Embed Size (px)
DESCRIPTION
assffs
Citation preview
TECHNlqLLYspeal\.lng
BY . PROTSENKO .", V.O. GORDIiENKoa, F.I. DANILOVaAND S.c. KWONb
aDepartment of Physical Chemistry,Ukrainian State University of Chemical Technology,Gagarin Av. 8, Dnepropetrovsk 49005, UkrainebSurface Engineering Department,Korea Institute of Machinery and Materials,66 Sangnam-dong, Changwon, Gyeongnam 641-010, Republic of Korea
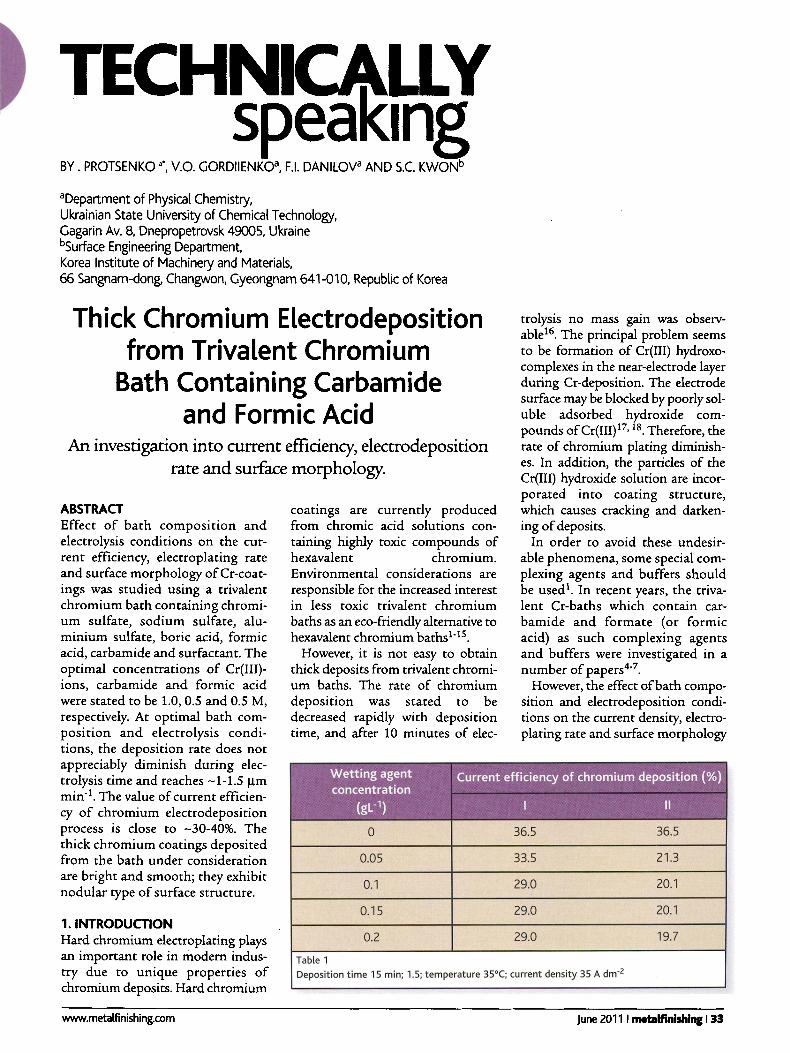
Table 1Deposition time 1S min; 1.5; temperature 35°C; current density 35 A dm,2
An investigation into current efficiency, electrodepositionrate and surface morphology.
Thick Chromium Electrodepositionfrom Trivalent Chromium
Bath Containing Carbamideand Formic Acid
20.1
20.1
36.5
21.3
19.7
trolysis no mass gain was observable16. The principal problem seemsto be formation of Cr(IIl) hydroxocomplexes in the near-electrode layerduring Cr-deposition. The electrodesurface may be blocked by poorly soluble adsorbed hydroxide compounds ofCr(III)17. 18. Therefore, therate of chromium plating diminishes. In addition, the particles of theCr(III) hydroxide solution are incorporated into coating structure,which causes cracking and darkening ofdeposits.
In order to avoid these undesirable phenomena, some special complexing agents and buffers shouldbe used1. In recent years, the trivalent Cr-baths which contain carbamide and formate (or formicacid) as such complexing agentsand buffers were investigated in anumber of papers4-7.
However, the effect of bath composition and electrodeposition conditions on the current densiry, electroplating rate and surface morphology
29.0
29.0
29.0
33.5
36.5
0.2
0.15
0.1
0.05
o
coatings are currently producedfrom chromic acid solutions containing highly toxic compounds ofhexavalent chromium.Environmental considerations areresponsible for the increased interestin less toxic trivalent chromiumbaths as an eco-friendly alternative tohexavalent chromium bathsl-15•
However, it is not easy to obtainthick deposits from trivalent chromium baths. The rate of chromiumdeposition was stated to bedecreased rapidly with depositiontime, and after 10 minutes of elec-
1. INTRODUCTIONHard chromium electroplating playsan imponant role in modem industry due to unique properties ofchromium deposits. Hard chromium
ABSTRACTEffect of bath composition andelectrolysis conditions on the current efficiency, electroplating rateand surface morphology ofCr-coatings was studied using a trivalentchromium bath containing chromium sulfate, sodium sulfate, aluminium sulfate, boric acid, formicacid, carbamide and surfactant. Theoptimal concentrations of Cr(II1)ions, carbamide and formic acidwere stated to be 1.0, 0.5 and 0.5 M,respectively. At optimal bath composition and electrolysis conditions, the deposition rate does notappreciably diminish during electrolysis time and reaches -1-1.5 J.l.mmin'l. The value ofcurrent efficiency of chromium electrodepositionprocess is close to -30-40%. Thethick chromium coatings depositedfrom the bath under considerationare bright and smooth; they exhibitnodular rype of surface structure.
www.metalfinishing.com June 2011 I rMtalfinlshlncl33
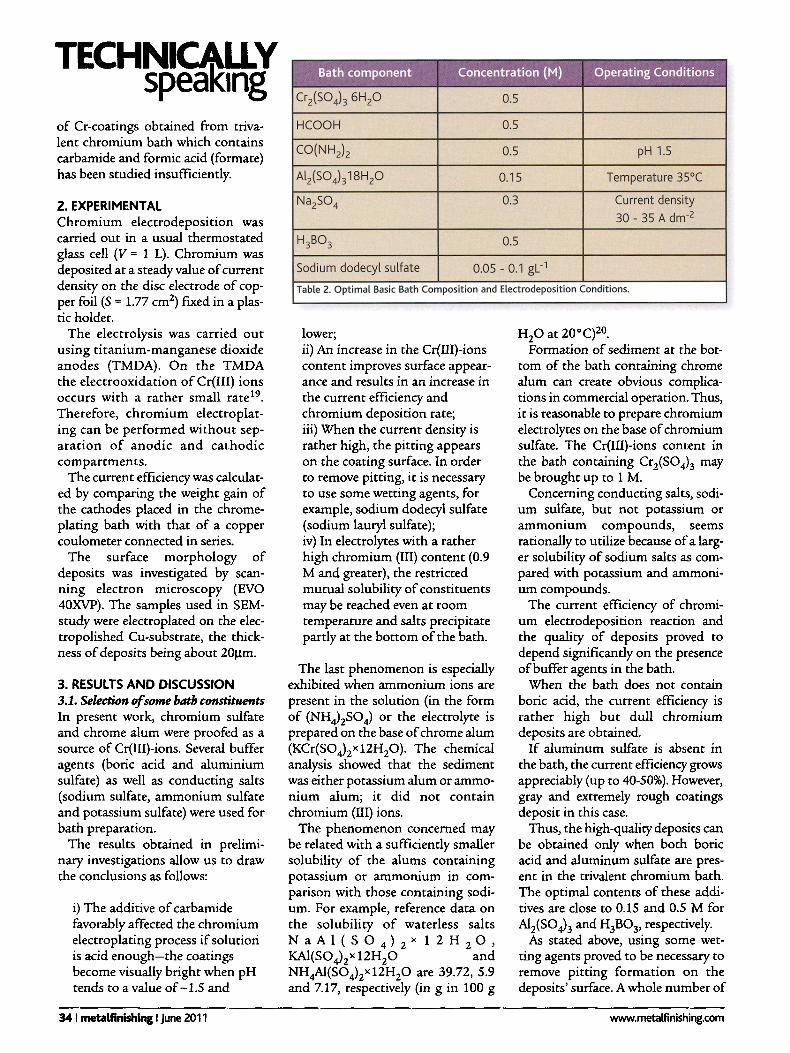
Table 2. Optimal Basic Bath Composition and Electrodeposition Conditions.
Crz(S04h 6HzO
I0.5
HCOOH 0.5--
CO(NHzlz 0.5 pH 1.5
Alz(S04h18HzO 0.15 Temperature 35°C
NaZS04 0.3 Current density30 - 35 A dm-z
H3B03 0.5
Sodium dodecyl sulfate 0.05 - 0.1 gL-1
TECHNlqLLYspea~lng
of Cr-coatings obtained from trivalent chromium bath which containscarbamide and formic acid (formate)has been studied insufficiently.
2. EXPERIMENTALChromium electrodeposition wascarried out in a usual thermostatedglass cell (V = 1 L). Chromium wasdeposited at a steady value ofcurrentdensity on the disc electrode of copper foil (5 = 1.77 cm2) ftxed in a plastic holder.
The electrolysis was carried outusing titanium-manganese dioxideanodes (TMDA). On the TMDAthe electrooxidation of Cr(III) ionsoccurs with a rather small rate19.
Therefore, chromium electroplating can be performed without separation of anodic and cathodiccompartments.
The current efficiency was calculated by comparing the weight gain ofthe cathodes placed in the chromeplating bath with that of a coppercoulometer connected in series.
The surface morphology ofdeposits was investigated by scanning electron microscopy (EVO40XVP). The samples used in SEMstudy were electroplated on the electropolished Cu-substrate, the thickness ofdeposits being about 20llm.
3. RESULTS AND DISCUSSION3.1. Selection ofsome bath constituentsIn present work, chromium sulfateand chrome alum were proofed as asource of Cr(III)-ions. Several bufferagents (boric acid and aluminiumsulfate) as well as conducting salts(sodium sulfate, ammonium sulfateand potassium sulfate) were used forbath preparation.
The results obtained in preliminary investigations allow us to drawthe conclusions as follows:
i) The additive of carbamidefavorably affected the chromiumelectroplating process if solutioriis acid enough-the coatingsbecome visually bright when pHtends to a value of-1.5 and
34 I metalflnlshlng I June 2011
lower;ii) An increase in the Cr(II1)-ionscontent improves surface appearance and results in an increase inthe current efficiency andchromium deposition rate;iii) When the current density israther high, the pitting appearson the coating surface. In orderto remove pitting, it is necessaryto use some wetting agents, forexample, sodium dodecyl sulfate(sodium lauryl sulfate);iv) In electrolytes with a ratherhigh chromium (III) content (0.9M and greater), the restrictedmutual solubility ofconstituentsmay be reached even at roomtemperature and salts precipitatepartly at the bottom of the bath.
The last phenomenon is especiallyexhibited when ammonium ions arepresent in the solution (in the formof (NHJ2S0J or the electrolyte isprepared on the base ofchrome alum(KCr(S04hx12H20). The chemicalanalysis showed that the sedimentwas either potassium alum or ammonium alum; it did not containchromium (III) ions.
The phenomenon concerned maybe related with a sufficiently smallersolubility of the alums containingpotassium or ammonium in comparison with those containing sodium. For example, reference data onthe solubility of waterless saltsNaAI(S04)2 x 12H 2 0,KAI(S04)2x12H20 andNH4Al(S04hx12H20 are 39.72, 5.9and 7.17, respectively (in g in 100 g
H20 at 20°C)20.Formation of sediment at the bot
tom of the bath containing chromealum can create obvious complications in commercial operation. Thus,it is reasonable to prepare chromiumelectrolytes on the base ofchromiumsulfate. The Cr(III)-ions content inthe bath containing Crz<S04h maybe brought up to 1 M.
Concerning conducting salts, sodium sulfate, but not potassium orammonium compounds, seemsrationally to utilize because ofa larger solubility of sodium salts as compared with potassium and ammonium compounds.
The current efficiency of chromium electrodeposition reaction andthe quality of deposits proved todepend signiftcantly on the presenceofbuffer agents in the bath.
When the bath does not containboric acid, the current efficiency israther high but dull chromiumdeposits are obtained.
If aluminum sulfate is absent inthe bath, the current efficiency growsappreciably (up to 40-50%). However,gray and extremely rough coatingsdeposit in this case.
Thus, the high-quality deposits canbe obtained only when both boricacid and aluminum sulfate are present in the trivalent chromium bath.The optimal contents of these additives are close to 0.15 and 0.5 M forAl2(SOJ3 and H3B03, respectively.
As stated above, using some wetting agents proved to be necessary toremove pitting formation on thedeposits' surface. A whole number of
www.metaltinishing.com
50 I I
o I I
ElectrodopositJon time I min
decreases appreciably; whileHCOOH concentration is 0.7 M andover, the current efficiency slightlygrows. It should be noted that thedeposits readily crack and exfoliatefrom the substrate at the HCOOHconcentration of 0.3 M. At a greatercontent of formic acid (~0.5 M), thecoatings are smooth, bright;' theyadhere firmly to the substrate.
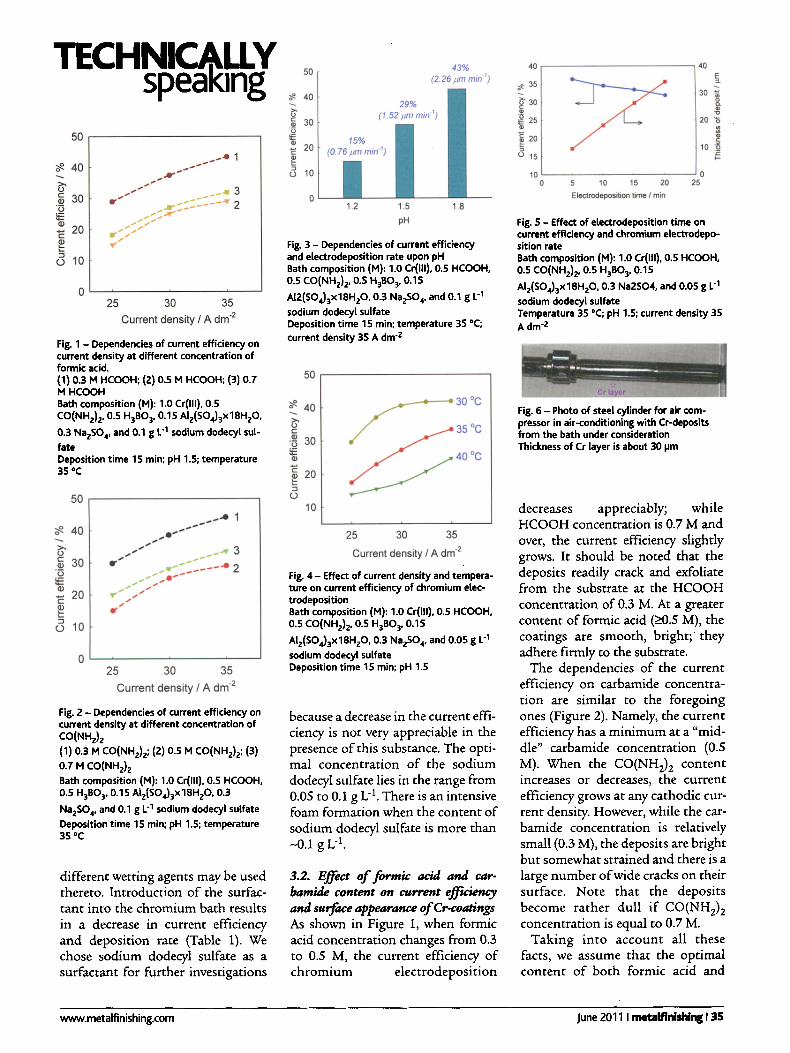
The dependencies of the currentefficiency on carbamide concentration are similar to the foregoingones (Figure 2). Namely, the currentefficiency has a minimum at a "middle" carbamide concentration (0.5M). When the CO(NHzh contentincreases or decreases, the currentefficiency grows at any cathodic current density. However, while the carbamide concentration is relativelysmall (0.3 M), the deposits are brightbut somewhat strained and there is alarge number ofwide cracks on theirsurface. Note that the depositsbecome rather dull if CO(NHzhconcentration is equal to 0.7 M.
Taking into account all thesefacts, we assume that the optimalcontent of both formic acid and
Fig. 6 - Photo of steel cylinder for air compressor in air-conditioning with Cr-depositsfrom the bath under considerationThickness of Cr layer is about 30 11m
Fig. 5 - Effect of eleetrodeposition time oncurrent efficiency and chromium electrodeposition rateBath composition (M): 1.0 Cr(III), 0.5 HCOOH.0.5 CO(NHzh. 0.5 H3B03• 0.15
Alz(SOJ3xlSHzO, 0.3 Na2S004. and 0.05 g L-1
sodium dodecyl sulfateTemperature 35 ·C; pH 1.5; current density 35Adm-z
1.8
43% 40 40
(2.26 Jim mm") E~ 35
:l.
g30 30 1" "~ 25
'0
20 '0
" ::~ 20 "c" 10 isu 15 :E
~
10 00 5 10 15 20 25
50
tf!. 40
~c: 30Ol'uIEOl
20C~" 10u
01.2 1.5
pH
25 30 35
Current density I A dm-2
Fig. 4 - Effect of current density and temperature on current efficiency of chromium electrodepositionBath composition (M): 1.0 Cr(III). 0.5 HCOOH.0.5 CO(NHzh. 0.5 H3B03•0.15
Alz(SOJ3x18HzO. 0.3 NazSO•• and 0.05 g L-1sodium dodecyl sulfateDeposition time 15 min; pH 1.5
50
~ 40 2:::~c.~ 30!i:Q)
~ 20?/40'C
t::OJ
U
because a decrease in the current efficiency is not very appreciable in thepresence of this substance. The optimal concentration of the sodiumdodecyl sulfate lies in the range from0.05 to 0.1 g L-1. There is an intensivefoam formation when the content ofsodium dodecyl sulfate is more than-0.1 g L-1.
3.2. Effect of formic add and car·bamide content on current eJfldencyand surf«e appearance ofCr-coatingsAs shown in Figure 1, when formicacid concentration changes from 0.3to 0.5 M, the current efficiency ofchromium electrodeposition
10
Fig. 3 - Dependencies of current efficiencyand electrodeposition rate upon pHBath composition (M): 1.0 Cr(III). 0.5 HCOOH.0.5 CO(NHzlz. 0.5 H3B03. 0.15
AI2(SOJ3xlSHzO. 0.3 NazSO•• and 0.1 g L-1sodium dodecyl sulfateDeposition time 15 min; temperature 35°C;current density 35 A dm-z
~~~ ... 3,,~~::::__----_. 2
,," ,,'"w ....",,'"yo'"
...~~~~~~~.. 1
,~
",~..'
25 30 35Current density I A dm-2
different wetting agents may be usedthereto. Introduction of the surfactant into the chromium bath resultsin a decrease in current efficiencyand deposition rate (Table 1). Wechose sodium dodecyl sulfate as asurfactant for further investigations
o I I
25 30 35Current density I A dm-2
Fig. 2 - Dependencies of current efficiency oncurrent density at different concentration ofCO{NHz>z(1) 0.3 M CO(NHz>z; (2) 0.5 M CO(NHz>z; (3)
0.7 M CO(NHz)zBath composition (M): 1.0 Cr(lll). 0.5 HCOOH.0.5 H3B03, 0.15 Alz(SOJ3x 18HzO. 0.3
NazSO•• and 0.1 g L-1 sodium dodecyl sulfate
Deposition time 15 min; pH 1.5; temperature35°C
Fig. 1 - Dependencies of current efficiency oncurrent density at different concentration offormic acid.(1) 0.3 M HCOOH; (2) 0.5 M HCOOH; (3) 0.7MHCOOHBath composition (M): 1.0 Cr(III). 0.5CO(NHzh, 0.5 H3B03• 0.15 Alz(SOJ3xlSHzO.
0.3 NazSO., and 0.1 g L-1 sodium dodecyl sul
fateDeposition time 15 min; pH 1.5; temperature35°C
50
eft. 40-->-ulii 30TjlE~ 20c
~<3 10
TECHNlqLLYspeal\.lng
eft. 40~~ .. 1
--~~~
e">- "u "c 30 "
.!!1..' .~.... 3
ulE
' e~~~~---" 2Q)
.;' ",""
C 20 "~
",'".. '":lU 10
www.metalfinishing.com June 2011 I metalftnlshlng I 35
TECHNlqLLYspeal\.lng
7a 7b 7c
7d 7e
.'.
2O)IFIl ..... ,••w hKl III ]~ wo· ..._ _
7f
7g
eo..~ ..,·.uow ...." , """H WO-IIO_ ",- *1i _
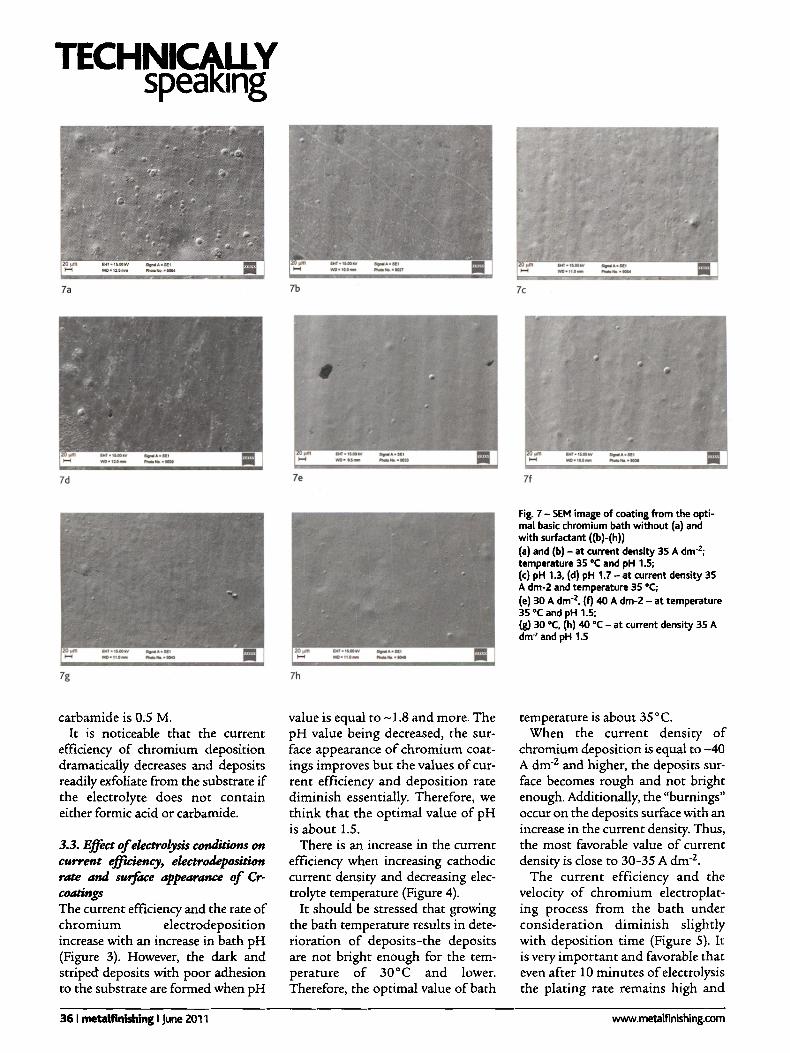
Fig. 7 - SEM image of coating from the optimal basic chromium bath without (a) andwith surfactant ((b)-(h»(a) and (b) - at current density 35 A dm-2;
temperature 35·C and pH 1.5;(c) pH 1.3. (d) pH 1.7 - at current density 3SA dm-2 and temperature 35 ·C;(e) 30 A dm-2• (f) 40 A dm-2 - at temperature35·C and pH 1.5;(g) 30 ·C. (h) 40 ·C - at current density 35 Adm" and pH 1.5
7h
~~,,' ,:J;,.,.' <,g1.;:t~ :",';'" i_ ,
~~·-r",·f':f ~~ .Y.~~;~· .--ir-~" '.'.. "K .'
f&t~~'~i~'" -:carbamide is 0.5 M.
It is noticeable that the currentefficiency of chromium depositiondramatically decreases and depositsreadily exfoliate from the substrate ifthe electrolyte does not containeither formic acid or carbamide.
3.3. Effect ofelectrolysis conditions oncurrent effICiency, electrodepositionrate and surface appearance of CrcoatingsThe current efficiency and the rate ofchromium electrodepositionincrease with an increase in bath pH(Figure 3). However, the dark andstriped deposits with poor adhesionto the substrate are formed when pH
value is equal to -1.8 and more. ThepH value being decreased, the surface appearance of chromium coatings improves but the values of current efficiency and deposition ratediminish essentially. Therefore, wethink that the optimal value of pHis about 1.5.
There is an increase in the currentefficiency when increasing cathodiccurrent density and decreasing electrolyte temperature (Figure 4).
It should be stressed that growingthe bath temperature results in deterioration of deposits-the depositsare not bright enough for the temperature of 30°C and lower.Therefore, the optimal value of bath
temperature is about 35°C.When the current density of
chromium deposition is equal to -40A dm-2 and higher, the deposits surface becomes rough and not brightenough. Additionally, the "burnings"occur on the deposits surface with anincrease in the current density. Thus,the most favorable value of currentdensity is close to 30-35 A dm-z.
The current efficiency and thevelocity of chromium electroplating process from the bath underconsideration diminish slightlywith deposition time (Figure 5). Itis very important and favorable thateven after 10 minutes ofelectrolysisthe plating rate remains high and
36 I metalfinishing Ijune 2011 www.metalfinishing.com

TECHNlqLLYspeal\lng
large and thick chromium layerscan be obtained during relativelyshort time.
The optimal basic bath composition and electrodeposition conditions are summarized in Table 2.
Figure 6 shows a sample with Crcoating deposited from the trivalentchromium bath under consideration.
3.4. SEM characteriZAtion ofcoatingssurfaceAs shown in Figure 7(a), when thebath does not contain surfactant, thesurface ofcoating is rough and irregular with a great number of spheroids ofdifferent size. The surface ofcoatings deposited from electrolytescontaining sodium dodecyl sulfate ismore uniformly and smoother(Figure 7(b»; the number of spheroids diminishes substantially.
The surface morphology changesby variation of pH. For pH 1.3,there are no cracks on the surface ofCr-layers (Figure 7(c). The numberof nodules is not large; these spheroids seem to have a small size. Anincrease in bath pH results in deterioration of the coating surface(Figure 7(d). The cracks appear andthe number of nodules rises. Thesurface morphology becomes notuniform and defective.
The current density of chromiumelectrodeposition affects the surfacemorphology (Figs. 7(e) and (t). For30 A dm·2, the surface is rathersmooth and uniform; some spheroids of small size are observed. Thecracks are practically absent at thisvalue of cathodic current density.The current density being increasedup to 40 A dm'2, the cracks appear onthe chromium surface.
By decreasing the temperature to30°C, a great number of smallspherical nodules occur and some
defects and cracks are observed onthe deposit surface (Figure 7(g).When the bath temperatureincreases up to 40°C, the numberof nodules formed on the surfacediminishes, but simultaneously thequantity of microcracks seems tobecome larger (Figure 7(h).
CONCLUSIONSTrivalent chromium electrodeposition from a sulfate trivalent chromium bath which contains both formicacid and carbamide as the complexing agents was considered. Usingchromium sulfate but not chromealum is reasonable for preparation ofhigh-concentrated trivalent chromium bath. Some wetting agentsshould be used in order to removepitting formation.
The value of current efficiency ofchromium electrodeposition processreaches -30-40%. The chromiumelectroplating rate does not decreasedramatically during electrolysis time;it is close to -1-1.5 mm min,1.
The thick Cr-coatings with a nodular type of surface structure depositfrom the trivalent chromium bathunder consideration.
REFERENCES1. G. Hong, K.S. Siow, G. Zhiqiang,
AX Hsieh, Plat. Surf. Finish. 88(3) (2001) 69.
2. AA Edigaryan, Yu.M. Polukarov,Zashch. Met. 34 (1998) 117.
3. A.A. Edigaryan, Yu.M. Polukarov,Zashch. Met. 35 (1999) 5.
4. V.N. Kudryavtsev, E.G.Vinokurov, V.V, Kuznetsov,Gal'vanotekhn. Obrab. Poverkhn.6 (1998) 24.
5. V.v. Kuznetsov, E.G. Vinokurov,V.N. Kudryavtsev, Russ.].Electrochem. 37 (2001) 699.
6. S. Survilene, O. Nivinskiene, ACesuniene, A Selskis, J. App!.Electrochem. 36 (2006) 649.
7. S. Surviliene, V. Jasulaitiene, O.Nivinskiene, A Cesuniene, Appl.Surf. Sci. 253 (2007) 6738.
8. S.c. Kwon, M. Kim, S.U. Park,D.Y Kim, D. Kim, K.S. Nam, YChoi, Surf. Coat. Technol. 183(2004) 151.
9. YB. Song, D.-T. Chin,Electrochim. Acta 48 (2002) 349.
10. F.I. Danilov, V.S. Protsenko, T.E.Butyrina, E.A Vasil'eva, AS.Baskevich, Prot. Met. 42 (2006)560.
11. B.S. Li, A Lin, Key Eng. Mater.373-374 (2008) 200.
12. G. Saravanan, S. Mohan, J. App!.Electrochem. 40 (2010) 1.
13. S. Mohan, J. Vijayakumar, G.Saravanan, Surf. Eng. 25 (2009)570.
14. AA Edigaryan, V.A. Safonov,E.N. Lubnin, L.N. Vykhodtseva,G.E. Chusova, Yu.M. Polukarov,Electrochim. Acta 47 (2002)2775.
15. O.V. Safonova, L.N.Vykhodtseva, N.A. Polyakov,].C.Swarbrick, M. Sikora, P. Glatzel,V.A Safonov, Electrochim. Acta56 (2010) 145.
16. I. Drela,]. Szynkarczuk, J.Kubicki, J. Appl. Electrochem. 19(1989) 933.
17. M.N. Ben-Ali, F.I. Danilov,Elektrokhimiya 25 (1989) 1537.
18. V. Protsenko, F. Danilov,Electrochim. Acta 54 (2009)5666.
19. F.I. Danilov, AB. Velichenko,Electrochim. Acta 38 (1993) 437.
20. I.L. Knuniantz (ed.),Khimicheskaja entsiklopedia(Encyclopedia on Chemistry, inRussian), voL 2, SovietEncyclopedia, Moscow, 1990, p.730.
* Corresponding author. Tel. (fax):+380-5~2-474586.E-mail address:[email protected]
WW'N.metalfinishing.com'N'N'N.organicfinishing.com
www.meralfinishing.com June 2011 Inwtalflnishing I37





























