Embed Size (px)
Citation preview
Reprinted from the December 2014 issue of International Railway Journal
A LUMINOTHERMIC welding,which provides a continuouslywelded rail, is a well-
established process that has beendeployed on railways around the worldfor decades. While the process looksold-fashioned when executed at trackconstruction sites, the underlyingtechnology has undergone continuousimprovements to the extent that today alarge range of welding processes exists
for a variety of rail types, profiles andgrades (pictured below).
In 2006 the European StandardEN 14730-1 was published, whichchanged the landscape foraluminothermic welding in Europealmost overnight. In addition tooutlining the requirements for themechanical properties of analuminothermic weld, the ruling alsocalled for the standardisation of the
welding process for flat bottom rails.Consequently, this standard became ageneral measure of the properties oftrack welds regardless of boundary andregulatory conditions defined byrailway authorities, established trackworking conditions and the railproducers’ latest developments.
As a result welding processes had tobe adapted to the changing boundaryconditions while still satisfying the
Track
Attempts to standardise welding processes in Europe are failing to keep up with changes in track technologyand the natural evolution of thermite welding techniques, posing problems for rail producers and welders.Dr-Ing Robert Gehrmann and Dr-Ing Jörg Keichel, of Elektro-Thermit, outline these challenges.
Standards struggle to keep up with the welders
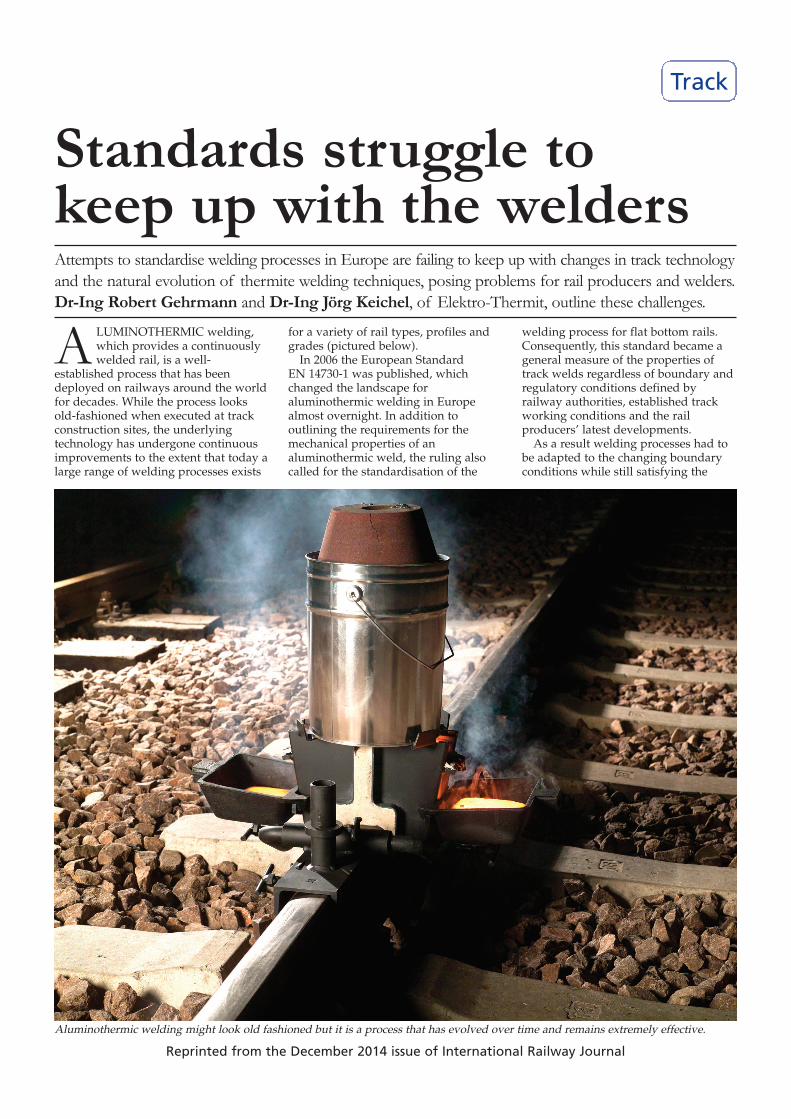
Aluminothermic welding might look old fashioned but it is a process that has evolved over time and remains extremely effective.

Reprinted from the December 2014 issue of International Railway Journal
demands of EN 14730-1. However, withthe standard issuing strict physicalboundaries that cannot be easilyavoided or overcome, it was no longerpossible to easily transform the weldingprocess to meet new conditions andevolutions in rail technology.
The issues that have arisen since theruling are posing challenges to the railproducers and welding serviceproviders, and are affecting thecontinuing development andapplication of the aluminothermicwelding to meet changing tracktechnologies.
The first of these issues is theincreasing desire from railways toconduct track welding without the useof oxygen due to safety concerns andergonomic issues with the use ofcumbersome bottles at the trackside.
Oxygen and propane are the standardpreheating method for aluminothermicwelding because they offer preheatingtimes of two minutes or less, whileproducing an excellent weld incombination with the heat energy of thethermite steel. In order to address thesesafety and ergonomic concerns somealternatives have been developed,although their performance remains inquestion.
Petrol-compressed air is onepreheating method that has been shownto produce a good weld quality whenused instead of oxygen or propane, andalso offers a reasonable cost saving.However, the method is restricted bycomparatively longer preheating timesand there is not much of an ergonomicargument for replacing heavy gasbottles with a similarly heavypreheating device.
Another preheating method that doesnot require oxygen bottles is propane-air. Like the standard preheatingmethod, this is quite easy to use andonly requires propane. However, theabsence of oxygen makes thispreheating method very weak, meaningthat the flame is not very powerful andthe temperature reached at the rail endsduring the preheating process iscomparatively low. As a result togenerate welds of high quality in theseconditions the aluminothermic weldingprocess must be highly developed andspecially designed to compensate forthe weak heat input.
While these welding processes areused, the robustness of the preheatingprocess, and consequently the wholewelding process, will suffer if it isdeployed in restrictive conditions suchas poor weather or in low railtemperatures. Nevertheless, as welds
executed in the laboratory have shown,it is possible for these modifications tofulfil the demands of EN 14730-1. It ishoped that a new preheating processwhich uses propane and air might offerbetter results, with the injected airoffering a more powerful and effectivepreheating method.
High-strength railsThe weld properties for break load
and deflection are more critical whenwelding high-strength rails as long asthe standard requirements, or thoseoffered by the railway authority, remainconsistent. If a certain deflection has tobe reached, it can limit thealuminothermic welding process.
It is generally understood thatmaterials with increasing hardness andstrength show a decreasing ductilityand a capacity for a plastic deformation.With respect to the properties of analuminothermic weld this means thatthe measured deflection during a three-point bending test will typicallydecrease when the rail steel strengthincreases. As a result, with the hardnessof the thermite steel adjusted accordingto the hardness of the rail, there is littlechance of achieving the same testresults for the complete range of steelgrades.
This means that requirements for theproperties of aluminothermic welds willdiffer depending on specific steelgrades. However, it is difficult to adjustthese standards, and changes to theserequirements arise only when newhigh-strength steels are available in themarket for a certain period. Indeed onlythe experience gained from installing
these new steel grades in track underrealistic conditions will identify therequirements for a specificaluminothermic weld standard.
But with railway authoritiesresponsible for track safety, they arepresumed to favour the highestminimum requirements as long as thereis no proof given that another lowerrequirement is sufficient. As a resultcontractors providing aluminothermicwelding services are facing significantchallenges to offer both a suitable weldand to meet these requirements.
For example certified weldingprocesses used for new high-strengthrails that have certain minimumrequirements will become more andmore difficult to carry out without thedevelopment of new technologies tosimplify this process. Indeedcertification of welding processes fornew high strength rails might behindered if there is no clear evidenceabout the weld properties, and ifrailway authorities fail to understandthat it is not possible to transfer thefixed requirements for standard railgrades to new high-strength rails.Moreover, railway authorities shouldprovide clear statements outlining theirrealistic expectations for theperformance of thermite track welds.
One particular development that isproving problematic to the certificationprocess is the current focus of railproducers on bainitic steel grades whichoffer the benefits of harder wearingrails. Yet with no regulation in anyEuropean standard of bainitic rails andtheir properties, there are currently noset rules for aluminothermic weldingfor these new rails.
Track
Figure 1: example of hardness profile of bainitic rail steel thermite portion measured5mm below running surface.
The underlying problem withdeveloping a standard is that at presentvarious production methods anddifferent alloying concepts are used toproduce bainitic rails. As a result whenwelding a bainitic rail themicrostructure in the heat affected zone(HAZ) will be affected by the heatgenerated by the thermite steeldifferently depending on the type ofbainite used. Indeed the weldingprocess is either executed without anyconsideration, or the cooling rate in theHAZ is decelerated or even acceleratedin order to achieve the desiredmicrostructure and correspondingmechanical properties in the HAZ.
Inevitably this makes it almostimpossible to identify ‘the one’ weldingprocedure that fits all bainitic rail typesand it is very likely that adifferentiation will be necessary infuture, requiring welding companies toundertake comprehensive training ofhow to effectively handle the variousbainitic rail steels available in themarket.
A second problem that arises inwelding bainitic rail grades is anunsatisfactory fatigue strength, whichhas been shown in laboratory tests.Figure 1 shows an example of ahardness profile of a bainiticaluminothermic weld. An extraordinaryconstant hardness level within the weld
metal is achievable and the weld showsno obvious irregularities. However, theexpected fatigue strength is still not asgood as standard pearlitic rail gradesand the HAZ is visible without anyspecific treatment. As a result thisphenomenon must be overcome forsuccessful certification and marketlaunch.
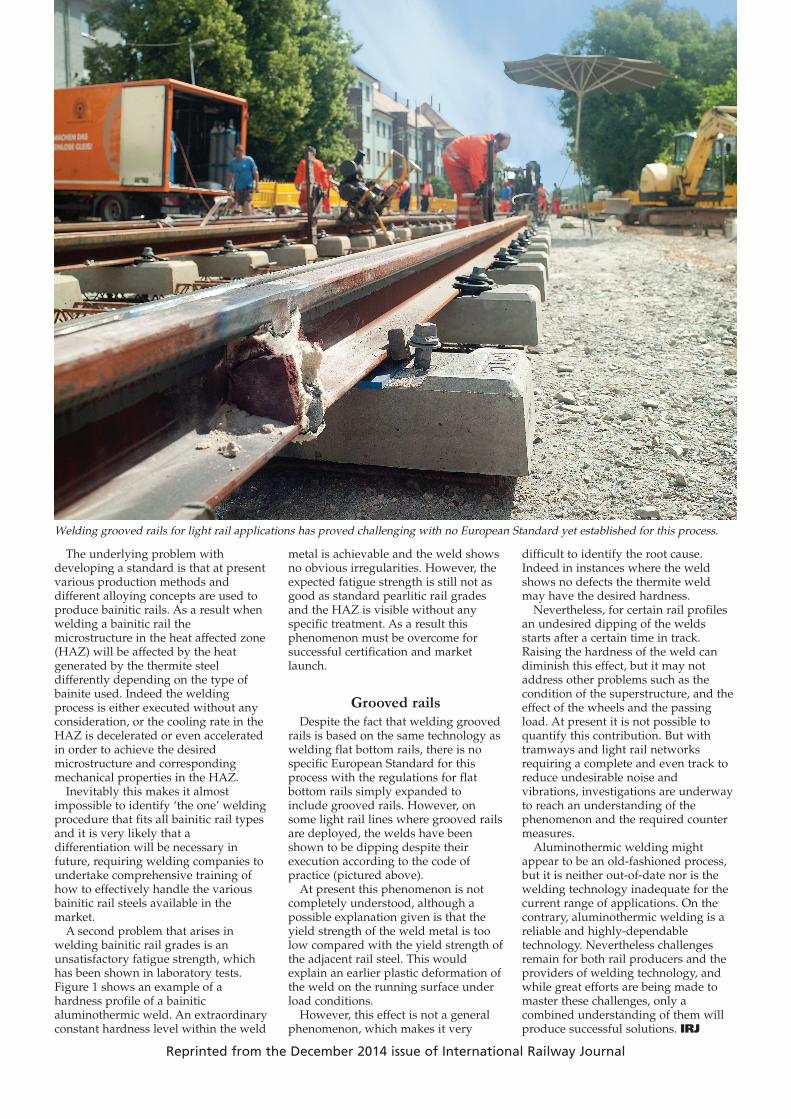
Grooved railsDespite the fact that welding grooved
rails is based on the same technology aswelding flat bottom rails, there is nospecific European Standard for thisprocess with the regulations for flatbottom rails simply expanded toinclude grooved rails. However, onsome light rail lines where grooved railsare deployed, the welds have beenshown to be dipping despite theirexecution according to the code ofpractice (pictured above).
At present this phenomenon is notcompletely understood, although apossible explanation given is that theyield strength of the weld metal is toolow compared with the yield strength ofthe adjacent rail steel. This wouldexplain an earlier plastic deformation ofthe weld on the running surface underload conditions.
However, this effect is not a generalphenomenon, which makes it very
difficult to identify the root cause.Indeed in instances where the weldshows no defects the thermite weldmay have the desired hardness.
Nevertheless, for certain rail profilesan undesired dipping of the weldsstarts after a certain time in track.Raising the hardness of the weld candiminish this effect, but it may notaddress other problems such as thecondition of the superstructure, and theeffect of the wheels and the passingload. At present it is not possible toquantify this contribution. But withtramways and light rail networksrequiring a complete and even track toreduce undesirable noise andvibrations, investigations are underwayto reach an understanding of thephenomenon and the required countermeasures.
Aluminothermic welding mightappear to be an old-fashioned process,but it is neither out-of-date nor is thewelding technology inadequate for thecurrent range of applications. On thecontrary, aluminothermic welding is areliable and highly-dependabletechnology. Nevertheless challengesremain for both rail producers and theproviders of welding technology, andwhile great efforts are being made tomaster these challenges, only acombined understanding of them willproduce successful solutions. IRJ
Reprinted from the December 2014 issue of International Railway Journal
Welding grooved rails for light rail applications has proved challenging with no European Standard yet established for this process.





























