentration (10%)
Fig. 8 Ef fect o f ve loc i ty on wear rate of mild steel pipe

50
4 0 m
3O
/ 7 20
p ~ Velocity
t Is 10
6
2
1.0
0.8 "
0 .6
0 .4
0.6 ,.
0.2
0.1 *Y I I 0.015 0.15 1.5
Mean particle diameter (mm)
Fig. 9 Effect of particle size on wear rate of mi ld steel pipe

~:
C ,
!! .....
J
A
..1
C
E U.I
U . .
e -
:~ 0
e-
X ~ U
~ ' - - . _
"6 "~ E , - ~ , E .o_ ~8 ~ e- C
• ~ ° ~ ~ " 0 " 0
, ~ ¢ - e "
0 0 0
, - E E ~ e " C
o E E

W / '~ll~l"tlrINf=*'l',=llll1,1T,lltll~l~l~lll~*l~ I I m 1.0 20 30 40 5 0 ~
IIII I II
Neg. no. R562/82/6
Plate 2 The three grades of emery used in the first test programme
I f •
Neg. no. B905/82
Plate 3 Specimens of various pipe materials used in the second test programme. The M4 specimens had to be cast relatively thick and, to keep the weight down, they were made half the normal length
- ° 0 h o . ~ s 5 0 h o ~ s
~ b
Neg. no. R562/82/9
Plate 4 Photographs of the coarse emery at various times during a test showing excessive particle degradation
Neg.no.R 562/82/5
Plate 5 Photographs of the leading edges of the lead-in specimen of a triplet (left) and the central specimen (right),, demonstrating the importance of obtaining an accurately matched bore

Neg. no. R562/82/2
Plate 6 The polyurethane specimens P8 (left) and P9 (right) after about one year storage: P9 has shrunk away from the steel noticeably

1.
2.
3.
4.
5.
6.
7.
.
.
10.
11.
9 . A P P E N D I X 1
CHRONOLOGICAL BIBLIOGRAPHY
WELLINGER K. and H. UETZ. Sliding and impact wear under the action of granular solids (in German),
V.D.I. Forschungsheft, 449, 1 --40, 1955. Discusses, inter alia, the effect of impact angle on wear as
shown by laboratory tests.
NEKRASOV S.S. and N.E. OFENGENDEN. Study of the abrasion resistance of plastics, cast basalt
and rubbers in hydraulic mixtures, Soviet Plastics, 1961, (11): English translation from Russian in
JAMES D.I. and M.E. JOLLEY (editors). Abrasion of rubber, 1967 (Maclaren & Sons), 317-21 . From
laboratory tests on 7 plastics, 3 rubbers and cast basalt it is concluded that the plastics and basalt have
inferior resistance to steel but that the rubbers are all greatly superior.
BITTER J.G.A. A study of erosion phenomena, Wear, 1963,6~ 5-21 and 169-90. From experimental
and practical data a theory is derived to explain erosion wear in terms of two components, one arising
from deformation and one from cutting action.
BRAUER H. and E. KRIEGEL. Wear on pipes in the hydraulic transport of solids (in German), Stahl
und Eisen, 1964, 84 (21), 1313-22 . Discusses wear patterns and wear mechanisms in the light of
laboratory tests (steel pipe, 20 per cent iron ore slurry).
BRAUER H. and E. KRIEGEL. Pipe-wear problems in pneumatic and hydraulic transport (in German),
Maschinenmarkt, 1965,71 (68), 2 0 - 3 1 . More extensive than Ref. 4.
BRAUER H. and E. KRIEGEL. Wear of pipe-bends in pneumatic and hydraulic transport (in German),
Chem.-lng.-Tech., 1965,37 (3), 2 6 5 - 7 6 . Variant o f Ref. 5.
JACKSON L.D.A. Slurry abrasion, Trans Canad Inst Min and Met, 1967, 70, 219-24. From laboratory
tests using steel pipe and silica sand slurries it is concluded that wear varies with v 2"6, Cv,d"
ANON. What about using a portable dredge, World Construction, 1967, 20 (March), 24 -7 .
Practician's discussion of pump and pipe life including an empirical formula for pipe life.
BA1N A.G. and S.T. BONNINGTON. The hydraulic transport of solids by pipeline, 1970 (Pergamon).
Discusses (on pp 131 --6) the variable results reported by several workers in France and Russia in which
wear varies with v ~ to v 4"s, Cv,d"
WIEDENROTH W. The influence of sand and gravel onthe characteristics of centrifugal pumps, some
aspects o f wear in hydraulic transportation installations, Proc I st lnternat Conf on the Hydraulic
Transport of Solids in Pipes (HYDROTRANSPORT 1), 1970, (BHRA, Cranfield), Paper El, 1-27.
Reviews experimental work by the author and others (mainly German) illustrating, inter alia, the good
performance of rubbers and the poor performance of several plastics and basalt at high impact angles.
ROHNISCH A. and E. VOI_LMER. A method for the uniform evaluation of resistance to erosion of
materials used for hydraulic structures. Proc HYDROTRANSPORT 1, 1970, Paper E2, 29-40 .
Describes a simulative laboratory test (using 16mm particles in a relatively high-impact condition)
comparing 12 pipe materials: all proved worse than steel.
3 0

12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
PRUDHOMME RJ. , J.E. MILLER et al. Reciprocating pumps for long-distance slurry pipelines. Proc
HYDROTRANSPORT 1, 1970, Paper E4, 49 -59 . Includes description of the Miller abrasion test.
LINK J.M. and C.O. TUASON. Pipe wear in hydraulic transport of solids, Mining Congress J., 1972,
5__88 (7), 38-44 . Reports laboratory tests with various slurries in steel pipe showing that wear varies as
v 2.1, d and C v although above 20 per cent the effect of C v diminishes.
TARJAN I. and E. DEBRECZENI. Theoretical and experimental investigation on the wear of pipeline
caused by hydraulic transport. Proc HYDROTRANSPORT 2, 1972, Paper G 1 , 1 - 1 3 . Reports tests on
pilot-scale test-loop using sand slurry with three different metal pipes. Wear increased with C v at low concentrations (less than 9 per cent).
POSTLETHWAITE J., E.B. TINKER and M. HAWRYLAK. Corrosion studies in slurry pipelines, Proc
HYDROTRANSPORT 2, 1972, Paper G2, 15-24. Reports results of test-loop studies using various
slurries in steel pipe with and without corrosion protection, showing the important role played by this
aspect of wear.
ARUNDEL P.A. et al. The rapid erosion of various pipe-wall materials by a stream of abrasive alumina
particles. Proc PNEUMOTRANSPORT 2, 1973, Paper El , 1 -15 . Reports laboratory studies of varied
impact angle using sand-blasting techniques (very high velocity) on steel, nylon and two rubbers. Wear was found to vary as v 3 .a
LANCASTER J.K. Basic mechanisms of friction and wear of polymers, Plastics and Polymers, 1973,
(Dec), 297-306. Largely theoretical discussion of sliding wear mechanisms.
POSTLETHWAITE J. and E.B. TINKER. Experimental studies of solids pipelining o f Canadian
commodities, Report No. 8. Erosion-corrosion studies in slurry pipelines, University of Saskatschewan,
1973. A more detailed report (75pp) than Ref. 15.
TURCHANINOV S.P. The life of hydrotransport pipelines (in Russian), Moscow, 1973, translated
into English by A.L. PEABODY, Maryland, 1979 (Terraspace Inc.). Detailed review mainly of Russian
work, with bibliography of 87 refs.
MILLER J.E. The Miller Number - a new slurry rating index. Society of Mining Engineers of AIME,
Preprint No. 73-B-300, 1973. Description of the Miller test with table of ad hoc test results on numerous
slurries.
JACKSON L.D.A. Controlling abrasion in slurry pipeline systems, Canadian Mining J., 1974, 95 (11),
42-45 . Describes a simulative laboratory test. Reports that wear varies as v 2"6.
SAMBELLS D.F. A practical solution to pumping an abrasive slurry, Proc HYDROTRANSPORT 3,
1974, Paper J 1, I - 15. Advocates polyurethane pipe linings on basis o f experience.
MUNRO C.E. Polyurethane lined pipelines. Pipes and Pipelines International, 1974, 1_99 (March-April),
16-18, 33. A complementary paper to Ref 22, giving some case histories.
HUGHES R.C. et al. Steel pipeline design, Civil Engineering-ASCE, 1974, 44 (3), 6 4 - 7 . Brief discussion
only, but includes graphs of wear rate- v- velocity from test-loop measurements with sand slurry in steel pipe.
31

25. BARKER M.L. and G.F. TRUSCOTT. The development and operation of a test facility for pipeline
abrasive wear measurement. Proc HYDROTRANSPORT 3, 1974, Paper J3, 33-50 . Describes the test-
rig at BHRA laboratories, Cranfield.
26. GOCHITASHVILI T. Sh., M.N. GELENIDZE and N.G. ARAKELASHVILI. Procedure for calculating
the hydro-abrasive wear of hydraulic transport pipelines (in Russian), 86 -90 , in DZHVARSHEISHVILI
A.G. (editor) Long-distance hydrotransport o f granular solids by pipeline, 1974, Tbilisi (Georgian SSR
Academy of Sciences). Presents formula for wear rate in which it varies as v a , C v and d.
27. MILLS D. and J. S. MASON. Learning to live with erosion of bends, Proc 1st Internat Conf on Protection
of Pipes, Durham Sept 1975, Paper GI , 1-20 . Reviews wear theories.
28. LEHRKE W.D. and F.A. NONNEN. Internal protection of pipes against abrasion and corrosion by fused
cast basalt, Proc 1st Internat Conf on Protection of Pipes, Paper G2, 21-28 . Commercial advocacy of
basalt pipelinings.
29. FADDICK R.R. Pipeline wear from abrasive slurries, Proc I st Internat Conf on Protection of Pipes,
Paper G3, 2 9 - 3 7 . Suggests wear is proportional to v 2 when expressed as mm/tonne throughput.
30. GANDHI R.L., B.L. RICKS and T.C. AUDE. Control of corrosion-erosion in slurry pipelines, Proc 1st
Internat Conf on Protection of Pipes, Paper G4, 3 9 - 5 2 . Discusses corrosion inhibitors.
31. OLSEN E. Wear-resistant ceramic lining for piped materials handling. Proc 1 st Internat Conf on Protection
of Pipes, Paper G5, 53--64. Commercial advocacy o f ceramic ZAC 1681, reporting test cases.
32. TRUSCOTT G.F. A literature survey on wear on pipelines, BHRA Fluid Engineering Paper TN 1295,
1975. A bibliography of 51 papers with summarised Findings.
33. BOOTHROYDE J. Investigation of pipeline abrasive wear using existing slurry facility and design of
a large-scale slurry test facility, BHRA Fluid Engineering Paper TRC 1075, 1976. Description o f the
test rig used for the experiments reported in the present paper.
34. BAKER P.J. and B.E.A. JACOBS. The measurement of wear in pumps and pipelines, Proc HYDRO-
TRANSPORT 4, 1976, Paper J1, 1 -16 . Brief description of recent work at BHRA.
35. POSTLETHWAITE J., B,J. BRADY and E.B. TINKER. Studies of erosion-corrosion wear patterns in
pilot plant slurry pipelines, Proc HYDROTRANSPORT 4, 1976, Paper J2, 17-26. Shows value of
cathodic protection against corrosion.
36. JAQUES R.B. and W.R. NELL. Internal corrosion of slurry pipelines, Proc 2nd lnternat Tech Confon
Slurry Transportation, 1977, 124-35 . Commercial advocacy of corrosion inhibitors.
37. GLAESER W.A. and T.A. DOW. Mechanisms of erosion in slurry pipelines, Proc 2nd Internat Tech
Conf on Slurry Transportation, 1977, 136-40 . Offers an empirical formula for pipeline wear.
38. HOCKE H. Wear-resistant materials for coke and sinter handling plant, Iron and Steel International,
1977 (Dec), 361 -71 . Presents results obtained in practice with 64 materials under impact and sliding
wear on shutes.
32

39. HOCKE H. and H.N. WILKINSON. Testing abrasion resistance of slurry pipeline materials. Tribology
International, 1978 (Oct), 289-94. Presents test results on 15 materials using protruding inserts in a
slurry pipeline i.e. under impacting conditions: all wbre better than mild steel except PVC.
40. MELDT R. Transport of solids through plastics pipelines (in German), Kunststoffe, 1978, 68 (10),
642 44. From test results advocates plastics, particularly high density polyethylene.
41. GLAESER W.A. and A.T. HOPPER. Erosion life in slurry pipelines; possible sources of error in
prediction. Proc 3rd lnternat Tech Confon Slurry Transportation, 1978, 179-82 . Discusses effect
of impact angle.
42. MISTRY V.R. Wear of slurry system components due to abrasion. BHRA Fluid Engineering Paper
RR 1494, 1978. Reports on current work at BHRA.
43. POSTLETHWAITE J. The evaluation of slurry erosion-corrosion inhibitors in pilot plant test loops.
Proc 3rd Internat Tech Conf on Slurry Transportation, 1978, 189-194. Reports tests on various
corrosion inhibitors.
44. KARABELAS A.J. An experimental study of pipe erosion by turbulent slurry flow, Proc HYDRO-
TRANSPORT 5, 1978, Paper E2, 15-24 . Reports results from closed loop tests using sand slurries
and brass inserts flush with pipe wall. At 30 per cent concentration wear varied with v 2"3 v 2.8 and v 3 .a
for top middle and bottom respectively. Wear also increased with d 2"I s.
45. KAWASHIMA T. et al. Wear of pipes for hydraulic transport of solids, Proc HYDROTRANSPORT 5,
1978, Paper E3, 25--44. Analysis of practical and experimental data obtained from various sources
(mainly Japanese) by a Japanese committee on pipe wear. In a table summarising results from 26
workers wear was reported to vary with v to powers ranging from 1 to 4.6.
46. WANT F.M. Wear in slurry pipelines. Inst of Engineers Australia, Mech and Chem Eng'ng Trans, vol
ME4, 1979 (Nov), 17-27. Reports tests with bauxite sand slurry and 14 pipe materials: all better
than mild steel except cast basalt. Reviews data reported from actual pipelines.
47. TUFT P.R. Wear in slurry pipelines - a survey. Proc 7th Australian Conf on Chern Eng'ng, 1979,
196-201. A review of the literature (45 refs), including several lesser known papers.
48. PATERSON A.C. and N. WATSON. The National Coal Board's pilot plant for solids pumping at
Horden colliery, Proc HYDROTRANSPORT 6, 1979, Paper HI, 353 -66 . Details o f a 250ram
diameter pipeline pumping coarse solids (up to 75mm stones) which is being used also as a practical
test bed for pipe wear. See Ref. 51 for results.
49. NGUYEN V.T. and F. SAEZ. Design of pipeline for a highly abrasive and corrosive slurry, Proc
HYDROTRANSPORT 6, 1979, Paper H 2 , 3 6 7 - 7 8 . Describes wear tests for a proposed copper
tailings slurry line and method of estimating pipe life from the results. To achieve rapid wear in
the tests ultra-high velocities were used (7 12 and I6 m/s).
50. GITTINS L. (editor). Wear in slurry pipelines, BHRA Information Series No. 1, Cranfield, 1980.
A collection of nine papers and a bibliography of a further 31. The nine include Refs. 29, 30, 32 ,42 and 44 as listed above.
33

51. PATERSON A.C. Pumping solids, Presidential address to the Societe des Ingenieurs et Scientifiques de
France, British Section, 1980. Fuller details of tests in Ref. 48 and report on the results to date. ABS,
grey cast iron, and basalt worse than mild steel. Best results given by ZAC and polyurethane.
52. DUCKWORTH R.A. Hydraulic Transport of Materials, Proc Inst Mech Engrs Conf on Hydraulic
Transport, London, 1980, I - 5 . Includes results of laboratory tests on five materials used as inserts
projecting into a test loop carrying silica sand slurry. Polyurethane and ZAC proved better than steel,
basalt worse.
53. HAY E. and L.D.A. JACKSON. Rubber lined pipelines - an overview. Amer Soc Mech Engrs Paper
No. 80-WA/MH-8, 1980. Review of rubber pipelinings.
54. MELDT R. Plastics pipes for the hydraulic transport of solids (in German), Proceedings of Conference
"TRANSROHR '80", VDI-Berichte No. 371, 1980, 45-50 . An updated version of Ref. 40. English
translation in Bulk Solids Handling, 1981,1 (2), 307-12 .
55. WANT F.M. Centrifugal pump wear: plant experience. Proc HYDROTRANSPORT 7, 1980, Paper HI,
301 -14 . Compares various impeller materials in practice.
56. MURAKAM1 S. et al, Wear test of pipe linings for hydraulic transport of dam deposit, Proc HYDRO-
TRANSPORT 7, 1980, Paper H2, 315-30 . Progress report on laboratory tests and comparative trials
of various materials: polyurethane best.
57. SHOOK C.A., D.B. HAAS, W.H.W. HUSBAND and M. SMALL. Relative wear rate determinations for
slurry pipelines, Journal o f Pipelines, 1981,1 (4), 273-9 . Reports closed-loop wear tests using sand
slurries with four plastics and steel. High density polyethylene was best (polyurethane not tested).
Wear rate (in mm/Mt throughput) was found to be insensitive to velocity and concentration.
58. GAESSLER H. Steel pipe for slurry pipelines, Bulk Solids Handling, 1981,1 (3), 463-9 . Inter alia,
discusses wear of various steels.
59. DAYKIN K.W. An evaluation o f materials for use in coal preparation plants. Mine & Quarry, 1982,
!_[1 (May), 2 6 - 3 I. Experience with wear resistance of various plastics in National Coal Board plants
including the Horden pipeline (Refs. 48 and 51).
( 1 3 8 ) D d 8 0 4 1 3 1 8 1,400 2 /83 HP Ltd So ' ton G1915 P R I N T E D IN E N G L A N D

ABSTRACT
Wear in slurry pipelines: experiments with 38mm diameter specimens in a closed-loop test rig: J G JAMES and B A BROAD: Depar tment o f the Envi ronment Depa r tmen t o f Transpor t , T R R L Supplementary Repor t 773: Crowthorne, 1983 (Transpor t and Road Research Laboratory). This report describes two programmes o f wear testing, planned by T R R L bu t carried out under contract by BHRA Fluid Engineering, Cranfield, Bedfordshire . Abrasive slurry was circulated through 38ram diameter pipe in a c losed- loop test rig and the a m o u n t of wear was assessed by measuring the weight loss o f short removable lengths. In the first programme (1979/80) the slurry was varied to s tudy the inf luence o f veloci ty, concen t ra t ion , particle size, and particle hardness on the wear of ordinary mild steel pipe. The fol lowing conclusions were reached: (i) Over the range investigated (2 to 6 m/s) wear varied according to a power be tween the square and cube o f velocity. (ii) Over the range investigated (5 to 15 per cent by volume) wear varied more or less linearly with concent ra t ion . (iii) Over the range investigated (0.015 to 1.5mm) wear varied more or less linearly with particle size. (iv) Emery (Mohs Hardness 8 to 9) produced a wear rate several t imes greater than that for silica sand (Mobs Hardness 6 to 7).
In the second programme (1980/81) the operat ing condi t ions were kept cons tant (velocity 4 m/s, 10 per cent slurry o f 0.15ram emery) while 18 di f ferent pipe materials were compared. Most o f them proved to be more resistant to wear than mild steel bu t no particular class was found markedly to outrank the others. S o m e w h a t surprisingly the best four materials comprised one from each main category (metal , ceramic, rubber and plastics).
An annotated bibliograph o f 60 papers on other pipeline wear work ' is given in an Appendix.
I S S N 0 3 0 5 - 1 3 1 5
ABSTRACT
Wear in slurry pipelines: experiments with 38mm diameter specimens in a closed-loop test rig: J G JAMES and B A BROAD: Depar tment o f the Env i ronment Depa r tmen t o f Transpor t , T R R L Supplementary Repor t 773: Crowthorne, 1983 (Transpor t and Road Research Laboratory). This report describes two programmes o f wear testing, planned b y T R R L b u t carried out under contract by BHRA Fluid Engineering, Cranfield, Bedfordshire . Abrasive slurry was circulated through 38mm diameter pipe in a c losed- loop test rig and the a m o u n t o f wear was assessed by measuring the weight loss o f short r emovable lengths. In the first programme (1979/80) the slurry was varied to s tudy the inf luence o f veloci ty , concen t ra t ion , particle size, and particle hardness on the wear o f ordinary mild steel pipe. The fol lowing conclusions were reached: (i) Over the range investigated (2 to 6 m/s) wear varied according to a power be tween the square and cube o f velocity. (ii) Over the range investigated (5 to 15 per cent by volume) wear varied more or less linearly wi th concent ra t ion . (iii) Over the range investigated (0.015 to 1.5mm) wear varied more or less linearly with part icle size. (iv) Emery (Mohs Hardness 8 to 9) produced a wear rate several t imes greater than that for silica sand (Mohs Hardness 6 to 7).
In the second programme ( 1980]81) the operat ing cond i t ions were kep t cons tant (velocity 4 m/s, 10 per cent slurry of 0 .15mm emery) while 18 d i f fe ren t pipe materials were compared. Most o f them proved to be more resistant to wear than mild steel bu t no particular class was found markedly to outrank the others. S o m e w h a t surprisingly the best four materials comprised one from each main category (metal , ceramic, rubber and plastics).
An annotated bibliograph o f 60 papers on o ther pipel ine wear work is given in an Appendix.
I S S N 0 3 0 5 - 1 3 1 5