Embed Size (px)
Citation preview

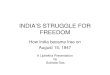
TopperRevisited
The story of how two injection moulding machines were linkedtogether for the first time in the 1970s to produce the sailing
dinghy "Topper" in polypropylene

This BookletThis is a record of the talk given by Peter Bean, Financial Director of theNorth of England Plastics Processing Consortium (NEPPCO), on16 March 2009 to the Manchester Polymer Group. It covers three yearsin the 1970s during which the technology was developed to enable two1600 Ton injection moulding machines to be used together(ie. "twinned") to give the effect of a much more expensive 3200 Tonmachine.
The Manchester Polymer Group
The Manchester Polymer Group (MPG) is a local society affiliated tothe IOM3, focussing on meeting the needs of its membership withpolymer interests in the North West. It exists to advance and develop all aspects of science, engineering, technology and design as appliedto the development, processing, application and sustainability ofpolymeric materials.
The MPG also promotes and supports the education, training andpractice in the polymer disciplines and disseminates knowledgerelating to polymers within its boundaries. It aims to support itsmembers in career development, provide opportunities fornetworking and promote the benefits of membership of the Institute.
See www.manchesterpolymergroup.org.uk

Good evening gentlemen. I was luckyenough to be part of the team thatproduced Topper and so I hope you will forgive me if I become so involved inthe story that I revert to using “we”instead of “the topper team”. This wasone of the most interesting andinvolving periods of my industrial lifeand I am really pleased that yourCommittee’s suggestion to re-visitTopper has inspired me to try andremember what happened during those three years and why.
That some of the detail may be missingor slightly off-correct will be quicklynoticed by one particular person who is with us tonight – Dick Bebb. He tookon the challenge of designing themoulds and over-seeing theirmanufacturing path. Dick has beeninvolved with Rolinx — off and on tobegin with, and then full time — since he designed the first pencil box mouldin 1946 and until he retired from thecompany as Design Director in 1986. Thank you, Dick, for your support.
Since this whole sequence of eventstook place over a third of a Century ago, you will perhaps excuse some of theimages looking a little the worse forwear and even some in glorious B & W; we’re talking here of the age ofMorcambe & Wise in their infancy! Sticking with the historical content — dimensions will be in “old currency”.
The story of the production of Topper is really best prologued by the story of the company, Rolinx, that produced it. Theiconic image of that Company is thepencil box that was the first product
made for sale and which incorporatedthe butyrate roller shutter extrusionfrom which the Company took itsname. From the production of the first complete pencil box in 1947, thephilosophy of the founder/chairmanwas always the same:• Firstly: analyse the injection
moulding process — temperaturecontrol of the material and mould — the pyrometry — and control of thehydraulics and pneumatics
• Secondly: always stay ahead of thecustomer’s needs — ie try tovisualise where the customer wasnext going and have the expertiseand machinery ready and availableto satisfy that need.
This mantra worked fine for the first25 years, through pencil boxes andtheir followers — paint boxes, card
Page 1

boxes, geometry sets, cigarette boxesetc — to the more mundane items likerailway ferrules, TV implosion guards,skydomes and many large-area piecesfor the automobile industry, some ofwhich incorporated soft-grain texturedfinishes like that Rover P6 parcel shelf.
Now, with our largest machine being a1300T press, it was decided that thenext step, to a 2000T-er perhaps, should be taken.
There was, at that time, plenty of workfor this size of machine to justify itspurchase but what was to be the nextstep after that? 3000T was the nextthreshold but that would have been
beyond the pocket of all but the mostwealthy corporations and, with thedemand for components of that size ininjection moulding quantities notaround at that time, another schemewas born.
How about two 1500T machines placed side by side so that they could bothusually be used as 1500T-ers and when the need arose they could be linkedtogether to form a 3000T machine? Itwas from this acorn of a question that a great oak grew!
R.H.Windsor (by that timeGKNWindsor) were our co-conspirators in this endeavour and together we laidplans — of which by far the mostimportant was getting the platen sizesright — for the new beasts. By thistime ICI fully owned Rolinx havingbought the Company, effectively, as anextension to their injection mouldinglaboratory in Welwyn Garden City. Now, with the Plastics Division R & DDirector, Tony Willbourn, as ourchairman, it was decided thatcomparing large size twin screw andsingle screw injection units in a realproduction environment with manydifferent materials, would be verycontributory to ICI being able to selllarge quantities of material. Accordingly, this was proposed as therationale for Plastics Division mainboard approval for the capital for thesecond machine to complete the“twinning” experiment. Thatdevelopment twist, examining therheology of the screws, seemedeminently understandable at the timebut, as we were later to find out, did
Page 2

give us an extra hurdle to clear.
Thus the scene was set — we built an8000 sq.ft high-bay extension to theplant in which Windsors actually builtthe first machine because their factoryat Chessington wasn’t big enough.
For a year that machine plodded to andfro making large mouldings — 6ftacrylic light fittings and prismaticsheets, large water tanks, lorrymudguards, and it wasn’t long beforethe second machine, this time built in
the new Windsor plant in Frankfurt,was installed and took its place as thetwin but, of course, served by a singlescrew plasticising unit. Its firstproduction was a dustbin which it was fervently hoped did not presagerubbish to come!
For a while the two machines workedside by side, each making its ownmouldings, but at the same time thehunt was on to identify a componentneeded in large enough quantities tojustify injection moulding, and whichwould demand 3000T of lock; thiswould mean that we could prove thewhole concept of “Twinning” themachines and ICI could see their wayto selling those dreamed of HUGEtonnages of material to large machineoperators.
But what to make? Following theRolinx philosophy of development inproduction, we were looking for amoulding to test the “twinning”concept and, at the same time, to be asaleable product. Ideas, of course,were legion. The Automobileindustry, Building materials,
Page 3

Page 4
Bathrooms, Billiards tables, Beds — to name but the A’s and B’s. Eventually the idea was developed thatthe leisure market was the bestopportunity and that brought us toanother B — Boats
It was for this reason that, in January1973, an historic visit to the Earls Court Boat Show was made by Maurice Robin the founder, driving spirit and forcebehind Rolinx, and John Heasman akeen sailor. They each went their ownways round the show and on meetingup for lunch found they had both cometo the same conclusion — it mightwell be possible to mould one of thehighlights of the Show, the relativelynew sailing dinghy “Topper”.
This Ian Proctor-designed trainingdinghy was currently being laid up inGRP – a very messy, almost primeval,

business and, of more relevance, itbecame clear that the production of6-10 of these each week, in very much a cottage-industry environment, was notnearly enough to satisfy a market which was increasingly impressed by theperformance of this new craft.
So…things appeared to be working outwell enough to convince theenthusiastically optimistic team atRolinx that the project appeared arunner, from the economics ofproduction point of view. Of equalimportance, the customer, JV DunhillBoats Ltd., was a most willingparticipant as he fervently believed hehad a market for at, least, 6/700 boatsper month which he couldn’t eventouch in GRP lay-up.
Time now, before starting to design the
tools and sourcing steel, to considerthe list of basic engineering problemsthat were to be overcome; this wasdone by making reasonably foundedguesses at what was needed and howthose needs could, or would, besatisfied.
Topper was calculated to weigh 80lbsin polypropylene with a projected area of 5500 sq.ins. VERY fortunately, itlooked as though a bolster whichwould just fit between the tiebars would also just accommodate thelength and beam of the dinghy. Alucky break — or extra-sensoryperception 2 years before! 5ft.vertically between the tie-bars was OKand, in fact, the machines had beenassembled with about 15in. betweenplatens so 13ft. was just right for thelength of Topper!
Page 5

It was decided that, as an injectionmoulding, Topper could be moulded intwo halves, deck and hull, whichwould eventually have to be joinedtogether with a waterproof joint; justwhat sort of joint this was to be wasanother of those problems that wouldhave to be considered and solved as aseparate project.
It looked as though each half would beof similar weight (about 40lbs) andthat, therefore, the combined shotweights of the two injection units, oneof 20 and one of 30lbs, would take careof that problem.
However, we still had 5500 sq.ins. tohold closed with 3200 tonnes.Ten years previously Rolinx had moulded 46insquare skydomes on a 1300 T press.
Thus, just about 0.6 T/sq.in wasadequate for a 1/8th inch thick acrylicmoulding with a central sprue. Wenow appeared to have available justmarginally under 0.6T/sq.in for(probably) polypropylene (about3/16th thick) moulded through a HotRunner with at least three, andprobably five, feeds.
Fortunately, just as it had been tenyears previously, the Constant VolumeInjection process was there to assist inthis endeavour; so, although balancing the feeds might be tricky, it wasconsidered that, from the lock point ofview, this was not only possible butdo-able! This rectangular skydomewas, actually, more difficult to mouldthan the square one of 25% larger area.
The actual injection phase — moulding 40 lbs of polypropylene from two quite different injection systems ofdifferent capacities through a HotRunner of, an as-yet-unknown numberof drops — was seen as a potential realhurdle; this, you will recall, wasbefore MoldFlow had really taken root. Once again, fortunately, we had
Page 6

historical facts to come to ourassistance.
Some 10 years before this, themoulding of the larger (23”) TV guardshad been made possible only by using a very basic form of injection speedcontrol.
This TV screen is 450sq.in, edge-gated,about 3/16th in thick in acrylicmoulded on an 800 ton press anddefinitely needed Injection SpeedControl to keep the melt front movingat an appropriate speed.
Following that success, we haddeveloped an electronic system
controlled first by limit switches andsubsequently by linear transducers; this work had been done inconjunction with Eurotherm whosubsequently marketed the device as a“hang-on” for moulding machines andis now, of course, built into every newmoulding machine the world over.
So now we believed we had a goodchance with two engineering/moulding problems; we had enough lock andcontrol over speed of injection whichwould be our method of keeping themelt front speed relatively constant.
The next (and we hoped final)fundamental machine problem wasthat of melding the output from thetwo different designs of screws. Experience with each unit on theirown 1600T presses had confirmed that quite marked differences did, indeed,occur but it was accepted that dealingwith the combination of the extrudates through the shooting pots and HotRunner would have to be experiencedand only then could it be conquered! Known colloquially as “Suck it andsee”.
Now, finally, we were just left with thesmall problem of making the moulds!• who in the UK had the capacity
• what would they cost
• who would payThe question of the cash involved,though an interesting story in itself, isoutside the remit for this story, butmould manufacture is not! The moulds were totally fundamental to theproduction of Topper and, after manydiscussions, the thought process that
Page 7

emerged was as follows:-
The understood assumption was thatthe moulds would be made in steel butthe best lead time which we couldextract was 1 and a half to 2 years - and that was a mouldmaker’s promise,so it would be prudent to add at least50% if not more, making 2 to 3 years atbest, and possibly 4! Since the aim was to have Topper finished for the 1976Boat Show, 21 months later, this was acomplete non-starter.
Furthermore, it was known that thesewere the two biggest moulds that hadever been considered for manufacturein Europe and that there were only twotoolmakers who had expertise andmachinery large enough to tackle sucha project. Given these two facts, thefundamental decision was taken thatthere would have to be an amalgam ofsuppliers — each a qualityengineering specialist in his own field — to be brought together to achieve the final goal — which was twoassemblies of carefully prepared metaleach weighing 30 tons measuring 13ft x 5ft x 3ft.
Since that first meeting with Topper atthe Boat Show, 15 months of designand production team deliberation inthe possible/probable best ways ofdoing things and trawling the countryfor suitable suppliers had taken place. Finally, the £250K finance package wasagreed, contracts were signed and, inthe immortal words of John Wayne“Wagons roll”.
In those far off days the starting pointin any mouldmaking was a detailed
component drawing for the model. On this occasion there were nodrawings — only a GRP Topper fromwhich templates were taken for models to be made at the first of our selected
suppliers, Press Patterns of Nuneaton.
One for the hull. And one for the deck,both of which included shrinkageallowances for both metal and plastic.
3 of the dramatis personae seen herewere Albert Gutteridge, projectsecretary whose job it was to keepeveryone keeping their promises, JohnDunhill and Maurice Robin, founderand driving engine behind Rolinx fromthe beginning in 1946, and a man forwhom, always, only the technical best
Page 8

was good enough.
These models were adjusted and agreed by Ian Proctor — the boat’s originaldesigner — and many features wereincorporated which weren’t possible inthe GRP version and wereimprovements to the overall design.
The deck moulding, for instance, wasdesigned to incorporate textured areasbecause it can be extremely painfulshifting wet skin from intimate contactwith a smooth plastic surface. Also, we needed both decks and hulls on theirown to stack to two inches to optimisetransport to assembly locations both inthe UK and abroad.
It was for the first of these reasons,coupled with our previous experiencewith cast-to-size, zinc-alloy dies, thatKirksite was chosen for all 4 die-blocks. Our chosen supplier, Albany Jig andTools, had experience of this sort ofwork for panel tools for the motorindustry and, although they had never
tackled anything for the plasticindustry, they persuaded us that their(very secret) process could undertakethe pouring of the 8 tons of alloy thatwas needed, to very close tolerancesand with little or no porosity.
Each of these four accurately sizedcastings had to have cooling facilities: two complete circuits of copper pipefor each half of each mould: four forthe hull, and four for the deck.
Page 9

All of which had to be made andsuspended accurately above the sandbefore pouring. In the end these had to be made at our factory inWythenshawe. Initially, we had a fewproblems in this area, but this wasexperience which proved a greatteacher and, in the fullness of timecastings began to emerge from thefoundry. This is the deckpresentation face being surveyedhappily by Lew Grew (the foundrymanager) and Dick Bebb (who hadconceived the whole operation).
Meanwhile, bolster fabrication wastaking place at F.H.Lloyds of Darleston.At that time there was a European-wide steel shortage and so, to save time andmoney, flat plate, which wasfortunately available at Lloyds becauseof a cancelled order, was used, gusseted
and welded together.
After annealing, these fabricationswent on to be machined at Shrewsbury Tool & Die, yet another supplier whohad never before had anything to dowith injection moulding tools, so thatthey could accommodate theirappropriate castings.
The machining and assembly project
Page 10

was supervised by Derek Wainwright,at Shrewsbury, with an occasional visitfrom NRDC, and many, many visitsfrom the Rolinx team.
(It was subsequently calculated that,throughout the mouldmaking part ofthis affair, Rolinx engineers hadtravelled 60,000 miles to all the various suppliers!)
The deck casting had, by this time,arrived at Shrewsbury for machiningprior to fitting into the bolster and wassubject to an interested inspection byJohn Davies and Alan Tait who weregetting their first look at an InjectionMoulding tool. There was a good dealof straight machining to do and, inaddition, the non presentation shut-outfaces had to be profiled from thepresentation face so as to produce acompletely matched mould.
That’s an enormous Droop & Reincapable of producing left andright-handed boats at the same time ifneeded. Perhaps paving the way forcatamarans to come!
Following machining, the dies had tobe finish fitted on a try-out press ofsimilar scale.
Page 11

Each of these castings now weighed 7tons and that’s a man-sized try-outpress by injection moulding standards.
Meantime — back at the foundry — the hull presentation face has emergedbefore going to Shrewsbury where thefirst operation was to check that thishull master fitted the deck master —which it did and this confirmed thatAlbany had produced 2 castings, eachof 8 tons and of quite different shapes,that had been cast to within 0.100 in. in 12 ft. — not at all a bad effort inprecision casting!
The hull non-presentation face nowarrived at Shrewsbury to be3D-machined to its mate and it seemed
that, with the arrival of this fourth andfinal casting, light was appearing at the end of the tunnel. However, a nastyhiccough occurred when it wasrevealed that, on a night shift, thecutter path had gone awry by half aninch and some of the copper pipes castinto the metal had finished up too near the surface of the Kirksite.
Incidentally, those deep gashes in themetal were subsequently machined out intentionally to check the depth of allthe pipes in the interest of gainingmaximum knowledge for future workof this sort.
Of course one of the advantages ofusing Kirksite is that, like athermoplastic, it can be melted down
Page 12

and re-used, but it was a set-back fromthe time point of view — and it wasback to the pipe-building again.
By this time the first bolster was readyto receive its casting — but the casting wasn’t yet ready to go in!
In a way, this was heaven-sent because, although Rolinx were used to big tools,these two were going to be twice as big
as usual and, with time in hand wethought a rehearsal in threading thetool through those 8 tie-bars on themachine would be prudent.
Pick it up, lower it on to a speciallybuilt table, and pull it in!
Page 13

There you are — it just fits!
The five point hot runner with itsassociated hot and cold sprues, heatersand thermocouples was also availablefor test fitting into the bolster and thiswhole operation was carried out exactly as it would be 2 months later includingthe checking out of all the 28 heatercircuits and 34 thermocouples whenthe runner was in place and beingcontrolled.
These rehearsals demonstrated thatfrom the tool point of view there were a number of “I’s” to be dotted and “T’s” to be crossed and a de-briefing sessionpicked holes in the dummy run anddecided on a number of features to beincorporated to assist and speed up
what had, in fact, been a fairly hairyoperation.
Additionally, of course, it was onewhich, in the event, would have to becarried out as speedily and efficientlyas possible since, even in those daystool-changing was a wasteful operation and, in this case particularly and notunusually with a new tool, it looked asthough the planned time betweendelivery of mould to moulder andmoulded product to customer — in this case the Boat Show in 3 months timein early January — was alreadydwindling to an impossibly low figure!
Dick Bebb, Terry Ogden, David Cowley
Page 14

and guess who, spending money onmodifications which were put in handimmediately so as to run parallel withthe completion of the tools.
In addition to making sure that the tools fitted the presses we needed to take theopportunity to check out the operationof the presses as a twin unit. Remember the twin mouldingmachines? You may have forgotten that these were the object of the originalexercise! For this, once the bolster wasin position, we had to change over thehydraulic link valves and re-route theauto-circuits through the Selectro Board system to confirm that the designershad achieved the impossible and thatwe could, in fact, operate the presses intandem and make the change-over from two 1600 tonners to a single 3200 tonpress in under 5 minutes.
But now back to the tool — thereplacement hull punch casting hadnow appeared but it, too, hadwater-pipe problems.
Here we are ultra-sonically checkingthe depth of the pipes in the castingand discovering that two pipes hadfractured during pouring; they had
filled with molten metal rendering that run of cooling system unusable. There was no time for yet anothercasting and so it was decided thatthese core holes would have to be used
to aid the cooling; they weremachined out, interconnected andplates stuck on the back — using asilicon rubber glue which had beenspecially developed for the NASAspace programme.
Page 15

Once this was done, and a number offingers crossed and prayers said, thepunch was sent for 3D-machining,followed by the try-out press to confirm the cavity thicknesses and, hey presto,we were nearly at the point of loadingthe first tool onto a lorry — up themotorway — and then onto themachine.
We appeared, at last, to be ready topress the button!
At this stage there were a lot of long,deep breaths being taken, andeverybody is privately reviewing thedifficulties left to be surmounted — Material out of two quite differentplasticising units and the very act ofmoulding 5500 sq.in. (which nowseemed so much greater than it had 18months before) through a 5-point HotRunner with only 3200 Tons of lock!!
Anxious moments with hopes and betsrunning high.
Now was the time to call on the meltspeed modulation feature which wasindicated by 6 short stroke lineartransducers round the periphery of themould to observe the eccentricity ofmould opening; a number of trialshots and, a number of gallons ofmidnight oil later a hull appeared and,a week or so later when the deck tool
had arrived, and a similar period ofmould mounting and trials had takenplace a deck had been moulded andwas ready to be mated with the hullwith a water-tight joint strong enoughto withstand the flexing andhammering forces imposed as Topper
Page 16

moved at speed over a choppy sea.
18 months previously a test tool hadbeen made in order that variousdifferent methods of fixing themouldings together could be evaluated.
Mouldings from this tool were putthrough all the adhesion hoops and,eventually a system of fusing the twoshells together using a tape of braidedpolypropylene monofilament andcopper wire, woven by Thomas Frenchin Wythenshawe, was decided upon.
Now was the moment to prove those
experiments and here is the deck inthe clamping jig with John Hancockwho master-minded this part of theoperation. Expanded polystyreneblocks to aid the stability of themonocoque (and, in a crisis, buoyancy) are stuck in place, the braid is laid inthe “track”, the hull component isclamped on top and two large
crocodile clips are connected. Frankenstein’s assistant switches onthe power and, 7 seconds later, a small puff of smoke indicates that watts have been released and the result – 2 days
Page 17

before Christmas — 1 car-toppedTopper with 5 days to spare for atriumphant, if somewhat breathless,appearance at Earls Court on Jan 2nd!
Also available — Double-deckercar-topped Toppers.
In production a batch of hulls...
...are moulded, followed by decks. Now
we can begin to see the solution toJohn Dunhill’s original problem of only being able to make 5% of what hecould sell — the weekly output hasmoved from 8 to 200 assembled boats.
This is a load of 180 decks nestingsnugly and all ready for shipping to the assembly line which had beenestablished in Liskeard where they are
Page 18

welded up in exactly the same way asthe original testing which had proved
so successful, fitted out with toe-straps, dagger board housing, tiller fittings and mast lock on a production line basis,popped in Aircap and polythenesleeving.
… and there is even a drive-it-awayyourself system operating.
It is also said that some people, in theknow, even sail them away, westwardno doubt, and as the sun sinks lowover the horizon we may ask ourselves what was achieved and was it allworth it?
Page 19

Well, the ultimate vindication of thetwinning proposition was that, for thenext two years, those machines wereused for 9 months of the year as 1600ton units and, for 3 months, makingTopper shells.
On the processing side, certainly themanufacture of a useful, saleable component composed of the two largest injection mouldings in the world at that time, moulded on a twin machine, wasan undoubted achievement. Additionally, on the way to thatachievement, and a very fundamentalpart of it, manufacture of the twolargest injection moulding tools in theworld using a combination ofdisciplines that had not been usedbefore by engineers who, in the main,had been taught (by Dick Bebb) thenuances of making moulds for theinjection moulding industry must,together, rank as having been veryworthwhile.
In hindsight how does it strike you? What lessons, if any, were learnt thathave proved useful to the processingindustry in the meantime? If we weresetting out to make a Topper today,how would we do it? And, for me, one of the key questions — Why, perhaps, did the polymer industry not pursuethe development of a material thatcould be used to make really largemouldings for the automobile industryand many other industries? After all, it had been clearly shown that it wasn’t always necessary to have very largetonnage presses, with theiraccompanying high capital costs, andprobable limited use of their largetonnage capabilities, to mould largearea components; and so the moulding industry had another, very useful,weapon at their disposal.
Page 20

Peter Bean and Dick Bebb

Booklet produced byClockwise DataSaleManchester M33 4JA UKwww.clockwisedata.co.uk
Secretarial and IT work – Your virtual assistant – Tel: 0161 976 4002