Embed Size (px)
Citation preview

1© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
TOCICO CONFERENCE 2008
Towards Operational Excellence
Applying TOC in a Global Manufacturing Organization
Presented By: Alex DPresented By: Alex D’’Anci ABB LtdAnci ABB LtdDate: 4 November 2008Date: 4 November 2008

2© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
•
About ABB
•
Continuous Improvement in ABB
•
Combining TOC and Lean
•
The CP3 Process
•
Sample TOC/Lean success stories in ABB
•
The Future
•
TOC in SAP
Agenda

3© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
About ABB
•
Headquarters: Zurich, Switzerland
•
More than 115,000 employees in about 100 countries
•
Orders in 2007: $34.3 billion
•
Revenues in 2007: $29.2 billion
•
Listed on Stockholm, Swiss and New York exchanges; traded on SWX Europe
•
A leading power and automation technology company with strong market positions in core businesses
•
We help our customers:−
to use electrical power efficiently
−
to increase industrial productivity
−
to lower environmental impact in a sustainable way
•
Headquarters: Zurich, Switzerland
•
More than 115,000 employees in about 100 countries
•
Orders in 2007: $34.3 billion
•
Revenues in 2007: $29.2 billion
•
Listed on Stockholm, Swiss and New York exchanges; traded on SWX Europe

4© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
What we offer: divisional structure and portfolio
Process
Automation
Power
Systems RoboticsPower
Products
Automation
Products
2007 revenues (US$) and employees per division
$9.8 billion
32,000 employees
$5.8 billion
14,000 employees
$8.6 billion
33,000 employees
$6.4 billion
26,000 employees
$1.4 billion
5,000 employees
Transformers, high- and medium- voltage switchgear, breakers, automation relays
Substations, FACTS, HVDC, HVDC Light, power plant and network automation
Low-voltage products, drives, motors, power electronics, and instrumentation
Control systems and application- specific automation solutions for process industries
Robots, peripheral devices and modular manufacturing solutions for industry
Market-leading positions in most key product areasIntegrated solutions for grid reliability, productivity and energy efficiencyRobust global value chain to serve established and emerging marketsExtensive global network of value-added channel partners

5© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
ABB Time Line
ASEA Sweden 1883
BBC Switzerland 1891
Hundreds of businesses in a matrix organization
ABB 1988

6© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Suppliers Customers
Why Quality and Operational Excellence are critical to ABB
3 Improve suppliers’performance
1 Customers expect more for less faster each year
Competitors 4 Competitors also have aggressive operational excellence programs
SubSub
RevenuesCOPQ
EBIT
2 Increase EBITReduce COPQ
P
T

7© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Continuous Improvement Evolution at ABB
1988 2000 2010
Num
ber o
f fac
torie
s us
ing
TOC
1992 Production
Technology
Organization partof Corp. R&D in
Finland
1993 first DBR
implementation
1999 12 Jonahs trained
1998 Corp R&D
Program for Manufacturing Technologies
2001Eli visits
ABB
2003 Operational
Excellence Program (OEP)
1999MIT LFM &Cambridge MLP
2004 firstMPCC
2005DistributionSolution
2006MT R&D Program becomes
Operations Development Group.
50 consultants in 4 centers
2007S-DBR
in SAP
2008DBM
in SAP
2002ConWIP
By 2008 ~100 Trained in “Advanced TOC”~500 in TOC through OEP
Process + Lean Thinking
TOC + Process + Lean Thinking
2003
2005
EC LevelOperational ExcellenceFocus
2007OEP
for IS
2008OEP for
Controllers
2008 ++ODG “U”

8© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Global Operations Development Group

9© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Operational Excellence Program

10© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Theory of Constraints (TOC)
The basic assumption is that −
Every organization can be viewed as a system that has one key constraint that limits the system’s performance relative to its goal
−
In order to manage the performance of the system, the constraint must be identified and managed correctly
The 5 Focusing Steps:1. Identify the constraint 2. Exploit the constraint 3. Subordinate to the constraint4. Elevate the constraint 5. Go back to step 1
TOC consists of two primary collections of work:
−
The five focusing steps and their application to operations;
−
The logical Thinking Processes for analyzing logical constraints and conflicts related to human behavior

11© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Lean
Create a streamlined flow of orders
pulled through the value stream by
reducing the 8 wastes1. Overproduction
2. Waiting - People, Parts
3. Too Much Inventory
4. Unnecessary Motion
5. Unnecessary Transporting
6. Over Processing
7. Producing Defects or Rework
8. Unused employee creativity

12© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Value Stream Mapping to clearly understand processes and identify potential
Remove Waste, Set-up time reduction, Total Productive Maintenance (TPM)
Pull to create
smooth flow to and from the constraint
Combining TOC and Lean
TOC for focusing:
1. Identify the constraint
2. Exploit the constraint
3. Subordinate
4. Elevate the constraint
5. Go back to step 1
Support from Lean tools

13© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
•
TOC Jonah−
TOC & Throughput Accounting−
DBR, ConWIP and Little’s Law−
MPCC−
DBM and Distribution Solution−
Thinking Process−
Painstorming for UDEs−
CRT, Evaporating Cloud, FRT, PRT•
Lean−
Value Stream Mapping−
Wastes−
Real Process Simulation Games−
Flow and layout−
Pull−
5S & Visual Factory
•
Six Sigma & 4Q
Training in Continuous Improvement
A great tool box!And some good
results in a fewfactories

14© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
A Process was needed
•
With TOC and Lean we have a great toolbox!
•
But how to apply the tools in the best way?
•
A process to “fix a factory” was needed, so, being part of R&D at the time, we developed one!
•
CP3 – Common Pull Production Practices
Project scope
definition
ProjectExecution
Plan
Final solution
agreement
ProjectHand-over
Pilot results
Close project
Validate results
Project Start
Agreement
2 3 4 51 6 7Development Piloting Implementation
CustomerSupplier Factory CustomerSupplier Factory
ContinuousFlow
Supply Chain Integration
Pull ProductionControl
CP3 toolboxVSM Control
point
5 S Cont.flow Conwip
2-bin Visual factory
ABC
Identify GAP
0
kanban
AnalysisAnalysis PlanningPlanning ExecutionExecution SustainSustain
Change Management
Information & Material flow

15© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
The CP3 Project Template
2 3 4 51
Project Scope
Agreement
6 70Development Piloting
Full
Implementation
Start project
Project Execution
PlanReady to
PilotPilot
ResultsHandover
Closeproject
Validateresults
Decision Gate Milestones
Activity Phases
On-site Assessment before Gate 0 Needed for interventions that cut
across more than 1 department.Not used for Six Sigma projects.

16© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Gate Decisions
•
Used in large projects with multi-man year staffing
•
Gates serve as risk management and guidance events
•
Projects with diminishing impact can be canceled
•
Projects can skip gates, like piloting, if progress is good
•
Some “fast” projects do not use the Gate Model
Gate Meeting
Cancel projectPhaseDocumentation
Gate Assessment Report
Go
Continue project with actions items
Request for more information
Third Party Gate Assessment
No Go
Rework
Conditional Go

17© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Plant Assessment
•
Quick analysis of a factory using Value Stream Mapping
•
Constraint identification and Throughput Accounting
•
Initial Root Cause Analysis (CRT, Clouds)
•
Simulation games to show improvement possibilities
•
Decision on next steps

18© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Process
Videos of the 3 stages
1 32

19© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Analysis
•
Current Value Stream Map & Constraint Identification
•
Start exploiting the constraint
•
Current Reality Tree, Evaporating Cloud & Root Cause Analysis
•
Training
•
Injections
•
Future Reality Tree
•
Future Value Stream Map
•
Work Package Definitions from Injections (Scope)
•
Project Financial Impact Calculations
•
Selected performance metric baseline established
2 3 4 51 6 70Development Piloting
Full
Implementation

20© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Planning
•
Pre Requisite Tree
•
Project Execution Plan
•
Training
•
Resources committed
2 3 4 51 6 70Development Piloting
Full
Implementation

21© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Execution – Development
•
Build the solution in a small area for testing
•
Training on how to run the new solution
2 3 4 51 6 70Development Piloting
Full
Implementation

22© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Execution – Piloting
•
Go Live!
•
Monitor for expected improvement
•
Confirm Future Reality Tree
•
Correct and change design if needed
2 3 4 51 6 70Development Piloting
Full
Implementation

23© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Execution – Full Implementation
•
Deploy solution across factory / value stream
•
Monitor for expected improvement
•
Correct and change design if needed
•
More training if needed
•
Gate 5 passed when expected results are met or exceeded
•
Project Report and post mortem
2 3 4 51 6 70Development Piloting
Full
Implementation

24© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Sustain
•
Project continues without ODG staffing
•
POOGI in place and working
•
More training if needed
•
Gate 6, Close Project, passed when solution has demonstrated that it is robust to uncertainty
•
Gate 7 is a metric checkup, normally one year after Gate 6
2 3 4 51 6 70Development Piloting
Full
Implementation

25© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Sample project results (1/2)
Circuit Breakers parts production unit 2007 Capacity +100%OTD impact over whole value chain
Substation Automation production unit 2007 TPT - 50%OTD from 40% to 100%
Distribution Transformers production unit 2007 WIP - 45%TPT - 70% OTD from 45% to 98%
Distribution protection and control products manufacturing unit
2007 Delivery time - 50%OTD from 40 to 100% Capacity + 30 % with existing resources
MCB production unit 2007 Delivery time - 50% for stock and non-stock itemsOTD from 84% to 97%
Power Transformers production unit 2006 Productivity +30%Delivery time - 50% (from 6 to 3 months) WIP - 35%
Distribution Transformers production unit 2006 Capacity +30%TPT - 64%Delivery time - 32%Inventories - 44%OTD from 66 to 98%
HV Bushings manufacturing unit 2006 TPT - 50%OTD from 60 to 90%
MV Circuit Breakers manufacturing unit 2006 Capacity +260%TPT - 60%Delivery time - 60%OTD from 77 to 100%
LV Breakers and Switches production unit 2006 Capacity +25%Delivery time - 80%OTD from 23 to 90%

26© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Distribution Transformers production unit 2005 TPT (Line1) - 75%TPT (Line2) - 65%
Distribution Transformers production unit 2005 TPT > - 50%Delivery time > - 25%Total inventory reduction 1,2 MUSD while 40% volume increase
LV Motors manufacturing unit 2005 Capacity +38%TPT -17%
Tap Changer manufacturing unit 2005 TPT - 50%Delivery time > - 60%
HV Bushings manufacturing unit 2005 Capacity +30%TPT - 50%OTD from 8 to 93%
Value chain from a component factory in Europe to a product factory in Asia
2005 Replenishment time - 72%Total inventory turn over rate +100%OTD from 83 to 95-100%
Technology Development Centre 2005 Project OTD from 45 to 87% withsignificantly reduced cycle timeFunctional Completion Rate incr. to 100%
Cables manufacturing unit 2004 TPT - 80%WIP - 60%
Distribution Transformers production unit 2004 TPT - 70%Delivery time - 48% OTD from 70 to 96%while 245% increase in orders received
HV Switchgear projects and production 2004 Capacity +43%
Sample project results (2/2)

27© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
In one product Group … Pull 28 – Push 19
Pull (DBR, S-DBR, MPCC or ConWIP) 28Push (MRP, PM, “Excel Hell”) 19

28© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Project Examples Capacity Increase: Power Transformers
Background•
Numerous Power Transformer plants have growing order backlogs as they reach their production capacity limits
Objective•
Increase capacity: maximize throughput, improve supply chain partnerships, eliminate waste
•
Reduce throughput time & achieve 100% OTD
Example Results•
Factory 1: Capacity +100% −
factory expansion cancelled (more than enough capacity)
−
with 100% OTD −
reduced TPT•
Factory 2: Capacity +20%−
with 100% OTD −
reduced TPT to a new global benchmark

29© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Towards Operational Excellence – the signs
•
Job rotation to the Operations Development Group is perceived as an excellent career stepping stone
•
Structured Operational Excellence programs strong in Divisions
•
Throughput Accounting Capital Expense process
•
Focus on waste elimination as well as process efficiency
•
Speed is understood as equal to technology and service as an element of “unfair” competitive advantage

30© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
The Future
•
Hundreds of operational and service units
•
Sales process
•
Large projects
•
Supplier integration
•
R&D
•
M&A

TOC & SAP in ABB
Presented By: Lukasz Presented By: Lukasz KrupaKrupa, ABB Ltd, ABB LtdDate:Date: Nov. 4Nov. 4thth, 2008, 2008

32© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Special thanks
•
We would like to give special thanks for guidelines and mentoring during implementation to:
−
Eli Schragenheim for Simplified Drum-Buffer-Rope
−
Alan Barnard for Dynamic Buffer Management

33© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Typical business problemsTypical business problems
Functionality Description
Sales support How can I reliably promise the Earliest Possible Delivery Date to my Customer?
Constraint scheduling support
But our constraint is in Manufacturing. How can we maximize its usage?
Engineering support In Engineering dept. we have no indication when design must be completed…
Inventory control support
New year target: Reduce inventory and increase On Time Delivery % ... Oh, no!
Execution support Which job should I do first?
Why there is so much WIP on the floor?

34© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Typical business problems cont’d
Functionality Implementation
Sales support S-DBR–based Planned Load report to determine Earliest Reliable Delivery Date
Constraint scheduling support
Capacity Requirements Planning for finite capacity resource(s)
Engineering support Multi-level BOM modeling or Sales Order Item dependent Engineering Order
Inventory control support
Dynamic Stock Buffer Management
Execution support Buffer Management & ConWIP enhancements

35© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
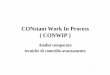
Planned load concept
Time (days)
Daily load on CCR
Release point
½ PB
End of planned load
Planninghorizon
“100%”
Standard Industry Lead Time
Planned load New
ord
er
½ PB
Safe delivery
Planned Load –
The
accumulation of the derived load on the internal weakest link of all the firm orders that have to be delivered within a given horizon
of time. The planned load is not an exact dictated schedule. Some maneuvering flexibility is left to cope with ‘surprises’
and shop floor expert decisions, but without compromising on priorities.

36© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Before
After
Exploiting constraint

37© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Optimization of raw materials stock levels Buffer management for materials & suggestions for new stock levels where needed (increase or decrease current safety stock)Workflow with notifications on red zone penetration + recording reasons of delays + Pareto chart (POOGI)
Factory feedback is positive:After analyzing data from nearly 2 months, we are confident that conclusions and proposals are correctFunctionality enables reacting quickly to changes in inventory values, which was not possible earlier, as we didn’t have time to monitor values manuallyWe are very happy, continuing to use the functionality and expanding it to other product lines
Dynamic stock buffer management

38© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
S-DBR way – for “typical environment”Buffer management as difference of time passed between planned start of order and the present, compared to size of the buffer
DBR way – for “optimized environment”(Touch Time > 40% Throughput Time)
Buffer management as difference of planned and actual times of operations, compared to size of the buffer
Buffer Management & single prioritization system

39© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
How standard SAP PP functionality can be used for TOC purposes:1. CCR identification
Capacity Evaluation – utilize Load vs. Capacity report for all work centersSet CCR as a work center with finite capacity; set all other resources as infiniteModel time buffers in routings (use interoperation times and floats before and after production)
2. Exploit & SubordinateRun Capacity Leveling for CCR (dispatch orders to constraining work center) => CCR is fully loaded in specified time horizonAutomatically adjust up- and down-stream operations according to CCR sequence – so called mid-point scheduling
3. Execute & ControlUse start times of first operations in a path for “do not release earlier than”Use standard SAP Availability To Promise transactions to ensure kitting in front of release orders to productionDevelop ConWIP behavior on top of standard Production Order Information ReportControl execution and provide single prioritization system by enhancingstandard SAP with buffer management
TOC in SAP – Summary

40© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
About Alex DAbout Alex D’’AnciAnci
Alex DAlex D’’Anci is Regional Manager for Anci is Regional Manager for ABBABB’’s Operations Development s Operations Development GroupGroup’’s regional center serving s regional center serving Europe and Africa. He has worked in Europe and Africa. He has worked in diverse organizations for 30 years, in a diverse organizations for 30 years, in a variety of technical, managerial and variety of technical, managerial and board positions. In ABB, he has been a board positions. In ABB, he has been a product manager, marketing manager, product manager, marketing manager, innovation manager and Operations innovation manager and Operations Specialist consultant in different Specialist consultant in different divisions prior to his current position. divisions prior to his current position. The Operations Development Group is The Operations Development Group is an internal consultant organization that an internal consultant organization that focuses on improving organizational focuses on improving organizational performance by applying TOC, Lean, performance by applying TOC, Lean, quality improvement methods and quality improvement methods and innovation techniques. innovation techniques.

41© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
About Lukasz About Lukasz KrupaKrupa
Lukasz Lukasz KrupaKrupa is a Leader in the is a Leader in the Manufacturing IS Solutions Program in Manufacturing IS Solutions Program in ABBABB’’s Power Products Division. s Power Products Division. Lukasz has been working in ABB for the Lukasz has been working in ABB for the past 7 years participating in several past 7 years participating in several manufacturing projects as a scientist at manufacturing projects as a scientist at ABBABB’’s Corporate Research Center in s Corporate Research Center in Krakow, Poland. Krakow, Poland. His domains of expertise include His domains of expertise include scheduling and execution systems with the scheduling and execution systems with the main focus on leveraging Theory of main focus on leveraging Theory of Constraints concepts. Constraints concepts. He is currently working for the IS Delivery He is currently working for the IS Delivery Center organization located in Krakow.Center organization located in Krakow.
The Manufacturing IS Solutions team The Manufacturing IS Solutions team supports the spread of supports the spread of ““best practicesbest practices”” throughout ABB by delivering IS solutions throughout ABB by delivering IS solutions and knowand know--how sharing across business how sharing across business units.units.

42© 2008 TOCICO. All rights reserved.
TOCICO 2008 Conference
ABB
Questions?