Embed Size (px)
Citation preview

THERMAL INSULATION PARTICLE BOARD MADE WITH SUGARCANE
BAGASSE FIBER, KENAF CORE POWDER REINFORCED WITH
POLYPROPYLENE
RAUDHAH BINTI ZAINAL RASHID
UNVERSITI TEKNIKAL MALAYSIA MELAKA
i
SUPERVISOR VERIFICATION
“I hereby declare that I have read this thesis and in my opinion this report is
sufficient in terms of scope and quality for the award of the degree of Bachelor of
Mechanical Engineering (Thermal- Fluids).”
Signature :….…………………………..
Name of Supervisor :……………………………..
Date :………………………………
ii
DECLARATION
“I hereby declare this report is resulted from my own research except as cited in
references.”
Signature :………………………….
Author’s Name :…………………………
Date :………………………….
iii
DEDICATION
To my loved ones.
iv
ACKNOWLEDGEMENT
My completion of final year project report had promoted from the
contributions from many individuals that deserve a special mention from me. Firstly,
I would like to praise Allah SWT for His guidance and blessing for keeping me
strong in carrying on this research towards the end. My deepest gratitude goes to my
supervisor, Mr.Md Isa Bin Ali for giving me the most of his time, attention and
guidance to make sure that I am on the right track throughout the completion of this
project. Besides that, I want to show my appreciation to my co- supervisor Mr.
ShamsulBahari Bin Azraai who is the backbone of this research. Not to forget, I
want to express my gratitude to Dr. MohdZulkefli Bin Selamat for his voluntary
guidance in dealing with composite materials problems. I have been exposed a lot on
the composite materials processes and characteristics by them. With the opportunity
given, I can clearly see how the real working experience was like.Many thanks to
Faculty of Mechanical Engineering (FKM) and Faculty of Manufacturing
Engineering (FKP) of UniversitiTeknikal Malaysia Melaka, UTeMand the staffs for
giving me the opportunities of using the all the facilities related to this project. Last
but not least, my deepest gratitude goes to all my fellow colleagues, friends and
family who gave me great inspirations and spirits to complete this Final Year
Projectreport.
v
ABSTRACT
With theawareness of reducingthe environmental issue,the use ofrenewable
material product is rapidly increased in many sectors by the manufacturers. This
report present a study on mechanical properties of thermal insulation particle boards
made from sugarcane bagasse fiber, kenaf core powder reinforced with
polypropylene. There are five sets of composition of polypropylene, sugarcane
fibers and kenaf core powder (PP/S/K), (%)are used to know the comparison of the
results. The composition is measuredin percentage by weight, (%) which are100/0/0,
80/10/10, 70/ 15/15, 60/30/10 and 60/10/30. The hardness, flexural, impact and
thermal conductivity tests have beencarried out to determine the mechanical
properties and to classify the potential application of different composition of
particle boards. From the study, it can be concluded that all the particle boards are
good thermal insulation. The composition of 80/10/10 is chosen to be applied in
automotive sector, 60/10/30 is chosen to be applied at ceiling and others can be
applied as the inner layer of wall partition as wall insulation materials.
vi
ABSTRAK
Kesedaran untuk mengurangkan isu alam sekitar menyebabkan penggunaan produk
bahan boleh diperbaharui meningkat secara mendadak oleh pengeluar. Laporan ini
membentangkan kajian mengenai sifat-sifat mekanikal papan zarah penebat haba yang
diperbuat daripada serat hampas tebu serbuk teras kenaf yang diperkukuhkan dengan
polipropilena. Terdapat lima set komposisi polipropilena, serat tebu dan serbuk teras
skenaf (PP / S / K), (%) yang digunakan untuk dibuat perbandingan.Komposisi diukur
mengikut peratusan, (%) berdasarkan berat iaitu 100/0/0, 80/10/10, 70/15/15, 60/30/10 dan
60/10/30. Ujian kekerasan, lenturan, daya hentaman dan kekonduksian haba telah
dijalankan untuk menentukan sifat-sifat mekanikal dan bagi mengklasifikasikan aplikasi
yang berpotensi daripada komposisi papan zarah yang berbeza. Dari kajian ini, dapat
disimpulkan bahawa semua papan zarah adalah penebat haba yang baik. Komposisi
80/10/10 dipilih untuk digunakan dalam sektor automotif, 60/10/30 dipilih untuk
digunakan di siling dan lain-lain papan zarah boleh digunakan sebagai lapisan dalam
dinding sebagai bahan penebat.
vii
TABLE OF CONTENTS
CHAPTER TOPIC PAGE
VERIFICATION i
DEDICATION ii
DECLARATION ` iii
ACKNOWLEDGEMENT iv
ABSTRACT v
ABSTRAK vi
TABLE ON CONTENTS vii
LIST OF TABLE xi
LIST OF FIGURE xii
LIST OF SYMBOL AND ABBREVIATIONS xiv
LIST OF APPENDICES xv
CHAPTER 1 INTRODUCTION 1
1.1 Background of project 1
1.2 Problem statement 2
1.3 Objective 2
1.4 Scope of work 2
CHAPTER 2 LITERATURE REVIEW 3
2.1 THERMAL INSULATION 3
2.1.1 Application of thermal insulation 3
2.2 COMPOSITE 4
2.2.1 Definition of composite 4
2.2.2 Hybrid composite 5
2.3 BINDER 6
2.3.1 Polypropylene 7
viii
2.3.2 Phenol Formaldehyde 7
2.3.3 Epoxy 8
2.4 NATURAL FIBER 8
2.4.1 Sugarcane Bagasse 9
2.4.2` Jute 11
2.4.3 Coconut 11
2.4.4 Bamboo 12
2.4.5 Oil Palm 15
2.4.6 Kenaf 15
2.5 EXPERIMENTAL TESTINGS 18
2.5.1 Tensile test 18
2.5.2 Flexural test 20
2.5.3 Compression test 21
2.5.4 Hardness test 22
2.5.5 Impact test 22
2.5.6 Thermal Conductivity test 23
2.5.7 Young’s Modulus test 24
2.5.8 Water absorption test 24
2.5.9 Moisture absorbance test 25
2.5.10 Scanning Electron Microscopy 26
(SEM)
CHAPTER 3 METHODOLOGY 28
3.1 INTRODUCTION 28
3.2 PREPARATION OF RAW MATERIAL 28
3.2.1 Material selection 28
3.2.2 Extraction of sugarcane fiber 29
3.2.3 Preparation of kenaf core 31
powder
3.2.4 Composition 32
3.2.5 Granulated composites process 33
3.3 FABRICATION OF PARTICLE BOARD 36
3.3.1 Hot press technique 36
3.4 MECHANICAL TESTING 37
ix
3.4.1 Hardness test 37
3.4.2 Impact test 38
3.4.3 Flexural test 39
3.4.4 Thermal conductivity test 40
CHAPTER 4 RESULTS 43
4.1 INTRODUCTION 43
4.2 HARDNESS TEST 43
4.3 IMPACT TEST 44
4.4 FLEXURAL TEST 45
4.5 THERMAL CONDUCTVITY TEST 46
CHAPTER 5 DISCUSSION 47
5.1 PROBLEM 47
5.2 DATA ANALYSIS 49
5.2.1 Hardness Test 50
5.2.2 Impact Test 51
5.2.3 Flexural Test 52
5.2.4 Thermal Conductivity Test 53
CHAPTER 6 CONCLUSION AND RECOMMENDATION 55
6.1 CONCLUSION 55
6.2 RECOMMENDATION 56
REFERENCES 57
APPENDIX A 61
GANTT CHART PSM 1 62
GANTT CHART PSM 2 63
APPENDIX B 64
FIGURE 3 64
FIGURE 4 65
FIGURE 5 66
FIGURE 6 67

x
FIGURE 7 69
xi
LIST OF TABLE
NO TITLE PAGE
2.1 Composition of the studied formulations (wt%). 6
2.2 List of some agro wastes, their availability and potential uses (India) 9
2.3 Chemical composition of coconut coir 12
2.4Test results of properties of kenaf core panel 17
2.5 Hybrid materials mechanical properties. 18
3.1 Process of extraction of sugarcane fibers 30
3.2 Five different composition ration of PP/S/K (% by wt) 33
3.3 Total mass of materials used. 33
4.1 The value of Durometer reading, D for five different compositions 44
4.2 The impact energy gained for five different compositions of particle 44
boards.
4.3 Results of maximum flexural stress, σ (MPa) for five different 45
Compositions
4.4 Results of thermal conductivity, k (W/m.K) for five different 46
Compositions
5.1 Average results of all mechanical testings 50
5.2 Values of thermal conductivity,k (W/m.K) of various 54
lignocellulosic insulating particle boards
xii
LIST OF FIGURE
NO TITLE PAGE
2.1 SEM imagines for side- view and cross- section surfaces of 14
bamboo fiber (a) Untreated fiber, (b) Alkaline treated fiber,
(c) Steam exploded fiber.
2.2 (a) Young’s Modulus (b) Tensile Strength 19
2.3 Effect of polymer latex ratio on tensile strength and hardness of 19
bagassefibre-cement composites.
2.4 Tensile properties of nano TiO2 and ZnO reinforced PP 20
(a)yield strength, (b) tensile modulus (c) elongation
(d)elastic modulus
2.5 (a) Flexural Modulus, (b) Flexural Strength 21
2.6 Graph of average value of impact against the composition of hybrid
23composites of E- Glass and Bamboo Fiber reinforced with
Polypropylene.
2.7 Water absorption sample 25
2.8 SEM micrographs of impact fracture surface of 27
(a) PS/PP blend,
(b) composite with ratio of 0% coconut/ 100% jute fiber and
(c) composite with ratio of 100% coconut/ 0% jute fiber.
(Source by Hatta et al., 2010)
3.1 Crusher machine 30
3.2 (a) Pulverizer machine (b) Vibratory Sieve- Shaker 31
3.3 Sugarcane bagasse fiber 31
3.4 Internal Mixer HaakePolyLab OS- Rheomix 600 34
xiii
3.5 (a) taking out the batter material from the mixer, 35
(b) 6 batter form from same composition, (c) Crushing batter material
(d) granule form of sample of materials.
3.6 (a) Hot press machine (b) granule composites carefully filled onto mold 36
(c) product of sample after cooling process.
3.7 Model D Durometer 37
3.8 Contact between presser foot and surface of specimen 38
3.9 Samples of different setoff composition 38
3.10 Charpy Pendulum Impact Tester 39
3.11 Position of specimen 40
3.12 30 mm dual- needle (SH- 1) sensor 41
3.13 Drilling process 41
3.14 Measuring the thermal conductivity in solid form. 42
4.1 Graph of Flexure Stress,σ (MPa) against Flexure Extension, (mm) for 46
(80PP/10S/10K) % by wt.
5.1 The failed sample of 100% PP particle boards. 48
5.2 End product of 100% PP particle board 48
5.3 Hardness reading, D against composition PP/S/K, % by wt. 51
5.4 Impact Energy, (J) against composition of PP/S/K, % by wt. 51
5.5 Max Flexure Stress, σ against composition of PP/S/K, % by wt. 52
5.6 Thermal conductivity, (W/m.K) against composition of 53
(PP/S/K), % by wt
xiv
LIST OF SYMBOL AND ABBREVIATIONS
k = Thermal conductivity, (W/mK)
σ = Flexural Stress, MPa
D = Hardness Reading, D
UTeM = UniversitiTeknikal Malaysia, Melaka
FKM = Faculti of Mechanical Engineering
FKP = Faculty of Manufacturing Engineering
PP = Polypropylene
K = Kenaf Core
S = Sugarcane Fiber
WF = Wood flour
CO2 = Carbon Dioxide
% wt = Percentage by weight
RH = Relative Humidity, (%)
ASTM = American Society for Testing
and materials.
TAPPI = Technical Association of the Pulp and
Paper Industry
NaOH = Sodium Hydroxide
PLA = Polylactic acid
PP-g-MA = Glycidyl Methacrylate
MAH-g-PP = Maleic Anhydried- grafted PP
xv
LIST OF APPENDICES
NO TITLE PAGE
A Figure 1: Gantt Chart PSM 1 62
Figure 2: Gantt Chart PSM 2 63
B Figure 3: Samples of particle boards 64
Figure 4:Flexural stress against extension for 80/10/10 65
Figure 5: Flexural stress against extension for70/15/15 66
Figure 6: Flexural stress against extension for 60/10/30 67
Figure 7: Flexural stress against extension for 60/30/10 69
1
CHAPTER 1
INTRODUCTION
1.1 BACKGROUND OF THE PROJECT
Thermal insulation is a design which helps to slow down the rate of heat
transfer by limiting the heat conduction, convection and radiation process. Cengel
(2011) stated that ―the thermal conductivity is defined as the rate of heat transfer
through a unit thickness of material per unit area per unit temperature difference.‖
The function of thermal insulation is to maintain the temperature in space by
delaying the heat transfer.
The use of renewable sources like natural fibers in making the thermal
insulation board is increasing rapidly in many industries. Human now are tending to
find ways to save the environment by inventing product that is high biodegradability,
and low energy consumption.
From the literature review, it seems like thermal insulation particle board
made from biodegradable material which is natural fiber are widely used in building
and automotive industries. The board is said very suitable to be installed in roofing or
ceiling also as the wall partition. According to Asdrubali, F. (2006), several natural
materials like kenaf, flax, sisal, hemp, cork, sheep wool, and bamboo and coconut
fibers would make a good sound proofing or noise absorbers. In automotive sector,
the composite of natural materials are widely used in manufacturing of interior parts
of car such as door panel, arm rest, dashboards, roof and so on.
2
1.2 PROBLEM STATEMENT
Insulation particle boards are widely used among human in many sectors.
However, the existing insulation particle boards nowadays usually are fully made
from petroleum based material. Petroleum based material is good in its useful life but
when its life span has come to the end, it cannot be disposed because it is non-
biodegradable. Hence, this will affect the environment in several negative ways.
Besides brings the negative impacts towards environment, petroleum based also are
also quite expensive. In bigger production, with the use of natural fibers, the quantity
of petroleum based can be reduced in bulk.
1.3 OBJECTIVE
The aims of this project are
i. To fabricate thermal insulation particle boards made from hybrid composites
of sugarcane bagasse fibers and kenaf core powder using polypropylene as
the matrix or resin.
ii. To measure the mechanical properties of the hybrid composites particle
boards.
1.4 SCOPE OF WORK
The scopes of this study are
i. To finalize the suitable composition ratio of polypropylene, sugarcane fiber
and kenaf core powder to compare the relationship between thermoplastics
and natural fibers.
ii. To conduct flexural, hardness, impact and thermal conductivity tests in order
to determine the mechanical properties of the particle boards.
iii. Best board selection due to some suitable application.
3
CHAPTER 2
LITERATURE REVIEW
2.1 THERMAL INSULATION
Thermal insulation is a design which helps to slow down the rate of heat
transfer by limiting the heat conduction, convection and radiation process. The
function of thermal insulation is to maintain the temperature in the building by
delaying the heat transfer. It also can conserves energy consumption by the human in
a building. According to Manohar (2012), the energy consumption in the buildings
can be reduced by using the thermal insulation. Thermal insulation also can help to
reduce the use of air conditioning by applying it in walls and roofs.
2.1.1 Application of thermal insulation
Not only in the building, the thermal insulation system also suitable in
automotive sector. Thermal insulation particle board can be installed as the roofing
and also at the door panel armrest. This application can help to improve the thermal
comfort in car and give the passengers to experience a quieter ride. The thermal
insulation also acts as a sound proofing object. With the lighter weight of hybrid
composite thermal insulation system installed in a car, it is believed that the fuel
consumption of the car can be reduced. From Dos Santos‘s present study, (2009) it
stated that the applications in the automotive industry could already be found in the
60s, when coconut fibers were used to manufacture car seats, and polypropylene (PP)
4
composites with wood flour, molded by compression, and applied as substrates for
car interior.
2.2 COMPOSITE
2.2.1 Definition of Composite
From the findings in the present study, Verma (2012) stated that the
composites are different from alloys which the individual components maintain its
characteristics but absorbed into the other component in order to improve the
properties. On the other hand, according to Davoodi (2010) a strong type of binder or
resin, the size, length and the method of reinforcement will affect the mechanical
properties of the product. Thus the right binder should be selected in the method to
manufacture the composite material.
There are many studies have been done by the researchers on composite
itself. Usually, most of the studies are done to find the properties mechanically or
physical properties of the composites material. They are also tending to find the
potential applications of the product. The sample that usually used by these
researches is in particle board or panel form. Ghazali (2008) fabricated the particle
board for testing. The particle boards of composites of bagasse, Portland cement and
water are done at several different composition of polymer emulsion. The
percentages of polymer emulsion are 3, 6, 9,12,15,18 and 21 % by weight. Initially,
the mixing process of water and blended fiber- cement is done by using Winkworth
mixer machine at the ratio of 0.25 (water/cement). Next, the water is added little by
little to fiber- cement mixture for 5 minutes. Polymer emulsion is then added for 10
minutes. As the mixture is well- mixed, the process proceeded by placing the
homogenous mixture into 10 mm diameter and 3.5 mm thick of mould. The mould is
loaded at the temperature of 130 ˚C with pressure of 50 tons for 30 minutes. After
that, the specimens are left to be cooled at room temperature and tested.
5
2.2.2 Hybrid Composite
Hybrid composites materials are the combination of two or more types of
different fibers in the same binder or resin. From hybrid composite material, a new
properties or characteristics that are not in a single type of reinforcement can be
obtained through this. Basically, the hybrid composites material is one of the ways
for one material to reinforce with another material in order to enhance the
mechanical and physical properties of their combination. The study in hybrid
composite using all from natural fibers as filler is less studied by the researchers.
Usually in hybrid composites, they used one natural fiber and one non – natural fiber
such as glass fiber to be reinforced with a binder.
Hybrid composites using natural fibers as filler have been done such as from
Ismaiel Ghasemi (2008). The study used kenaf fibers (KF) and wood flour (WF) as
the filler to be reinforced with polypropylene (PP) to study the rheological behavior
of the hybrid composites. Table 2.1 shows the composition of samples of PP, kenaf
fiber and wood flour content that have been weighed and bagged corresponds to the
fiber content. The concentration of glycidyl methacrylate, (PP-g-MA) is constant for
all samples which are at 2 phc (per hundred compounds). The composition is
prepared by blending it first with Haake internal mixer (SYS 9000 USA) at the speed
of 60 rpm and temperature of 180 ˚C for 8 minutes. Then the compounded material
undergoes grinding process to get the granule form of the composition fibers using a
pilot scale grinder (WIESER, WGLS 200/200 model). After the granule are dried at
105 ˚C for about 4 hours, the specimens are fabricated in compression moulding
machine (Minipress Toyoseiki, Japan) at 190 ˚C with the pressure of 20 MPa. The
tested samples are then placed under controlled conditions which at 23 ˚C of
temperature and 50 % of relative humidity for at least 40 hours before testing.
6
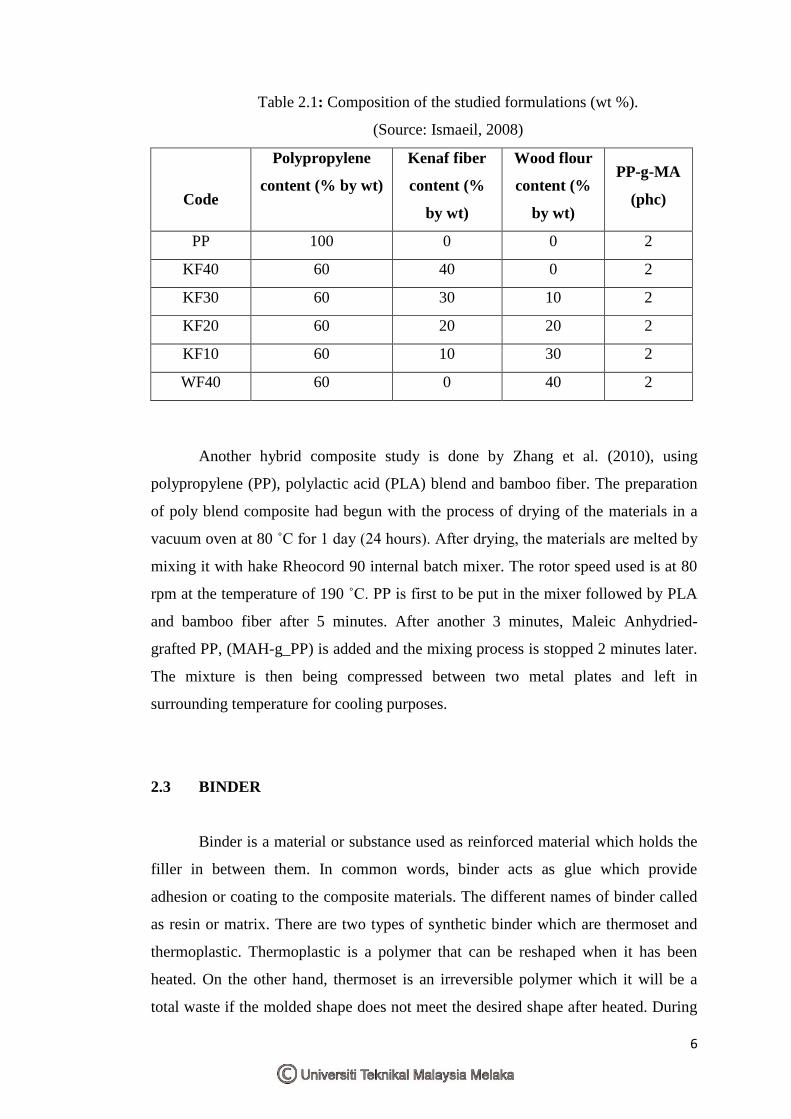
Table 2.1: Composition of the studied formulations (wt %).
(Source: Ismaeil, 2008)
Code
Polypropylene
content (% by wt)
Kenaf fiber
content (%
by wt)
Wood flour
content (%
by wt)
PP-g-MA
(phc)
PP 100 0 0 2
KF40 60 40 0 2
KF30 60 30 10 2
KF20 60 20 20 2
KF10 60 10 30 2
WF40 60 0 40 2
Another hybrid composite study is done by Zhang et al. (2010), using
polypropylene (PP), polylactic acid (PLA) blend and bamboo fiber. The preparation
of poly blend composite had begun with the process of drying of the materials in a
vacuum oven at 80 ˚C for 1 day (24 hours). After drying, the materials are melted by
mixing it with hake Rheocord 90 internal batch mixer. The rotor speed used is at 80
rpm at the temperature of 190 ˚C. PP is first to be put in the mixer followed by PLA
and bamboo fiber after 5 minutes. After another 3 minutes, Maleic Anhydried-
grafted PP, (MAH-g_PP) is added and the mixing process is stopped 2 minutes later.
The mixture is then being compressed between two metal plates and left in
surrounding temperature for cooling purposes.
2.3 BINDER
Binder is a material or substance used as reinforced material which holds the
filler in between them. In common words, binder acts as glue which provide
adhesion or coating to the composite materials. The different names of binder called
as resin or matrix. There are two types of synthetic binder which are thermoset and
thermoplastic. Thermoplastic is a polymer that can be reshaped when it has been
heated. On the other hand, thermoset is an irreversible polymer which it will be a
total waste if the molded shape does not meet the desired shape after heated. During
7
the polymerization process, the bonding is chemically bonded by the covalent bond
and it cannot be softening or changed. The examples of thermoplastic materials are
polypropylene, polystyrene, polyethylene and so on. While the examples of
thermoset are polyurethane, epoxy, urea formaldehyde and others. Below are the
materials of thermoset and thermoplastic that are found by reading.
2.3.1 Polypropylene
Polypropylene (PP) is one of the thermoplastic binders which have been used
a lot in making useful products. The properties of original polypropylene are stated
by Dikobe D. G et al. (2009). The density, melting point and tensile strength are is
0.90 g/cm3, 165 ˚C and 30 MPa respectively. The flow melt index of PP is 12 g/10
min (230 ˚C, 2.16 kg).
A hybrid composite from wood flour and nano clay are made by using
polypropylene as the binder (Ismaiel, 2009). At certain composition, the materials
are mixed with a Haake internal mixer (sys 90, USA) came with cam blade at the
temperature of 180 ºC and speed of 60 rpm. Initially, after PP is melting in the mixer,
the coupling agent and nano filler are added and 5 minutes later, the wood flour also
had been added and the whole process took for 13 minutes. The clump materials are
then grinded to produce in granule form by using pilot scale grinder (WIESER,
WGLS 200/200 model) then are dried at 105 ºC for 4 hours.
2.3.5 Phenol Formaldehyde
The productions of particle boards or panels are done by combining bagasse
and oil palm leaves with phenol formaldehyde resin (Panyakaew et al., 2008). When
the renewable materials are combined with phenol formaldehyde, the water
absorption and moisture content will be decreased. The phenolic binder can reject the
moisture and give strength and rigidity in both materials when it is heated up to 140
˚C in less than 30 seconds during a hot pressing process in the fabrication of board.
8
2.3.6 Epoxy
Epoxy is a kind of thermoset resin. Epoxy is high in strength and has special
properties among the other thermoset resins (Davoodi, 2010). Epoxy is used as resin
to make a bumper beam for car. It is suitable to use in automotive parts because it
does not easy to deform and warping during the fabrication process. Other than that,
the adhesion process between the distinct reinforcement materials can be improved
due to its low viscosity and good flowing properties. By using epoxy also can help
manufacturer to achieve the high rigidity if the curing agent is selected carefully and
the temperature could patrol the degree of cross linking.
2.4 NATURAL FIBER
According to Dos Santos (2009) the natural fibers are the renewable sources
that can be disposed at the end of its useful life. This characteristic is called as
biodegradable and it is an important characteristic that should have in a component.
Verma (2012), also states that the use of natural fibers in reinforcement material is
increasing gradually because they are lower in cost and density, has its own specific
properties, ease of extraction, reduce energy consumption, Carbon Dioxide (CO2)
neutrality, can be disposed and reused. Based on the survey from Asdrubali (2006)
study, he stated that many natural fibers such as kenaf, flax, sisal, hemp, cork, sheep
wool, bamboo and coconut have a good sound absorption performance. Hence, they
can be applied in room acoustics as noise barriers. With the wide range of
functionality, in automotive industry, the application of these bio- based composites
can improve the mechanical strength and acoustic performance besides reducing the
weight, used of energy, fuel, time and cost (Ashori, A., 2007). Moreover, it can
promote a better safety for passenger and lasting performance and increase the
biodegradability for interior components. Satyanarayana (2009) study shows the
potential uses of natural fibers in Table 2.2.





























