Embed Size (px)
Citation preview

withrdernica-
on theg thecadesncedped toit isgovernystems topro-rmi-trol,omenaanu-eringpliedthe
s thatmpli-mplexalong
yed toquite
g areaturein thewith
basics and
2002 Max Jacob Memorial Award Lecture
Yogesh JaluriaFellow ASME,
Board of Governors Professor,Department of Mechanical and Aerospace
Engineering,Rutgers, The State University of New Jersey,
New Brunswick, NJ 08903
Thermal Processing of Materials:From Basic Research toEngineeringThis paper reviews the active and growing field of thermal processing of materials,a particular emphasis on the linking of basic research with engineering aspects. In oto meet the challenges posed by new applications arising in electronics, telecommutions, aerospace, transportation, and other areas, extensive work has been donedevelopment of new materials and processing techniques in recent years. Amonmaterials that have seen intense interest and research activity over the last two deare semiconductor and optical materials, composites, ceramics, biomaterials, advapolymers, and specialized alloys. New processing techniques have been develoimprove product quality, reduce cost, and control material properties. However,necessary to couple research efforts directed at the fundamental mechanisms thatmaterials processing with engineering issues that arise in the process, such as sdesign and optimization, process feasibility, and selection of operating conditionachieve desired product characteristics. Many traditional and emerging materialscessing applications involve thermal transport, which plays a critical role in the detenation of the quality and characteristics of the final product and in the operation, conand design of the system. This review is directed at the heat and mass transfer phenunderlying a wide variety of materials processing operations, such as optical fiber mfacture, casting, thin film manufacture, and polymer processing, and at the engineaspects that arise in actual practical systems. The review outlines the basic and apconsiderations in thermal materials processing, available solution techniques, andeffect of the transport on the process, the product and the system. The complexitieare inherent in materials processing, such as large material property changes, cocated and multiple regions, combined heat and mass transfer mechanisms, and coboundary conditions, are discussed. The governing equations for typical processes,with important parameters, common simplifications and specialized methods emplostudy these processes are outlined. The field of thermal materials processing isextensive and only a few important techniques employed for materials processinconsidered in detail. The effect of heat and mass transfer on the final product, the nof the basic problems involved, solution strategies, and engineering issues involvedarea are brought out. The current status and future trends are discussed, alongcritical research needs in the area. The coupling between the research on theaspects of materials processing and the engineering concerns in practical processesystems is discussed in detail.@DOI: 10.1115/1.1621889#
t
rr
eg
ionnd,ore,s toeelyrnvengly
ove-Insseslityns
the
nsfertedsictheone
Introduction
Materials processing is one of the most important and acareas of research in heat transfer today. With growing intertional competition, it is has become crucial to improve the presprocessing techniques and the quality of the final product. Nmaterials and processing methods are needed to meet the grodemand for special material properties in new and emergingplications related to diverse fields such as environment, enebioengineering, transportation, communications, and computeis also critical to use the fundamental understanding of mateprocessing in the design and optimization of the relevant syste
Heat transfer is extremely important in a wide range of matals processing techniques such as crystal growing, casting,fiber drawing, chemical vapor deposition, spray coating, solding, welding, polymer extrusion, injection molding, and compoite materials fabrication. The flows that arise in the molten ma
Contributed by the Heat Transfer Division for publication in the JOURNAL OFHEAT TRANSFER. Manuscript received by the Heat Transfer Division March 22003; revision received June 12, 2003. Editor: V. K. Dhir.
Copyright © 2Journal of Heat Transfer
ivena-entewwingap-rgy,s. Itialsms.ri-lasser-s-te-
rial in crystal growing due to temperature and concentratdifferences, for instance, can affect the quality of the crystal athus, of the semiconductors fabricated from the crystal. Therefit is important to understand these flows and develop methodminimize or control their effects. Similarly, the profile of thneck-down region in an optical fiber drawing process is larggoverned by the viscous flow of molten glass, which is in tudetermined by the thermal field in the glass. The buoyancy-driflows generated in the liquid melt in casting processes stroninfluence the microstructure of the casting and the shape, mment and other characteristics of the solid-liquid interface.chemical vapor deposition, the heat and mass transfer procedetermine the deposition rate and uniformity, and thus the quaof the thin film produced. The transport in furnaces and oveused for heat treatment strongly influence the quality ofproduct.
As a consequence of the importance of heat and mass train materials processing, extensive work is presently being direcat this area. But what is often lacking is the link between the bamechanisms that govern diverse processing techniques andthermal systems needed to achieve the given process. On the
1,
003 by ASME DECEMBER 2003, Vol. 125 Õ 957

p
t
uea
n
s
t
rm
a
yc
h
ch-ted
erg-ng,ry-
w-ingials,, op-ng,pro-er-
heds inwnn
aleedchcificchar-arees.cti-s in
d atnder-icalrmalort,essich
and,vanton-
ty,re-
ypi-hethe
tingis a
r tothe, as
er-
lingvenand
forro-
torilyertyhethech-
ticalful
un-that
f
hand, considerable effort has been directed at specific manufaing systems, problems and circumstances in order to developproducts, reduce costs and optimize the process. Much ofeffort has been based on expensive and time-consuming exmentation on practical systems. On the other hand, detailedsearch has been carried out to extract the main underlying feaof the processes, develop new solution methods to simulate cplex transport circumstances that arise, and to obtain a muchter understanding of the governing mechanisms. However, qtitative information on the dependence of product quality, proccontrol and optimization on the thermal transport is often unavable The coupling between practical engineering systems andbasic transport mechanisms is a very important aspect that shbe considered, so that the current and future research on thematerials processing has a strong impact on the design, coand optimization of the relevant thermal systems. For instanceunderstanding of the microscale mechanisms that determineterial characteristics is important, but these must be linked wthe boundary conditions that are usually imposed at the maccale level in the system.
This review paper is directed at these important issues, focuon the heat and mass transfer involved with materials procesand linking these with the characteristics of the product and wthe system. However, it must be noted that the concerns, quesand considerations presented in this paper are not unique tofield of materials processing. Other traditional and emerging alike those concerned with safety, cooling of electronic systeautomobile and aircraft systems, space, and energy also invresearch on the basic transport processes and these needlinked with engineering issues.
Thermal Processing of MaterialsThermal processing of materials refers to manufacturing
material fabrication techniques that are strongly dependent onthermal transport mechanisms. With the substantial growth in nand advanced materials like composites, ceramics, different tof polymers and glass, coatings, specialized alloys and semiductor materials, thermal processing has become particularlyportant since the properties and characteristics of the producwell as the operation of the system, are largely determined by
Table 1 Different types of thermal materials processing opera-tions, along with examples of common techniques
1. PROCESSES WITH PHASE CHANGEcasting, continuous casting, crystal growing, drying
2. HEAT TREATMENTannealing, hardening, tempering, surface treatment,curing, baking
3. FORMING OPERATIONShot rolling, wire drawing, metal forming, extrusion,forging
4. CUTTINGlaser and gas cutting, fluid jet cutting, grinding,machining
5. BONDING PROCESSESsoldering, welding, explosive bonding, chemicalbonding
6. POLYMER PROCESSINGextrusion, injection molding, thermoforming
7. REACTIVE PROCESSINGchemical vapor deposition, food processing
8. POWDER PROCESSINGpowder metallurgy, sintering, sputtering, processing onano-powders and ceramics
9. GLASS PROCESSINGoptical fiber drawing, glass blowing, annealing
10. COATINGthermal spray coating, polymer coating
11. OTHER PROCESSEScomposite materials processing, microgravitymaterials processing, rapid prototyping
958 Õ Vol. 125, DECEMBER 2003
ctur-newthiseri-re-
uresom-bet-an-ssil-the
ouldrmaltrol
, anma-ithros-
ingsingithionsthe
eass,
olveto be
ndtheewpeson-im-t, aseat
transfer mechanisms. A few important materials processing teniques in which heat transfer plays a very important role are lisin Table 1.
This list contains both traditional processes and new or eming methods. In the former category, we can include weldimetal forming, polymer extrusion, casting, heat treatment and ding. Similarly, in the latter category, we can include crystal groing, chemical vapor deposition and other thin film manufacturtechniques, thermal sprays, fabrication of composite materprocessing of nano-powders to fabricate system componentstical fiber drawing and coating, microgravity materials processilaser machining and reactive extrusion. The choice of an appriate material for a given application is an important considation in the design and optimization of processes and systems@1#.
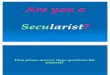
A few thermal materials processing systems are also sketcin Fig. 1. These include the optical glass fiber drawing proceswhich a specially fabricated glass preform is heated and drainto a fiber, thin film fabrication by chemical vapor depositio~CVD!, Czochralski crystal growing in which molten materisuch as silicon is allowed to solidify across an interface as a scrystal is withdrawn, and screw extrusion in which materials suas plastics are melted and forced through a die to obtain spedimensions and shape. In all these processes, the quality andacteristics of the final product and the rate of fabricationstrong functions of the underlying thermal transport processMany books and review articles have discussed important pracal considerations and the fundamental transport mechanismthe area of manufacturing and materials processing@2–8#.
Basic Research Versus EngineeringResearch in thermal materials processing is largely directe
the basic processes and underlying mechanisms, physical ustanding, effects of different transport mechanisms and physparameters, general behavior and characteristics, and the theprocess undergone by the material. It is usually a long-term effwhich leads to a better quantitative understanding of the procunder consideration. However, it can also provide inputs, whcan be used for design and development.
Engineering studies in materials processing, on the other hare concerned with the design of the process and the relethermal system, optimization, product development, system ctrol, choice of operating conditions, improving product qualireduction in costs, process feasibility, enhanced productivity,peatability, and dependability.
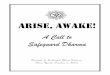
Figure 2 shows a schematic of the different steps that are tcally involved in the design and optimization of a system. Titerative process to obtain an acceptable design by varyingdesign variables is indicated by the feedback loop connecsimulation, design evaluation and acceptable design. Therefeedback between simulation and modeling as well, in ordeimprove the model representation of the physical system onbasis of observed behavior and characteristics of the systemobtained from simulation. Optimization of the system is undtaken after acceptable designs have been obtained.
Some of the important considerations that arise when deawith the thermal transport in the processing of materials are giin Table 2. All these considerations make the mathematicalnumerical modeling of the process and the associated systemmaterials processing very involved and challenging. Special pcedures and techniques are generally needed to satisfacsimulate the relevant boundary conditions and material propvariations. The results from the simulation provide inputs for tdesign and optimization of the relevant system, as well as forchoice of the appropriate operating conditions. Experimental teniques and results are also closely linked with the mathemamodeling in order to simplify the experiments and obtain useresults in terms of important dimensionless parameters.
It is necessary for heat transfer researchers to thoroughlyderstand the concerns, intricacies and basic considerations
Transactions of the ASME

Fig. 1 Sketches of a few common manufacturing processes that involve thermal transport in the material being processed: „a…optical fiber drawing; „b… chemical vapor deposition; „c… Czochralski crystal growing; and „d… plastic screw extrusion.
Journal of Heat Transfer DECEMBER 2003, Vol. 125 Õ 959

960 Õ Vo
Fig. 2 Various steps involved in the design and optimization of a thermal system and in the implementa-tion of the design
c
r
at
,,td
ict-op-
nceua-n ofndin-la-y ben,
ticalhisls.llowtemers.
easicor a
s
t vol-theicle
g,ithdue. In
characterize materials processing in order to make a signifiimpact on the field and to play a leadership role. The dependeof the characteristics of the final product on the heat transfer mbe properly understood and characterized so that analysis operimentation can be used to design processes to achieve deproduct characteristics and production rates.
Mathematical ModelingModeling is one of the most crucial elements in the design
optimization of thermal materials processing systems. Pracprocesses and systems are generally very complicated and musimplified through idealizations and approximations to makeproblem solvable. This process of simplifying a given problemthat it may be represented in terms of a system of equationsanalysis, or a physical arrangement, for experimentationtermed modeling. Once a model is obtained, it is subjectedvariety of operating conditions and design variations. If the mois a good representation of the actual system under considerathe outputs obtained from the model characterize the behaviothe given system. This information is used in the design proces
Table 2 Important considerations in thermal materialsprocessing
1. COUPLING OF TRANSPORT WITH MATERIALCHARACTERISTICS
different materials, properties, behavior, materialstructure
2. VARIABLE MATERIAL PROPERTIESstrong variation with temperature, pressure andconcentration
3. COMPLEX GEOMETRIEScomplicated domains, multiple regions
4. COMPLICATED BOUNDARY CONDITIONSconjugate conditions, combined modes
5. INTERACTION BETWEEN DIFFERENTMECHANISMS
surface tension, heat and mass transfer, chemicalreactions, phase change
6. MICRO-MACRO COUPLINGmicro-structure changes, mechanisms operating adifferent length and time scales
7. COMPLEX FLOWSnon-Newtonian flows, free surface flows, powder andparticle transport
8. INVERSE PROBLEMSnon-unique multiple solutions, iterative solution
9. DIFFERENT ENERGY SOURCESlaser, chemical, electrical, gas, fluid jet, heat
10. SYSTEM OPTIMIZATION AND CONTROLlink between heat transfer and manufacturing system
l. 125, DECEMBER 2003
antnceustex-
sired
ndicalst bethesoforis
o ael
tion,r ofs as
well as in obtaining and comparing alternative designs by preding the performance of each design, ultimately leading to antimal design.
A mathematical model is one that represents the performaand behavior of a given system in terms of mathematical eqtions. These models are the most important ones in the desigthermal systems, since they provide considerable flexibility aversatility in obtaining quantitative results that are needed asputs for design. Mathematical models form the basis for simution, so that the behavior and characteristics of the system mainvestigated without actually fabricating a prototype. In additiothe simplifications and approximations that lead to a mathemamodel also indicate the dominant variables in a problem. Thelps in developing efficient physical or experimental modeNumerical models are based on the mathematical model and aone to obtain, using a computer, quantitative results on the sysbehavior for different operating conditions and design paramet
Governing Equations
General Equations. The governing equations for convectivheat transfer in materials processing are derived from the bconservation principles for mass, momentum and energy. Fpure viscous fluid, these equations may be written as
Dr
Dt1r¹•V50 (1)
rDV
Dt5F1¹•t= (2)
rCp
DT
Dt5¹•~k¹T!1Q1bT
Dp
Dt1mF (3)
Here,D/Dt is the substantial or particle derivative, given in termof the local derivatives in the flow field byD/Dt5]/]t1V•¹.The other variables are defined in the Nomenclature.
For a solid, the energy equation is written as
rCp
DT
Dt5
]T
]t1V•¹T5¹•~k¹T!1Q (4)
where the specific heats at constant pressure and at constanume are essentially the same for an incompressible fluid. Ifsolid is stationary, the convection term drops out and the partderivative is replaced by the transient term]/]t, resulting in theconduction equation. In a deforming solid, as in wire drawinextrusion or fiber drawing, the material is treated as a fluid, wan appropriate constitutive equation, and the additional termsto pressure work and viscous heating are generally included
t
Transactions of the ASME

m
c
s
t,.
u
o
t
ec-
re-
ying-od-overrack
by
ssingssingul-
tivef the
s inqua-
i-
ally.ofems
r asim-lyti-es
mberef-di-
pted
-ndi-ferareanduseroforendi-
the preceding equations, the material is taken as isotropic, withproperties, which are taken as variable, assumed to be the saall directions. For certain materials, such as composites,nonisotropic behavior must be taken into account.
The stress tensor in Eq.~2! can be written in terms of thevelocity V if the material characteristics are known. For instanif m is taken as constant for a Newtonian fluid, the relationshbetween the shear stresses and the shear rates, given by Sare employed to yield
rDV
Dt5F2¹p1m¹2V1
m
3¹~¹•V! (5)
Here, the bulk viscosityK5l1(2/3)m is taken as zero. For anincompressible fluid,r is constant, which gives¹•V50 from Eq.~1!. Then, the last term in Eq.~5! drops out.
Buoyancy Effects. The body forceF is important in manymanufacturing processes, such as crystal growing and cawhere it gives rise to the thermal or solutal buoyancy term. Tgoverning momentum equation is obtained from Eq.~5!, whenthermal buoyancy is included, as
rDV
Dt52egrb~T2Ta!2¹pd1m¹2V (6)
wherepd is the dynamic pressure, obtained after subtractingthe hydrostatic pressure pa. Therefore,pd is the component due tofluid motion, as discussed by Jaluria@9# and Gebhart et al.@10#.Boussinesq approximations, that neglect the effect of the denvariation in the continuity equation and assume a linear variaof density with temperature, are employed here. Howevermany practical cases, these approximations can not be usedgoverning equations are coupled because of the buoyancy terEq. ~6! and must be solved simultaneously@11#.
Viscous Dissipation. The viscous dissipation termmF in Eq.~3! represents the irreversible part of the energy transfer due toshear stress. Therefore, viscous dissipation gives rise to a thesource in the flow and is always positive. For a Cartesian coonate system,F is given by the expression
F52F S ]u
]xD 2
1S ]v]y D 2
1S ]w
]z D 2G1S ]v]x
1]u
]yD 2
1S ]w
]y1
]v]zD 2
1S ]u
]z1
]w
]x D 2
22
3~¹•V!2 (7)
Similarly, expressions for other coordinate systems may betained. This term becomes important for very viscous fluids, sas glass, plastics and food, and at high speeds.
Processes With Phase Change.Many material processingtechniques, such as crystal growing, casting, and welding, inva phase change. Two main approaches have been used fonumerical simulation of these problems. The first one treatstwo phases as separate, with their own properties and charactics. The interface between the two phases must be determinethat conservation principles may be applied there@7,12#. This be-comes fairly involved since the interface location and shape mbe determined for each time step or iteration.
In the second approach, the conservation of energy is conered in terms of the enthalpyH, yielding the governing energyequation as
rDH
Dt5r
]H
]t1rV•¹H5¹•~k¹T! (8)
where each of the phase enthalpiesHi is defined as
Hi5E0
T
CidT1Hio (9)
Journal of Heat Transfer
thee in
the
e,ipstokes,
tinghe
out
sityioninThe
m in
thermalrdi-
ob-ch
lver thetheeris-d so
ust
sid-
Ci being the corresponding specific heat andHi0 the enthalpy at
0K. Then, the solid and liquid enthalpies are given by, resptively,
Hs5CsT Hl5ClT1@~Cs2Cl !Tm1Lh# (10)
whereLh is the latent heat of fusion, andTm the melting point.The continuum enthalpy and thermal conductivity are given,spectively, as
H5Hs1 f l~Hl2Hs! k5ks1 f l~kl2ks! (11)
where f l is the liquid mass fraction, obtained from equilibriumthermodynamic considerations. The dynamic viscositym is ex-pressed as the harmonic mean of the phase viscosities, emplothe limit ms→`, i.e., m5m l / f l . This model smears out the discrete phase transition in a pure material. But the numerical meling is much simpler since the same equations are employedthe entire computational domain and there is no need to keep tof the interface between the two phases@13–15#. In addition, im-pure materials, mixtures and alloys can be treated very easilythis approach.
Chemically Reactive Flows.Combined thermal and mastransport mechanisms are important in many materials procescircumstances, such as chemical vapor deposition and proceof food, reactive polymers, and several other materials with mtiple species. Chemical reactions occurring in chemically reacmaterials substantially alter the structure and characteristics oproduct@16,17#.
A simple approach to model the chemical conversion procesreactive materials, such as food, is based on the governing etion for chemical conversion, given as@18#
d
dt@~12X!#52K~12X!m (12)
whereX is the degree of conversion, defined as,
X5Mi2Mt
Mi2M f(13)
hereM is the amount of unconverted material, with subscriptsi, f,and t referring to the amounts at the initial condition, final condtion and at timet. The order of the reaction ism and K is thereaction rate, these generally being determined experimentSimilarly, chemical kinetics play a critical role in the depositionmaterial from the gas phase in chemical vapor deposition syst@19,20#.
Idealizations and SimplificationsIn order to develop an appropriate mathematical model fo
given materials processing system, several idealizations andplifications are made to make the problem amenable to an anacal or numerical solution. A general procedure, which includconsiderations of transient versus steady-state transport, nuof spatial dimensions needed, neglecting of relatively smallfects, idealizations such as isothermal or uniform heat flux contions, and characterization of material properties, may be adoto obtain the usual simplifications in analysis@1#.
Boundary Conditions. Many of the boundary and initial conditions used in materials processing are the usual no-slip cotions for velocity and the appropriate thermal or mass transconditions at the boundaries. Similarly, the normal gradientstaken as zero at an axis or plane of symmetry, temperatureheat flux continuity is maintained in going from one homogeneoregion to another, and initial conditions are often taken as zflow at the ambient temperature, representing the situation bethe onset of the process. For periodic processes, the initial cotions are arbitrary.
DECEMBER 2003, Vol. 125 Õ 961

l.
yh
oi
h
na
n
-
il
ndfor
the
erts.thetheof
cedear
ion-
thecesthationsing
Rey-r Pr
,be
pli-and
-thetheheuallyertyera-inrgytiontantdif-
lifyre-u-
-sev-ac-n inthe,
thes orflu-
rateear
eo-id
tesor.
At a free surface, the shear stress is often specified as zyielding a Neumann condition of the form]V/]n50, if negligibleshear is applied on the surface. In general, a balance of alforces acting at the surface is used to obtain the interfaceconsidered in detail by Roy Choudhury et al.@21# and as pre-sented later, the free surface may be determined numericalliterating from an initial profile and using the imbalance of tforces for correcting the profile at intermediate steps, finally yieing a converged profile. In a stationary ambient medium, far frthe solid boundaries, the velocity and temperature may be gas V→0, T→Ta as n→`. However, frequently the condition]V/]n→0 is used, instead, in order to allow for entrainment inthe flow. The use of this gradient, or Neumann, condition genally allows the use of a much smaller computational domain, tthat needed for a given value, or Dirichlet condition, imposedthe velocityV @22#.
If a change of phase occurs at the boundary, the energysorbed or released due to the change of phase must be takeaccount. Thus, the boundary conditions at the moving interfbetween the two phases must be given if a two-zone modebeing used. This is not needed in the enthalpy model mentioearlier. For one-dimensional solidification, this boundary contion is given by the equation
ks
]Ts
]y2 kl
]Tl
]y5rLh
dd
dt(14)
wherey5d is the location of the interface. This implies that thenergy released due to solidification is conveyed by conductiothe two regions. Similarly, the boundary condition may be writtfor two or three-dimensional solidification@12#. For a stationaryinterface, as in crystal growing shown in Fig. 1~c! and for con-tinuous casting, the appropriate boundary condition has bgiven by Siegel@23#.
Other Simplifications. In the case of material flow in a moving cylindrical rod or a plate for extrusion or hot rolling, thtemperature T is a function of time and location if a Lagrangapproach is used to follow a material element. However, by ping the coordinate system outside the moving material, a ste
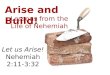
Fig. 3 Screw channel and simplified computational domain fora single-screw extruder
962 Õ Vol. 125, DECEMBER 2003
ero,
theAs
bye
ld-m
ven
toer-anon
ab-intoce
l isneddi-
ein
en
een
eanac-ady
problem is obtained if the edge of the rod is far from the inlet aif the boundary conditions are steady. Transient problems arisesmall lengths of the rod at short times following the onset ofprocess, and for boundary conditions varying with time@24#.Similarly, coordinate transformations are employed to convtransient problems to steady state ones in other circumstance
In the case of a single-screw extruder, shown in Fig. 3,coordinate system is generally fixed to the rotating screw andchannel straightened out mathematically, ignoring the effectscurvature. Then the complicated flow in the extruder is replaby a simpler pressure and shear driven channel flow, with sharising due to the barrel moving at the pitch angle over a statary screw.
The basic nature of the underlying physical processes andsimplifications that may be obtained under various circumstancan be best understood in terms of dimensionless variablesarise when the governing equations and the boundary conditare nondimensionalized. The commonly encountered governdimensionless parameters are the Strouhal number Sr, thenolds number Re, the Grashof number Gr, the Prandtl numbeand the Eckert number Ec. These are defined as
Sr5L
Vctc, Re5
VcL
n, Gr5
gb~Ts2Ta!L3
n2 , Pr5n
a,
Ec5Vc
2
Cp~Ts2Ta!(15)
whereVc is a characteristic speed,L a characteristic dimensionand tc a characteristic time. The dimensionless equations mayused to determine the various regimes over which certain simfications can be made, such as creeping flow at small Reboundary layer at large Re.
Material Considerations
Variable Properties. The properties of the material undergoing thermal processing are very important in the modeling ofprocess, in the interpretation of experimental results and indetermination of the characteristics of the final product. Tranges of pressure, concentration and temperature are uslarge enough to make it necessary to consider material propvariations. Usually, the dependence of the properties on tempture T is the most important effect. This leads to nonlinearitythe governing equations and couples the flow with the enetransport. Thus the solution of the equations and the interpretaof experimental results become more involved than for consproperty circumstances. Average constant property values atferent reference conditions are frequently employed to simpthe solution@25,26#. However, most manufacturing processesquire the solution of the full variable-property problem for accrate predictions of the resulting transport.
The variation of dynamic viscositym requires special consideration for materials such as plastics, polymers, food materials,eral oils and rubber, that are of interest in a variety of manufturing processes. Most of these materials are non-Newtoniabehavior, implying that the shear stress is not proportional toshear rate. Thus, the viscositym is a function of the shear rate andtherefore, of the velocity field. The viscosity is independent ofshear rate for Newtonian fluids like air and water, but increasedecreases with the shear rate for shear thickening or thinningids, respectively. These are viscoinelastic~purely viscous! fluids,which may be time-independent or time-dependent, the shearbeing a function of both the magnitude and the duration of shin the latter case.
Various models are employed to represent the viscous or rhlogical behavior of fluids of practical interest. Frequently, the fluis treated as a Generalized Newtonian Fluid~GNF! with the non-Newtonian viscosity function given in terms of the shear rawhich is related to the second invariant of the rate of strain ten
Transactions of the ASME

ti
a
f
e
a
a
e,
ea
t
r
n
ter-no-
er-inereas-ingiatetheno-on-ess-pict re-tionassed
er-
the
dthethe
anl are
areng.
. Itngectsion
hiscondese
drgo
der-ded
ev-he
eal-ain-as
For instance, time-independent viscoinelastic fluids withouyield stress are often represented by the power-law model, gby @27#
tyx5KcUdu
dyUn21 du
dy(16)
where Kc is the consistency index, andn the power law fluidindex. Note thatn51 represents a Newtonian fluid. Forn,1, thebehavior is pseudoplastic~shear thinning! and forn.1, it is dila-tant ~shear thickening!. Then the viscosity variation may be written as@27#
m5moS g
goD n21
e2b~T2To! (17)
where
g5F S ]u
]yD 2
1S ]w
]y D 2G1/2
, with tyx5m]u
]y, tyz5m
]w
]y(18)
for a two-dimensional flow, withu and w varying only with y.Similarly, expressions for other two- and three-dimensional flomay be written. Hereg is the shear strain rate, the subscriptodenotes reference conditions andb is the temperature coefficienof viscosity. For food materials, the viscosity is also a strofunction of the moisture concentrationcm . In addition, chemicalchanges, that typically occur at the microscale level in the mrial, affect the viscosity and other properties. Other models,sides the power-law model, are also employed to represent dient materials@27–29#.
Glass is another very important material. It is a supercooliquid at room temperature. The viscosity varies almost expontially with temperature. Even a change of a few degrees in teperature in the vicinity of the softening point,Tm , which isaround 1600°C for fused silica, can cause substantial changviscosity and thus in the flow field and the transport@30#. Anequation based on the curve fit of available data for kinemviscosityn is written for silica, in S.I. units, as
n54545.45 expF32S Tm
T21D G (19)
indicating the strong, exponential, variation ofn with temperature.The heat transfer is further complicated by the fact that glassparticipating medium for thermal radiation. The absorption coficient is a strong function of the wavelengthl and the radiation isabsorbed and emitted over the volume of the material. A two-bspectral absorption model has been used extensively for studthe thermal transport in the neck-down region of a furnace-draoptical fiber@31,32#.
There are several other important considerations related toterial properties, such as constraints on the temperature levthe material, as well as on the spatial and temporal gradientsinstance in the manufacturing of plastic-insulated wires@33#.Similarly, constraints arise due to thermal stresses in the matand are particularly critical for brittle materials such as glassceramics.
Link Between Transport Processes and Material Character-istics. Numerical and experimental investigation can lead toprediction of the thermal history of the material as it undergoegiven thermal process. Similarly, the pressure, stress, mass tfer, and chemical reactions can be determined. The next andticularly critical step is to determine the changes in the structor composition of the material as it goes through the system.this requires a detailed information on material behavior and hstructural or chemical changes occur in the material as a coquence of the temperature, pressure and other conditions to wit is subjected.
Journal of Heat Transfer
aven
-
ws
tng
te-be-fer-
leden-m-
s in
tic
is aef-
ndyingwn
ma-l infor
rialnd
hes aans-par-ureButowse-
hich
Nano, Micro, and Macro-Scale Coupling.The characteristicsand quality of the material being processed are generally demined by the transport processes occurring at the micro or nameter scale in the material, for instance at the solid-liquid intface in casting, over molecules involved in a chemical reactionchemical vapor deposition and reactive extrusion, or at sites whdefects are formed in an optical fiber. However, engineeringpects are generally concerned with the macroscale, involvpractical dimensions, typical physical geometries and approprboundaries. It is crucial to link the two approaches so thatappropriate boundary conditions for a desired micro or nastructure can be imposed in a physically realistic system. A csiderable interest exists today in this aspect of materials procing. For instance, interest lies in understanding microscophenomena associated with solidification and intense currensearch work has been directed at this problem. The solidificafront can be divided into various morphological forms suchplanar, cellular and dendritic. Various models have been propoand studied@34#.
Similarly, detailed experimental work on the chemical convsion of starches has been carried out@18#. The order of the reac-tion m in Eq.~12! has been shown to be zero for starches andrate of the reactionK given as a combination of thermal~T! andshear~S! driven conversion as
K5KT1KS (20)
where
KT5KTo exp~2ET /RT! KS5KSoexp~2ES /th! (21)
Here,t is the shear stress, andh is a constant, which is obtaineexperimentally for the material, along with other constants inequation. A simple approximation may be applied to modeldegree of conversion defined in Eq.~13!, as given by@35#
wdX
dz5K (22)
Here, w is the velocity in the down-channel direction z inextruder. Thus, numerical results on conversion in the channeobtained by integrating this equation.
Another area in which the changes at the molecular levelconsidered is that of generation of defects in optical fiber drawiThe differential equation for the time dependence of theE8 defectconcentration was formulated by Hanafusa et al.@36# based on thetheory of the thermodynamics of lattice vacancies in crystalswas assumed that theE8 defects are generated through breakiof the Si-O band, and, at the same time, some of the defrecombine to form Si-O again. If the concentration and activatenergy of theE8 defects are represented bynd andEd , and thoseof the precursors bynp andEp , the differential equation is givenby
dnd
dt5npn* expS 2
Ep
kTD 2ndn* expS 2Ed
kTD (23)
where, n* is the frequency factor for this reaction, andk theBoltzmann constant. The first term on the right hand side of tequation expresses the generation of the defects while the seterm expresses the recombination. Thus the distribution of thdefects in the fiber may be calculated@37#.
Inverse Problems. Material behavior can often be employeto determine the thermal cycle that a given material must undein order to achieve desired characteristics. Metallurgical consiations for steel, for instance, indicate the thermal process neefor annealing, which is an important process employed for reliing the stresses in the material and restoring the ductility. Tthermal processing involves heating of the material to the anning temperature of around 723°C for common sheet steel, mtaining the temperature at this value for a given time, known
DECEMBER 2003, Vol. 125 Õ 963

e
u
rh
m
n
ous
,t
a
e
a
od
ah
nt
map
-a
w
olu-ider-ncethed too be
eoxi-ener-if-K
vec-r-
tionsaryulate
tfor
pro-vel-im-
ofre-nts inmanyare
eraterateeenera-are
sesrmalons.tud-
-Figs.eatalvesve-le-the
tiv-s-t
in thennelix-sed
ults
ounttosing
t intede tome-beare
soaking period, so that this temperature level is attained evwhere in the material and the internal stresses are relieved, inslow cooling to allow the microstructure to settle down, and finrapid cooling to reduce total time@38#.
Since our interest lies in determining the conditions that woyield the desired temperature variation in the material, this isinverse problem. Analysis only yields the outputs on systemhavior for given inputs, rather than solve the inverse problemyielding the inputs needed for a desired behavior. This latter plem is fairly difficult and has to be solved in order to select tdesign variables. The solution is not unique and efforts have tomade to narrow the domain over which design parametersoperating conditions are to be chosen. Iteration is generally nessary to obtain a satisfactory design. Optimization strategiesbe used to obtain an essentially unique solution@39#.
Solution Techniques and Simulation
Analytical. Due to the complexity of the governing equatioand the boundary conditions, analytical methods can be usevery few practical circumstances and numerical approachesgenerally needed to obtain the solution. However, analytical stions are very valuable since they provide results that can befor validating the numerical model, physical insight into the bamechanisms and expected trends, and results for limitingasymptotic conditions.
Consider, for example, the complex flow in a screw extrudershown in Fig. 1~d!. This flow can be simplified and transformeda shear and pressure driven flow in a channel, as discussed eand as shown in Fig. 3. If a fully developed flow, for which thvelocity field remains unchanged downstream, is assumed,lytical solutions can be obtained for Newtonian fluids. If the presure gradient is zero, the velocity profile is linear and the dimsionless flow rate, or throughput, qv, which is the flow ratedivided by the product of wall speed and cross-sectional aresimply 0.5. For a favorable pressure gradient, i.e., pressurecreasing downstream, the throughput exceeds 0.5 and for anverse pressure gradient it is smaller than 0.5. Similarly, for fudeveloped flow in a die, the relationship between the pressdropDp, across a cylindrical region of lengthL and radiusR, andthe mass flow ratem was obtained by Kwon et al.@40# for apower-law non-Newtonian fluid as
Dp52L
RC~T!F3n11
4n
4m
rpR3G n
(24)
wherem5C~T)(g)12n and C~T) is a temperature dependent cefficient. This expression can be used for several commonand it also applies for relatively long cylindrical regions in pratical dies@41#.
Numerical. The numerical solution of the governing equtions is based on the extensive literature on computationaltransfer @11,42#, with the most commonly employed techniqubeing the SIMPLER algorithm, given by Patankar@43#, and theseveral variations of this approach. This method employs the fivolume formulation with a staggered grid and solves forprimitive variables, such as velocity, pressure, concentrationtemperature. For two-dimensional and axisymmetric problethe governing equations are often cast in terms of the vorticitystreamfunction by eliminating the pressure from the two comnents of the momentum equation and by defining a streamfuncto take care of the continuity equation@11#. This reduces the number of equations by one and eliminates pressure as a varithough it can be calculated after the solution is obtained. Tapproach is generally advantageous, as compared to the primvariable approach, for two-dimensional and axisymmetric floThe latter approach is more appropriate for three-dimensiocircumstances.
964 Õ Vol. 125, DECEMBER 2003
ry-itialal
ldan
be-of
ob-ebe
andec-ay
sd inarelu-sedicor
asoarlierena-s-n-
, isde-ad-
llyure
-ies
c-
-eate
iteheand
s,ndo-
tion
ble,hisitives.nal
In materials processing, both transient and steady-state stions are of interest, depending on the process under consation. In the former case, time marching is used with convergeat each time step to obtain the time-dependent variation oftransport. For steady problems also, time marching may be useobtain steady-state results at large time. The problem can alssolved by iteration or by using false transients, with large timsteps. Though central differences are desirable for all the apprmations, numerical instability with the convection terms is oftavoided by the use of upwind, exponential or power-law diffencing schemes@43#. Because of the inaccuracy due to false dfusion, second-order upwind differencing and third-order QUICschemes have become quite popular for discretizing the contion terms@44#. Under-relaxation is generally needed for convegence due to the strong nonlinearities that arise in these equamainly due to property variations. Finite element and boundelement methods have also been used advantageously to simthese systems.
Experimental. Experimental work is particularly importanin a study of thermal processing of materials. This is neededenhancing the basic understanding of the underlying transportcesses, providing physical insight that can be used in the deopment of mathematical and numerical models, determiningportant aspects and variables, providing results for validationmathematical and numerical models, and yielding quantitativesults that can be used to characterize processes and componethe absence of accurate and dependable models. There arecomplex transport processes where experimental resultsneeded to guide the development of the model and also genquantitative data that can be used as empirical inputs if accumodeling is not possible. Many important techniques have bdeveloped in recent years on the measurement of flow, tempture and concentration distributions in a given system, andbeing used in a variety of materials processing applications.
Typical Results From Numerical SimulationThe numerical results obtained for a few important proces
are presented here to illustrate the basic characteristics of theprocessing of materials and some of the relevant consideratiEven though extensive results have been obtained in various sies, only a few typical results are presented.
Polymer Extrusion. This is an important manufacturing process, which has been mentioned earlier and is sketched in1~d! and 3. Interest lies in the control and prediction of the htransfer and flow in order to predict, improve and modify physicand chemical changes undergone by the material as it modown the extruder channel. Figure 4 shows typical computedlocity and temperature fields in an extruder channel for a singscrew extruder. Large temperature differences arise acrosschannel height because of the relatively small thermal conducity of plastics. There is little bulk mixing, due to the high viscoity, which is typically more than a million times that of water aroom temperature. Reverse screw elements, sudden changesscrew configuration and other such sharp changes in the chaare often used to disrupt the well-layered flow and promote ming. The extruded material temperature rises beyond the impobarrel temperature due to viscous dissipation. Additional resand trends are presented in several papers@27,28#.
The residence time distribution~RTD! is an important consid-eration in the extrusion process. The residence time is the amof time spent by a fluid particle in the extruder from the inletthe die. An excessive residence time can lead to over-procesor degradation. Similarly, a short residence time can resulunder-processing. The final product is, therefore, strongly affecby the residence time distribution since structural changes duthermal processing and chemical reactions are usually tidependent. The RTD is a function of the flow field and cannumerically simulated by particle tracking. Several results
Transactions of the ASME

Jou
Fig. 4 Calculated velocity and temperature fields in the channel of a single screw extruder at nÄ0.5 and dimension-less throughput q vÄ0.3, for typical operating conditions
r
op
,
bn
tln
thesed
exle-theinin
e-on
sand
ri-in aially,
s ae-nals,
given in the literature on RTD for different extruders@17,28,45#. Itis experimentally obtained by releasing a fixed amount of codye or tracer in the material at the inlet or hopper and measuthe flow rate of the dye material as it emerges from the extrudethe other end.
More recently, the use of twin-screw extruders for the proceing of polymeric materials has increased substantially. The madvantages of twin-screw extruders, over single-screw extrudare better stability, control and mixing characteristics. In twscrew extruders, two screws are positioned adjacent to eachin a barrel casing whose cross section is in a figure of eighttern, see Fig. 5. Twin-screw extruders are of many types, suchintermeshing, non-intermeshing, co-rotating, counter-rotatingname a few.
The flow domain of a twin-screw extruder is a complicated oand the simulation of the entire region is very involved@46#. Amajor simplification in the numerical simulation is obtaineddividing the flow into two regions: the translation, or T regioand the mixing, or M region, as sketched in Fig. 5. This figuschematically shows sections taken normal to the screw axetangential twin screw extruders. Due to geometric similarity,flow in the translation region is analyzed in a manner identicathat for a single screw extruder. The intermeshing, or mixi
rnal of Heat Transfer
loringr at
ss-ainers,intherat-as,to
ne
y,
res ofhetog,
region is represented by the geometrically complex portion ofextruder between the two screws. A hypothetical boundary is uto numerically separate the two regions@47#. The finite-elementmethod is particularly well suited for the modeling of the compldomain in a twin-screw extruder. Figure 6 shows the finite ement mesh used and some typical results on the transport inmixing or nip region of the extruder. Large gradients arisepressure, velocity and shear rate in the nip region, resultingsubstantial fluid mixing, unlike the small recirculation in singlscrew extruders. Similarly, other approximations and resultstwin-screw extruders have been presented in the literature@48#.
Optical Fiber Drawing. The optical fiber drawing proceshas become critical for advancements in telecommunicationsnetworking. In this process, as sketched in Fig. 1~a!, a cylindricalrod, which is known as a preform and which is specially fabcated to obtain a desired refractive index variation, is heatedfurnace and drawn into a fiber. Its diameter changes substantfrom 2–10 cm to around 125mm in a distance of only a fewcentimeters. The radiative transport within the glass, which iparticipating medium, is determined using the optically thick mdium approximation or improved models such as the zomethod@49#. Interest lies in obtaining high quality optical fiber
DECEMBER 2003, Vol. 125 Õ 965

,
anten-
re-.
udyld thethe
-tionallycaleri-orn-
n
isiusapeallyari-es,
ead
f theselynceon-
vita-n ofhearinedters
tical
withucength.ited0°Cen
ing
s,
s inethe
di-e-beasm-ldndand
em-do-is
ce-b-od
nt
as indicated by low concentration of process-induced defectsameter uniformity, desired refractive index variation, low tensiostrength, and other important measures, at high draw speeds
Typical computed results in the neck-down region, for a spefied profile, are shown in Fig. 7 in terms of the streamfunctiovorticity, viscous dissipation and temperature contours. The flis seen to be smooth and well layered because of the high visity. Typical temperature differences of 50–100°C arise acrossfiber for preform diameters of around 2.0 cm. Larger temperatdifferences arise for larger preform diameters@37#. Viscous dissi-pation, though relatively small, is mainly concentrated near
Fig. 5 Schematic diagram of the cross-section of a tangentialtwin screw extruder, showing the translation „T… and inter-meshing, or mixing „M…, regions
Fig. 6 Mesh discretization for the mixing region in a co-rotating tangential twin screw extruder, along with typical com-puted results for low density polyethylene „LDPE… at nÄ0.48,barrel temperature, TbÄ320°C, inlet temperature, TiÄ220°C,NÄ60 rpm, q vÄ0.3
966 Õ Vol. 125, DECEMBER 2003
di-n,
.ci-n,owcos-theure
the
end of the neck-down, in the small diameter region, and playsimportant role in maintaining the temperatures above the sofing point @30#.
The determination of the neck-down profile of the glass pform as it is drawn into a fiber is a particularly difficult problemRelatively simple models had been employed in the past to stthe flow in this region@50#. More recently, a combined analyticaand numerical approach, based on the transport processes ansurface force balance, was developed for the calculation ofneck-down profile@21#. Axisymmetric, laminar flows were assumed in the glass and in the circulating inert gases. A correcscheme was obtained for the neck-down profile using the radilumped axial velocity, the normal force balance and the vertimomentum equations. The profile was then determined numcally by iterating from an initial profile and using this scheme fcorrecting the profile at intermediate steps, finally yielding a coverged profile.
A typical example of the numerical generation of neck-dowprofile with a cosinusoidal starting profile is shown in Fig. 8~a!. Itis seen that, for the first few iterations, the neck-down profilequite unrealistic, with a flat region and an abrupt change in radnear the end of neck down. But after a few iterations, the shbecomes quite smooth and monotonically decreasing, eventureaching a steady, converged, profile, as indicated by the invance of the profile with further iterations. For convergent casperturbations to the initial profile and different starting shapes lto the converged neck-down profile, as seen in Fig. 8~b!, indicat-ing the robustness of the numerical scheme and the stability odrawing process. The force balance conditions were also closatisfied if convergence was achieved. However, convergedoes not occur in every case, leading to infeasible drawing cditions, as discussed later. It was found that viscous and grational forces are the dominant mechanisms in the determinatiothe profile. Surface tension effects are small. The external sand inertial effects are small, as expected. Later papers obtathe profile at higher draw speeds and for larger preform diame@37,51#.
There are several other processes involved in a typical opfiber manufacturing process, as shown in Fig. 1~a!. The fiber iscooled as it moves away from the furnace and is then coateda jacketing material for protection against abrasion, to redstress induced microbending losses, and for increased streThe temperature of the fiber entering the coating section is limby the properties of the coating material used, being around 15for commonly used curable acrylates. The wet coating is thcured by ultra-violet radiation as it passes through the curstation@52–55#.
Casting. Casting is an important manufacturing proceswhich involves solidification and melting@15#. The buoyancy-driven flow due to temperature and concentration differencethe liquid or melt region is coupled with the conduction in thsolid. For casting in an enclosed region, the interface betweenliquid and the solid moves away from the cooled walls for solification till the entire material is solidified. However, the timdependent location of this interface is not known and mustobtained from the solution. A coordinate transformation, suchthe Landau transformation, may be employed to simplify the coputational domains@12,14#. In continuous casting and crystagrowing, as shown in Fig. 1~c!, the interface between the solid anthe liquid is essentially stationary, but it is not known a priori aan iterative procedure may be adopted to determine its shapelocation. Transformations and body fitted coordinates may beployed to approximate the irregular shaped computationalmains. If the enthalpy model is employed, the entire regiontreated as one, considerably simplifying the computational produre @14,56#. From an engineering standpoint, interest lies in otaining high quality castings, with few voids and defects, gograin structure and low stresses, at high production rates.
The coupled conduction in the walls of the mold is an importa
Transactions of the ASME

Fig. 7 Calculated „a… streamfunction, „b… vorticity, „c… viscous dissipation, and „d… temperature contours in the optical fiberdrawing process for typical drawing conditions
n
o-
eo
it
at
-a.
d
inedb-
ing
ee-gthndadyre at
e atbeehasua-rerestto
igh
flatwnientsand
consideration in these problems. The effect of the imposed cotions at the outer surface of the mold on the solidification proccan be obtained by solving this conjugate problem, which yiethe temperature distribution in the mold as well as that in the sand the liquid. Banaszek et al.@57# carried out numerical simulations and appropriately designed experiments to demonstrateimportance of conduction in the wall, as shown in Fig. 9. Sunumerical and experimental studies can be used to determinmovement of the solidification front with time and thus monitthe generation of voids and other defects in the casting. Expmental studies have been relatively few because of the compleof the process. Detailed accurate experimental results are neto critically evaluate the various models employed for simulatas well as to provide information on the characteristics ofinterface for the development of microscale models.
Recent work on this problem has led to a much better undstanding of the solidification process than before. The buoyaninduced flow affects the heat and mass transfer processes, win turn influence the characteristics of the melt-solid interfacethe rate of melting/solidification. The transport also affectsquality of the product because of undesirable oscillations, gention of voids, and distribution of impurities. There has beengrowing interest in the solidification of mixtures, particularly aloys, and polymers@58#.
Continuous Processing. Continuously moving materials undergoing thermal processing are frequently encountered in mfacturing processes like hot rolling, wire drawing and extrusionthe location of the moving surface is known, the continuomovement of the edge may be replaced by discrete steps annumerical modeling carried out until results are obtained ove
Journal of Heat Transfer
di-essldslid
thechther
eri-xityededonhe
er-cy-hichndheera-
al-
nu-If
usthe
r a
specified time or until the steady-state circumstance is obta@22#. The corresponding initial and boundary conditions are otained as:
t50: L~ t !50 t.0: at x50, T5To ;
at x5L~ t !, 2k]T
]x5hL~T2Ta! (25)
wherehL is the heat transfer coefficient at the edge of the movrod. The problem may be solved analytically@24# or numerically,the latter approach being more appropriate for two and thrdimensional problems and for practical circumstances. The lenof the rodL increases with time and the temperature at the edecreases. At large time for steady ambient conditions, a stetemperature distribution arises over the rod and the temperatuthe moving end reaches the ambient temperature.
In most practical circumstances, conjugate conditions aristhe surface and the convective transport in the fluid mustsolved in conjunction with conduction in the moving solid. Thregion close to the point of emergence of the material usuallylarge axial gradients and requires the solution of the full eqtions. However, far downstream, the axial diffusion terms asmall and boundary layer approximations may be made. Intelies in controlling the local processing of the material in orderobtain uniformity, desired product characteristics and hproductivity.
Figure 10 shows the typical calculated streamlines for aplate moving in a quiescent medium. The ambient fluid is dratoward the moving surface because of large pressure graddirected towards the origin. This effect decays downstream
DECEMBER 2003, Vol. 125 Õ 967

ow.ion.in-te
theimi-ialbeen
-olidringtheFig.anomeideac-on,lityticalini-e-
ver,rialslike
andted on
d by
sti-
a
Fig. 8 „a… Iterative convergence of the neck-down profile inoptical fiber drawing; „b… results for different starting profiles.Here, r *Är ÕR and z*ÄzÕL , where R is the preform radius, andL the furnace length.968 Õ Vol. 125, DECEMBER 2003
the flow approaches the characteristics of a boundary-layer flThe boundary-layer thickness increases in the direction of motIf buoyancy effects due to the temperature differences arecluded, the maximum velocity in the flow is larger than the plaspeedUs , for an upward moving heated plate, as shown infigure. This flow increases the heat transfer from the plate. Slarly, other orientations, the time-dependent flow at the initstages of the process, and other important aspects haveinvestigated.
Chemical Vapor Deposition. Chemical vapor deposition involves the deposition of thin films from a gas phase on to a ssubstrate by means of a chemical reaction that takes place duthe deposition process. The activation energy needed forchemical reactions is provided by an external heat source, see1~b!. The products of the reactions form a solid crystalline oramorphous layer on the substrate. This technique has becquite important in materials processing and is used in a wrange of applications. The quality of the deposited film is charterized in terms of its purity, composition, thickness, adhesisurface morphology and crystalline structure. The level of quaneeded depends on the application, with electronic and opmaterials imposing the most stringent demands. Much of thetial effort on this problem was directed at silicon deposition bcause of its importance in the semiconductor industry. Howerecent efforts have been directed at the deposition of matesuch as titanium nitride, silicon carbide, diamond, and metalstitanium, tungsten, aluminum, and copper.
Many different types of CVD reactors have been developedapplied for different applications. The quality, uniformity, and raof deposition are dependent on the heat and mass transfer, anthe chemical reactions that are themselves strongly influencetemperature and concentration levels@20,59#. The flow, heat trans-fer and chemical reactions in CVD reactors have been invegated by several researchers@59,60#. Some typical results ob-tained for silicon deposition are shown in Fig. 11, indicating
Fig. 9 Experimental and numerical results for water solidification driven byconvection and conduction
Transactions of the ASME

rn
r
aowseenthe
nt
-are
cialentalsn ini-arch
hltingint,
thes ofemus,o-
uredtional israldifi-allye-ally
isnerials intionhem-
comparison between numerical and experimental results f@61#. A fairly good agreement is observed, given the uncertaiwith material property data and with the chemical kinetics. Ttwo results from@60# refer to two different values of the diffusioncoefficient, the one labeled as the reference case employingsame values as those in@62#.
Conjugate transport at the heated surface is also an impoconsideration, since in actual practice thermal energy is suppto the susceptor, often at a constant rate, and the temperadistribution at the surface depends on the transport processesarise. An experimental and numerical study was carried out
Fig. 10 „a… Flow in the ambient fluid due to a continuouslymoving material; „b… dimensionless velocity „u ÕUs… distributionin the fluid due to a vertically moving heated plate with aidingbuoyancy effects
Journal of Heat Transfer
omty
he
the
tantliedturethatby
Chiu et al.@63# on the heat transfer in a horizontal channel withfinite heated region to approximate the susceptor. Figure 12 shthe typical results obtained, indicating good agreement betwthe experimental and numerical results. The characteristics offlow, ranging from steady laminar to oscillatory and turbuleflow, were investigated and linked to the film uniformity.
Additional Processes. Only a few thermal processing techniques have been presented in the preceding section. Theremany other processes in which the thermal transport is of cruimportance and which have been of particular interest in recyears. Among these are crystal growing, microgravity materiprocessing and thermal sprays. The Czochralski method, showFig. 1~c!, has dominated the production of single crystals for mcroelectronics and has been the subject of considerable reseinterest over more than three decades@64,65#. Other crystalgrowth techniques, including Bridgman crystal growing in whicthe furnace has an upper zone at temperature above the mepoint and a lower zone at temperature below the melting pohave also been investigated@64#. Microgravity conditions are ob-tained, for instance, in laboratories orbiting in space, whereprocessing of materials can be carried out with reduced effectthe terrestrial gravitational field. Gravity determines thbuoyancy-driven flows in the melt of a crystal growing systeand thus affects the quality and characteristics of the crystal. Thby controlling the gravitational force, the resulting transport prcesses and the final product can be improved@66#. Thermal spraysmay be used for the manufacture of near-net shape structmaterials. Sprays containing droplets of the desired deposimaterial are directed at a specified substrate and the materideposited by rapid solidification. Due to the elimination of sevetraditional processing steps, the process is fast and rapid solication eliminates macrosegregation, which weakens traditioncast materials@67–69#. Superior properties, associated with fingrained microstructures and non-equilibrium phases, are usuobtained.
ValidationA very important consideration in modeling and simulation
that of validation of the models. This is particularly critical ithermal materials processing because of lack of accurate matproperty data, combined mechanisms and other complexitiethe process. Validation of the models is based on a consideraof the physical behavior of the results obtained, elimination of teffect of arbitrary parameters like grid and time step, and co
Fig. 11 Comparisons between the numerical results on pre-dicted film growth rate and the experimental data of †61‡
DECEMBER 2003, Vol. 125 Õ 969

970 Õ Vol. 125,
Fig. 12 Comparison between experimental observations and numerical predictions ofstreamlines at Re Ä9.48 and ReÄ29.7 for a ceramic susceptor
re
trhtp
m
n
n
d
tm
ionereed.lsoing-ingter
ocal
isonith
rly,ingod
ingdrawur-
venistri-ro-
alya
parisons with available analytical results for simpler configutions, with numerical results in the literature, and with experimtal results on the process and on a prototype, if available@70,71#.A few examples are given here.
Polymer Extrusion. Measurements on the temperature avelocity distributions in an extruder channel are very complicabecause of the complex domain, rotating screw and geneopaque nature of the typical materials. However, the overall cacteristics of the extrusion process, in terms of pressure andperature at the die, residence time distribution, total heat incharacteristics of the extrudate, total torque exerted on the scand flow rate, are available in the literature@16,27#. These can beused to validate the main predictions of the models for the pomer extrusion process. However, detailed temperature, veloand pressure distributions are needed to determine the accuvalidity and predictability of the local behavior. Esseghir and Snas @72# have carried out innovative and well-designed expements on single-screw extruders, using a cam-driven thercouple which allowed the probe to travel in and out of the chanin a synchronized motion linked to the screw rotation.
A few experimental results for Viscasil-300M, which is a noNewtonian fluid, are shown in Fig. 13, along with numerical rsults from two-dimensional finite volume and three-dimensiofinite element calculations@29,73#. The effect of fluid recircula-tion in the screw channel is seen as the temperature near the sroot being closer to the barrel temperature, than that predictethe two-dimensional model which does not consider this recirlation. A three-dimensional model is thus needed to simulaterecirculation and the results are seen to be close to the experital data. Similarly, an experimental study was carried out to invtigate the characteristics of the flow and the basic features of
DECEMBER 2003
a-n-
ndedallyar-em-ut,
rew,
ly-cityracy,er-ri-o-
nel
-e-al
crewby
cu-hisen-
es-the
mixing process in the intermeshing, or mixing, region@74#. Ex-perimentally and numerically obtained streamlines in the regbetween two rotating cylinders, approximating a twinscrew, wobtained and a good agreement between the two was observ
Measurement of the velocity distribution in the channel is avery involved because of the complex geometry and rotatscrews. Bakalis and Karwe@75# have carried out velocity measurements for heavy corn syrup, which is transparent. Employa plexiglas window, a two-component Laser Doppler Anemome~LDA ! in the backscatter mode was used to measure the lvelocities in the extruder, as shown in Fig. 14~a!. The compli-cated, three-dimensional, flow field was studied and a comparof the tangential velocity distribution in the translation region wthe numerical predictions is shown in Fig. 14~b!. A fairly goodagreement is observed, lending support to the model. Similadifferent velocity components were measured in the intermeshregion and compared with numerical predictions, yielding goagreement.
Optical Fiber Drawing. Very little experimental work hasbeen done on the thermal transport in the optical fiber drawprocess because of the high temperatures encountered, highspeeds, complex geometry, and difficult accessibility into the fnace@39,50#. Paek and Runk@76# experimentally determined theneck-down profile. Using the heat transfer coefficient values giby them and an appropriate parabolic furnace temperature dbution to obtain the experimental conditions, the neck-down pfile was calculated in@21# and compared with the experimentresults, as shown in Fig. 15~a!. The analytical results obtained bPaek et al.@77# showed that the draw tension plotted on
Transactions of the ASME

Journal of Heat
Fig. 13 Comparisons between numerical and experimental results on temperature profiles forViscasil-300M, with „a… and „c… from the three-dimensional „FEM… model and „b… and „d… from thetwo-dimensional „FDM… model. For „a… and „b…: TiÄ20.3°C, TbÄ12.2°C, NÄ20. For „c… and „d…:TiÄ18.8°C, TbÄ22.3°C, NÄ35.
d
a
ae
c
n
cesswith
n-ate-all
ions.theeatthe
sureon-ent
tedaryed,di-nu-r a
ignbe
logarithmic scale varies linearly with the inverse of the furnatemperature. A comparison between the computed results anexperimental data show good agreement, as seen in Fig. 15~b!.
Casting. Some numerical and experimental results weshown earlier for solidification of water, indicating good qualittive agreement. A benchmark problem, in which melting in a reangular enclosed region is initiated by step changes in the tperatures at the left and right boundaries, the left being heldtemperature higher than the melting point and the right at a tperature lower than the melting point, has been used for validathe models. Figure 16 shows the experimental results and cosponding numerical predictions on the liquid-solid interface lotion, for melting of pure tin, using the enthalpy model@78,79#.Though these results are found to agree quite well, further detacomparisons are needed to improve existing models.
System SimulationIn the preceding sections, we have discussed modeling
simulation of various processes and components that are of iest in the thermal processing of materials. However, there isother very important aspect that must be considered and thalates to the numerical simulation of the overall thermal syste
Transfer
cethe
re-
ct-em-t am-
tingrre-a-
iled
andter-an-t re-m,
which usually consists of several components, since the proundergone by the material results from the energy exchangethe various components of the system@1#.
Consider, for instance, a typical electrical furnace, which cosists of the heater, walls, insulation, enclosed gases and the mrial undergoing heat treatment. The transport mechanisms inthese components are coupled through the boundary conditThus, the heater exchanges thermal energy with the walls,gases and the material. Similarly, the material undergoing htreatment is in energy exchange with the heater, the walls andgases. The gas flow is driven by an externally imposed presdifference, such as that due to a fan, by moving materials in ctinuous processing, and by buoyancy. Each individual componmay first be mathematically modeled and numerically simulaas uncoupled from the others, by employing prescribed boundconditions. Then, these individual simulations can be combinemploying the appropriate coupling through the boundary contions. This procedure provides a systematic approach to themerical simulation of the system, which may be a simple one ocomplicated practical one@38#. Once the simulation of the systemis achieved, with satisfactory experimental validation, the desand optimization of the process as well as of the system mayundertaken.
DECEMBER 2003, Vol. 125 Õ 971

p
i
e
ut
ee-a
ted
nny
ss
Process FeasibilityAn important consideration in the design of a system for ma
rials processing is the feasibility of the process, since thereusually a fairly narrow domain of operating conditions in whicthe process is possible. Numerical simulation can play a signcant role on this aspect since it can guide the selection of opeing conditions and design parameters that can lead to succethermal processing. A few studies in polymer extrusion and ocal fiber drawing are discussed here as examples.
Polymer Extrusion. The feasibility of the process is determined largely by the flow and the pressure and temperature risthe extruder. Using the modeling discussed earlier, the feasdomain for a self-wiping co-rotating twin-screw extruder is detemined for the extrusion of Amioca, which is pure starch, as shoin Fig. 17. An upper limit is obtained for the mass flow ratBeyond this limit, though the numerical scheme converges,results are not physical acceptable. In actual practice, for a gscrew rotational speed, each turn of the screw can move a spemaximum volume of material. Then the given mass flow rate cnot exceed this limit given by the shear-driven flow. For highmass flow rates, it is necessary to impose a favorable presgradient to push the material down the channel. Therefore, a ntive pressure gradient along the axial direction will occur in tchannel and that is not physically acceptable for an extruder@80#.For a specific screw speed, the simulation code also divergesmass flow rates lower than the critical points shown in the figbecause of flow instability and excessive pressures, tempera
Fig. 14 „a… Experimental arrangement for velocity measure-ments in the flow of corn syrup in a twin-screw extruder; „b…comparison between calculated and measured tangential ve-locity Ux profiles for isothermal heavy corn syrup at 26.5°C,with mass flow rate of 6 kg Õhr and screw speed of 30 rpm
972 Õ Vol. 125, DECEMBER 2003
te-is
hifi-rat-
ssfulti-
-e inibler-
wne.thevencificanersurega-
he
forreures
and residence times. These results and trends show good agrment with the observations on practical systems that also yielddomain in which a stable reactive extrusion process can be crea@81#.
Optical Fiber Drawing. Using the mathematical and numeri-cal models discussed earlier for optical fiber drawing, it has beeshown that, for given fiber and preform diameters and for a givedraw speed, it is not possible to draw the fiber at any arbitrarfurnace wall temperature distribution@21,82,83#. If the furnacetemperature is not high enough, it is found that the fiber breakdue to lack of material flow, a phenomenon that is known aviscous rupture@84#. This is first indicated by the divergence of
Fig. 15 Comparison of the numerical predictions of „a… theneck-down profile and „b… the draw tension with experimentalresults from †76,77‡
Transactions of the ASME

Journal of Heat Transfe
Fig. 16 Comparison between measured and predicted interface locations dur-ing „a… melting, and „b… solidification of pure tin from a vertical surface †78,79‡
ngso-
hich
ssm-
ormilityeram-by
t isenceakeults,aw a
n ofd in
rica-w-con-thened
gy ofpar-ingayof
el.thein-ges
hts,teen-alsos in
the numerical correction scheme for the profile and is then cfirmed by excessive tension in the fiber. Similarly, it is determinthat, for a given furnace temperature, there is a limit on the spbeyond which drawing is not possible, as this leads to ruptuThus, as shown in Fig. 18~a!, a region in which drawing is fea-sible can be identified. Beyond the boundaries of this regi
Fig. 17 Feasible domain for twin-screw extrusion of starch
r
on-edeedre.
on,
drawing is not possible. For the domain in which the drawiprocess is feasible, the draw tension is calculated. The ‘‘itension’’ contours are shown in Fig. 18~b!. As expected, the drawtension is small at higher temperatures and lower speeds, wexplains the positive slope of the iso-tension contours.
Similarly, different combinations of other physical and procevariables, such as the inert gas flow velocity, furnace wall teperature distribution, furnace length and diameter, and prefand fiber diameters, may be considered to determine the feasibof the process. Figure 18~c! shows the results when the furnaclength and temperature are considered as the two main paeters. Again, the feasibility of the process is largely determinedviscous rupture, which is a direct result of high draw tension. Iseen that either a higher draw temperature or a longer residtime in the furnace, as regulated by its length, is needed to mfiber drawing possible at higher draw speeds. Using such resthe parameters in a fiber drawing system can be chosen to drfiber of desired diameter.
Additional Engineering AspectsSeveral important considerations in the design and operatio
practical thermal materials processing systems were discussethe preceding sections. These included issues like rate of fabtion, quality of the product, and feasibility of the process. Hoever, there are obviously many other aspects that need to besidered in the design and optimization of the system and forselection of the operating conditions. Some of these are outlihere.
An important consideration in polymer extrusion is the mixininside the screw channel since it determines the homogeneitthe processed material. The downstream motion of materialticles may be considered for a better understanding of the mixprocess. Similarly, the distributive mixing inside the channel mbe considered in terms of mixing between two different typesmaterials, with each initially occupying one half of the channSeveral other measures of mixing have been considered inliterature. Substantial work has also been done on mixing in twscrew extruders, including the use of chaos introduced by chanin the geometry and the boundary conditions@85#. Similarly, melt-ing and solidification of the material, leakage across screw fliginstability in the flow, unfilled screw channels, and conjugatransport due to conduction in the barrel are other importantgineering issues in polymer extrusion. Transient effects areimportant, both for the start-up of the process and for changethe operating conditions.
DECEMBER 2003, Vol. 125 Õ 973

or-nderula-in-eer-nttical
de-r thets.
alncy,ept-antcomem-
an-tola-
ns,
feob-lu-d to
Uost,on-e toi-therera-h iscan
tionte ad toer ofhed for
ofuireiatetoeas-
evel-ro-edough
Fig. 18 Results obtained from a feasibility study of the opticalfiber drawing process: „a… different cases studied, showingboth feasible and infeasible combinations of parameters; „b…‘‘iso-tension’’ contours for the feasible range of fiber drawing;„c… feasible domain at a draw speed of 15 m Õs in terms of fur-nace length and temperature
sed
ltials
974 Õ Vol. 125, DECEMBER 2003
Similarly, in other thermal materials processing systems, imptant aspects that are particularly relevant to the process uconsideration arise and must be taken into account by the simtion and experimentation in order to provide the appropriateputs for system design and optimization. These relate to engining issues like durability, maintenance, availability of differematerials and components, and the convenience and pracrange of operating conditions.
OptimizationWe have so far largely considered workable or acceptable
sign of a system. Such a design satisfies the requirements fogiven application, without violating any imposed constrainHowever, the design would generally not be the best or optimdesign, as judged on the basis of cost, performance, efficieperformance per unit cost, or other such measures, with accable environmental effects. The need to optimize is very importin the design of the materials processing systems and has beparticularly crucial in the recent times due to growing global copetition.
Any optimization process requires the specification of a qutity or functionU, known as the objective function and which isbe minimized or maximized. The general mathematical formution for the optimization of a system may be written as
U~x1 ,x2 ,x3 , . . . ,xn!→Uopt (26)
with,
Gi~x1 ,x2 ,x3 , . . . ,xn!50, for i 51,2,3, . . . ,m (27)
and,
Hi~x1 ,x2 ,x3 , . . . ,xn!<or>Ci , for i 51,2,3, . . . ,l (28)
wherexi represent the design variables and operating conditioGi represent equality constraints, andHi inequality constraints. Ifthe number of equality constraintsm is equal to the number oindependent variablesn, the constraint equations may simply bsolved to obtain the variables and there is no optimization prlem. If m.n, the problem is over constrained and a unique sotion is not possible. Some constraints have to be discardemakem<n. If m,n, an optimization problem is obtained.
For thermal materials processing, the objective functioncould be taken as the number of items produced per unit cproduct quality, or the amount of material processed. The cstraints are often given on the temperature and pressure dumaterial limitations. Conservation principles and equipment limtations restrict the flow rates, cutting speed, draw speed, and ovariables. The second law of thermodynamics and entropy gention can also be used to optimize systems so that exergy, whica measure of the availability of energy from a thermal system,be maximized@86#.
Search methods constitute the most important optimizastrategy for thermal systems. The underlying idea is to generanumber of designs, which are also called trials or iterations, anselect the best among these. Effort is made to keep the numbtrials small, often going to the next iteration only if necessary. Tsteepest ascent/descent method is an important search methomultivariable optimization and is widely used for a varietyapplications including thermal systems. However, it does reqthe evaluation of gradients in order to determine the approprdirection of movement, limiting the application of the methodproblems where the gradients can be obtained accurately andily. Several other such gradient-based methods have been doped for optimization and are used for a variety of thermal pcesses@1,87,88#. Genetic optimization algorithms, that are bason function evaluations instead, have also been developed, ththese methods are often less efficient than gradient-bamethods.
The objective function is among the most critical and difficuaspects to be decided in the optimization of thermal mater
Transactions of the ASME

u
e
m
r
ew
a
Si
Fig-thethe
riatetwoated
alase
tem.onof anicalrela-ning
rageion,se-
c toenceof
l inay
n af-venrary
thefor
he
s toraten a
rat-go
forsults
ansys-timem-
ourhe
on,al
f theain
eral
uc-
be
toinged.
lt.
processing systems, since the optimal design is a strong funcof the chosen criterion for optimization. For illustration, letconsider a CVD system for deposition of TiN. As discusseddetail by Chiu et al.@88#, the main qualities of interest includproduct quality, production rate, and operating cost. These thmay be incorporated into one possible objective functionU, whichis to be minimized and is given by
U5~Product Quality Deficiency!3~Operating Cost!
Production Rate(29)
Here, the product quality is defined in terms of uniformity of filthickness and other properties which quantify the desiredtributes. Since the objective function is minimized, maximum pduction rate is achieved by placing it in the denominator. Tobjective function represents equal weighting for each desquality. Obviously, the objective function may assume many psible forms. Using the steepest ascent method, Chiu et al.@89#obtained the optimal design.
A similar study was carried out by Cheng@90# on the opticalfiber drawing process, considering the numerical simulation ofdraw furnace. The objective function could again be taken asgeneral form given by Eq.~29!. Because of the complexity of thprocess and lack of information on operating costs, the effortdirected at the fiber quality, taking the tension, defect concention and velocity difference across the fiber, all these being scto obtain similar ranges of variation, as the main consideratioThe objective functionU was taken as the square root of the suof the squares of these three quantities and was minimized.eral search methods, such as golden-section for single var
Fig. 19 Evaluation of optimal draw temperature at a drawspeed of 15 m Õs and the optimal draw speed at a draw tempera-ture of 2489.78 K, obtained in the first part, by using the golden-section search method
Journal of Heat Transfer
tionsin
ree
at-o-heignos-
thethe
astra-ledns.mev-
able
and univariate search for mutivariable cases, were employed.ure 19 shows typical results from golden-section search foroptimal draw temperature and draw speed. The results fromfirst search are used in the second search, following the univasearch strategy, to obtain optimal design in terms of thesevariables. Several other results were obtained on this complicproblem.
Knowledge BaseAn important aspect in the design of systems for the therm
processing of materials is the use of the available knowledge bon the process to guide the design and operation of the sysThe knowledge base typically includes relevant informationexisting systems and processes, current practice, knowledgeexpert in the particular area, material property data, and empirdata on equipment and transport, such as heat transfer cortions. Some effort has been directed in recent years at streamlithe design process and improving the design methodology@91#.The basic concept behind knowledge-based systems is the stoand use of this knowledge to take logical decisions for selectdiagnostics and design@92#. Empirical data, heuristic argumentand rules for making decisions are all part of this knowledgbased methodology. The expert knowledge is obviously specifia given application and represents the knowledge and experiacquired by the expert over a long period of work in the areainterest.
Knowledge-based design methodology is particularly usefuselecting an initial design for a given system. Two strategies mbe used for generating an initial design. The first is based olibrary of designs built using information from earlier design eforts and from existing systems. The design closest to the giproblem may be selected by comparing the designs in the libwith the desired specifications. The second approach usesknowledge and experience of an expert to generate a designthe given requirements and constraints@93#. Of course, the usercan always enter his/her own initial design if the output from tlibrary or the expert rules is not satisfactory.
The knowledge base is also used in the redesign procesevaluate a given design and, if this is not satisfactory, to genea new design. Expert rules establish the relationship betweedesign variable and the objective function. Several efficient stegies can be developed for selecting the design variables tofrom one design to the next. The selection of design variablesthe new design are guided by expert rules as well as by the reof the design process up to the given instant.
This approach may be applied to the casting of a material inenclosed region. The need for design and optimization of thetem arises because of the desire to reduce the solidificationand improve the product quality. A large number of design paraeters arise in this problem, such as materials, initial melt ptemperature, cooling fluid and its flow rate, and dimensions. Tquality of the casting is determined by grain size, compositidirectional strength, concentration of defects, voids, thermstresses, etc. It is necessary to carry out a thermal analysis osolidification process, using modeling and simulation, to obtinputs for design and to evaluate the nature of the casting.
Viswanath@94# and Viswanath and Jaluria@95# considered thisproblem, using knowledge-based methodolgy for design. Sevmodels are available for the study of solidification, such as
1. Steady conduction in solid model: Melt is taken at freezingtemperature, mold at fixed temperature and steady condtion in the solid is assumed.
2. Chvorinov model: Entire thermal resistance is assumed todue to the mold
3. Lumped mold model: Temperature in the mold is assumedbe uniform and time-dependent, melt is taken at freeztemperature and steady conduction in the solid is assum
4. One-dimensional conduction model: Transient 1D tempera-ture distributions are assumed in the mold, solid and me
DECEMBER 2003, Vol. 125 Õ 975

976 Õ Vol. 125
Fig. 20 Different mathematical models for ingot casting: „a… Chvorinov model; „b… lumpedmold model; and „c… semi-infinite model
v
theareted
the
eintsssesdel
heext.
ion-ses-difi-redthiswall, if
henini-e ael
ay be
por-inkismsd the
5. Two and three-dimensional models: Natural convection flowin the melt is included.
6. More sophisticated models: Needed for alloys, generation ovoids, complicated geometries, etc.
Three models among these are sketched in Fig. 20. Each mhas its own level of accuracy and validity. Different models mbe chosen, depending on the application and materials involExpert knowledge plays a major role here. For instance, ifinsulating material such as ceramic or sand is used for the m
Fig. 21 Results for design of an ingot casting system, show-ing solid-liquid interface movement with time and switching toa more complex model after many design trials
, DECEMBER 2003
f
odelayed.anold,
the Chvorinov model may yield good results since most ofthermal resistance is in the mold. One-dimensional modelsadequate for solidification near the boundaries. Sophisticamodels are needed for alloy solidification and for consideringmicrostructure in the casting.
The optimal design may be obtained with solidification timbeing chosen as the objective function and employing constrafrom the expert knowledge to avoid unacceptable thermal streand defects in the casting. We may start with the simplest moand keep on moving to models with greater complexity till tresults remain essentially unchanged from one model to the nThus, models may be automatically selected using decismaking based on accuracy considerations. In a typical designsion, the cooling parameters are first varied to reduce the solication time. If the solidification time does not reach the desivalue, the pour temperature of the melt may be varied. If evendoes not satisfy the requirements, the thickness of the moldmay be changed. The material of the wall may also be variedneeded. Thus, by first varying the operating conditions and tthe dimensions and materials, the solidification time may be mmized or brought below a desired value. Figure 21 show somtypical run for the design of the given system, indicating modchange as the design proceeds. Each successful design mstored for help in future designs.
Conclusions and Future Research NeedsThis paper presents a review of the current status of the im
tant field of thermal processing of materials. It focuses on the lbetween basic research on the underlying transport mechanand the engineering aspects associated with the process an
Transactions of the ASME

po
lai
ha
s
o
s
tep
r
e
mto
f
o
ng,’’
t-
luidat
n-r,
nu-
nsfer
,
i-
system. Several important processing techniques, such as ofiber drawing, polymer extrusion and chemical vapor depositiare discussed in particular detail to bring out the basic and appissues in materials processing. These include modeling, vation, system simulation, process feasibility, and the designoptimization of the system. Important solution techniques, typresults in thermal materials processing and the implicationspractical systems are discussed.
Our understanding of thermal processing of materialsgrown significantly over the last three decades. Many newimproved techniques have been developed, along with new mrials, new processing systems and better control on product qity and production costs. However, there are still many areasneed detailed further work. Among the most important onesmaterial properties and characteristics, experimental results,coupling of micro or nano-scales, where materials processingcurs, and the macro-scale of interest in engineering. The meament and availability of accurate material properties are cruciaa study in this area. Also, experimental results are strongly neefor validation of models and for providing inputs and insight ffuture model development.
In addition, work is needed on several other topics. Some ofmain ones are transport in complex materials such as powdparticulates, and granules, characteristics of free surfaces anterfaces, accurate numerical modeling of combined mechanimultiple domains, and multiphase transport, and system instaity. Experimental techniques are needed for practical materwhich are often opaque and for measurements under highperature and pressure. Similarly, numerical techniques are nefor large material property changes and for coupling the transequations with the chemical kinetics which may involve sevedifferent reactions, with different reaction rates, activation eneand other constants. Further development of new products,cesses and systems on the basis of underlying thermal transpneeded. The design, control and optimization of the systemswell as the selection of operating conditions, in order to achithe desired processing needs further work.
AcknowledgmentsThe author is grateful to the Max Jakob Memorial Award Co
mittee for providing him with the honor and the opportunityprepare this paper. He acknowledges the support of the NatiScience Foundation, of the industry, and of the NJ CommissionScience and Technology, through various Centers, for much owork reported here and for the preparation of this paper. Tauthor also acknowledges the work done by several of hisstanding students over the years, as referenced here.
Nomenclature
b 5 temperature coefficient of viscosity, Eq.~17!Cp 5 specific heat at constant pressure
e 5 unit vector in the direction of gravitational forceE 5 activation energy
Ec 5 Eckert number, Eq.~15!f l 5 liquid mass fractionF 5 body force vectorg 5 magnitude of gravitational acceleration
Gr 5 Grashof number, Eq.~15!h 5 convective heat transfer coefficientH 5 enthalpy
Ho 5 enthalpy at 0 Ki 5 unit vector in x-directionk 5 thermal conductivity,K 5 bulk viscosity, reaction rate
Kc 5 consistency index for non-Newtonian fluid, Eq.~16!
L 5 characteristic lengthLh 5 latent heat of fusion
Journal of Heat Transfer
ticaln,
liedida-nd
calfor
asndate-ual-thatareandoc-ure-l todedr
theers,d in-ms,bil-ialsem-dedort
ralgy,pro-ort is, asve
-onalontheheut-
m 5 mass flow raten 5 power-law fluid indexN 5 speed in revolutions/min~rpm!p 5 local pressure
Pr 5 Prandtl number, Eq.~15!q 5 heat flux
qv 5 dimensionless volume flow rate in a polymerextruder
Q 5 volumetric heat sourceR 5 universal gas constant; radius
Re 5 Reynolds number, Eq.~15!t 5 time
T 5 temperatureu, v, w 5 velocity components inx, y andz directions,
respectivelyU, Us 5 speed of a moving solid or source
V 5 velocity vectorx 5 position vector
x, y, z 5 coordinate distancesX, Y, Z 5 dimensionless coordinate distances
Greek Symbols
a 5 thermal diffusivityb 5 coefficient of thermal expansiong 5 strain rated 5 location of interface between solid and liquid« 5 surface emissivityl 5 second viscosity coefficientm 5 dynamic viscosity of fluidn 5 kinematic viscosityF 5 viscous dissipation functionr 5 densityu 5 dimensionless temperaturet 5 shear stress
References@1# Jaluria, Y., 1998,Design and Optimization of Thermal Systems, McGraw-Hill,
New York.@2# Kalpakjian, S., 1989,Manufacturing Engineering and Technology, Addison-
Wesley, Reading, MA.@3# Szekely, J., 1979,Fluid Flow Phenomena in Metals Processing, Academic
Press, New York.@4# Fenner, R. T., 1979,Principles of Polymer Processing, Chemical Publishing,
New York.@5# Hughel, T. J., and Bolling, G. F., eds., 1971,Solidification, Amer. Soc. Metals,
Metals Park, OH.@6# Li, T., Ed., 1985,Optical Fiber Communications, Vol. 1: Fiber Fabrication,
Academic Press, NY.@7# Poulikakos, D., ed., 1996, ‘‘Transport Phenomena in Materials Processi
Adv. Heat Transfer,18.@8# Viskanta, R., 1988, ‘‘Heat Transfer During Melting and Solidification of Me
als,’’ ASME J. Heat Transfer,110, pp. 1205–1219.@9# Jaluria, Y., 1980,Natural Convection Heat and Mass Transfer, Pergamon
Press, Oxford, UK.@10# Gebhart, B., Jaluria, Y., Mahajan, R. L., and Sammakia, B., 1988,Buoyancy-
Induced Flows and Transport, Taylor and Francis, Philadelphia, PA.@11# Jaluria, Y., and Torrance, K. E., 2003,Computational Heat Transfer, 2nd ed.,
Taylor and Francis, New York, NY.@12# Ramachandran, N., Gupta, J. P., and Jaluria, Y., 1982, ‘‘Thermal and F
Flow Effects During Solidification in a Rectangular Enclosure,’’ Int. J. HeMass Transfer,25, pp. 187–194.
@13# Bennon, W. D., and Incropera, F. P., 1988, ‘‘Developing Laminar Mixed Covection With Solidification in a Vertical Channel,’’ ASME J. Heat Transfe110, pp. 410–415.
@14# Viswanath, R., and Jaluria, Y., 1993, ‘‘A Comparison of Different SolutioMethodologies for Melting and Solidification Problems in Enclosures,’’ Nmer. Heat Transfer,24B, pp. 77–105.
@15# Prescott, P. J., and Incropera, F. P., 1996, ‘‘Convection Heat and Mass Train Alloy Solidification,’’ Adv. Heat Transfer,28, pp. 231–338.
@16# Harper, J. M., 1981,Extrusion of Foods: Volume I, CRD Press, Boca RatonFL.
@17# Kokini, J. L., Ho, C.-T., and Karwe, M. V., Eds., 1992,Food Extrusion Scienceand Technology, Marcel Dekker, New York.
@18# Wang, S. S., Chiang, C. C., Yeh, A. I., Zhao, B., and Kim, I. H., 1989, ‘‘K
DECEMBER 2003, Vol. 125 Õ 977

a
t
ce
i
o
a
i
sa
,
R
lo
c
ts
m
t
o
inr
p
g
k-
ve
y-
ofss
e
i-r.
er
ndure-
ical
, ‘‘Aa
ble
ndted
an
a in
and
u-ro-
998,s,’’
d
der
r,
eri-l of
eri-lly
-
wn
ofl.,
al
al
ating
.,a-
mal
cal
netics of Phase Transition of Waxy Corn Starch at Extrusion TemperaturesMoisture Contents,’’ J. Food. Sci.,54, pp. 1298–1301.
@19# Jensen, K. F., Einset, E. O., and Fotiadis, D. I., 1991, ‘‘Flow PhenomenChemical Vapor Deposition of Thin Films,’’ Annu. Rev. Fluid Mech.,23, pp.197–232.
@20# Mahajan, R. L., 1996, ‘‘Transport Phenomena in Chemical Vapor-DeposiSystems,’’ Adv. Heat Transfer,28, pp. 339–425.
@21# Roy Choudhury, S., Jaluria, Y., and Lee, S. H.-K., 1999, ‘‘Generation of NeDown Profile for Furnace Drawing of Optical Fiber,’’ Numer. Heat Transf35, pp. 1–24.
@22# Jaluria, Y., 1992, ‘‘Transport From Continuously Moving Materials Underging Thermal Processing,’’ Annu. Rev. Fluid Mech.,4, pp. 187–245.
@23# Siegel, R., 1984, ‘‘Two-Region Analysis of Interface Shape in ContinuoCasting With Superheated Liquid,’’ASME J. Heat Transfer,106, pp. 506–511.
@24# Roy Choudhury, S., and Jaluria, Y., 1994, ‘‘Analytical Solution for the Trasient Temperature Distribution in a Moving Rod or Plate of Finite Length WSurface Heat Transfer,’’ Int. J. Heat Mass Transfer,37, pp. 1193–1205.
@25# Chiu, W. K.-S., Jaluria, Y., and Glumac, N. C., 2000, ‘‘Numerical Simulatiof Chemical Vapor Deposition Processes Under Variable and Constant Perty Approximations,’’ Numer. Heat Transfer,37, pp. 113–132.
@26# Wang, Q., Yoo, H., and Jaluria, Y., 2003, ‘‘Convection in a Horizontal DuUnder Constant and Variable Property Formulations,’’ Int. J. Heat Mass Trfer, 46, pp. 297–310.
@27# Tadmor, Z., and Gogos, C., 1979,Principles of Polymer Processing, Wiley,New York.
@28# Jaluria, Y., 1996, ‘‘Heat and Mass Transfer in the Extrusion of Non-NewtonMaterials,’’ Adv. Heat Transfer,28, pp. 145–230.
@29# Karwe, M. V., and Jaluria, Y., 1990, ‘‘Numerical Simulation of Fluid Flow anHeat Transfer in a Single-Screw Extruder for Non-Newtonian Fluids,’’ NumHeat Transfer,17, pp. 167–190.
@30# Lee, S. H.-K., and Jaluria, Y., 1996, ‘‘Simulation of the Transport Processethe Neck-Down Region of a Furnace Drawn Optical Fiber,’’ Int. J. Heat MTransfer,40, pp. 843–856.
@31# Sayles, R., and Caswell, B., 1984, ‘‘A Finite Element Analysis of the UpperRegion of a Fiber Drawing Flow Field,’’ Int. J. Heat Mass Transfer,27, pp.57–67.
@32# Myers, M. R., 1989, ‘‘A Model for Unsteady Analysis of Preform DrawingAIChE J.,35, pp. 592–602.
@33# Jaluria, Y., 1976, ‘‘Temperature Regulation of a Plastic-Insulated Wire indiant Heating,’’ ASME J. Heat Transfer,98, pp. 678–680.
@34# Beckermann, C., and Wang, C. Y., 1995, ‘‘Multiphase Scale Modeling of AlSolidification,’’ Annu. Rev. Fluid Mech.,6, pp. 115–198.
@35# Chiruvella, R. V., Jaluria, Y., and Karwe, M. V., 1996, ‘‘Numerical Simulatioof Extrusion Cooking of Starchy Materials,’’ J. Food. Eng.,30, pp. 449–467.
@36# Hanafusa, H., Hibino, Y., and Yamamoto, F., 1985, ‘‘Formation MechanismDrawing-Induced E’ Centers in Silica Optical Fibers,’’ J. Appl. Phys.,58„3…,pp. 1356–1361.
@37# Yin, Z., and Jaluria, Y., 2000, ‘‘Neck Down and Thermally Induced DefectsHigh Speed Optical Fiber Drawing,’’ ASME J. Heat Transfer,122, pp. 351–362.
@38# Jaluria, Y., 1984, ‘‘Numerical Study of the Thermal Processes in a FurnaNumer. Heat Transfer,7, pp. 211–224.
@39# Issa, J., Yin, Z., Polymeropoulos, C. E., and Jaluria, Y., 1996, ‘‘TemperaDistribution in an Optical Fiber Draw Tower Furnace,’’ J. Mater. ProceManuf. Sci.,4, pp. 221–232.
@40# Kwon, T. H., Shen, S. F., and Wang, K. K., 1986, ‘‘Pressure Drop of PolymeMelts in Conical Converging Flow: Experiments and Predictions,’’ PolyEng. Sci.,28, pp. 214–224.
@41# Lin, P., and Jaluria, Y., 1997, ‘‘Conjugate Transport in Polymer Melt FloThrough Extrusion Dies,’’ Polym. Eng. Sci.,37, pp. 1582–1596.
@42# Minkowycz, W. J., and Sparrow, E. M., eds., 1997,Advances in NumericalHeat Transfer, 1, Taylor & Francis, Philadelphia, PA.
@43# Patankar, S. V., 1980,Numerical Heat Transfer and Fluid Flow, Taylor &Francis, Philadelphia, PA.
@44# Leonard, B. P., 1997, ‘‘Bounded Higher-Order Upwind MultidimensionFinite-Volume Convection-Diffusion Algorithms,’’ inAdvances in NumericalHeat Transfer, W. J. Minkowycz and E. M. Sparrow, eds.,1, Taylor & Francis,Philadelphia, PA, pp. 1–57.
@45# Zhu, W., and Jaluria, Y., 2001, ‘‘Residence Time and Conversion in the Exsion of Chemically Reactive Materials,’’ Polym. Eng. Sci.,41, pp. 1280–1291.
@46# Wang, Y., and White, J. L., 1989, ‘‘Non-Newtonian Flow Modeling in thScrew Region of an Intermeshing Co-Rotating Twin Screw Extruder,’’ J. NNewtonian Fluid Mech.,32, pp. 19–38.
@47# Sastrohartono, T., Jaluria, Y., and Karwe, M. V., 1994, ‘‘Numerical Couplof Multiple Region Simulations to Study Transport in a Twin Screw ExtrudeNumer. Heat Transfer,25, pp. 541–557.
@48# Chiruvella, R. V., Jaluria, Y., Karwe, M. V., and Sernas, V., 1996, ‘‘Transporta Twin-Screw Extruder for the Processing of Polymers,’’ Polym. Eng. Sci.,36,pp. 1531–1540.
@49# Yin, Z., and Jaluria, Y., 1997, ‘‘Zonal Method to Model Radiative Transportan Optical Fiber Drawing Furnace,’’ ASME J. Heat Transfer,119, pp. 597–603.
@50# Paek, U. C., 1999, ‘‘Free Drawing and Polymer Coating of Silica Glass Ocal Fibers,’’ ASME J. Heat Transfer,121, pp. 775–788.
@51# Cheng, X., and Jaluria, Y., 2002, ‘‘Effect of Draw Furnace Geometry on HiSpeed Optical Fiber Manufacturing,’’ Numer. Heat Transfer,41, pp. 757–781.
978 Õ Vol. 125, DECEMBER 2003
and
in
ion
k-r,
o-
us
n-th
nrop-
ctns-
an
der.
inss
Jet
’’
a-
y
n
of
in
e,’’
ures.
ric.
w
al
ru-
en-
g,’’
in
in
ti-
h-
@52# Blyler, L. L., and DiMarcello, F. V., 1980, ‘‘Fiber Drawing, Coating and Jaceting,’’ Proc. IEEE,68, pp. 1194–1198.
@53# Paek, U. C., 1986, ‘‘High Speed High Strength Fiber Coating,’’ J. LightwaTechnol.,LT-4 , pp. 1048–1059.
@54# Ravinutala, S., Rattan, K., Polymeropoulos, C., and Jaluria, Y., 2000, ‘‘Dnamic Menisci in a Pressurized Fiber Applicator,’’Proc. 49th Int. Wire CableSymp., Atlantic City, NJ, INCS, Inc., Eatontown, NJ.
@55# Vaskopulos, T., Polymeropoulos, C. E., and Zebib, A., 1995, ‘‘CoolingOptical Fibers in Aiding and Opposing Forced Gas Flow,’’ Int. J. Heat MaTransfer,18, pp. 1933–1944.
@56# Voller, V. R., 1997, ‘‘An Overview of Numerical Methods for Solving PhasChange Problems,’’ inAdvances in Numerical Heat Transfer, W. J.Minkowycz and E. M. Sparrow, eds.,1, Taylor & Francis, Philadelphia, PA,pp. 341–380.
@57# Banaszek, J., Jaluria, Y., Kowalewski, T. A., and Rebow, M., 1999, ‘‘SemImplicit FEM Analysis of Natural Convection in Freezing Water,’’ NumeHeat Transfer,36, pp. 449–472.
@58# Lin, P., and Jaluria, Y., 1997, ‘‘Heat Transfer and Solidification of PolymMelt Flow in a Channel,’’ Polym. Eng. Sci.,37, pp. 1247–1258.
@59# Fotiadis, D. I., Boekholt, M., Jensen, K. F., and Richter, W., 1990, ‘‘Flow aHeat Transfer in CVD Reactors: Comparison of Raman Temperature Measments and Finite Element Model Predictions,’’ J. Cryst. Growth,100, pp.577–599.
@60# Yoo, H., and Jaluria, Y., 2002, ‘‘Thermal Aspects in The Continuous ChemVapor Deposition of Silicon,’’ ASME J. Heat Transfer,124, pp. 938–946.
@61# Eversteyn, F. C., Severin, P. J. W., Brekel, C. H. J., and Peek, H. L., 1970Stagnant Layer Model for the Epitaxial Growth of Silicon From Silane inHorizontal Reactor,’’ J. Electrochem. Soc.,117, pp. 925–931.
@62# Mahajan, R. L., and Wei, C., 1991, ‘‘Buoyancy, Soret, Dufour and VariaProperty Effects in Silicon Epitaxy,’’ ASME J. Heat Transfer,113, pp. 688–695.
@63# Chiu, W. K. S., Richards, C. J., and Jaluria, Y., 2001, ‘‘Experimental aNumerical Study of Conjugate Heat Transfer in a Horizontal Channel HeaFrom Below,’’ ASME J. Heat Transfer,123, pp. 688–697.
@64# Ostrach, S., 1983, ‘‘Fluid Mechanics in Crystal Growth—The 1982 FreemScholar Lecture,’’ J. Fluids Eng.,105, pp. 5–20.
@65# Prasad, V., Zhang, H., and Anselmo, A. P., 1997, ‘‘Transport PhenomenCzochralski Crystal Growth Processes,’’ Adv. Heat Transfer,30, pp. 313–435.
@66# Ostrach, S., 1982, ‘‘Low-Gravity Fluid Flows,’’ Annu. Rev. Fluid Mech.,14,pp. 313–345.
@67# Wang, G. X., and Prasad, V., 2000, ‘‘Rapid Solidification: FundamentalsModeling,’’ Annu. Rev. Heat Transfer,11, pp. 207–297.
@68# Delplanque, J. P., and Rangel, R. H., 1998, ‘‘A Comparison of Models, Nmerical Simulation, and Experimental Results in Droplet Deposition Pcesses,’’ Acta Mater.,46, pp. 4925–4933.
@69# Pasandideh-Fard, M., Bhola, R., Chandra, S., and Mostaghimi, J., 1‘‘Deposition of Tin Droplets on a Steel Plate: Simulations and ExperimentInt. J. Heat Mass Transfer,41, pp. 2929–2945.
@70# Roache, P. J., 1998,Verification and Validation in Computational Science anEngineering, Hermosa Publishers, Albuquerque, New Mexico.
@71# De Vahl Davis, G., and Leonardi, E., eds., 2001,Advances in ComputationalHeat Transfer II, Begell House Pub., New York, NY.
@72# Esseghir, M., and Sernas, V., 1992, ‘‘Experiments on a Single Screw ExtruWith a Deep and Highly Curved Screw Channel,’’ inFood Extrusion Scienceand Technology, J. L. Kokini, C. T. Ho, and M. V. Karwe, eds., Marcel DekkeNew York, pp. 21–40.
@73# Sastrohartono, T., Jaluria, Y., Esseghir, M., and Sernas, V., 1995, ‘‘A Numcal and Experimental Study of Three-Dimensional Transport in the Channean Extruder for Polymeric Materials,’’ Int. J. Heat Mass Transfer,38, pp.1957–1973.
@74# Sastrohartono, T., Esseghir, M., Kwon, T. H., and Sernas, V., 1990, ‘‘Numcal and Experimental Studies of the Flow in the Nip Region of a PartiaIntermeshing Co-Rotating Twin Screw Extruder,’’ Polym. Eng. Sci.,30, pp.1382–1398.
@75# Bakalis, S., and Karwe, M. V., 1997, ‘‘Velocity Field in a Twin Screw Extruder,’’ Int. J. Food Sci. Technol.,32, pp. 241–253.
@76# Paek, U. C., and Runk, R. B., 1978, ‘‘Physical Behavior of the Neck-DoRegion During Furnace Drawing of Silica Fibers,’’ J. Appl. Phys.,49, pp.4417–4422.
@77# Paek, U. C., Schroeder, C. M., and Kurkjian, C. R., 1988, ‘‘Determinationthe Viscosity of High Silica Glasses During Fibre Drawing,’’ Glass Techno29~4!, pp. 263–266.
@78# Wolff, F., and Viskanta, R., 1987, ‘‘Melting of a Pure Metal From a VerticWall,’’ Exp. Heat Transfer,1, pp. 17–30.
@79# Wolff, F., and Viskanta, R., 1988, ‘‘Solidification of a Pure Metal at a VerticWall in the Presence of Liquid Superheat,’’ Int. J. Heat Mass Transfer,31, pp.1735–1744.
@80# Zhu, W., and Jaluria, Y., 2001, ‘‘Transport Processes and Feasible OperDomain in a Twin-Screw Polymer Extruder,’’ Polym. Eng. Sci.,41, pp. 107–117.
@81# Jongbloed, H. A., Kiewiet, J. A., Van Dijk, J. H., and Janssen, L. P. B. M1995, ‘‘The Self-Wiping Co-Rotating Twin-Screw Extruder as a Polymeriztion Reactor for Methacrylates,’’ Polym. Eng. Sci.,35, pp. 1569–1579.
@82# Roy Choudhury, S., and Jaluria, Y., 1998, ‘‘Practical Aspects in the TherTransport During Optical Fiber Drawing,’’ J. Mater. Res.,13, pp. 483–493.
@83# Cheng, X., and Jaluria, Y., 2003, ‘‘Feasible Domain of High Speed Opti
Transactions of the ASME

w
,
m
ghck,
of
sign
s-
m-
Fiber Drawing,’’Proc. ASME-JSME Thermal Engg. Jt. Conf., Hawaii, JSME,Tokyo, Japan.
@84# Dianov, E. M., Kashin, V. V., Perminov, S. M., Perminova, V. N., Rusanov,Y., and Sysoev, V. K., 1988, ‘‘The Effect of Different Conditions on the Draing of Fibers From Preforms,’’ Glass Technol.,29~6!, pp. 258–262.
@85# Ottino, J. M., 1997,The Kinematics of Mixing: Stretching, Chaos, and Tranport, Cambridge University Press, Cambridge, England.
@86# Bejan, A., 1995,Entropy Generation Minimization, CRC Press, Boca RatonFL.
@87# Arora, J. S., 1989,Introduction to Optimum Design, McGraw-Hill, New York.@88# Stoecker, W. F., 1989,Design of Thermal Systems, 3rd ed., McGraw-Hill, New
York.@89# Chiu, W. K. S., Jaluria, Y., and Glumac, N. G., 2002, ‘‘Control of Thin Fil
Growth in Chemical Vapor Deposition Manufacturing Systems,’’ ASMEManuf. Sci. Eng.,124, pp. 715–724.
Journal of Heat Transfer
S.-
s-
J.
@90# Cheng, X., 2002, ‘‘Design and Optimization of the Draw Furnace for HiSpeed Optical Fiber Drawing,’’ Ph.D. Thesis, Rutgers Univ., New BrunswiNJ.
@91# Suh, N. P., 1990,The Principles of Design, Oxford Univ. Press, New York.@92# Jaluria, Y., and Lombardi, D., 1991, ‘‘Use of Expert Systems in the Design
Thermal Equipment and Processes,’’ Res. Eng. Des.,2, pp. 239–253.@93# Jamalabad, V. R., Langrana, N. A., and Jaluria, Y., 1994, ‘‘Rule-Based De
of a Materials Processing Component,’’ Eng. Comput.,10, pp. 81–94.@94# Viswanath, R., 1993, ‘‘Modeling, Simulation and Design of Solidification Sy
tems,’’ Ph.D. Thesis, Rutgers Univ., New Brunswick, NJ.@95# Viswanath, R., and Jaluria, Y., 1991, ‘‘Knowledge-Based System for the Co
puter Aided Design of Ingot Casting Processes,’’ Eng. Comput.,7, pp.109–120.
DECEMBER 2003, Vol. 125 Õ 979