Embed Size (px)
Citation preview
“Three” major challenges in production of lignocellulosic fuels
Chris SomervilleEnergy Biosciences Institute
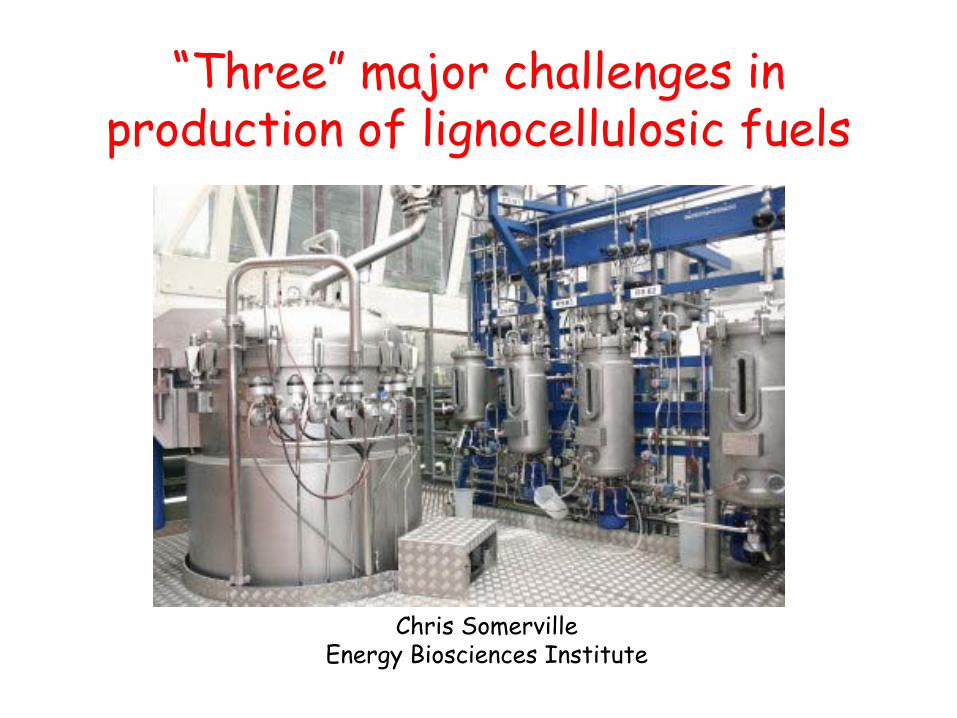
Distillation EthanolDrying
Co-Product Recovery
Animal FeedChemicalsBoiler fuel
Sugar Cane Process
Cellulose Conversion
Hydrolysis
Corn Process
Cellulose Process
Cellulose PretreatmentCellulose
• Miscanthus• Switchgrass• Forest Residues• Ag Residues• Wood Chips
Ferment-ationSugarSugar
Cane
CornKernels
Starch Conversion
(Cook or Enzymatic Hydrolysis)
Ethanol Production Schemes
Slide Courtesy of Bruce Dale
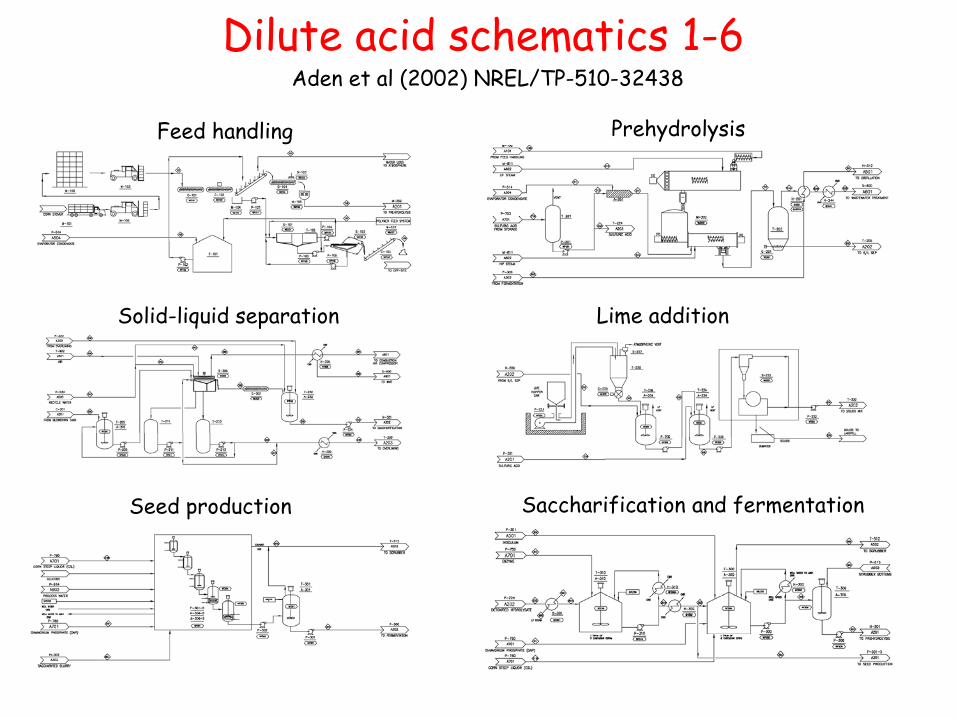
Dilute acid schematics 1-6
Feed handling Prehydrolysis
Solid-liquid separation Lime addition
Seed production Saccharification and fermentation
Aden et al (2002) NREL/TP-510-32438
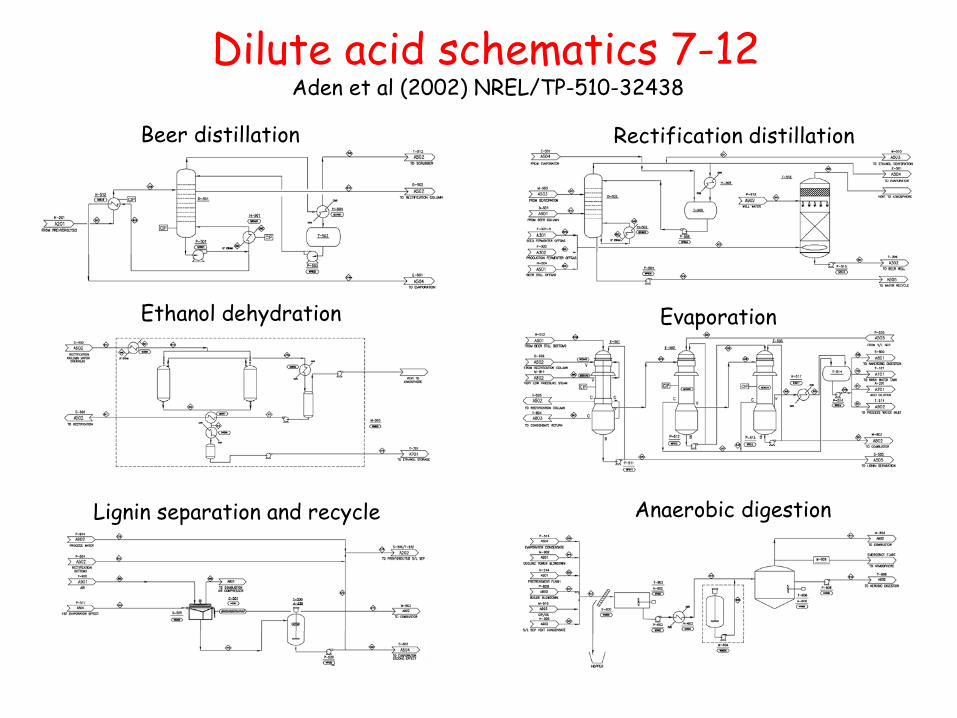
Dilute acid schematics 7-12
Beer distillation Rectification distillation
Ethanol dehydration Evaporation
Lignin separation and recycle Anaerobic digestion
Aden et al (2002) NREL/TP-510-32438
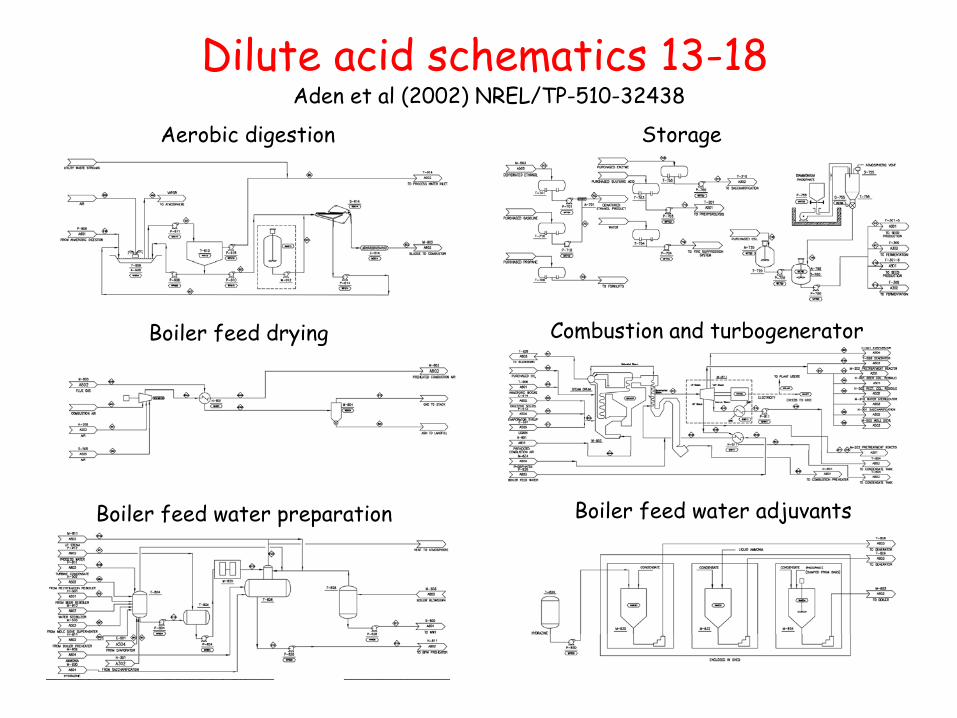
Dilute acid schematics 13-18Aerobic digestion Storage
Boiler feed drying Combustion and turbogenerator
Boiler feed water preparation Boiler feed water adjuvants
Aden et al (2002) NREL/TP-510-32438
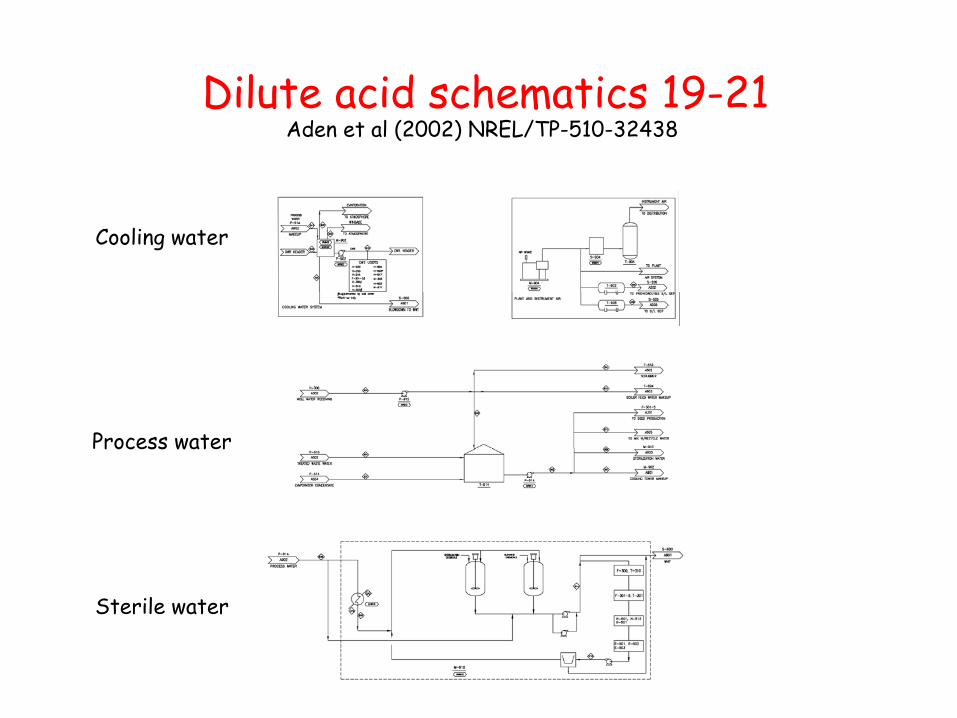
Dilute acid schematics 19-21
Cooling water
Process water
Sterile water
Aden et al (2002) NREL/TP-510-32438
7
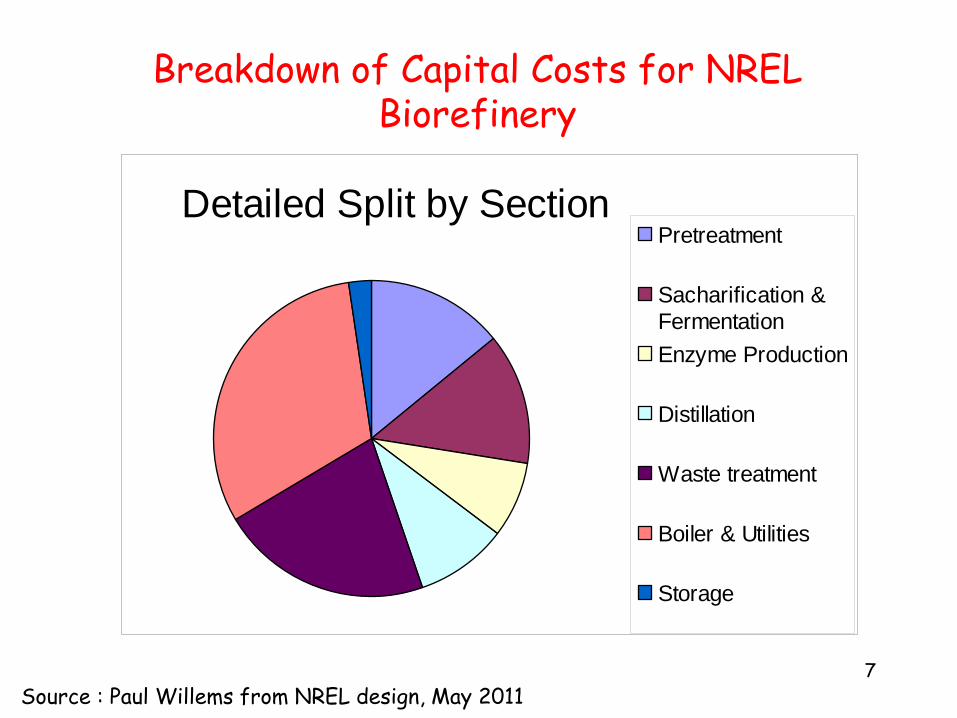
Breakdown of Capital Costs for NREL Biorefinery
Source : Paul Willems from NREL design, May 2011
Detailed Split by SectionPretreatment
Sacharification &FermentationEnzyme Production
Distillation
Waste treatment
Boiler & Utilities
Storage
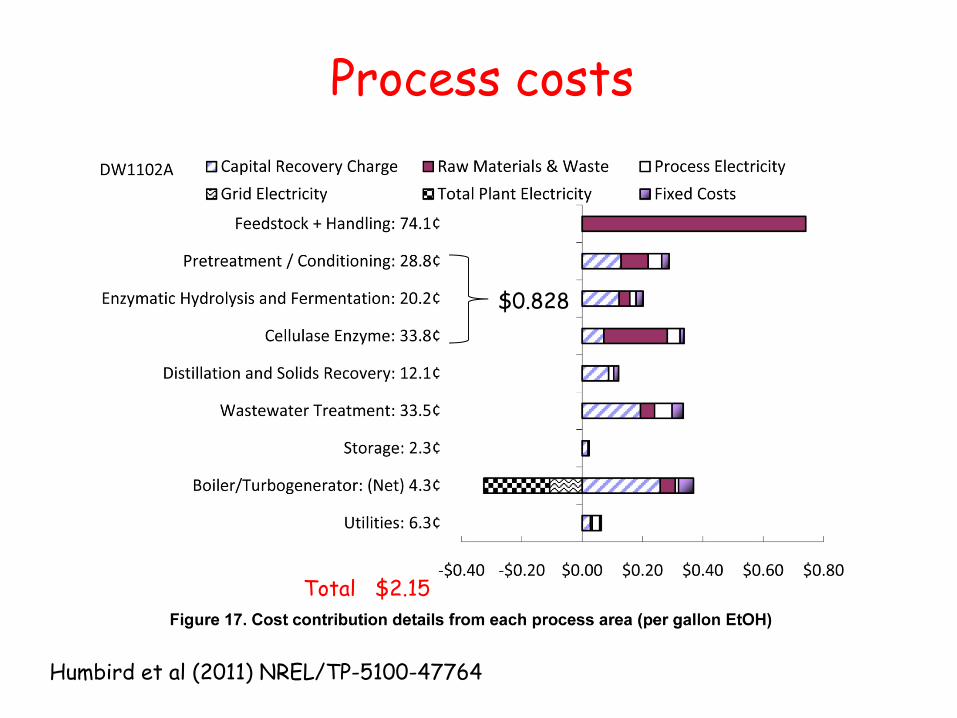
Process costs
Humbird et al (2011) NREL/TP-5100-47764
Total $2.15
$0.828
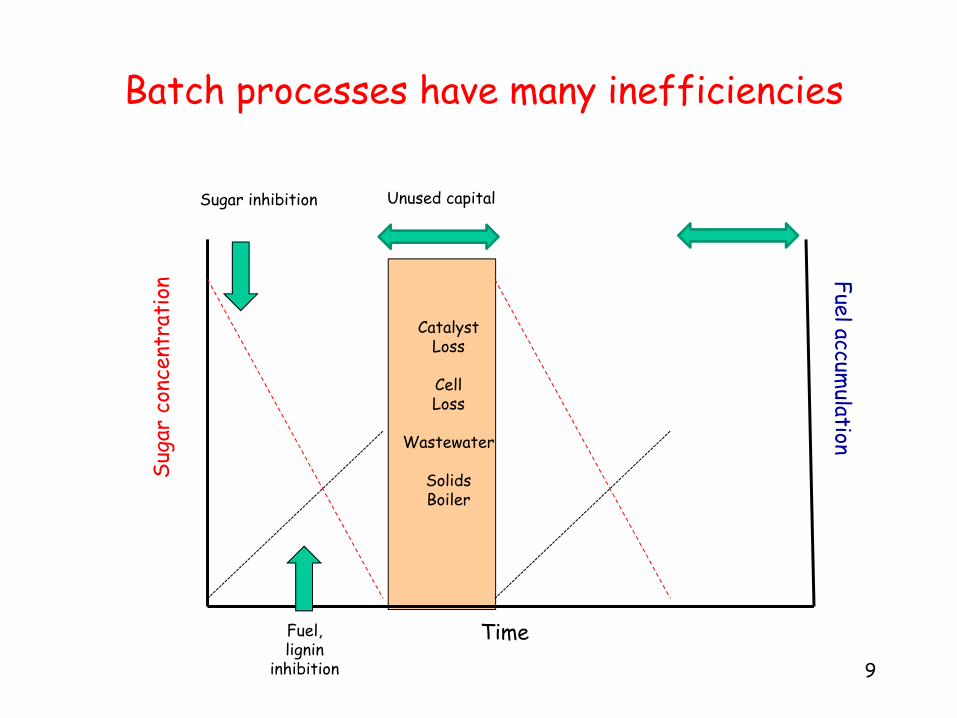
Batch processes have many inefficiencies
9
Time
Suga
r co
ncen
trat
ion Fuel accum
ulation
Unused capital
Catalyst Loss
Cell Loss
Wastewater
SolidsBoiler
Sugar inhibition
Fuel,lignin
inhibition
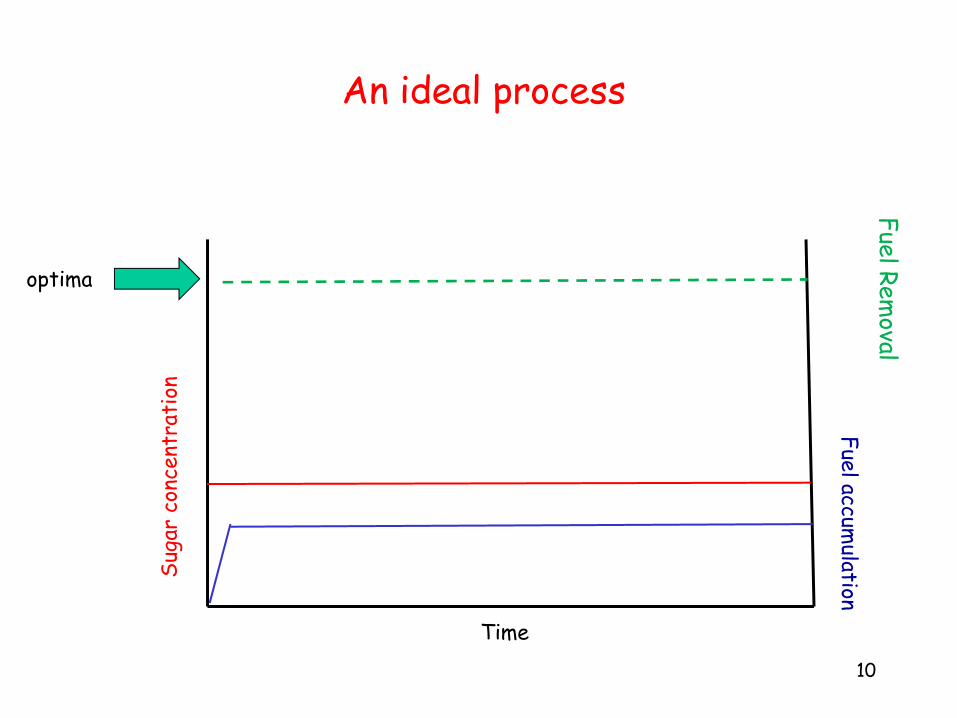
An ideal process
10
Time
Suga
r co
ncen
trat
ion
Fuel accumulation
optima
Fuel Removal
Strategies for reducing costs
• Reduction in capex– Minimize number of unit processes, minimize residence
time, minimize down time, eliminate solids boiler, minimize wastewater
• Reduction in opex– Operate under optimal conditions (sugar, fuel, nutrients,
temperature…), minimize enzyme inactivation, recycle enzyme, maximize longevity, control contaminaion
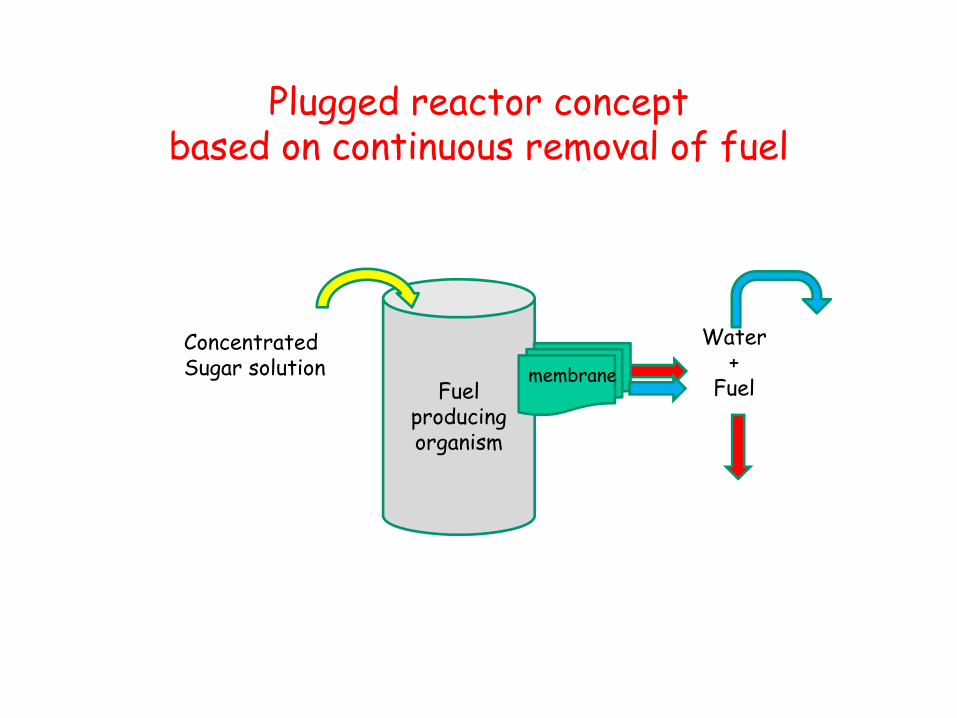
Plugged reactor conceptbased on continuous removal of fuel
Fuel producingorganism
ConcentratedSugar solution membrane
Water+
Fuel
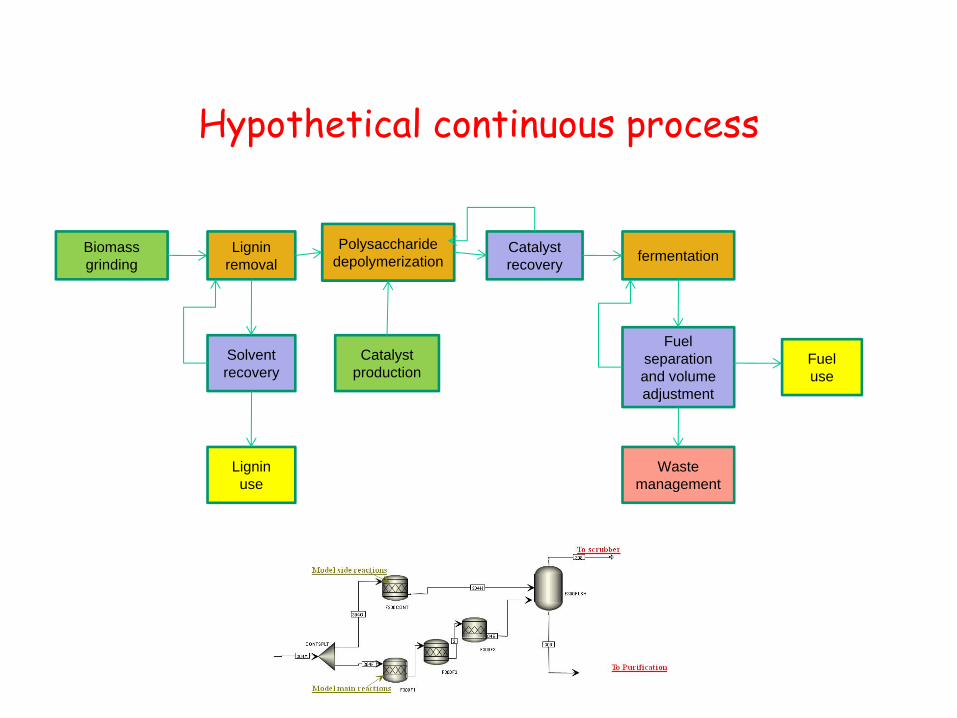
Hypothetical continuous process
Biomassgrinding
Ligninremoval
Solvent recovery
Ligninuse
Polysaccharidedepolymerization
Catalyst production
Catalystrecovery fermentation
Fuel separation and volume adjustment
Wastemanagement
Fueluse
Major challenge
• Remove all lignin without “losing” polysaccharides
• Lignin solvent must be inexpensive or recycled at very high efficiency
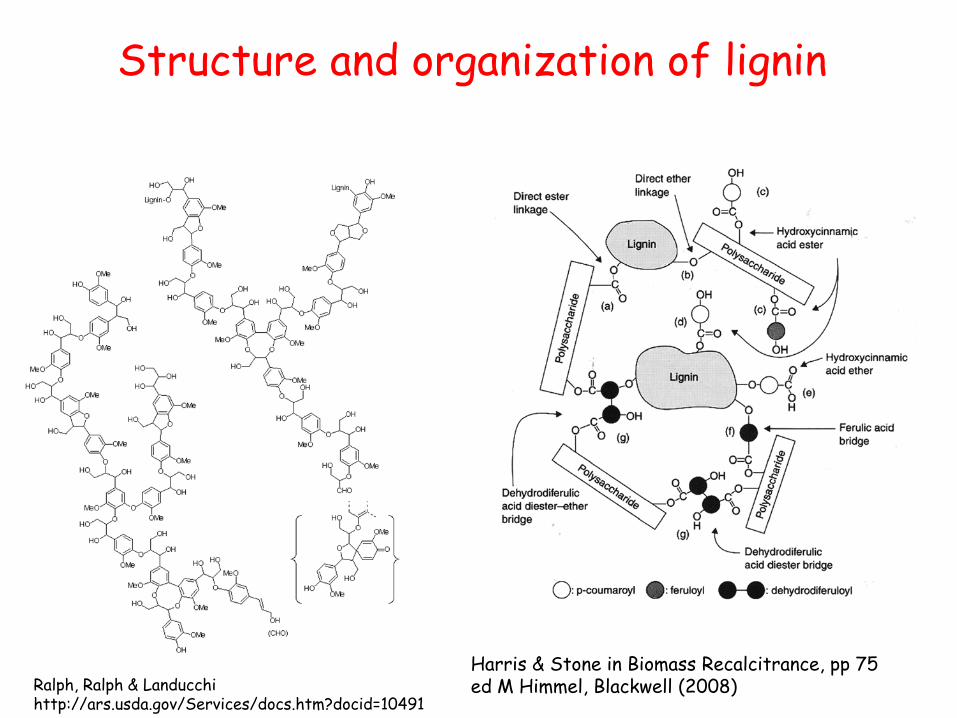
Structure and organization of lignin
Harris & Stone in Biomass Recalcitrance, pp 75 ed M Himmel, Blackwell (2008)Ralph, Ralph & Landucchi
http://ars.usda.gov/Services/docs.htm?docid=10491
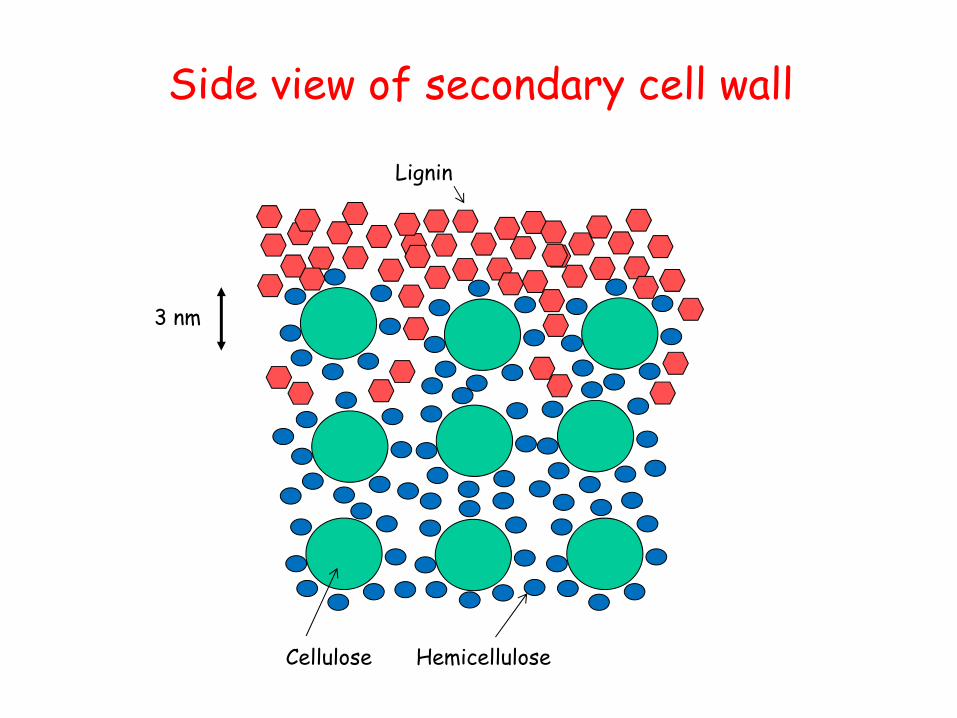
Side view of secondary cell wall
Cellulose Hemicellulose
Lignin
3 nm
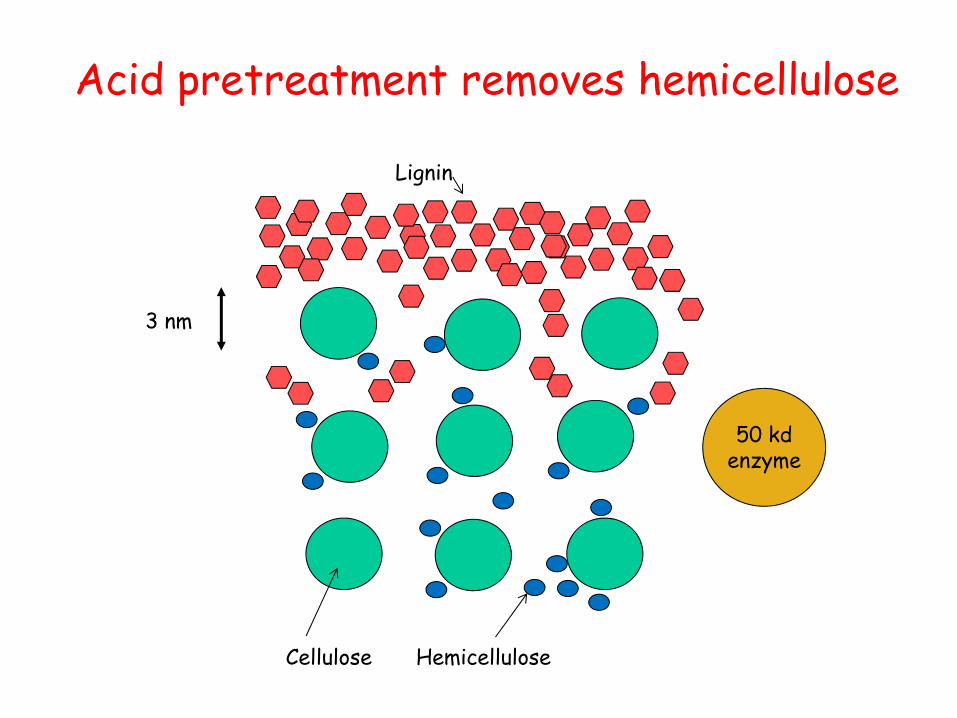
Acid pretreatment removes hemicellulose
Cellulose Hemicellulose
Lignin
50 kdenzyme
3 nm
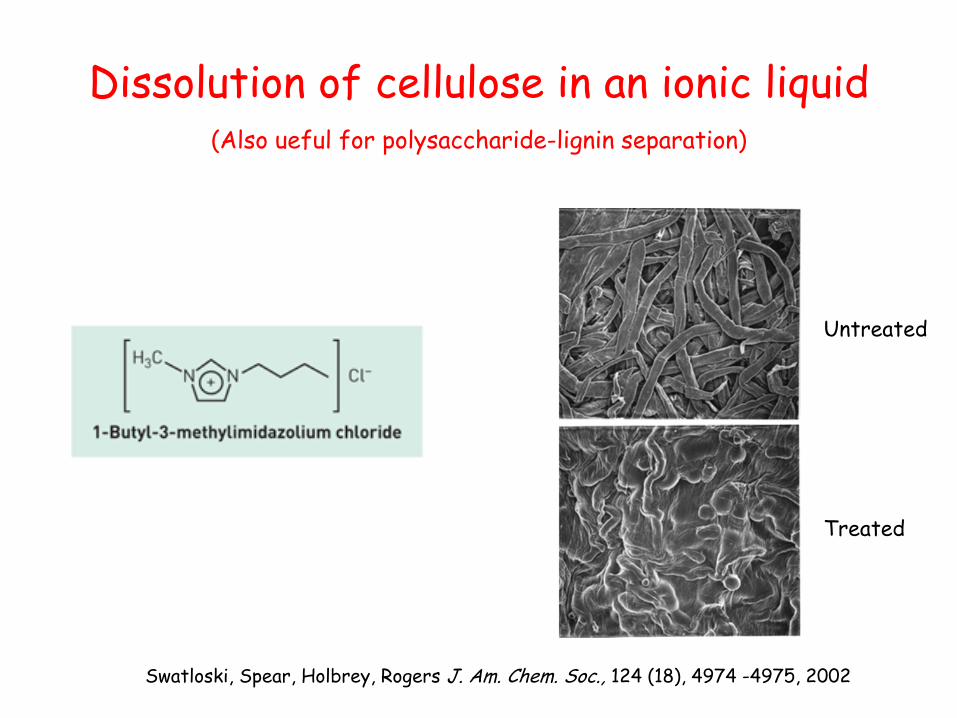
Dissolution of cellulose in an ionic liquid(Also ueful for polysaccharide-lignin separation)
Swatloski, Spear, Holbrey, Rogers J. Am. Chem. Soc., 124 (18), 4974 -4975, 2002
Untreated
Treated
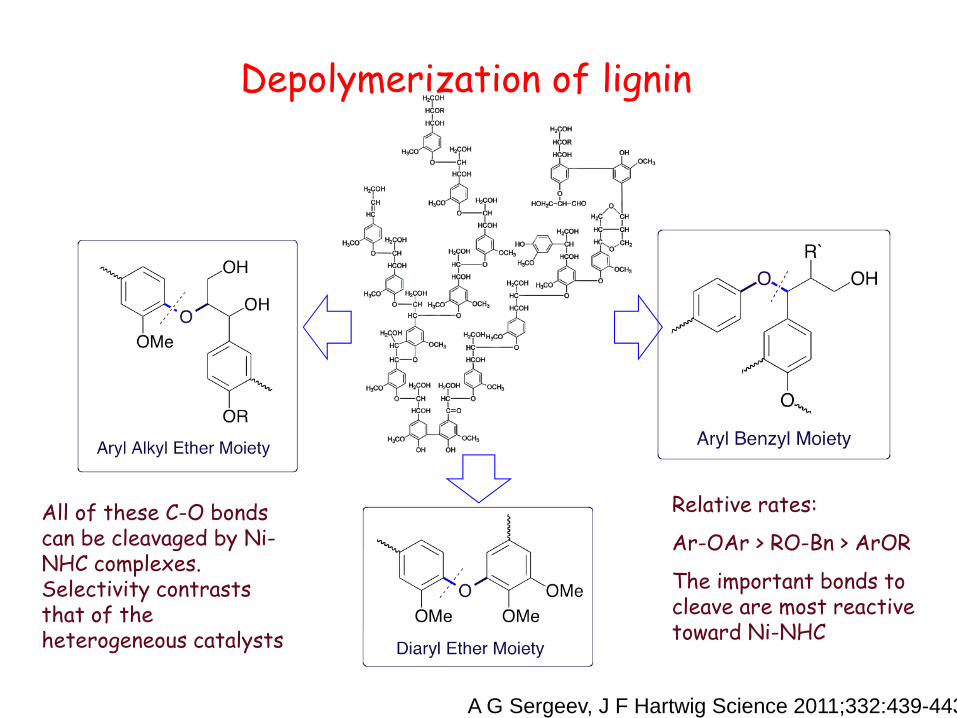
All of these C-O bonds can be cleavaged by Ni-NHC complexes. Selectivity contrasts that of the heterogeneous catalysts
Relative rates:
Ar-OAr > RO-Bn > ArOR
The important bonds to cleave are most reactive toward Ni-NHC
Depolymerization of lignin
A G Sergeev, J F Hartwig Science 2011;332:439-443
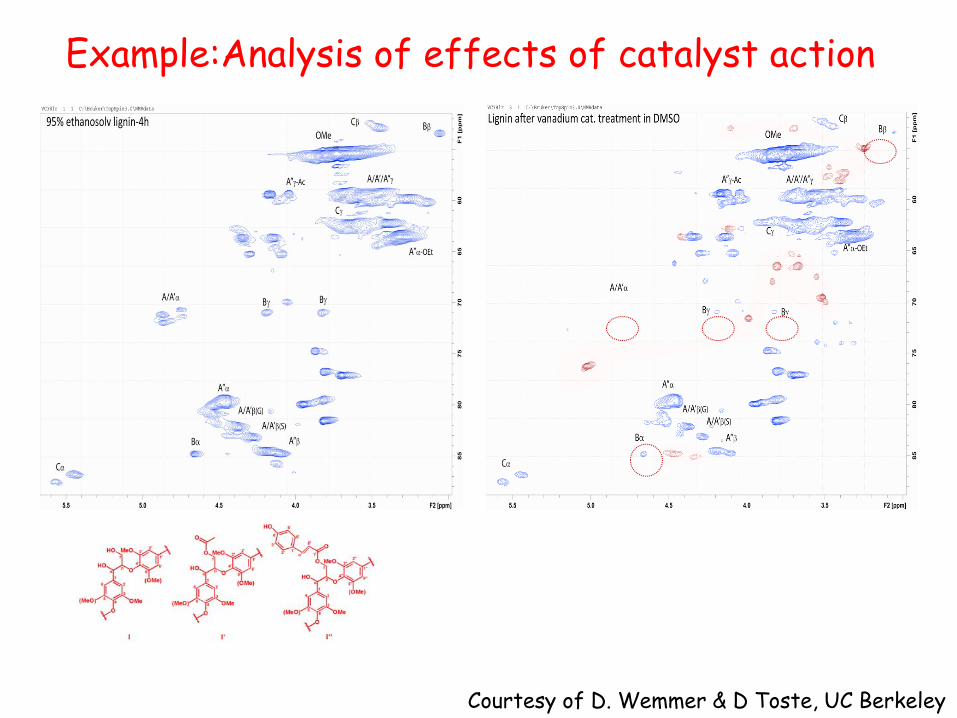
Example:Analysis of effects of catalyst action
Courtesy of D. Wemmer & D Toste, UC Berkeley
Pretreatment technologies
• Weak acid, high temperature• Strong acid, low temperature• Aqueous base
– Ammonia (rapid or slow decompression)– Base plus oxidant
• Ionic Liquid• Organosolve, hot water, …• Supercritical water,…
Carvalheiro et al J Sci Indust Res 67,849
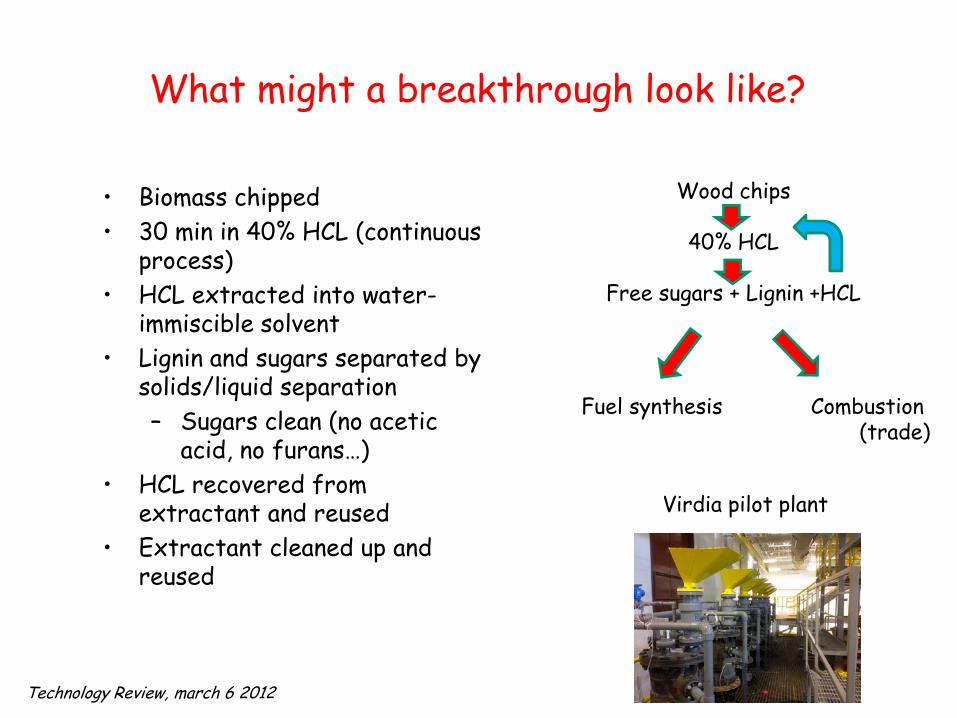
What might a breakthrough look like?
• Biomass chipped• 30 min in 40% HCL (continuous
process)• HCL extracted into water-
immiscible solvent• Lignin and sugars separated by
solids/liquid separation– Sugars clean (no acetic
acid, no furans…)• HCL recovered from
extractant and reused• Extractant cleaned up and
reused
Virdia pilot plant
Technology Review, march 6 2012
Wood chips
40% HCL
Free sugars + Lignin +HCL
Fuel synthesis Combustion(trade)
Potential +/-
Positives• Short process = reduced
capital• No inhibitors in fermenter• Concentrated sugars• Sterile sugars• No enzymes• Enables continuous
process• No wastewater• Low temperature• No distillation• No boiler?
Negatives• Hazardous reagent• Special materials of
construction• Chlorine emissions?
Major Challenges
• How can we produce optimized catalysts for depolymerization?
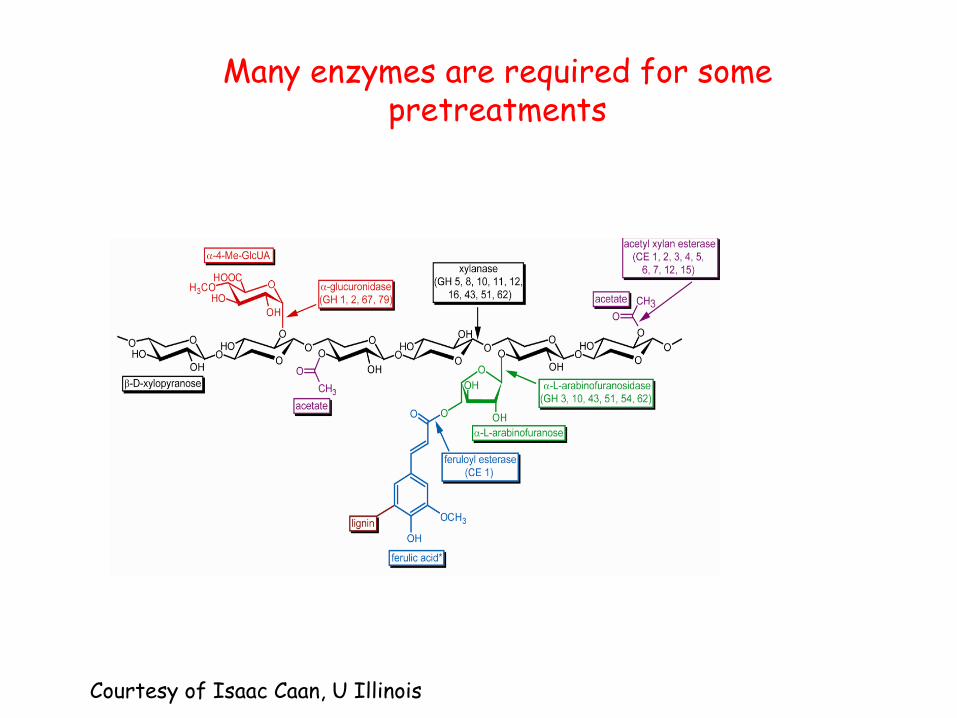
Many enzymes are required for some pretreatments
Courtesy of Isaac Caan, U Illinois
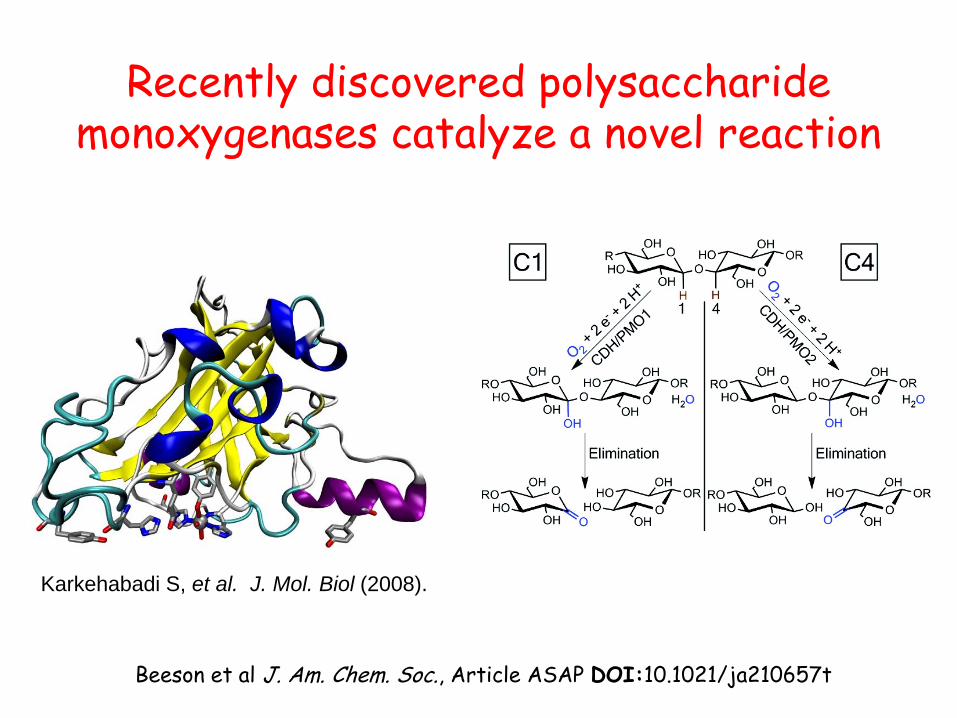
Recently discovered polysaccharide monoxygenases catalyze a novel reaction
Beeson et al J. Am. Chem. Soc., Article ASAP DOI:10.1021/ja210657t
Karkehabadi S, et al. J. Mol. Biol (2008).
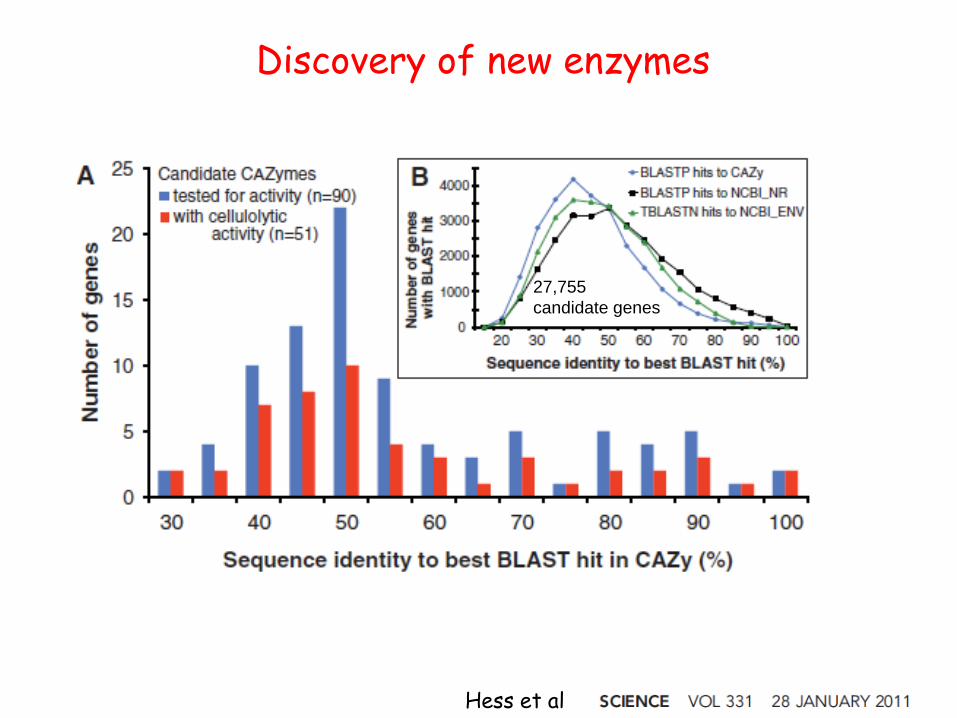
27,755 candidate genes
Discovery of new enzymes
Hess et al
Other challenges• Recycle enzymes• Extend enzyme longevity• Eliminate feedback inhibition• Maintain hygiene
Major challenge
• Unsubsidized diesel & jet from sugars
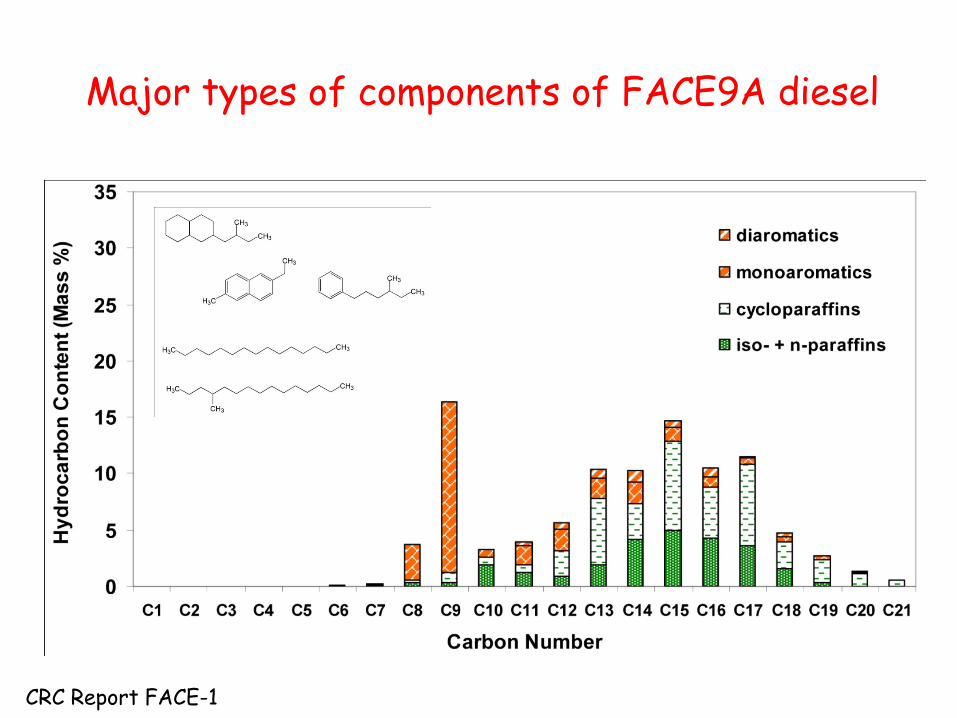
Major types of components of FACE9A diesel
CRC Report FACE-1
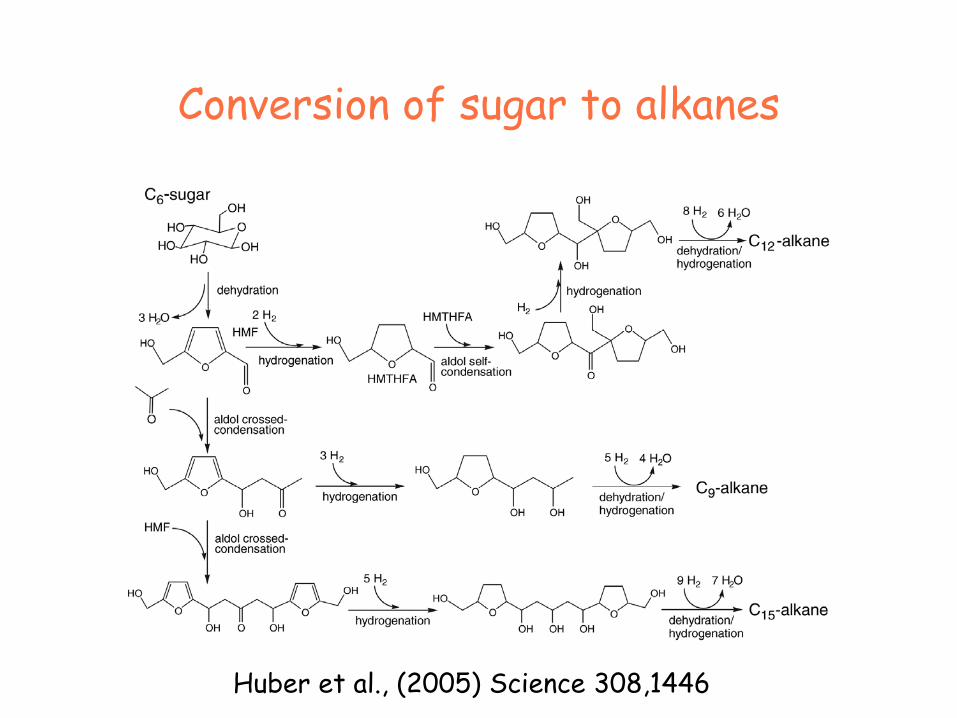
Conversion of sugar to alkanes
Huber et al., (2005) Science 308,1446
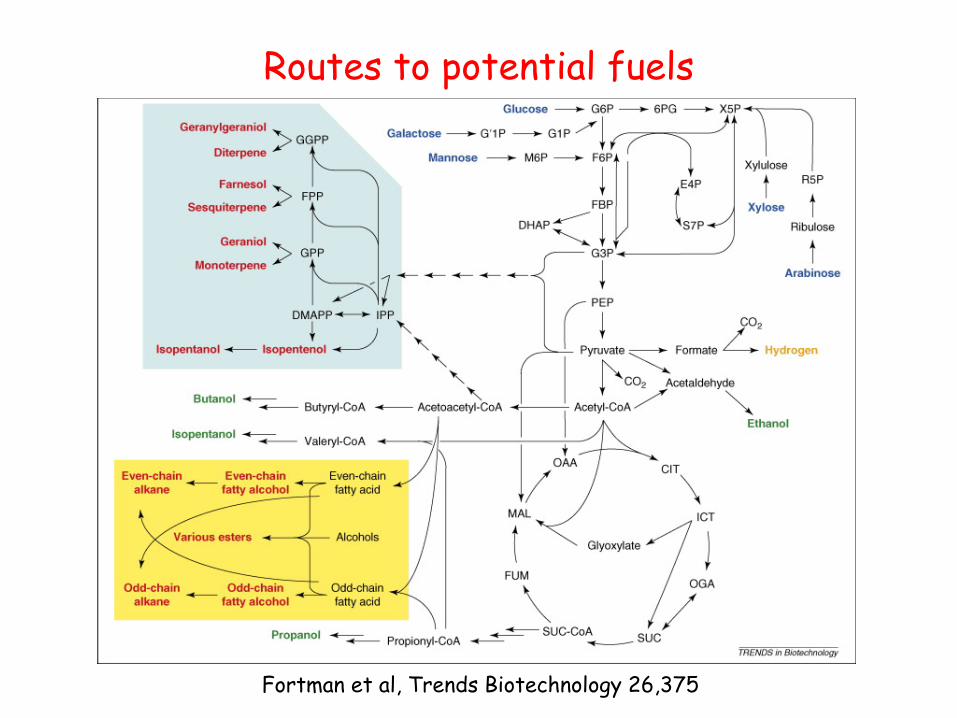
Routes to potential fuels
Fortman et al, Trends Biotechnology 26,375
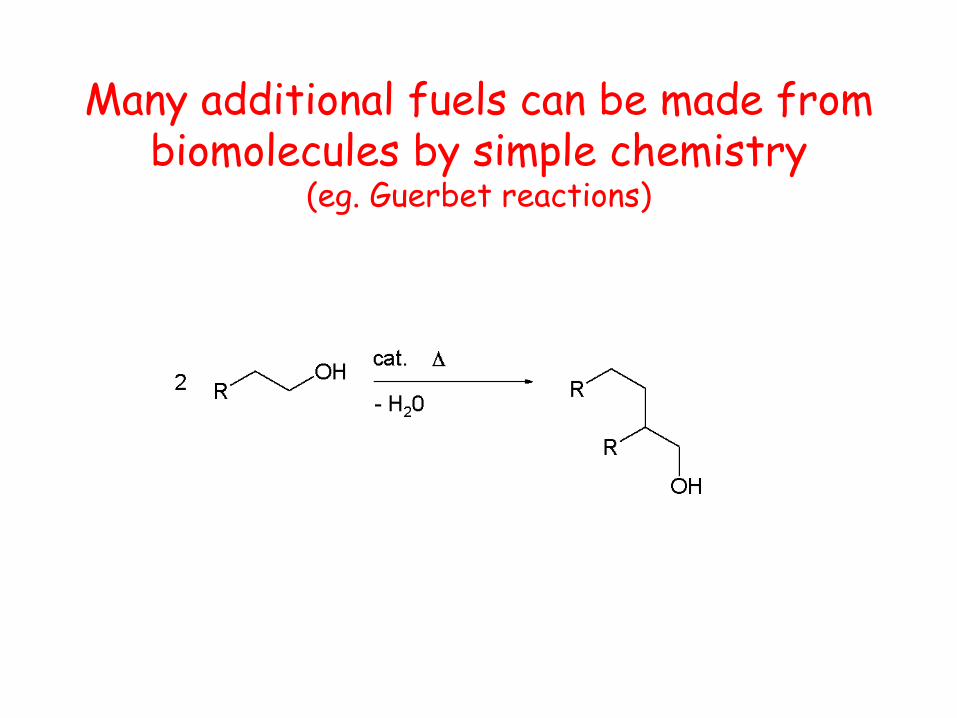
Many additional fuels can be made from biomolecules by simple chemistry
(eg. Guerbet reactions)
Some observations about process development
• The problems span many disciplines– eg, Verdia’s problem is in material science not biofuels
• The good news:The problems have a factorial character
• The bad news:The problems have a factorial character
• It should be hard to displace a mature trillion dollar industry