Embed Size (px)
DESCRIPTION
PRODUCTION PROCESS ANALYSIS OF HIBLRO GROUP OF COMPANIES, AND APPLICATION OF THEORY OF CONSTRAINTS
Citation preview
De
ce
mb
er
30
, 2
00
9
GOAL (A PROCESS OF ONGOINGIMPROVEMENT)OPERATION MANAGEMENT
This project is basically the application of GOAL (novel) in the operating firm in Pakistan. The firm thathave been chosen for the application of GOAL is HILBRO (Pvt.) Limited and further from its medicalcategory products MAC & MILLER Disposable BLADE’s manufacturing process have been assessed by theapplication of GOAL’s Theory of Constraints.
M. MOBASHAR ALI 08117032ASIF MEHMOOD 08117033IMRAN KHAN 08117043SALMAN-UL-MUSTAFA 08117044
BY:
12/30/2009
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
2
TABLE OF CONTENTS
COMPANY PORTRAYAL ............................................................................................................................ 3
1. HISTORY ....................................................................................................................................... 3
2. PROFILE ....................................................................................................................................... 3
PRODUCTION PROCESS ........................................................................................................................... 4
1. RAW MATERIAL ........................................................................................................................... 4
2. PUTTING MATERIAL INTO PROCESS .............................................................................................. 4
ANALYSIS OF PROCESS ............................................................................................................................. 5
THEORY OF CONSTRAINTS ....................................................................................................................... 6
1. IDENTIFICATION OF CONSTRAINT................................................................................................. 6
2. EXPLOITING CONSTRAINT ............................................................................................................ 6
3. SUBORDINATING CONSTRAINT .................................................................................................... 6
4. ELEVATE CONSTRAINT.................................................................................................................. 7
5. RE-EVALUATING PROCESS ............................................................................................................ 7
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
3
COMPANY PORTRAYAL
1. HISTORYIt was the year 1916 when a few talented workers from Sialkot, who were our forefathers,
joined hands to start production of surgical instruments. Production was initiated on the basis
of samples that were brought by a businessman of Sialkot from United Kingdom, who also
happened to be member of The Privy Council.
Exports had started in the 1940s, but the industry got a boost during the Second World War
(1939-1945) due to stoppage of supply of instruments from England. In 1946, three real
brothers (Mr. Mohammed Safder, Mr. Mohammed Ashraf and Mr. Mohammed Akram)
established a partnership company under the name Hillerich Brothers. In 1954, the company
made its first export of surgical instruments by any Pakistani company to United States of
America. In the year 1961, both companies, Hillerich Brothers & Surgical Corporation, joined
hands and formed a new company called Hilbro (Pvt.) Limited. Company continued to progress
and due to further increase in demand, it was decided to move to a larger facility in Small
Industrial Estate, Sialkot.
2. PROFILEHilbro (Pvt) Limited manufactures and supplies surgical & dental instruments. It is certified with
ISO-9002 certification. It specializes in all kinds of forceps and scissors. It has 45 Products &
Services categories.
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
4
PRODUCTION PROCESS
This analysis is on MAC & MILLER Disposable BLADES that HILBRO (Pvt.) Limited currently
manufacture. Demand of these Blades is on the peak now-a-days. This is basically a medical
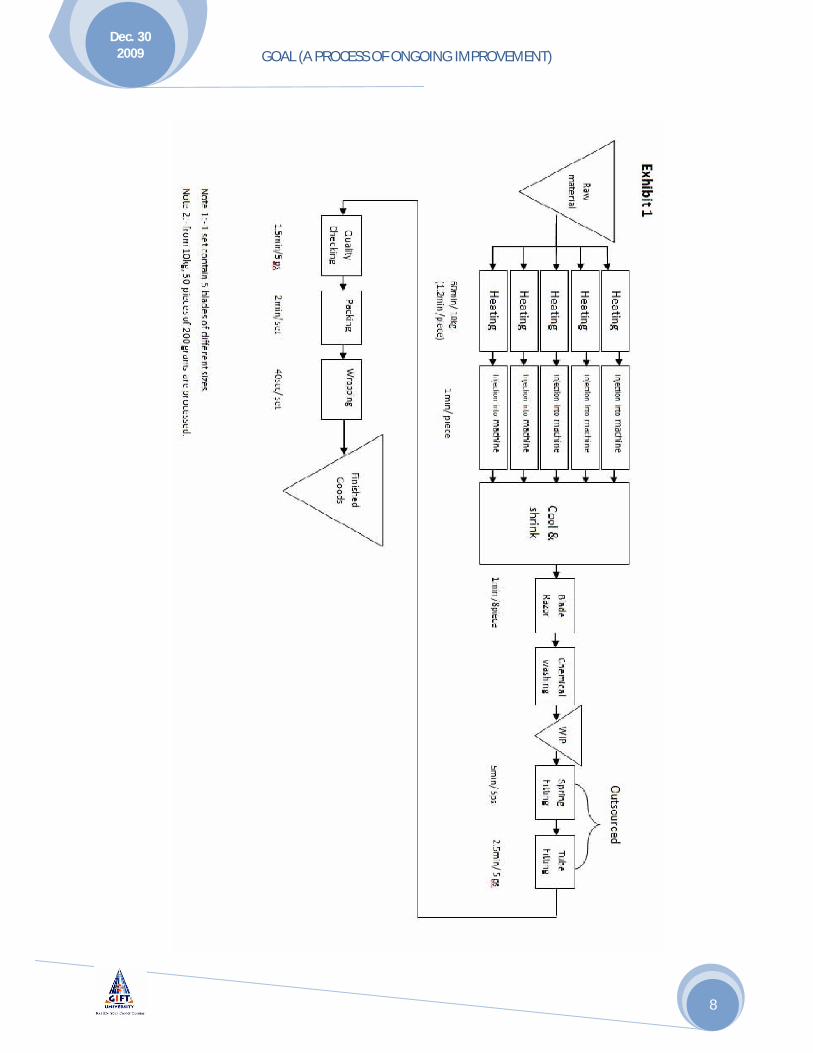
category product and HILBRO’s best exporting product. Detail of its manufacturing process is
given in Exhibit 1.
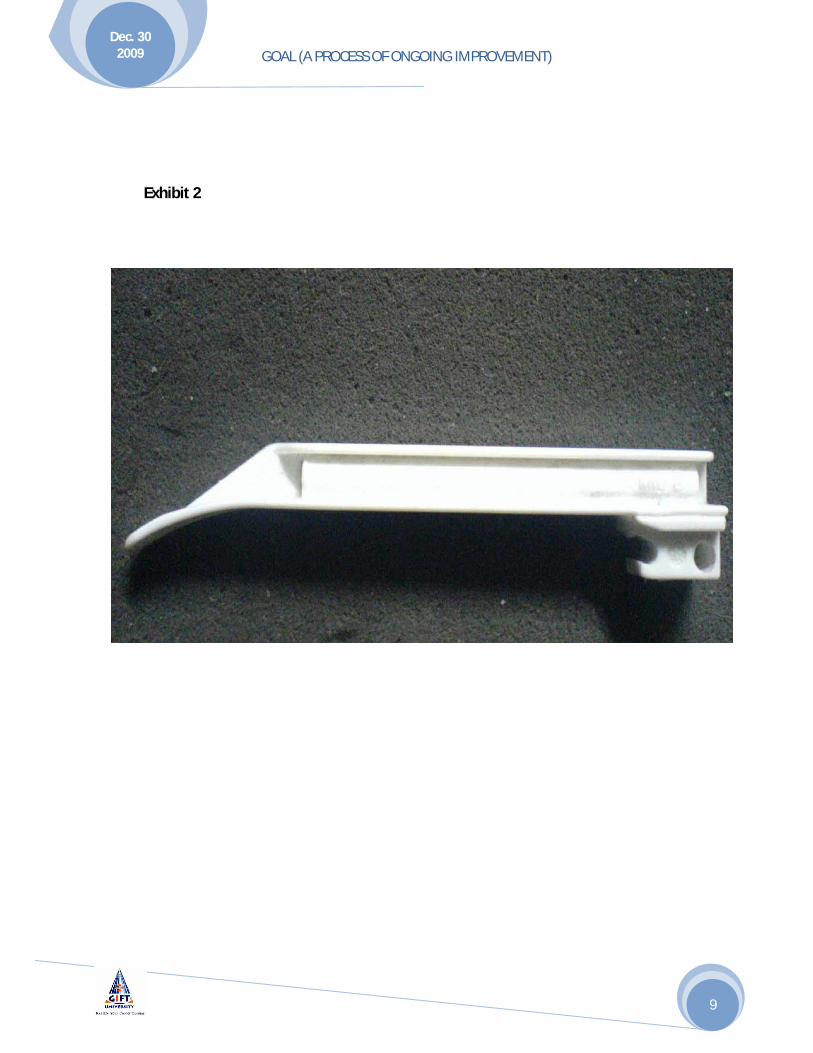
1. RAW MATERIALHILBRO for the manufacturing of these BLADES buy three types of materials.
ABS, Nylon, Plastic for the manufacturing of Blades, blade shown in Exhibit 2 and
bought in bags, 1 bag has 25 kg.
2. PUTTING MATERIAL INTO PROCESS
Material firstly put into machine burner for heating that has a capacity of 10 kg (1kg
take same time as 10 kg) and then injected into machine dies and then put into water for
cool and shrinks. There are five machines working for this and processed blades in five sizes.
Each machine has its own burner. Four workers are employed on razor machines and have a
capacity of 480 pieces. Pieces are chemically washed in a bowl and bowl can only contain
600 pieces at a time. Only one worker employed on chemical washing. Then for spring
fitting and tube fitting HILBRO use outsource small suppliers. HILBRO outsource spring
fitting and tube fitting because this is not a technical work to do, this work can also be done
in the company because company have excessive capacity to employ more workers but
there are no machines for this purpose HILBRO have and although these machines are very
expensive to buy but these require time to import and installed and run, which results in
late deliveries to the customers. Although they also incur transportation costs but these are
nominal. And also require more workers to employ and to train them is not that easy. So
outsource is their best solution.
Then the pieces are verified to check the Quality standard by the four efficient workers
of the Company. If there would some pieces that will not met quality standard, those parts
again put into process and there are hardly less chances for these pieces.
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
5
When these 5 sizes of blades are verified than these blades packed in one box and wrapped.
Wrapped boxes than moved to finished goods inventory.
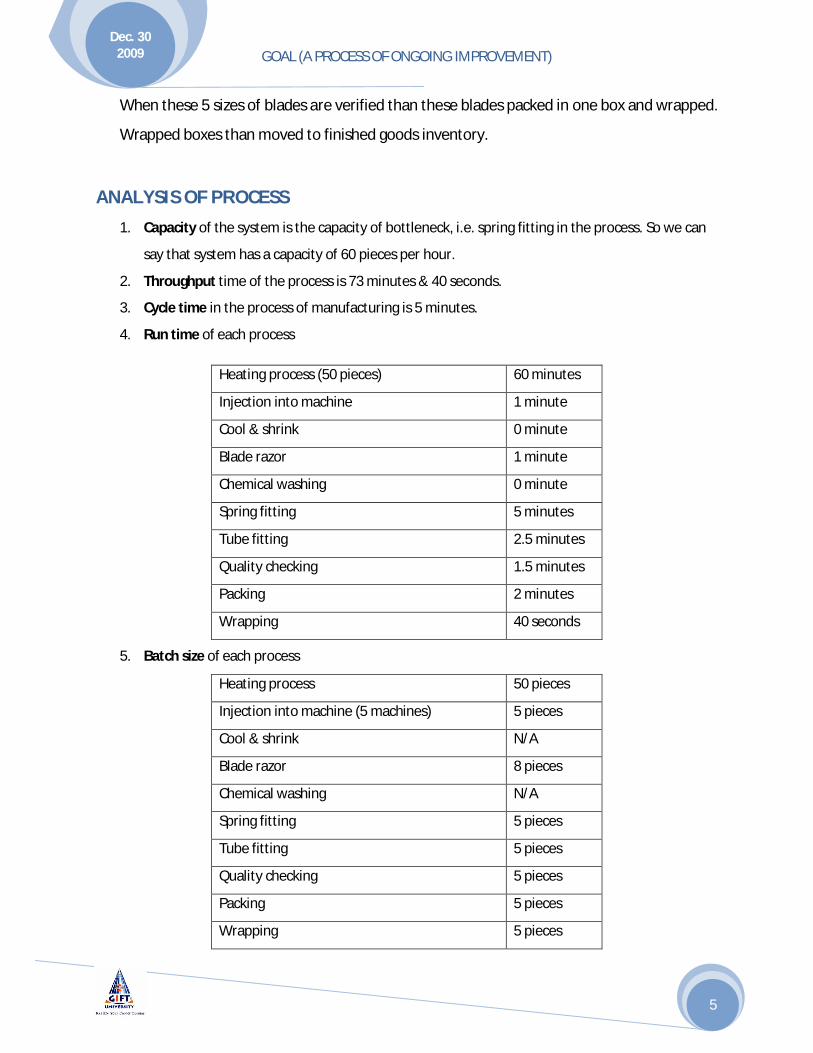
ANALYSIS OF PROCESS
1. Capacity of the system is the capacity of bottleneck, i.e. spring fitting in the process. So we can
say that system has a capacity of 60 pieces per hour.
2. Throughput time of the process is 73 minutes & 40 seconds.
3. Cycle time in the process of manufacturing is 5 minutes.
4. Run time of each process
5. Batch size of each process
Heating process (50 pieces) 60 minutes
Injection into machine 1 minute
Cool & shrink 0 minute
Blade razor 1 minute
Chemical washing 0 minute
Spring fitting 5 minutes
Tube fitting 2.5 minutes
Quality checking 1.5 minutes
Packing 2 minutes
Wrapping 40 seconds
Heating process 50 pieces
Injection into machine (5 machines) 5 pieces
Cool & shrink N/A
Blade razor 8 pieces
Chemical washing N/A
Spring fitting 5 pieces
Tube fitting 5 pieces
Quality checking 5 pieces
Packing 5 pieces
Wrapping 5 pieces
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
6
THEORY OF CONSTRAINTS
1. IDENTIFICATION OF CONSTRAINT
A. BOTTLENECK
Bottleneck in the process is spring fitting task. HILBRO outsource this and get back
pieces after the completion of spring and tube fitting. One piece requires one minute to
process. This is the bottleneck that is making there production limits.
2. EXPLOITING CONSTRAINT
a. There is time wastage from goods-in-transit and also late delivery from small
suppliers. HILBRO have excessive portion in the area of its plantation, so to avoid
these problems they offer the supplier to shift that area which eliminates their
transportation costs and also they can make timely deliveries to the customers.
b. HILBRO’s current strategy is “make-to-stock”, HILBRO has a prediction about the
demand of the products in the future to increase, because its products are medical
category product, so they can change strategy to “make-to-stock”, that can also
eliminate the problem of outsource i.e. late deliveries from suppliers, consequently
late deliveries to customers.
c. They can use more outsource suppliers to get the completion of the task as early as
possible.
3. SUBORDINATING CONSTRAINT
a. They can reduce their excessive workers at the wrapping task and also from the
quality checking departments and from packing task to decrease expenses and also
to go with the capacity of the bottleneck.
b. Labor at task blade razing is under utilized so the extra labor can help others out to
increase capacity.
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
7
4. ELEVATE CONSTRAINT
a. HILBRO have excessive area in the plant so they should buy the machinery for tube
fitting and spring fitting, because they now that demand of these products would
increase in the future.
b. They can run the second shift to make the products more and double from the existing
quantity, so there excessive workers would not need to remove but they work in second
shift.
c. For heating, it takes one hour to heat ten kilogram of the nylon, so it can buy the latest
burner with the high degree of temperature that heat the nylon early that reduces their
throughput.
d. HILBRO should give training to the workers to perform all type of tasks so that they help
others to perform the tasks efficiently and effectively.
5. RE-EVALUATING PROCESS
After the implementation of the above mention elevations of constraints bottleneck is
shifted from “spring fitting task” to “tube fitting task”. Company use outside suppliers to
perform these two tasks, but when company bought new machinery for spring fitting
than bottleneck shift to the tube fitting that company also outsource. So again this to
eliminate constraints would be applied and after the removal of the shifted bottleneck
to the tube fitting, bottleneck further shift to the “quality standard checking”.
So it is being understandable that bottleneck in the process will never be eliminated but
bottleneck shifts from one task to another task.
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
8
GOAL (A PROCESS OF ONGOING IMPROVEMENT)Dec. 30
2009
9
Exhibit 2