-
8/10/2019 Thread Micrometer Method
1/16
Measurement of major diameter. For the measurement of major
diameter of external threads, a good quality handmicrometer is
quite suitable. In taking readings, a light pressure must be used
as theanvils make contact with the gauge at points only and
otherwise the errors due to
compression can be introduced. It is, however, also desirable to
check the micrometerreading on a cylindrical standard of
approximately the same size, so that the zero erroretc., might not
come into picture.For greater accuracy and convenience, the major
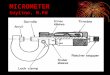
diameter is measured by benchmicrometer. This instrument was
designed by N.P.L. to estimate some deficienciesinherent in the
normal hand micrometer. It uses constant measuring pressure and
withthis machine the error due to pitch error in the micrometer
thread is avoided. In orderthat all measurements be made at the
same pressure, a fiducial indicator is used in
place of the fixed anvil. In this machine there is no provision
for mounting the workpiecebetween the centres and it is to be held
in hand. This is so, because, generally thecentres of the workpiece
are not true with its diameter. This machine is used as acomparator
in order to avoid any pitch errors of micrometers, zero error
setting etc. Acalibrated setting cylinder is used as the setting
standard.The advantage of using cylinder as setting standard and
not slip gauges etc., is that itgives greater similarity of contact
at the anvils. The diameter of the setting cylinder mustbenearly
same as the major diameter. The cylinder is held and the reading of
the
micrometer is noted down. This is then replaced by threaded
workpiece and againmicrometer reading is noted for the same reading
of fiducial indicator. Thus, if the sizeof cylinder is approaching
that of major diameter, then for a given
Fig. 13.8. Bench Micrometer. 13.4.2.
Major diameter of internal threads. The measurement of the
elements of an internal thread is more cumbersome. Since it
isdifficult to approach the elements of internal thread, an
indirect approach is followed bymaking a cast of the thread. The
main art thus lies in obtaining a perfect cast, because
http://lh5.ggpht.com/_X6JnoL0U4BY/S02UP-dQTQI/AAAAAAAAFNM/D0fFQCFnIFM/s1600-h/tmp578_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UOViwcnI/AAAAAAAAFNE/tG9-cSrIBiA/s1600-h/tmp577_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UP-dQTQI/AAAAAAAAFNM/D0fFQCFnIFM/s1600-h/tmp578_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UOViwcnI/AAAAAAAAFNE/tG9-cSrIBiA/s1600-h/tmp577_thumb1.png
-
8/10/2019 Thread Micrometer Method
2/16
once good cast is available the various elements can be measured
as for externalthreads.Cast may be made by plaster of paris, dental
wax, or sulphur. The part whose internalthread is to be measured is
first cleaned and brushed with a fine oil. The part is then
mounted between two wooden blocks whose upper surface lie about
half-way up thering. Cast material is then poured to a depth less
than the radius of part to permit easyremoval of cast without
screwing it out. After the plaster is set, it should be taken
outwithout rotating, but by pulling up the middle portion of the
cast. It may be men-
Fig. 13.9. Measurement of minor diameter. tioned that taking out
of sulphur cast is easier than the plaster. Oiling is not necessary
incase of sulphur cast.13.4.3. Measurement of minor diameter. This
is also measured by a comparative process using small Vee-pieces
which makecontact with a root of the thread. The Vee-pieces are
available in several sizes havingsuitable radii at the edges. The
included angle of Vee-pieces is less than the angle of
the thread to be checked so that it can easily probe to the root
of the thread. Tomeasure the minor diameter by Vee-pieces is
suitable for only Whitworth and B.A.threads which have a definite
radius at the root of the thread. For other threads, theminor
diameter is measured by the projector or microscope.The measurement
is carried out on a floating carriage diameter measuring machine
inwhich the threaded work-piece is mounted between centres and a
bench micrometer isconstrained to move at right angles to the axis
of the centre by a Vee-ball slide. Themethod of the application of
Vee-pieces in the machine is shown diagrammatically inFig. 13.9.
Thedimensions of Vee-pieces play no important function as they are
interposed betweenthe micrometer faces and the cylindrical standard
when standard reading is taken.It is important while taking
readings, to ensure that the micrometer be located at rightangles
to the axis of the screw being measured. The selected Vees are
placed on eachside of the screw with their bases against the
micrometer faced. The micrometer head isthen advanced until the
pointer of the indicator is opposite the zero mark, and note
http://lh3.ggpht.com/_X6JnoL0U4BY/S02URDpN9kI/AAAAAAAAFNU/Fyyb2yvTN0k/s1600-h/tmp579_thumb1.png
-
8/10/2019 Thread Micrometer Method
3/16
being made of the reading. The screw is then replaced by
standard reference disc or aplain cylindrical standard plug gauge
of approximately the core diameter of the screw tobe measured and
second reading of the micrometer is taken.If reading on setting
cylinder with Vee-pieces in position = Ri and reading on thread
=
i?2 and diameter of setting cylinder = Dlt Then minor diameter =
Di + (R2 Ri).Readings may be taken at various positions in order to
determine the taper ovality.Before proceeding to the measurement of
effective diameter, the screw diametermeasuring-machine is first
described in brief here. The machine is shown in Fig. 13.10.
Also refer Fig. 13.16 for schematic sketch. If consists of three
main units. A basecasting carries a pair of centres, on which the
threaded work-piece is mounted. Anothercarriage is mounted onit and
is exactly at 90 to it. On this is provided another carriage
capable of moving
towards the centres. On this carriage one head having a large
thimble enabling readingupto 0.002 mm is provided. Just opposite to
it is a fixed anvil which is spring loaded andits zero position is
indicated by a fiducial indicator. Thus the micrometer elements
areexactly perpendicular to the axis of the centres as the two
Fig. 13.10. Screw measuring machine. carnages are located
perpendicular to each other. On the fixed carriage the centres
aresupported in two brackets fitted on either end. The distance
between the two centrescan be adjusted depending upon the length of
the threaded job. After job is fittedbetween the centres the second
carriage is adjusted in correct position to takemeasurements and is
located in position. The third carriage is then moved till
thefiducial indicator is against the set point. The readings are
noted from the thimble head.It is now obvious that the axis of the
indicator and micrometer head spindle is same andis perpendicular
to the line of two centres. The indicator is specially designed for
thisclass of work and has only one index line, against which the
pointer is always to be set.This ensures constant measuring
pressure for all readings. Sufficient friction is providedby the
conical pegs to restrain the movement of carriage along the line of
centres. Theupper carriage is free to float on balls and enables
micrometer readings to be taken ona diameter without restraint.
Squareness of the micrometer to the line of centres can be
http://lh4.ggpht.com/_X6JnoL0U4BY/S02UYrnAhEI/AAAAAAAAFNc/aAc8i-Vu74o/s1600-h/tmp581_thumb1.png
-
8/10/2019 Thread Micrometer Method
4/16
adjusted by rotating the pegs in the first carriage which is
made eccentric in itsmounting.
Above the micrometer carriage, two supports are provided for
supporting the wires andVee-pieces for measurement of effective
diameter etc.
13.4.4. Minor diameter of internal threads. Minor diameter of
internal threads can be measured conveniently by the
followingmethods : (i) Using taper parallels. The taper parallels
are pairs of wedges having radiused andparallel outer edges. The
diameter across their outer edges can be changed by slidingthem
over each other as shown in Fig. 13.11. The taper parallels are
inserted inside thethread and adjusted until firm contact is
established with the minor diameter. The
diameter over the outer edges is measured with a micrometer.
This method is suitablefor smaller diameter threads.(ii) Using
rollers. For threads bigger than 10 mm diameter, precision rollers
areinserted inside the thread and proper slip gauge inserted
between the rollers as shownin Fig.
Fig. 13.11. Measuring minor diameter of internal thread using
taper parallels.
Fig. 13.12. Measurement of minor diameter of internal thread
using rollers. 13.12, so that firm contact is obtained. The minor
diameter is then the length of slipgauges plus twice the diameter
of rollers.13.4.5. Effective diameter measurements.
http://lh5.ggpht.com/_X6JnoL0U4BY/S02Ue7qw85I/AAAAAAAAFNs/j6z9HxFvVPY/s1600-h/tmp583_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UaDfxBHI/AAAAAAAAFNk/I9jfkpHlr9o/s1600-h/tmp582_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02Ue7qw85I/AAAAAAAAFNs/j6z9HxFvVPY/s1600-h/tmp583_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UaDfxBHI/AAAAAAAAFNk/I9jfkpHlr9o/s1600-h/tmp582_thumb1.png
-
8/10/2019 Thread Micrometer Method
5/16
-
8/10/2019 Thread Micrometer Method
6/16
Fig. 13.14. One-wire method.
Fig. 13.15 (b). Two wire method. For correct results it is
necessary to use a separate thread micrometer for every size
ofscrew thread to be gauged, otherwise there will always be a small
amount of errorinherent in thread micrometer.
A big advantage of thread micrometer is that this is the only
method which shows thevariation for the drunken
thread.13.4.5.2.
One-wire method. In this method, one wire is placed between two
threads at one side and on the otherside the anvil of the measuring
micrometer contacts the crests as shown in Fig. 13.14.First the
micrometer reading is noted on a standard gauge whose dimension is
nearlysame as to be obtained by this method. Actual measurement
over wire on one side andthreads on other side = size of gauge
difference in two micrometer readings.
http://lh3.ggpht.com/_X6JnoL0U4BY/S02UimXvkZI/AAAAAAAAFOE/ZBSHtGDmoRc/s1600-h/tmp586_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UhRhu2EI/AAAAAAAAFN8/iZyE2mOZy0M/s1600-h/tmp585_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UimXvkZI/AAAAAAAAFOE/ZBSHtGDmoRc/s1600-h/tmp586_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UhRhu2EI/AAAAAAAAFN8/iZyE2mOZy0M/s1600-h/tmp585_thumb1.png
-
8/10/2019 Thread Micrometer Method
7/16
-
8/10/2019 Thread Micrometer Method
8/16
the axis of the screw under test. In Fig. 13.16, the lower slide
(wrongly indicated aslower side in Fig. 13.16) is capable of
movement parallel with the axis of thread whilethe top slide moves
at 90 to the thread axis.
Fig. 13.16. Thread measuring machine. 13.4.5.4. Three wire
method. This method of measuring the effective diameter is
anaccurate method. In this three wires or rods of known diameter
are used : one on oneside and two on the other side [Fig. 13.17 (a)
and (6)]. This method ensures thealignment of micrometer anvil
faced parallel to the thread axis. The wires may be eitherheld in
hand or hung from a stand so as to ensure freedom to the wires to
adjustthemselves under micrometer pressure.
Fig. 13.17.Three wire method of measuring effective diameter
.
(Also refer Problem 13.5 at the end of this chapter for rake
correction andcompression correction). 13.4.6. Best Size Wire. This
wire is of such diameter that it makes contact with the flanks of
the thread on theeffective diameter or pitch line. Actually
effective diameter can be measured with any
http://lh6.ggpht.com/_X6JnoL0U4BY/S02UtoLaZ-I/AAAAAAAAFOs/PA6xbMj8L9c/s1600-h/tmp592_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UrnrWQAI/AAAAAAAAFOk/sonlrgnRwHM/s1600-h/tmp591_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UmxvuNsI/AAAAAAAAFOc/1w-mMvP-jnI/s1600-h/tmp590_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UltXNIBI/AAAAAAAAFOU/mIx0Vz_Heuc/s1600-h/tmp589_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UtoLaZ-I/AAAAAAAAFOs/PA6xbMj8L9c/s1600-h/tmp592_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UrnrWQAI/AAAAAAAAFOk/sonlrgnRwHM/s1600-h/tmp591_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UmxvuNsI/AAAAAAAAFOc/1w-mMvP-jnI/s1600-h/tmp590_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UltXNIBI/AAAAAAAAFOU/mIx0Vz_Heuc/s1600-h/tmp589_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UtoLaZ-I/AAAAAAAAFOs/PA6xbMj8L9c/s1600-h/tmp592_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UrnrWQAI/AAAAAAAAFOk/sonlrgnRwHM/s1600-h/tmp591_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UmxvuNsI/AAAAAAAAFOc/1w-mMvP-jnI/s1600-h/tmp590_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UltXNIBI/AAAAAAAAFOU/mIx0Vz_Heuc/s1600-h/tmp589_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UtoLaZ-I/AAAAAAAAFOs/PA6xbMj8L9c/s1600-h/tmp592_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02UrnrWQAI/AAAAAAAAFOk/sonlrgnRwHM/s1600-h/tmp591_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UmxvuNsI/AAAAAAAAFOc/1w-mMvP-jnI/s1600-h/tmp590_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UltXNIBI/AAAAAAAAFOU/mIx0Vz_Heuc/s1600-h/tmp589_thumb1.png
-
8/10/2019 Thread Micrometer Method
9/16
diameter wire which makes contact on the true flank of the
thread, but the values soobtained will differ from those obtained
with best size wires if there is any error in angleor form of
thread. It is recommended that for measuring the effective
diameter, alwaysthe best size wire should be used and for this
condition the wire touches the flank at
mean diameter line within 1/5 of flank length (Refer Solved
Problem 13.2). With bestsize wire, any error on the measured value
of simple effective diameter due to error inthread form or angle is
minimised.
13.4.7. Measurement of Effective Diameter of Tapered Threads.
The measurement of the effective diameter of taper threads is not
made perpendicularto the axis, but at an angle depending on the
taper. The measurement is made at agiven point or distance from the
end of the thread, and in the three wire method, thesingle wire is
placed at this point. The other two wires are placed in the two
oppositegrooves and care must be taken to ensure that the
micrometer or measuring anvilsmake contact with each of the three
wires.
13.4.8. Effective Diameter of Internal Threads (Fig. 13.18).
Thread comparator. In this case a pair of ball tips engage the
flanks of the threads in thework and measure the effective diameter
only.The ball tip on the right is fixed at the end of a measuring
jaw attached to a floatinghead in the sliding bracket (B). The
floating head has extension in contact with thespindle of the dial
indicator and the movement of floating head towards the indicator
isconstrained by a spring. (The set-up in Fig. 13.18 does not show
the ball tips).The instrument is set to a reference standard, with
the dial pointer at zero. To use thegauge, the floating head is
retracted to insert the ball tips in the internal threads of
thework, and released to allow the tips to engage the flanks of the
thread under thepressure of the spring. The dial indicator then
shows the deviation from the nominal sizeto which the gaugeis set.
The instrument may be used on work in the machine, or on the
working bench.The fixed head (A) carrying the left hand ball tip is
adjusted by a fine screw to set thegauge to the reference standard.
The reference standard is built up from slip gauges asshown in Fig.
13.19. The two end pieces have V-jaws of an angle of Vee
corresponding
http://lh4.ggpht.com/_X6JnoL0U4BY/S02UwAWmJYI/AAAAAAAAFO8/OoqGE4J7RQk/s1600-h/tmp594_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02Uu-Fq36I/AAAAAAAAFO0/qY-O5zjSuy8/s1600-h/tmp593_thumb1.pnghttp://lh4.ggpht.com/_X6JnoL0U4BY/S02UwAWmJYI/AAAAAAAAFO8/OoqGE4J7RQk/s1600-h/tmp594_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02Uu-Fq36I/AAAAAAAAFO0/qY-O5zjSuy8/s1600-h/tmp593_thumb1.png
-
8/10/2019 Thread Micrometer Method
10/16
to the thread, i.e. 60 degree or 55 degree.
Fig. 13.18
Fig. 13.19 The dimensions J1 and J2 are marked on the pieces,
and are the depths from the faceto the apex points of the Vees.
Assuming the effective diameter and pitch of the threadto be known,
the distance S is found from the formulaS=X+y-Zwhere X = Mean
effective diameter.y = Depth of the thread from apex to the apex of
the V-form.
The value of y (Fig. 13.20) depends on the included angle of the
thread, and is equal to0.9605p for 55 threads and 0.866p for 60
threads.Z = Ji + J2 ie., constants for the end gauge pieces.The
assembled slips are set in a holder with a slip equal to half the
pitch, beneath oneend piece to compensate for the helix angle.The
reference gauge thus assembled is ready for setting the comparator.
Ball tips mustbe of a suitable size for thethread. The size is not
critical provided the ball point fist the thread so as to bear on
theflack near the mean pitch line.For threads from 4 to 7 t.p.i., a
ball of 0.095 inch dia is used, from 7 to 12 t.p.i., 0.060
http://lh5.ggpht.com/_X6JnoL0U4BY/S02UytFdp2I/AAAAAAAAFPM/8Fl_8JkhOwE/s1600-h/tmp596_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UxduouJI/AAAAAAAAFPE/KFNG-05dw7k/s1600-h/tmp595_thumb1.pnghttp://lh5.ggpht.com/_X6JnoL0U4BY/S02UytFdp2I/AAAAAAAAFPM/8Fl_8JkhOwE/s1600-h/tmp596_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02UxduouJI/AAAAAAAAFPE/KFNG-05dw7k/s1600-h/tmp595_thumb1.png
-
8/10/2019 Thread Micrometer Method
11/16
Fig. 13.20 inch diameter and from 12 to 20 t.p.i., 0.035 inch
diameter balls are used. A pair of V-
jaws, 55 or 60 covers all pitches from 4 to 20 t.p.i. The method
of calculating the valueof S from the effective diameter excluded
the radius OY at the crest and root of thethread, (Fig. 13.21) as
the form is considered to extend to the apex of the Vee. In
some
cases it may be necessary to accept the major diameter as it may
be the basicdimension of the thread, and the form at the crest and
root of the thread must then betaken into account.
For metric threads, S = D + 0.2165p Z; For Whitworth threads, S
= D + 0.3202/j Z.(Hi) Laymans method of finding the effective
diameter (internal thread) is by taking theimpression of threads
with the help of wax or any other material, say sulphur. Sulphur
ismostly used because it can be used many times.13.4.9. Checking
the Thread Form and Angle by Optical Projection
of Thread. This method is applicable only to external threads
because internal threads cannot beprojected.The standard type of
projector is used, consisting of a projector lamp, a condenser
lensor collimator, the projection lens and the screen.The screw
thread to be examined is placed in the parallel beam of light
between the
http://lh6.ggpht.com/_X6JnoL0U4BY/S02U1Jvk1RI/AAAAAAAAFPc/280eZVj4Uwo/s1600-h/tmp598_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02Uz_PSU1I/AAAAAAAAFPU/OkeL5mieKik/s1600-h/tmp597_thumb1.pnghttp://lh6.ggpht.com/_X6JnoL0U4BY/S02U1Jvk1RI/AAAAAAAAFPc/280eZVj4Uwo/s1600-h/tmp598_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02Uz_PSU1I/AAAAAAAAFPU/OkeL5mieKik/s1600-h/tmp597_thumb1.png
-
8/10/2019 Thread Micrometer Method
12/16
condenser lens and the projector lens.The modern projectors are
equipped with work holding fixtures, the projection lamp andthe
lenses situated on top of the cabinet, and the screen at the front.
The light rays fromthe lens are directed downwards into the
cabinet, and hence to the screen by a system
of prisms and mirrors, bringing every thing within the reach of
the operator.The enlarged image of the thread form appears on the
ground-glass screen on which ismounted the temnlate or drawine of
the form made to scale eaual to the magnification ofthelens. This
way the two forms (i.e. ideal and projected) are compared.One of
the difficulties in projecting screw thread is the fact that form
is specified on anaxial plane. So we must consider the correction
for it.Referring to Fig. 13.22 (i), the normal pitchp is less than
the axial pitch P and is given by
the relation :p = P cos $ ; where is the helix angle.Referring
to Fig. 13.22, (ii)..
Values of A and are known and 2Xis the included angle of the
thread
projected on the screen. On the projected thread form we find
the included angle ZX and then compare it to thetheoretically
calculated value. 2X = 2 tan-1 (tan A cos $).The included angle can
also be determined by two ball method (Refer Art. 9.8.3 andProb.
13.7).13.4.10. Measurement of Pitch. The accuracy of pitch in any
form of thread is very important. Therefore, it is veryimportant to
be able to measure this element of thread to high degree of
accuracy, at
least double that of the effective diameter measurement. The
measurement must bemade in such a way that other features or
dimensions e.g., diameter and thread angledo not influence the
result.13.4.10.1. External Threads.
http://lh3.ggpht.com/_X6JnoL0U4BY/S02U4l_3H8I/AAAAAAAAFPs/EqbbC8824UU/s1600-h/tmp5100_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02U2h4Dg8I/AAAAAAAAFPk/zjvfy8tGJiE/s1600-h/tmp599_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02U4l_3H8I/AAAAAAAAFPs/EqbbC8824UU/s1600-h/tmp5100_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02U2h4Dg8I/AAAAAAAAFPk/zjvfy8tGJiE/s1600-h/tmp599_thumb1.png
-
8/10/2019 Thread Micrometer Method
13/16
1. For less accurate methods, the Zeiss pitch or lead measuring
instrument may beused. It utilises contact members having two ball
points which are applied to theeffective surface of the thread.
These points are aligned parallel to the thread axis eitherby a
thread pin at the back or a special back rest having a plane face
parallel to the
thread axis. The instrument is adjusted to zero before making a
measurement, with theaid of a special micrometer gauge supplied for
the purpose, or by using a standard pluggauge. Upon applying the
instrument to the thread it registers the pitch deviation fromthe
standard measurement. The scale of the indicator has a range of 0.1
mm andeach division reads to 0.01 mm. The measuring accuracy of the
indicator is 0.003mm.2. The pitch of external threads can be
measured by using screw pitch or profile gauge.Such a gauge
consists of series of thread forms with varying pitch. The one
which
coincides perfectly with the thread under test gives the pitch.
The accuracy ofmeasurement depends on the method of sighting used
to judge the perfectness.3. A more accurate method is the
microscope method. Screw threads can be inspectedand their profile
angles and linear pitches checked with the aid of a
goniometricmicroscope. The parts to be gauged are usually held
between centres and illuminatedfrom below, their silhouettes
appearing in the field of the viewing eyepiece. Effectivepitch
diameters can also be measured bv this method.The method of
measuring pitch is shown in Fig. 13.23. The microscope has
tworaticules that can be oriented to the slopes of the thread and
the point of intersection of
these is used as the measuring reference. The movement of the
longitudinal carriage isread off the linear scale, the micrometer
microscope being employed for this purpose.The linear measuring
accuracy is within 0.001 mm and for angles, it is 10 sec. of
arc.
A comparatively simple method of testing the pitch of a screw
thread with the Cooketool room microscope fitted with its
projection screen is as follows :The screw to be checked is mounted
in a cradle under the microscope objective and thenecessary
adjustments made to project the sharp enlarged image of the thread
on thescreen. The appropriate thread form on the microscope thread
template is then broughtinto coincidence with the projected image,
as shown in (Fig. 13.24) and a reading of the
http://lh3.ggpht.com/_X6JnoL0U4BY/S02U56sGeEI/AAAAAAAAFP0/GrpYJSL-bWw/s1600-h/tmp5101_thumb1.png
-
8/10/2019 Thread Micrometer Method
14/16
longitudinal table micrometer screw taken ; this can be done to
an accuracy of 0.0025mm. The table is then moved by means of the
micrometer screw until the image of thenext thread on the screen
under inspection fills the template profile and the reading ofthe
micrometer again taken. The difference between the readings gives
the measured
pitch of the screw. The procedure is repeated for each
individual thread in order to findthe separate pitch error, if any.
Finally, the difference between the
initial and last readings of the micrometer when divided by the
number of threads thathave been measured enables the mean pitch of
the screw to b e estimated.For still more accurate purposes it is
necessary to employ a special screw pitchmeasuring machine by which
the actual pitch error of individual threads can bemeasured. The
Pitter and Matrix are typical examples of pitch measuring
machines.
The Pitter screw measuring machine employs various stylus points
to suit screw threadsthat are to be checked. The screw under
measurement is held stationary betweencentres on the machine. The
indicator unit, carrying the stylus which bears on the flanksof
each thread successively, is carried on a slide which is mounted on
balls. The slide isactuated by means of a micrometer. The act of
rotating the micrometer spindle causesthe slide to move in relation
to the fixed centres, i.e., causes the indicator to move inrelation
to the work being measured. The stylus which is mounted on a leaf
spring, fallsin and out of each thread ; the pointer of the
indicator reads zero (it is adjusted to read
zero in the first groove) when this stylus is in a central
position in each successivethread. The micrometer reading is taken
each time the indicator reads zero ; thesereadings then shown the
pitch error of each thread of the screw that is being
measured.Special graduated discs are provided to fit the micrometer
to suit all ordinary pitcheswhilst special can be provided for.It
may be mentioned that a small handwheel below the micrometer
actuates screw forthe purpose of moving the indicator in relation
to the slide so as to bring the stylus
http://lh3.ggpht.com/_X6JnoL0U4BY/S02U7TgAtXI/AAAAAAAAFP8/xotFPQPDDyI/s1600-h/tmp5102_thumb1.png
-
8/10/2019 Thread Micrometer Method
15/16
opposite to the screw to be tested in any position between the
centres. The total travelof the micrometer is 25 mm.
Illustrating that for best results the stylus point should make
contact on or nearthe effective diameter.
As the pitch of the micrometer screw is checked accurately when
the machine isinspected and a curve of errors is provided, it is
possible to attain a high standard ofprecisior in measuring screws.
The pitch errors are extremely small, being of the orderof 0.002 mm
fo] a thread. A test screw is also supplied with the machine and a
chart of
pitch error for this screw.The Matrix pitch measuring machine
operates on a similar principle to the Pittermachine. It is robust
in construction and sensitive in measurement, revealing
pitchaccuracies of 0.0025 mm over a distance of 50 mm for all
thread forms. In this machine(Refer Fig. 13.26) a micrometer head
is provided on the headstock which is fixed to thebase. The
rotation of micrometer head produces movement of the longitudinal
carriagealong the bed of the base.
-Fig-13.26 Another carriage carrying the indicating and
amplifying units comprising a radiusedstylus and visual scale
allowing a zero reading to be taken, and also capable of movingat
90 to the longitudinal carriage ; is mounted on the former
carriage, and can betraversed longitudinally and locked in any
position. A weight ensures a unidirectionalthrust at all times. The
micrometer screw of 40 t.p.i. has a 50 mm traverse and also hasa
compensator for any small residual pitch errors. In operation, the
screw thread to bechecked is placed between centres and the correct
stylus mounted in the indicatinghead.When the test screw is in
position between the centres, and the correct stylus chosen
http://lh3.ggpht.com/_X6JnoL0U4BY/S02VBhlfjBI/AAAAAAAAFQM/SbFm96iG5eU/s1600-h/tmp5104_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02VAYGcxGI/AAAAAAAAFQE/zH7Ph4jAkK0/s1600-h/tmp5103_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02VBhlfjBI/AAAAAAAAFQM/SbFm96iG5eU/s1600-h/tmp5104_thumb1.pnghttp://lh3.ggpht.com/_X6JnoL0U4BY/S02VAYGcxGI/AAAAAAAAFQE/zH7Ph4jAkK0/s1600-h/tmp5103_thumb1.png
-
8/10/2019 Thread Micrometer Method
16/16
i.e., the one which makes contact at or near the effective
diameter, the carriage carryingthe indicating unit is traversed
until the stylus is located in the first thread of the testscrew
and the indicator is coincident with the fiducial line ; the second
carriage is thenlocked. The stylus, by virtue of an ingenious
mounting device, is capable of free
movement riding up and down the thread flanks on linear movement
of the screw threadby rotation of micrometer head. The stylus is
now traversed along the thread, pitch bypitch, reading being taken
each time the indicator is set at zero. The micrometer can befitted
with a series of graduated dials that can be changed quickly. With
the proper dialfor the pitch that is to be measured the readings of
the errors are obtained from thedisplace-ment of the lines on the
disc which is graduated in (0.002 mm) divisions. It is aftermaking
this test, to turn to the first thread and repeat the readings, and
the micrometer
should read zero again.13.4.10.2. For Internal Threads. The
pitch of an internal thread can be measured on any of the standard
pitch machinesby using an adaptor. This adaptor carries a bar which
can be inserted into the ring, thestylus being fitted to the bar
end engaging with the thread in the usual manner. The ringgauge is
mounted on a face plate or on the head stock of the machine, which
willaccommodate rings upto several cm. in diameter. For very large
rings, a special set upon a surface plate is necessary, utilising
an indicator and slip gauges.
http://lh6.ggpht.com/_X6JnoL0U4BY/S02VDI60EfI/AAAAAAAAFQU/7R5PaidbJ7U/s1600-h/tmp5105_thumb1.png