Embed Size (px)
Citation preview

THERMALPROCESS
INFORMATIONBOOK
SELECTED HEAT TREATING TERMSHEAT TREATMENT OF FERROUS METALS
HEAT TREATING PROCESSESSURFACE ENGINEERING
FURNACE ATMOSPHERESINDUCTION HEAT TREATING OF STEEL
COMBUSTIONQUENCHING
CONTROLS/INSTRUMENTATIONFLOWMETERS
200836373839404244454648

SELECTED HEAT TREATING TERMS
36 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007
atmosphere controlled furnaces. In many heat treating operations,the atmosphere must be controlled to prevent workpieces fromoxidizing and/or decarburizing. Steel becomes more active asthe temperature increases, and severe oxidation of carbon steelbegins at about 425°C (795°F). Above 1200°C (2190°F), the ox-idation rate increases exponentially. At high temperatures thecarbon in steel also can react with the atmosphere to lower thecarbon content.
carbon potential. A measure of the ability of an environment con-taining carbon to alter or maintain, under prescribed condi-tions, the carbon level in steel. Control of carbon potential isimportant in carburizing furnaces. Excessive carbon will per-meate the grain structure of the alloy, causing embrittlementand eventual component failure. Preheat or burn-off mufflesrequire good atmosphere control to flush out these contami-nants.
products of combustion. These result when fuel mixed with air isburned. If fuels such as methane and propane are burned inoptimized proportions with air, the by-products might be idealfor certain heat treated products. If an excess of air exists (a leanatmosphere), loose scale may form. When an excess of fuel isused (a rich atmosphere), a tight, adherent oxide forms. Notethat water vapor is a by-product of combustion.
PROCESSESbright annealing. A process usually carried out in a controlled fur-
nace atmosphere so that surface oxidation is reduced to a min-imum and the surface remains relatively bright. To limit oxi-dation, the water vapor concentration must be limited. Brightannealing environments are typically purged with inert gasessuch as nitrogen, argon, or dry air. Typically, the dew pointtemperature must be less than –50°C (–60°F).
carbonitriding. A process in which ammonia (NH3) added to a gascarburizing environment dissociates to produce hydrogen (H2)and nitrogen (N2). The addition of nitrogen has three impor-tant effects: inhibits the diffusion of carbon, which favors pro-duction of a shallow case; enhances hardenability, which fa-vors production of a hard, wear-resistant case that is easilypolished; and forms nitrides, which further enhance wear re-sistance.
carburizing. A process in which ferrous metal is brought into con-tact with an environment of sufficient carbon potential to causeabsorption of carbon at the surface, and by diffusion to createa carbon concentration gradient between the surface and theinterior of the metal. Carburizing is usually done at 850 to 950°C(1560 to 1740°F) in an atmosphere consisting of any of severalcarrier gases, principally nitrogen, carbon monoxide, and hy-drogen, to which hydrocarbon gases (or vaporized hydrocarbonliquid) have been added. Methane or natural gas (CH4) is themost commonly used source of carbon. For carburizing in therange of 0.8 to 1% C, the dew point temperature of the carriergas is optimized at –7 to –1°C (19 to 30°F). Dew points below–12°C (10°F) may lead to accelerated sooting of generator cata-lyst. For low surface concentrations of carbon, the dew pointmay be adjusted to 0°C (30°F) or higher.
ATMOSPHERES AND GASESargon. Provides an excellent inert atmosphere. It is used for gas-
shielded arc welding and for heat treatment of special alloys.Generally, argon must be delivered at a dew point of less than–60°C (–75°F) and an oxygen content of less than 20 ppm.
commercial nitrogen atmospheres. Nitrogen is used in many heattreating applications, sometimes replacing endothermic at-mospheres. Nitrogen serves as a pure, dry, inert gas that canprovide efficient purging and blanketing. Typical specificationsrequire the nitrogen to be delivered at dew point temperaturesbetween –60 and –80°C (–75 and –110°F). Nitrogen is also usedas a carrier gas for carbon control atmospheres in many com-mercial heat treating applications. Nitrogen is mixed with hy-
drogen in a 90-10 blend, where the hydrogen serves as a re-ducing gas.
dissociated ammonia. Dissociated ammonia (N2 + H2) is producedfrom anhydrous ammonia (NH3) by raising the temperatureto 900–980°C (1650–1795°F) in a catalyst filled retort. The gas isthen cooled for metering and transport. Dissociated ammonia at-mospheres are about 75% H2 and 25% N2,with less than 300ppm residual ammonia at a dew point below –60°C (–75°F).The atmosphere provides a dry, carbon-free source of reducinggas. Uses include bright copper and silver brazing, bright heattreating of carbon steels and selected nickel and copper alloys,and bright annealing of electrical components. Dissociated am-monia is also used as a carrier gas in certain nitriding processes.
dry hydrogen atmospheres. Commercially available hydrogen is 98to 99.9% pure. Cylinder hydrogen may contain trace amounts ofwater vapor and oxygen. Dry hydrogen is used in furnaces forannealing stainless and low-carbon steels, electrical steels, andseveral nonferrous metals.
endothermic atmospheres. Endothermic atmospheres are producedby generators that use air and a hydrocarbon gas as fuel. Thetwo gases are mixed, slightly compressed, and passed througha chamber filled with nickel catalyst. The chamber is heated ex-ternally,thus, the term endothermic. Endothermic gas mixturesare used as carrier gases in carburizing and carbonitriding ap-plications (they offer a wide range of possible carbon poten-tials). Other applications include bright hardening of steel,carbon restoration of steel forgings and bars, and sinteringpowder that requires a reducing atmosphere.
exothermic atmospheres. Exothermic gas is produced by combus-tion of a hydrocarbon fuel such as methane or propane to main-tain a reaction temperature of 980°C (1795°F) for sufficient timeto reach equilibrium. Heat is obtained from the reaction, thus,the term exothermic. The resultant gas is cooled and water vaporis removed either by a refrigerated or desiccant dryer.Exothermic atmospheres are used for clean and bright annealingand clean hardening. Rich exothermic atmospheres are usefulfor annealing, and for copper brazing of low-carbon steels, Cu-Ni alloys, gold alloys, and some brasses. Applications for leanexothermic atmospheres include annealing of aluminum andcopper and their alloys, bluing of steel parts, silver brazing ofnonferrous alloys, and nonflammable blanketing during var-ious industrial processes.
natural atmospheres (air). Air consists of about 78% nitrogen, 21%oxygen, 0.9% argon, and other trace gases. Air at room tem-perature varies in moisture content from about 0.3 to 3%, nom-inally. Although natural atmospheres are strongly oxidizing,they may be acceptable when workpieces are to be machinedafter heat treating.
steam atmospheres. Steam injection into furnaces is used for scale-freetempering and stress relieving of ferrous metals in the temper-ature range of 345 to 650°C (655 to 1200°F). The steam causes athin, hard, tenacious blue-black oxide to form on the surface ofthe part. Prior to processing in a steam atmosphere, parts mustbe clean and oxide-free. To prevent condensation and rusting,furnace internal surfaces and the parts in the furnace must beat a temperature above 100°C (212°F). And air must be purgedfrom the furnace to prevent formation of a brown coating in-stead of the desired blue-black oxide.
vacuum atmospheres. Heating metal parts at pressures below at-mospheric is used for many semiconductor components, com-posites, and metals. Vacuum heat treating prevents surface re-actions such as oxidation and decarburization, removes surfacecontaminants such as oxide films and lubricant residue, de-gasses metals, removes dissolved contaminants from metals,and joins metals by brazing or diffusion bonding.

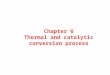
IRON-CARBON EQUILIBRIUM PHASE DIAGRAMThe basis for understanding the heat treatment of steels is the iron-carbon
(Fe-C) phase diagram. The Fe-C diagram is really two diagrams in one,showing the equilibrium between cementite (iron carbide, or Fe3C) and theseveral phases of iron, as well as the equilibrium between graphite and theother phases. Steels are alloys of iron, carbon and other elements that con-tain less than 2% carbon (usually less than 1%), therefore the portion of thediagram below 2% C; that is, the iron-cementite (Fe-Fe3C) diagram, is morepertinent to steel heat treatment. In cast irons, high carbon content (1.75-4.0%C) and high silicon content promote graphite formation. Therefore, cast irontechnology is based more on the Fe-graphite diagram.
HEAT TREATMENT OF FERROUS METALSINTRODUCTION
Steel can be processed to produce a large variety of mi-crostructures and properties. The required results areachieved by heating the material in temperature rangeswhere a phase or combination of phases is stable (producingmicrostructural changes or distribution of stable phases)and / or heating or cooling between temperature ranges in
which different phases are stable (producing beneficial phasetransformations). The iron-carbon equilibrium phase dia-gram is the foundation on which all steel heat treatment isbased. The diagram defines the temperature-compositionregions where the various phases in steel are stable, as wellas the equilibrium boundaries between phase fields.
Expanded iron-carbon phase diagram showing both the eutectoid and eutectic regions. Source: Practical Heat Treating, Second Edition, ASM International, Materials Park, Ohio, 2006.
DEFINITIONS OF TRANSFORMATION TEMPERATURES IN IRON AND STEELSTransformation temperature. Thetemperature at which a change inphase occurs. The term is sometimesused to denote the limiting tempera-ture of a transformation range. Thefollowing symbols are used for ironand steels.
Accm. In hypereutectoid steel, the tem-perature at which the solution of ce-mentite in austenite is completedduring heating.
Ac1. The temperature at whichaustenite begins to form duringheating, with the c being derived fromthe French chauffant.
Ac3. The temperature at which trans-formation of ferrite to austenite is com-pleted during heating.
Aecm, Ae1, Ae3. The temperatures ofphase changes at equilibrium.
Arcm. In hypereutectoid steel, the tem-perature at which precipitation of ce-mentite starts during cooling, with ther being derived from the French re-froidissant.
Ar1. The temperature at which trans-formation of austenite to ferrite or toferrite plus cementite is completedduring cooling.
Ar3. The temperature at whichaustenite begins to transform to fer-rite during cooling.
Ar4. The temperature at which deltaferrite transforms to austenite duringcooling.
Ms (or Ar’’). The temperature atwhich transformation of austenite tomartensite starts during cooling.
Mf. The temperature at which marten-site formation finishes during cooling.Note: All of these changes, except the formation of martensite,occur at lower temperatures during cooling than duringheating and depend on the rate of change of temperature.Source: ASM Handbook, Vol. 4, Heat Treating, ASMInternational, Materials Park, Ohio, 1991, pp. 3-4.
HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007 37

NORMALIZINGNormalizing is a homogenizing or
grain refining treatment, with the aimbeing uniformity in compositionthroughout a part. It consists of anaustenitizing heating cycle followedby cooling in still or slightly agitatedair. Typically, work is heated to a tem-perature of approximately 55°C(100°F) above the upper critical line ofthe iron-carbide phase diagram, andthe heating portion of the processmust produce a homogeneousaustenitic phase. The actual tempera-ture used depends upon the compo-sition of the steel; but the usual tem-perature is around 870°C (1600°F).
ANNEALINGAnnealing is a generic term de-
noting a treatment consisting ofheating to and holding at a suitabletemperature, followed by cooling at asuitable rate; used primarily to softenmetals and to simultaneously producedesired changes in other properties orin microstructures. Reasons for an-nealing include improvement ofmachinability, facilitation of coldwork, improvement in mechanical orelectrical properties, and to increasedimensional stability. In ferrous alloys,annealing usually is done above theupper critical temperature.
In full annealing, steel is heated 90-180°C (160-325°F) above the A3 forhypoeutectoid steels and above theA1 for hypereutectoid steels, and slowcooled. In full annealing, the rate ofcooling must be very slow, to allowthe formation of coarse pearlite. Inprocess annealing, slow cooling is not essential because any cooling rate from temperatures below A1 re-sults in the same microstructure andhardness.
STRESS RELIEVINGIn the stress relief process, steel is
heated to around 595°C (1105°F), en-suring that the entire part is heateduniformly, then cooled slowly back toroom temperature. Care must betaken to ensure uniform cooling, es-pecially when a part has varying sec-tion sizes. If the cooling rate is not con-stant and uniform, new residualstresses, equal to or greater than ex-isting originally, can be the result.
SURFACE HARDENINGThese treatments impart a hard,
wear resistant surface to parts, whilemaintaining softer, tough interior.Hardness is obtained throughquenching rapidly from above a steel’stransformation temperature, and duc-tility is obtained via tempering. Thehardened surface of the part is referredto as the case, and its softer interior isknown as the core.
Gas carburizing is one of the mostwidely used surface hardeningprocesses. Carbon is added to the sur-face of low-carbon steels at tempera-tures ranging from 850-950°C (1560-1740°F). In quenching, austenite istransformed to martensite. Othermethods of case hardening low-carbon steels include cyaniding, fer-ritic nitrocarburizing, and carboni-triding.
QUENCHINGSteel parts are rapidly cooled from
the austenitizing or solution treatingtemperature. Stainless and high-alloysteels may be quenched to minimizethe presence of grain boundary car-bides or to improve the ferrite distri-bution, but most steels, includingcarbon, low-alloy, and tool steels, arequenched to produce controlledamounts of martensite in the mi-crostructure. The ability of a quen-chant to harden steel depends uponthe cooling characteristics of thequenching medium. Quenching ef-fectiveness is dependent on steel com-position, type of quenchant, or quen-chant use conditions, as well as thedesign and maintenance of aquenching system.
QUENCHING MEDIASelection of a qunchant depends on
the hardenability of the steel, sectionthickness and shape involved, and thecooling rates needed to achieve the de-sired microstructure. Typically, quen-chants are liquids (water, oil that couldcontain a variety of additives, aqueouspolymer solutions, and water thatcould contain salt or caustic additives),and gases (inert gases including he-lium, argon, and nitrogen). Otherquenchants include fogs and fluidizedbeds.
TEMPERINGIn tempering, a previously hard-
ened or normalized steel is usuallyheated to a temperature below thelower critical temperature and cooledat a suitable rate, primarily to increaseductility and toughness, but also to in-crease grain size of the matrix. Steelsare tempered by reheating after hard-ening to obtain specific values of me-chanical properties and to relievequenching stresses and ensure di-mensional stability. Tempering usu-ally follows quenching from above theupper critical temperature. Most steelsare heated to a temperature of 205-595°C (400-1105°F) and held at tem-perature for an hour or more. Highertemperatures increase toughness andresistance to shock, but at the expenseof lower hardness and strength.
Martempering describes an inter-rupted quench from the austenitizingtemperature to delay cooling justabove martensitic transformation fora period of time to equalize the tem-perature throughout the piece, whichminimizes distortion, cracking, andresidual stress.
Austempering isothermally trans-forms a steel at a temperature belowthat for pearlite formation and abovethat of martensite formation. Steel isheated to a temperature within theaustenitizing range; quenched in abath maintained at a constant tem-perature, usually in the range of 260-400°C (500-750°F); allowed to trans-form isothermally to bainite in thebath; then cooled to room tempera-ture. Benefits of the process are in-creased ductility, toughness, andstrength at a given hardness.
COLD AND CRYOGENIC TREATMENT OF STEEL
Cold treatment can be used to en-hance the transformation of austeniteto martensite in case hardening andto improve the stress relief of castingsand machined parts. Practice identi-fies -84°C (-120°F) as the optimum coldtreatment temperature. By compar-ison, cryogenic treatment at a tempera-ture of around -190°C (-310°F) im-proves certain properties beyond thecapability of cold treatment.
HEAT TREATING PROCESSES
38 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007

SURFACE ENGINEERINGCHARACTERISTICS OF DIFFUSION TREATMENTS
Process Typical Casetemperature, case depth, hardness, Typical
Process Type of case °C (°F) �m (mils) HRC base metals Process characteristicsCarburizing
Pack Diffused carbon 815-1090 125-1500 50-63(a) Low-carbon steels, Low equipment costs, difficult to(1500-2000) (5-60) low-carbon alloy control case depth accurately
steelGas Diffused carbon 815-980 75-1500 50-63(a) Low-carbon steels, Good control of case depth,
(1500-1800 (3-60) low-carbon alloy suitable for continuous steels operation, good gas controls
required, can be dangerousLiquid Diffused carbon 815-980 50-1500 50-65(a) Low-carbon steels, Faster than pack and gas
and possibly (1500-1800) (2-60) low-carbon alloy processes, can pose salt disposalnitrogen steels problem, salt baths require
frequent maintenanceVacuum Diffused carbon 815-1090 75-1500 50-63(a) Low-carbon steels, Excellent process control, bright
(1500-2000) (3-60) low-carbon alloy parts, faster than gas carbur-steels izing, high equipment costs
NitridingGas Diffused nitrogen, 480-590 125-750 50-70 Alloy steels, Hardest cases from nitriding
nitrogen (900-1100) (5-30) nitriding steels, steels, quenching not required, compounds stainless steels low distortion, process is slow, is
usually a batch processSalt Diffused nitrogen, 510-565 2.5-750 50-70 Most ferrous Usually used for thin hard cases
nitrogen (950-1050) (0.1-30) metals including <25 mm (1 mil), no white layer,compounds cast irons most are proprietary processes.
Ion Diffused nitrogen, 340-565 75-750 50-70 Alloy steels, Faster than gas nitriding, no nitrogen (650-1050) (3-30) nitriding, white layer, high equipment
compounds stainless steels costs, close case control.
CarbonitridingGas Diffused carbon 760-870 75-0.75 50-65(a) Low-carbon steels, Lower temperature than carbur-
and nitrogen (1400-1600) (3-30) low-carbon alloy izing (less distortion), slightly steels, stainless steel harder case than carburizing gas
control critical.Liquid Diffused carbon 760-870 2.5-125 50-65(a) Low-carbon steels Good for thin cases on noncrit-(cyaniding) and nitrogen (1400-1600) (0.1-5) cal parts, batch process, salt
disposal problems.Ferritic Diffused carbon 565-675 2.5-25 40-60(a) Low-carbon steels Low-distortion process for thin nitro- and nitrogen (1050-1250) (0.1-1) case on low-carbon steel, most carburizing processes are proprietary
OtherAluminizing Diffused 870-980 25-1000 <20 Low-carbon steels Diffused coating used for oxida-(pack) aluminum (1600-1800) (1-40) tion resistance at elevated
temperatures.Siliconizing by Diffused silicon 925-1040 25-1000 30-50 Low-carbon steels For corrosion and wear resis-chemical vapor (1700-1900) (1-40) tance, atmosphere control is deposition critical.Chromizing by Diffused 980-1090 25-50 <30 Low-carbon steel, Chromized low-carbon steels chemical vapor chromium (1800-2000) (1-2) high-carbon steel yield a low-cost stainless steel, deposition 50-60 High- and low- high-carbon steels develop a
carbon steels hard corrosion-resistant case.Titanium Diffused carbon 900-1010 2.5-12.5 >70(a) Alloy steels, Produces a thin carbide (TiC) casecarbide and titanium, (1650-1850) (0.1-0.5) tool steels for resistance to wear, high temp-
TiC compound erature may cause distortion.Boriding Diffused boron, 400-1150 12.5-50 40->70 Alloy steels, Produces a hard compound
boron, compound (750-2100) (0.5-2) tool steels, cobalt layer, mostly applied over hard-and nickel alloys ened tool steels. High process
temperature can cause distortion.(a) Requires quench from austenitizing temperature.
HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007 39

Atmospheres serve a variety of func-tions; acting as carriers for elements usedin some heat treating processes, clean-ing surfaces of parts being treated inother processes, and providing a pro-tective environment to guard againstadverse effects of air when parts are ex-posed to elevated temperatures. Prin-cipal gases and vapors are air, oxygen,nitrogen, carbon dioxide and carbonmonoxide, hydrogen, hydrocarbons (i.e.,methane, propane, and butane), andinert gases, such as argon and helium.
Air provides atmospheres in fur-naces in which protective atmospheresare not used. Air is also the major con-stituent in many prepared atmos-pheres. The composition of air is ap-proximately 79% nitrogen and 21%oxygen, with trace elements of carbondioxide. As an atmosphere, air behaveslike oxygen, the most reactive con-stituent in air.
Oxygen reacts with most metals to
form oxides. It also reacts with carbondissolved in steel, lowering surfacecarbon content.
Nitrogen in its molecular state is pas-sive to ferrite and can be used as an at-mosphere in annealing low-carbonsteels; as a protective atmosphere inheat treating high-carbon steels, ni-trogen must be completely dry— smallamounts of water vapor in nitrogencause decarburization. Molecular ni-trogen is reactive with many stainlesssteels and can’t be used to heat treatthem. Atomic nitrogen, which is cre-ated at normal heat treating tempera-tures, is not a protective gas—it com-bines with iron, forming finely dividednitrides that reduce surface hardness.
Carbon dioxide and carbon monoxideare used in steel processing atmos-pheres. At austenitizing temperatures,carbon dioxide reacts with surfacecarbon to produce carbon monoxide,a reaction that continues until the
supply of carbon dioxide is exhaustedand the steel surface is free of carbon.
FURNACE ATMOSPHERES
CLASSIFICATION AND APPLICATION OF PRINCIPAL FURNACE ATMOSPHERES
Nominal composition, vol%
Class Description Common applications N2 CO CO2 H2 CH4
101 Lean exotherimc Oxide coating of steel 86.8 1.5 10.5 1.2 —102 Rich exothermic Bright annealing; copper brazing; 71.5 10.5 5.0 12.5 0.5
sintering201 Lean prepared nitrogen Neutral heating 97.1 1.7 — 1.2 —202 Rich prepared nitrogen Annealing; brazing stainless steel 75.3 11.0 — 13.2 0.5301 Lean endothermic Clean hardening 45.1 19.6 0.4 34.6 0.3302 Rich endothermic Gas carburizing 39.8 20.7 — 38.7 0.8402 Charcoal Carburizing 64.1 34.7 — 1.2 —501 Lean exothermic- Clean hardening 63.0 17.0 — 20.0 —
endothermic502 Rich exothermic- Gas carburizing 60.0 19.0 — 21.0 —
endothermic601 Dissociated ammonia Brazing; sintering 25.0 — — 75.0 —621 Lean combusted Neutral heating 99.-0 — — 1.0 —
ammonia622 Rich combusted Sintering stainless powders 80.0 — — 20.0 —
ammoniaSource: Heat Treater’s Guide: Practices and Procedures for Irons and Steels, ASM International, 1995
ATMOSPHERE CLASSIFICATION
ProtectiveReactive Neutral Inert
Application Case hardening Annealing, Hardening, Tempering, Vacuum operationsDecarb-Annealing Brazing, Sintering HIP
Components Active: CO, CO2, H2O, CxHy, H2, Active: CO, CO2, H2O, CxHy, H2, Ar/He, N2/He, N2/Ar/HeNH3, etc. Base: N2, Ar NH3, etc. Base: N2 Ar, H2
Surface changes Composition, time, temperature Composition, time, temperature NOOther surface Not usual if controlled Not usual Possiblestructural changesFurnace type Batch, Vacuum, Continuous Vacuum, HIP Chamber, Autoclave Batch, Vacuum, Continuous
Source: The Theory and Economics of Atmosphere Selection, Meri Lazar and Rob Edwards, Heat Treating Progress, Jan. / Feb. 2005
CLASSIFICATION OF PREPAREDATMOSPHERES
The American Gas Association is the source of the following classifications:
• Class 100, exothermic base: formed by the combustionof a gas/air mixture; water vapor in the gas can be removed to get the required dew point
• Class 200, prepared nitrogen base: carbon dioxide andwater vapor have been removed
• Class 300, endothermic base: formed by the reactionof a fuel gas/air mixture in a heated, catalyst fillerchamber
• Class 400, charcoal base: air is passed through a bedof incandescent charcoal
• Class 500, exothermic-endothermic base: formed bythe combustion of a mixture of fuel gas and air; watervapor is removed and carbon dioxide is reformed to carbonmonoxide by reaction with fuel gas in a heated catalystfilled chamber
• Class 600, ammonia base: can consist of raw ammonia,dissociated ammonia, or combusted dissociated ammoniawith a regulated dew point
40 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007

Hydrogen reduces iron oxide to iron.Under certain conditions, hydrogen candecarburize steel, an effect that dependson furnace temperature, moisture con-tent (of gas and furnace), time at tem-perature, and carbon content of the steel.
Water vapor is oxidizing to iron andcombines with carbon in steel to form
carbon monoxide and hydrogen. It isreactive with steel surfaces at very lowtemperatures and partial pressures. Itis also the principal cause of bluingduring cooling cycles.
Carbon hydrocarbons are methane(CH4), ethane (C2H6), propane (C3H8),and butane (C4H10). They impart a car-
burizing tendency to furnace atmos-pheres.
Inert gases are especially useful asprotective atmospheres in the ther-mal processing of metals and alloysthat can’t tolerate the usual con-stituents in protective reactive metalsand their alloys.
FURNACE ATMOSPHERES
Process Atmosphere SuitabilityGas
Process N2 N2/NH3 N2/CxHy N2/CH3OH N2/H2 H2 Ar Ar/H2 He Endo(a) Exo(a)
Bright anneal • • • •
NonFe anneal • • • • • • • •
Decarb anneal • • •
Alloy steel anneal • • • • • •
Stainless steel anneal • • • • •
Neutral hard • • • • • •
Carburize • •
Nitride • •
Temper • • •
Braze • • • • •
Sinter • • • • • • •
Galvanize •
HIP • •
Vacuum • • • •
Cryo treat •(a)atmosphere generator gas (all others industrial gas). Source: The theory and Economics of Atmosphere Selection; Meri Lazar and Rob Edwards, HTP, Jan./Feb. 2005.
Reasons for Atmosphere MonitoringAtmosphere components Processes Common concerns/reasons for measurement
O2 Ferrous Processes: Carburizing, carbonitriding, Control of oxidation, decarburization, and carburizationneutral hardening, normalizing, subcritical Optimizing atmosphere generator operationannealing, stress relieving Optimizing synthetic, industrial gas-based atmospheresNonferrous processes: Annealing, solution Calculating dew point and carbon potentialannealing, stress relieving, vacuum annealing, Reducing discolorationvacuum solution annealing, vacuum brazing Improve brazing properties
Dew point or H2O Ferrous Processes: Carburizing, carbonitriding, Control of oxidation, decarburization, and carburizationneutral hardening, normalizing, subcritical Optimizing atmosphere generator operationannealing, stress relieving, vacuum quenching, Optimizing synthetic, industrial gas-based atmospheressinter hardening Calculating carbon potential indirectlyNonferrous processes: Annealing, solution Reducing discolorationannealing, stress relieving, vacuum annealing, Improve brazing propertiesvacuum solution annealing, vacuum brazing Verify incoming inert-gas quality and integrity of gas
distribution system
CO, CO2, H2, CH4 Ferrous Processes: Carburizing, carbonitriding, Control of oxidation, decarburization, and carburizationneutral hardening, normalizing, subcritical Optimizing atmosphere generator operationannealing, stress relieving, vacuum quenching, Optimizing synthetic, industrial gas-based atmospheressinter hardening Calculating carbon potential indirectlyNonferrous processes: Annealing, solution Indication of lubricant burn-off (in sintering andannealing, stress relieving, vacuum annealing, aluminum annealing)vacuum solution annealing, vacuum brazing Detect leaks in radiant tubes
Source: Atmosphere Monitoring and Control; Robert Oesterreich, Shahab Kazi, Richard Speaker, and John Buonassisi, HTP, April/May 2002.
HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007 41

Principles of induction heating
The basic components of an induc-tion heating system are an inductioncoil, an alternating-current (ac) powersupply, and the workpiece itself. Thecoil, which may take different shapesdepending on the required heating
pattern, is connected to the powersupply so a magnetic field is gener-ated from the current flow. The mag-nitude of the field depends on thestrength of the current and thenumber of turns in the coil.
An induction heating system typi-cally consists of a power supply, a
workstation, an inductor (heating) coil,controls, and workpiece handlingunits. When a steel or cast iron is beinghardened, the system may also in-clude a quenching system, dependingon the hardenability of the particulargrade. It is common practice to includeother auxiliary equipment such as line
INDUCTION HEAT TREATING OF STEEL
42 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007
Frequency Selection for Induction Hardening of SteelFrequency, kHz
Case depth,mm (in.) Diameter,mm (in.) 1 3 10 50 450
0.38-1.27 (0.015-0.050) 6.35-25.4 (0.25-1) — — — — Good
1.29-2.54 (0.051-0.100) 11.11-15.88 (0.4375-0.625) — — Fair Good Good
15.88-25.4 — — Good Good Good
25.4-50.8 — Fair Good Good Good
>50.8 Fair Good Good Good Poor
2.56-5.08 (0.101-0.200) 19.05-50.8 — Fair Good Good Good
50.8-101.6 Fair — Good Good Poor
>101.6 Good Good Fair Good Poor
5.08-10.0 (0.200-0.400) >8 Good — — — —
Through hardening 1.59-6.35 (0.0625-1.0) — — — — Good
6.35-12.7 (0.250-0.5) — — Fair Fair Good
2.7-25.4 (0.5-1.0) — Fair Good Good Fair
25.4-50.8 (1.0-2.0) Fair Good Fair Poor —
50.8-76.2 (2.0-3.0) Good Good Poor — —
76.2-152.4 (3.0-6.0) Good Poor Poor — —
>152.4 (>6.0) Poor Poor Poor — —Good indicates most efficient frequency. Fair indicates the frequency is less efficient. Poor indicates not a good frequency for this depth. The coil power density must be kept within the recommendedranges. Source: Richard E. Haimbaugh, Practical Induction Heat Treating, ASM International, 2001.
Power Density Required for Surface HardeningInput
Depth of hardening(a), W/mm2 kW/in.2(e)
Frequency, kHz mm (in.) Low (b) Optimum (c) High (d) Low (b) Optimum (c) High (d)
500 0.38-1.14 (0.015-0.045) 10.9 15.5 18.6 7 10 12
1.14-2.29 (0.045-0.090) 4.7 7.8 12.4 3 5 8
10 1.52-2.29 (0.060-0.090) 12.4 15.5 24.8 8 10 16
2.29-3.05 (0.090-0.120) 7.8 15.5 23.3 5 10 15
3.05-4.06 (0.120-0.160) 7.8 15.5 21.7 5 10 14
3 2.29-3.05 (0.090-0.120) 15.5 23.3 26.35 10 15 17
3.05-4.06 (0.120-0.160) 7.8 21.7 24.8 5 14 16
4.06-5.08 (0.160-0.200) 7.8 15.5 21.7 5 10 14
1 5.08-7.11 (0.200-0.280) 7.8 15.5 18.6 5 10 12
7.11-9.14 (0.280-0.360) 7.8 15.5 18.6 5 10 12Note: This table is based on use of proper frequency and over-all operating efficiency of equipment. Values may be used for static and progressive methods of heating. However, for some applications,higher inputs can be used when hardening progressively. (a) For greater depth of hardening, o lower kW input is used. (b) Low kW input can be used when generator capacity is limited. The kWvalues can be used to calculate ;argest part hardened (single-shot method) with a given generator. (c) For best metallurgical results. (d) for higher production when generator capacity is available.9e) kW is read as maximum during heat cycle. Source: Richard E. Haimbaugh, Practical Induction Heat Treating, ASM International, 2001.

starters, electrical disconnects, andequipment cooling systems as part ofthe induction heating package.
The basic architecture of an induc-tion heating system includes a work-station (or heat station), which con-tains load matching components suchas output transformers and capacitors,plus high-frequency contactors, pro-tective devices, cooling water mani-folds, and quench valves. The prin-cipal function of the workstation is toprovide proper electrical impedancematch between the output of thepower supply and the inductor (in-duction heating coil) for optimumpower transfer into the heated load.The coil is normally mounted on thefront of and close to the workstation.
Coil design is influenced by manyfactors including the dimensions andconfiguration of the workpiece, thenumber of parts to be heated, thetemperature required, the pattern ofheat desired, and whether the work-piece is to be heated at one time orprogressively. Applied frequency andlevel of power also enter into coil de-
sign. Coil design is built ona large store of empiricaldata whose developmenthas sprung from theoret-ical analyses of severalrather simple inductorgeometries. Consequently,coil design generally isbased on experience.
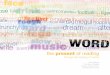
Frequency is the first pa-rameter considered for in-duction heating. Primaryconsiderations in the selec-tion of frequency are depthof heating, efficiency, typeof heat treatment (such assurface hardening versussubcritical annealing), andthe size and geometry ofthe part. Lower frequenciesare more suitable as the size of the partand the case depth increase. However,many variations are possible becausepower density and heating time alsohave an important influence on thedepth to which the part is heated.
Once the frequency has been se-lected, a wide range of temperature
profiles can be produced by varyingthe power density and heating time.Selection of these two heating para-meters depends on the inherent heatlosses of the workpiece (from eitherradiation or convection losses) and thedesired heat conduction patterns of aparticular application.
INDUCTION HEAT TREATING OF STEEL
Interrelationship among heating time, surface power den-sity, and hardened depth for various induction generator fre-quencies.
HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007 43
OUR ELEMENTS ARE BUILT TOPERFORM AND BUILT TO LAST.
TRENT Folded & Formed® Heating Elements
Folded & Formed® DesignIncreased Structural Rigidity
Faster Heat-Up/Cool-Down TimesProlonged Life
We carry a full lineof ovens, furnaces,heating elements,
and melters.
CALL FOR A FREECATALOG OR VISIT US ON
THE WEB ATwww.trentheat.com!
201 Leverington Ave., Philadelphia, PAPhone: (800) 544 TRENT • Fax: (215) 482-9389
®

Industrial heating and heat treatingfurnaces are heated by gaseous orliquid fuels, or by electric heatingelements.
Natural gas is the principal gaseousfuel used in the United States. It has agross heating value of about 37 MJ/m3
(1000 Btu/ft3). For combustion, naturalgas requires about 0.28 m3 (10 ft3) ofair per cubic foot of gas.
Other fuels of this type includeliquefied petroleum gases such aspropane and butane.
COMBUSTION
44 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007
Six steps to good furnace fuel efficiency
Keeping heat treat furnace energy ef-ficiency and productivity at peak levelsrequires a comprehensive approach tothe factors affecting fuel consumption.This approach can be summarized insix steps:
1. Monitor burner air-gas ratios. Useno more excess air than necessary andno excess fuel.
2. Keep insulation and refractories ingood repair. Explore replacing olddense refractories with lower densityinsulation.
3. Don’t overload the furnace.4. Pay attention to scheduling, mini-
mize furnace idle time, and run fur-naces as close to 100% of capacity aspossible.
5. Consider converting ambient aircombustion systems to preheated air.
6. Investigate the possibility of re-ducing the weight of baskets, trays, andfixtures.
Bottom
Top
Sides
Conditions: 80°F Ambient temperature,
still air
100 200 300 400Outer skin temperature, °F
Hea
t los
s, B
tu/h
r·ft2
of s
urfa
ce
1200
900
600
200
10%25%50%100%
150%
200%300%
300%400%
600%
1200%
1000%
800%
100
90
80
70
60
50
40
30
20
10
0
Exha
ust g
as h
eat l
oss,
% o
f inp
ut
1000 2000 3000
Exhaust gas temperature, °F
0% Excess air
Fuel: Birmingham natural gas (1002 Btu/ft3, 0.6 sp. gr.)
Chart for estimating furnace wall losses. Exhaust heat losses vs. exhaust gas temperatures and % excess air.
Furnace heat balance represented as a Sankey diagram.
Wall (conduction losses)
Opening (radiation) losses
Conveyor loss
Heat storage
Exhaust losses
Available heat
Gross input(purchased
energy)Net
output (heat to load)
Flue gas losses
Excess or make up air losses
Exhaust heat losses vs. exhaust gas temperatures, % excess air, and combustion airtemperature.
70°F Air 400°F Air
800°F Air600°F Air 1000°F Air
Fuel: Birmingham natural gas (1002 Btu/ft3, 0.6 sp. gr.) with 10% excess air
100
90
80
70
60
50
40
30
20
10
Exha
ust g
as h
eat l
oss,
% o
f inp
ut
1000 1200 1400 1600 1800 2000 2200Furnace exhaust temperature, °F

QUENCHING TYPICAL COOLING RATE CURVES FOR SELECTED LIQUID MEDIA
HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007 45
Note: All agitated at 1,000 rpm and tested at 40°C (100°F) using Wolfson probe
Polymer quenchingIn a number of applications, aqueous polymers provide a
quench rate (quench severity) that falls between those of waterand oil).Cooling rate can be tailored to requirements by changingthe concentration of polymer, the solution temperature, and thedegree of agitation of the bath.
Polymer quenchants are nontoxic, which makes them safer towork with and easier to dispose of than traditional quenchants.They also are nonflammable, improving working conditions be-cause there is no chance of fire, smoke, and fume duringquenching. In practice, polymer quenchants are more cost effec-tive to use. They cost less initially, have reduced drag-out, topoff mainly with water to compensate for evaporation losses, andhave low viscosity. Polymer quenchants also have a high spe-cific heat, leading to reduced temperature rise during quenching,higher production rates, and lower cooler-rating requirements.Also, no cleaning is required before tempering, eliminating al-kali or solvent degreasing. Polymer quenchants offer technicaladvantages over mineral oils. Quenching speed is flexible, whichenables heat treaters to select a cooling rate that matches theirspecific requirements. It also allows leaner alloy steels to be usedand results in better physical properties on some steels. Polymerquenchants improve tolerance to water contamination, asquenching speed is not influenced significantly compared withquenching oils.
Organic polymers used as a basis for water-based quenchingfluids include: polyvinyl alcohol (PVA), polyalkylene glycol(PAG), acrylate (ACR), polyvinyl pyrrolidone (PVP), and poly-ethyl oxazoline (PEO). Polyvinyl-alcohol-type quenchants havebeen replaced by polyalkylene glycols due to their greater flexi-bility and ease of control and maintenance. PAGs are widely usedin a variety of applications, including immersion quenching ofsteel, induction hardening and spray quenching, and solutiontreatment of aluminum alloys. ACR, PVP, and PEO provide moreoil-like quenching characteristics than PAGs, and are generallyused for higher hardenability steel applications.
Selection of the most appropriate quenchant depends on the hardenability of the steel, the section thicknessand shape of the part being quenched, and the cooling rates needed to produce the required microstructure.
Water quenchingWater is the quenchant of choice where a severe quench does
not result in excessive distortion and cracking. Use generally is restricted to quenching simple, symmetrical parts made ofshallow-hardening grades of steel. Other applications: austeniticstainless steels and other metals that have been solution treated athigh temperatures.
Cooling characteristics of water, PAG, ACR,and oil
Oil quenchingNormal-speed oil is used where the hardenability of a steel is
high enough to provide specified mechanical properties with slowcooling. Typical applications are highly alloyed steels and toolsteels. Medium-speed oils are typically used to quench medium-to high-hardenability steels. High-speed oils are selected for low-hardenability alloys, carburized and carbonitrided parts, and large-cross-section, medium-hardenability steel parts that require veryhigh rates of cooling to produce maximum mechanical properties.

CONTROLS/INSTRUMENTATION
46 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007
Standard thermocouplesBase metal elements: Main advantages are economy, good reliability, and reasonable accuracy. Used primarily for low to moderatelyhigh temperatures (–200 to 1250oC). More than 90% of all thermocouples used are in this group. Types J and K prevail.
ANSI Type and Recommendedcommon name1 temperature range2 Applications and conditions
Type E –200 to 900oC Can be applied in atmospheres ranging from vacuum to mildly oxidizing. Chromel/constantan Excellent choice for cryogenic applications. Has the highest electromotive force
(emf) per degree of all the common elements. Positive thermoelement or leg: Chromel.
Type J 0 to 760oC The standard selection for its recommended temperature range. Good reliabilityIron/constantan at lower temperatures. The positive leg (iron) will oxidize rapidly above 500oC.
Very economical. Used extensively in the plastics industry but applicable to most processes within its operating range.
Type K –200 to 1250oC The industry standard for use up to the recommended maximum temperature. Chromel/Alumel While stable in oxidizing atmospheres, it is prone to corrosion in reducing
environments. Protection tubes are always recommended. Positive leg:Chromel.
Type N –200 to 1250oC Similar to Type K, but more resistant to oxidation and less subject to the large Nicrosil/Nisil drop in emf found in the positive leg (Chromel) of Type K thermocouples
operating at approximately 500oC. Positive leg: Nicrosil.
Type T –200 to 350oC Widely used in the food processing industry. More stable than Types E or J for Copper/constantan low-temperature applications. Has been used at a temperature as low as –269oC
(boiling helium). Positive leg: copper.
Ni-0.8Co/Ni-18Mo –200 to 1300oC Designed for operation in vacuum or hydrogen atmosphere, environments that will degrade most other elements. Although its emf output is unique at higher temperatures, it is nearly identical to Type K below 120oC. This permits the use of Type K extension wire. Has not been assigned an ANSI Type code. Positive leg:Ni-0.8Co.
Noble metal elements: Offer improved accuracy and stability over base metal elements. Most are manufactured from combinationsof platinum and rhodium. Commonly used in high-temperature applications up to 1700oC. Also applied as reference standards whentesting base metal elements. Highest cost of all thermocouples.
ANSI Type and Recommendedcommon name1 temperature range2 Applications and conditions
Type R 0 to 1450oC Industry standard noble metal thermocouple for high-temperature applications.Pt/Pt-13Rh Platinum is prone to contamination if in contact with other metals. A ceramic
protection tube must be used. Very stable in an oxidizing atmosphere but will degrade rapidly in vacuum or a reducing atmosphere. Positive leg: Pt-13Rh.
Type S 0 to 1450oC Applications and conditions similar to Type R. Type S was traditionally Pt/Pt-10Rh considered the “laboratory thermocouple,” while Type R was considered the
“industrial thermocouple.” Type S is now used extensively as an industrialsensor. Positive leg: Pt-10Rh.
Type B 870 to 1700oC Applications and conditions similar to Types R and S, but more stable than either Pt-6Rh/Pt-30R at high temperatures. Very low output and high nonlinearity at low
temperatures. Generally not considered usable below 250oC. Positive leg: Pt-30Rh.
Refractory metal elements: Combinations of tungsten and rhenium. Very brittle and prone to breakage. Used for very high-tempera-ture applications up to 2315oC. Must be used in vacuum or a totally inert atmosphere.
ANSI Type and Recommendedcommon name1 temperature range2 Applications and conditions
Type C 0 to 2315oC These elements must be used in vacuum, hydrogen, or inert atmosphere. W-5Re/W-26Re Tungsten has no oxidation resistance. Sometimes supplied with open-end
protection tubes for use with vacuum; otherwise made as a sealed assembly purged with argon. Element must not be in contact with metal. Brittle and prone to breakage. Generally considered a limited-life product. Positive leg: W-5Re.
1 ANSI is the American National Standards Institute. Chromel (~Ni-10Cr, UNS N06010) and Alumel (~Ni-2Mn-2Al, UNS N02016) are trade names of Hoskins Mfg. Co., Hamburg,Mich. Nicrosil (84 Ni, 14.2 Cr, 1.4 Si) and Nisil (95 Ni, 4.4 Si, 0.15 Mg) are trade names of Driver-Harris Co., Harrison, N. J. Similar alloys having different trade names are available from othermanufacturers. Composition of constantan is ~46Ni-54Cu. 2. The recommended temperature range is that for which limits of error have been established.

Broad Base. Best Solutions. www.sglcarbon.com
® re
giste
red
trade
mar
ks o
f SG
L G
roup
com
pani
es H
TA-1
0-07
Graphite Specialties SGL CARBON, LLC.Toll Free 800-727-4474 [email protected]
Excellent Products. Optimum Solutions.
SIGRABOND® – Carbon fiber-reinforced
carbon and graphite in qualities Standard,
Premium, FilWound and Customized. A wide
range of products for a variety of high-tempe-
rature applications.
SIGRAMENT® – High-quality tubular graphite
heating elements. For heating systems with a uni-
form temperature profile and a reliable function.
SIGRASIC® – Carbon fiber-reinforced silicon
carbide. An innovative, wear-resistant, dense
material for specific applications.
SIGRAFLEX® – Flexible graphite foils and
sheets. Ideally suited for furnace chamber
linings and resistance heating elements.
When it comes to high-temperature applications
professionals rely on the SGL Group.
From conception to design and manufacture.
SGL Group will provide the optimum solution
and improve the efficiency of your processes.
HOT SOLUTIONS

FLOWMETERS
COMMONLY USED FLOW MEASUREMENT INSTRUMENTS
Disassembly Sensitivity Robust without to dirty spare
Industrial flowmeter type Style Manufacturer* unpiping fluids parts
Variable-area, including Metal tube Waukee Engineering Co. Inc. Yes Moderate Delicaterotameters
Metal cylinder tube Meter Equipment Mfg. Inc. Yes Low Moderate
Glass or plastic tube Fisher-Porter, Brooks No Sensitive ModerateInstrument, King InstrumentCo., Dwyer Instruments Inc.,
Key Instruments
Vane type Universal Flow Monitors Inc., No Moderate ModerateErdco Engineering Corp.,
Orange Research Inc.
Moving orifice Hedland, Div. Racine No Moderate RobustFederated Inc.
Piston (with spring) Insite, by Universal Flow No Moderate DelicateMonitors Inc.
Differential pressure/Orifice Orifice Lambda Square Inc., No Moderate RobustFlowell Corp.
Venturi Flowell Corp., Fox Valve No Moderate RobustDevelopment Corp.
Turbine/Impeller Rotary impeller Roots (BNC Industrial Co. Ltd., No Sensitive ModerateTokicoTechno Ltd., and others)
Turbine Hoffer Flow Controls Inc., No Sensitive DelicateSponsler Inc.,
Great Plains Industries Inc.
Thermal mass Thermal mass Sierra Instruments Inc., MKS No Sensitive DelicateInstruments, Brooks Instrument
* Instruments also may be supplied by companies other than those listed.Source: A Flowmeter Primer, Vytas Braziunas and Daniel Herring, Mar. / April Heat Treating Progress, 2004]
Variable-area flowmeters: a) glass / plastic tapered tube rotameter;
(b) metal tapered-tube rotameter; (c) slotted metal cylinder;
(d) vane type; (e) piston meter with spring-loaded orifice
piston over a tapered plug; and (f) tapered tube with spring.
Source: A Flowmeter Primer, Vytas Braziunas and Daniel Herring,
Mar. / April Heat Treating Progress, 2004]
48 HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007
Flowmeters typically measure ei-ther volumetric or mass flow. Volu-metric flow measurement looks at theflow of a given volume of the mediumover time (e.g., cubic feet per hour).This technology uses primarily me-chanical flow rate indication, withelectronic output normally availableas an option. Mass flow measurementlooks at the flow of a given mass overtime (e.g., pounds per hour).
General types of flowmeters arevariable area, differential pressure,mechnical, electronic, and thermalmass.
• Variable area: Fluid flow rate ismeasured as the flowing mediumpasses through a tapered tube. Theposition of a float, piston, or vaneplaced in the flow path changes ashigher flows open a larger area to passthe fluid, providing a direct visualindication of flow rate.
• Differential pressure: Fluid flow
rate is calculated from the pressureloss across a pipe restriction. Pressuredrop through these devices is well un-derstood, and a wide variety of con-figurations areavailable. Variations ofdifferential pressure flow measure-ment include the use of pitot tubes.
• Mechanical: Flow is measured ei-ther by passing isolated, known vol-umes of a fluid (gas or liquid) througha series of gears or chambers (positive-displacement type), or via a spinningturbine or rotor. Measurements usinga positive-displacement flowmeter areobtained by counting the number ofpassed isolated volumes.
• Electronic: Magnetic, vortex, andultrasonic devices have either nomoving parts or vibrating elementsand are relatively nonintrusive.
• Thermal mass: These flowmetersare essentially immune to changes ingas temperature and pressure. Theyare used in critical flow measurement
applications because of their very ac-curate and repeatable measurements.
Variable-area and thermal-massflowmeters are most often used in heattreating and processing applications.For most heat treating applications,important flowmeter selection criteriaare reliability, accuracy, ruggedness,ease of calibration, and ease of main-tenance.

TypicalMechanical Mechanical Electronic full-scale
flow flow reading/ flow accuracy, % Typical Pressure Special installation requirements reading scale type reading of reading turndown drop
Vertical mounting Yes Easy/linear Available 3.5 3:1 Low
Vertical mounting Yes Easy/linear Available 1–2 25:1 Low
Vertical mounting Yes Easy/linear No 1–2 10:1 Low
No special requirements Yes Easy/linear No 2–5 5:1 High/average
Straight pipe upstream and Additional Complex/ Available 2–3 3:1–10:1 Low/averagedownstream required instrumentation square
required root
No special requirements Yes Easy/linear No 1–5 5:1 Low/average
Straight pipe upstream and Additional Hard/ Available 0.5–2 3:1–10:1 Highdownstream required instrumentation square
required root
Straight pipe upstream and Additional Hard/ Available 0.5–2 3:1–10:1 Averagedownstream required instrumentation square
required root
No special requirements Additional Moderate/ Available 0.5–2 10:1–20:1 Averageinstrumentation linear, total
required flow counter
Straight pipe upstream and Additional Moderate/ Yes 0.5–3 10:1–20:1 Averagedownstream required instrumentation linear
required
Straight pipe upstream and No Not applicable Yes 1–2 10:1–100:1 Average/highdownstream required
Flow
P2 DTube
DFloat
g
P1
Flow
(a)
Flow
P2 DTube
DFloat
g
P1
Flow
Indicator
(b)
Indicator
Slot
g P2
Open slot
length Flow P1
Flow
(c)
P1 Vane P2
Flow Flowg
(d)
Moving orifice
P1 P2Fspring
Flow Flow
(e)
P1 P2
F spring
Flow Flow
(f)
Metering cone
HEAT TREATING PROGRESS • NOVEMBER/DECEMBER 2007 49

![Thermal Spray Processes: Energy and Exergy Methods · sustainability [1]. Thermal spray process is an energy and resource intensive manufacturing process in which thermal energy is](https://img.pdfslide.us/doc/110x75/5e43a172c862342a84790b00/thermal-spray-processes-energy-and-exergy-methods-sustainability-1-thermal-spray.jpg)