Embed Size (px)
Citation preview


Faculty of Forestry, Geosciences and Hydrosciences Institute of Waste Management and Contaminated Sites Chair in Waste Management Prof. Dr.-Ing. habil. B. Bilitewski
Mineral phases of steel industry slags used in a landfill cover construction
MASTER THESIS
TECHNISCHE UNIVERSITÄT DRESDEN
Submitted by: Silvia Diener
Matriculation number: 2800 264
Tutors: Dr.-Ing. Lale Andreas, Division of Waste Science & Technology,
Luleå University of Technology, Sweden.
Prof. Dr.-Ing. habil. Bernd Bilitewski, Institute of Waste Management
and Contaminated Sites, Technische Universität Dresden, Germany.
Dresden, the 21st of March 2006

I
Aufgabenstellung für die Diplomarbeit
Thema: Mineralphasen in Stahlschlacken beim Einsatz
in der Dichtungsschicht einer Deponieoberflächenabdichtung
(Mineral phases of steel industry slags used in a landfill cover construction)
Pfannenschlacke und Elektroofenschlacke sind Abfallprodukte aus der Stahlindustrie.
Die derzeitige Praxis besteht in einer Deponierung dieser Stahlschlacken. Je nach
Stahlwerk fallen jährlich Tausende Tonnen verschiedener Schlacketypen an.
Der Einsatz dieser Schlacken beispielsweise als alternative Baustoffe im Deponiebau
wird in Zukunft stärkere Bedeutung und Akzeptanz erfahren.
Durch die zementähnlichen Eigenschaften von Pfannenschlacke nach Zugabe von
Wasser und anschließender Verdichtung rücken Einsatzgebiete bei denen hohe Dichte,
niedrige Permeabilität und mechanische Stabilität vonnöten sind, in den Vordergrund,
beispielsweise in der Dichtungsschicht einer Deponieoberflächenabdichtung. Die zu
untersuchenden Stahlschlacken stammen von Uddeholm Tooling AB, einem Stahlwerk
in Hagfors, Schweden.
Zielsetzung:
1) die Untersuchung der Abbindeeigenschaften von Pfannenschlacke, Elektro-
ofenschlacke und Mischungen aus denselbigen durch kalorimetrische Messungen,
2) die Untersuchung der kristallinen und amorphen Mineralzusammensetzung der
Schlackeproben mit Hilfe IR-Spektroskopie und Röntgenbeugung,
3) die Auswertung der Ergebnisse im Hinblick auf Langzeitverhalten und Stabilität
der Mineralphasen sowie
4) die Analyse einer möglichen Korrelation zwischen Abbindeeigenschaften und Mi-
neralzusammensetzung der Materialien.

TABLE OF CONTENTS
II
TABLE OF CONTENTS LIST OF ABBREVIATIONS .......................................................... III
LIST OF FIGURES........................................................................... V
LIST OF TABLES ......................................................................... VII
TERMINOLOGY .................................................................................... VIII
SUMMARY ............................................................................................. XIII
1 INTRODUCTION...................................................................................... 1
2 MATERIAL AND METHODS ................................................................. 2
2.1 Material ....................................................................................................................... 2
2.2 Methods ...................................................................................................................... 5
2.2.1 Calorimetry ...................................................................................................... 6
2.2.3 X-ray diffraction .............................................................................................. 7
3 RESULTS................................................................................................... 8
3.1 Calorimetry ................................................................................................................. 8
3.2 IR spectroscopy........................................................................................................... 9
3.3 X-ray diffraction ....................................................................................................... 13
4 DISCUSSION .......................................................................................... 15
5 CONCLUSIONS...................................................................................... 22
6 REFERENCES......................................................................................... 25
APPENDICES
APPENDIX I Sample preparation and Measurement Data APPENDIX II Steel slags - General data, mineralogical composition
and suitable analysis methods for determining heat of hydration and mineral phases - Literature Review
APPENDIX III Extended summary in German -
Mineralphasen in Stahlschlacken beim Einsatz in der Dichtungsschicht einer Deponieoberflächenabdichtung

LIST OF ABBREVIATIONS
III
LIST OF ABBREVIATIONS AOD Argon Oxygen Decarburisation
BF Blast Furnace
BOF Basic Oxygen Furnace (LD converter)
CEN Comité Européen de Normalisation
(European Committee for Standardization)
DRIFTS Diffuse Reflectance Infrared Fourier Transform Spectroscopy
DTA Differential Thermal Analysis
EAF Electric Arc Furnace
EDX Energy Dispersive X-Ray Analysis
FEhS FEhS - Institut für Baustoff-Forschung e.V.
(former „Forschungsgemeinschaft Eisenhüttenschlacken“;
German research institute for building materials)
FTIR Fourier Transform Infrared (Spectroscopy)
KBr Potassium Bromide
MID-IR Mid range of infrared radiation
IR Infrared (Spectroscopy)
MSWI Municipal Solid Waste Incineration
NMR Nuclear Magnetic Resonance
OECD Organisation for Economic Co-operation and Development
OPC Ordinary Portland Cement
SEM Scanning Electron Microscopy
TG/TGA Thermal Gravimetric Analysis
XRD X-Ray Diffraction
A special cement nomenclature, called cement chemist notation (CCN) is used to
simplify cement formulas. Important abbreviations are:
C = CaO lime (calcium oxide)
S = SiO2 silica (silicon oxide)
A = Al2O3 aluminate (aluminium oxide)
F = Fe2O3 ferrite (iron oxide)
S = SO3 sulphate (sulphur oxide)

LIST OF ABBREVIATIONS
IV
H = H2O in cement: hydrated water
C-S-H Calcium silicate hydrate
C-A-H Calcium aluminate hydrate
With the help of that nomenclature, formulas as for the mineral ettringite
6CaO*Al2O3*3SO3*32H2O can be written simpler as C6A S 3H32.

LIST OF FIGURES
V
LIST OF FIGURES Figure 1. EAF slag ............................................................................................................ 2
Figure 2. Ladle slag .......................................................................................................... 2
Figure 3. Chemical composition of EAF slag and ladle slag............................................ 3
Figure 4. Particle size distribution of EAF 1, EAF 2 and ladle slag
(Herrmann et al., 2005) ..................................................................................... 4
Figure 5. Sample cup in the calorimeter ........................................................................... 6
Figure 6. Temperature changes per gram slag during hydration measured with
calorimetry ........................................................................................................ 8
Figure 7. IR spectra of 100 % ladle slag (hydrated sample)............................................. 9
Figure 8. FTIR spectra of two hydrated slags and three hydrated slag mixtures ........... 10
Figure 9. Comparison of area ratio of peaks caused by absorption of OH-bonds.......... 11
Figure 10. Diffraction pattern of 100 % ladle slag and 100 % EAF slag ....................... 13
APPENDIX I Figure 1. IR spectra for all hydrated slag samples (LS = ladle slag)................................ 8
Figure 2. IR spectra for hydrated ladle slag and non hydrated ladle slag......................... 9
Figure 3. IR spectra of 100 % EAF slag and 100 % ladle slag (hydrated) ....................... 9
Figure 4. Diffraction pattern of 100 % ladle slag and 100 % EAF slag ......................... 10
APPENDIX II Figure 1. Flow chart of the steel making process at Uddeholm Tooling Ltd.
(Beskow and Du Sichen; 2004)......................................................................... 3
Figure 2. Types of steel slags generated in Europe 2004
(Euroslag, 2006) ................................................................................................ 5
Figure 3. Utilisation of steel slags in Europe 2004 (Euroslag, 2006)............................... 6
Figure 4. Reuse of steel slags in Germany in 2004 (FEhS, 2005).................................... 7
Figure 5. Layers and their functions in a cover construction with a mineral liner;
examples for possible alternative materials (Andreas et al., 2005)................... 8
Figure 6. Changes in cement microstructure during hydration (Wenk and Bulakh, 2004)
........................................................................................................................................ 15
Figure 7. Phase diagram of CaO–SiO2–Al2O3 system.................................................... 17

LIST OF FIGURES
VI
Figure 8. Differential calorimetric analyses of CA, CA2 and corresponding mixtures
(Möhmel et al., 1998)...................................................................................... 19
Figure 9. Compilation of literature data about main elements in EAF slags
(BMU data [6])................................................................................................ 21
Figure 10. Composition of Uddeholm ladle slag and BMU data about ladle slag [6].... 23
Figure 11. Mineralogical evolution taking place during weathering of MSWI
bottom ash (Piantone et al., 2004)................................................................... 26
Figure12. The rate of heat evolution of cement hydration at 25 °C
(Mostafa and Brown, 2005) ............................................................................ 30
Figure 13. X-ray diffraction of EAF sample (Shen et al., 2004) .................................... 34
Figure 14. Vibration modes of the CO2 molecule .......................................................... 37
Figure 15. Schematical draw of the Michelson interferometer ...................................... 39
Figure 16. Comparison of interferogram and spectrum.................................................. 40
Figure 17. Sample accessory of the DRIFTS method .................................................... 40
Figure 18. Model spectrum for explaining fundamental terms
(Günzler and Gremlich, 2002) ........................................................................ 42

LIST OF TABLES
VII
LIST OF TABLES
Table 1. Annual slag generation at Uddeholm Tooling Ltd (Herrmann et al., 2005)....... 3
Table 2. Mixtures of EAF and ladle slag used in the experiments ................................... 4
APPENDIX I Table 1. Sample data......................................................................................................... 2
Table 2. Recorded data of 100 % ladle slag sample ......................................................... 2
Table 3. Recorded data of 35 % EAF slag sample ........................................................... 3
Table 4. Recorded data of 50 % EAF slag sample ........................................................... 3
Table 5. Recorded data of 65 % EAF slag sample ........................................................... 3
Table 6. Recorded data of 100 % EAF slag sample ......................................................... 4
Table 7. Mixtures for preparation of specimens ............................................................... 5
Table 8. Data of the cylinder ............................................................................................ 5
Table 9. Data of modified Proctor device......................................................................... 5
Table 10. Main IR peaks of 100 % EAF slag, 50 % EAF slag and the two ladle slag
samples including literature data .................................................................................... 11
APPENDIX II Table 1. Steel slag generation in EU, Germany and Sweden ........................................... 6
Table 2. Clinker and mineral phases in OPC according to Knoblauch
and Schneider (1992).......................................................................................... 12
Table 3. Main mineral phases in cement with chemical compounds and corresponding
cement nomenclature.......................................................................................... 14
Table 4. Hydraulic behaviour or different materials (Röhling et al., 2000) ................... 16
Table 5. Chemical composition of certain materials used in cement industry
(according to Knoblauch and Schneider, 1992) ................................................. 17
Table 6. Chemical composition of two EAF slags (Motz and Geiseler, 2001) .............. 20
Table 7. Predominant mineral phases associated with steel slag
(Murphy et al., 1997).......................................................................................... 22
Table 8. Regions of Infrared radiation............................................................................ 35

TERMINOLOGY
VIII
TERMINOLOGY
Amorphous Minerals that have no crystal lattice, i.e. no structure consisting
of crystal units. The antonym is crystalline.
Blast furnace In a blast furnace, iron ore is reduced to iron in the form of pig
iron. Raw materials are coke and iron ore. Furthermore, air is
blown into the furnace. Products of this continuous process are
molten iron and blast-furnace slag.
Carbonation Chemical reaction leading to formation of carbonates. An
example is the reaction of calcium hydroxide with carbon
dioxide in the air to calcite.
Cash minerals Minerals that have the ability to incorporate heavy metals in
their crystal structure (also called reservoir minerals). They can
be formed by thermal processes (primary cash minerals) or by
hydraulic reactions (secondary cash minerals). Certain cement
phases, carbonates and iron-hydroxides are known as cash
minerals.
Curing Hardening of cement due to hydration.
Diffraction When a beam of light is directed towards a crystal, light is
diffracted under a certain conditions, e.g. that distances
between the crystal lattice are equivalent to the wavelength of
the light beam. Diffraction means that the light of the original
light beams is scattered, many beams are formed that all have a
regular pattern including information about the crystal
structure.

TERMINOLOGY
IX
Fly ash Artificial puzzolan originating from coal combustion or MSWI
incineration. Fly ash is collected in electric filters and bag
filters.
Hydration1 The curing of cement and cementitious materials directly after
addition of water is based on the chemical and physical
integration of water in the structure of hydraulic minerals.
Chemically bound water cannot evaporate and belongs to the
hardened cement paste, whereas physically bound water present
in e.g. capillary pores can evaporate.
Ladle A vessel for transporting molten steel or metals.
Latent hydraulic Property of calcium silicate aluminate compounds. After
addition of water, hydration takes place but just in presence of
an activator, e.g. Ca(OH)2. An example for a material
consisting of calcium silicate compounds is blast furnace slag.
The cause for this property is a defective (metastable) lattice
structure (Knoblauch, 1992).
Liner A liner is a designed containment layer. It can be built from
natural or synthetic materials. Here, the term is used for a part
in the top cover construction of a landfill, also called the barrier
layer.
Mineral phase A phase is any part of a system that is physically homogeneous
within itself and is mechanically separable from the other parts.
Any pure mineral is a single phase; any rock is a system in
which the phases are the individual minerals. In cement for
example the main mineral phases are tricalcium silicate,
dicalcium silicate, tricalcium aluminate and tetracalcium
alumino ferrite.
1 German: Hydratation

TERMINOLOGY
X
Molecular vibrations The chemical bonds of a molecule will vibrate, if a molecule
absorbs infrared radiation. The bonds can perform different
vibrations. They can stretch, bend and contract. Therefore,
infrared spectroscopy belongs to the methods of vibrational
spectroscopy.
Puzzolanic materials Natural or artificial materials that - together with water and the
activator calcium hydroxide (slaked lime) - form cement stone
similar products. Beneath alumina, puzzolans generally contain
silica amounts between 50 and 80%. The silica is present in an
amorphous state, otherwise no reaction would occur. Puzzolans
just form a hydraulic binder after the chemical reaction with
calcium hydroxide. The activator calcium hydroxide is needed
for the hydraulic reaction of puzzolanic materials even if there
is enough calcium oxide present in the material to build the
same hydration products.
They are therefore distinguished from hydraulic or latent
hydraulic substances. The reaction rate for a puzzolanic
reaction is slower than for a hydration reaction (Grübl et al.
2001).
Solid solution2 According to IUPAC (1997), a solid solution is a mixed crystal.
Another constituent - apart from the ones belonging to the
original crystal - must be present that fits into the crystal
structure and is distributed in the host crystal.
Steel slags Also called steelmaking slags. The term includes EAF slags,
ladle slags and AOD slags. They are formed during steel
production by adding slag formers. The slag formers react with
the undesirable elements, e.g. carbon, silicon, sulphur or
phosphorous. These elements are oxidised and rise to the
2 German: Mischkristall

TERMINOLOGY
XI
surface of the molten steel, where they are removed
(deslagging).
Tapping of steel Here: The process of pouring the steel from the EAF furnace
into the ladle.
Uphill casting For solidification, different steel casting processes exist. The
typical ingot mould casting process is known as uphill casting,
in which molten metal fills a mould from the bottom.
Vacuum degassing After the steel has been treated in the ladle, the ladle is brought
to a degassing station where it is put under a vacuum lid. The
vacuum treatment and the additional stirring with injected
argon gas or blowing of oxygen shall a. o. reduce several
elements as e.g. hydrogen in the steel.

PREFACE
XII
PREFACE
I would like to express my gratitude to Dr. Lale Andreas for giving me not only the
opportunity to write this thesis at Luleå University of Technology (LTU), but also for
helpful answers to all my questions, the organization of my stay, the supervision of this
thesis and her efforts to make me settle in.
I thank Prof. Dr.-Ing. habil. Bernd Bilitewski for being my supervisor in Dresden.
I also thank Inga Herrmann for her help, for her correction tips and last but not least for
bailing me out at Christmas 2005.
The master thesis was performed in co-operation with the division of process
metallurgy at LTU. For the laboratory analyses, data interpretation and sharing their
knowledge about metallurgy and minerals, I especially thank Margareta Lidström
Larsson and Fredrik Engström.
I really enjoyed my stay at the division of Waste Science and Technology in Luleå and
always felt a very friendly atmosphere there. Therefore, I want to thank Roger Lindfors,
Ulla Brit Uvemo, Igor Travar, Lisa Dahlén, Dr. Holger Ecke and Prof. Dr. Anders
Lagerkvist.
Furthermore, I got to know a lot of friends in Luleå who tried to make me see the things
besides work and studies.
I also thank Rita Ougolnikova and Irene Schneider for last comments on this work.
I thank my family, for their continual support in everything that I do. I will always be
grateful to you.

SUMMARY
XIII
SUMMARY In 2004, the European steel industry generated about 15.2 million tonnes of different
steel slags. Out of these, electric arc furnace (EAF) slags and secondary metallurgical
slags account for almost 6 million tonnes (Euroslag, 2006). Steel slags can potentially
be reused, e.g. as construction material in landfill liners or cover constructions. Their
physical and chemical properties have been investigated by e.g. Herrmann et al. (2005),
Shen H. et al. (2004), Shi (2002), Motz and Geiseler (2001) and Fällman (1997).
However, not much is known with regard to their long-term behaviour. The presented
project deals with alterations of the mineralogical composition of steel slags as a base
for estimations of the long-term stability.
Two types of steel slags, electric arc furnace (EAF) slag and ladle slag were mixed in
different proportions and analysed with calorimetry, infrared (IR) spectroscopy and X-
ray diffraction (XRD). In the mixture ladle slag reacts with water by hydration, while
the EAF slag works as filler.
The study focused on the cement reaction as well as on the mineralogical composition.
The cement reaction was tested with the aid of calorimetry, whereas IR spectroscopy
(FTIR spectrometer) and XRD were used to analyse the amorphous and crystalline
mineral phases. A method for preparing specimens was developed.
The temperature development of the different mixtures of EAF and ladle slag recorded
by the calorimeter showed an activation of the mixture by Al-rich ladle slag: higher
portions of ladle slag resulted in an increased development of heat. However, higher
portions of ladle slag also involve a delay of the maximum heat build-up.
The IR analyses showed that changes in the sample spectra were proportional to the
content of EAF slag. Additionally, one IR analysis of non-hydrated (dry) ladle slag was
performed. During qualitative analysis of the IR spectra, absorption bands were
identified in the wave number ranges of inorganic carbonates, calcium silicates and
aluminium oxide. The biggest differences between the samples could be seen in the
region from 3500 to 3200 cm-1. Ladle slag showed clear absorption peaks, while EAF
slag did not. This wave number range represents the absorption of O-H bonds and
therewith the integration and absorption of water molecules in the mineral structure.

SUMMARY
XIV
With the help of XRD, the main minerals in a 100 % ladle slag were identified as
γ - Calcium silicate (γ -Ca2SiO4) and Mayenite (Ca12Al14O33), whereas Merwinite
(CaMgSiO4) and Monticellite (Ca3Mg(SiO4)2) were most common in 100 % EAF slag.
New mineral phases after mixing both slag types could not be detected with XRD.
Mineralogy determines steel slag properties and liner performance. Mineral alterations
include the formation of secondary minerals through weathering of the analysed
primary minerals. Estimations for these aging reactions of primary minerals are
outlined.

INTRODUCTION
1
1 INTRODUCTION
Electric arc furnace (EAF) slag and ladle slag are by-products of steel produced in an
electric arc furnace and the following secondary metallurgy processes in a ladle vessel.
Their reuse is not only of environmental benefit as natural aggregates do not have to be
exploited, but also of economical benefit as many landfills in Europe need a final cover
in the future.
In order to assess if EAF slag and ladle slag can be utilised as construction materials in
the liner barrier of a landfill, their physical and chemical properties have to be known,
as well as their environmental impact and long-term behaviour. The mechanical and
chemical stability of the construction is an important question.
The aims of the study are to estimate the reactivity of the slags after water addition, to
determine amorphous and crystalline mineral phases in the slags and slag mixtures, and
to evaluate the stability of the major mineral phases. Another question is the formation
of new mineral phases after mixing EAF slag with ladle slag and water.
The reactivity of the slags after water addition is together with the gradient of heat
generation over time an indicator for the formation of more or less stable mineral phases
during the curing process. The stability of the steel slag minerals is important for the
prediction of mineral transformations that may occur in a landfill environment and
therewith affect the stability and long-term behaviour of the cover construction itself.
The suitability of the analysis methods calorimetry, IR spectroscopy and X-ray
diffraction (XRD) for answering the above stated research questions was assessed in a
literature review (Appendix II). A method to prepare samples for IR and XRD analyses
was developed and is described in Appendix I, together with the sample preparation for
the calorimetric experiments and the collected data.

MATERIAL AND METHODS
2
2 MATERIAL AND METHODS
In the following chapter, the well-known properties of the steel slags are reported about.
In addition, the measuring procedure of the various analytical techniques is described.
2.1 Material
Five steel slags were sampled from Uddeholm Tooling Ltd., a company producing a. o.
high-alloyed tool steel. The slags were investigated at the Division of Waste Science
and Technology at Luleå University of Technology (LTU) during autumn and winter
2004/05. The results of these investigations are published in Herrmann et al. (2005) and
Andreas et al. (2005) yet those results being important for the understanding of this
study are shortly described in the following.
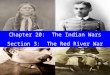
Two EAF slags and one ladle slag were investigated in this study, whereas both EAF
slags (called type 1 and 2) are mixed in equal shares due to their similar chemical
composition. Figure 1 and 2 show the two steel slag types.
Figure 1. EAF slag
Figure 2. Ladle slag
The investigated EAF slag and ladle slag had some major differences in their chemical
composition, which is presented in Figure 3. Not only does ladle slag contain 26 %
more calcium oxide and 47 % more aluminate, it also reaches only 39 % of the silicate
content of EAF slag.

MATERIAL AND METHODS
3
0
5
10
15
20
25
30
35
40
45
CaO SiO2 Al2O3 MgO MnO Fe2O3 FeO
cont
ent [
wt.-
%]
Electric Arc Furnace slag 1/2
Ladle slag
Figure 3. Chemical composition of EAF slag and ladle slag
EAF 1 was produced under reducing conditions while there was still a high silicon
content in the steel melt. EAF 2 was formed under a reducing atmosphere as well, but
with addition of silicon and iron chromate (FeCr). Furthermore, oxygen was blown into
the melt.
The ladle slag was tapped after the secondary steelmaking process at the ladle furnace
station. In the ladle, a. o. processes as deoxidisation with aluminium, addition of slag
formers (dolomite and lime) and alloys take place. The production steps in the EAF and
in the ladle are further explained in Appendix II (Chapter 2).
Uddeholm Tooling Ltd. is a small steel mill. The annual slag output can be seen from
table 1.
Table 1. Annual slag generation at Uddeholm Tooling Ltd (Herrmann et al., 2005)
EAF 1 EAF 2 LS
amount per year
[ton] 5200 2000 1300
After tapping, the slag is stored indoor and just cooled by air contact. The slag types are
piled separately. A representative sample was taken from every heap in summer 2004.
EAF 1 and 2 were crushed to a size smaller than 20 mm. They contain much coarser
particles than the ladle slag which disintegrates into fine powder because of the high
Ca/Si ratio. As can be seen in Figure 4, two thirds of the ladle slag consists of particles
smaller than 0.25 mm, while only 18 to 24 % of the EAF slag particles are below that
size.
CaO SiO2 Al2O3 MgO MnO Fe2O3 FeO

MATERIAL AND METHODS
4
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.001 0.01 0.1 1 10 100particle size [mm]
pass
ed a
mou
nt
EAF 1
EAF 2
Ladle
Figure 4. Particle size distribution of EAF 1, EAF 2 and ladle slag (Herrmann et al., 2005)
Curing, a special feature of materials with cementitious properties occurred after mixing
the slags with water. This hardening of the material originates from the hydration
reaction and is further explained in Appendix II.
Hardening tests described in Herrman et al. (2005) showed that ladle slag hardens very
quickly in contrast to EAF slag. In order to be able to use it as a construction material,
EAF slag 1 and 2 can be added “to decelerate the hardening process” that there is at
least one day time for construction. Curing of the material originates from hydration
which is further explained in chapter 4 of Appendix II. All three types if steel slags,
EAF slag 1, 2 and ladle slag, have been categorised as “non hazardous waste” according
to EU legislation (EU, 2002). The mixtures of ladle slag and EAF slag 1 and 2 (in equal
shares) used in all measurements are shown in table 2.
Table 2. Mixtures of EAF and ladle slag used in the experiments EAF slag [%] 100 0 35 50 65
Ladle slag [%] 0 100 65 50 35

MATERIAL AND METHODS
5
2.2 Methods
In order to quantify the heat release during hydration, the slags are mixed with water
and analysed in a calorimeter. The method of IR spectroscopy was taken to observe
changes in the chemistry of the hydrated slags, in case of a major part of amorphous
minerals in the slags. Furthermore IR spectra are easier to analyse than e.g. X-ray
diffractograms. The spectra can be analysed without the use of databases, but
identification of a compound is usually not done only with IR analyses. The most
certainty is achieved by combining information derived from IR spectra with knowledge
of the chemical composition, i.e. other analysis methods. About combinations of IR
spectroscopy with other analysis methods has been reported about in Appendix II.
In combination with IR spectroscopy, XRD was applied. XRD is especially of use for
phase identification of crystalline solids. It is therewith possible to distinguish, e.g. two
minerals with the same chemical composition but different crystal structure. The
detailed applied methods of IR spectroscopy and XRD are explained in chapter 6 and 7
of Appendix II.
Before analyses, the slags were sieved. From EAF slags, the fraction 8 < x > 19 mm and
from ladle slag, the fraction < 19 mm was taken and analysed. For the calorimetry
measurements, the slag was taken in the original state. Slag samples for IR and XRD
analyses were prepared. Each sample was mixed with 10 % of water and compacted in
three layers. This water content was determined as optimum water content for a
compacted slag mixture with a maximum density. The corresponding Proctor-
experiment is found in Herrmann et al. (2005).
The specimens were stored in a bucket with 100 % humidity for two days in order to
allow hydration of as many minerals as possible during these two days. A complete
hydration of the material would take much longer, but not more time than one week of
sample preparation was available. After that, the specimens were dried for five days in
an exsiccator. It is important that he samples for the IR measurements are dry because
otherwise, water would absorb IR radiation and the spectra would be altered. After
drying the samples were grinded (particle size required for IR and XRD: < 200 µm) and
iron particles were removed by a magnet (see also Appendix I for preparation of

MATERIAL AND METHODS
6
specimens). One ladle slag sample (100%) was analysed with IR spectroscopy without
mixing it with water before. Therefore, this sample is called non hydrated ladle slag.
2.2.1 Calorimetry
The experiments were carried out with a Parr 1455 Solution Calorimeter. The sample
chamber shown in Figure 5 is a fully silvered glass dewar within a stainless steel air
can. For isolation the whole assembly is surrounded by a block of plastic foam which
lies in a rugged aluminium case. Temperatures are measured with a temperature probe,
which has to be immersed to the water in the dewar. The calorimeter is connected to a
strip chart recorder. The anticipated temperature range was fixed with the help of the
key functions of the calorimeter. The temperature change is simultaneously measured
and recorded on a paper sheet. The measurement was cancelled when the temperature
decreased up to the initial temperature. The heat outputs of the slags are compared by
relating the temperature change to the mass of the slag in the calorimeter.
The water in the dewar (ca. 40 ml) and the water later mixed with the sample (water
content ca. 30 %) should both have approximately room temperature. The high water
content was taken to have an excess of water, because hydration is limited by water
content. The water is filled in the measurement assembly before sample addition to
record the initial temperature. When the initial temperature is stable, sample is added
and mixed with water.
Figure 5. Sample cup in the calorimeter
water in dewar
thermometer
slag sample in plastic containerwater

MATERIAL AND METHODS
7
2.2.2 IR spectroscopy
The samples were taken from the same material which has been prepared for the XRD
analyses, except of an additional grinding with a mortar before IR analyses. Before
measuring the actual samples, a background spectrum needs to be recorded. For this,
Potassium bromide (KBr) is used as a so called window material, because it does not
absorb in the MID-IR, i.e. it is infrared transparent. To not take up humidity from the
air, KBr is stored in an exsiccator. It has to be grinded with a mortar in a bowl as well.
The spectrometer automatically subtracts the background spectra of KBr from all
measured spectra. The performance of a quantitative analysis was not undertaken. For a
quantitative analysis, the analysis has to be performed with a standard included in the
sample.
2.2.3 X-ray diffraction
For the diffraction experiments, a powder diffractometer was used. A powder
diffractometer uses a detector to register the positions of the scattered X-rays. The
detector is moved around the sample on a circular plane. Each lattice plane of a crystal
in the sample can diffract X-rays at all angles that fulfil the Bragg-equation (see chapter
6.1, Appendix II) and therewith produces a diffraction cone. These diffraction cones
consist of very close beams diffracted by crystallites in the powder and are recorded by
the detector. Consequently, the received powder diffractogram is determined by the
crystal structure and unique for each material.

RESULTS
8
3 RESULTS
In the following, analyses results of calorimetry, IR spectroscopy and XRD are
presented. Further IR spectra are displayed in Appendix I.
3.1 Calorimetry
The heat development of the different slag mixtures is shown in Figure 6 below. The
x-axis shows the time, the y-axis the temperature difference per gram slag. The heat
released decreases with increasing EAF slag content. For one sample with 100 % EAF
slag, the heat development over 60 hours was recorded and it showed a continuous heat
release. However, the temperature change was only 0.22 °C.
0.00
0.05
0.10
0.15
0.20
0.25
0 5 10 15 20 25 30 35time [hrs]
[dT/g]100%LS
35%EAF
50%EAF
65%EAF
100%EAF
Figure 6. Temperature changes per gram slag during hydration measured with
calorimetry
The diagram shows that the heat development in the dewar occurred under partly
adiabatic3 conditions. One part of the released heat of hydration leads to heating of the
slag sample, another part is evolved to the environment (depending on isolation
properties) and the third part increases the temperature in the calorimeter. At the
beginning, conditions are almost adiabatic. Heat generation and heat outflow are in
equilibrium at the maximum of the reaction (Zement-Taschenbuch, 2000).
3 Adiabatic conditions: no heat exchange between sample and environment

RESULTS
9
3.2 IR spectroscopy
The IR results are compiled in chapter 3 of Appendix I. The IR spectra of EAF and ladle
slag plus the spectra of three mixtures of them, i.e. 35 / 50 / 65 % and one additional
sample of non hydrated ladle slag were recorded. The IR spectrum of 100 % (hydrated)
ladle slag is given as an example in Figure 7. The two below explained peaks A1 and
A2 are marked.
4000.0 3000 2000 1500 1000 500 400.0
0.000
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.900
cm-1
K-M
36233526 3318
1656
1422
970
929919
866
818
568
523
476
442426411
Figure 7. IR spectra of 100 % ladle slag (hydrated sample) The spectrum in Figure 6 is shown in the form wave number vs. Kubelka-Munk units.
For qualitative interpretation, just the relation of the peaks is of interest, not the
respective Kubelka-Munk value of each peak itself (see chapter 7.4, Appendix II). The
range on the x-axis comprises the wave numbers 40,000 to 400 cm-1. In Figure 8, a
compilation of all sample spectra is presented.
peak with area A2 peak with area A1

RESULTS
10
Figure 8. FTIR spectra of two hydrated slags and three hydrated slag mixtures
The biggest difference between all spectra is seen in the wave number range from 3500-
3200 cm 1− . The spectrum of hydrated ladle slag shows several peaks, at e.g. 3623 and
3526 cm 1− , whereas the 100 % EAF slag has none there. This wave number range
reflects the vibrations of O-H bonds, which can be bound to several components.
During the hydration reaction, the water molecules took up spaces in the crystal lattice.
If an OH- ion is bound at a different place of the molecule or mineral after reacting with
the water, the O-H bond absorbs IR radiation at a slightly different frequency.
The mixtures show similar peaks as the ladle slag, but these peaks are not as intense as
the ladle slag peak at 1600-1300 cm-1. The latter one is explained further down but the
decrease of the ratio between the two peaks is evaluated in Figure 9 below. It shows,
that the more ladle slag the sample contains, the more intense is the peak A1 from 3750-
2450 cm-1 compared to peak A2 from 1600-1300 cm-1.
4000 3000 2000 1500 1000 500 400
wave number/cm-
1
K-M
3299 1462
983 905
653
590
523
866
865
3526 3338
1660
1418
978 951
653
524
3528 1655
1415
867
817 669
525
3622 3527
3328 1655
1418
972
929
919867
818
524
3623 3526 3318
1656
1422
970
929
919
866
818568
523
100%EAF, 0% LS
65%EAF, 35% LS
50%EAF, 50% LS
35%EAF, 65% LS
0%EAF, 100% LS

RESULTS
11
0
35
65100
0
1
2
3
4
5
6
0 20 40 60 80 100ladle slag [%]
A1/
A2
Figure 9. Comparison of area ratio of peaks caused by absorption of OH-bonds A1 = area below the graph from 3750-2450 cm-1 A2 = area below the graph from 1600-1300 cm-1
There is also a broad band around 3200 cm-1 (accompanied with a weak peak at
1655 cm-1), which is caused by physically bound water respectively its asymmetric
stretches. That means that water molecules are absorbed to some compound.
A general rule is that the lower the wave number, the stronger the bond. The reason is
that atoms having a larger mass, e.g. metals, result in higher bond forces and absorb at a
lower frequency, i.e. wave number.
DRIFTS (Diffuse Reflectance Infrared Fourier Transform spectroscopy) measures the
radiation scattered at the surface of a material. Therefore small impacts of the surface,
can be seen clearly in the spectrum. But also changes of the air, respectively atmosphere
in the sample compartment during the analysis can influence the spectrum. Same
spectra, as the one of ladle slag slag show a smaller peak at 2359 cm-1 for example. CO2
is known for having an antisymmetric C=O stretching at 2349 cm-1 (from the rotational
spectrum). Probably, the small peak in the steel slag represents the changing CO2
content in the atmosphere during the recording of the KBr as background spectrum and
the sample itself.
In that so called fingerprint region (from 1500 to 650 cm-1), “a spectrum may have
hundred or more absorption bands present”, but according to Günzler and Gremlich
(2002) “only the most intense bands serve as indicators”. Therefore, only the most
intense peaks can be assigned to a bond. For the other ones, often overlapped by each
other, assumptions can be made.

RESULTS
12
A broad band present in all spectra lies at 1500-1350 cm-1, originating from C-O
stretching vibrations in the functional group CO3 of inorganic carbonates as CaCO3
(further bands at 880 and 710 cm-1).
Also, calcium silicate and calcium aluminate phases are likely to be present. Generally,
they show bands from 1100 to 800 cm-1 (CaxSiyOz) as well as from 600 to 500 cm-1
(CaxAlyOz). One problem of analysing them with certainty is that many bounds show
absorption in that area. Resolving the broad (overlapping) bands of spectra is
complicated. However, the 970 cm-1 is considered to be originated from calcium silicate
phases as this peak can be seen rather clearly. The stretching vibration of the Si-O bond
in calcium silicates absorbs in the region 1100-800 cm-1 as well as from 600 to
500 cm-1.
Anhydrous calcium silicates – anhydrous refers to “no crystalline water” – absorb at
920 cm-1, 536-526 and 464-458 cm-1 (Gomes and Ferreira, 2005). Furthermore, they are
known for having puzzolanic properties. Hydrated ladle slag shows the 920 cm-1 band.
But with an increasing amount of EAF, this peak is getting harder to identify.
Because oxides of iron, aluminium and small amounts of magnesium are present in the
slags, those are worth to look for as well. Al-O stretching vibrations occur in the region
from 950-800 cm-1 and the strong peak at 866 cm-1 in the ladle slag spectrum is
probably due to Al-O stretching vibration. This peak is shifted towards 860 cm-1 in the
non hydrated ladle slag and also present at the 100 % EAF slag samples, but with much
lower intensity. The aluminium peak is much weaker in the EAF spectra, because ladle
slag has a three times higher aluminium content than EAF slag. Possible compounds
containing aluminium can be calcium alumino silicate hydrates (C-A-S-H).
Speaking about differences in the spectra, it can be said, that the relation of the peak
around 866 cm-1 and the peak around 970 cm-1 changes with EAF content. The more
EAF the sample contains, the higher is the intensity of the around 970 cm-1 compared to
the peak around 866 cm-1. As said before, the first peak is assumed to be aluminium
while the second is related to calcium silicates.
Another peak shifting between hydrated and non hydrated ladle slag has occurred from
568-576 cm-1. Possible compounds causing these bands are again aluminium or iron
oxides (610-520 cm-1 and 580-560 cm-1), whereas magnesium oxide bands should be

RESULTS
13
placed at slightly lower wave numbers (~560-550 cm-1). But calcium silicates and
aluminates absorb in this range as well. Molecules absorbing at wave numbers lower
than 700 cm-1 cannot be identified with certainty.
3.3 X-ray diffraction
Steel slags are a very complex material, which means they can contain a variety of
minerals. The XRD measurements showed that most of the minerals are present as
crystals, i.e. very few amorphous phases have been detected. The presence of
amorphous structures can be detected with XRD as an increase of the baseline from
2Ө (2-Theta) = 20 on. But the pattern produced of an amorphous phase cannot be
assigned to a compound.
For identification, the diffractogram is compared with minerals in a database. If a
sample consists of more than one mineral, as it is the case for steel slags, the different
peaks of each substance overlap each other and get harder to identify. A mineral only
can be detected if the sample contains more than 4 % of it. EAF slag and ladle slag
consist of different minerals.
In Figure 10, the diffraction pattern of 100 % ladle slag and 100 % EAF slag are shown.
X-ray diffraction pattern of steelslags
10 20 30 40 50 60 70 80 90
2 - Theta - Scale
Inte
nsity 100 % EAF
100 % Ladle
Figure 10. Diffraction pattern of 100 % ladle slag and 100 % EAF slag
100 % ladle slag
100 % EAF slag

RESULTS
14
The mixtures of EAF and ladle slag only contained mixtures of the minerals of both
samples indicating that no new minerals have been formed.
The minerals detected have been:
Ladle slag
Periclase MgO
Dicalcium silicate γ - Ca2SiO4
Iron Fe
Spinel MgAl2O4
Mayenite Ca12Al14O33
Dicalcium Silicate α - Ca2SiO4
EAF slag
Iron Fe
Merwinite Ca3Mg(SiO4)2
Monticellite CaMgSiO4
Clinoenstatite MgSiO3
Dicalcium Silicate Ca2SiO4
Magnesium Aluminium Oxide MgAl2O4
Out of these, the main minerals were
γ - Dicalcium silicate (γ - Ca2SiO4) and Mayenite in ladle slag and
Merwinite and Monticellite in EAF slag.
The minerals have different properties considering their hydraulic behaviour. Periclase
for example forms hydraulic minerals under addition of water.
In XRD analysis, the peaks of high intensity can be assigned to a certain mineral. The
strong peak in the EAF slag diffractogram for example originates from periclase.
Furthermore, different phases of dicalcium silicate have been recorded. They are formed
during cooling of the molten slag. Each of the five polymorphs of Calcium silicate has a
different crystal structure and different properties.

DISCUSSION
15
4 DISCUSSION
Method development for preparing sample specimens
For the IR and XRD analyses, a method of sample preparation including hydration of
slags and compaction was developed. Five different slag specimens according to five
mixtures were prepared. They were stored in a 100 % humid atmosphere for two days
(see description in chapter 2 of Appendix I). This short period of time restricts the
curing processes since the hydration is limited by the water content. If water is
available, the hydration will continue until all silica molecules have reacted with the
OH- ions. The short curing time affected certainly the results of the mineralogical
analyses but the time for preparing samples was limited by external circumstances and,
also, the study had a survey character, i.e. the results are considered sufficient for a first
overview and more investigations are planned.
Analysis methods
The common area for the application of IR spectroscopy is analysis of the chemical
structure of organic compounds. However, no reason could be identified - by studying
the literature (Appendix II) - to not use IR spectroscopy for inorganic compounds as
well. Furthermore, the possible presence of a considerable amount of amorphous mate-
rial in the slags suggested the IR method.
The evaluation of the IR spectra of steel slags was based on personal experience and
literature data. However, available databases for IR data were difficult to use because
steel slags are very complex and contain a broad variety of minerals. Absorption data
from databases mostly refer to pure chemical compounds.
IR measurements of such complex materials as steel slags can not give evidence for the
presence of a compound with absolute certainty. Together with the knowledge of the
chemical composition and the absorption data, it only allows statement s like that the
present elements and functional groups absorb in a certain wave number range. If
absorption in that wave number range was measured, it can originate from the assumed
compound, but it also can originate from the absorption of other compounds or
influences as sample preparation or changing conditions while the analyses were
performed. A quantitative analysis has not been performed. In such an analysis a
standard is measured together with the window material (KBr) and the slag.

DISCUSSION
16
The analyses of hydrated and non hydrated ladle slag proved the integration of hydra-
tion water in the slag structure. The absorption bands below 1000 cm-1 and particularly
below 700 cm-1 are difficult to assign to a chemical compound as not only carbonates,
calcium silicates and calcium aluminates absorb in that range but also iron, aluminium
and magnesium compounds.
The differentiation of mineral phases as calcium silicates as tricalcium silicate and
dicalcium silicate is not possible with IR measurements.
Furthermore, conditions in the atmosphere of the sample compartment in the apparatus,
as for example CO2 and air humidity can have an influence on the measurements. This
is because water vapour and carbon dioxide absorb in the MIR. If the atmospheric
conditions in the sample compartment are the same during the analysis of both the
sample and the background, the instrument will ratio out these bands and they are not
seen anymore in the final spectra (Smith, 1996). The IR spectrometer had to be moved
to another room between the first experiments (including measurement of background)
and the repeated analyses of 50 % EAF slag and non hydrated ladle slag. However, only
a little disturbance around 2350 cm-1 has been caused by this.
The investigation of the crystal structures was done by XRD analyses. Even if it is not
possible to identify amorphous phases with XRD, the diffractogram of a sample contai-
ning amorphous phases shows a hump of the background in the range 2θ (2 Theta) ~ 20
to 40. In the diffractograms, this hump was very low. Hence, the majority of the
minerals in the slags are present in a crystalline state. The time for crystallisation after
tapping of the slag is determined by the slag treatment. The Uddeholm slags have been
stored and cooled by air contact and could therefore crystallise during storage.
As diffraction occurs at the sample surface, the diffracted X-rays only contain
information about the minerals detected at the surface. For that reason the sample
preparation has to be very careful, so that crystals are evenly distributed in the sample.
The information about the main minerals in the EAF slag and ladle slag was attained by
thermo dynamic calculations. The diffractograms were evaluated by a database. Except
of some very intensive, clear peaks, it is impossible to analyse them visually, because of
the number of peaks caused by each mineral. XRD as well as IR peaks can overlap each

DISCUSSION
17
other, the peaks can be shifted on the x-axis or they can differ in intensity from sample
to sample.
Some compounds have very similar diffraction patterns. They can consist of the same
crystalline phase but include different irregularities in their crystal structure. This
phenomenon is called solid solution. Under certain conditions, minerals can exchange
atoms. For example calcium silicate phases as Ca(Mn)Si2O6 can have iron atoms at
some places in the crystal structure. XRD is not able to detect those small differences at
the atomic level.
XRD analyses further proved that no mineral formations were induced by mixing EAF
and ladle slag. Only minerals that were present in the pure slags could be detected in the
mixtures. One possible explanation is that no new phases have been formed (at the
present conditions, e.g. 25 °C), but it is also possible, that new formed phases were
below the detection limit of 4 wt-%. As only the surface is scanned by X-rays, small
varieties of the particle distribution originating from the sample preparation could cause
errors too.
Heat generation and curing behaviour
The curing properties and the released heat of hydration have been analysed with the
calorimeter. The heat generation was highest for pure ladle slag while pure EAF slag
released no or very little heat. The ladle slag specimen hardened very fast and, looking
at the different mixtures, curing was the faster the higher the portions of ladle slag.
Ladle slag has a CaO/SiO2 ratio of 3 and hence, is considered as a hydraulic material.
The larger this ratio, the higher is the hydraulic reactivity of the material.
Even if aluminate activates the hydration and the formation of cement phases, the
maximum heat output occurred slightly later, the more ladle slag, i.e. aluminate, the
sample contained. The hydration reaction of pure ladle slag occurs 5 hours later
compared to the mixture containing 65 % EAF slag. Probably, the presence of a cement
activator can retard the time of maximum heat release.
The function of aluminate in the mixtures of EAF and ladle slag was weak not just
because of a lower amount of ladle slag but also because of the low amount of reactive

DISCUSSION
18
lime and high silica in EAF slag4 (see composition in chapter 2). That means that EAF
slag of that composition can be seen as a latent hydraulic material even though almost
no heat output has been recorded.
From cementitious materials it is known that a slow curing process with heat output
over longer period leads to higher long-term stability. For answering the question,
whether the reaction of the samples containing EAF slag proceeds faster but stops
earlier, or if the low reaction rate leads to a continuous reaction, longer measurements
would be needed.
Strength and stability of phases
Although ladle slag released the most heat of hydration, it is not sure that the sample
develops the highest final strength during curing.
The strength developing characteristics depend primarily on the mineral phases: they
contribute either to early strength (e.g. tricalcium silicate) due to higher heat of
hydration or to later strength (e.g. dicalcium silicate) due to less heat of hydration
(Dobrowolski, 1998).
It has been observed during sample handling that the cured specimen consisting of
100 % ladle slag collapsed when touched after three months. It had been stored in a
room together with the other samples. As the sample with 100 % EAF slag did not cure,
it had not formed a stable specimen after hydration. All specimens consisting of slag
mixtures were still stable after three months. The alumina content of ladle slag of
23 wt-% is compared to EAF slag relatively high. The instability of the ladle slag
specimen asserts the hypothesis of very low final strength of cementitious materials
containing high aluminate (see Appendix II, chapter 4.1).
Aluminous cement shows a (compared to OPC) fast and intensive hydration reaction
with monocalcium aluminate being the main mineral phase. Low final strength of
aluminous cement is caused by mineral transformations of monocalcium aluminate
during curing. The minerals developed at the end of the hydration reaction (e.g.
dicalcium aluminate hydrate) have a different crystal structure and are less stable than
4 CaO/SiO2 ratio EAF slag = 0.9

DISCUSSION
19
monocalcium aluminate. The same hydration products could have been formed in ladle
slag and instead of reacting with silicates, calcium could have reacted with aluminate,
which in the following could have caused low final strength.
Another possible reason for the disintegration of the ladle slag specimen could be the
expansion of mineral phases. As been detected with XRD analyses, a substantial
amount of periclase is present in ladle slag. Periclase is known for expansion after
hydration. Also, the phase γ - Dicalcium silicate (γ -Ca2SiO4) was measured. This
phase is formed of α - Ca2SiO4 during cooling of the molten slag. The different phases
of dicalcium silicate all have a different crystal structure. During phase transformation,
the change in the crystal structure leads to a disintegration of the mineral. This also can
be a reason for the fine structure of ladle slag. However, no complete explanation of the
observation can be provided.
Mineral alterations
Even though no long-term behaviour has been measured in this study, some additional
observations after three months of storage could be made.
The colour of the three months old specimens was lighter than directly after the
preparation which could be caused by carbonation and calcite formation on the surface.
The formation of carbonates and hence the development of a high buffer capacity is one
assumption for mineral alterations in a liner consisting of steel slags.
The mineral alterations that are estimated for slags consisting of calcium silicates and
calcium aluminates also include the formation of C-S-H and C-A-H phases. These
phases have a good adsorption capacity for heavy metals due to their large reaction
surface (see Appendix II, chapter 4.3). Other types of so called cash minerals that could
hinder the release of contaminants are iron and aluminium phosphates/hydrates/hy-
droxides and silicates.
It is hard to draw conclusion from literature data of ashes and slags regarding mineral
alterations. How much of a material will be transformed and which secondary phases
are developed, has to be investigated for each type of material separately. Ashes and
slags can differ very much in their composition which is reflected also in the literature
where considerable variations of data for mineral alterations of MSWI ashes are
reported.

DISCUSSION
20
Application of steel slags in a liner
As ladle slag adds the reactive compounds to a mixture and addition of EAF slag leads
to higher long-term stability, both slag types have their own function and are necessary
in construction applications. The 50/50 mixture is most favoured in a liner application
because its hydraulic behaviour, curing time and stability showed to be the best for the
target function.
Principally, the chemical and mineralogical composition encourages the application of
steel slags in a top cover construction of a landfill. Through compaction, an increase in
buffer capacity will be achieved, as gas and water fluxes need more time to reach the
reactive surface of the material. Furthermore, construction materials containing
carbonates have advantages considering the expected chemical and mineralogical
changes.
Future experiments
Further analyses with regard to the stability of mineral phases, the formation of
secondary mineral phases and the long time behaviour need to be done. Humidity and
carbon dioxide influence these mineral alterations. Hypotheses about possible
secondary mineral phases have been outlined in the literature review. The expansion of
free CaO and MgO due to late hydration is one problem of applying steel slags as a
construction material. If a construction material does not have sufficient volume
stability, the stability of the whole construction is endangered.
If longer measurements will be performed, much more efforts are necessary. A bigger
number of specimens (including parallels) has to be stored under defined conditions,
e.g. fixed CO2 content and humidity, and more IR and XRD measurements have to be
performed after different periods of sample storage. There are good reasons to assume
that the described mineral alterations can be detected with these two analyses methods.
Quantitative IR as well as XRD measurements should be considered. If possible, the
quantitative methods should be favoured. Suggested time spans for sample storage are
30 days, half a year and one year.
Furthermore, SEM analyses could complete the picture about the mineralogical slag
structure as phases below 4 wt-% and non crystalline material cannot be measured with
XRD. The presence of crystalline structures could be unveiled by this type of

DISCUSSION
21
microscopy. One could illustrate the topography of the surface. Simultaneously, data of
the crystal units are measured.
Models estimating the time for decomposition of ash layers consisting of carbonates by
carbonation result often in time spans of thousands of years (Ecke, 2003). Results of
models performed with steel slag compositions, layer thickness and climate data would
be interesting. Also, further investigations about the stability of the estimated secondary
phases under landfill conditions are necessary. At present thermo dynamical data and
secondary mineral phases are not available for all of the measured minerals.

CONCLUSIONS
22
5 CONCLUSIONS
Calorimetry, IR spectroscopy, XRD as well as sample handling and experiences with
preparing slag specimens provided the following findings.
In Europe steel slags are often landfilled or temporarily stored, although
applications for their reuse already exist (e.g. as additives in a road construction).
The target of nowadays research is to identify further applications for reusing steel
slags and to investigate the environmental impact that steel slags would have. The
conditions present in the liner have to be estimated before using alternative
construction materials as steel slags.
Up to today, the long-term behaviour is still unknown. It is affected by processes as
weathering, including carbonation (carbonic acid weathering) and pH changes,
leaching, aging of mineral phases and therewith stability changes of the minerals.
XRD and IR spectroscopy are suitable methods to analyse the mineral phases of
steel slags. The reaction of the slags under addition of water is called hydration
which has been described in this literature review. To determine the heat
development and conditions of this reaction, calorimetry is a suitable technique.
Ladle slag releases the most heat during hydration, while the heat release of EAF
slag is very little. The maximum heat output occurred the later the more ladle slag
was in the mixture.
The ladle slag specimen cured fastest. The EAF slag sample was not curing to a
rock-like compound and developed no mechanical strength.
A conclusion regarding the correlation of curing behaviour and mineral phases
formed is possible in the way that a high amount of certain mineral phases as
dicalcium silicates results in limited cementitious properties. Such mineral phases
have been recorded by XRD in both slag types.

CONCLUSIONS
23
The heat release during hydration does not necessarily correlate to the stability of
the hydration products, i.e. there is no correlation between heat of hydration and
developed final strength.
Ladle slag showed a higher reactivity than EAF slag, but probably has a lower final
strength, which is concluded from the high alumina content and the properties of
similar cement types. However, the investigation of the final strength after curing
was not part of the measurements.
A mixture of EAF slag and ladle slag is recommended for a landfill cover.
A sample preparation method was developed for mineral analyses, which worked
well and can be applied in further tests. With this method explained in Appendix I
the mineral phases after hydration could be measured by IR and XRD analyses.
IR spectroscopy revealed the different chemical bonds and compounds formed after
hydration. The IR spectra and the intensities of the peaks changed proportional to
the ladle slag content in the mixture. For example, the detection of hydrated water
was the lower; the more ladle slag was present.
Both steel slags consist predominantly of crystalline phases. It is likely that solid
solutions are formed during slag cooling. However, these irregularities of the
crystalline phases cannot be detected with XRD. According to the XRD analyses,
no new minerals have been formed after mixing the two steel slag types.
Further research
Slag storage and how slag properties change with different storage methods or slag
treatments should be investigated more detailed. The stability of mineral phases present
in steel slags, e.g. merwinite, monticellite, mayenite and phases consisting of calcium
silicate, ferrite, magnesia and aluminate is mainly influenced by humidity, carbon
dioxide and pH changes. Humidity and carbonation are assumed to be correlated but
this has not been analysed for steel slags up to now.

CONCLUSIONS
24
Secondary mineral phases of the analysed phases are assumed to be carbonates and
bicarbonates. The formation of carbonates will be a short-term process, while
bicarbonates are formed over very long time periods (in the range of thousands of
years). The amount of minerals that will react and be transformed into secondary phases
is unknown. Compaction will increase the buffer capacity and contribute to longer
reaction times.
More knowledge of stability and long-term behaviour of mineral phases of steel slags
can be achieved with long-term experiments and by modelling and further thermo dyna-
mical data about the analysed minerals.

REFERENCES
25
6 REFERENCES
Andreas, L., Herrmann, I.; Lidstrom-Larsson, M.; Lagerkvist, A. (2005). Physical
properties of steel slag to be reused in a landfill cover, Sardinia 2005, Tenth
International Waste Management and Landfill Symposium, S. Margherita di
Pula, Cagliari, Italy; 3-7 October 2005.
Dobrowolski, J. A. (1998). Concrete Construction Handbook. 4th ed., Mc Graw-Hill
Inc., New York, p.1.15, 1.17 et seq.
Ecke, H. (2003). Sequestration of metals carbonated in municipal solid waste incine-
ration (MSWI) fly ash. Waste management vol. 23, p. 631- 640.
EU (2002). "Council Decision establishing criteria and procedures for the acceptance of
waste at landfills pursuant to Article 16 and Annex II of Directive
1999/31/EC." Document 14473 ENV 682.Council of the European Union,
Brussels.
Fällman, A-M. (1997). Charaterisation of Residues – Release of contaminants from
slags and ashes. Doctoral Thesis – Linköping University, Sweden, p. 9.
Gadsden, J. A. (1975). Infrared Spectra of Minerals and Related Inorganic Compounds.
London, Butterworth, p. 6et seq., 23et seq., 62.
Gomes, C. E. M.; Ferreira, O. P. (2005). Analyses of Microstructural Properties of
VA/VeoVA Copolymer Modified Cement Pastes. Polímeros: Ciência e
Tecnologia, vol. 15, n° 3, p. 193-198.
Günzler, H.; Gremlich, H-U. (2002). IR Spectroscopy - An Introduction. WILEY-VCH
Verlag GmbH, Weinheim, Germany, p. 176.

REFERENCES
26
Herrmann, I.; Lidström Larsson, M.; Andreas, L. (2005). Användning av stalslagg i
sluttäckningen av Hagfors kommunala deponin. Delrapport, MIMER, Luleå
Tekniska Universitet, Sweden.
Hirschmann, G. (1999). Langzeitverhalten von Schlacken aus der thermischen
Behandlung von Siedlungsabfällen. Fortschr. – Ber. VDI Reihe 15 Nr. 220.
VDI Verlag, Düsseldorf, p. 153.
IUPAC (1997). Compendium of Chemical Terminology. 2nd Edition. Blackwell
Science. International Union of Pure and Applied Chemistry – IUPAC.
Online version of IUPAC compendium:
http://www.chemsoc.org/cgi-shell/empower.exe?DB=goldbook
Knoblauch, H.; Schneider, U. (1992). Bauchemie. Werner-Verlag GmbH, Düsseldorf,
p. 126, 160.
Krenkler, K. (1980). Chemie des Bauwesens. Band 1: Anorganische Chemie. Springer-
Verlag, Berlin, Heidelberg, p. 405.
Motz, H. and Geiseler, J. (2001). Products of steel slags as an opportunity to save
natural resources. Waste Management, Vol. 21, p. 285-293.
Shen, H. et al. (2004). Physicochemical and minerological properties of stainless steel
slags oriented to metal recovery. Resources, Conservation and Recycling 40,
p.245-271.
Shi, C. (2002). Characteristics and cementitious properties of ladle slag fines from steel
production. Cement and Concrete Research vol. 32, p. 459-462.
Smith, B. C. (1996). Fundamentals of Fourier transform infrared spectroscopy. CRC
Press LLC, Boca Raton, Florida, USA, p. 30.
Zement-Taschenbuch (2000). Verein Deutscher Zementwerke e.V. (ed.). 49th ed. Verlag
Bau+Technik GmbH, Düsseldorf, Germany, p. 322.

APPENDIX I
APPENDIX I
SAMPLE PREPARATION AND MEASUREMENT DATA
1 CALORIMETRY....................................................................................... 2
2 PREPARATIONS OF SPECIMENS FOR IR SPECTROSCOPY AND
XRD EXPERIMENTS.................................................................................. 4
2.1 Sample preparation............................................................................................ 4
2.2 Storage of specimens and grinding.................................................................... 6
2.3 Observations ...................................................................................................... 7
3 IR SPECTROSCOPY ................................................................................ 7
4 X-RAY DIFFRACTION.......................................................................... 10
5 REFERENCES......................................................................................... 12

APPENDIX I
2
1 CALORIMETRY
The EAF slag was already crushed to a size smaller than 20 mm at Uddeholm Tooling
AB. Sieving at 20 mm for ladle slag was planned, but a 20 mm sieve was not available
at the university laboratory. That is why EAF 1, EAF 2 and ladle slag (sample no. 5)
were sieved with a 19 mm sieve to remove the fraction > 19 mm. Furthermore, the
fraction < 8 mm of EAF slag 1 and 2 was removed by sieving. Each slag type was
homogenised and reduced. EAF slag 1 and 2 were mixed in equal shares to form the
EAF fraction. These slag fractions were used for all performed measurements. The
exact data of the mixtures measured in the calorimeter are presented in table 1.
Table 1. Sample data
EAF fraction 0 (ladle slag) 35 50 65 100
in [%] mass EAF slag in [g] - 10.44 15.75 19.54 30.32 mass ladle slag in [g] 30.04 19.48 15.72 10.54 - mass of water in plastic container in [g]
10.27 10.04 10.47 10.57 10.52
mass of water in dewar in [g]
40.66 40.11 40.52 40.10 40.22
The recorded values measured by the calorimeter for each sample are presented in table
2 to 6.
Table 2. Recorded data of 100 % ladle slag sample time T dT dT/g slag [hrs] [°C] [°C] [°C/g] 0 21.25 0 0.00 5 22.95 1.70 0.06 10 23.35 2.10 0.07 15 24.75 3.50 0.12 20 27.35 6.10 0.20 21 27.4 6.15 0.20 25 26.43 5.18 0.17 30 24.92 3.67 0.12 35 23.65 2.40 0.08

APPENDIX I
3
Table 3. Recorded data of 35 % EAF slag sample time T dT dT/g slag [hrs] [°C] [°C] [°C/g] 0 22.94 0 0 2.5 23.35 0.41 0.01 5 23.94 1.00 0.03 7.5 24.2 1.26 0.04 10 24.3 1.36 0.05 15 25.25 2.31 0.08 20 26.68 3.74 0.13 25 26.08 3.14 0.10 30 24.95 2.01 0.07 35 24.05 1.11 0.04
Table 4. Recorded data of 50 % EAF slag sample time T dT dT/g slag [hrs] [°C] [°C] [°C/g] 0 21.98 0 0.00 5 22.83 0.85 0.03 10 23.00 1.02 0.03 15 24.74 2.76 0.09 17.5 25.24 3.26 0.10 20 25.00 3.02 0.10 25 24.07 2.09 0.07 30 23.17 1.19 0.04 35 22.58 0.60 0.02
Table 5. Recorded data of 65 % EAF slag sample time T dT dT/g slag [hrs] [°C] [°C] [°C/g] 0 21.88 0.00 0.00 5 22.65 0.77 0.03 10 23.23 1.35 0.04 15 24.19 2.31 0.08 20 23.80 1.92 0.06 25 23.07 1.19 0.04 30 22.80 0.92 0.03 35 22.55 0.67 0.02

APPENDIX I
4
Table 6. Recorded data of 100 % EAF slag sample time T dT dT/g slag [hrs] [°C] [°C] [°C/g] 0 21.45 0.00 0.00 5 21.72 0.27 0.01 10 21.68 0.23 0.01 15 21.64 0.19 0.01 20 21.93 0.48 0.02 25 22.12 0.67 0.02 30 21.90 0.45 0.01 35 21.70 0.25 0.01
2 PREPARATIONS OF SPECIMENS FOR IR SPECTROSCOPY AND
XRD EXPERIMENTS
Specimens for IR and XRD analyses had to be prepared in order to detect the chemical
and mineral structure of the hydrated samples. The used spectroscopic method was the
DRIFTS method which cannot be applied for wet samples, because the water absorbs
radiation and the spectra would be altered.
2.1 Sample preparation
The sieving of the original slag fractions has been explained above (see chapter 1,
Appendix I). They were further used for preparation of specimens. The different
mixtures shown in table 7 were formed and the corresponding mass of each sample
fraction was recorded. The mass of EAF and ladle slag needed for e.g. the specimen
consisting of the 100 % mixture differed because the density of EAF slag is less than for
ladle slag. The height of all specimens was about 4.7 cm.

APPENDIX I
5
Table 7. Mixtures for preparation of specimens
sample no. fraction of EAF
slag mass of EAF
slag mass of ladle
slag mass of water
in [%] in [g] in [g] in [g]
1 0 - 144.32 14.43
2 35 63.85 117.51 19.43
3 50 78.86 78.86 16.18
4 65 117.14 63.44 18.18
5 100 198.54 - 16.15
Each slag sample was separated in three equal parts, mixed with about one third of the
corresponding amount of water and compacted. The necessary knocks of one layer with
the proctor device were calculated according to the following.
Calculation
The sample compaction was carried out according to SS 02 71 09 (SIS, 1994) except
that a different proctor device (than the standard proctor device) was used. The number
of beats from the proctor device was calculated according to equation 1 below in order
to compact the samples with a certain energy. The energy applied was assumed to be
2.5 Nm/cm3 (according to SS 0271 09).
Table 8. Data of the cylinder height [cm] 9.0
height of sample [cm] 4.7
diameter [cm] 5.0
sample volume [cm3] 92.28 Table 9. Data of modified Proctor device height [m] 0.295
falling weight [kg] 2.099
diameter of knock area [cm] 3.0
energy applied [Nm/cm3] 2.5

APPENDIX I
6
The following formula was used to calculate the necessary knocks with the proctor
device for the requested energy input of 2.5 Nm/cm3.
Equation 1 for calculating energy input with proctor devise:
EV
hgmnn=
**** 21
Before getting the necessary knocks for obtaining the stated energy input, unit
conversion was done. The result was again multiplied with a factor of 0.82, because the
relation of cylinder diameter to diameter of knock area of the standard proctor device
(102mm/50mm) in SS 02 71 09 is bigger than the one of the used proctor devise
(50mm/30mm). Therefore 12.6 * 0.82 ≈ 10 knocks with the bearable proctor device had
to be applied for specimen compaction.
2.2 Storage of specimens and grinding
The specimens were stored in a bucket with 100 % humidity to allow a full hydration
reaction over this time. However, the reaction will not continue if there is no humid
atmosphere. For a longer hydration reaction, a longer storage time with 100 % humidity
must be taken. For these measurements, not more time than one week of sample
preparation was available.
After two days in the bucket, the specimens were put in an exsiccator. This was done
because the sample material for the IR measurements had to be dry. After, five days of
curing in the exsiccator, the specimens were taken out.
One day before X-ray measurements, the specimens were pulverized. At first, some
material was scratched off the specimen with big pliers. This material was put in a
grinding apparatus. Before starting the grinding process, a magnet was held over the
n1 number of slag layers in specimen
n2 number of knocks with proctor devise
m mass of falling weight at Proctor devise[kg]
g acceleration due to gravity [m/s2)]
h height of falling weight before compaction [m]
V sample volume [cm3]
E applied energy [Nm/cm3]

APPENDIX I
7
sample and small iron particles were taken out. Then grinding started. It was also
possible to look inside the apparatus and adjust the grinder. Between several grinding
steps, the apparatus was opened and the magnetic fraction was removed again.
Otherwise, these particles could disturb the analyses. After grinding, the sample was put
in a little plastic bag.
2.3 Observations
It was observed from earlier compaction experiments that the 100 % EAF slag specimen
had a crumble consistency after curing. The specimens containing both EAF and ladle
slag exhibited higher strength after standing in room conditions for three months. The
100 % ladle slag specimen became less stable over this time. This indicates that EAF is
basically stabilizing the whole structure, e.g. as aggregate in cement. However, no
strength measurements were performed.
3 IR SPECTROSCOPY The five slag samples were grinded with a mortar in a bowl a second time. The non
hydrated ladle slag and the KBr, which was used as a background material, were
grinded in that way as well.
For the measurements, the samples were diluted in KBr (3.5 % of sample). The material
was weighed and mixed with the KBr by using a little piece of paper. The material is
diluted because only a small sample amount (in the range of some mg) is needed. A
particle size of 2 µm (Gadsden, 1975) is to be preferred. Afterwards, the KBr and the
slag sample are carefully put in the sample cup. As for the XRD measurements as well,
shaking or pressing of material has to be avoided. Instead, a small spatula is pushed
over the plane of the sample cup. If no even surface was obtained, the sample cup has to
be filled again.
The sample cup (filled with about 20 to 25 mg of material) is than put in the specimen
holder and the data (e.g. sample name, scanning range) are given into the computer.
Before starting the measurement, waiting of five minutes was necessary to have stable
atmosphere conditions in the sample compartment. The measurement itself included
130 scans of the sample and took about 20 minutes. After each measurement, the
sample cup was cleaned with cotton wool.

APPENDIX I
8
The spectra of the five hydrated slag samples is shown in Fig. 1, whereas the
comparison between hydrated and non hydrated ladle slag performed by IR
spectroscopy is shown in Figure 2.
Figure 1. IR spectra for all hydrated slag samples (LS = ladle slag)
4000 3000 2000 1500 1000 500 400wave number/cm-1
K-M
3299 1462
983 905
653 590
523 866
865
3526 3338
1660
1418
978 951 653
524
3528 1655
1415
867 817 669
525
3622 3527
3328
1655
1418
972 929 919 867
818
524
3623 3526 3318
1656
1422
970
929 919 866
818 568 523
100%EAF, 0% LS
65%EAF, 35% LS
50%EAF, 50% LS
35%EAF, 65% LS
0%EAF, 100% LS

APPENDIX I
9
Figure 2. IR spectra for hydrated ladle slag and non hydrated ladle slag
Figure 3. IR spectra of 100 % EAF slag and 100 % ladle slag (hydrated)
4000 3000 2000 1500 1000 500 400wave number/cm-1
K-M
3299 1462
983 905
653 590
523
866
3623 3526 3318
1656
1422
970 929 919
866
818 568 523
100%EAF, 0% LS
0%EAF, 100% LS
4000 3000 2000 1500 1000 500 400
K-M 3623 3526 3318
1656
1422
970 929 919
866
818 568
523
476
3300
1459
973 928 919
860
818 576
521492473
hydrated ladle slag
non hydrated ladle slag

APPENDIX I
10
4 X-RAY DIFFRACTION
For X ray diffraction analysis just a small amount of the solid sample is needed. Before
putting the sample in the diffractometer, the sample was put in a small round deepening
of a thin plastic plate. The difficulty is to have an even sample surface but not to press
or shake the material in the plate. This would change the result, because the premise of
the analysis is that the crystals are randomly orientated over the surface. The flat plate
with the sample is than put on the circumference of an X-ray focusing circle. One
analysis took approximately 1.5 hours.
X-ray diffraction pattern of steelslags
10 20 30 40 50 60 70 80 90
2 - Theta - Scale
Inte
nsity 100 % EAF
100 % Ladle
Figure 4. Diffraction pattern of 100 % ladle slag and 100 % EAF slag
100 % ladle slag
100 % EAF slag

11
Table 10. Main IR peaks of 100 % EAF slag, 50 % EAF slag and the two ladle slag samples including literature data slag type and wave number Literature [cm- author corresponding possible compounds date of measurement vibration (nh = non hydrated) 100%EAF (12.12.) 3300 3500-3400 Smith (1999) Silanol SiO-H stretch silica (Si-OH bonds) 100%EAF (21.12.) 3468 ~3440 O-H stretches combined and adsorbed 50%EAF (21.12.) 3528 3700-3200 water of C-S-H and 100%LS (12.12.) 3526 3440-3446 Gomes and Ferreira (2005) aluminate phases 100%LS_nh (21.12.) 3300 (ancl.1640-
100%EAF (12.12.) 1458 1436-1424 Gomes and Ferreira (2005) C-O stretch carbonate phases 100%EAF (21.12.) 1459 1510-1410 Smith (1999) C-O stretch inorganic carbonates 50%EAF (21.12.) 1415 ~1463 Smith (1999) antisymm. CO3 carbonate 100%LS (12.12.) 1422 1520-1320 Günzler and Williams (2001) stretching vibrat. in inorganic salts 100%LS_nh (21.12.) 1459
100%EAF (12.12.) 982 880 + 710 Gomes and Ferreira (2005) C-O stretch carbonate phases 100%EAF (21.12.) 983 874-880 and Gomes and Ferreira (2005) C-O stretch 50%EAF (21.12.) 867 920 Gomes and Ferreira (2005) anhydrous calcium silicates 100%LS (12.12.) 866 880-860 Smith (1999) C-O out of plane bend inorganic carbonates 100%LS_nh (21.12.) 860 920-800 Socrates (1994) AlO2- Al-ion (also 670-620, etc)
986-970 Gomes and Ferreira (2005) calcium silicates ~940 Smith (1999) silanol Si-O stretch silica ~805 Smith (1999) Si-O-Si symm. stretch
100%EAF (12.12.) 521 536-526 Gomes and Ferreira (2005) anhydrous calcium silicates 100%EAF (21.12.) 522 50%EAF (21.12.) 525 100%LS (12.12.) 523 100%LS_nh (21.12.) 521

APPENDIX I
12
5 REFERENCES Dobrowolski, J. A. (1998). Concrete Construction Handbook. 4th ed., Mc Graw-Hill,
Inc., p. 1.15.
Gomes, C. E. M.; Ferreira, O. P. (2005). Analyses of Microstructural Properties of
VA/VeoVA Copolymer Modified Cement Pastes. Polímeros: Ciência e
Tecnologia, vol. 15, n° 3, p. 193-198.
Günzler, H.; Williams, A. (2001). Handbook of Analytical Techniques. Vol.1. WILEY-
VCH Verlag, Weinheim, Germany, p. 471
Socrates, G. (1994). Infrared characteristic group frequencies. 2nd ed.
Smith, B. C. (1999). Infrared Spectral Interpretation - A systematic approach. CRC
Press LLC, Boca Raton, Florida, USA, p. 165
Svensk Standard SS 02 71 09, 1994. Geotekniska provningsmetoder – Kornfördelning –
Siktning. SIS – Standardiseringskommisionen i Sverige.

APPENDIX II
APPENDIX II
STEEL SLAGS
–
GENERAL DATA, MINERALOGICAL COMPOSITION AND
SUITABLE ANALYSIS METHODS FOR DETERMINING HEAT OF
HYDRATION AND MINERAL PHASES
– LITERATURE REVIEW –

APPENDIX II
II
TABLE OF CONTENTS 1 INTRODUCTION...................................................................................... 1
2 ORIGINS AND FORMATION OF ELECTRIC ARC FURNACE AND
LADLE SLAG .............................................................................................. 2
2.1 Electric Arc Furnace slag (EAF-slag) ............................................................... 2
2.2 Ladle slag........................................................................................................... 2
3 REUSE OF STEEL SLAGS ...................................................................... 3
3.1 Generation and utilisation of steel slags in Europe ........................................... 5
3.2 Utilisation of steel slags in a landfill cover construction .................................. 8
4 MINERAL PHASES................................................................................ 10
4.1 Mineral phases of cement ................................................................................ 11
4.2 Mineral phases of steel slags ........................................................................... 20
4. 3 Alteration of mineral phases........................................................................... 24
5 CALORIMETRY..................................................................................... 29
6 X-RAY DIFFRACTION.......................................................................... 31
6.1 Physical background and sample preparation ................................................. 32
6.2 Interpretation of one X-ray diffractogram of steel slag................................... 33
7 IR SPECTROSCOPY .............................................................................. 34
7.1 Physical background of Vibrational Spectroscopy.......................................... 35
7.2 Technique of the FTIR Spectrometer .............................................................. 39
7.3 The DRIFTS method ....................................................................................... 40
7.4 Interpretation of IR spectra.............................................................................. 41
8 DISCUSSION .......................................................................................... 44
9 CONCLUSIONS...................................................................................... 47
10 LITERATURE CITED .......................................................................... 48

APPENDIX II
1
1 INTRODUCTION
Many landfills in Europe have to be closed due to the regulations in the EU landfill
directive (1999/31/EC). Construction material for the final cover construction of these
sites is scarce due to the high amounts needed and the demands of the respective landfill
class. The estimated need comprises 100 million tonnes only in Sweden (Andreas et al.,
2005). Therefore the use of secondary construction materials from different industries is
explored. Especially steel industry slags seem to be suitable for applications in
geotechnical constructions as for example landfill cover constructions for non-
hazardous waste landfills. This is assumed to their high bulk density, low permeability
and high strength (Motz and Geiseler, 2001). Investigations of the leaching behaviour
by Motz and Geiseler (2001) have shown that only the pH-value had an environmental
impact. Significant leaching of elements could not be proved.
Steel slags are easily accessible. Different slags are produced during steel production
from which electric arc furnace (EAF) slag and ladle slag are investigated in this study.
The aim of this literature review is to determine possible mineral phases occurring in
steel slags, the formation of these phases and under which conditions transformations
can occur. Factors influencing these alterations shall be outlined.
Furthermore, analytical methods to measure mineral phases are proposed, explained and
discussed if they can be used for these investigations. Among other things cement
reaction, and crystal and amorphous structures of the minerals shall be examined.
Special focus is put on X-ray diffraction (XRD) and Infrared (IR) Spectroscopy. What
and how much information about mineral phases of steel slags can be gained by using
these analysis methods?
Finally, desirable properties are defined that steel slags should have when used in a
landfill cover construction.
Possible advantages as well as disadvantages of the analysis methods are discussed and
literature data about steel slag analyses are collected.
Finally, an attempt of defining desirable properties of the steel slags with regard to their
use in a cover construction will be undertaken.

APPENDIX II
2
2 ORIGINS AND FORMATION OF ELECTRIC ARC FURNACE AND
LADLE SLAG
Different slags arise as a by-product during the production of different steels types. The
steel industry tries to minimize the generation of slags but they are not completely
avoidable.
2.1 Electric Arc Furnace slag (EAF-slag)
EAF slags originate from steel mills where the manufacturing process is based on scrap
metal and an electric arc furnace is used. The electric arc furnace contains scrap, iron,
alloys and slag formers (Beskow et al; 2004). In Figure 1, the steel production process
by the scrap route is shown. The power of three graphite electrodes producing electric
arcs is used to melt the material and to form steel. Removal of phosphorous, sulphur and
silicon as well as reduction of carbon is initiated by lancing oxygen into the melt [4].
Slag formers are added to the furnace from below and from the sides. The formed slag
products, consisting basically of oxides, will rise to the surface due to their lower
density. The deoxidisation products are integrated in the slag. These refining processes
would take long time, if not an excess of oxygen is provided for the reactions. Later this
excess oxygen has to be removed again. The steel is tapped into the ladle (also called
converter), which is a vessel used to transport the molten steel to the ladle station.
There, further processes are initiated to increase steel quality (secondary metallurgy).
2.2 Ladle slag
After being treated in the EAF furnace, tapped in the ladle and slag being removed from
the ladle (tapping of EAF slag), the steel is further treated at the ladle station. In the
ladle the chemical composition of the steel is adjusted, the temperature and composition
of the melt are homogenised and further removal of phosphor, sulphur and other
disturbing trace elements is performed.
Steel containing excess oxygen will form gas bubbles during solidification leading to
internal holes. To avoid this, the steel is deoxidised with aluminium wire or bars.
Aluminium and silicon (in the form of ferro silicon) have a high oxygen affinity and are

APPENDIX II
3
therefore used for deoxidisation. After that, slag formers (dolomite and lime) and
aluminate are added again. Depending on the steel type various alloys are given to the
steel. The steel is heated up to about 1925 K and stirred at the degassing station under
vacuum conditions (Figure 1) to ensure homogeneity and to remove nitrogen and
hydrogen. Stirring is done by induction and through circulation of argon gas. Due to
further refining the steel is treated by inductive stirring a second time during which
inclusions grow and are removed (Beskow et al., 2004). In the last manufacturing
process, called uphill casting, the hot steel is casted in moulds for solidification. The
melt in the moulds rises from the bottom to improve the cooling process of the steel.
Figure 1. Flow chart of the steel making process at Uddeholm Tooling Ltd. (a) electric arc furnace (b) ladle furnace (c) vacuum degassing (d) uphill casting (Beskow and Du Sichen; 2004)
3 REUSE OF STEEL SLAGS
As for other secondary materials, the reuse of steel slags helps to conserve natural
construction materials and to prevent emissions to the atmosphere. But for the time
being, industrial by-products as steel slags are classified as waste in Europe. The
definition of waste is constituted in the Council Directive 75/442/EC and amended by
the Council Directive 91/156/EC. That definition complicates the marketing and use of
slag as a product. Nevertheless, there is a discussion going on about such terms as “end-
of-waste” and future definitions in regulations. This discussion is necessary and
probably a never-ending process, because due to research new treatment methods are
developed. Innovations in material science help to conserve the environment and lead to

APPENDIX II
4
new application fields of materials. It is intended to change the definition of waste in the
way that slags will be considered as by-products and are not classified as waste
anymore. Slags from steel industry have found fields of application nowadays. If slags
are treated further, e.g. by different cooling methods, stabilization methods or crushing,
their properties can be optimized. Different treatments of slags lead to different slag
types that are likely to have differences in their properties (Tossavainen, 2005a).
Respective treatment techniques are:
quenching rapid cooling
air cooling slow cooling
granulation
pelletisation
foaming
proper solidification with a specified heat treatment
separation, crushing, sieving and milling.
Tossavainen (2005a) concludes that the cooling conditions (as well as the chemical
composition) determine the formation of a crystalline or amorphous mineral structure,
which furthermore influences durability, solubility and reactivity of the slags (see
chapter 4.2). Interestingly, steel slags, which have been treated by one or more of the
above listed treatment techniques are not included in the European Waste Catalogue
(EWC) established by the Commission Decision 2000/532/EC according to a position
paper of the European Slag Association called Euroslag (2006). The EWC assigns a
number to all types of materials which can be seen as waste. However, a material stated
in the EWC is only defined as waste, if the definition of waste stated in the above
mentioned Council directives applies.

APPENDIX II
5
3.1 Generation and utilisation of steel slags in Europe The chemical and physical properties determined by the production process in the steel
mill and will influence the possibilities for utilisation. For instance, the type of slag
formers added to the melt (e.g. dolomite or lime) highly influences the chemical
composition. This means that different steel production processes result in different
slags.
On the other hand Motz and Geiseler (2001) state that “BOF5 and EAF slags from
different sources within Europe […] are generally comparable and independent of their
producers”. This indicates that nowadays steel manufacturers make big efforts for slag
treatment so that desirable properties are achieved.
Figure 2 shows that steel slags in Europe comprise mainly BOF slags and EAF slags but
also 9 % of secondary steel slags to which ladle slag and argon oxygen decarburisation
(AOD) slags belong to.
Figure 2. Types of steel slags generated in Europe 2004
(Euroslag, 2006)
The amount of generated steel slags in the EU, Germany and Sweden is shown in table
1. According to these data, Germany produced about 40 % of all steel slags in 2004.
5 Basic Oxygen Furnace
BOF slag 62 %
EAF slag 29 %
Secondary steel slag 9 %

APPENDIX II
6
Table 1. Steel slag generation in EU, Germany and Sweden
Year Amount
[million tonnes] Reference
EU 2004 15.2 Euroslag (2006)
Germany 2004 6.22 FEhS (2005)
Sweden 2002 0.896 Moosberg-Bustnes [5]
The most common reuse of steel slags is as aggregates in road constructions, e.g.
ashaltic or unbound layers according to data from Euroslag (2006) shown in Figure 3.
Almost one fifth of steel slags are interim, i.e. temporarily stored which is done mainly
to observe their properties over time but also because no industrial consumer who wants
to reuse the material has been found yet. 11 % of the slags in the EU are finally
deposited on landfills. To a small extend slags are also applied in the production of lime
fertilizer and hydraulic engineering.
45%
17%
14%
11%6% 3% 3% 1%
road production interim storage internal recycling
final deposit others fertilizer
hydraulic engineering cement production
Figure 3. Utilisation of steel slags in Europe 2004 (Euroslag, 2006)
The amount of reused steel slags varies considerably from country to country, due to
differences in chemical composition of the slags and national environmental
regulations. Motz and Geiseler (2001) reported that 35 % of the 12 million tonnes of
produced steel slags were still dumped in Europe in 2001. In 2004, only 11 % of the
15.2 million tonnes produced steel slags were dumped. If one adds the 17 % interim
stored steel slags, about 28 % of the European steel slags do not have found any field of
application yet.

APPENDIX II
7
Conditions as relatively abundant resources of high-quality rock material as in Sweden
are playing a major role in reuse of slags. According to Moosberg-Bustnes [5], in
Sweden 44 % of steel slags were “finally deposited” in 2002.
In Germany, data are collected by the FEhS-institute being a research association for
building materials (former “Forschungsgemeinschaft Eisenhüttenschlacken e. V.”).
Utilisation data for 2004 are given in Figure 4 below. According to FEhS (2005), 54 %
of steel slags are used as building material in roads, hydraulic engineering, earth-works
etc., 17 % are landfilled and further 4 % are interim stored.
12%5%
54% 8%
4%
17%
internal recycling/circuitry fertilizerbuidling materials othersinterim storage final deposit
Figure 4. Reuse of steel slags in Germany in 2004 (FEhS, 2005)
In Germany the development of utilizing slags for construction purposes begun very
early. Already, in 1936 a motor highway in Saxony, has been build with Portland
cement mixed with slag (note of the author: probably blast-furnace slag) as an additive.
It showed a very good durability under all conditions (Ylipekkala, 2005).
If slags shall be used in road construction, they have to fulfil certain mechanical and
environmental requirements. The required properties and the corresponding test
methods are stipulated in European standards for aggregates and road materials by the
European committee of Standardisation (e.g. tests for chemical properties of aggregates
- CEN EN 1744). A decisive property for the reuse in road construction is volume
stability, which expresses the volume increase during and after the construction process.
Several treatment methods to assure sufficient volume stability are shortly described in
Motz and Geiseler (2001).

APPENDIX II
8
Fine milled quenched slag powders are also applicable as additives in cement industry
(Ylipekkala, 2005), but mostly BF slags are used for this application. As shown in Fig.
3, only 1 % of steel slags are used as additive in cement.
3.2 Utilisation of steel slags in a landfill cover construction
The landfill cover construction tested in the Hagfors/Uddeholm project at Luleå
University of Technology is shown in Figure 5 (Andreas et al., 2005).
• ~ 0,3 m Vegetation layer: plant colonization, water magazine, protection against erosion
• ≥ 1.5 m Protection layer: water magazine, protection against desiccation, freezing, root penetration, erosion of the layers below
• Geomembrane (~ 0,5-5 mm): layer separation• ~ 0.4 m Drainage layer: collection and discharge of percolation
water, prevent water standing on liner• Geomembrane
• ≥ 1.0 m Barrier layer, liner: minimize gas and water transport
• Geomembrane• ≥ 0.5 m Gas drainage, foundation layer: surface adjust-
ment, load distribution, gas transport
• ~ 0,3 m Vegetation layer: plant colonization, water magazine, protection against erosion
• ≥ 1.5 m Protection layer: water magazine, protection against desiccation, freezing, root penetration, erosion of the layers below
• Geomembrane (~ 0,5-5 mm): layer separation• ~ 0.4 m Drainage layer: collection and discharge of percolation
water, prevent water standing on liner• Geomembrane
• ≥ 1.0 m Barrier layer, liner: minimize gas and water transport
• Geomembrane• ≥ 0.5 m Gas drainage, foundation layer: surface adjust-
ment, load distribution, gas transport
• ~ 0,3 m Vegetation layer: plant colonization, water magazine, protection against erosion
• ≥ 1.5 m Protection layer: water magazine, protection against desiccation, freezing, root penetration, erosion of the layers below
• Geomembrane (~ 0,5-5 mm): layer separation• ~ 0.4 m Drainage layer: collection and discharge of percolation
water, prevent water standing on liner• Geomembrane
• ≥ 1.0 m Barrier layer, liner: minimize gas and water transport
• Geomembrane• ≥ 0.5 m Gas drainage, foundation layer: surface adjust-
ment, load distribution, gas transport
POSSIBLE MATERIALS
SOIL, COMPOST
SOIL, DIGESTED SEWAGE SLUDGE MIXED WITH THE FINER FRACTION OF SLAG
COARSE SLAG (EAF), CRUSHED CONSTRUCTION DEBRIS
LADLE SLAG MIXED WITH EAF SLAG
COARSE SLAG (EAF)
Figure 5. Layers and their functions in a cover construction with a mineral liner; examples for possible alternative materials (Andreas et al., 2005)
The most critical element of a landfill top cover construction is the liner layer (also
called barrier layer). Prevention of water and oxygen infiltration into the waste and
uncontrolled leakage of gas out of the landfill are the main tasks a liner has to fulfil.
According to the recommendations of the Swedish Environmental Agency (RVF,
2002), the liner has to have a thickness of at least 0.5 m, whereas the whole cover
construction should have a thickness of at least 2.5 m.
The prevention of water infiltration shall be reached through
minimizing percolation of water through the cover system by impeding
infiltration through it (direct function) and
promoting storage or drainage of water in the overlying layers (indirect
function). Runoff, evapotranspiration and internal drainage impede water from
reaching the liner.

APPENDIX II
9
Critical aspects affecting the performance of the liner are quoted from Koerner and
Daniel (1997). According to them, cover performance is limited by:
“cracking due to desiccation, deformations from waste settlement, or seismic
motions (e.g., with clay),
root penetration,
resistance to gas migration,
slope stability,
creep of all materials (clay, bentonite, geomembrane, asphalt) and
service life (geomembranes and asphalt)”.
The liner material has different functions (Tham et al., 2003). As a high dense cover, the
used construction material must have a low hydraulic conductivity and a high dry
density. A high density can also be achieved if coarse and fine materials are mixed
according to the Fuller curve and compacted. The liner material should not contribute to
an increased contamination of the leachate. The atmosphere in a landfill can contain
CO2 up to about 50 vol.-%. This leads to a carbonation of the cover material and may
decrease its permeability. Todorovic and Ecke (2005) investigated carbonation as an
important weathering process for MSWI ash and the effect of it on the release of critical
components. They reported that alkaline waste materials are unstable under atmospheric
conditions. Hence, weathering will change their mineralogy.
According to Tham et al. (2003), the most critical factors for liner performance of
secondary construction materials as e.g. incineration residuals are “chemical
interactions” and “the resistance to different settlements”. If the construction material
contains hydraulic minerals, the hardening during curing can cause shrinkage.
To reach a low permeability, a liner material should be easily compactable, i.e. an even
grain size distribution is necessary (Herrmann et al., 2005). Clays, bentonite mats or
sand-bentonite mixtures are materials often used. Geo membranes serve to separate the
different layers of the cover construction.
Steel slags could be used in the protection layer, the drainage layer, the liner and the gas
drainage layer. Of course, each layer has different requirements to the construction
material. For fulfilling the functions of the protection layer (e.g. water storage,
prevention of desiccation, freezing and erosion) the material needs to have a fine

APPENDIX II
10
structure and contain some organic material. In contrast to the protection layer, both of
the drainage layers require a coarse fraction of steel slag. Therefore, EAF slag shall
come into use as a part of the protection layer (fine fraction), both of the drainage layers
(coarse fraction) and in the liner in mixture with ladle slag (fine fraction).
Liner materials as ashes or slags often contain a high amount of carbonates, which are
formed after hydration and carbonation of calcium compounds. Afterwards, the
dissolution of formed carbonates while reacting with water that have percolated through
the overlaying layers can become important in landfills (Marfunin, 1998). The molds of
the dissolved carbonates will become additional pore spaces for gases evaporating
through the cover. Additionally, CO2 can break up new flow channels leading to an
increasing permeability. This is called fracing.
4 MINERAL PHASES
A phase is any portion of a system that is physically homogeneous within itself and is
mechanically separable from the other portions. A pure mineral consists of a single
phase; a rock is a system of mineral phases, i.e. the phases are the individual minerals.
In this study mineral phases of steel slags shall be investigated. Up to now, little
literature is available directly focusing on mineral phases of steel slags. Furthermore, an
overview shall be given not just about the mineral phases but also about their influence
on slag properties. Steel slags are known for having similar chemical compositions as
cementitious material (Shi and Qian, 2000; Bävermann, 1997; Fällmann, 1997) and
Portland cement, a special cement type (Murphy et al., 1997). Both steel slags and
cement contain lime, silica, aluminate and magnesia. That is why steel slags “can be
regarded as a weak Portland cement clinker” (Shi, 2000) and cement phases play a
major role in slag chemistry.
The different fractions lime, silica, aluminate and magnesia will differ for different steel
slags. Shi also concluded that the variation of the mineral composition of steel slags
origins from the “highly variable” chemical composition of steel slags.

APPENDIX II
11
The occurrence of minor elements in steel slags depends on the production process in
the steel mill, i.e. which type of steel was produced and from which part of the
manufacturing process the slag has been tapped (Caley and McDonald, 2001).
It is also possible to calculate the mineral composition by knowing the chemical
compounds. An example for cement is given in Czernin (1964). But with this method,
just assumptions are possible, as already marginal variances in the chemical
composition can cause strong displacements in the mineral composition.
4.1 Mineral phases of cement
Cement is a hydraulic binder. Binders are finely ground mineral substances, that after
mixing with water cure to a rock-like, water-resistant material. The term ´hydraulic´
points out that the binder not just cures and develops strength by being abandoned to
air, but also under water. A very common type of cement, used widely in manufacturing
of concrete, is Ordinary Portland cement (OPC). It is produced by heating a mixture of
limestone and clay in a rotary kiln at temperatures of 1450 to 1550° C.
One reaction in the kiln producing so called quick lime is decarbonation of calcite, also
called lime burning.
CaCO3 CaO + CO2
Calcite quick lime gas
The compounds formed during the high temperatures are called clinker minerals. After
the kiln, the material is cooled, 5 % of gypsum is added and the material is ground to
OPC. Under normal temperature conditions only CaSiO3 would form. But the high
temperatures induce the attachment of further lime to silica.
The clinker and mineral phases, their properties and the associated fraction in OPC are
presented in table 2 below. The contents of free lime and free magnesium oxide have to
be limited in a construction material, because volume stability is very important under
these applications. Expansion after contact with water in steel slags is “most likely”
caused by these two compounds. (Tossavainen, 2005b).

APPENDIX II
12
Table 2. Clinker and mineral phases in OPC according to Knoblauch and Schneider (1992)
Clinker phase
(mineral phase)
Cement
nomenclature Properties
Mass fraction (%) in
cement clinker
Tricalcium
silicate C3S
Fast curing, high heat of
hydration, high strength 45 - 80
Dicalcium
silicate C2S
Slow, continuous curing
Low heat of hydration,
high strength
0 - 32
Tricalcium
aluminate C3A
Fast reaction with H2O
High heat of hydration,
low strength,
susceptible to sulphate
waters
7 - 15
Tetracalcium
aluminate
ferrite
C4AF
Little and slow curing,
resistant to sulphate
waters
4 - 14
Free CaO
(free lime) C
If high amounts present
internal expansion 0.1 - 3
Free MgO
(periclase) M
If high amounts present
internal expansion 0.5 - 4.5
During all cement production processes, large amounts of CO2 are released. According
to Wenk and Bulakh (2004), 8 % of the world’s industrial production of CO2 is emitted
by the cement industry.
Hydration
While mixing cement with water, the cement converts to a fluid, plastic suspension
called cement-paste. Paste refers to a mixture of cement and water in such proportions,
that setting and hardening (also called curing) occurs. The chemical reactions occurring
between water and cement are referred to as hydration. The water is taken up and
integrated in the solid structure. These reactions continue over a long time up to years
and with time, the strength of the cement increases. The most important changes in

APPENDIX II
13
mineral composition and microstructure shall be illustrated shortly. One exemplary
hydration process, called lime slaking, is shown below.
CaO + H2O Ca(OH)2
The hydration of lime and silica leading to calcium silicates is:
CaO + SiO2 + H2O CaSiO2(OH)2
Both of these reactions are proceeding during the hydration of cement minerals. The
hydration of tricalcium silicate shall serve as an example.
2 Ca3SiO5 + 7 H2O 3 CaO.2SiO2.4H2O + 3 Ca(OH)2 + 173.6kJ
Tricalcium silicate water Calcium silicate hydrate Calcium hydroxide heat
One reaction product is hydrated lime (calcium hydroxide). Hydrated lime takes up 20
% more space than CaCO3. That causes disruption of the whole structure and the
material falls apart. Depending on the amount of water, it either turns into a powder or a
suspension (lime water). Hydration is an exothermic process. The heat of hydration of
lime is 280 cal/g, i.e. one gram of lime can raise the temperature of 280 g of water about
1 °C (Czernin, 1964). Some further comments about the hydration process and the heat
development are explained in Chapter 5.
The most important mineral phases in cement as well as the hydration products are
presented in table 3.

APPENDIX II
14
Table 3. Main mineral phases in cement with chemical compounds and corresponding cement nomenclature
Clinker phase
(mineral phase) Mineral name Chemical compound
Cement
nomenclature
Tricalcium silicate Alite 3CaO*SiO2 C3S
Dicalcium silicate Belite 2CaO*SiO2 C2S
Tricalcium
aluminate - 3CaO*Al2O3 C3A
Tetracalcium
aluminoferrite
Celite or
Brownmillerite 4CaO*Al2O3*Fe2O3 C4AF
Calcium sulphate
dehydrate Gypsum CaO*SO3*2H2O C S H2
Calcium hydrate Portlandite CaO*H2O CH
Calcium silicate
hydrate -
No well defined compound
(changing composition) C-S-H
Tricalcium
aluminate
trisulfate hydrate
(Trisulfate)
Ettringite
3CaO*Al2O3*3CaSO4*32H2O
or
6CaO*Al2O3*3SO3*32H2O
C3A*3C S*H 32
or
C6A S 3 H 32
During the first minutes of the hydration reaction, the oversaturated lime-compounds
(formed during high temperatures) – in OPC mainly tricalcium silicate and dicalcium
silicate – go into solution. The solution becomes saturated and large crystals of calcium
hydroxide (portlandite) and needle-shaped crystals of ettringite are formed. This is
illustrated in Figure 6. The possible subdivision of the curing process in dormant period,
setting and hardening period can be explained by the mineral changes.

APPENDIX II
15
Figure 6. Changes in cement microstructure during hydration (Wenk and Bulakh, 2004)
Because portlandite crystals take up 20-25 % of the volume, strength and durability of
the paste decreases. Afterwards, small crystals of calcium silicate hydrates (C-S-H) are
formed by the disintegration of calcium silicates. The particles size decreases and
colloids are developed which have a much higher specific surface. The C-S-H does not
only take up hydration water (in its structure), but also binds water on the surface by
adsorption (Krenkler, 1980). Such substances are called gels, because of the high
amount of adsorption water compared to the small size of the particle itself. The
composition of C-S-H varies with temperature, age of hydration and the water/cement
ratio (Wenk and Bulakh, 2004).
Factors influencing the rate of cement hardening are identified by Dobrowolski (1998)
as the following ones:
Chemical and physical properties
Curing conditions (e.g. temperature, moisture during curing, time)
Water/cement ratio (affecting the ultimate strength)
According to Dobrowolski (1998), “a high water/cement ratio produces a paste of high
porosity and low strength“. After the main hydration reactions, the hardened cement
paste not only contains chemical bound hydration water, but also physical bound gel-
water and free capillary water (Grübl et al., 2001).
The clinker minerals (see table 1) are present in certain modifications. For example, the
mineral belite (C2S) can exist as α -C2S, β -C2S and γ -C2S, each of them having
slightly different crystal dimensions. Which form is present depends on the temperature.

APPENDIX II
16
During cooling of a melt, the α -phase present at very high temperatures changes to the
β - phase and further to the γ -phase (Röhling et al., 2000).
The main parameters determining the development of strength according to Grübl et al.
(2001) are the chemical-mineralogical composition and the grinding fineness. The
chemical-mineralogical composition and the grinding fineness interact with each other.
If a material contains less reactive calcium silicates, grinding can provide a larger
reactive surface and the reaction rate increases (Röhling et al., 2000). However, Czernin
(1964) states that the chemical composition is of minor importance for the final
strength.
The hydraulic behaviour of materials used in cement industry can be very different.
Often, additives are given to the cement in order to influence properties as for example
curing behaviour (acceleration or retardation of curing), workability and strength. The
hydraulic behaviour depends on the CaO/SiO2 ratio. Röhling et al. (2000) describe a
material as puzzolanic if it has a CaO/SiO2 ratio of at most 0.5 (table 4).
Table 4. Hydraulic behaviour or different materials (Röhling et al., 2000)
CaO/SiO2 ratio Hydraulic behaviour
Puzzolanic 0 - 0.5 Very low, needs an
activator
Latent–hydraulic 0.5 – 1.5 Low, needs an activator
Hydraulic 1.5 – 2.5
2.5 – 4.0
Slow curing
Fast curing
Puzzolans can be of natural origin, e.g. high silica and/or high alumina soils of volcanic
origin. Artificial puzzolans have a hydraulic reactivity developed through thermal
processes including fly ash which comes in use in cement production as an additive.
Cement additives used are for example fly ash, silica fume, blast furnace slag, oil shale
and limestone (Röhling et al., 2000). Often gypsum is added to various cement types.

APPENDIX II
17
A comparison of the chemical compositions of the some of the materials mentioned
above can help in further understanding possible similarities in their properties. It is
necessary for classifying materials and for distinguishing them in a phase diagram. The
chemical compositions of OPS, BF slag and fly ash are shown in table 5. The main
oxide is marked by a grey background.
Table 5. Chemical composition of certain materials used in cement industry (according to Knoblauch and Schneider, 1992)
Chemical
compounds
(mass-%)
OPC
(incl. SO3, Mn2O3)
BF slag
(water–quenched)
Fly ash
from black coal
combustion
(incl. SO3, Cl)
SiO2 18 - 24 32 - 40 45 - 55
Al2O3 4 - 8 10 - 16 25 - 30
CaO 61 - 69 40 - 45 2 - 6.5
Fe2O3 1 - 4 - 5 - 10
MgO 0.5 - 4 up to 5 23
Alkalis - - 3 - 6
With the help of table 5, OPC can be classified as hydraulic material with a fast curing
behaviour, BF slag as latent hydraulic and fly ash as puzzolan of artificial origin.
Another type of comparing material compositions are phase diagrams. Figure 7 shows
the ternary phase diagram of the CaO–SiO2–Al2O3 system.
Figure 7. Phase diagram of CaO–SiO2–Al2O3 system
SiO2 Al2O3
CaO

APPENDIX II
18
Each axis of the phase diagram shows a different binary system, i.e. the three binary
systems CaO–SiO2, CaO–Al2O3 and Al2O3–SiO2 are included. The little sketch at the
right presents which compound of the binary system of each axis increases. Mineral
phases can be associated to a point on the axis. For example, the binary system CaO–
SiO2 includes the phases 100 % CaO, C3S, C2S, C3S2, CS and 100 % SiO2 (Caley and
MacDonald, 2001). In the phase diagram, fly ash is orientated further right compared to
slags or Portland cement. The region around that part is presented by the puzzolans,
while slags as basic BF slag have a higher CaO/SiO2 ratio and therefore are latent
hydraulic. Slags with relatively high silica content are acids.
Aluminious cement contains up to 50 % of alumina and therefore mainly consists of
calcium aluminates, instead of calcium silicates as the other cement types. This cement
type has a very fast hydration process and can bind about twice as much water as other
cements (Grübl et al., 2001). Mixtures of aluminous cement with calcium hydroxide
(slaked lime) or OPC have only moderate final strength after curing (Karsten, 1997).
The main mineral phase of aluminous cement is calcium aluminate which after
hydration forms calcium aluminate hydrate. Dicalcium aluminate hydrate is responsible
for the fast hydration and fast curing, but it is not a stable hydration product. Under
warm and humid conditions (over 22° C), aluminate hydrate and water are separated,
dicalcium aluminate hydrate forms, strength and volume decrease and porosity
increases. Gases and water can react easily with the cement, therefore pH and final
strength decrease. For load-bearing components, it is not allowed to use aluminious
cement (Knoblauch and Schneider, 1992).
Möhmel et al. (1998) stated that the hydraulic properties of cement to a large part
depend on the ratio of calcium aluminate phases. Mixtures of synthesised calcium
monoaluminate (CA) and calcium dialuminate (CA2) have been analysed with
differential calorimetry analysis (DCA), XRD and nuclear magnetic resonance (Al-
NMR). The question of this study was how hydration of one aluminate phase influences
the second phase if they are mixed in different ratios. Measurements included heat
development during hydration over 28 days, strength, specific surface, rate of reaction
and hydration products of 100 % CA and CA2 and three mixtures (20/80; 50/50; 80/20).
One result was that the specific surface of hydrated CA2 is much larger than for CA.
That probably explains the long reaction period of CA2 during hydration in Figure 8. As

APPENDIX II
19
acc. to Möhmel et al. (1998) a high specific surface indicates “a good penetratable
product layer around the calcium aluminate particles, which allows their further
hydration6”.
Figure 8. Differential calorimetric analyses of CA, CA2 and corresponding mixtures
(Möhmel et al., 1998)
Another interesting fact resulting from specific surface analyses was that the hydration
behaviour of the pure phases did not correlate with the behaviour of the mixtures. The
CA2-rich mixture had only a relatively small specific surface.
Hydration products furthermore included amorphous as well as crystalline hydration
products from which especially the high amount of amorphous phases influenced the
reaction rate. The XRD experiments lead to the conclusion that after hydration of CA
CaH10 was formed, whereas hydration of CA2 rather induced formation of Al(OH)3. The
CA reaction rate increased in the mixtures compared with the pure CA. The opposite
applied to CA2.
In the next chapter, the chemical composition and mineral phases of steel slags are
investigated.
6 German quotation: „Eine hohe spezifische Oberfläche ist nämlich ein Zeichen für eine gut penetrierbare Produktschicht um die Calciumaluminatkörner, die deren weitere Hydratation erlaubt.“
duration of hydration [hrs] duration of hydration [hrs]

APPENDIX II
20
4.2 Mineral phases of steel slags
As stated in the terminology chapter, the term ´steel slags´ includes EAF slags, ladle
slag and AOD slags. But because only EAF and ladle slag are included in this study, the
chapter is restricted to the mineral phases of EAF and ladle slag.
Studies focusing on mineral phases of EAF slags were performed by
Murphy et al. (1997), Motz and Geiseler (2001), Shen H. et al. (2004) and
Tossavainen (2005a). These studies also reported about BF slags (Murphy et al.,
Tossavainen), BOF slags (Motz and Geiseler) and natural rock materials (Motz and
Geiseler, Tossavainen).
Motz and Geiseler (2001) classified EAF slags as “calciumsilicatic” with an CaO con-
tent in the range of 25-40 % and a SiO2 content of 12-17 %. Additionally, free MgO and
free lime (CaO) is present. They outline MgO and free CaO as a “key criterion” for the
application of steel slags in civil engineering.
The main mineral phases of EAF slags – as well as for BOF slags – are dicalcium
silicate (C2S), dicalcium ferrite (C2F) and wustite (FeO) (Motz and Geiseler, 2001). The
chemical composition of two different EAF slags is given in table 6.
Table 6. Chemical composition of two EAF slags (Motz and Geiseler, 2001)
EAF slag with low MgO
[%]
EAF slag with high MgO
[%]
CaO 30 - 40 25 - 35
SiO2 12 - 17 10 - 15
Al2O3 4 - 7 4 - 7
MgO 4 - 8 8 - 15
MnO <6 <6
P2O5 <1.5 <1.5
Fetotal 18 - 28 20 - 29
CaOfree <3 <3

APPENDIX II
21
The manufacturing of different steel types leads to different slag types. The chemistry of
steel slags depends not just on the amount of alloys given to the steel, but also which
slag forming agent is used.
A compilation of the chemical composition of different EAF slags found in literature is
shown in Figure 9.
0
5
10
15
20
25
30
35
Ca Si Al Mg Mn Fe
wt - %
Uddeholm (EAF) Fällman/Hartlén (EAF) Murphy (EAF)Caley/Mac Donald (EAF) Shen (EAF) BMU (EAF l-a)BMU (EAF h-a) Motz (EAF-low MgO) Motz (EAF-high MgO)
Figure 9. Compilation of literature data about main elements in EAF slags (BMU data [6])
The differences between OPC and steel slags are explained by Murphy et al. (1997).
The author states that steel slags contain more iron oxide than OPC. The valence state
of iron oxide determines the morphology and cementitious properties. The iron is
present in the form of divalent and trivalent iron. Furthermore, steel slags consist of
higher amounts of free lime. Free MgO and CaO are hydraulic phases and will lead to
expansion of the structure after contact with water (fluid or gaseous). Expansion of free
CaO is occurring earlier than that of free MgO (Murphy et al., 1997). The MgO content
of EAF slags can be higher compared to BOF-slags due to the reaction with the
refractory lining but also depends on the eventual use of dolomite as slag forming agent.
Murphy et al. (1997) investigation results of EAF mineral phases are presented in
table 7.
l-a … slag from low alloyed steel h-a …slag from high alloyed steel

APPENDIX II
22
Table 7. Predominant mineral phases associated with steel slag (Murphy et al., 1997) Melting
Formula Name Synonym point (°C)
3CaO*SiO2 Alite Tricalcium silicate 1900
2CaO* SiO2 Belite Dicalcium silicate 2130
β -2CaO*SiO2 Belite (Larnite*)
α -2CaO*SiO2 Bredigite
2CaO*Fe2O3 Dicalcium ferrite Calcium ferrite 1430
4CaO*Al2O*Fe2O3 Brown millerite 1410
FeO Wustite Iron oxide
MgO Periclase Magnesia 2800
CaO Lime Calcia 2570
*β -Ca2OSiO4 = Larnite (Tossavainen, 2005a)
Additionally, the melting points of some phases are given to indicate which mineral
phases solidify first when the melt in the converter is cooled down. Solidification of
periclase happens first while brown millerite solidifies at last.
Murphy et al. (1997) conclude that the limited cementitious properties of steel slags
result from a lack of tricalcium silicate and a surplus of wustite, which has the ability of
taking up calcium. Therefore, calcium is not available for the formation of tricalcium
silicate anymore. Wustite solid solutions (see Terminology) are the main mineral phases
in steel slags according to Murphy et al. These phases do not occur in Portland cements
and do not form hydraulic minerals. Therefore, they have no cementitious properties.
The matter is different with the ferritic minerals, e.g. calcium ferrite, calcium aluminate
ferrite. They are formed by the mineral phase hematite (Fe2O3) and are hydraulic.
In their studies, Shi and Qian (2000) summarised the relationship of basicity, reactivity
and mineral phases of steel slags. According to their findings, the reactivity of steel
slags as well as the content of free CaO increases with basicity, i.e. the CaO/SiO2 ratio.
Slags with a low reactivity contained olivine (0.9 < CaO/SiO2 < 1.5) and merwinite
(1.5 < CaO/SiO2 < 2.7). Medium reactive slags (CaO/SiO2 < 2.7) consisted of dicalcium
silicate while high reactive slags with a CaO/SiO2 ratio > 2.7 were build of tricalcium

APPENDIX II
23
silicate.
With orientation towards metal recovery, Shen H. et al. (2004) analyzed the mineral
phases of EAF slag. The author found bredigite (Ca7Mg(SiO4)4), merwinite
(Ca3Mg(SiO4)2), akermanite (Ca2MgSi2O7) and gehlenite (Ca2Al(AlSi)O7) being the
main minerals. Also magnetite and chromite (Fe, Cr and Ni phases) were recorded after
magnetic separation of the original sample. These results were also recorded by
analyses of Tossavainen (2005b), who besides other minerals (included in table 4)
identified Merwinite and Larnite (β -Ca2OSiO4) as the main phases of the EAF slag
samples. All slags contained hydraulic minerals and glass, which together with aqueous
solutions tend to form stable hydrated phases.
Tossavainen (2005b) also found an increasing number of mineral phases as cooling time
and therewith other influencing factors increase. As a result of this, a more homogenous
slag with few phases is formed after rapid cooling e.g., by water granulation. Krenkler
(1980) also reports that a rapid cooling leads to a glassy structure (of BF slag) while
slow cooling supports crystal growth. This example shows that appropriate treatment
techniques make it possible to control the properties of slag materials.
05
101520253035
Ca Si Al Mg Mn Fe
wt - %
Uddeholm - ladle slag BMU - ladle slag
Figure 10. Composition of Uddeholm ladle slag and BMU data about ladle slag [6]
Mineralogical compositions of ladle slag have been investigated by Caley and
MacDonald (2001). One ladle slag with additional fluorspar (CaF2) and one ladle slag
with nepheline syenite (igneous rock containing the mineral nephelite, which has the
formula (Na, K)AlSiO2) were looked at. SEM analyses showed the presence of cement
phases as tri- and dicalcium silicate in the fluorspar slag and the minerals merwinite and
monticellite in the nepheline syenite slag.

APPENDIX II
24
4. 3 Alteration of mineral phases
Alteration of minerals in nature occurs mainly due to weathering processes. A primary
mineral undergoes transformation and a secondary mineral is formed. This is also called
mineral aging. Factors as temperature, pressure, the chemical, physical and biological
environment and also humidity influence these alterations. The application of steel slags
in a liner construction will lead to alterations of the primary mineral phases over time.
An assessment of resulting secondary mineral phases shall be made in this chapter. For
this, a simplification of the expected surrounding conditions is necessary.
The reaction rate of mineral transformations can differ according to the present
conditions. This is especially the case in a liner, as there are no evenly distributed
conditions, for example a changing water content in the pores over time and place.
Again, mineral transformations of well ascertained similar materials can be adjuvant to
assess secondary phases of steel slags.
In the liner, the main gases influencing the alteration processes of minerals are
considered to be CO2 and CH4. Carbonation and methane oxidation are the respective
processes expected to occur in the cover construction of a landfill.
Also, the humidity, i.e. the water vapour is of interest for the forming of secondary
minerals. The pore solution (including percolates) will react with the (initially present)
primary minerals of the liner material. The pore solution gets oversaturated with respect
to a certain compound and the primary minerals will become unstable, because of
changes in pH, buffering capacity, salinity and redox potential. A certain compound can
precipitate and a new secondary mineral will be formed (Marfunin, 1998). From the
estimation of the water balance it is expected that 5 % of the precipitation infiltrate
through the liner and reach the foundation layer. A quantification of expected methane
values cannot be given for the liner itself.
About mineral phases of slags, Tossavainen (2005c) states that these minerals “probably
react with moisture, CO2, etc. during storage und to some degree undergo phase
transformations”. The author further emphasises the effect of weathering processes and
crystal structure on leaching behaviour. Leaching reactions of amorphous slags will
differ from the reaction of crystalline slags.

APPENDIX II
25
The reaction of calcium silicate phases with carbon dioxide and moisture is known from
cement chemistry. In presence of moisture, carbon dioxide in the air forms carbonic
acid (H2CO3).
H2O + CO2 H2CO3
The hardening of lime according to the formula
Ca(OH)2 + CO2 CaCO3 + H2O
or more precisely presented by
Ca(OH)2 + H2CO3 CaCO3 + 2H2O (exothermal reaction)
is also called carbonation. The carbon dioxide originates mainly from the air (air content
about 0.03 %). But the carbonation process does not take place in absence of water
(vapour or liquid). The base calcium hydroxide only reacts with carbon dioxide in the
form of carbonic acid. Due to the very low carbon dioxide content in the air,
carbonation of the whole bulk of a material takes long time. Karsten (1997) states, that
for cement, carbonation (hardening of lime) occurring on the surface is finished after
about one year. The process is accelerated by a high CO2 concentration in the
surrounding air and humidity. However, too high moisture content retards the reaction.
Carbonation is proceeding optimally under the influence of heat, good circulation of air,
high pressure and high reaction surface (Karsten, 1997).
Studies focused on mineral transformations of MSWI ashes were performed by
Zevenbergen et al. (1998), Knorr et al. (1999), Hirschmann (1999) and a. o. summarized
by Piantone et al. (2004). During weathering of MSWI ashes, reservoir minerals are
formed that comprise phases of ettringite, calcium monosulphate, calcium silicate
hydrate (C-S-H), brucite (Mg(OH)2) and calcite (see Figure 11).

APPENDIX II
26
Figure 11. Mineralogical evolution taking place during weathering of MSWI
bottom ash (Piantone et al., 2004)
After two years of weathering, the primary minerals of MSWI bottom ash were
transformed into zeolites, after 12 years into clays. However, chemical composition and
hydraulic behaviour of the minerals present in MSWI ash vary considerably from steel
slags. Less calcium, higher silicon and higher metal fractions are the main differences
(Hirschmann, 1999). The hydraulic reaction of MSWI ash is very low and carbonation
plays a minor role in the first 20 years. Heavy metals as zinc and lead can be bound to
carbonates and get immobilized (Huber et al., 1996). But regardless the differences of
the steel slags and MSWI ashes, fig. 10 shows that hydration and hydrolysis reactions as
well as mineral alterations occur. Hydrolysis refers to the chemical reaction of minerals
with H+ and OH- ions of dissociated water molecules. Mainly carbonates and silicates
are broken down by hydrolysis.
Particularly, the stability regions of primary and secondary minerals depending on pH
are given in Figure 11 above. As mentioned before, dissolved carbon dioxide and L/S
ratio (liquid/solid) influence these alterations. Cement phases for example – the
presented stability region is from pH 9 to 13 – are shown as secondary phases. The
origin of C-S-H (calcium silicate hydrates) is lime, which in fig. 10 is referred to as
primary phase. Nevertheless, in this study, calcium silicate hydrates are referred to as
primary minerals in steel slags, i.e. primary phases after hydration.
Some theses about mineral alterations of steel slags shall be inferred. Steel slags are
mainly consisting of calcium silicates. As it is a basic construction material, the buffer

APPENDIX II
27
capacity (acid neutralisation capacity) of carbonates is expected to play a major role in
the beginning of the leaching process. Some important buffering reactions of
carbonates, silicates and aluminium hydroxides according to Scheffer and Schacht-
schabel (1998) are:
Carbonates CaCO3 + H+ HCO3- + Ca2+ pH 8 … 6.5
Bicarbonates HCO3- + H+ CO2 + H2O pH 7 … 4.5
Primary silicates –(SiO)M + H+ – (SiOH) + M+ pH < 7
[M+ = 0.5Ca, 0.5 Mg, K, Na]
Al-hydroxides Al(OH)3 + 3H+ Al3+ + 3H2O pH 4.8 … 3
Because of their high specific surface of 10-50 m²/g, C-S-H phases also have a high
sorption capacity. As mentioned in Hirschmann (1999), the sorption capacity depends
on the Ca/Si ratio. Sorption capacity increases with silica content. Concerning this
matter, Piantone et al. (2004) writes that “carbonate and Fe oxide phases […] can take
up metals very efficiently”. Hirschmann furthermore attributes a “substantial” metal
uptake to C-S-H and C-A-H phases (Knorr et al., 1999). The buffer is generated by
carbonation and metal complexes are incorporated in the lattice of the minerals.
If the carbonate buffer is used up and pH decreases, a higher solubility of calcium and a
higher heavy metal content can occur in the leachate. The possibility of a release of
certain metals already before the buffer capacity is used up, has been investigated by
Kersten (1996). The solubility and release of heavy metals is controlled by processes as
complexation, ion exchange, precipitation, formation of solid solutions and adsorption
(Kersten, 1996).
The destruction of carbonates by dissolution of calcium (also called decalcification)
through weathering can be assessed by chemical models. Therefore, assumptions are
made for parameters as thickness of the slag layer (consisting of carbonates),
precipitation in a certain area, infiltration rate in the ground, carbonation rate and
calcium content of the slag layer. The solubility rate of calcium is in the range of 16-60
g/m³ of leachate (Hirschmann, 1999).

APPENDIX II
28
Different authors (a. o. Lahl, 1992; Ecke, 2003b) reported about a period of several
thousand years until the carbonate buffer of an assumed slag layer is used up.
In how far, aging processes lead to expansion of phases through hydration of free MgO
or CaO or clay formation is still unknown. It is probable that chemical compounds
preserved in the matrix of the material will get in contact with air and water etc. after
some of the matrix already has been diluted. Than, also this CaO or MgO can undergo
hydration reactions. According to the theses of Huber et al. (1996), the following
processes occur during the alteration of MSWI ash:
- hydration
- carbonation
- microbiological and anorganic oxidation
- weathering and crystallization.
The focus in the study of Huber et al. was laid at the alterations of MSWI ash. But about
alterations of carbonates, i.e. carbonatic material, the author made preditions as well. It
was stated that during aging, hydroxids are transformed into carbonates (1st step), e.g.
calcium hydroxide into calcite. Afterwards, while the carbonate buffer is reduced,
carbonates are transformed into bicarbonates (2nd step).
CaCO3 + CO2 + H2O Ca(HCO3)2
Knorr et al. (1999) assumes that only a minor part of the minerals (about 10 to 20 m.-%)
will be carbonated at all. However, Huber et al. (1996) resulted that due to artificial
carbonation 80 % of the analysed MSWI ashes have been carbonated. The rest did not
transform into carbonates, because, a rest of carbonates were integrated in slag particles
or glassy compounds. Even if the carbon dioxide content has been increased in the
laboratory, the rest of the material did not form into carbonates. Instead, the already
present carbonates were transformed into bicarbonates. But the author furthermore
assumes that in a landfill over a long time period also these 20 % could get carbonated.
As the steel slags from Uddeholm AB investigated in this study are already hydrated
after the liner is build, the formation of carbonates of at least a part of the material is
expected. As stated before, it takes probably several thousands of years until the
carbonate buffer is used up bicarbonates are formed. Huber et al. also suggests pH value
as the crucial parameter for estimation of long-term processes.

APPENDIX II
29
5 CALORIMETRY
It is known from past investigations (Shi, 2002), that the slags have curing properties,
i.e. which while mixing with water heat due to hydration is released (exothermic
reaction). The slag hardens during a certain time depending on the respective
composition. The knowledge of heat development after mixing EAF-slag and ladle slag
is unknown. This plays an important role not only for the construction time of the liner,
but also is assumed to influence the mineral formation (e.g. melting points, solution, and
crystallisation).
Calorimetry means measuring heat. Here the term “heat” refers to all kinds of energies
that can be exchanged between two systems. A calorimeter is a device for measuring
heat, i.e. energy changes.
The heat released during a chemical reaction in a liquid media can be measured in a
calorimeter. It can be used as an indicator for the heat of hydration released from the
system to the environment. A calorimeter measures the energy exchange between the
reaction system and its environment. The reaction system is the ongoing chemical
process and the environment is presented by the calorimeter and its contents itself. To
be able to fulfil the assumption of negligible heat flow between the calorimeter and the
surrounding, the calorimeter has to be very well isolated. Under this condition, the
energy change during the reaction is equivalent to the heat uptake (respectivily heat
loss).
The basic equation of calorimetry is
dQ = C * dT or
Q = C * ∆T = c * m * ∆T
Q......Heat, i.e. energy change [KJ]
C......Heat capacity [KJ*K 1− ] or [KJ*°C 1− ]
∆T ...Temperature change [K] or [°C]
c.......specific heat capacity [KJ*kg 1− *K 1− ] or [KJ* kg 1− *°C 1− ]
m .....mass [kg]

APPENDIX II
30
To calculate the energy change in a calorimeter, the heat capacity of the calorimeter
itself is required. It has to be experimentally determined by a standardization procedure
where chemicals with a known release or absorption of energy are reacting.
With the energy change known, one can further calculate the change in enthalpy ∆H.
∆H = -Q / m
An example of heat evolution during cement curing is shown in Figure 12. It can be
seen that the reaction of pure Portland cement occurs in five stages with the highest heat
released in the first stage.
Figure12. The rate of heat evolution of cement hydration at 25 °C (Mostafa and Brown, 2005) (1) the initial reaction (2) the induction period (3) the acceleratory period (4) the deceleratory period (5) the period of slow continued
The mechanism of hydration is further explained in Glasser (1996) who states that it is
similar for all “glassy” materials as slag, fly ash and glass [2]. These materials contain
Si-O-Si bonds (silanol bonds) which are hydrolysed by OH- ions. Through this first step
of alkaline hydrolysis, the network of the glassy material breaks apart. The material
reacts with activators as e.g. Ca(OH)2 in cement. Precipitation of the reaction products
occurs and the gel-like matrix solidifies.
Motz and Geiseler (2001) summarize the hydration of slag as reaction between water
vapour and free CaO and/or free MgO forming hydroxides. Depending on the amount
of CaO and MgO a volume increase, disintegration of slag pieces and a loss of strength
are possible consequences. Tossavainen (2005a) also mentions expansion as a

APPENDIX II
31
consequence of hydration of CaO and MgO. The hydration of MgO takes thereby more
time than that of free lime.
The heat of hydration for the main clinker phases are given in Knoblauch and Schneider
(1992). For the mineral phase C2S, heat of hydration after full hydration is 250 J/g,
while it is 525 J/g for C3S. Also, Portland cement releases 375-525 J/g, while aluminous
cement releases 545-585 J/g.
Tossavainen (2005b) reported about calorimetric measurements of cement mixed with
20 % ladle slag. Untreated ladle slag has been found to “retard the heat development
curve severely”. If the slag was granulated, hydraulic reactivity was higher. The author
also concluded that “the reactivity of a slag is increased with an increase in the glassy
content”. Furthermore, water granulation has increased volume-stability.
More hydration characteristics analysed with differential thermal analysis of systems of
Portland cement and mineral additives (e.g. BF slag) have been reported by Sharma and
Pandey (1999).
Adjustment of the curing process is important as construction must be finished before
curing stops. Mixing EAF and ladle slag is one possibility to do this, as curing time
depends on the composition. In cement industry, this problem is solved by adding
calcium sulphate and therewith retarding curing. Cement additives generally have to be
adjusted to the chemical-mineralogical composition (Grübl et al., 2001).
6 X-RAY DIFFRACTION
X-ray diffraction is also referred to as crystal structure analysis, because the
prerequisite, for being able to use this analysis method, is a crystalline sample.
The best results are obtained with single crystals, but also crystal powder can be used.
The information obtained from the spectrum is the measurements of the unit cell (i.e.
the smallest repeating array of atoms in a crystal) and the detailed position of all atoms
in the crystal. Therewith the crystal- and molecule symmetry can be derived (Mortimer,
2003).

APPENDIX II
32
6.1 Physical background and sample preparation
To avoid absorption, the XRD method (combined with the powder method) uses
monochromatic X-ray beams, i.e. light with a single wavelength. The X-ray beams fall
on the crystal planes under a certain angle and are reflected i.e. diffracted according to
the Bragg-equation.
n * λ = 2 * d * Ө
with n order of diffraction [1,2,3,...]
λ wavelength
d distance between the crystal layers
Ө angle of incidence / angle of diffraction
(Mortimer, 2003)
To diffract X-rays, a lattice plane of the crystal has to be in a reflection position. The
short wavelengths of X-rays make them ideal for crystal analysis because their
wavelengths (0.1-5 Å) correspond to the distance between the lattice planes in
crystalline minerals which is roughly 0.3 nm or 3 Å (Jones, 1987). The distance
between two lattice planes is called interplanar spacing or d-spacing. For diffraction, the
scattered X-rays must not interfere destructively with each other, what is the case at one
particular angle Ө, called Bragg angle, of the incident beam. At this angle, determined
by the distance between similar atomic planes, the path-length difference of the X-rays
scattered at different atomic planes are integers (n frequently 1) or in other words “the
path lengths of the scattered rays differ from each other by exact multiples of the
incident monochromatic X-ray wavelength” (Jones, 1987). As a result, the scattered
rays are in phase and interfere constructively. Constructive interference means, that
when two waves are in phase, there is a perfect overlap of crests with crests and troughs
with troughs. This leads to an intense light beam. The resulting X-ray intensity,
measured as 2Ө, is represented by a peak in the diffractogram. The Ө angle represents
the angle where constructive interference has occurred.

APPENDIX II
33
Sample powders can be used instead of single crystals as well. The first step of sample
preparation is to ground the pure specimen into particles of less than about 50 µm in
size (Jones, 1987). Diffraction occurs because lattice planes are randomly distributed in
the powder, so that at least some crystals of each plane fulfil the Bragg-equation. The
X-ray beam falls onto the plane with the Bragg-angle and is diffracted.
With the help of a magnet, metallic particles – which can cause disturbances while
analysing – are taken away. The sample is carefully filled in the sample cup. The
surface of the sample has to be as even as possible. The sample cup is put in the XRD
device.
The elements in the mineral are identified with the help of the characteristic wavelength
of the diffracted X-ray. The intensity of the radiation states the concentration of the
element if quantitative analysis is performed (Jones, 1987).
6.2 Interpretation of one X-ray diffractogram of steel slag
Diffraction patterns of steel slags as shown in Figure 12 are very complex and a variety
of mineral phases can exist in the sample. Steel slags can contain crystalline and
amorphous phases. Amorphous structures cannot be identified, but the amount of the
amorphous fraction can be estimated from a hump of the background of the diffraction
pattern at about 2θ (2-Theta) from 20 to 40.
If a sample measured with XRD contains several minerals, peaks of one mineral will
overlap with the peaks of the other minerals. Many crystalline phases are detected and
the specimen gives all the diffraction beams simultaneously. This makes the
identification procedure of each mineral taking part in the diffraction pattern more
complicated. Every crystal phase has its characteristic diffraction pattern. Diffraction
patterns of single minerals are recorded in tables and databases. But in a sample,
together with other minerals, this diffractogram is modified the more, the more other
minerals are present (Jones, 1987).
In Figure 13 almost every peak in this diffractogramm of steel slag is caused by more
than one mineral (the main peak for example by bredigite and merwinite).

APPENDIX II
34
Figure 13. X-ray diffraction of EAF sample (Shen et al., 2004)
The two variables obtained from the computer analysis of the diffraction pattern are the
peak position with which the interplanar spacing (d-value) can be calculated and the
intensity of the peak.
Further examples of XRD patterns originating from steel slag, fly ash and ordinary
Portland cement (OPC) can be found for instance in Murphy (1997), Sharma and
Pandey (1999) and Shen H. et al. (2004).
7 IR SPECTROSCOPY
The infrared radiation is a part of the electromagnetic radiation. Its range is between the
visible part and the microwaves. The most important infrared region in analytical
spectroscopy is the mid-infrared region, because there the fundamental vibrations of
molecules are observed (table 8). Rotations are possible modes as well. Nevertheless, in
fluids and solids rotations are suppressed and only a few compounds exhibit rotational
bands.

APPENDIX II
35
Table 8. Regions of Infrared radiation
Range Wave number [cm-
1] Wavelength [µm]
Near Infrared 13300 ... 4000 0.75 ... 2.5
Mid Infrared 4000 ... 400 2.5 ... 25
Far Infrared 400 ... 10 25 ... 1000
7.1 Physical background of Vibrational Spectroscopy
Some basic principles shall be explained first. If light interacts with matter, three
processes are occurring simultaneously, that are reflection, transmission and absorbtion.
The intensity of a light beam I0 includes information of all three processes.
I0 = Ir + It+ Ia
The transmittance of a sample is the ratio of the intensity of monochromatic radiation
entering a sample related to the intensity transmitted by the sample:
T = I/Io
The absorbance A and the transmittance are logarithmically related. Absorbance
changes linearly with changes in concentration of an absorbing sample.
A = log (1/T) = log (Io/I) = e * c * L
Io = Intensity of incident radiation
I = Intensity of transmitted radiation
e = molar extinction coefficient (= absorbtivity a)
c = concentration (mole/l)
L = sample pathlength (cm) (= thickness of the sample b)

APPENDIX II
36
The absorbance of a sample written as
A = a * b * c
is called Bouguer-Lambert-Beer law or commonly Beer´s law. This is the fundamental
equation for spectrometric quantative analysis.
Infrared light is absorbed by a molecule or a functional group if a change in the dipole
moment occurs as a result of optical excited vibrations in the molecule. To absorb
radiation is equivalent with reaching a higher energy state and “the associated energy is
converted into these types of motions” of the chemical bonds (Sherman Hsu, 1997).
The dipole moment describes the unequal distribution of the electric charges of a
molecule considering their distance. The larger the change in the dipole moment, the
stronger is the absorption. The relation between the intensity of the infrared absorption
and the dipole moment µ is given by:
IIR ~ 2
⎟⎟⎠
⎞⎜⎜⎝
⎛∂∂
qµ
The absorption intensity is proportional to the square of the change in the dipole
moment µ, with respect to the change in the normal coordinate q, which describes the
molecular vibrations induced. Molecular vibrations can be imagined by a model. One
can consider a complex molecule as a system of coupled inharmonic oscillators
(Günzler and Williams, 2001). The internal degrees of freedom correspond to the
number of independent normal modes of vibrations. If there are N atomic nuclei in the
molecule, a nonlinear molecule will have 3N-6 and a linear molecule 3N-5 internal
degrees of freedom, i.e. modes of vibration.
Water for example has a static dipole moment, where positive and negative electric
charges are not equally distributed in the molecule. When an electromagnetic field
affects the dipole, it orientates itself towards the direction of the field, i.e. the charges
experience a static force leading to rotation of the molecule and vibrations in the
boundary length. The molecule takes up rotational and vibrational energy from the
electromagnetic field. Excitation only takes place, if the vector of the electromagnetic
field is not perpendicular to the vector of the dipole moment. The frequency of the

APPENDIX II
37
exciting IR radiation has to correspond to the frequency of a certain molecular vibration.
Than radiation is absorped by the molecule (Sherman Hsu, 1997).
Unlike water, carbon dioxide has no static dipole moment. The charges are linearly
situated (linear molecule), so that the polarizations cancel each other. Nevertheless the
carbon dioxide molecule can be excited to vibrations with infrared radiation, so that a
dynamic change in the dipole moment occurs.
This change in the dipole moment is induced, e.g. during antisymmetric vibrations (Fig.
14). Vibrations, as for example symmetric ones in the CO2 molecule, leading to no
change in dipole moment, are infrared inactive. This means they do not absorb infrared
radiation.
Figure 14. Vibration modes of the CO2 molecule (a) symmetrical stretching (b) asymmetrical stretching (c) bending
As can be seen in Figure 13, a stretching vibration means that the distance between two
atoms increases or decreases, whereas an atom bends if it leaves its position on the
original bond axis. The CO2 molecule has four normal modes of vibration (three of
them IR active) from which one mode is not shown in the figure above.
(a) (b) (c)

APPENDIX II
38
The unit widely used for IR radiation is the wave number. It is proportional to the
frequency and therewith also to the energy of the electromagnetic field.
ν~ = λ1 =
cν
ν~ ...........wave number [cm-1]
λ ...........wavelength [cm]
ν ............frequency [s-1]
C.............speed of light [km* s-1]
The majority of the investigations with IR spectroscopy focus on organic compounds.
The spectra of inorganic substances show few, wide and intense absorption bands
(Günzler and Gremlich, 2002) and in contradiction to organic molecules they are further
characterized by absence of C-H stretching and bending bands (Smith, 1999).
Smith states that “infrared bands of metal atoms […] often appear below 400 cm-1” and
that “it is usually impossible to tell from a mid-infrared spectrum what metal atoms are
present in a sample” if the spectrometer does not reach this wave number range. As
examples, the author names metal-oxygen stretching and bending vibrations. Also
Günzler and Williams (2001) name this problem by stating that “the fundamentals occur
in the mid-infrared range, which is the most important infrared region”, but
simultaneously “the fundamentals of heavy, single-bonded atoms and the absorptions of
inorganic coordination compounds are found in the far-infrared region”. More
information of the infrared spectra of carbonates can be found in Gadsden (1975).
As summarized by Smith (1999) “inorganic spectra consist of high intensity, low wave
number vibrations characterized by the lack of C-H stretches and the occasional
presence of water bands.” However, many inorganic compounds can be identified with
IR as well. Often, samples consist of a positively charged metal ion and a negatively
charged ion. Due to the high partial positive and negative charges in this ionic bond, the
dipole moment is large, and strong infrared bands are obtained (Smith, 1999).

APPENDIX II
39
7.2 Technique of the FTIR Spectrometer
The Fourier Transform Infrared (FTIR) method is a spectroscopic method used to get
structural information on materials. The spectrometer contains a device called
interferometer. The so called Michelson interferometer is most often used (Figure 15).
Figure 15. Schematical draw of the Michelson interferometer
The interferometer is an optical instrument to split one beam coming from a source into
two beams, to shift them sterically by mirrors against each other and to interfere, i.e.
recombine them at a beam splitter. From there just one beam is directed towards the
sample. After having interacted with the sample, the beam is detected. The detector
measures the intensity of the radiation depending on the optical path difference of the
two beams. The result is the interferogramm. To calculate a spectrum, the FTIR
spectrometer transforms the interferogramm by using the cosine Fourier-transformation.
The interferogram is a function of time domain, whereas the spectrum is a function of
frequency domains as shown in Figure 16. With the Fourier transformation, time and
frequency data can be interconverted.

APPENDIX II
40
Figure 16. Comparison of interferogram and spectrum
For a detailed understanding, literature about FTIR data processing, e.g. Gronholz and
Herres (1984) is recommended.
7.3 The DRIFTS method
To measure infrared spectra of powders and other solid materials, Diffuse Reflectance
Infrared Fourier Transform Spectroscopy (DRIFTS) is used. Diffuse reflectance means
that the incoming radiation is reflected in all directions. The DRIFTS accessory consists
of flat mirrors, an ellipsoidal mirror and a sample slide mount where the sample cup is
placed in (Figure 17). The IR beam is directed from the flat mirrors onto the ellipsoidal
focusing mirror and from there onto the sample. The sample consisting of the slag/KBr
mixture reflects the radiation diffusively. The scattered light is collected by the mirrors
again and redirected to the IR detector. A high quality DRIFTS spectrum is the results
of 10 to 100 sample scans.
Figure 17. Sample accessory of the DRIFTS method

APPENDIX II
41
The material to be examined, consisting of a part of the cured steel slag specimen, is
grinded to a very fine powder from which approximately 3 mg of sample are taken and
dispersed homogeneously in an appr. 200 mg KBr matrix. Grinding is done by hand
with pestle and mortar. The preffered particle size would be the one below the
wavelength of the used radiation, to avoid a loss of energy due to scattered radiation.
Scattering is recognized in a sloping of the baseline (Smith, 1996).
The reason for using potassium bromide is given by the cut-off-frequency of around
300 cm-1 stating there is no absorption of MIR radiation with pure ionic bonds (infrared
transparent).
7.4 Interpretation of IR spectra
The first step evaluating a spectrum is to look for measurement parameters as
resolution, possible irregularities as spectral manipulations (e.g. baseline correction) and
features showing mistakes in the analysis procedure. This can be for instance too much
or too less sample, a poorly pulverized sample (for solid samples), unequal distribution
of the sample in the KBr or water absorption bands.
If a sample consists of a mixture of different molecules, the spectrum gets more
complex, similar to a XRD diffractogram. A possible method to simplify the spectrum
is purification of the sample. Another method, called spectral subtraction, is used if for
instance water absorption bands shall be removed of a spectrum. Another tool for
simplifying interpretation is the mathematical comparison of the measured spectrum
with a collection of known spectra from a library or a database. The fitting of two
similar spectra can be expressed by the hit quality index (HQI). Furthermore, methods
of manipulating spectra can be used. Therewith, hidden features can appear, by for
instance increasing the resolution of the spectra. A combination of these methods is also
applicable (Smith, 1999). However, due to the variety of molecular design and
therewith recordable spectra, the molecular structure often can only be explained
partially.

APPENDIX II
42
A 10-step approach for interpretation of spectra is given in Smith (1999), from which
some advices have already been mentioned above. Further, detailed interpretation help
is given in Günzler and Gremlich (2002). In Figure 18, the terms needed for
interpretation are shown within an example. Terms as absorption maximum and
shoulder are also used in data tables, where no spectra are given.
Figure 18. Model spectrum for explaining fundamental terms
(Günzler and Gremlich, 2002) 1) Baseline 2) Area between baseline and transmittance 1: background absorption or
reflection losses on e.g. on cell windows 3) Absorption maximum, i.e. transmittance minimum and absorption
maximum, respectively, of the vibrational bands: all of these synonymous terms serve for labelling the position of maximum uptake of radiation energy in the spectrum by the molecule.
4) Shoulder: two non-separated bands. 5) Disturbances by absorption of CO2 and H2O of the air.
An IR spectrum can be plotted in two ways, first transmittance vs. wave number and
second absorbance vs. wave number, as shown on the axes of Figure 17.
For the DRIFTS method another transformation from transmittance into Kubelka-Munk
units needs to be done, because the law of Lambert-Beer is not valid for diffusive
reflection.

APPENDIX II
43
The Kubelka-Munk function is:
f (R) = RR
2)²1( − =
sk
R......capability of diffusive reflection
k ......absorption coefficient
s .......scattering coefficient
Therefore, the y-axis of spectra recorded with the DRIFTS method is in Kubelka-Munk
units, which are linear to concentration. If one performs a quantitative analysis of an IR
spectra measured using the DRIFTS method, one can relate the radiation intensity to the
sample concentration via the Kubelka-Munk function.

APPENDIX II
44
8 DISCUSSION
As steel slags and BF slags have cementitious properties, they have been used as filler
material for cement (Shi and Qian, 2000; Bävermann, 1997; Fällmann, 1997). That
changes the properties of the cement and is the reason why a lot of research of slags is
orientated towards this application. A similarity of cement and slags is the presence of
hydraulic minerals and the hydration process induced by adding water (Glasser, 1996).
However, the hydration reaction is very low compared to cement. Steel slags can
contain many different minor elements depending on the steel, i.e. alloys from were it is
tapped (Caley and MacDonald, 2001). Therefore, they have to be analysed before
applying them as a construction material.
Literature about the long-term behaviour of steel slags has not been available in the
form of measurements. Therefore, factors for assessing the alteration and ageing
processes of the material have been outlined. The focus of this work is put on the
mineral phases. They are a. o. influenced by the chemical composition and the slag
treatment after the steel tapping. Slow cooling leads to a more crystalline slag, whereas
rapid cooling results in more amorphous phases. The slags of Uddeholm have been air-
cooled and should therefore contain minerals in a crystalline form. But no analyses of
the mineral structure have to been performed up to now. Analyses of other slags a.o. by
Shen H. et al. (2004) have found minerals in a crystalline form as merwinite,
akermanite, gehlenite and bredigite.
Granulation of slags can increase the reactivity according to Tossavainen (2005b). But
again, this result has been taken from a study where ladle slag was mixed with cement
(1:5) leading to “nucleation and growth rates”, which “are almost the same as for pure
cement”. If this is transferable to mixtures of steel slags is unknown.
After EAF and ladle slag are mixed in the ratio1:1 they are supposed to react with water
(water content about 10 %) to a stable, hardly permeable matrix. Nevertheless, settle-
ments of a landfill, gases leaking out through the top cover and slope stability can
represent severe problems for the liner material. Volume stability, i.e. the control of ex-
pansion during hydration, is done in all applications of hydraulic construction material.

APPENDIX II
45
What is known about hydration is that the mineral phases react with water to more
stable phases. However, the hydraulic properties of steel slags are in every case less
than for MSWI ashes (Huber et al., 1996). One reason is the absence of organic material
in steel slags.
It is known from cement chemistry that the strength development during curing, i.e.
setting after hydration, is the larger the longer this transformation of the minerals takes.
If this knowledge is applied towards slag chemistry, a slow curing reaction would be
favourable, because construction of the top cover only can take place if the slag is not
hardened completely.
For analysing the mineral phases, calorimetry, IR spectroscopy and XRD are suitable,
but using these methods also includes some disadvantages. XRD reveals peaks in a
diffractogram only if the mineral is present in a crystallized state. But the crystallinity of
the hydration products of cement (Haga et al., 2002) and cementitious materials is often
low. For this reason, it is common in material science to combine the XRD technique
with other methods.
For example, combinations with NMR, IR spectroscopy (Haga et al., 2002), SEM
(Piantone et al., 2004; Shen H. et al., 2004; Murphy et al., 1997) and Differential
Thermal Analysis DTA (Sharma and Pandey, 1999) have been found in the literature.
Additionally, improved results of XRD analyses can be achieved if applying magnetism
as with EDX (Shen H. et al., 2004, Murphy et al., 1997) to separate the sample in a low
and a high magnetic fraction. Elementary analysis is of course included in all
investigations as the basic method to estimate the chemical composition.
About the recording of infrared bands from inorganic molecules especially from metals
Smith (1999) suggests to analyze existing metals not with MID-IR but with atomic
spectroscopy instruments because certain stretching and bending vibrations appear
below 400 cm-1 and cannot be recorded with MID-IR. However, he states that
“vibrations such as C-O, N-O and S=O stretching and bending give rise to good
inorganic group wave numbers in the mid-infrared”. Furthermore, IR enables
distinguishing minerals that have the same chemical composition but a different crystal
structure (e.g. calcite and aragonite) because they cause different infrared spectra.

APPENDIX II
46
Considering the limitations stated above, MID-IR spectroscopy and XRD are
appropriate analytical tools for this investigation as they can complete each other.
However, the interpretation of diffractograms as well as IR spectra requires experience
and care.
The investigations of hydration mechanism and heat release in past studies have mostly
been directed towards hydration reactions of cement with blending agents. The main
calorimetrical tools used for this purpose have been DTA/TGA (Haga et al., 2002;
Pane and Hansen, 2005) and isothermal calorimetry (Pane and Hansen, 2005).
The assessment of the stability features and the possible presence of secondary minerals
as well as the attempt of predicting the aging processes occurring in a landfill liner are
the main reasons for investigating steel slags. The main slag aging processes are
summarized in Huber et al. (1996). With focus on ashes from municipal solid waste
incineration (MSWI), the authors point out hydration, carbonation, remaining biological
activity, oxidation of elementary metals, oxidation of sulphides and weathering pro-
cesses as well as crystallization as the main aging processes.
As materials as MSWI ashes and steel slags are alkaline, they behave as buffers for the
neutralisation of acids. Huber et al. (1996) is stating the above processes leading to a
decrease of buffering capacity and pH and a rise of redox potential. If the pH drops
below the neutral point, leaching of certain heavy metals can occur.
The prediction of a transformation of hydroxides into carbonates and - connected to a
decrease of the carbonate buffer - the transformation of carbonates into bicarbonates
seems to be transferable towards steel slags. Under landfill conditions these processes
probably take centuries or up to thousands of years, according to some models
performed about decalcification. The actual reaction time of these processes and the
appearing equilibria are still unknown.

APPENDIX II
47
9 CONCLUSIONS
In Europe steel slags are often landfilled or temporarily stored, although
applications for their reuse already exist (e.g. as additives in a road construction).
The target of nowadays research is to identify further applications for reusing steel
slags and to investigate the environmental impact that steel slags would have. The
conditions present in the liner have to be estimated before using alternative
construction materials as steel slags.
Up to today, the long-term behaviour of steel slags is still unknown. It is affected by
processes as weathering, including carbonation (carbonic acid weathering) and pH
changes, leaching, aging of mineral phases and therewith stability changes of the
minerals.
XRD and IR spectroscopy are suitable methods to analyse the mineral phases of
steel slags. The reaction of the slags under addition of water is called hydration
which has been described in this literature review. To determine the heat
development and conditions of this reaction, calorimetry is a suitable technique.
XRD is applicable for determining the structure of crystalline solid samples using
the diffraction angles and the intensity recorded in a diffractogram.
Infrared radiation originates from the vibration and rotation of bonds and ions of
molecules. Also amorphous structures as for instance glassy mineral phases, which
are common in certain steel slags, can be identified with IR spectroscopy.
With the results from these analyses, predictions of possible aging processes and the
long-term behaviour can be done. The secondary phases formed during mineral
aging are assumed to consist mainly of carbonates. A landfill layer of this type is
expected to be stable for a long time, at least some hundred years until the carbonate
buffer is used up and potentially bicarbonates form.

APPENDIX II
48
10 LITERATURE CITED
Andreas, L.; Herrmann, I.; Lidstrom Larsson M.; Lagerkvist, A. (2005). Physical
properties of steel slag to be reused in a landfill cover, Sardinia 2005, Tenth
International Waste Management and Landfill Symposium, S. Margherita di
Pula, Cagliari, Italy; 3-7 October 2005
Arm, M. (2001). Self-cementing properties of crushed demolished concrete in unbound
layers: results from triaxial tests and field tests. Waste Management, Vol. 21,
No. 3, p 235-239.
Arm, M. (2003). Mechanical Properties of Residues as Unbound Road Materials - ex-
perimental tests on MSWI bottom ash, crushed concrete and blast furnace slag.
Doctoral Thesis - KTH Stockholm, Sweden, p. 21f.
Bävermann, C. (1997). Long-Term Leaching Mechanisms of Ashes and Slags:
Combining Laboratory Experiments with Computer Simulations. Doctoral
Thesis – KTH Stockholm, Sweden, p. 12-14, 18, 28, 31
Beskow, Du Sichen (2004). Ladle glaze: major source of oxide inclusions during ladle
treatment of steel. Ironmaking and Steelmaking, vol. 31 No. 5, p. 393-400.
Beskow, K. et al. (2004). Impact of slag-refractory lining reactions on the formation of
inclusions in steel. Ironmaking and Steelmaking, vol. 31, no. 6, p. 514f.
Caley, W. F.; MacDonald, J. B. (2001). Influence of slag mineralogy on apparent
viscosity in secondary steelmaking. Iron and Steelmaking, vol. 28, no. 2, p.
96- 100.
Czernin W. (1964). Zementchemie für Bauingenieure. 2nd ed. Bauverlag GmbH,
Wiesbaden-Berlin, Germany, p. 12.

APPENDIX II
49
Dobrowolski, J. A. (1998). Concrete Construction Handbook. 4th ed., Mc Graw-Hill
Inc., New York, p.1.15, 1.17 et seq.
Ecke, H., Lagerkvist, A. et al. (2003a). Carbonation of Municipal Solid Waste
Incineration Fly Ash and the Impact on Metal Mobility. Journal of
Environmental Engineering. ASCE / May 2003, p. 435-440.
Ecke, H. (2003b). Sequestration of metals carbonated in municipal solid waste
incineration (MSWI) fly ash. Waste management vol. 23, 631- 640.
Euroslag (2006). Legal Status of Slags. Position Paper. January 2006. The European
Slag Association – EUROSLAG. Duisburg. Germany.
Fällman, A-M. (1997). Charaterisation of Residues – Release of contaminants from
slags and ashes. Doctoral Thesis – Linköping University, Sweden, p. 9.
FEhS (2005). Report of the FEhS institute, no. 1/2005. Institut für Baustoff-Forschung
e.V., p. 7.
Gadsden, J. A. (1975). Infrared Spectra of Minerals and Related Inorganic Compounds.
London, Butterworth, p. 6 et seq., 23 et seq., 62
Glasser, F. P. (1996). Properties of cement waste composites. Waste Management, Vol.
16, Nos 1-3, pp. 159-168.
Gronholz, J.; Herres, W. (1984). Understanding FT-IR Data Processing. Reprint of Dr.
Alfred Huething Publishers.
Grübl, P.; Weigler, H.; Karl, S. (2001). Beton-Arten, Herstellung und Eigenschaften.
Ernst & Sohn Verlag für Architektur und Technische Wissenschaften GmbH,
Berlin, p. 15, 21 et seq., 28- 34, 39, 120 et seq, 128.
Günzler, H.; Gremlich, H-U. (2002). IR Spectroscopy - An Introduction. WILEY-VCH
Verlag GmbH, Weinheim, Germany, p. 172 et seq.

APPENDIX II
50
Günzler, H.; Williams, A. (2001). Handbook of Analytical Techniques. Vol.1. WILEY-
VCH Verlag, Weinheim, Germany, p. 471
Haga, K.; Shibata, M.; Hironaga, M. (2002). Silicate Anion Structural Change in
Calcium Silicate Hydrate Gel on Dissolution of Hydrated Cement. Journal of
Nuclear Science and Technology, vol. 39, No. 5, p. 540-547.
Herrman et al. (2005). Reuse of steel industry slags in Landfill Top Cover
Constructions. Division of Waste Science and Technology, Luleå University
of Technology, Sweden.
Hirschmann, G. (1999). Langzeitverhalten von Schlacken aus der thermischen
Behandlung von Siedlungsabfällen. Fortschr. – Ber. VDI Reihe 15 Nr. 220.
VDI Verlag, Düsseldorf, p. 25, 60, 153, 159.
Huber, H.; Jaros, M. et al. (1996). Emissionsverhalten von MVA-Schlacke nach
künstlicher Alterung. Endbericht des Forschungsprojektes „Alterungsverhalten
von Schlacke aus der Müllverbrennung“. Institut für Abfallwirtschaft der
Universität für Bodenkultur Wien, p. 4 et seq., 95
Jones, M. P. (1987). Applied mineralogy: A quantitative approach. London (UK),
Norwell (MA/USA), Graham and Trotman Ltd, p. 104-117.
Karsten, R. (1997). Bauchemie: Handbuch für Studium und Praxis. 10th ed. C.F. Müller
Verlag, Heidelberg, Germany. p. 175.
Kersten, M. (1996). Emissionspotential einer Schlackenmonodeponie. Die Geowissen-
schaften 14/5, 180-185.
Knoblauch, H.; Schneider, U. (1992). Bauchemie. Werner - Verlag GmbH, Düsseldorf,
p. 126, 129 - 150.
Knorr, W.; Hentschel, B. et al. (1999). Rückstände aus der Müllverbrennung: Chancen
für eine stoffliche Verwertung von Aschen und Schlacken. Initiativen zum

APPENDIX II
51
Umweltschutz, Bd 13. Deutsche Bundesstiftung Umwelt (ed.), Erich Schmidt
Verlag GmbH & Co, Berlin, p. 23, 225.
Koerner, R. M.; Daniel, D. E. (1997). Final covers for solid waste landfills and
abandoned dumps. ASCE Press, Reston (VA), USA. p. 226
Krenkler, K. (1980). Chemie des Bauwesens. Band 1: Anorganische Chemie. Springer-
Verlag, Berlin, Heidelberg, p. 160, 164, 171, 180, 182, 218.
Lahl, U. (1992). Verwertung von MVA-Schlacken nach konventioneller Aufbereitung
(I und II). Müll und Abfall 4, 208-216 / Müll und Abfall 9, 619-633.
Marfunin, A. S. (1998). Advanced Mineralogy. Vol. 3: Mineral Matter in Space,
Mantle, Ocean Floor, Biosphere, Environmental Management, and Jewelry.
Springer, Berlin, Heidelberg, p. 355
Möhmel, S., Geßner, W.; Müller, D. (1998). Reaktionen von Calciumaluminaten bei
Hydratation und thermischer Belastung. Werkstoffwoche ´98. Band VII,
Symposium 9 Keramik. Heinrich, J. (ed.), Wiley-VCH, Weinheim, Germany.
Mortimer, C. E. and U. Müller (2003). Chemie. Stuttgart, Thieme Verlag. p. 191f.
Mostafa, N. Y.; Brown, P. W. (2005). Heat of hydration of high reactive pozzolans in
blended cements: Isothermal conduction calorimetry. Thermochimica Acta
435, p. 162-167.
Motz, H. and Geiseler, J. (2001). Products of steel slags as an opportunity to save natu-
ral resources. Waste Management, Vol. 21, p. 285-293.
Murphy, J. N.; Meadowcroft, T. R. et al. (1997). Enhancement of the cementious
properties of steelmaking slag. Canadian Metallurgical Quarterly, Vol. 36, No.
5, p. 316.

APPENDIX II
52
Pane, I; Hansen, W. (2005). Investigation of blended cement and hydration by
isothermal calorimetry and thermal analysis. Cement and Concrete Research,
vol. 35, p. 1155-1164.
Piantone, P.; Bodénan, F; Chatelet-Snidaro, L. (2004). Mineralogical study of
secondary mineral phases from weathered MSWI bottom ash: implications for
the modelling and trapping of heavy metals. Applied Geochemistry 19, 1891-
1904
Röhling, S.; Eifert, H.; Kaden, R. (2000). Betonbau. Planung und Ausführung. Verlag
Bauwesen Berlin, p. 14, 16, 20 et seq.
Scheffer, F. and Schachtschabel, P. (1998). Lehrbuch der Bodenkunde. 14. Auflage.
Ferdinand Enke Verlag, Stuttgart, p. 108.
Sharma, R. L.; Pandey, S. P. (1999).Influence of mineral additives on the hydration
characteristics of ordinary Portland cement. Cement and Concrete Research,
vol. 29, p. 1525-1529.
Shen, H., Forssberg, E.; Nordström, U. (2004). Physicochemical and minerological
properties of stainless steel slags oriented to metal recovery. Resources,
Conservation and Recycling 40, 245-271.
Sherman Hsu (1997). Handbook of Instrumental Techniques of Analytical Chemistry.
Frank Settle (Ed.). Prentice Hall PTR, Upper Saddle River, NJ, USA. p. 251.
Shi, C. (2002). Characteristics and cementitious properties of ladle slag fines from steel
production. Cement and Concrete Research vol. 32, p. 459-462.
Shi, C.; Qian, J. (2000). High performance cementing materials from industrial slags -
A review. Resources, Conservation and Recycling vol. 29, p. 195-207.
Smith, B. C. (1996). Fundamentals of Fourier transform infrared spectroscopy. CRC
Press LLC, Boca Raton, Florida, USA, p. 89, 110.

APPENDIX II
53
Smith, B. C. (1999). Infrared Spectral Interpretation - A systematic approach. CRC
Press LLC, Boca Raton, Florida, USA, p. 165
Tham, G.; Andreas, L.; Lagerkvist, A. (2003) Use of ashes in landfill covers.
SARDINIA ´03, 9th International Waste Management and Landfill Symposium,
6-10 October 2003, S. Margherita di Pula - Cagliari (Italy), Ed.: R. Cossu and
R. Stegmann, Publ. by CISA, Environmental Sanitary Engineering Centre,
Italy.
Tossavainen, M. (2005a). Leaching Results in the Assessment of Slag and Rock
Materials as Construction Material. Doctoral Thesis - Luleå University of
Technology , Sweden. p. 2, 16, 19, 24
Tossavainen, M. (2005b). Characteristics of modified steel slags for use in construction.
Submitted to Waste Management, May 2005. Included in Doctoral Thesis
(Paper V), p. 2, 4, 12, 16.
Tossavainen, M. (2005c). Leaching results of reactive materials. Submitted to Construc-
tion and Building Materials, Sept. 2005. Included in Doctoral Thesis (Paper
IV), p. 18.
Todorovic, J.; Ecke, H. (2005). Demobilisation of critical contaminants in four typical
waste-to-energy ashes by carbonation. Submitted to Waste Management in
2005.
Wenk, H.-R.; Bulakh, A. (2004). Minerals: their constitution and origin. Cambridge
(UK), Cambridge University Press, p. 117-131, 550-556.
Ylipekkala, J. (2005). Quality Management of Chromium Containing Steel Slags from
Melt Phase to Cooling. Master Thesis, Technical University of Luleå.

APPENDIX II
54
Zevenbergen, C.; Van Reeuwik, L. P. et al. (1998). Weathering of MSWI bottom ash
with emphasis on the glassy constituents. Journal of Geochemical exploration,
vol. 62, p. 293-298.
Internet publications
[1] BlueScope Steel Limited.
Internet: http://www.bluescopesteel.com/corp/navajo/display.cfm/objectID.5248A606-
DDF6-4E80-B74FA4A95B3F5107
Date: 2005-09-07.
[2] Cement Chemistry. Cement Research Section, Dept. of Chemistry, University of
Aberdeen (UK).
Internet: http://www.abdn.ac.uk/chemistry/research/dem/cemhon.doc
Date: 2005-11-10
[3] Huber, H.; Jaros, M.; et al.(1996). Emissionsverhalten von MVA-Schlacke nach
künstlicher Alterung. Research report, Universität für Bodenkultur, Wien.
Internet: www.wien.gv.at/ma22/pool/pdf/alterung_schlacke.pdf
Date: 2005-11-10
[4] Lecture notes. Division of Building Materials and Building Technology. Katholieke
Universitet Leuven (BE).
Internet: http://www.kuleuven.ac.be/
Date: 2005-10-31
[5] Moosberg-Bustnes, H. Industrial by-products in the concrete industry.
Swedish Cement and Concrete Institute.
Internet: www.byggforsk.no/visVedlegg. aspx?vedleggID=204&dokumentID=1129
Date: 2006-01-13
[6] BMU – Bundesumweltamt (Federal Ministry for the Environment, Nature Conserva-
tion and Nuclear Safety, Germany)
Internet: http://www.umweltbundesamt.de/archiv/G_Eisen-u-Stahl.pdf
Date: 2005-12-10

APPENDIX II
55
Standards and directives
CEN EN 1744 (1998-2002). Tests for chemical properties of aggregates.
EU (1975). Council Directive 1975/442/EC of 15th june 1975. Directive on Waste. The
Council of the European Union, Brussels.
EU (1991). Council Directive 1991/156/EC of 18th march 1991 amending Directive
1975/442/EC. The Council of the European Union, Brussels.
EU (1999). Council Directive 1999/31/EC of 26th April 1999 on the Landfill of Waste.
The Council of the European Union, Brussels.
EU (2000). Commission Decision 2000/532/EC of 3rd may 2000.
RVF (2002). Drift vid deponeringsanläggninar: Handbok, Atervinning, förbehandling
och deponering (Deponiehandbok). RVF – Svenska Renhallnings- verksför-
eningen, Malmö, Sweden.
SFS 2001:512 Förordning om deponering av avfall. Swedish ordinance on the
landfilling of waste, Published: 2001-06-07.

APPENDIX III
APPENDIX III
EXTENDED SUMMARY IN GERMAN
Mineralphasen in Stahlschlacken beim Einsatz
in der Dichtungsschicht einer Deponieoberflächenabdichtung

APPENDIX III
1
Zusammenfassung
Elektroofenschlacke und Pfannenschlacke (auch Konverterschlacke genannt) sind
Nebenprodukte der Stahlproduktion im Elektrolichtbogenofen und der darauf folgenden
sekundärmetallurgischen Prozesse in einer sog. Pfanne. Insgesamt wurden 2004 in
Europa 15, 2 Mio. Tonnen Stahlschlacken (d.h. Schlacken aus dem Sauerstoff-
blasverfahren, Elektroofenschlacke und Pfannenschlacke) produziert (Euroslag, 2006).
Die Weiterverwendung von Stahlschlacken u. a. im Strassen-, Wasser- und Erdbau, als
Düngemittel für kalkarme Böden und als Zementzuschlagsstoff ist in einzelnen
europäischen Ländern sehr unterschiedlich ausgeprägt und hängt u. a. von der
Verfügbarkeit natürlicher Rohstoffe ab. Die Nutzung dieser Schlacken ist dabei nicht
nur von ökologischem Nutzen, indem der Abbau natürlicher Rohstoffe vermieden wird,
sondern auch von ökonomischem Vorteil, da der Bedarf an Baustoffen für den Bau
einer Deponieoberflächenabdichtung durch Deponieschließungen in Zusammenhang
mit der EU Deponierichtlinie 1999/31/EC steigen wird.
Um eine Abschätzung bezüglich der Verwendung von Stahlschlacken als Baumaterial
in der Dichtungsschicht einer Deponie vornehmen zu können, bedarf es der Kenntnis
ihrer physikalischen und chemischen Eigenschaften, als auch einer Einschätzung des
Umwelt- und Langzeitverhaltens. Die mechanische und chemische Stabilität einer
solchen Konstruktion ist hierbei von besonderer Bedeutung.
Die Ziele dieser Arbeit sind die Abschätzung der Reaktivität der Schlacken nach
erfolgter Wasserzugabe, die Bestimmung der amorphen und kristallinen Mineralphasen
in den Schlacken und Mischungen aus denselbigen und die Bestimmung der Stabilität
der Hauptmineralphasen. Die mögliche Bildung neuer Minerale nach dem Mischen von
Elektroofenschlacke und Pfannenschlacke unter Wasserzugabe soll ebenfalls untersucht
werden.
Die Reaktivität der Schlacken nach Wasserzugabe ist zusammen mit dem zeitlichen
Verlauf der Wärmeentwicklung ein Indikator für die Bildung mehr oder weniger sta-
biler Mineralphasen während des Abbindeprozesses. Die Stabilität der in den Stahl-
schlacken enthaltenen Minerale ist bedeutsam für Mineralumwandlungen, welche unter
den Bedingungen in einer Dichtungsschicht geschehen können. Diese Mineraltrans-
formationen werden auch als Alterungsprozesse der Minerale bezeichnet Die sich

APPENDIX III
2
bildenden sekundären Mineralphasen bestimmen die Stabilität und das Langzeit-
verhalten der gesamten Oberflächenabdichtung.
Eine Einschätzung zur Tauglichkeit der Analysemethoden Kalorimetrie, Infrarot-
Spektroskopie (IR-Spektroskopie) und Röngtendiffraktometrie (XRD) zur
Beantwortung der oben genannten Fragen wurde in der Literaturstudie vorgenommen
(Anhang II). Eine Methode zur Probenkörperherstellung für die IR- and XRD-Analysen
wurde entwickelt und ist in Anhang I beschrieben, zusammen mit der
Probenvorbereitung der Kalorimetrieversuche und der Zusammenstellung der gesamten
Messdaten.
Aus der Literaturstudie geht hervor, dass Lösungskalorimetrie, XRD und IR-Spek-
troskopie geeignete Methoden zur Messung der Mineralphasen sowie deren Hydratation
von Stahlschlacken darstellen. Die Hydratationsreaktion der Schlacken nach
Wasserzugaben ist ebenfalls erläutert worden. Es soll u. a. die Wärmeentwicklung und
der Verlauf der Hydratation von Elektroofenschlacke und Pfannenschlacke sowie
verschiedener Schlackemischungen bestimmt werden.
XRD-Analysen sind u. a. zur Strukturbestimmung fester kristalliner Proben geeignet.
Die Röntgenstrahlen werden von den einzelnen Gitterebenen der Kristalle unter
bestimmten Winkeln, welche die Bragg-Gleichung erfüllen, gebeugt und die Intensität
der gebeugten Strahlung wird vom Detektor erfasst.
Die Infrarot-Spektroskopie hingegen beruht auf Atomschwingungen in Molekülen,
welche durch die einfallende Strahlung angeregt werden. Es können sowohl
Schwingungen und Rotationen von Bindungen als auch von Ionen im Molekül
detektiert werden. Gemessen wird hierbei, welcher Teil der einfallenden
Infrarotstrahlung von der jeweiligen Probe absorbiert wird. Die Absorption und das
dazugehörige Energieniveau im Absorptionsspektrum können dann der Frequenz einer
Molekülschwingung zugeordnet werden. Mit Hilfe der IR-Spektroskopie können auch
amorphe Mineralphasen gemessen werden. Amorphe Phasen können beispielsweise
glasartige Phasen sein, welche sich aufgrund plötzlicher Abkühlung der Schlacken-
schmelze bilden.
Der zeitliche Verlauf der Wärmeentwicklung der im Kalorimeter gemessenen
Mischungen zeigte eine Aktivierung der Hydratationsreaktion durch Aluminium. Je
höher der Anteil an Pfannenschlacke in der Mischung, desto größer war der gemessene

APPENDIX III
3
Temperaturunterschied, d.h. die abgegebene Wärmemenge. Allerdings führte ein
größerer Anteil an Pfannenschlacke in der Mischung zu einer zeitlichen Verzögerung
der maximalen Wärmefreisetzung, d. h. der maximale Reaktionsumsatz geschah später.
Die Spektroskopiemessungen ergaben, dass die Änderungen in den Spektren der
einzelnen Mischungen proportional zum Anteil an Elektroofenschlacke sind. Außer den
Mischungen und der zwei reinen Proben von Elektroofenschlacke und Pfannenschlacke
wurde zusätzlich eine spektroskopische Messung von nicht hydratisierter Pfannen-
schlacke durchgeführt, um dessen Spektrum mit der hydratisierten Schlackenform
vergleichen zu können.
Mithilfe einer qualitativen Analyse der Spektren wurden Absorptionsbanden von
anorganischen Karbonaten, Kalziumsilikaten und Aluminiumoxid identifiziert. Der
größte Unterschied zwischen allen Proben befand sich in der Wellenzahl-Region von
3500-3200 cm-1. Die gemessene Probe aus 100 % (hydratisierter) Pfannenschlacke
zeigte deutliche Absorptionsbanden in diesem Bereich, wohingegen dies bei
Elektroofenschlacke und nicht hydratisierter Pfannenschlacke nicht der Fall war. In dem
genannten Wellenzahl-Bereich absorbieren O-H Bindungen die einfallende Strahlung.
Durch die Absorptionsmessung dieser Bindungen konnte der Einbau und die
Absorption von Wassermolekülen in die Mineralstruktur durch Hydratation
nachgewiesen werden. Diese Absorptionsbanden sind also nur bei einer entsprechend
ausgeprägten Hydratation erkennbar. Das hydraulische Verhalten wird vor allem durch
chemischen und mineralogischen Eigenschaften bestimmt.
Mit der Methode der Röntgenbeugung wurden die Hauptphasen aller Schlackeproben
inklusive der Schlackenmischungen gemessen. Dabei ergab sich, dass die
Schlackemischungen die gleichen Minerale wie reine Pfannen- bzw. Elektroofen-
schlacke besaßen. Es konnten keine Mineralneubildungen bei den Mischungen
gemessen werden. Dies kann zum einen daran liegen, dass es keine Neubildungen von
Mineralphasen gab. Es kann aber auch am Messgerät liegen, welches eine Phase nur
detektiert, wenn sie mehr als 4 wt-% am Anteil der Gesamtprobe beträgt. Die Haupt-
minerale von Pfannenschlacke sind γ - Dikalziumsilikat (γ - Ca2SiO4) und Mayenit.
Bei Elektroofenschlacke sind Merwinit und Monticellit am häufigsten vertreten. Diese
Ergebnisse beruhen auf thermodynamischen Modellen. Beide Schlacken bestehen

APPENDIX III
4
vorwiegend aus kristallinen Phasen. Dies lässt sich mit der langsamen Abkühlung der
Schlackenschmelze im Stahlwerk erklären.
Eine Schlussfolgerung hinsichtlich einer Korrelation zwischen Abbindeverhalten und
Mineralphasen ist nur begrenzt möglich. Bestimmte Mineralphasen wie
Dikalziumsilikat besitzen nur geringe hydraulische Eigenschaften. Deren Hydratation
und Abbindeverhalten wird entsprechend gering ausfallen. Es herrscht keine Korrelation
zwischen Hydratationswärmefreisetzung und Stabilität einer bestimmten Mineralphase.
Es kann somit Phasen geben, die bei hoher Wärmefreisetzung geringe Endfestigkeiten
nach dem Abbinden entwickeln.
Da Pfannenschlacke einen Beitrag zur Hydratationsreaktion liefert, da mehr reaktives
Kalziumoxid vorhanden ist und Elektroofenschlacke die Festigkeiten der Mischungen
positiv beeinflusst, wird eine Mischung beider Schlacken zu gleichen Anteilen in der
Dichtungsschicht einer Deponieoberflächenabdichtung als optimal angesehen.
Das Langzeitverhalten der Schlacken ist zurzeit noch nicht bekannt und kann daher nur
abgeschätzt werden. Es wird durch Faktoren wie Verwitterung (eingeschlossen darin ist
die Karbonatisierung), Feuchtigkeit, pH Veränderungen und Redoxpotential sowie die
Pufferkapazität der Minerale beeinflusst. Die Karbonatisierung wird dabei vor allem
vom CO2 - Gehalt und der Feuchtigkeit beieinflusst. Aufgrund der Literaturrecherche
und Beobachtungen an den Probekörper nach einer dreimonatigen Lagerungszeit wird
angenommen, dass die sich bildenden sekundären Phasen aus Stahlschlacken vor allem
aus Karbonaten bestehen. Allerdings werden nicht alle Mineralphasen verwittern und
sekundäre Phasen bilden. Nach hinreichend langen Zeiträumen von mehreren Tausend
Jahren können sich ebenfalls Hydrogenkarbonate bilden, allerdings muss die
Pufferkapazität der Schlackeschicht aus Karbonaten vorher hinreichend gesunken sein.
Forschungsbedarf ist vor allem im Bereich der Schlackealterung während verschiedener
Lagerungsbedingungen und der thermodynamischen Eigenschaften der Minerale zu
sehen. Experimente und Modelle zur Vorhersage von chemischen und strukturellen
Veränderungen der Minerale können hier einen Betrag zur Klärung des
Langzeitverhaltens liefern. Bei experimentellen Versuchen wird versucht diese
Langzeitprozesse künstlich zu beschleunigen. Diese Forschungen sind unerlässlich, um
Stahlschlacken Baumaterial einsetzen zu können.

Eidesstattliche Erklärung Hiermit erkläre ich an Eides statt, dass ich die vorliegende Arbeit
selbstständig und ohne fremde Hilfe angefertigt habe. Sämtliche benutzten
Informationsquellen sowie das Gedankengut Dritter wurden im Text als
solche kenntlich gemacht und im Literaturverzeichnis angeführt. Die Arbeit
wurde bisher nicht veröffentlicht und keiner Prüfungsbehörde vorgelegt.
Dresden, den 21. März 2006