Embed Size (px)
Citation preview

i
DESIGNING ERGONOMICS SUPPORTING TOOL
FOR HOSE-VALVE JOINING ACTIVITY IN PT. Y.
By
Ign. Albert Sebastian P.
NIM: 004201200005
A Thesis Presented to the
Faculty of Engineering President University in Partial
Fulfillment of the Requirements of Bachelor Degree in
Engineering Major in Industrial Engineering
2016

i
THESIS ADVISOR
RECOMMENDATION LETTER
This thesis with title “Designing Ergonomics Supporting Tool for
Hose-Valve Joining Activity in PT. Y.” is prepared and submitted by
Ignatius Albert Sebastian Putra as required partial fulfillment for the
degree of Bachelor of Science in Industrial Engineering has been
reviewed and found to have fulfilled the requirements for a thesis fit to
be examined. I therefore recommend this thesis for Oral Defense.
Cikarang, Indonesia, January 28th 2016
Prof. Dr. Ir. H.M. Yani Syafei, M.T.

ii
DECLARATION OF ORIGINALITY
I declare that this thesis, entitled “Designing Ergonomics Supporting
Tool for Hose-Valve Joining Activity in PT. Y.” is, to the best of my
knowledge and belief, an original research project that has not been
submitted before, either in whole or in part, to another university to
obtain a degree.
Cikarang, Indonesia, January 28th 2016
Ign. Albert Sebastian P.

iii
DESIGNING ERGONOMICS SUPPORTING TOOL
FOR HOSE-VALVE JOINING ACTIVITY IN PT. Y
By
Ign. Albert Sebastian P.
NIM. 004201200005
Approved by
Prof. Dr. Ir. H. M. Yani Syafei, M.T.
Thesis Advisor 1
Ir. Andira M.T.
Thesis Advisor 2
Ir. Andira M.T.
Program Head of Industrial Engineering

iv
ABSTRACT
Ergonomics is an important thing to be the consideration for manual material
handling work design. Since the activity of manual material handling is occurred in
many manufacturing plants, the ergonomics consideration is sometimes being
neglected. Meanwhile ergonomics consideration may define the health and safety
of the workers in doing the manual material handling. In PT. Y., a manual material
handling activity is considered as a non-ergonomics activity and may cause CTDs:
low back pain. The manual material handling is the activity of hose-valve joining
in the reception of raw material using isotank truck. The activity is in the form of
hose hand lifting and connecting to the valve, whilst the activity is done in awkward
body posture. This research is done to deeply observe and analyze the ergonomics
of the activity. Anthropometry reference and REBA analysis is used to assess the
condition of the activity. Anthropometry analysis shows that the body dimension
while doing the activity is not standard, as well as REBA analysis results 10 REBA
score which means the risk is dangerous and the action plan to change needs to be
implemented soon. Since the current condition of the valve cannot be changed, the
improvement proposed is to design a supporting tool to assist the operator and
ensure the ergonomics of the activity. The proposed improvement of product design
idea is able to reduce the risk by securing the anthropometry body dimension
standard and resulting 2 REBA score which means low risk level.
Keywords: Ergonomics, Manual Material Handling, Cumulative Trauma
Disorders (CTDs), Anthropometry, Rapid Entire Body Assessment (REBA), hose-
valve joining

v
ACKNOWLEDGEMENT
For this thesis has been done, I am completely thankful to Almighty God for the
blessings and joyful life given to me and I am all grateful to have those people
around me to encourage and be my supports:
1. My Father, A. Tripatmo P and my mother, L. Saputri Setyaningsih, whom I
dedicated this thesis to. I am thankful for the greatest love ever from them
since I was born, I was desperate and thinking that I was nothing until now
I am being here standing to be the pride of them. Especially also for all
efforts to fulfill financial support in my whole life which enable me to have
such a life journey until now.
2. Professor Yani and Mam Andira, for all the guidance they have given to me
so I was deeply sure I would be able to finish my thesis on time due to their
advices, supports, reminders and their valuable times no matter if it was a
good time or a bad time.
3. PT. Y, that allows me to do this research and Anselmus Lyras Nangoy, for
his all guidance and advices along my internship term in PT. Y.
4. My fellow thesis fighters, Nak Fiedel, Gifttra, Aa Farhan, Fikri, Popo,
David, Hans, Rensa, Cika, Ardelia and Imam, for them are so helpful to me
and boost my spirit to finish my thesis and especially Sarah Christina Philip,
for her whole kindness to be my story-sharing, support and caring partner
for whole this time.
5. Adam Kurniawan Library, Daily Foodhall, Crystal of Knowledge Library,
Kosan Kuning H. Engkar, Kosan G4, Mc Donalds, Starbucks, Rensa’s
house, Engineering Faculty Meeting Room, Physics and Electrical
Engineering Laboratory, etc. as the places are so helpful for either for the
facilities provided or the atmosphere and ambience to trigger me finish my
thesis.
6. My engineering three and half years fellow mates, PUCatSo friends and
Anak Anak Donat members, and all other friends that I knew in President
University.

vi
TABLE OF CONTENTS
THESIS ADVISOR RECOMMENDATION LETTER .......................................... i
DECLARATION OF ORIGINALITY ................................................................... ii
ABSTRACT ........................................................................................................... iv
ACKNOWLEDGEMENT ...................................................................................... v
LIST OF TABLES ............................................................................................... viii
LIST OF TERMINOLOGIES ................................................................................ xi
CHAPTER I INTRODUCTION ............................................................................. 1
1.1. Problem Background ................................................................................ 1
1.2. Problem Statement ................................................................................... 3
1.3. Objectives ................................................................................................. 3
1.4. Scope ........................................................................................................ 3
1.5. Assumptions ............................................................................................. 4
1.6. Research Outline ...................................................................................... 4
CHAPTER II STUDY LITERATURE ................................................................... 6
2.1. Ergonomics ............................................................................................... 6
2.1.1. Ergonomics Definition ...................................................................... 6
2.1.2. Types of Ergonomics Improvements ................................................ 6
2.2. Manual Material Handling ....................................................................... 7
2.2.1. Manual Material Handling Definition ............................................... 7
2.2.2 Manual Material Handling Assessment ............................................ 7
2.3. Anthropometry ......................................................................................... 9
2.3.1 Anthropometry Definition ................................................................. 9
2.3.2 Anthropometry Data ............................................................................... 9
2.4. Cumulative Trauma Disorders ............................................................... 10
2.4.1. Cumulative Trauma Disorders Definition ....................................... 10
2.4.2 CTDs: Low Back Pain .................................................................... 11
2.5. Rapid Entire Body Assessment (REBA) Analysis ................................. 11
2.5.1. REBA Definition ............................................................................. 11
2.5.2. REBA Analysis Process .................................................................. 11
2.6. Product Design and Development .......................................................... 18

vii
CHAPTER III RESEARCH METHODOLOGY ................................................. 21
3.1. Initial Observation .................................................................................. 23
3.2. Problem Identification ............................................................................ 23
3.3. Literature Study ...................................................................................... 24
3.4. Data Collection & Analysis .................................................................... 24
3.5. Conclusion & Recommendation ............................................................ 25
3.6. Research Framework .............................................................................. 26
CHAPTER IV DATA COLLECTION & ANALYSIS ........................................ 27
4.1. Data Collection ....................................................................................... 27
4.1.1. Flow of Isotank Raw Material Reception ....................................... 27
4.1.2. Specification of Tools and Personnel .............................................. 34
4.1.3. Specification of Raw Material Transferred ..................................... 40
4.2. Non-ergonomics Activity Analysis ........................................................ 41
4.2.1. Anthropometry Data........................................................................ 41
4.2.2. REBA Analysis ............................................................................... 44
4.3. Proposed Improvement ........................................................................... 55
4.3.1. Opportunity Identification ............................................................... 55
4.3.2. Customer Needs Identification ........................................................ 56
4.3.3. Screening Process............................................................................ 57
4.3.4. Product Design Ideas....................................................................... 62
4.3.5. Product Scoring and Benchmark Analysis ...................................... 72
4.3.6. Concept Testing .............................................................................. 75
4.3.7. Final Product Development............................................................. 80
CHAPTER V CONCLUSION AND RECOMMENDATION ............................. 88
5.1. Conclusion .............................................................................................. 88
5.2. Recommendation .................................................................................... 89
REFERENCES ...................................................................................................... 90

viii
LIST OF TABLES
Table 2. 1 Indonesian Body Dimension Standard Anthropometry Data .............. 10
Table 2. 2 Body Parts A Matrix ............................................................................ 13
Table 2. 3 Body Parts B Matrix ............................................................................ 15
Table 2. 4 REBA Score C Matrix ......................................................................... 17
Table 2. 5 Risk Level ............................................................................................ 18
Table 2. 6 Example of Concept Scoring ............................................................... 19
Table 4. 1 Operator Data ....................................................................................... 40
Table 4. 2 Indonesian Standard Body Dimension Anthropometry Data .............. 42
Table 4. 3 Table A of REBA ................................................................................. 48
Table 4. 4 Table B of REBA ................................................................................. 52
Table 4. 5 Table C of REBA ................................................................................. 53
Table 4. 6 Risk Level ............................................................................................ 55
Table 4. 7 Concept Screening Process .................................................................. 61
Table 4. 8 S Hose Price Estimation ....................................................................... 64
Table 4. 9 Hose Holder Price Estimation .............................................................. 66
Table 4. 10 Hose Baby Crane Price Estimation .................................................... 72
Table 4. 11 S Hose Strength-Weakness ................................................................ 73
Table 4. 12 Hose Holder Strength-Weakness ....................................................... 73
Table 4. 13 Hose Baby Crane Strength-Weakness ............................................... 73
Table 4. 14 Concept Scoring by Operator A ......................................................... 74
Table 4. 15 Concept Scoring by Operator B ......................................................... 74
Table 4. 16 Final Concept Scoring ........................................................................ 75
Table 4. 17 Table B of REBA with Hose Holder ................................................. 78
Table 4. 18 Table C of REBA with Hose Holder ................................................. 79
Table 4. 19 Table A of REBA with Hose Holder and S Hose .............................. 83
Table 4. 20 Table B of REBA with Hose Holder and S Hose .............................. 85
Table 4. 21 Table C of REBA with Hose Holder and S Hose .............................. 86

ix
LIST OF FIGURES
Figure 2. 1 Bad Practice of Hand Lifting ................................................................ 8
Figure 2. 2 Good Practice of Hand Lifting ............................................................. 9
Figure 2. 3 REBA Flow Diagram ......................................................................... 12
Figure 2. 4 REBA Assessment Worksheet ........................................................... 12
Figure 2. 5 Example of REBA Scoring: Body Parts A ......................................... 14
Figure 2. 6 Example od REBA Scoring: Body Parts B ........................................ 16
Figure 2. 7 Example of REBA Score C and Final Score ...................................... 17
Figure 2. 8 Concept Development ........................................................................ 19
Figure 4. 1 Isotank Truck Arrival ......................................................................... 28
Figure 4. 2 Isotank Truck Scaling ......................................................................... 29
Figure 4. 3 Isotank Raw Material Transfer Area .................................................. 30
Figure 4. 4 Isotank Raw Material Quality Assurance ........................................... 31
Figure 4. 5 Transfer Hose-Truck Valve Joining Activity ..................................... 32
Figure 4. 6 Transfer Hose-Storage Input Valve Joining Activity ......................... 33
Figure 4. 7 Isotank Raw Material Transfer Process .............................................. 33
Figure 4. 8 Empty Isotank Truck Scaling ............................................................. 34
Figure 4. 9 Transfer Hose Full View .................................................................... 36
Figure 4. 10 Transfer Hose End ............................................................................ 36
Figure 4. 11 Transfer Hose Scaling....................................................................... 37
Figure 4. 12 Hose Wrench .................................................................................... 37
Figure 4. 13 Storage Input Valve Dimension........................................................ 38
Figure 4. 14 Isotank Truck Valve Dimension ....................................................... 39
Figure 4. 15 Isotank Raw Material Transfer Process Dimension ......................... 39
Figure 4. 16 Operator's Bended Trunk .................................................................. 41
Figure 4. 17 Input Valve Height Proposed Improvement ..................................... 43
Figure 4. 18 REBA of Trunk ................................................................................ 45
Figure 4. 19 REBA of Neck .................................................................................. 46
Figure 4. 20 REBA of Legs .................................................................................. 47

x
Figure 4. 21 REBA of Force/Load ........................................................................ 49
Figure 4. 22 REBA of Upper Arm ........................................................................ 50
Figure 4. 23 REBA of Lower Arm........................................................................ 51
Figure 4. 24 REBA of Wrist ................................................................................. 52
Figure 4. 25 REBA Assessment Worksheet ......................................................... 54
Figure 4. 26 Hose Carrier Concept ....................................................................... 58
Figure 4. 27 S Hose Concept ................................................................................ 59
Figure 4. 28 Hose Holder Concept ........................................................................ 59
Figure 4. 29 Hose Baby Crane Concept ................................................................ 60
Figure 4. 30 Hose Joining Robot .......................................................................... 60
Figure 4. 31 S Hose Body Parts ............................................................................ 63
Figure 4. 32 S Hose Body Dimension ................................................................... 63
Figure 4. 33 Hose Holder Body Parts ................................................................... 65
Figure 4. 34 Hose Holder Body Dimension .......................................................... 67
Figure 4. 35 Hose Holder Hydraulic Simulation .................................................. 68
Figure 4. 36 Hose Baby Crane Body Parts ........................................................... 69
Figure 4. 37 Hose Baby Crane Dimension ........................................................... 70
Figure 4. 38 Hose Baby Crane Joint Simulation ................................................... 71
Figure 4. 39 Hose-Valve Joining with Hose Holder (Front View) ....................... 76
Figure 4. 40 Hose-Valve Joining with Hose Holder (Side View)......................... 76
Figure 4. 41 Operator Wrist Angle with Hose Holder .......................................... 77
Figure 4. 42 REBA with Hose Holder Assessment Worksheet ............................ 80
Figure 4. 43 Hose-Valve Joining with Hose Holder and S Hose (Front View) .... 81
Figure 4. 44 Hose-Valve Joining with Hose Holder and S Hose (Side View) ..... 82
Figure 4. 45 Body Parts A with Hose Holder and S Hose .................................... 83
Figure 4. 46 Body Parts B with Hose Holder and S Hose .................................... 84
Figure 4. 47 REBA with Hose Holder and S Hose Assessment Worksheet ......... 87

xi
LIST OF TERMINOLOGIES
Anthropometry : a measurement of human body that is various in term of
weight, height and size with considering also the thicknesses
of skinfold, circumferences, lengths and breadths
REBA : a tool to assess the ergonomics of a condition of body posture
in order to evaluate the musculoskeletal disorders (MSD)
and its risks that may happen
Isotank : a cylinder shaped large tank which carries raw material in
large quantity
Transfer Hose : a hose used in the warehouse of PT. Y. to transfer raw
material from isotank truck to the storage tank in the
warehouse
Input valve : the valve of storage tank where the raw material transferred
flows through.
Awkward Posture : uncomfortable position of body posture while doing an
activity which actually are bad practice in ergonomics

1
CHAPTER I
INTRODUCTION
1.1. Problem Background
Manual material handling is the most common activity in every manufacturing
company, especially those companies that use more human worker activities than
automation activities. Every kind of manual material handling activity does matter
in production activity of a company, as all activities are designed to support in the
production to result finished goods. Therefore, every manual material handling
activity needs human workers to work thoroughly, carefully and sustainable.
In doing manual material handling, human workers must work thoroughly,
carefully and sustainable because every kind of work that involves human must
have risk to the safety or health of the workers. Even if the workers have already
done a manual material handling under the instruction, the risk may be still
occurred. Both risk level and the period of effect occurrence may be various. Some
activities may have very high level risk to be operated yet they may have very low
risk level also. The symptom occurrence as the effects of the risk may happen in
short term and long term also. The most common thing happen in most companies
nowadays is those activities that actually has high level risk but the effects may
happen in the long term.
This kind of activity is dangerous for the human workers. Because of the long term
of occurrence, the risk of the activity is often being neglected. Meanwhile, at the
time the effects are occurred, human workers may have a terrible pain that may last
permanently. This happens because human workers do not always consider the
ergonomics condition of an activity which define its safety condition. While
actually ergonomics consideration is very important to design a workplace that
includes human activities within.

2
Ergonomics is a process to design workplace, tools, equipment and work
environment by considering the condition and the capabilities of human workers in
order to optimize the effectiveness and productivity of a work system (Freivalds,
2009). A good practice of ergonomics in a work system may assure the safety,
health and wellbeing of the workers. Because basically the goal of ergonomics
study is not to fit the individual to the task, but the task to the individual instead
(Fernandez & Goodman, 2010). That is why the implementation of good
ergonomics is very important in a work system. Not concerning on ergonomics in
a work system means causing a danger at work.
Taking a case example for the research, a non-ergonomics activity is occurred in
PT.Y. The example of poor ergonomics implementation is found in the warehouse
for reception of raw material. It is a manual handling activity of raw material
transfer reception using isotank truck, specifically the activity of lifting of transfer
hose and the joining of hose to the input valve of the storage tank. Bad ergonomics
occurs in two of three factors which are an excessive load, and awkward body
posture. The recent method used to do the manual handling is lifting the transfer
hose by hands, joining the transfer hose to isotank truck valve and joining the other
end of the hose to the input valve of loading tank.
The operators who do the activity of raw material reception also have complains
regarding the work they are doing. They feel so much uncomfortable as the activity
is done in bowing standing position. The activity also includes single hand lifting
and connecting the valve at the same time. This condition makes the operators have
uncomfortable pain in back and wrist.
The bad ergonomics implementation is assumed since the hose used is heavy. In
doing the reception activity, the warehouse operator must bow down to connect the
hose to the input valve of the loading tank. It is assumed that this condition may
cause the CTDs – lower back pain to the operator.
Concerning on this situation and the problem resulted, a research approach needs
to be done. This research is purposed to find the way to improve non-ergonomics
activity of hose-valve joining by designing a tool to support the activity. Therefore,
the activity of hose-valve joining can be done in its safety condition. Because this

3
activity of hose-valve joining is crucial to ensure the productivity of the production
in PT. Y.
This research is done to observe and analyze this assumption in the beginning. Then
when the assumption is correct that the activity of hose-valve joining in the
warehouse of PT. Y. is defined not ergonomics, the research continues with the
improvement planning. The whole process of observation, analysis and
improvement planning will be explained in this research, as well as the evaluation
of the improvement to assess its significance.
1.2. Problem Statement
The problem background that has been stated leads to the statements below:
1. How is hose-valve joining activity in PT. Y. defined not ergonomics?
2. What is the improvement can be proposed to ensure the ergonomics of hose-
valve joining activity in PT. Y.?
1.3. Objectives
The problem statements above leads to the objectives below:
1. To use methods to analyze and prove that the hose-valve joining activity in
PT. Y. is defined not ergonomics.
2. To define the improvement to propose to ensure the ergonomics of hose-
valve joining activity in PT.Y.
1.4. Scope
The scope of doing this research is as follows:
1. Due to limited time in doing this research, the observation was conducted
from March 2015 to September 2015.
2. The observation of non-ergonomics occurrence focused only on the process
of joining hose to both of isotank truck valve and raw material storage tank
valve

4
1.5. Assumptions
The assumptions defined to help this research are:
1. The body posture of operators for isotank truck raw material reception is
assumed the same.
2. The reception activity always uses the same transfer hose.
3. The condition of the truck is always the same.
4. The reception activity is done at least once per day.
1.6. Research Outline
Chapter I Introduction
This chapter brings the background of the problem occurred,
problem statements, research objectives, scope, assumptions and the
description of research outline.
Chapter II Literature Study
This chapter gives the fundamentals of knowledge about manual
material handling, ergonomics, the explanation where the non-
ergonomics occurred, the danger of poor ergonomics implied in a
work system, REBA analysis and product design, and development
method as these literatures are used to support the analysis of the
research.
Chapter III Research Methodology
This chapter describes the steps taken in the whole process of the
research. First thing to do is initial observation where the initial
observation is done and how the activity is assumed as a non-
ergonomics activity is explained, why it may cause the danger of
CTD – lower back pain. This step explains the current method used
in the activity and how it comes up with an idea to improve the
ergonomics of this activity. The first step proceeds to the next step
which is problem identification. In this step, the accumulation of

5
non-ergonomics activity that may cause a CTD – lower back pain to
the operator is identified, determine the objectives of the research,
the scope, and the conditions assumed while doing the observation.
After the problem identification, the research is continued by
determining the way to improve the non-ergonomics activity by
referring to the literature study stated. The final improvement made
is as the form of the main goal of this research. At last, the whole
process that has been done until the last step of determination of
improvement is concluded and the improvement is probable and
recommended to realize is declared.
Chapter IV Data Collection & Analysis
This chapter delivers the raw data of the research which consists of
the documentation and the description of the activity of isotank raw
material reception and the description and detail information about
method used to do the activity. The information is also gained from
direct interview to the operators. Then it proceeds to the analysis
how the non-ergonomics activity is occurred, how it causes to CTD
– lower back pain and how to improve this non-ergonomics activity
into an ergonomics one by designing a supporting tool. Then finally,
the proposed improvement is tested and evaluated to know the
effectiveness of the improvement.
Chapter VI Conclusion & Recommendation
This chapter gives the conclusion of the whole process of the
research and the result of the improvement. This chapter also gives
the recommendation for the further research that regarding the topic
in this research.

6
CHAPTER II
STUDY LITERATURE
2.1. Ergonomics
2.1.1. Ergonomics Definition
Ergonomics is defined as the process to design a workplace, equipment, machine,
tools, product, environment which is considered to be fit for human workers
(Freivalds, 2009). Ergonomics can also be defined as the study of designing
working system by considering the physical, physiological, biomechanical and
psychological condition of human worker in order to make the work systems run
more effective and productive regarding considering also its safety and health for
the human being (Fernandez & Goodman, 2010). The point of ergonomics is to
make the task to be fit with the human, instead of make the human fit to the task.
According to Fernandez and Goodman (2010), the good ergonomics application in
a workplace may have some results. They are increased productivity, improved
health and safety of workers, lower workers compensation claims, compliance with
government regulations, improved job satisfaction, increased work quality, lower
worker turnover, lower lost time at work, improved workers morale and decreased
absenteeism rate.
2.1.2. Types of Ergonomics Improvements
Generally, to improve ergonomics of a workplace is to fit the capacity of work to
the capacity of the human worker. According to National Institute for Occupational
Safety and Health (Feletto, 2007), there are two types of ergonomics improvements
which are:
- Engineering Improvements which are the improvements of a work situation
by providing, redesigning, modifying or replacing workstations, parts,
packaging, equipment, materials, processes or products.

7
- Administrative Improvements which are the improvements of a work
situation by analyzing the difference between performances of different
workers doing the same given task in order to get ideas for the improvement.
2.2. Manual Material Handling
2.2.1. Manual Material Handling Definition
Manual material handling is the activity to lift, lower, push, pull, carry or move a
load using hands or body force of human in a workplace in order to support work
system to run (Mohammadi & Motamedzade, 2013). It can also be defined as the
activity to seize, hold, grasp, turn, or the otherwise of those activities working with
hands. The better designed manual material handling may improve the performance
of a work system as it also may decrease costs, incidents and accidents.
This manual handling may cause to physical conditions that can lead to injuries,
wasted energy and wasted time. To avoid or to minimize the happening of this
physical conditions, improving the fit between the demands of work tasks and the
capabilities of workers are absolutely needed. However, in improving the
workplace, the variances of workers abilities to perform work tasks must be
considered. The variance can be in age, physical condition, strength, gender, stature
and other factors.
2.2.2 Manual Material Handling Assessment
According to Industrial Accident Prevention Association in 2008, to asses the
hazards, things should be considered are as follows:
1. Load, that may have hazards because of its weight, size, shape which
making awkward body posture to handle, coupling, slippery or damaged
surfaces, absent or inappropriate handles and imbalance.
2. The method of the activity or the task may have dangers also when in the
activity there are lifting and lowering with various conditions, unreached
comfortable position to the load, large distances load moving, risky

8
movements or body postures while working and multitasking handling
activity in one time.
3. Environmental factors that include temperature, relative humidity, lighting,
noise, time constraints and physical conditions of the workplace.
4. The various conditions of the operator such as general health, physical
factors, musculoskeletal problems records and psychological factors.
Below Figure 2.1 is the example of bad condition of spine due to bad working
activity. The activity is manual material handling: hand-lifting but the way makes
an awkward body posture.
Figure 2. 1 Bad Practice of Hand Lifting
Then below Figure 2.2 is the example of good practice of hand lifting that should
be done instead of the previous one. The good practice of hand lifting that gives
safe condition to human spine is when it is ensured that the spine is not bowed or
kept straight.

9
Figure 2. 2 Good Practice of Hand Lifting
2.3. Anthropometry
2.3.1 Anthropometry Definition
Anthropometry is a measurement of human body that is various in term of weight,
height and size with considering also the thicknesses of skinfold, circumferences,
lengths and breadths (Fryar CD, 2012). The measurement process of anthropometry
results in a data compilation of human body parts dimension. This body dimension
standard data reflects the health status of a human and evaluate it to define disease
risk and the changes of body due to aging process. A condition of work that is not
suitable with anthropometry data may cause non-comforting to the human worker.
This uncomfortable workplace may cause dangers as it develops gradually.
2.3.2 Anthropometry Data
Due to anthropometry is related with the body posture of a human, anthropometry
body dimension standard data can be different between different countries. Below
Table 2.1 is the Indonesian Body Dimension Standard Data (Nurmianto, 1998).

10
Table 2. 1 Indonesian Body Dimension Standard Anthropometry Data
No. Body Dimension
Dimension (cm)
5% 50% 95%
1 Stature (Height) 146.4 159.7 173.2
2 Eye Height 135 148.3 161.5
3 Shoulder Height 118.4 130.5 142.9
4 Elbow Height 88.6 98.0 107.4
5 Knuckle Height 64.6 71.3 78.2
6 Height, sitting 77.5 84.9 91.9
7 Eye Height, sitting 66.6 73.5 80.4
8 Shoulder Height, Sitting 50.1 56.1 62.1
9 Elbow Rest Height, Sitting 17.5 23 28.3
10 Thigh Clearance Height 11.5 14 16.5
11 Knee Height, Sitting 33.7 39.25 44.5
12 Buttock-Knee Distance, Sitting 48.8 54.1 59
13 Poplitical Height, Sitting 40.5 49.35 58.6
14 Bideltoid Width 34.2 40.45 46.6
15 Hip-Breadth, Sitting 29.1 33.8 39.2
16 Chest Depth 17.4 22.95 27.8
17 Abdominal Depth 17.4 22.95 28.7
18 Elbow-Fingertip Length 37.4 42.4 47.3
19 Head Width 13.5 14.8 16
20 Handpalm Length 15.3 17.2 19.1
21 Handpalm Width 6.4 7.5 8.7
22 Left-Right Fingertip Length 140 159.3 180.6
23
Hand Grip Height in Vertical Arm
Position, Standing 171.3 188.2 205.1
24
Hand Grip Height in Vertical Arm
Position, Sitting 94.5 109.95 127.3
25
Hand Grip-Shoulder Length in Horizontal
Arm Position 61 68.4 76.7
2.4. Cumulative Trauma Disorders
2.4.1. Cumulative Trauma Disorders Definition
Cumulative Trauma Disorders or CTDs are the injuries occurrence in the system of
human musculoskeletal which is able to continuously develop as the activity is done
in repetition (Freivalds, 2009). This is caused of the bad workplace design with the
excessive operation using hand or tools operated by hands.

11
The CTDs may keep developing if there are four affecting factors related to work
which are the excessive force, an awkward or extreme joint motions, high repetition
activity and long working duration.
2.4.2 CTDs: Low Back Pain
Low back pain is the result of the injuries to the muscles, bones and/or nerves of
the spine which is occurred as symptoms caused by bad condition of workplace
(Arya, 2014). If low back pain keeps developing continuously, it leads to be the
cause of permanent disability. Low back pain is a major problem of human health
in society that increases the use of medical services as well (Dijken, 2008). Low
back pain symptoms are related to the result of levels of physical activity and
lifestyle factors.
2.5. Rapid Entire Body Assessment (REBA) Analysis
2.5.1. REBA Definition
Rapid Entire Body Assessment (REBA) Analysis is a tool to assess the ergonomics
of a condition of body posture in order to evaluate the musculoskeletal disorders
(MSD) and its risks that may happen (Middlesworth, 2014). Musculoskeletal
disorders themself are a group of painful disorders of muscles, tendons and nerves.
As these disorders are common health problem in the world of manual handling,
this analysis method is required to be done.
2.5.2. REBA Analysis Process
The assessment is done using a worksheet of REBA. The assessment starts with the
scoring of each body parts of human while doing the activity of manual handling.
Basically the assessment flow is shown in the Figure 2.3 below.
There are two group of body parts in REBA assessment. They are body parts A and
body parts B. The flow of the assessment is to measure the score of group A and
group B, then the score is used for the next measurement until it comes to the final

12
score of REBA. The worksheet of REBA assessment is shown in the Figure 2.4
below.
Figure 2. 3 REBA Flow Diagram
Figure 2. 4 REBA Assessment Worksheet

13
Group body parts A consists of neck, trunk, legs and force/weight. The criteria of
scoring for body parts A each part is explained as follows:
- Neck, measuring the degree of neck bending. If the bending is 10-20o
bending down, it scores +1. If the bending is more than 20o both down
bending and up bending, it scores +2. If neck is twisted, the score is added
by +1. If neck is side bending, the score is added by +1.
- Trunk, measuring the degree of trunk bending. If the body is up straight or
equal to 0o, the score resulted is +1. If the trunk is bended up, it scores +2
as well as if the trunk is bended down from less than 20o. If the degree of
bending is between 20-60o, it scores +3. If the degree of bending is more
than 60o, it scores +4. If trunk is twisted, it scores +1 more. If trunk is side
bending, it scores +1.
- Legs, measuring the degree of knee bending. If the operator stands with both
legs steady, it scores +1. If only one leg stands steadily, it scores +2. If the
knee is bended between 30-60o, the score is added by +1. If the knee is
bended for more than 60o, the score is added by +2.
- Then the assessment continues by referring the scores to the matrix of body
parts A.
Table 2. 2 Body Parts A Matrix
Table A Neck
1 2 3
Legs
1 2 3 4 1 2 3 4 1 2 3 4
Trunk
1 1 2 3 4 1 2 3 4 3 3 5 6
2 2 3 4 5 3 4 5 6 4 5 6 7
3 2 4 5 6 4 5 6 7 5 6 7 8
4 3 5 6 7 5 6 7 8 6 7 8 9
5 4 6 7 8 6 7 8 9 7 8 9 9
- The score resulted from the matrix is then added with the score of force/load.
The criteria of force/load score is if the load is less than 11 lbs., it scores 0.
If load is between 11 to 22 lbs., it scores +1. If load is more than 22 lbs., it
scores +2. If there is shock or rapid buildup of force, the score is added by
+1.

14
Below Figure 2.5 shows the example of REBA assessment: body parts A.
Figure 2. 5 Example of REBA Scoring: Body Parts A
It shows that it has +1 neck score, +3 trunk score and +1 legs score. so by referring
to the matrix of body parts A, the score resulted is +2.
Then the assessment is continued with group body parts B assessment. Group body
parts B consists of upper arm, lower arm, wrist and coupling. The criteria of scoring
for body parts B parts is explained as follows:
- Upper arm, measuring the degree of upper arm from straight down position.
If the upper arm is between 20o fronts to 20o back, it scores +1. If upper arm
is more than 20o back in extension, it scores +2. If upper arm is between 20-
45o fronts, it scores +2, if upper arm is between 45-90o fronts, it scores +3,

15
if upper arm is more than 90o front, and it scores 4. If shoulder is raised, the
score is added by +1. If upper arm is abducted, the score is added by +1. If
arm is supported or person is leaning, the score is reduced by -1.
- Lower arm, measuring the degree of lower arm from the extension of upper
arm. If the lower arm is between 60-100o, it scores +1. If the lower arm is
between 0-60o or more than 100o, it scores +2.
- Wrist, measuring the degree of wrist from the extension of lower arm. If
wrist is between 15o up and 15o down, it scores +1. If the wrist is beyond
15o up and down, it scores +1. If wrist is bent from midline or twisted, the
score is added by +1.
- Then the assessment is continued by referring the scores to the body parts B
matrix
Table 2. 3 Body Parts B Matrix
Table B Lower Arm
1 2
Wrist 1 2 3 1 2 3
Upper
Arm
1 1 2 2 1 2 3
2 1 2 3 2 3 4
3 3 3 5 4 5 5
4 4 4 5 5 6 7
5 5 7 8 7 8 8
6 6 8 8 8 9 9
- The score resulted from the matrix of body parts B is then added by the score
of coupling. If the coupling is well fitting handle and mid-range power grip,
it scores 0. If the coupling is acceptable but the hand hold is not ideal or
coupling is acceptable with another body part, it scores +1. If the hand hold
is not acceptable but still possible, it scores +2. If there is no handles, the
coupling is awkward and unsafe with any body part, it scores +3.
Below Figure 2.6 shows the example of REBA assessment: body parts B.

16
Figure 2. 6 Example od REBA Scoring: Body Parts B
Shown in the Figure 2.6 above that the score resulted for body parts group B are
upper arm +6, lower arm +2, wrist +3 and coupling +1. So the REBA score for body
parts B is 10.
After score of group body parts A and group body parts B are determined, the
REBA score C is defined by referring to the table 2.4 below. After score C is
determined, the last step of assessment is to add score C with activity score. The
criteria for activity score is if one or more body parts are held for longer than one
minute, it scores +1. If the activity is repeated in a small range actions, four times
per minute, it scores +1. If the action causes rapid large range changes in postures
or unstable base, it scores +1.

17
Table 2. 4 REBA Score C Matrix
Score
A
Table C
Score B
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 2 3 3 4 5 6 7 7 7
2 1 2 2 3 4 4 5 6 6 7 7 8
3 2 3 3 3 4 5 6 7 7 8 8 8
4 3 4 4 4 5 6 7 8 8 9 9 9
5 4 4 4 5 6 7 8 8 9 9 9 9
6 6 6 6 7 8 8 9 9 10 10 10 10
7 7 7 7 8 9 9 9 10 10 11 11 11
8 8 8 8 9 10 10 10 10 10 11 11 11
9 9 9 9 10 10 10 11 11 11 12 12 12
10 10 10 10 11 11 11 11 12 12 12 12 12
11 11 11 11 11 11 12 12 12 12 12 12 12
12 12 12 12 12 12 12 12 12 12 12 12 12
For the example of determining score C and the final score of REBA is shown in
the Figure 2.7 below. It shows that with score A is 3, score B is 10, the score C
resulted is 8. Then, it shows that the activity score is 1, which makes the final REBA
score is equal to 9.
Figure 2. 7 Example of REBA Score C and Final Score

18
After final REBA score is determined, the risk level of the manual handling activity
assessed can be defined. The risk level is deployed in a scale 1 to 15 with there are
five levels of risk in REBA. The table 2.6 below shows the risk level from REBA
score resulted and its action plan.
Table 2. 5 Risk Level
REBA Score Risk Level Action Plan
1 Negligible None necessary
2 - 3 Low Change may be needed
4 - 7 Medium Further investigate, change soon
8 - 10 High Investigate and implement change
11 - 15 Very High Implement change
2.6. Product Design and Development
Product development is a process of making a product from the opportunity
identification in market until it is ended with the product production, sale and
delivery (Ulrich & Eppinger, 2012). This process is done when a condition of
opportunity to have a product is needed. The product may be a brand new product
or a developed existing concept product. According to them, the steps of product
design and development is as the followings:
1. Opportunity Identification, the process of identifying the opportunity that
the existence of a product may be needed. The mindset of opportunity
identification may come from the eager to improve, vary, reduce cost of
existing one, see new market, technology dimensions, and new category of
product.
2. Customer Needs Identification, the process of listing the needs of customer
as the user of the product. This step is the guidelines in the process to
identify the functions of the product.
3. Target Specification Establishment, referring to the needs of user the
specification of product wanted is stated. The specifications must fulfill the
expected functions ability of the product.
4. Product Concepts Generating, the process of stating ideas of product which
later all the ideas will be analyzed and the best idea will be chosen.

19
5. Product Concepts Selection, the process of analysis and benchmarking all
come up product concept ideas. The analysis is to assess each product
concept ideas, so the assessments among all product concept ideas can be
compared each other. Below Table 2.7 is the example of product concept
scoring.
Table 2. 6 Example of Concept Scoring
The example shows that it has its selection criteria for concept scoring and
each criteria has its own weight. The weight is considered due to the
importance of the criteria stated.
6. Product Concept Testing, the process of testing the chosen one product
concept to assess and evaluate its performance.
Figure 2. 8 Concept Development
concept generation
concept screening
concept scoring
concept testing

20
Figure 2.8 above shows that from concept generation until the concept
testing, there is a concept filtering. Yet in the middle of process the idea of
development can come at any time in the process. In concept selection, it is
not about selecting the best concept only, yet the goal is about developing
the best concept (Ulrich, 2012).
7. Final Specification Setting, the process of evaluating the performance of the
chosen product concept and analyze the fulfillment of the customer needs.
8. Development Planning, the process of planning the development for the
product concept after the performance is evaluated and seen needs more
improvement.

21
CHAPTER III
RESEARCH METHODOLOGY
In this chapter, the flow of the whole process of this research is explained. The steps
were planned before the research is done so that they can become a guide to start
and do the research effectively until the objectives of the research are reached.
Hereby the flowchart and the description of the research methodology.
Initial Observation
To define current manual handling
method
To determine non-ergonomics activity
occurrence
To plan research for this manual handling
Problem Identification
To determine the problem occurred due to
non-ergonomics working method
To define the objectives of the research
To define the scope and assumptions
during the research is on progress
Initial
Observation
Problem
Identification

22
Literature Study
To give theory about manual material
handling and ergonomics
To explain the cause of CTD and
specifically low back pain occurrence
To explain the danger of having low back
pain
To describe anthropometry theory
To explain the usage of REBA analysis
for non-ergonomics working condition
To explain the process of product design
and development to use for supporting
tool building phase
Data Collection & Analysis
To collect raw data and information about
analyzed non-ergonomics activity
To collect Indonesian Human Body
Standard anthropometry data
To analyze workplace condition using
anthropometry data
To analyze non-ergonomics activity
using REBA Analysis
To design new supporting device to
improve ergonomics of hose-valve
joining activity following the steps of
product design and development
To analyze new method of activity using
REBA to find if the solution is effective
Literature
Study
Data Collection &
Analysis

23
Conclusion & Recommendation
To conclude the whole observation until
it comes up to ergonomics improvement
To give recommendations for future
similar research purposes
3.1. Initial Observation
The first step to take in the process of making the research was initial observation.
Initial observation was done by seeing directly the process of isotank raw material
reception manual handling done by an operator of warehouse of PT. Y. This step
was taken to assess the current manual handling method used, so it would be able
to assume what problem that may occur from this activity.
In this step, it is found that the operator doing this activity of joining the transfer
hose to the isotank truck valve and to loading tank input valve was in awkward body
posture position. Due to the activity is done repetitively and it consists of heavy
hand lifting within, it may cause the operator to have CTD – low back pain.
Assuming that the problem was about non-ergonomics manual handling, the
research to this manual handling is planned to do.
3.2. Problem Identification
The purpose of problem identification step was to determine the problem occurred
due to non-ergonomics working method in the activity of isotank raw material
reception manual handling.
Knowing the problem had been identified, the research came up to its objectives.
Research objectives are the main point of this research aimed to. Then it is assumed
that the objectives are to define how this manual handling activity was defined as a
Conclusion &
Recommendation

24
poor ergonomics activity and to the new method to use for this reception activity in
order to minimize the occurrence of CTD – low back pain.
After the objectives of the research were defined, surrounding aspects that made
this non-ergonomics manual handling was probable to happen should be
considered. So, the scope of how long this research was made is defined. The
assumptions also as the limitations of this activity is stated, so the result of the
research can be valid and acceptable.
3.3. Literature Study
In this step of research methodology, the literature references that can be used as a
supporting theories for this research is searched. The theories are used to guide to
find the main goal of the research which is to find the way to improve the manual
handling method. Then the result will be assessed using the theories stated in the
research.
There are some points of theories needed to be stated and elaborated to support the
observation of the research. The first is the theory about manual material handling
and ergonomics basically. The second is the explanation about how the Cumulative
Trauma Disorders may occur due to non-ergonomics manual handling, specifically
the low back pain occurrence. Then it is followed with the risk and the danger of
having low back pain. The theory of anthropometry and principles of working
design then follows. Knowing the activity is not ergonomics, literature study is
continued with the theory about using REBA Analysis to analyze the non-
ergonomics working condition. Product design and development theory is also
followed to give information needed for the research before it goes to product
design step.
3.4. Data Collection & Analysis
In the step of data collection, all the data related to the activity of isotank raw
material reception manual handling is gathered. The observation of gathering data

25
was done directly in the warehouse of PT. Y. The data taken in the warehouse was
in the form of documentation. So, the information can be described clearly as the
data were in format of photos. The other information gathered were the detail
information about tools used for the manual handling, such as dimension of the
isotank truck valve, dimension of storage tank input valve, dimension of the hose
and the weight of the hose. The interview was also done to the operators to know
what the operators feel while doing the activity and what should be recommended
to improve this current condition of the activity.
The next step taken after all data needed for research had been gathered is the
analysis of all those information. With the current condition of the tools and the
method, it is analyzed how the things work and what effects may occur. In this step,
the literature study stated in the research is referred to analyze this activity of
manual handling. Then the analysis continues with the solution and improvement
for the manual handling. When it comes up to this stage means that the research had
reached its objectives. At last the analysis was also done to observe the
improvement manual handling that should be made by assuming the result of its
performance. The result was supposed to be determining whether it could still occur
the CTDs – low back pain or not.
3.5. Conclusion & Recommendation
The final step of the research is to give conclusion and recommendation. The
conclusion contains the summary of the whole process of research until the research
objectives are accomplished. In conclusion the problems stated would be answered
with the come up of the improvement of the manual handling. When it has arrived
to the conclusion part, it means that the research objectives have been achieved.
The conclusion part also must be followed by the recommendation given for similar
research in the future. The recommendation is the part where the suggestion and
advice given for the readers or those who would like to do some kind of research
with a similar topic with this research. This is purposed to the betterment of research
in the future.

26
3.6. Research Framework
The research framework of this research is shown in the figure 3.1 below.
Initial
Observation
Interview of
OperatorsData Collection
Literature
Study Referring
Documentation
of Observed
Activity Process
Specification of
Tools and
Operators
Operators
Experiences
from doing the
Activity
Knowledge about
Non-ergonomics
Activity and Its
Dangers
Problem
Identification
Anthropometry
Data Referring
REBA Analysis
of the Activity
Product Design and
Development for
Proposed
Improvement
Chosen Product
Idea Concept
Testing
Product Idea
Evaluation and
Development
Final Developed
Product Idea Testing
Conclusion &
Recommendation
Figure 3. 1 Research Framework

27
CHAPTER IV
DATA COLLECTION & ANALYSIS
4.1. Data Collection
PT. Y. is a manufacturing company that works in producing hair care and skin care
products. The production itself is categorized as two, in-house production and
subcontracting production. However, in-house products are made in the
manufacturing plant of PT. Y. Because the products are soap based, most of the
products need the same raw material. It means the company always needs this kind
of raw material in a large quantity as it is used for everyday production. This is why,
PT. Y. uses isotank to store this raw material, and the reception of the raw material
is delivered using isotank truck.
Followings are the data collection about the activity of isotank raw material
reception in PT. Y. The data was gained from the direct observation, interview to
the operator, and SOP reference. All the data collection is gathered and observed to
define the non-ergonomics activity within the whole activity of reception.
4.1.1. Flow of Isotank Raw Material Reception
Isotank raw material reception is the activity of raw material reception using isotank
truck as the carrier of the raw material. This kind of reception uses this carrier
because the raw material is the core material for most products in the manufacturing
of PT. Y. Thus, even the carrier already uses large quantity carrier, the activity of
reception is done daily or even more than once a day.
The flow of isotank raw material reception is described as follows:
1. Isotank Truck Arrival
Isotank truck comes to warehouse area of PT. Y. The driver submits the
documents of delivery order to warehouse operator and prepare to do scaling

28
of truck in truck scale. Figure 4.1 shows the condition of isotank truck
arrival.
Figure 4. 1 Isotank Truck Arrival
2. Isotank Truck Scaling
After the documents are checked in the warehouse and confirmed, isotank
truck is allowed to continue the activity of reception to the truck scaling
process. Therefore, isotank truck is instructed to move to truck Scale Bridge.
The truck scaling is read and recorded in the system. Figure 4.2 shows the
condition of isotank truck scaling.
Truck is scaled to measure the weight of raw material loaded truck (gross
weight). While scaling, the driver stays inside the truck as it is instructed in
the procedure.

29
Figure 4. 2 Isotank Truck Scaling
3. Isotank Truck Move to Transfer Area
Figure 4.3 below shows the isotank truck has moved to the transfer area to
be prepared for raw material transfer process. In this phase, the driver is
asked to open air ventilation of isotank container in order to unleash the

30
smooth flow of the raw material. Then, from here the activity will be
continued by warehouse operator.
Figure 4. 3 Isotank Raw Material Transfer Area

31
4. Isotank Raw Material Quality Assurance
Before the raw material is transferred, Quality Department must ensure that
the raw material fulfills quality standard of PT. Y. The quality standard
includes the specification and the hygiene of the raw material. Figure 4.4
below shows the process of raw material quality checking.
Figure 4. 4 Isotank Raw Material Quality Assurance
After Quality Department confirms that the raw material passed the
inspection, the activity of isotank transfer is continued by warehouse
operator. However, if the quality of raw material did not pass the inspection,
warehouse team is obliged to reject the delivery and return to supplier.
5. Joining Transfer Hose to Isotank Truck Output Valve
Warehouse operator continues the transfer activity by joining the transfer
hose. First, warehouse operator connects the transfer hose to isotank truck
output valve. The connection is done manually by the operators using hose
wrench. Figure 4.5 below shows the condition of joining transfer hose to the
output valve of isotank truck.

32
Figure 4. 5 Transfer Hose-Truck Valve Joining Activity
6. Joining Transfer Hose to Storage Tank Input Valve
After the transfer hose is connected to the output valve of isotank truck, the
other hose end is connected to the input valve of storage tank. The raw
material will flow from the isotank truck to the storage tank through the
transfer hose. The condition of joining transfer hose to storage input valve
is shown in the figure 4.6.
As it is seen in the figure below, the activity is done by an operator by hand-
lifting. The whorl twisting as well is done using hand and continued with
hose wrench to tighten the connection.
7. Isotank Raw Material Transfer Process
After connecting the transfer hose to output truck valve and storage tank
input valve, warehouse operator activates the transfer of raw material.
Warehouse operator opens the interlock of valve in the isotank truck, then
continues to open the interlock of valve in the storage tank. Then, the
operator activates the transfer motor through HMI (Human-Machine
Interface) operation. The condition of raw material transfer is on process is
shown in the figure 4.7.

33
Figure 4. 6 Transfer Hose-Storage Input Valve Joining Activity
Figure 4. 7 Isotank Raw Material Transfer Process

34
The transfer approximately runs for one and a half hour. After the transfer
is finished, warehouse operator deactivates the HMI, locks the valve
interlocks, and unjoin the transfer hose.
8. Empty Isotank Truck Scaling
After the raw material transfer is done, isotank truck is scaled again to
measure the weight of empty isotank truck (tare), so the net weight of raw
material is measured (net = gross – tare). The measurement is read and
recorded in the system and will be compared with the measurement in the
HMI of storage tank. It is done for gaining more valid and accurate data.
Figure 4.8 below shows the condition of empty isotank truck scaling.
Figure 4. 8 Empty Isotank Truck Scaling
4.1.2. Specification of Tools and Personnel
Below are the specification for tools needed for the activity of isotank raw material
reception in PT. Y and also the data of the operators that consists of the information
about gender, body height and body weight.

35
a. Transfer Hose
Transfer hose is a hose used to transfer raw material from isotank truck to
the storage tank in the warehouse of PT. Y. Because the transfer hose is not
permanently attached to the storage tank, it is put inside the warehouse when
there is no isotank raw material reception. Yet, it is carried by hands of the
operator to the transfer area when it is to be used for raw material transfer.
Below is the figures and the specification of transfer hose. The condition of
the transfer hose can be seen in figure 4.9 to 4.11.
Below is the information of the transfer hose used to transfer the raw
material from the isotank truck to the storage tank in the warehouse of PT.
Y:
Length : 3100 mm
Diameter : 120 mm
End of Hose : design type for the clamps, with inner whorl/thread,
made of aluminum alloy
Body of Hose : Elastic plastic, non-corrosive steel wire,
Mass : 12 kg
b. Hose Wrench
Hose wrench is the tool used by the operators to join the transfer hose to the
valve. The joining is done manually by twisting the whorl to fasten the hose-
valve connection using this wrench. The wrench bit grips the hose end which
has inner whorl. The activity of wrenching is done using one hand.
Figure 4.12 shows the look of hose wrench used in the warehouse of PT. Y.
The hose wrench is made of iron and it is operated by hand of the operator.

36
Figure 4. 9 Transfer Hose Full View
Figure 4. 10 Transfer Hose End

37
Figure 4. 11 Transfer Hose Scaling
Figure 4. 12 Hose Wrench
c. Input Valve
The condition of input valve of storage tank is not able to be changed as it
is permanently installed. There are for storage tanks in the warehouse of PT.
Y. and two input valve which each input valve is connected with two storage
tanks. The condition of input valve and its dimension is shown in the figure
4.13 below.

38
Figure 4. 13 Storage Input Valve Dimension
Below is the information of the input valve used to receive the raw material
through transfer hose flowed from the isotank truck to the storage tank in
the warehouse of PT. Y.:
Length : 280 mm
Height : 730 mm
Diameter : 120 mm
Interlock : design type 90o valve switch, with outer
whorl/thread, made of aluminum alloy
d. Truck Valve
Since the condition of isotank truck arrived is the same, the dimension of
truck output valve is 157 cm. The height is measured from the center point
of the valve to the floor. The condition of the truck shows in figure 4.14.
e. Raw Material Transfer Process Dimension
The figure 4.15 shows the condition when the transfer of raw material is on
process. The distance must always be approximately like the measurement

39
above. Because when transferring, the wheel of the truck must be attached
to the road bump.
Figure 4. 14 Isotank Truck Valve Dimension
Figure 4. 15 Isotank Raw Material Transfer Process Dimension

40
f. Operator
There are two warehouse operators that are assigned to do activity of isotank
raw material reception. Each of them works at his work shift. It means if
operator A works for shift 1, operator B works for shift 2. Then the work
shift pattern switches weekly. The activity of isotank raw material reception
is done only by one man power every delivery. These are some information
of the operators.
Table 4. 1 Operator Data
Operator Gender Height Body Mass
Operator A Male 161 cm 60 kg
Operator B Male 157 cm 55 kg
4.1.3. Specification of Raw Material Transferred
There are two types of raw material that are used by PT. Y. for production. They
are Glycerin and Potassium Hydroxide. Glycerin is categorized as molecules that
has the ability to attract moisture, which makes glycerin to become very viscous or
having high viscosity. As formula of Glycerin is C3H8O3, Glycerin is categorized
as alcohol liquid.
Meanwhile, Potassium Hydroxide or KOH, is categorized as a strong base
chemical. This raw material is used for detergent product production. This raw
material has low viscosity. However, due to it is a strong base chemical, KOH is a
corrosive material. Corrosive raw material is dangerous as it may cause destruction
to human body tissue. The direct contact of human skin with corrosive material may
cause sore, injury or irritation directly. So, the handling for corrosive material must
be very careful and using the right tools. This concern must be consideration to
determine to personal protective equipment and the tools material used for the
transfer activity of this raw material.

41
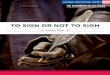
4.2. Non-ergonomics Activity Analysis
The activity of isotank raw material reception is a routine activity in PT. Y. It is
done daily and every delivery receiving is done by one operator. After observing
the whole flow in the activity, a risk is found in a part of the whole activity. The
activity of joining transfer hose with input valve looks non-ergonomics since the
operator forces himself to bow down his body while connecting the transfer hose to
input valve. The activity also includes hose lifting using one hand, while the other
hand is connecting the transfer hose to the valve. The hose used is also heavy.
Figure 4.16 below shows the condition of the operator while doing the transfer hose
connection activity.
Figure 4. 16 Operator's Bended Trunk
4.2.1. Anthropometry Data
The operator is forced to bow his body while doing the activity of hose-valve
joining. It is caused by the height of the input valve. The condition of input valve
forces the operator to bow his body to connect the transfer hose to the input valve.

42
The condition of bended trunk while doing lifting is not safe for the human worker.
This means the condition of the activity is not ergonomics. The non-ergonomics
activity can be defined by evaluating the condition of the activity using Indonesian
Standard Body Dimension Anthropometry Data. Below table 4.2 shows the
anthropometry data of Indonesian standard body dimension measurement.
Table 4. 2 Indonesian Standard Body Dimension Anthropometry Data
No. Body Dimension Dimension (cm)
5% 50% 95%
1 Stature (Height) 146.4 159.7 173.2
2 Eye Height 135 148.3 161.5
3 Shoulder Height 118.4 130.5 142.9
4 Elbow Height 88.6 98.0 107.4
5 Knuckle Height 64.6 71.3 78.2
6 Height, sitting 77.5 84.9 91.9
7 Eye Height, sitting 66.6 73.5 80.4
8 Shoulder Height, Sitting 50.1 56.1 62.1
9 Elbow Rest Height, Sitting 17.5 23 28.3
10 Thigh Clearance Height 11.5 14 16.5
11 Knee Height, Sitting 33.7 39.25 44.5
12 Buttock-Knee Distance, Sitting 48.8 54.1 59
13 Poplitical Height, Sitting 40.5 49.35 58.6
14 Bideltoid Width 34.2 40.45 46.6
15 Hip-Breadth, Sitting 29.1 33.8 39.2
16 Chest Depth 17.4 22.95 27.8
17 Abdominal Depth 17.4 22.95 28.7
18 Elbow-Fingertip Length 37.4 42.4 47.3
19 Head Width 13.5 14.8 16
20 Handpalm Length 15.3 17.2 19.1
21 Handpalm Width 6.4 7.5 8.7
22 Left-Right Fingertip Length 140 159.3 180.6
23
Hand Grip Height in Vertical Arm Position,
Standing 171.3 188.2 205.1
24
Hand Grip Height in Vertical Arm Position,
Sitting 94.5 109.95 127.3
25
Hand Grip-Shoulder Length in Horizontal Arm
Position 61 68.4 76.7
(source: Nurmianto, 1991, Data Antropometri Masyarakat Indonesia)
It shows that one of the body dimensions that is related to evaluate the condition of
the current hose-valve joining activity is the dimension of Elbow Height. Because

43
the activity is the form of hand lifting the transfer hose and connecting it to the input
valve by twisting the whirl. The standard data to refer taken is the 50th percentile
value. Because the activity using elbow in this case are done by common people. If
the 5th percentile value is taken, most people would still have to bow down to do
the activity because only small size group people would have comfortable position
of elbow. Yet if the 95th percentile value is taken, most people would not reach the
activity with comfortable position of elbow as the height is only reached by large
size group people.
Taking 50th percentile anthropometry, it shows that the Indonesian Standard
Dimension of Elbow Height is 98 cm. Meanwhile, the current condition is the
height of input valve is 73 cm. This is what causes the operator bow down his trunk
while doing the activity.
Figure 4. 17 Input Valve Height Proposed Improvement
By analyzing the current condition of the activity using Indonesian Standard Body
Dimension Anthropometry Data, the height of the input valve is not ergonomics.
What causes the operators body is bended while doing the activity is the height of

44
the input valve is too short to reach. The ergonomics activity using hand is preferred
when the working area is accessible by the hand of the operator which means the
condition when the operator does not need to bow or force his body to reach the
working activity. The reached area for hand lifting or hand working activity is when
its height is approximately equal to the elbow height, according to Indonesian
Standard Body Dimension Anthropometry. Therefore, the improvement for the safe
condition of the input valve is when its height is shifted up to 25 cm, or to be equal
to 98 cm. The improvement is needed, so the operator does not need to bow his
trunk anymore and be able to do the hose-valve joining activity in safer condition.
4.2.2. REBA Analysis
This activity is categorized as non-ergonomics activity because it consists the
manual handling with risk of having cumulative trauma disorder (low back pain)
because the activity is done in awkward postures. According to Corporate Work
Health Australia on 2013, bending spine in doing hand lifting and knees placed
straight down is equal to do the hand lifting with approximately ten times force
needed to lift the same mass in normal standing position. It increases stress on the
vertebral joints and intervertebral discs-can lead to Slip Disc.
In this activity, it is always difficult for the operator to connect the transfer hose to
the input valve not only because he does the activity alone. The transfer hose is 12
kg weight and 3.1 meter length. He must lift while twisting the whirl of the hose
which means he can only lift the hose using one hand, while the other hand does
the connecting. Moreover, the posture while doing the activity is an awkward
posture that the worker bend his back to connect the hose.
To evaluate the current body posture condition while doing hose-valve joining
activity, Rapid Entire Body Assessment or REBA analysis is done. This assessment
is used to evaluate the whole crucial body parts of the human worker which consists
of the angle of bending, the body parts condition and the lifted mass condition. In
this current hose-valve joining activity, neck, truck, upper arm, lower arm, wrist
and leg of the operator are assessed. Then, the total score of REBA at the end will
determine if the current condition of the activity needs to be improved.

45
1. REBA Body Parts A: Trunk
Figure 4. 18 REBA of Trunk
REBA analysis starts with the assessment of body parts group A. Group A consists
of trunk, neck and legs. The first body part is trunk. In the current condition of the
activity, it is obviously seen that the operator has to bend his trunk while connecting
the transfer hose to input valve due to the input valve dimension is not ergonomics.
It is so risky as the transfer hose is heavy and lifted alone, and the activity is done
in routine. In this condition, trunk of the operator is bended to approximately 74o.
It is categorized as more than 60o downward bending trunk which the REBA score
resulted is +4.

46
2. REBA Body Parts A: Neck
Figure 4. 19 REBA of Neck
The next body part to assess is neck. The operator looks quite forced to bend his
neck due to the transfer hose is below his head. He needs also to see the end of the
hose while connecting the whirl of the transfer hose to the whirl of input valve. The
degree of downward bending of operator’s neck is 24o. It is categorized as more
than 20o degrees downward bending which the REBA score of neck resulted is +2.

47
3. REBA Body Parts A: Legs
Figure 4. 20 REBA of Legs
The third body part assessed in group A is legs. In the current condition legs of the
operator stand both while lifting the transfer hose. The knees of the operator are
bended to approximately 21o. The both standing legs results the REBA score of legs
+1. Meanwhile, the degree of knees bending does not result more REBA score of
legs.
After all group A body parts are assessed, the score of group A is determined using
REBA Table A matrix as shown in table 4.3 below.

48
Table 4. 3 Table A of REBA
Table A Neck
1 2 3
Legs
1 2 3 4 1 2 3 4 1 2 3 4
Trunk
1 1 2 3 4 1 2 3 4 3 3 5 6
2 2 3 4 5 3 4 5 6 4 5 6 7
3 2 4 5 6 4 5 6 7 5 6 7 8
4 3 5 6 7 5 6 7 8 6 7 8 9
5 4 6 7 8 6 7 8 9 7 8 9 9
From table A of REBA, it is determined that the score for group A body parts of
REBA is equal to 5. Then, this score is added with the REBA score of the
Force/Load in the activity. In this case, the force/load score comes from the mass
of the transfer hose.
4. REBA Body Parts A: Force/Load
As shown in the figure 4.21 below, in the current condition of the activity, it shows
that at first, the operator lift the transfer hose using both hands. However, when the
operator needs to screw the whirl of the transfer hose to connect it to the input valve,
the force is only given to one hand of the operator (right hand in the figure) which
obviously makes the operator more difficult to do the activity and the activity is
more risky.
The load resulted from the transfer hose is equal to 12 kg or it is equal to 26.455
lbs. (according to the hand pallet scaling in PT. Y). This load results +2 REBA score
as it is categorized as more than 22 lbs. load.
The load REBA score is then added to the REBA score of group A body parts.
Therefore, the score is:
Score A = Group A Body Parts Score + Load Score
Score A = 5 + 2
Score A = 7

49
Figure 4. 21 REBA of Force/Load
After the score of REBA group A is determined, the next step of assessment is for
those body parts of group B. Group B of REBA body parts consist of upper arm,
lower arm and wrist.
5. REBA Body Parts B: Upper Arm
The first body part, upper arm as it is seen in the figure 4.22 shows that in lifting
the transfer hose, operator has to bend forward his upper arm to approximately 25o.
This degree gives +2 REBA score. Then, because the lifted transfer hose is located
between the operator’s body and arm, the arm of the operator needs to be abducted.

50
The arm abduction gives addition +1 REBA score. Therefore the REBA score of
upper arm resulted is +3.
Figure 4. 22 REBA of Upper Arm
6. REBA Body Parts B: Lower Arm
The second body part to be assessed in group B is lower arm. The assessment of the
lower arm is determined from the degree resulted between the extended direction
of the upper arm and the direction of the lower arm when bended. It shows that the
degree resulted from bended lower arm is 51o. The degree resulted gives +2 REBA
score as it is categorized as 0o – 50o bended lower arm. The REBA of lower arm is
shown in figure 4.23 below.

51
Figure 4. 23 REBA of Lower Arm
7. REBA Body Parts B: Wrist
The wrist of the operator while doing the transfer hose lifting is bended inward.
Because the weight of the transfer hose is put on the operators hand palm.
Approximately, the degree of wrist bending in this current condition is measured as
75o from the extension of lower arm. Due to this bending, the REBA score of wrist
resulted is +2.
After all group B body parts are assessed, the score of group B is determined using
REBA Table B matrix.

52
Figure 4. 24 REBA of Wrist
Table 4. 4 Table B of REBA
Table B Lower Arm
1 2
Wrist 1 2 3 1 2 3
Upper
Arm
1 1 2 2 1 2 3
2 1 2 3 2 3 4
3 3 3 5 4 5 5
4 4 4 5 5 6 7
5 5 7 8 7 8 8
6 6 8 8 8 9 9
From table B of REBA, it is determined that the score for group B body parts of
REBA is equal to 5. Then, this score is added with the REBA score of the coupling

53
in the activity. In this case, the coupling score comes from the condition of the
operator holding the transfer hose while screwing the whirl of the transfer hose.
From the observation, the current condition of the operator’s hands while lifting the
transfer hose is categorized as poor coupling. Because the operator is not only doing
the hand-lifting, yet the whirl screwing also. Therefore, although possible to do, the
hand hold is not acceptable for safe working condition. Poor coupling results +2
REBA score.
The coupling REBA score is then added to the REBA score of group B body parts.
Therefore, the score is:
Score B = Group B Body Parts Score + Coupling Score
Score B = 5 + 2
Score B = 7
The score A and score B resulted are used to determine the score C. Score C is
determined by referring to the matrix table of REBA score C.
Table 4. 5 Table C of REBA
Score
A
Table C
Score B
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 2 3 3 4 5 6 7 7 7
2 1 2 2 3 4 4 5 6 6 7 7 8
3 2 3 3 3 4 5 6 7 7 8 8 8
4 3 4 4 4 5 6 7 8 8 9 9 9
5 4 4 4 5 6 7 8 8 9 9 9 9
6 6 6 6 7 8 8 9 9 10 10 10 10
7 7 7 7 8 9 9 9 10 10 11 11 11
8 8 8 8 9 10 10 10 10 10 11 11 11
9 9 9 9 10 10 10 11 11 11 12 12 12
10 10 10 10 11 11 11 11 12 12 12 12 12
11 11 11 11 11 11 12 12 12 12 12 12 12
12 12 12 12 12 12 12 12 12 12 12 12 12
Using table above, the REBA score C is determined as 9. This score C is then added
with activity score to determine the final REBA Score. The final REBA score is
then used to define the risk level and the action needed for the assessed activity.

54
From the direct observation to this activity, the activity score is determined equal
to +1. This score comes from static body parts while doing the activity and held for
more than one minute. This score is then added to score C to determine the REBA
final score. Therefore, the score is
Final REBA Score = Score C + Activity Score
Final REBA Score = 9 + 1
Final REBA Score = 10
To gain more accurate REBA score, the excel function worksheet is used also to
assess the body posture of the worker. The figure 4.25 below gives the result of
REBA analysis through excel function worksheet.
Figure 4. 25 REBA Assessment Worksheet
From the REBA assessment worksheet in excel, the REBA score for the activity of
hose-valve joining (current condition) shows result 10 final REBA score. This score
is then used to see the reference of risk level to determine also the action plan
needed for this activity.
Referring to risk level table, REBA final score of 10 is categorized as High Risk
Level activity and action plan is to investigate and implement the change soon. The

55
action plan objective is to make the activity of hose-valve joining remains running
yet in safe condition. In this research, to accomplish this objective, it is planned to
design supporting tools to help the operator to do hose-valve joining activity in safe
condition.
Table 4. 6 Risk Level
REBA Score Risk Level Action Plan
1 Negligible None necessary
2 – 3 Low Change may be needed
4 – 7 Medium Further investigate, change soon
8 – 10 High Investigate and implement change
11 – 15 Very High Implement change
4.3. Proposed Improvement
To accomplish the objective of the project to design a supporting tool, a process of
product design and development must be followed. This is done to ensure the
proposed supporting tool meets the expectation of the research. According to
Ulrich, what needs to do in the beginning of the product design and development is
to identify the opportunity and the customer needs, which in this case is the non-
ergonomics activity finding in PT.Y. Then the stated needs will be followed by
product concept ideas. These concept ideas will be analyzed and scored to
determine the most preferred product to propose. This proposed one will be
assessed again for its performance as it will be used to evaluate and to plan the
development for the final product.
4.3.1. Opportunity Identification
Knowing the condition of hose-valve joining activity in PT. Y. is obviously proven
not ergonomics, the improvement needs to be proposed as soon as possible. From
the condition is not possible to change, the improvement proposed is to make a
supporting tool so the activity may keep running yet in safe condition. The
supporting tool is a product that needs its design process. The product design
process starts with the planning.

56
The purpose of the planning before making the product is to make sure that the
product design process needs goals to be achieved. In this research, the goal of
designing supporting tool is to accomplish user needs which in this case needs of
the operator of isotank raw material reception. According to Ulrich (2012), user or
customer needs at first should be determined so the product can meet all customer
needs.
4.3.2. Customer Needs Identification
For this research, a direct observation and interview to the operators are done to
help determining the customer needs. The question asked to both operators are as
follows:
1. How often the activity of reception is done?
2. What do you feel when you do this activity of reception?
3. Do you find any difficulties while you are doing the activity of reception?
4. What do you suggest for the betterment of this activity of reception?
Because the respondents of the interview are only two, the result of the interview
session is concluded in this research. The operation of isotank raw material
reception is done by only one operator of warehouse. The activity is done at least
once per day, depends on the schedule of truck arrival that is set by production
planning engineers.
Both of the operators feel that this activity is quite imposing, since the activity is
done by one operator but it includes hand lifting and manual handling that is not
simple. The operators always find difficulties in hose-valve joining activity part.
They said that the hose is quite heavy, moreover when raw material transfer is
finished because there is some raw material contained inside the hose.
In the interview there is a suggestion given by the operators. They said it is better
if there is a supporting tool which may help lifting the transfer hose meanwhile the
operator can do the joining. Because it is not possible to change the reception of

57
these raw materials into truck delivery way, since the quantity needed for the
production using these raw material is massive.
Looking forward from the result of the interview, this research is purposed to find
the solution through a product design. The customer needs that can be concluded
from the interview are:
1. The product is easy and simple to operate. Since the assistance needed is
only to make the operator do the activity in safer condition yet not
distracting the run of the activity itself.
2. The product can make the operator do the activity in comfortable position.
Because the main factor of the non-ergonomics situation is the condition of
the operator that makes him bend his spine.
3. The product is lightweight. The product should not impose the operators
again with the weight of the product.
4. The product is movable. The product can be carried depends on the need of
the user when to use it.
5. The product is adjustable. The product may fit to any size, length or
diameter of hose so the product can be used in any term of hose-valve
joining.
6. The product may help carry the hose. Since the hose itself is heavy, so if the
product is able to carry the hose it will help the operator.
4.3.3. Screening Process
Focusing on the customer needs defined, the product concept ideas are made. The
concepts are the raw ideas as all the possibilities product may be used for the
activity. Because the point is to make a product that may help the operator doing
the activity. However, the effectiveness of the products must be considered. There
are some other considerations also before the product is about to choose, such as
the price to build the product, the safety in using the product, and the maintenance
of the product in the long term.
In this step, there are five product concepts come up which each concept has
function to help a human worker in hose-valve joining activity. The five products

58
are named Hose Carrier, S Hose, Hose Holder, Hose Baby Crane and Hose
Connecting Robot. The figure 4.26 to figure 4.30 shows the product concepts like.
For the first product concept is hose carrier. The mechanism of the product is by
wearing it upon the operator shoulder. Then, the transfer hose is put on the hose
base. The adjustable strap of the carrier is used to adjust the height of held transfer
hose and it is adjusted using hand of the operator. So the operator may do the
connecting the hose to the valve without lifting the transfer hose using hand.
Figure 4. 26 Hose Carrier Concept
Hose carrier helps lifting the transfer hose while the operator does the connecting
activity.
The second product concept as shown on figure 4.27 is an extension hose named S
Hose. It is used to increase the height of the input valve to comfortable position for
the operator. S Hose is connected to the input valve, so the transfer hose will
connect to the input valve through this S Hose. The purpose of S Hose is to ensure
the operator may do the hose-valve joining activity not in awkward position, but in
comfortable position instead.
The third product concept as shown in figure 4.28 is Hose Holder. Hose Holder is
a trolley for the transfer hose that has hydraulic system support in the front. The
hydraulic is used as the lifter for the transfer hose. The hose will be lifted by hose
base and it can be adjusted to the desired height of the hose to connect to valve.
Hose holder is used to help the operator to carry the transfer hose and help the lifting
of the hose.

59
Figure 4. 27 S Hose Concept
Figure 4. 28 Hose Holder Concept
The fourth product is Hose Baby Crane. The concept of the product is similar with
Hose Holder concept. The product helps lifting the transfer hose. The difference is
on the lifting system. Hose baby crane does not use hydraulic to lift, but crane
instead. The transfer hose is put on the hose base under the crane, and the operator
adjusts the desired height through the crane system. The condition of the fourth
product, Hose Baby Crane is shown in figure 4.29 below.

60
Figure 4. 29 Hose Baby Crane Concept
The last product concept is Hose Joining Robot. The concept is the product holds
the transfer hose, fits to the valve, and twist the whorl by itself to be connected to
the valve. The operation of the robot is controlled by the operator using remote with
command move, lift, twist and dimensional motions of the hand of the robot.
Figure 4. 30 Hose Joining Robot
By having the product concepts in the beginning, the selection must be done
thoroughly. All products may have the purpose to help the activity of the hose-valve

61
joining activity, but there should be other considerations which make not all
concepts are good choices for the current condition in the warehouse of PT. Y. The
things to be considered may come from several perspectives such as operators
which define the customer needs, the management of PT. Y. that considers the
possibility to afford the products, and the observation from the comfort by using
the product that may define the safety risk of using the product.
Therefore, there are some selection criteria to screen these product concepts before
the products will go through the next selection from the operators as the direct user
of the product. The selection criteria consists of ease of handling, simplicity,
comfort, manufacturing ease, cost and maintenance. These criteria are then used as
the parameter to assess the product concepts in screening process. The screening
scoring is to score each product concept based on each criteria by giving plus, minus
or zero which the explanation of the score as follow:
+ = product concept has strength in this criteria
0 = product concept has neutral value in this criteria
- = product concept has weakness in this criteria
The screening process of the concepts is shown in the table 4.7 below.
Table 4. 7 Concept Screening Process
CONCEPTS VARIANTS
Selection Criteria Carrier S Holder Baby
Crane Robot
Ease of Handling - + + + +
Simplicity 0 + + + -
Comfort - 0 - - +
Manufacturing Ease + 0 0 0 -
Cost 0 + 0 - -
Maintenance 0 + 0 0 -
PLUSES 1 4 2 2 2
SAMES 3 2 3 2 0
MINUSES 2 0 1 2 4
NET -1 4 1 0 -2
RANK 4 1 2 3 5
CONTINUE? No Yes Yes Yes No

62
It shows that each product concept has its own pluses and minuses characteristics
based on the screening criteria. Based on the consideration of the possibility to
continue the developing of the product, those pluses and minuses determines that
the product selection process continues with three of five product concepts which
are S Hose, Hose Holder and Hose Baby Crane. The more elaborated designs are
then made and the analysis of each product is done in the next step.
4.3.4. Product Design Ideas
Analyzing customer needs stated above, many ideas came up to have a product
design to support the activity of hose-valve joining. Yet, from those ideas, the
elimination is done to simplify the product concept scoring and developing. The
elimination is done based on the affordability and the feasibility to build the
product. Until finally, the product design comes up with the last three ideas.
These three ideas are going to be analyzed again for each product concept and also
a benchmark will be done among the products so finally the final product will be
chosen. The other products that are not chosen do not mean they are failed products.
The final product is chosen as the recommendation from the research to the
condition of hose-valve joining activity in PT. Y.
The three proposed products ideas are namely S Hose, Hose Holder and Hose Baby
Crane. The design and specification of each product is as follows.
1. S Hose
The first product design idea proposed is named S Hose. The name comes from the
shape of the tool, “S” letter. S Hose is the simplest product design. The product is
able to help the operator standing position while doing the hose-valve joining
activity. As the main factor of the non-ergonomics is the awkward posture while
doing the activity. The product is used by setting it on the storage input valve so it
will be the extension of the input valve itself. The main function of the product is

63
to ensure ergonomics of the working condition and to refer on anthropometry
standard. The product design idea is shown in the figure 4.31 and 4.32 below.
Figure 4. 31 S Hose Body Parts
Figure 4. 32 S Hose Body Dimension
The product body parts consist of hose nut, hose body and hose bolt. The hose nut
is connected to outer whirl of storage input valve. The hose body is S letter shaped
with the height from input center point to output center point is 25 cm as the height
is to extend the height of the storage input valve from 73 cm to 98 cm
Scale = 1:10
Front View Side View

64
(anthropometry standard). The last part of the product is the hose bolt that its
function is to be the replace of the outer whirl of storage input valve.
Table 4. 8 S Hose Price Estimation
No Part Quantity Price/Unit Total Price
1 Stainless Steel Pipe R6, 0.5m 1 Rp 100.000 Rp 100.000
2 Hose Whirl Lock 1 Rp 25.000 Rp 25.000
3 Inner Whirling 1 Rp 50.000 Rp 50.000
4 Outer Whirling 1 Rp 50.000 Rp 50.000
5 Operational Cost 1 Rp 350.000 Rp 350.000
TOTAL Rp 575.000
To make one unit of S Hose, the estimated price is Rp 575.000,-. It includes the
buying of stainless steel pipe diameter 12 cm, 50 cm length and the hose whirl lock
as the material. In labor cost, whirling process is needed both for inner whirl and
outer whirl of the hose. The operational cost estimated includes bending cost,
welding cost, and modification of the whirl lock cost.
The material selected is stainless steel because it is considered that the S Hose
product is the product that may directly contact the raw material flow. As the
function of the product is as the extension of the input valve. The raw material
flowing through the hose is corrosive, so the stainless steel is chosen as the material
of the product as it is corrosive resistant material.
2. Hose Holder
The second product design is named Hose Holder. Based on its name, the
mechanism of the product is to lift the hose end and hold it on the adjusted height.
Then the operator may do the joining hose and valve without lifting the hose itself.
The product also looks like a trolley which is used to help carrying the transfer hose.
The body parts of the product are as shown on the figure 4.33. The wheels are used
to enable the trolley to move. The transfer hose is put on the box floor of the product,
there is also a hose box that is used to hold the hose to avoid the hose out of the
trolley. The operator can move the trolley through holding the handle. The
movement is enabled by pushing and pulling the Hose Holder.

65
The design is like a trolley with a handle that is adjusted with anthropometry data
elbow height so the operator may move the tool in ergonomics position as the height
of the handle is 98 cm.
Figure 4. 33 Hose Holder Body Parts
The adjustable height of the holder is possible due to the existence of the hydraulic
support. To adjust the hydraulic support is by operating the manual pump below the
hydraulic support. The hose end is put on the pipe base, and then is locked using
pipe holder. This pipe holder is like a belt for the hose, which can be adjustable for
various diameter of hose. The height of the holder can be adjusted from 59 cm to
109 cm.
For Hose Holder, the price of making one unit estimated is Rp4.300.000,- with
detail price estimation is shown in the table 4.9. UNP Canal U Iron 5 cm is used for
frame of trolley. Iron layer is used for the hose floor and hose box. There are also 4
wheels needed to enable the trolley to move. Elastic silicon is used as the material
for hose base as it should be flexible for various hose diameter. Hose belt is custom

66
made and the price estimated is Rp 50.000,-. The operational cost includes assembly
cost and welding cost.
Table 4. 9 Hose Holder Price Estimation
No Part Quantity Price/Unit Total Price
1 UNP Canal U Iron 5 2 Rp 500.000 Rp 1.000.000
2 Iron Layer 0.2 1 Rp 300.000 Rp 300.000
3 Iron Pipe R1.5 3 Rp 175.000 Rp 525.000
4 Wheel R3 4 Rp 75.000 Rp 300.000
5 Hydraulic Set 1 Rp 1.500.000 Rp 1.500.000
6 Silicon Hose Base 1 Rp 125.000 Rp 125.000
7 Hose Belt 1 Rp 50.000 Rp 50.000
8 Operational Cost 1 Rp 500.000 Rp 500.000
TOTAL Rp 4.300.000

67
Figure 4. 34 Hose Holder Body Dimension
Scale = 1:20
Top View Side View Front View
67

68
Figure 0.1 Hose Holder Hydraulic Simulation
Hose Holder in maximum adjusted
height holder position, 109 cm
Hose Holder in adjusted height holder
position, 98 cm Hose Holder in minimum adjusted
height holder position, 59 cm
Figure 4. 35 Hose Holder Hydraulic Simulation
68

69
3. Hose Baby Crane
The third product design idea is named Hose Baby Crane. It is like a small size of
crane to lift the hose. The idea of the product is quite similar with Hose Holder. The
difference is on the system of lifting. This baby crane lifts the hose end from above.
Hose Baby Crane is just more flexible than Hose Holder in term of hose base
adjustment. Figures below shows the design of Hose Baby Crane.
Figure 4. 36 Hose Baby Crane Body Parts
The body parts are also similar with Hose Holder in the trolley parts. Most of all,
the product can be used to carry the hose using the handle. For some different parts
have their own function. The pipe holder is used to lift the hose end, then the put
hose end will be locked using hose belt. The adjustment of height of hose lifting is
set from the pulley system above the rope. The height adjustment can also be done
using the hydraulic system and manual pump located on the crane arm and crane
support. The adjustment is more flexible as the limit of height adjustment is between
40 cm to 185 cm.

70
Figure 4. 37 Hose Baby Crane Dimension
Scale = 1:25
Top View Front View Side View
70

71
Figure 0.1 Hose Baby Crane Joint Simulation
Hose Baby Crane in maximum adjusted
crane arm height position, 185 cm
Hose Baby Crane in adjusted crane arm
height position
Hose Baby Crane in minimum adjusted
crane arm height position
Figure 4. 38 Hose Baby Crane Joint Simulation
71

72
Table 4. 10 Hose Baby Crane Price Estimation
No Part Quantity Price/Unit Total Price
1 UNP Iron 5 4 Rp 500.000 Rp 2.000.000
2 Iron Layer 0.2 1 Rp 300.000 Rp 300.000
3 Iron Pipe R1.5 3 Rp 175.000 Rp 525.000
4 Wheel R3 4 Rp 75.000 Rp 300.000
5 Hydraulic Set 1 Rp 1.500.000 Rp 1.500.000
6 Tackle Crane 1 Rp 3.000.000 Rp 3.000.000
7 Silicon Hose Base 1 Rp 125.000 Rp 125.000
8 Hose Belt 1 Rp 50.000 Rp 50.000
9 Operational Cost 1 Rp 900.000 Rp 900.000
TOTAL Rp 8.700.000
To build one unit of Hose Baby Crane, mostly the body parts needed are the same
with the body parts of Hose Holder. It needs more UNP iron as it is used for trolley
frame and crane bars. A hydraulic set is also needed for adjusting the crane arm
joint. A tackle crane with maximum 1000 kg capacity is assembled and modified
to have hose base. The operational cost of making this tool includes assembly cost,
welding cost and modification cost. The price estimated to make one unit of Hose
Baby Crane is Rp 8.700.000,-.
4.3.5. Product Scoring and Benchmark Analysis
The three product design ideas are still the concepts with each product design.
Before the final product is decided, the benchmarking need to be done among the
product ideas. The first step of benchmarking is to show the strength and the
weakness of each product. This strength and weakness analysis is done to compare
the specification among three product design ideas. Then the next assessment of
benchmarking can be done more accurately. The next analysis is to do the concept
scoring. Concept scoring of each product is done to give more consideration to
analyze and determine the best desired product. From the concept scoring and
benchmarking, the preferred product for the activity of hose-valve joining in PT. Y
is chosen. The strength and weakness of each product is shown in the table 4.11 to
table 4.13.

73
Table 4. 11 S Hose Strength-Weakness
Product Strength Weakness
S Hose - Easy to install
- Lightweight
- Reduce awkward posture
while operating
- Simple maintenance
- Low investment cost
- The size is permanent (not
adjustable for various hose)
- Not able to help carrying the
hose
- Operator still has to do lifting
and joining manually
Table 4. 12 Hose Holder Strength-Weakness
Product Strength Weakness
Hose Holder - Easy to operate
- Adjustable for valve height
- Help carrying the hose and
movable
- Help lifting the hose while
operators do the joining
- The adjustment is limited
from 59 cm to 109 cm
- Need routine maintenance
especially for hydraulic
system
Table 4. 13 Hose Baby Crane Strength-Weakness
Product Strength Weakness
Hose Baby Crane - Easy to operate
- Adjustable for valve height
- Help carrying the hose and
movable
- Help lifting the hose while
operators do the joining
- The adjustment is more
flexible and wider limit
than Hose Holder
- Heavy weight
- Need more complex
maintenance, for hydraulic
system and the crane
- Higher cost investment
Since the interview of operators, direct observation and customer needs determining
have been done, the selection criteria for the preferred concept is assumed. The
selection criteria is the criteria to assess and give score to each product. In this case
the scoring is done by the operators, since the operators are the ones who do this
activity routinely and they suggest to make a supporting tool to assist them doing
hose-valve joining activity. The scoring system is by giving rating score for each
selection criteria of each product. The rating is in the scale of 1 to 5. The description
of each rating score is as follows.
1 = very bad
2 = bad
3 = average
4 = good
5 = very good

74
There are two operators as the respondents to fill the product scoring form. These
two operators are the only ones who are capable and eligible to do the isotank raw
material reception in the warehouse of PT. Y. The result of each operators scoring
is as following table 4.14 and table 4.15.
Table 4. 14 Concept Scoring by Operator A
Operator A Concept Rating
Selection Criteria S Hose Hose
Holder
Hose Baby
Crane
easy and simple to operate 2 5 4
comfort user 4 3 4
Lightweight 5 3 2
Movable 1 5 4
Adjustable 1 3 4
able to carry the hose 1 5 5
Table 4. 15 Concept Scoring by Operator B
Operator B Concept Rating
Selection Criteria S Hose Hose
Holder
Hose Baby
Crane
easy and simple to operate 4 4 4
comfort user 5 4 3
Lightweight 5 4 2
Movable 1 5 4
Adjustable 1 3 5
able to carry the hose 1 5 5
The average of the selection criteria score given by the operators is then calculated.
These average values that will determine which product is the most preferred based
on the importance of each selection criteria. The importance of each selection
criteria determines the weight of the criteria itself. The importance is deployed into
percentages of each criteria which the total of the percentage must be 100%. The
importance of product is determined based on the condition of current activity in
PT. Y. So, the weight of selection criteria can be changed depending on the
condition changes. The concept scoring and benchmarking is determined as
following table 4.16.

75
Table 4. 16 Final Concept Scoring
Concept
S Hose Hose Holder Hose Baby Crane
Selection Criteria Weight Rating Weighted
Score Rating
Weighted
Score Rating
Weighted
Score
easy and simple to operate 25% 3 0,75 4,5 1,125 4 1
comfort user 20% 4,5 0,9 3,5 0,7 3,5 0,7
Lightweight 10% 5 0,5 3,5 0,35 2 0,2
Movable 15% 1 0,15 5 0,75 4 0,6
Adjustable 15% 1 0,15 3 0,45 4,5 0,675
able to carry the hose 15% 1 0,15 5 0,75 5 0,75
Total Score 2,6 4,125 3,925
Rank 3 1 2
After the concept scoring has been calculated, the preferred product idea is chosen.
The most preferred product is Hose Holder. It does not mean that the not preferred
product ideas are failed product ideas. Even the most preferred product idea must
have chances to be developed and generated.
4.3.6. Concept Testing
The chosen concept needs to be tested in order to know the effectiveness of the
preferred product idea. To know the effectiveness of the preferred product idea,
which is Hose Holder, the REBA Analysis need to be done again. REBA Analysis
is used to assess the simulation of operator doing the activity of hose-valve joining
based on PT. Y. Warehouse condition using Hose Holder as a supporting tool. Then
the result of REBA score will be evaluated by comparing with the REBA score of
this hose-valve joining activity without using supporting tool (current condition).
Below figure 4.39 and figure 4.40 shows the visualization of the hose-valve joining
activity in the warehouse of PT.Y. using Hose Holder. The simulated figures show
the storage tank input valve, the operator and the Hose Holder. The condition shown
in the simulation is the Hose Holder is put near the input valve and the hose base is
already adjusted to the height of the input valve. The simulation shows also the
condition of the operator while doing the hose-valve joining using hose holder as
the supporting tool.

76
Figure 4. 39 Hose-Valve Joining with Hose Holder (Front View)
Figure 4. 40 Hose-Valve Joining with Hose Holder (Side View)

77
Since it is still an idea of product, the assessment of REBA is done through a
simulated figure of storage input valve of PT. Y. Warehouse, Hose Holder design
and the operating human worker. Because the condition is the transfer hose is lifted
and adjusted to the height of the input valve, so the most of the body parts posture
are assumed the same with the condition of working operator without any
supporting tool. The different body part is only on the wrist, because the operator
only does the connection. The wrist is assumed in extended posture, so the REBA
score of wrist is +1.
Figure 4. 41 Operator Wrist Angle with Hose Holder
The score of Group A body parts is the same which is 5. The score of Group B body
parts is determined using REBA Table B matrix with the body parts referred are
upper arm equals to 3, lower arm equals to 2 and wrist equals to 1.

78
Table 4. 17 Table B of REBA with Hose Holder
Table B Lower Arm
1 2
Wrist 1 2 3 1 2 3
Upper
Arm
1 1 2 2 1 2 3
2 1 2 3 2 3 4
3 3 3 5 4 5 5
4 4 4 5 5 6 7
5 5 7 8 7 8 8
6 6 8 8 8 9 9
Since the operator does not need to lift he transfer hose again, the REBA score of
load is determined as 0. The load REBA score is then added to the REBA score of
group A body parts. Therefore, the score is:
Score A = Group A Body Parts Score + Load Score
Score A = 5 + 0
Score A = 5
Due to the hose lifting is done by the Hose Holder and the operator can only focus
on connecting the hose into input valve, the coupling posture condition becomes
well-fitting handle and a mid-range power grip condition. This is categorized as
good coupling, which the REBA score of coupling is 0. The coupling REBA score
is then added to the REBA score of group B body parts. Therefore, the score is.
Score B = Group B Body Parts Score + Coupling Score
Score B = 4 + 0
Score B = 4
The score A and score B resulted are used to determine the score C. Score C is
determined by referring to the matrix table of REBA score C with the score of body
parts A equals to 5 and the score of body parts B equals to 4. The referring of table
C of REBA is shown in table 4.18 below.

79
Table 4. 18 Table C of REBA with Hose Holder
Score
A
Table C
Score B
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 2 3 3 4 5 6 7 7 7
2 1 2 2 3 4 4 5 6 6 7 7 8
3 2 3 3 3 4 5 6 7 7 8 8 8
4 3 4 4 4 5 6 7 8 8 9 9 9
5 4 4 4 5 6 7 8 8 9 9 9 9
6 6 6 6 7 8 8 9 9 10 10 10 10
7 7 7 7 8 9 9 9 10 10 11 11 11
8 8 8 8 9 10 10 10 10 10 11 11 11
9 9 9 9 10 10 10 11 11 11 12 12 12
10 10 10 10 11 11 11 11 12 12 12 12 12
11 11 11 11 11 11 12 12 12 12 12 12 12
12 12 12 12 12 12 12 12 12 12 12 12 12
The activity score is determined equal to +1. Because more than one body parts are
still in static position for more than one minute while doing the activity. This score
is then added to score C to determine the REBA final score. Therefore, the score is
Final REBA Score = Score C + Activity Score
Final REBA Score = 5 + 1
Final REBA Score = 6
From the REBA assessment worksheet in excel, the REBA score for the activity of
hose-valve joining with Hose Holder shows result 6 final REBA score. The
assessment using REBA assessment excel worksheet is shown in figure 4.42.
Final REBA Score for the activity of hose-valve joining using Hose Holder in PT.
Y simulation is 6. It means this activity is still categorized as Medium Risk Level
activity and action plan is necessary. The Hose Holder product idea as the preferred
product idea shows a significant improvement since the decreasing of final REBA
score is equal to 4 points. This means Hose Holder is effective to ensure the hose-
valve joining activity in PT. Y. can be done in a safer condition.

80
Figure 4. 42 REBA with Hose Holder Assessment Worksheet
4.3.7. Final Product Development
After the analysis of concept screening and scoring are done, the final preferred
product is chosen. Then, after the product concept testing is done, the performance
of the product can be evaluated. The evaluation is purposed to keep ensuring the
continuity of the development of a product.
From the analysis of Hose Holder before, the product is able to secure the activity
of hose lifting. This situation effectively reduces the safety risk of operator in doing
hose-valve joining activity. Even though the improvement is significant, it is known
that the REBA score of the proposed improvement still has medium risk level,
which the action plan is still necessary. The risk exists due to the operator still needs
to bow down, bending his spine in connecting the hose into input valve.
The proposed improvement can still be developed. The development idea for this
situation is by combining the usage of the Hose Holder and S Hose. The purpose of
this combining is to secure both the manual hose lifting and the awkward posture
in joining hose and input valve. S Hose may help secure the body posture of the
operator to be ergonomics posture, and Hose Holder may help the lifting of the
transfer hose.

81
For the condition in warehouse of PT. Y., the S Hose is permanently put on the
storage input valve, and the activity of hose-valve joining is done using Hose Holder
as the supporting tool. To analyze this developed idea, REBA analysis is done again
to observe the simulation of the operator doing hose-valve joining activity using
Hose Holder and S Hose.
Below figure 4.43 and figure 4.44 show the visualization of the hose-valve joining
activity in the warehouse of PT.Y. using combination of Hose Holder and S Hose.
The simulated figures show the storage tank input valve, the operator, Hose Holder
and S Hose. The condition shown in the simulation is the Hose Holder is put near
the input valve and the hose base is already adjusted to the height of the input valve.
S hose is also already connected to the input valve, so the input valve has increased
height to the anthropometry elbow height standard. The simulation shows also the
condition of the operator while doing the hose-valve joining using hose holder as
the supporting tool and S Hose connected to the input valve.
Figure 4. 43 Hose-Valve Joining with Hose Holder and S Hose (Front View)

82
Figure 4. 44 Hose-Valve Joining with Hose Holder and S Hose (Side View)
In this case, the hose is lifted by Hose Holder and the input valve has ergonomics
height due the installment of S Hose, so the operator does the activity in straight
standing position. Assuming the simulation of the developed improvement is as the
figure above. The REBA score for each body part is as follows
Group A Body Parts:
Trunk is in the straight position, which the degree is equal to 0. The REBA
score of trunk resulted is +1
Neck is approximately 45o down bended, as the activity of hose-valve
joining is at the height of elbow, so the operator needs to look down at the
working area. This is categorized as >20o bended neck which gives +2
REBA score of neck

83
Figure 4. 45 Body Parts A with Hose Holder and S Hose
Legs are as well in the straight standing position, so there is no bending and
the operator may stand steady on two legs. The REBA score of legs resulted
is +1
Load REBA score is defined as 0, as the hose lifting is not done by the
operator anymore, but the Hose Holder instead.
After all group A body parts are assessed, the score of group A is determined using
REBA Table A matrix.
Table 4. 19 Table A of REBA with Hose Holder and S Hose
Table A Neck
1 2 3
Legs
1 2 3 4 1 2 3 4 1 2 3 4
Trunk
1 1 2 3 4 1 2 3 4 3 3 5 6
2 2 3 4 5 3 4 5 6 4 5 6 7
3 2 4 5 6 4 5 6 7 5 6 7 8
4 3 5 6 7 5 6 7 8 6 7 8 9
5 4 6 7 8 6 7 8 9 7 8 9 9

84
The load REBA score is then added to the REBA score of group A body parts.
Therefore, the score is:
Score A = Group A Body Parts Score + Load Score
Score A = 1 + 0
Score A = 1
After Score A is determined, the next assessment is for body parts B. Since the
condition of the input valve is already adjusted to anthropometry elbow height
standard, it is assumed that the operator doing hose-valve joining activity in straight
standing position as shown in figure 4.46 below.
Figure 4. 46 Body Parts B with Hose Holder and S Hose
Group B Body Parts:
Upper arm is in straight down position, which the degree is equal to 0. The
REBA score of upper arm resulted is +1.

85
Due to the activity is already adjusted to the anthropometry of elbow height,
so the lower arm will be straight forward, 90o to the upper arm. REBA score
of lower arm resulted is +1.
Wrist is estimated as in the straight position, holding the hose wrench
because the hose hand lifting is not needed anymore. REBA score of wrist
resulted is +1
Due to the hose lifting is done by Hose Holder, and the height is adjusted to
anthropometry of elbow height, the coupling condition is good with well-
fitting handle and a mid-range power grip. This results 0 REBA score of
coupling.
After all group B body parts are assessed, the score of group A is determined using
REBA Table B matrix.
Table 4. 20 Table B of REBA with Hose Holder and S Hose
Table B Lower Arm
1 2
Wrist 1 2 3 1 2 3
Upper
Arm
1 1 2 2 1 2 3
2 1 2 3 2 3 4
3 3 3 5 4 5 5
4 4 4 5 5 6 7
5 5 7 8 7 8 8
6 6 8 8 8 9 9
The coupling REBA score is then added to the REBA score of group B body parts.
Therefore, the score is:
Score B = Group B Body Parts Score + Coupling Score
Score B = 1 + 0
Score B = 1
The score A and score B resulted are used to determine the score C. Score C is
determined by referring to the matrix table of REBA score C.

86
Table 4. 21 Table C of REBA with Hose Holder and S Hose
Score
A
Table C
Score B
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 2 3 3 4 5 6 7 7 7
2 1 2 2 3 4 4 5 6 6 7 7 8
3 2 3 3 3 4 5 6 7 7 8 8 8
4 3 4 4 4 5 6 7 8 8 9 9 9
5 4 4 4 5 6 7 8 8 9 9 9 9
6 6 6 6 7 8 8 9 9 10 10 10 10
7 7 7 7 8 9 9 9 10 10 11 11 11
8 8 8 8 9 10 10 10 10 10 11 11 11
9 9 9 9 10 10 10 11 11 11 12 12 12
10 10 10 10 11 11 11 11 12 12 12 12 12
11 11 11 11 11 11 12 12 12 12 12 12 12
12 12 12 12 12 12 12 12 12 12 12 12 12
The activity score is determined equal to +1. Because more than one body parts are
still in static position for more than one minute while doing the activity. This score
is then added to score C to determine the REBA final score. Therefore, the score is
Final REBA Score = Score C + Activity Score
Final REBA Score = 1 + 1
Final REBA Score = 2
From the REBA assessment worksheet in excel, the REBA score for the activity of
hose-valve joining with Hose Holder and S Hose shows also result 2 final REBA
score. The measurement of REBA using REBA assessment excel worksheet is
shown in figure 4.47.
Final REBA Score for the activity of hose-valve joining using Hose Holder and S
Hose in PT. Y simulation is 2. So this simulation of activity is categorized as low
risk activity that the change may be needed. This developed improvement gives a
very significant change to the safety risk of this activity. This proposed
improvement is better to be implemented.

87
Figure 4. 47 REBA with Hose Holder and S Hose Assessment Worksheet

88
CHAPTER V
CONCLUSION AND RECOMMENDATION
5.1. Conclusion
The research is finished as the analysis comes up with the result. The result of the
analysis is the proposed improvement to the analyzed current condition. Based on
the analysis of the data collection and the result in this research, there are two things
to be concluded:
1. The activity of hose-valve joining in the raw material reception using
isotank truck in the warehouse of PT. Y. is categorized as a non-ergonomics
activity. The activity includes the manual material handling which causes
the operators to have awkward body posture position due to bowed down
spine and the excessive load of hand lifting of the transfer hose. The research
is purposed to find a solution to ensure the ergonomics of this activity. Due
to the current condition of the activity cannot be changed, to ensure the
ergonomics of this activity is by designing a supporting tool to assist the
operators while doing the hose-valve joining.
2. In making the product of supporting tool for hose-valve joining activity, the
right steps of product design and development must be followed. It is
purposed to make sure the product meets the needs both stated by the
operators and known from the analysis. The point of product design and
development process is also to assess the proposed idea in the beginning,
which in this case is Hose Holder. So, the assessment can be used to evaluate
its performance. Then, the evaluation of the performance determines the
effectiveness of the improvement. It is also used to be the reference to keep
developing the product to have more value or significant improvement. In
this research, the final developed improvement to propose is to combine the
usage of Hose Holder and S Hose. So, Hose Holder supports the lifting of
the hose and the S Hose helps avoiding awkward body posture.

89
5.2. Recommendation
For further research, it is recommended to do deeper analysis on the ergonomics
condition of the hose-valve joining activity in order to gain the more accurate
ergonomics problem as in this research the analysis done is only using
anthropometry reference analysis and REBA analysis. The next recommendation is
that it is better to build the chosen product in order to analyze the effectiveness of
the proposed improvement more accurately while in this research the analysis of
the effectiveness is still done using assumption.

90
REFERENCES
Arya, R. Low Back Pain. Signs, Symptoms, and Management. 2014.
Dijken, C. B.-v. Low Back Pain. Lifestyle Factors and Physical Activity: A
Population-Based Study. 2008.
Feletto, M. Ergonomics Guidelines for Manual Material Handling. Improving
Manual Material Handling. 2007.
Fernandez, J. E., & Goodman, M. Ergonomics in the Workplace. Exponent Health
Group.2010.
Freivalds, A. Niebel's Methods Standards, and Work Design: 12th Edition. New
York: McGraw-Hill. 2009.
Fryar CD, G. Q. Anthropometric Reference Data for Children and Adults. Vital
and Health Statistics, 2012.
Middlesworth, M. Rapid Entire Body Assessment. Ergonomics Plus. 2014.
Mohammadi, H., & Motamedzade, M. Manual Material Handling Assessment
among Workers of Iranian Casting Workshops. International Journal of
Occupational Safety and Ergonomics. 2013.
Nurmianto, E. Ergonomi Konsep Dasar dan Aplikasinya. Data Antropometri
Masyarakat Indonesia. 1998.
Ulrich, K., & Eppinger, S. Product Design and Development: Fifth Edition. New
York: McGraw-Hill. 2012.