Embed Size (px)
Citation preview

Journal Pre-proof
Thermochemical conversion of coal and biomass blends in a top-lit updraft fixed bedreactor: experimental assessment of the ignition front propagation velocity
D.A. Quintero-Coronel, Y.A. Lenis-Rodas, L.A. Corredor, P. Perreault, A. Gonzalez-Quiroga
PII: S0360-5442(20)32809-7
DOI: https://doi.org/10.1016/j.energy.2020.119702
Reference: EGY 119702
To appear in: Energy
Received Date: 22 June 2020
Revised Date: 21 November 2020
Accepted Date: 22 December 2020
Please cite this article as: Quintero-Coronel DA, Lenis-Rodas YA, Corredor LA, Perreault P, Gonzalez-Quiroga A, Thermochemical conversion of coal and biomass blends in a top-lit updraft fixed bed reactor:experimental assessment of the ignition front propagation velocity, Energy, https://doi.org/10.1016/j.energy.2020.119702.
This is a PDF file of an article that has undergone enhancements after acceptance, such as the additionof a cover page and metadata, and formatting for readability, but it is not yet the definitive version ofrecord. This version will undergo additional copyediting, typesetting and review before it is publishedin its final form, but we are providing this version to give early visibility of the article. Please note that,during the production process, errors may be discovered which could affect the content, and all legaldisclaimers that apply to the journal pertain.
© 2020 Elsevier Ltd. All rights reserved.

Credit Author Statement
Quintero-Coronel D A: Methodology, Validation, Investigation, Writing - Original Draft. Lenis-Rodas Y A: Methodology, Validation, Investigation, Writing - Original Draft. Corredor L A: Conceptualization, Supervision, Funding acquisition. Perreault, P: Conceptualization, Writing - Review & Editing. Gonzalez-Quiroga A1: Conceptualization, Writing - Review & Editing, Supervision.
Journ
al Pre-
proof

Thermochemical conversion of coal and biomass blends in a top-lit updraft fixed bed
reactor: experimental assessment of the ignition front propagation velocity
Quintero-Coronel D A1,2, Lenis-Rodas Y A1,3, Corredor L A1, Perreault, P4, Gonzalez-Quiroga A1*
1UREMA Research Unit, Department of Mechanical Engineering, Universidad del Norte,
Barranquilla, Colombia
2GITYD Research Unit, Department of Mechanical Engineering, Universidad Francisco de Paula
Santander, Ocaña, Colombia
3Department of Mechanical Engineering, Institución Universitaria Pascual Bravo, Medellin,
Colombia
4Sustainable Energy, Air and Water Technology (DuEL) Group, University of Antwerp, Antwerp,
Belgium
Corresponding author*: [email protected]
Journ
al Pre-
proof

Thermochemical conversion of coal and biomass blends in a top-lit updraft fixed bed
reactor: experimental assessment of the ignition front propagation velocity
Abstract
Co-thermochemical conversion of coal and biomass can potentially decrease the use of fossil
carbon and pollutant emissions. This work presents experimental results for the so-called top-lit
updraft fixed bed reactor, in which the ignition front starts at the top and propagates downward
while the gas product flows upwards. The study focuses on the ignition front propagation velocity
for the co-thermochemical conversion of palm kernel shell and high-volatile bituminous coal.
Within the range of assessed air superficial velocities, the process occurred under gasification and
near stoichiometric conditions. Under gasification conditions increasing coal particle size from 7.1
to 22 mm decreased ignition front velocity by around 26% regardless of the coal volume
percentage. Furthermore, increasing coal volume percentage and decreasing coal particle size result
in product gas with higher energy content. For the operation near stoichiometric conditions,
increasing coal volume percentage from 10 to 30% negatively affected the ignition front velocity
directly proportional to its particle size. Additional experiments confirmed a linear dependence of
ignition front velocity on air superficial velocity. Further steps in the development of the top-lit
updraft technology are implementing continuous solids feeding and variable cross-sectional area
and optimizing coal particle size distribution.
Keywords: TLUD, combustion, gasification, front propagation, syngas, burning rate
Journ
al Pre-
proof

1. Introduction
Fixed bed reactors for solid fuel gasification and combustion are widespread at the laboratory and
industrial scales [1], [2]. Typically, the ignition front establishes near the bottom, and the product
gas flows either upward or downward. This work focuses on the top-lit updraft (TLUD) fixed bed
reactor in which the ignition front starts at the top and then propagates downward. The product gas
flows upwards through the bed of char and ashes left behind by the ignition front. Improved
cookstoves take advantage of the TLUD operation mode to separate gasification from the
combustion of the product gas with secondary air [3], [4]. TLUD cookstoves feature lower specific
fuel consumption and use a wide variety of millimeter-to-centimeter-size biomass particles. Grate
furnaces for (co-)combustion of biomass, coal, and solid waste also take advantage of the TLUD
configuration. In a grate furnace, a moving or vibrating grate transports the solids, primary air
enters from below, and combustion with secondary air occurs on top of the bed [5]–[7]. Here we
assess the ignition front propagation velocity for the co-thermochemical conversion of palm kernel
shell (PKS) and high-volatile bituminous coal (HVBC) in a TLUD fixed bed reactor.
The TLUD operation mode is also referred to in the literature as an inverted downdraft [8]–[10],
reverse downdraft [11]–[13], and reverse combustion [14]. However, in an actual downdraft, the
solids move downward towards the ignition zone. On the other hand, in the TLUD configuration,
the ignition front propagates downward through a static solids bed. The TLUD concept dates as
early as the 1980s when its capabilities as an improved biomass cookstove started to be explored
[15]. Most of the published research on TLUD concentrates on the development of improved
biomass cookstoves [3], [16]–[19]. Other TLUD-related applications are biochar [20], syngas [21]–
[24], and combined biochar-syngas production [9], [25], [26]. Likewise, bench-scale experiments in
TLUD fixed bed reactors provide fundamental data for the design and operation of grate furnace
combustors for solid waste [7], [27], [28] and biomass [5], [29].
The thermochemical conversion of PKS-HVBC blends in a TLUD fixed bed reactor remains
unreported according to the best of the authors’ knowledge. Coal is a conventional raw material for
thermochemical conversion because of its abundant reserves. However, coal is of fossil origin,
emits significant amounts of pollutants such as H2S, SOx, and NOx, and its reactivity is relatively
low. Biomass, on the other hand, is a renewable feed of relatively high reactivity. Nevertheless,
biomass is less available than coal and shows seasonal variation. Processing coal-biomass blends
allows overcoming, at least partially, the abovementioned disadvantages [30], [31].
Thermogravimetric analysis (TGA) of PKS-coal blends revealed enhancement of the thermal
Journ
al Pre-
proof

degradation kinetics [32]–[34]. PKS-coal co-gasification in a bubbling fluidized bed showed
positive results in improved bed uniformity, syngas yield, and syngas energy content [35], [36].
Two main operation regimes for TLUD fixed bed reactors are distinguishable from a plot of the
ignition front velocity vs. air superficial velocity [13], [14]. First, the gasification regime with
oxidization reactions in the gas and char reduction reactions in the solid phase. In the gasification
regime, the solid phase temperature is lower than the gas phase temperature, and a diffusion-
controlled flaming combustion model reproduces experimental observations [13]. Increasing air
superficial velocity leads to the char oxidation regime in which char and gas-phase oxidation
reactions simultaneously occur. In the char oxidation regime, the temperature difference between
the solid and gas phases decreases due to the simultaneous oxidation of volatiles and char.
Additionally, the ignition front propagation velocity appears to follow a universal trend irrespective
of biomass type, consistent with a diffusion-limited process [13].
The assessment of the ignition front propagation velocity reveals the performance and operational
stability of TLUD gasifiers and combustors. The TLUD device incorporates several thermocouples
at different axial locations to record the sudden temperature increase due to the downward
propagation of the ignition front. Measuring ignition front propagation velocity is a practical way of
assessing the influence of several factors on the performance of TLUD gasifiers and combustors.
Such factors include superficial velocity, feedstock type, particle size, moisture content, particle
size, reactor geometry, among others [13], [37], [38]. The ignition front propagation velocity, the
elemental composition of the feedstock, bulk density, and cross-sectional area allow calculating the
equivalence ratio, which gives a first indication of the operating regime. The equivalence ratio, peak
temperatures, and elemental compositions are the input for gasification models, which give a
preliminary indication of syngas composition.[10], [14], [39], [40].
The TLUD fixed bed reactor could generate syngas with potential for thermal and electric power
generation [21]–[23]. The char oxidation regime is also attractive because the fuel converts entirely,
and heat losses are minor. Thus, the ignition front propagation velocity emerges as a critical
parameter for the operation and control of TLUD gasifiers and combustors. Additionally, bench-
scale TLUD experiments provide fundamental data to validate more elaborated numerical models
and the design, operation, and optimization of grate furnaces. Nevertheless, the lack of experimental
information on the ignition front propagation velocity hinders TLUD-based biomass-coal co-
conversion technologies. This experimental work contributes to closing that gap by assessing the
effects of the air superficial velocity, coal particle size, and coal volume percentage on the ignition
front propagation velocity.
Journ
al Pre-
proof

2. Experimental procedures
This section describes the type of feedstock, the experimental setup, and the operational procedures
and conditions.
2.1 Feedstock
This study uses PKS, one of the main byproducts of the palm oil industry. The particle size of PKS,
according to sieve analysis, amounted to 4.9 ± 2.3 mm (mean and standard deviation) [41]. The
relatively high energy content and particle density make PKS very attractive for gasification. PKS
was co-processed with HVBC in the sieve fractions 4.7-9.5 mm, 9.5-12.7 mm, and 19.1-25.4 mm
[42]. The moisture contents of the air-dried PKS and HVBC amounted to 6.0 and 10 wt. %,
respectively.
2.2 Experimental setup
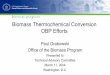
Figure 1 shows a schematic illustration of the experimental setup. The TLUD fixed bed reactor
consists of a cylindrical tube with an internal diameter of 152.4 mm and a height of 900 mm. A
fiberglass thermal insulation layer 25 mm thick surrounds the metallic tube. A 600 W blower
(model STPT600-B3, Stanley) feeds ambient air into the gasifier via a 63.5 mm internal diameter
pipe. Before entering the gasifier, air passes through a manual control valve and an air velocity flow
sensor (model 8455, TSI). Four K-type thermocouples with a sensitivity of 41 µV/°C and a
measuring range of -200-1350 °C measured the solids bed temperature. The tip reached the center
of the bed, as illustrated in Figure 1. The setup includes a data acquisition system (model USB 6341
BNC Pinout, National Instruments) acting as an interface between measurements and a computer.
Journ
al Pre-
proof

Figure 1 Schematic representation of the top-lit updraft (TLUD) fixed bed reactor setup.
2.3 Experimental conditions
This study uses PKS, a byproduct of the palm oil industry, taken from the same lot used by
Verdeza-Villalobos et al. [41]. The HVBC comes from Norte de Santander state (Colombia), where
the ceramic industry uses this type of coal for heating purposes.
The ignition front propagation velocity, ��, is given by Equation 1. Here ∆� represents the distance
between consecutive thermocouples and �� the time required by thermocouple � (corresponding to
��) to reach 500 °C.
��
∆�
��� � ��
Eq. 1
The experimental variables were air superficial velocity �, coal particle size ��� (taken as the
average from the upper and lower sieve sizes) and coal volume percentage ���. Table 1 summarizes
the operating conditions for the initial set of duplicated experiments. The total mass for the lower
Journ
al Pre-
proof

and higher ��� levels amounted to 3.65 kg and 4.03 kg, respectively. Likewise, the respective mass
percentages of coal for the lower and higher ��� levels were 15% and 40%. Previous experiments
with PKS in a similar TLUD setup served as a reference to define the � levels [43].
Table 1 Experimental conditions for the initial set of duplicated experiments, where � represents
air superficial velocity, ��� carbon mean particle size, and ��� carbon volume percentage.
Experiment ��, m s-1 ���, mm ���, % v/v 1-1 0.18 7.1 10 1-2 0.18 7.1 30 1-3 0.18 22.2 10 1-4 0.18 22.2 30 1-5 0.46 7.1 10 1-6 0.46 7.1 30 1-7 0.46 22.2 10 1-8 0.46 22.2 30
Table 2 summarizes the conditions for the second set of experiments, which further evaluated the
influence of � and ��� on ��.
Table 2. Experimental conditions of the second set of experiments. Experiments 2-1 and 2-3 were
single runs.
Experiment ��, m s-1 ���, mm ���, % v/v 2-1 0.18 11.1 20 2-2 0.32 11.1 20 2-3 0.46 11.1 20
Note that HVBC in the particle size range 4.7-9.5 mm contains particles slightly coarser than PKS
particles. The HVBC particle size approximately resembles biomass particles transported directly
from the palm oil mill. This selection bases on the hypothesis that relatively uniform particle size
can potentially enhance thermal conversion and decrease pressure drop [44].
On the other hand, the recommended particle size for fixed bed gasifiers amounts to 1/10 of the
inner diameter [45]. The recommended maximum particle size for our TLUD gasifier amounts to
around 15 mm, i.e., this work reports experiments with coal particles that fall within that limit and
coal exceeding such a limit. Using coarser material entails lower energy consumption in coal size
reduction. The purpose here is to gain insight into the TLUD fixed bed reactor performance under
those conditions.
Journ
al Pre-
proof

2.4 Setup operation
A typical experiment started by filling the chamber with a PKS-HVBC blend reaching a fuel
column of around 440 mm height. Graduated cylindrical tubes served to measure the corresponding
PKS and HVBC volumes. The PKS-HVBC blend was shaken for two minutes in a third container
and then mixed and transferred manually to the reactor. Introducing the thermocouples sequentially
as the solids level rose helped to avoid the formation of empty pockets. Subsequently, � increased
gradually until reaching the set point. The data acquisition process started once � stabilizes.
Finally, a layer of particulate solids soaked in mineral diesel was added at the top and then ignited
with a torch lit.
3. Results and discussion
This section starts with the composition of the feedstock in terms of their proximate and ultimate
analyses. Next, we present the temperature profiles and the reference temperature for calculating ��.
Then we discuss the results for each set of experiments separately, focusing on the ignition front
velocity and the equivalence ratio. The section finalizes with an outlook with further steps in the
development of the TLUD technology.
3.1 Feedstocks composition
This study used PKS from the same lot evaluated by Verdeza-Villalobos et al. [41], so proximate
and ultimate analysis in Table 3 coincide with those in that study. Our proximate analysis indicates
that the coal used here classifies as high volatile bituminous coal, according to ASTM D388-12.
This result agrees with the origin of the sample, Norte de Santander state (Colombia), which
produces this type of coal. Table 3 shows the ultimate analysis for high volatile bituminous coal
from that state. Akkaya [46] used nonlinear parametric regression and artificial neural network
models to predict elemental composition from proximate analysis with a correlation coefficient of
0.9896 for carbon (C). Akkaya's model predicts a C content 11.7% lower than that reported in Table
3.
Table 3 shows that the most salient differences between PKS and HVBC stem from their carbon (C)
and oxygen (O) contents. HVBC has around 1.4 times more C than PKS, but its O content is less
than half than that of PKS. HVBC contains more sulfur (S) and almost no nitrogen (N) when
compared to PKS. However, S and N together represent less than two percent on a dry-ash-free
basis (dafb) for PKS and HVBC.
Journ
al Pre-
proof

On a dry basis, HVBC contains around three times more fixed carbon (FC) than PKS, but its
volatile matter (VM) content is less than half than that of PKS. FC relates to the yield of char
produced during the devolatilization process. FC is mostly carbon but contains minor quantities of
H, O, N, and S, which do not drive off with the gases. FC is the combustible residue left after VM
distills off. A feedstock with high VM content ignites easily and is highly reactive in combustion
applications. The VM content is naturally high for many biomasses; however, its contribution to the
higher heating value (HHV) is relatively low due to its high O content. Finally, HVBC contains
more than five times ash compared with PKS. Ash could melt and agglomerate, which exacerbates
air channeling and can ultimately block the passage of gases.
Table 3 Elemental composition on a dry-ash-free basis (dafb), proximate analysis on a dry basis
(db), and higher heating value (HHV) of the feedstock. VM represents volatile matter, and FC fixed
carbon.
Analysis/parameter Palm kernel shell, PKS
High volatile bituminous coal, HVBC
C, % wt dafb 53.8 74.6c H, % wt dafb 6.13 6.07c N, % wt dafb 0.88 0.05c S, % wt dafb 0.11 1.91c O, % wt dafb 39.0 17.4c Molar H/C ratio 1.36 0.97 Molar O/C ratio 0.54 0.18 VM, % wt db 81.6 29.3 FC, % wt db 14.6 51.7 Ash, % wt db 3.78 19.0 HHV, kJ/kg db 21073a 25781b
aGaur and Reed correlation [47], bMason and Ghandi correlation [48], cUltimate analyses from [42]
3.2 Temperature profiles
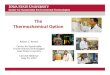
Figure 2 shows how temperature varies with time at each thermocouple location during a typical
experiment. The ignition front propagation results in a sudden temperature increase reaching
maximum values of around 1000 °C. The calculation of �� via Equation 1 is sensitive to differences
in both the slope of the � vs. � curve and the time interval ���-�� (corresponding to ��� and ��).
Figure 2 indicates that temperature in the range of 300-600 °C could serve as a reference to
calculate ��. Previous studies used 300 °C [49], 400 °C [21], 500 °C [50], and 700 °C [51] as the
reference temperature.
Linear regression of the observed � vs. �� profile in the temperature range 300-600 °C data showed
correlation coefficients higher than 0.96 for all experimental runs. Figure 3 shows �� for 500 °C
Journ
al Pre-
proof

and � values from the linear regression models. Similar calculations for 300 °C and 600 °C showed
a maximum relative difference of 5.71% to 300 °C and 4.21% to 600 °C with that for 500 °C.
Hence, from now on, we use 500 °C as the reference for calculating ��.
Figure 2 A) Typical temperature profiles for the top-lit updraft thermal co-processing of palm
kernel shell (PKS) and high-volatile bituminous coal (HVBC). B) Close view of the temperature
profile T1. � represents temperature, � time, and � superficial velocity.
3.3 Results for the initial set of experiments
Table S1 in the Supplementary Material shows the analysis of variance (ANOVA) for the average
�� from the first set of experiments. The ANOVA indicates that �, ��� and their interaction are the
most significant factors. The Durbin-Watson statistic is 2.56 and the corresponding ����� and
�!��� for a significant level of 0.05 were 0.86 and 1.76. The Durbin-Watson statistic falls outside
the ����� � �!��� range, i.e., there is no indication of positive autocorrelation in the residues.
3.3.1 Ignition front propagation velocity
Figures 3 and 4 show the results for the first set of experiments listed in Table 1. Figures 3A and 3B
correspond to a ��� of 10% and ��� values of 7.1 mm and 22.2 mm, respectively. Figures 3C and
3D show equivalent results for a ��� of 30%. The vertical bars at each � value correspond to �� for
the thermocouple locations 1-2, 2-3, and 3-4. A visual inspection of Figure 3 reveals differences in
�� with the axial position. These differences in �� are more evident for the higher ��� and the lower
��� levels (i.e., Figure 3C). A direct proportion characterizes the dependence of the maximum
temperature on �. Additionally, the maximum temperature features higher values for the lower ���
level (i.e., Figure 3A and Figure 3B). Figure 3A shows that the increment in � from 0.18 ms-1 to
vs
vs m
s -1
T, °
C
t, s t, s
T, °
C
A B
Journ
al Pre-
proof

0.46 ms-1 raised the maximum temperatures ��", �"#, and �#$ by around 18%, 20%, and 13%,
respectively. Overall, Figures 3B, 3C, and 3D show the same dependence for the maximum
temperature (with increments in the range 10-25%).
Figure 3 shows that for the lower level of � the increment in ��� lowered �� by around 26% for
both ��� levels (Figure 3A vs. Figure 3B, and Figure 3C vs. Figure 3D), but the increment in ���
did not influence �� in either case (Figure 3A vs. Figure 3C, and Figure 3B vs. Figure 3D). Results
are not conclusive when considering the influence of ��� on �� for the higher level of � due to the
scattering of the data. Results for the higher level of � indicate that increasing ��� leads to ��
around 10% higher for the lower ��� level and 17% lower for the higher ��� level. Finally, for the
higher level of �, the increment in ��� lowered �� by around 14% and 35% for the lower and the
higher ��� levels, respectively.
The Biot dimensionless group (%&), given by Equation 2, represents the ratio of intraparticle
conduction and interfacial convection time scales [52]. In Equation 2 '� represents the characteristic
length scale, ℎ� the convective heat transfer coefficient between the coal particle and the carrier gas
and )� the thermal conductivity. Provided that %& > 1 intraparticle conduction limits the observed
reaction rate. To evaluate %&, ℎ� was calculated via the Ranz-Marshall correlation [53] with '�
equal to ���. For the operating conditions in Table 1 %& varies in the range 2.4-6.3, and even if '� is
reduced to a half, %& is still higher than one. The analysis of %& shows that for our experiments the
thermal conversion of coal was always limited by intraparticle conduction. Additionally, the ratio of
intraparticle conduction and interfacial convection time scales for the higher ��� level was more
than twice than that for the lower.
%&
ℎ�'�
)�
Eq. 2
The ignition source for flame propagation is radiation from the hot layer just above the unconverted
material [13]. A plausible explanation for the differences in �� with the axial position is the effect
of the ashes on the emissivity. When char and ashes start to accumulate and char oxidation become
important, the formed ashes could stay on the surface of the solids which brings down the
emissivity [54]. Understanding the variation of emissivity with the axial position is critical for
unraveling the abovementioned variability in ��, as well as for the validation of numerical models.
Our results for the effect of ��� on �� are in agreement with previous experimental studies for
biomass in TLUD fixed bed reactors [10], [37], [51], [55]–[57]. Section 3.1 already discussed the
most salient differences in composition between HVBC and PKS. Those compositional differences,
Journ
al Pre-
proof

and the fact that HVBC is around 1.6 times denser than PKS, might be responsible for the observed
effect of ��� on ��. The negative impact of ��� on ��, particularly at the higher ��� value is
consistent with the marked difference in VM between HVBC and PKS. Experiments with biomass
showed that an increment in bulk density of the bed results in lower �� [25], [51], [58], [59], which
is also consistent with our results regarding the effect of ���. Finally, experiments with biomass
fixed beds also showed that increasing particle size could cause canalization and stagnant zones
[56], [60]. Those effects could explain the relatively high scattering of the date, especially in Figure
3C and Figure 3D.
Figure 3 Ignition front propagation velocity (��) and maximum temperature (�,-.) as a function of
air superficial velocity ( �). A) Coal volume 10% and coal particle size 7.1 mm; B) Coal volume
10% and coal particle size 22.2 mm; C) Coal volume 30% and coal particle size 7.1 mm; D) Coal
volume 30% and coal particle size 22.2 mm. Error bars represent the difference between the
average and individual values of duplicated experiments.
u f ,
mm
s-1
Tm
ax,
°C
vs , m s-1 0.18 0.46 0.460.18
A B
DC
uf 12
uf 23uf 34
T 12
T 23
T 34
Journ
al Pre-
proof

3.3.2 Calculated equivalence ratio
The equivalence ratio, Φ, given by Equation 3, represents the actual air-fuel ratio (01) divided by
the stoichiometric air-fuel ratio (01�). The calculation of 01� requires the elemental compositions in
Table 3, together with the mass percentages of PKS and HVBC given in section 2.3. The
calculation of 01, on the other hand, necessitates the mass of converted fuel per unit time (23 �)
together with the air mass flow rate (23 -& ). The mass flow rate 23 � indicates, given by Equation 4,
results from the product of ��, the cross-sectional area 04 and the density of the bed 56�7.
Φ 01
01�
Eq. 3
23 � ��0456�7 Eq. 4
The parameter Φ provides a first indication of the operating regime for the TLUD fixed bed reactor.
For gasification, Φ typically lies in the range 0.2-0.4 while Φ values higher than one correlate with
combustion. Note that Φ greater than 0.4 may result in excessive formation of CO2 and H2O at the
expense of CO and H2. Figure 4 reveals a direct proportion between � and Φ, which is consistent
with a higher fuel consumption rate as � increases. Additionally, these results confirm the potential
of the TLUD setup to operate within a wide range of Φ with PKS-HVBC blends.
For the lower � level, Figure 4 shows that Φ varies in the range of 0.48-0.80. For these conditions,
the TLUD fixed bed reactor operates in the gasification regime [13]. Volatile oxidization reactions
in the gas phase and char reduction reactions in the solid phase occur in the gasification regime.
Note that excessive formation of CO2 and H2O results in a synthesis gas of relatively low heating
value. For the higher � level, Figure 4 shows that Φ varies in the range 0.89-1.1. For these
experiments, the Φ value indicates that the TLUD fixed bed reactor operates near stoichiometric
conditions. Under those conditions, oxidation reactions may occur in both the solid and gas phases.
Further increasing � could finally cause cooling by convection and shift the process to fuel-lean
conditions. The C content estimated from our proximate analysis via Akkaya's model [46] amounts
to 65.8, while table 3 reports a C content of 74.6. We calculated the equivalence ratio with both C
contents and found that the equivalence increases by less than 1% when the predicted C percentage
is used. Due to the relatively high C content in HVBC, C mainly determines the equivalence ratio.
Increasing ��� negatively affected �� while the opposite happened to Φ irrespective of the ��� level
in both cases. For the lower level of �, Figure 4 shows that the increment in ��� increased Φ by
around 35% for both ��� levels (Figure 4A vs. Figure 4B and Figure 4C vs. Figure 4D). On the
other hand, for the same � level, the increment in ��� yielded a 19% decrease in Φ for both ���
Journ
al Pre-
proof

levels. For the higher level of � the increment in ��� decreased Φ by around 9% for the lower ���
level but featured an increment of 20% in Φ for the higher ��� level. Results are also contrasting
when considering the influence of ��� for the higher level of � as it was the case with ��. In this
case, increasing ��� leads to �� 5% lower for the lower ��� and 25% higher for the higher ���.
Note that increasing ��� leads to higher 56�7 and eventually to higher 23 �, even if �� decreases.
Figure 4 Equivalence ratio (Φ) as a function of air superficial velocity ( �). A) Coal volume 10%
and coal particle size 7.1 mm; B) Coal volume 10% and coal particle size 22.2 mm; C) Coal volume
30% and coal particle size 7.1 mm; D) Coal volume 30% and coal particle size 22.2 mm. Error bars
represent the difference between the average and individual values of duplicate experiments.
3.4 Results for the second set of experiments
Figures 5 and 6 show the results for the second set of experiments listed in Table 2. Linear
regression of the observed �� vs. � data shows a correlation coefficient of 0.97. The �� value for
the lower � level differs by less than 8% with the corresponding values in Figure 3. This result is
consistent with the observation that the influence of ��� and ��� on �� is minor for the lower �
vs , m s-1 0.18 0.46 0.18 0.46
Φ,
-
C
A B
C D
Journ
al Pre-
proof

level. On the other hand, for the higher � level, the result is similar to the one for the higher ���
and lower ��� levels, but differs significantly with that for the higher ���.and ��� levels.
Figure 5 Ignition front propagation velocity and maximum temperature as a function of air
superficial velocity, coal volume 20%, and coal particle size 11.1 mm. Error bars represent the
difference between the average and individual values of duplicate experiments.
Figure 6 shows that Φ increases by 36% when � increases from 0.18 ms-1 to 0.32 ms-1 but remains
nearly constant with a further increase in � to 0.46 ms-1. The Φ for the lower � level lies in
between the corresponding result for the higher ��� level in Figure 4. The latter observation is also
valid for the higher � level, which is an indication of consistency for results in Figures 4 and 6.
u f ,
mm
s-1
vs , m s-1 0.18 0.32 0.46
vs , m s-1 0.18 0.32 0.46
Φ, -
Journ
al Pre-
proof

Figure 6 Equivalence ratio as a function of air superficial velocity, coal volume 20%, and coal
particle size 11.1 mm. Error bars represent the difference between the average and individual values
of duplicate experiments.
3.5 Product gas composition
A validated gasification model for a downdraft gasifier was used to gain insight into the product gas
composition [61]. The model was validated for biomass; here we validated the model for coal and
coal-biomass blends [62] with satisfactory results as shown in the Supplementary Material. The
model assumes chemical equilibrium and requires the elemental composition of the feed,
equivalence ratio, and maximum temperature. Figure 7 shows the composition and lower heating
value of the product gas (LHV;) for the lower level of �. Results for dry gas composition and LHV;
correspond to Figures 3A-4A, Figures 3C-4C, and Figures 3D-4D. Note that Φ higher than 0.65
results in negligible fractions of combustible gases. The volume fraction of CH4 is absent from
Figure 7 because it amounts to less than 0.1%.
The Φ range reported in the previous section produced syngas without the potential for power
generation in combustion engines of displacing natural gas in burners. The gas stream
corresponding to the upper end of Φ is suitable for direct use in cooking purposes without
secondary air, steam generation, thermal inputs in brick furnaces, power generation in the Organic
Rankine cycle, among other applications. The gas stream corresponding to the lower end of Φ has
around half of the LHV expected for air-blown gasifiers. Increasing coal volume percentage or
decreasing coal particle size can potentially enhance syngas quality under these conditions.
Decreasing v> leads to lower Φ and consequently to syngas with higher LHV.
Two primary uncertainty sources affect the predictions in Figure 7, the inherent gasification model
uncertainty, and the HVBC C content uncertainty. The average relative difference between model
predictions and measurements amount to 1.04% for CO, 2.63% for CO2, and 13.5% for H2. On the
other hand, the C content predictions reported in Table 3 and that calculated from our proximate
analysis show relative differences for CO, CO2, and H2 of 6.5%, 2.3%, and 12.9%, respectively.
Figure7 incorporates these uncertainties as to the square root of the sum of squares of individual
uncertainty values.
Journ
al Pre-
proof

Figure 7 Simulated composition and lower heating value of the product gas for the lower level of
air superficial velocity [63]. Results correspond to gas composition on a dry basis. Figures 3A-4A,
3C-4C, and 3D-4D show the corresponding ignition front propagation velocities and equivalence
ratios for columns A, C, and D.
For the lower level of � the increment in ��� leads to a Φ greater than 0.65 and a negligible
fraction of combustible gases in the product gas. For the lower levels of �, ��� and ���, Figure 7
shows that the product gas contains limited amounts of H2 and CO and features LHV; of around 1
MJ m-3. For the sake of comparison, note that syngas from air-blown fluidized bed biomass gasifiers
shows LHV; values in the range 3.5-6.0 MJ m-3 [1]. Starting from the lower levels of � and ���,
increasing ��� reduced Φ and yielded a product gas with a LHV; of around 1.7 MJ m3. A
subsequent increment in ��� increased Φ, which resulted in a product gas with almost no
combustible gases. Summing up, those results indicate that for the lower � level further increments
in ��� or decrements in ��� should result in product gas with higher LHV;. Another feasible path
towards product gas with higher energy content is decreasing �, although the latter results in lower
product gas throughput.
3.5 Outlook
The preceding subsections confirmed the potential for a stable operation within a wide range of
equivalence ratios with biomass-coal blends. So far, however, the TLUD technology seems
A C DΦ
LHV
, kJ
m-3
Con
cent
ratio
n,
%V
ol.
Journ
al Pre-
proof

restricted to batch operation, particularly at a low scale in remote rural areas. Further steps in
developing this technology relate to exploiting the biomass-coal synergy and implementing
continuous solids feeding together with variable gas throughput.
Blends of small and large particles improved the stability of the ignition front and broadened the �
operation range [59]. The main reason is that for relatively small particles (%& ≤ 1) intraparticle
conduction does not limit their conversion rate, i.e., they release volatiles at a relatively high rate.
Coal-biomass blends naturally benefit from the abovementioned effect due to their vast differences
in VM. Besides, ��� offers an additional degree of freedom to operate within a wide range of � and
optimize Φ. An aspect requiring further attention is the effect of the ashes on the emissivity and
consequently on �� when char and ashes start to accumulate on top of the unconverted material.
The batch operation mode of the TLUD fixed bed reactor limits their application range and
deployment scale. A further step in the development of this technology is the continuous feeding of
particulate solid fuel. An option to realize this idea is combining a solids feeding screw and a
second screw inside the reactor. The former delivers the feedstock near the bottom while the latter
keeps the ignition front within certain axial positions. Ideally, ashes spill over the top of an inner
tube and drop in an annular zone. To the best of the author's knowledge, a TLUD fixed bed reactor
with continuous solids feeding remains unreported.
The incorporation of sections with different cross-sectional area provides further flexibility to the
aforementioned continuous TLUD operation. In a typical straight TLUD, increasing air superficial
velocity shifts the operation regime from the gasification regime to the char oxidation regime. This
result implies that syngas throughput cannot increase without changing its composition. A device
with different cross-sections allows increasing syngas throughput while keeping its composition.
The screw inside the device is essential for keeping the ignition front at the desired location.
Finally, the gas phase composition is necessary to elucidate further the potential applications of
biomass-coal co-conversion in TLUD fixed bed reactors.
4. Conclusions
Co-thermochemical conversion of coal and biomass could decrease fossil carbon usage, mitigate
pollutant emissions while enhancing coal reactivity. This work presents an experimental
investigation of this process in a to-lit updraft fixed bed reactor or TLUD. The work focused on the
ignition front propagation velocity for thermal co-processing of palm kernel shell and high-volatile
bituminous coal. Experiments within a wide range of experimental conditions shed light on the
Journ
al Pre-
proof

effects of the air superficial velocity, coal particle size, and volume percentage. The investigation
used an in-house, designed, and built TLUD setup.
Results revealed differences in ignition front propagation velocity, ��, with the axial position. A
direct proportion characterizes the dependence of the maximum temperature on air superficial
velocity. Additionally, increasing the coal volume percentage negatively affected the maximum
temperature reached in the TLUD reactor. Results confirmed the TLUD setup potential to operate
within a wide range of equivalence ratios with PKS-HVBC blends. For the lower air superficial
velocity level, the calculated equivalence ratio varied in the range 0.48-0.80, i.e., the TLUD fixed
bed reactor operated under gasification conditions. For the higher air superficial velocity, the
equivalence ratio varied in the range 0.89-1.1, i.e., near stoichiometric conditions. This result
indicates that, for the latter conditions, oxidation reactions may occur in both the solid and gas
phases. Further increasing the air superficial velocity could cause cooling by convection.
For the lower level of air superficial velocity, the increment in coal particle size lowered �� for both
��� levels, but the increment in coal volume percentage did not influence ��. Results were
contrasting when considering the influence of coal particle size on �� for the higher level of air
superficial velocity due to data scattering. For the higher level of air superficial velocity, the
increment in coal volume percentage lowered �� indirect proportion to the coal particle size.
Additional experiments confirmed the linear dependence of �� on the air superficial velocity within
the assessed experimental range. Under gasification conditions, further increments in ��� or
decrements in ��� should result in product gas with higher LHV;.
The TLUD operation mode still represents a relatively uncharted fixed bed reactor. Its capabilities
indicate that further and more frequent uses will come over the next decade. The TLUD fixed bed
reactor shows excellent potential for the thermal conversion of solids fuel in the rapidly developing
energy and environmental engineering fields.
Nomenclature
ANOVA Analyses of variance 04 Cross-sectional area m2 %& Biot number, ℎ�'� )�⁄ dafb Dry-ash-free basis db Dry basis ����� Critical point Durbin-Watson statistic ��� Coal particle size mm
Journ
al Pre-
proof

�!��� Critical point Durbin-Watson statistic 10 Actual fuel-air ratio 10� Stoichiometric fuel-air ratio FC Fixed carbon % wt HHV High heating value kJ kg-1 ℎ� Convective heat transfer coefficient W m-2 K-1 HVBC High-volatile bituminous coal LHVg Lower Heating Value of gas kJ m-3 '� Characteristic length scale of a solid particle mm 23 -& Air mass flow rate kg s-1 23 � Fuel mass flow rate kg s-1 PKS Palm kernel shell � Temperature °C � time s TGA Thermogravimetric analysis TLUD Top-lit updraft �,-. Maximum temperature °C �� Ignition front propagation velocity mm s-1 VM Volatile matter % wt ��� Coal volume percentage % v v-1 � Air superficial velocity m s-1 ∆� Distance between consecutive thermocouples mm )� Solid thermal conductivity W m-1 °C-1 Φ Equivalence ratio 56�7 Bed density kg m-3
Acknowledgments
MINCIENCIAS supported this work through the Ph.D. National Scholarship Becas Bicentenario
2019 Contract UN-OJ-2020-47414. This work was also supported by "Convocatoria 753 para la
formación de capital humano de alto nivel para el Departamento Norte de Santander". The research
leading to these results has received funding from the research project UN-OJ 2019-45458 by
Universidad del Norte.
References
[1] P. Basu, “Chapter 8 - Design of Biomass Gasifiers,” P. B. T.-B. G. Basu Pyrolysis and
Torrefaction (Third Edition), Ed. Academic Press, 2018, pp. 263–329.
Journ
al Pre-
proof

[2] P. McKendry, “Energy production from biomass (part 3): gasification technologies,”
Bioresour. Technol., vol. 83, no. 1, pp. 55–63, 2002, doi: https://doi.org/10.1016/S0960-
8524(01)00120-1.
[3] O. F. Obi, S. L. Ezeoha, and I. C. Okorie, “Energetic performance of a top-lit updraft
(TLUD) cookstove,” Renew. Energy, vol. 99, pp. 730–737, 2016, doi:
10.1016/j.renene.2016.07.060.
[4] T. B. Reed and R. Larson, “A Wood-Gas Stove for Developing Countries,” in Developments
in Thermochemical Biomass Conversion, A. V Bridgwater and D. G. B. Boocock, Eds.
Dordrecht: Springer Netherlands, 1997, pp. 985–993.
[5] M. Markovic, E. A. Bramer, and G. Brem, “Experimental investigation of wood combustion
in a fixed bed with hot air,” Waste Manag., vol. 34, no. 1, pp. 49–62, 2014, doi:
https://doi.org/10.1016/j.wasman.2013.09.021.
[6] C. Yin, L. A. Rosendahl, and S. K. Kær, “Grate-firing of biomass for heat and power
production,” Prog. Energy Combust. Sci., vol. 34, no. 6, pp. 725–754, 2008, doi:
https://doi.org/10.1016/j.pecs.2008.05.002.
[7] C. Ryu, A. N. Phan, Y. bin Yang, V. N. Sharifi, and J. Swithenbank, “Ignition and burning
rates of segregated waste combustion in packed beds,” Waste Manag., vol. 27, no. 6, pp.
802–810, 2007, doi: 10.1016/j.wasman.2006.04.013.
[8] T. Kirch, P. R. Medwell, and C. H. Birzer, “Natural draft and forced primary air combustion
properties of a top-lit up-draft research furnace,” Biomass and Bioenergy, vol. 91, pp. 108–
115, 2016, doi: 10.1016/j.biombioe.2016.05.003.
[9] H. E. Díez and J. F. Pérez, “Effects of wood biomass type and airflow rate on fuel and soil
amendment properties of biochar produced in a top-lit updraft gasifier,” Environ. Prog.
Sustain. Energy, vol. 38, no. 4, pp. 1–14, 2019, doi: 10.1002/ep.13105.
[10] F. V. Tinaut, A. Melgar, J. F. Pérez, and A. Horrillo, “Effect of biomass particle size and air
superficial velocity on the gasification process in a downdraft fixed bed gasifier. An
experimental and modelling study,” Fuel Process. Technol., vol. 89, no. 11, pp. 1076–1089,
2008, doi: 10.1016/j.fuproc.2008.04.010.
[11] T. Kirch, P. R. Medwell, C. H. Birzer, and P. J. van Eyk, “Small-scale autothermal
thermochemical conversion of multiple solid biomass feedstock,” Renew. Energy, vol. 149,
Journ
al Pre-
proof

pp. 1261–1270, 2020, doi: 10.1016/j.renene.2019.10.120.
[12] T. Kirch, P. R. Medwell, C. H. Birzer, and P. J. van Eyk, “Influences of Fuel Bed Depth and
Air Supply on Small-Scale Batch-Fed Reverse Downdraft Biomass Conversion,” Energy &
Fuels, vol. 32, no. 8, pp. 8507–8518, Aug. 2018, doi: 10.1021/acs.energyfuels.8b01699.
[13] S. Varunkumar, N. K. S. Rajan, and H. S. Mukunda, “Universal flame propagation behavior
in packed bed of biomass,” Combust. Sci. Technol., vol. 185, no. 8, pp. 1241–1260, 2013,
doi: 10.1080/00102202.2013.782297.
[14] M. Fatehi and M. Kaviany, “Adiabatic reverse combustion in a packed bed,” Combust.
Flame, vol. 99, no. 1, pp. 1–17, 1994, doi: 10.1016/0010-2180(94)90078-7.
[15] P. S. Anderson and J. S. Schoner, “Origins, history, and future of TLUD micro-gasification
and cookstove advancement,” White Pap., 2016.
[16] Y. Mehta and C. Richards, “Gasification performance of a top-lit updraft cook stove,”
Energies, vol. 10, no. 10, 2017, doi: 10.3390/en10101529.
[17] J. Tryner, J. Volckens, and A. J. Marchese, “Effects of operational mode on particle size and
number emissions from a biomass gasifier cookstove,” Aerosol Sci. Technol., vol. 52, no. 1,
pp. 87–97, 2018, doi: 10.1080/02786826.2017.1380779.
[18] M. Rasoulkhani, M. Ebrahimi-Nik, M. H. Abbaspour-Fard, and A. Rohani, “Comparative
evaluation of the performance of an improved biomass cook stove and the traditional stoves
of Iran,” Sustain. Environ. Res., vol. 28, no. 6, pp. 438–443, 2018, doi:
10.1016/j.serj.2018.08.001.
[19] Y. Mehta and C. Richards, “Effect of air flow rate and secondary air jets on the operation of
TLUD gasifier cookstove,” Int. J. Sustain. Energy, vol. 39, no. 3, pp. 207–217, Mar. 2020,
doi: 10.1080/14786451.2019.1671388.
[20] C. Steiner et al., “Participatory trials of on-farm biochar production and use in Tamale,
Ghana,” Agron. Sustain. Dev., vol. 38, no. 1, 2018, doi: 10.1007/s13593-017-0486-y.
[21] Y. A. Lenis, A. F. Agudelo, and J. F. Pérez, “Analysis of statistical repeatability of a fixed
bed downdraft biomass gasification facility,” Appl. Therm. Eng., vol. 51, no. 1–2, pp. 1006–
1016, 2013, doi: 10.1016/j.applthermaleng.2012.09.046.
[22] A. Saravanakumar, T. M. Haridasan, T. B. Reed, and R. K. Bai, “Operation and modelling
Journ
al Pre-
proof

of an updraft long-stick wood gasifier,” Energy Sustain. Dev., vol. 9, no. 4, pp. 25–39, 2005,
doi: 10.1016/S0973-0826(08)60497-4.
[23] A. Saravanakumar, T. M. Haridasan, T. B. Reed, and R. K. Bai, “Experimental investigation
and modelling study of long stick wood gasification in a top lit updraft fixed bed gasifier,”
Fuel, vol. 86, no. 17–18, pp. 2846–2856, 2007, doi: 10.1016/j.fuel.2007.03.028.
[24] E. Maican, I. C. Duţu, G. Matache, C. Dumitrescu, and I. Pavel, “CFD analysis of an
improved TLUD based equipment for heating small greenhouses and hothouses.,”
INMATEH-Agricultural Eng., vol. 53, no. 3, 2017.
[25] R. A. M. James, W. Yuan, and M. D. Boyette, “The effect of biomass physical properties on
top-lit updraft gasification of woodchips,” Energies, vol. 9, no. 4, 2016, doi:
10.3390/en9040283.
[26] A. M. James R, W. Yuan, M. D. Boyette, and D. Wang, “Airflow and insulation effects on
simultaneous syngas and biochar production in a top-lit updraft biomass gasifier,” Renew.
Energy, vol. 117, pp. 116–124, 2018, doi: 10.1016/j.renene.2017.10.034.
[27] S. C. and C. S., “The combustion of simulated waste particles in a fixed bed,” Combust.
Flame, vol. 121, pp. 167--180, 2000.
[28] Y. B. Yang, V. N. Sharifi, and J. Swithenbank, “Effect of air flow rate and fuel moisture on
the burning behaviours of biomass and simulated municipal solid wastes in packed beds,”
Fuel, vol. 83, no. 11–12, pp. 1553–1562, 2004, doi: 10.1016/j.fuel.2004.01.016.
[29] M. R. Karim and J. Naser, “Numerical study of the ignition front propagation of different
pelletised biomass in a packed bed furnace,” Appl. Therm. Eng., vol. 128, pp. 772–784,
2018, doi: https://doi.org/10.1016/j.applthermaleng.2017.09.061.
[30] A. D. Kamble, V. K. Saxena, P. D. Chavan, and V. A. Mendhe, “Co-gasification of coal and
biomass an emerging clean energy technology: Status and prospects of development in
Indian context,” Int. J. Min. Sci. Technol., vol. 29, no. 2, pp. 171–186, 2019, doi:
10.1016/j.ijmst.2018.03.011.
[31] Z. Yang et al., “Recent advances in co-thermochemical conversions of biomass with fossil
fuels focusing on the synergistic effects,” Renew. Sustain. Energy Rev., vol. 103, pp. 384–
398, 2019, doi: https://doi.org/10.1016/j.rser.2018.12.047.
[32] S. S. Idris, N. A. Rahman, and K. Ismail, “Combustion characteristics of Malaysian oil palm
Journ
al Pre-
proof

biomass, sub-bituminous coal and their respective blends via thermogravimetric analysis
(TGA),” Bioresour. Technol., vol. 123, pp. 581–591, 2012, doi:
https://doi.org/10.1016/j.biortech.2012.07.065.
[33] J. Thiagarajan, P. K. Srividhya, and P. Balasubramanian, “Thermal behavior and pyrolytic
kinetics of palm kernel shells and Indian lignite coal at various blending ratios,” Bioresour.
Technol. Reports, vol. 4, pp. 88–95, 2018, doi: 10.1016/j.biteb.2018.09.004.
[34] J. Thiagarajan, P. K. Srividhya, and P. Balasubramanian, “Thermochemical behaviors and
co-gasification kinetics of palm kernel shells with bituminous coal,” Biomass Convers.
Biorefinery, 2019, doi: 10.1007/s13399-019-00450-0.
[35] C. F. Valdés, G. Marrugo, F. Chejne, J. I. Montoya, and C. A. Gómez, “Pilot-Scale
Fluidized-Bed Co-gasification of Palm Kernel Shell with Sub-bituminous Coal,” Energy and
Fuels, vol. 29, no. 9, pp. 5894–5901, Sep. 2015, doi: 10.1021/acs.energyfuels.5b01342.
[36] C. F. Valdés et al., “Co-gasification of sub-bituminous coal with palm kernel shell in
fluidized bed coupled to a ceramic industry process,” Appl. Therm. Eng., vol. 107, pp. 1201–
1209, 2016, doi: 10.1016/j.applthermaleng.2016.07.086.
[37] J. F. Pérez, A. Melgar, and P. N. Benjumea, “Effect of operating and design parameters on
the gasification/combustion process of waste biomass in fixed bed downdraft reactors: An
experimental study,” Fuel, vol. 96, pp. 487–496, 2012, doi: 10.1016/j.fuel.2012.01.064.
[38] A. A. P. Susastriawan, H. Saptoadi, and Purnomo, “Design and experimental study of pilot
scale throat-less downdraft gasifier fed by rice husk and wood sawdust,” Int. J. Sustain.
Energy, vol. 37, no. 9, pp. 873–885, 2018, doi: 10.1080/14786451.2017.1383992.
[39] J. J. Saastamoinen, R. Taipale, M. Horttanainen, and P. Sarkomaa, “Propagation of the
ignition front in beds of wood particles,” Combust. Flame, vol. 123, no. 1–2, pp. 214–226,
2000, doi: 10.1016/S0010-2180(00)00144-9.
[40] S. Dasappa and P. J. Paul, “Gasification of char particles in packed beds: Analysis and
results,” Int. J. Energy Res., vol. 25, no. 12, pp. 1053–1072, 2001, doi: 10.1002/er.740.
[41] A. Verdeza-Villalobos, Y. A. Lenis-Rodas, A. J. Bula-Silvera, J. M. Mendoza-Fandiño, and
R. D. Gómez-Vásquez, “Performance analysis of a commercial fixed bed downdraft gasifier
using palm kernel shells,” CTyF - Ciencia, Tecnol. y Futur., vol. 9, no. 2, pp. 79–88, 2019,
doi: 10.29047/01225383.181.
Journ
al Pre-
proof

[42] R. B. Zapata, J. F. P. Bayer, and C. S. Jiménez, “Carbones colombianos: clasificación y
caracterización termoquímica para aplicaciones energéticas,” Rev. ION, vol. 27, no. 2, pp.
43–54, 2014.
[43] L. M. Ahumada, A. Verdeza-Villalobos, A. J. Bula, and J. Lombana, “Optimización de las
Condiciones de Operación de la Micro-gasificación de Biomasa para Producción de Gas de
Síntesis,” Inf. tecnológica, vol. 27, pp. 179–188, 2016, doi: 10.4067/S0718-
07642016000300017.
[44] T. B. Reed and A. Das, Downdraft Gasifier Engine Systems Handbook of Biomass, no.
March. 1988.
[45] D. Patiño Vilas, “Análisis experimental de combustión de biomasa en un quemador de lecho
fijo,” UNIVERSIDAD DE VIGO Escuela Técnica Superior de Ingenieros Industriales,
2009.
[46] A. V. Akkaya, “Predicting coal elemental components from proximate analysis: Explicit
versus implicit nonlinear models,” Energy Sources, Part A Recover. Util. Environ. Eff., vol.
0, no. 0, pp. 1–13, 2019, doi: 10.1080/15567036.2019.1640812.
[47] S. Gaur and T. B. Reed, “An atlas of thermal data for biomass and other fuels,” National
Renewable Energy Lab., Golden, CO (United States), 1995.
[48] D. M. Mason and K. N. Gandhi, “Formulas for calculating the calorific value of coal and
coal chars: Development, tests, and uses,” Fuel Process. Technol., vol. 7, no. 1, pp. 11–22,
1983, doi: https://doi.org/10.1016/0378-3820(83)90022-X.
[49] D. Sakthivadivel and S. Iniyan, “Characterization, density and size effects of fuels in an
advanced micro-gasifier stove,” Biofuels, vol. 7269, pp. 1–13, 2018, doi:
10.1080/17597269.2018.1426163.
[50] S. Mahapatra and S. Dasappa, “Experiments and analysis of propagation front under
gasification regimes in a packed bed,” Fuel Process. Technol., vol. 121, pp. 83–90, 2014,
doi: 10.1016/j.fuproc.2014.01.011.
[51] J. Porteiro, D. Patiño, J. Collazo, E. Granada, J. Moran, and J. L. Miguez, “Experimental
analysis of the ignition front propagation of several biomass fuels in a fixed-bed combustor,”
Fuel, vol. 89, no. 1, pp. 26–35, 2010, doi: 10.1016/j.fuel.2009.01.024.
[52] A. Gonzalez-Quiroga et al., “Design and cold flow testing of a Gas-Solid Vortex Reactor
Journ
al Pre-
proof

demonstration unit for biomass fast pyrolysis,” Chem. Eng. J., 2017, doi:
10.1016/j.cej.2017.06.003.
[53] W. R. Ranz, W. E. and Marshall, “Evaporation from drops part I,” Chem. Eng. Prog., vol.
48, pp. 141–146, 1952, [Online]. Available: http://dns2.asia.edu.tw/~ysho/YSHO-
English/1000 CE/PDF/Che Eng Pro48, 141.pdf.
[54] A. Zbogar, F. J. Frandsen, P. A. Jensen, and P. Glarborg, “Heat transfer in ash deposits: A
modelling tool-box,” Prog. Energy Combust. Sci., vol. 31, no. 5, pp. 371–421, 2005, doi:
https://doi.org/10.1016/j.pecs.2005.08.002.
[55] D. Shin and S. Choi, “The combustion of simulated waste particles in a fixed bed,”
Combust. Flame, vol. 121, no. 1, pp. 167–180, 2000, doi: https://doi.org/10.1016/S0010-
2180(99)00124-8.
[56] H. Thunman and B. Leckner, “Influence of size and density of fuel on combustion in a
packed bed,” Proc. Combust. Inst., vol. 30 II, no. 2, pp. 2939–2946, 2005, doi:
10.1016/j.proci.2004.07.010.
[57] Y. Bin Yang, C. Ryu, A. Khor, V. N. Sharifi, and J. Swithenbank, “Fuel size effect on
pinewood combustion in a packed bed,” Fuel, vol. 84, no. 16, pp. 2026–2038, 2005, doi:
10.1016/j.fuel.2005.04.022.
[58] J. J. Saastamoinen, M. Horttanainen, and P. Sarkomaa, “Ignition Wave Propagation and
Release of Volatiles in Beds of Wood Particles,” Combust. Sci. Technol., vol. 165, no. 1, pp.
41–60, Apr. 2001, doi: 10.1080/00102200108935825.
[59] M. Horttanainen, J. Saastamoinen, and P. Sarkomaa, “Operational limits of ignition front
propagation against airflow in packed beds of different wood fuels,” Energy and Fuels, vol.
16, no. 3, pp. 676–686, 2002, doi: 10.1021/ef010209d.
[60] C. Ryu, Y. Bin Yang, A. Khor, N. E. Yates, V. N. Sharifi, and J. Swithenbank, “Effect of
fuel properties on biomass combustion: Part I. Experiments - Fuel type, equivalence ratio
and particle size,” Fuel, vol. 85, no. 7–8, pp. 1039–1046, 2006, doi:
10.1016/j.fuel.2005.09.019.
[61] A. Melgar, J. F. Pe, H. Laget, and A. Horillo, “Thermochemical equilibrium modelling of a
gasifying process,” vol. 48, pp. 59–67, 2007, doi: 10.1016/j.enconman.2006.05.004.
[62] V. R. Patel, D. Patel, N. S. Varia, and R. N. Patel, “Co-gasification of lignite and waste
Journ
al Pre-
proof

wood in a pilot-scale (10kWe) downdraft gasifier,” Energy, vol. 119, pp. 834–844, 2017,
doi: 10.1016/j.energy.2016.11.057.
[63] P. M. Lv, Z. H. Xiong, J. Chang, C. Z. Wu, Y. Chen, and J. X. Zhu, “An experimental study
on biomass air-steam gasification in a fluidized bed,” Bioresour. Technol., vol. 95, no. 1, pp.
95–101, 2004, doi: 10.1016/j.biortech.2004.02.003.
Journ
al Pre-
proof

Highlights
• Gasification and near stochiometric operation conditions with biomass-coal blends
• Notable variability of the ignition front propagation velocity with axial position
• Minor influence of coal percentage on ignition front velocity for gasification
• Coal percentage decreases ignition front velocity near stochiometric conditions
• Continuous feeding and adjustable throughput critical for technology development
Journ
al Pre-
proof

Declaration of interests
☒ The authors declare that they have no known competing financial interests or personal relationships
that could have appeared to influence the work reported in this paper.
Journ
al Pre-
proof