Embed Size (px)
Citation preview
The Yield and Post-Yield Behavior
High-Density Polyethylene
by
M.A. Semeliss, Research Assistant
g. Wong, Research AssistantM.E. Turtle, Assistant Professor
of
Department of Mechanical Engineering, FU-10
University of Washington
Seattle, Washington 98195
Prepared for:
NASA-Langley Research Center
Grant No. NAG-I-974
Dr. W.S. Johnson, Program Monitor
May 1990
https://ntrs.nasa.gov/search.jsp?R=19900015903 2018-06-17T08:10:14+00:00Z
TABLE OF CONTENTS
ACKNOWLEDGEMENTS ..................................................................
CHAPTER 1: INTRODUCTION ...........................................................
Pul_pO Se o**,oo.oo,°o,o°oo,o°o.,,,.,ooooQ°o_o.o,o°.oooooooooooooo°o°..o...o .... °
CHAPTER 2: BACKGROUND INFORMATION .......................................
The Prediction of Yielding ..........................................................Definition of Yield Stress ..................................................Yield Criteria ................................................................
Isotropic Yield Criteria ............................................Anisotropic Yield Criteria .........................................
The Prediction of Post-Yield Behavior ............................................
Post Yield Behavior of Isotropic Materials ..............................Post Yield Behavior of Anisotropic Materials ...........................
CHAP'IER 3: EXPEKIMENTAL PROCEDURES ......................................Derivation of Test Matrix ...........................................................
Specimen Preparation ...............................................................Axial Load and Internal Pressure Control .........................................
Data Acquisition ......................................................................Summary of Test Procedure ........................................................
CHAPTER 4: DATA REDUCTION METHODS .........................................
Determination of Material Properties ..............................................Prediction of Yielding - Isotropic Model ..........................................Prediction of Yielding - Transversely Isotropic Model ..........................Prediction of Post Yield Behavior ..................................................
Power Law Models ..........................................................
Isotropic Form .....................................................Anisotropic Form ..................................................
Prandtl-Reuss Model .......................................................Lode Parameters ....................................................
CHAPTER 5: RESULTS AND DISCUSSION ..........................................Yield Predictions .....................................................................
Isotropic Models ............................................................Anisotropic Models .........................................................
Post Yield Predictions ...............................................................Power Law Model ..........................................................
Isotropic Form .....................................................Anisotropic Form ..................................................
Prandtl-Reuss Model ................................................................Calculation of the Lode Paramters ........................................Prandd-Reuss Predictions .................................................
Discussion of Pre- and Post-Yield Behavior .....................................
CHAFrI'ER 6: SUMMARY AND CONCLUSIONS ....................................
°oo
111
12
444
579
121319
2123253436
42x
4545465O525252545658
595959646565656969697090
92
ii
LIST OF REFERENCES ....................................................................
APPENDIX A: EXPERIMENTAL STRESSES AND STRAINS .....................
APPENDIX B: YIELD POINT DETERMINATION FOR ISOTROPIC ANDTRANSVERSELY ISOTROPIC MODELS .............................
APPENDIX C: STANDARD DEVIATION CaM.L-'ULATIONS .......................
95
98
116
134
oot
111
ACKNOWLEDGEMENTS
This research was supported through grant NAG-1-974 from the NASA-Langley
Research Center. The: authors wish to thank the Program Monitor Dr. W. S. Johnson for
his support and enthusiam. The many helpful discussions and suggestions of Drs. J. H.
Crews and C. E. Harris of NASA-Langely are also gratefully acknowledged.
CHAPTER 1: INTRODUCTION
There has been a rapid growth in the use of polymers and polymeric-based materials in
recent years, and there is every indication that this trend will continue. Of particular interest has
been the use of polymers as the matrix component in structural composite materials. Polymers
may be roughly categorized as being either thermosets or themoplastics. Both thermosets and
thermoplastics are comprised of long molecular chains. However, the molecular chains of
thermosets are highly cross-linked, forming an extensive three-dimensional molecular structure.
Conversely, thermoplastics do not form cross-links. One of the ramifications of this difference in
molecular structure is that once a thermoset polymer has been polymerized (i.e., once the cross-
links have been formed) the thermoset cannot be melted. On the other hand thermoplastics can be
readily melted and remolded by the application of heat and pressure. Most thermoplastics have
glass-transition and melting temperatures much lower than the glass-transition temperature of
thermosets, and thus thennoset resins have been used most often in structural composite materials.
However, recent advancc:s in polymer materials technology have resulted in a new generation of
high-temperature thermoplastic polymers which are better suited for engineering applications.
Examples of these new-generation thermoplastics include poly-ether-ether-ketone ("PEEK", with a
melting temperature of roughly 340°C) or a variety of polyimide resins (with a melting temperature
ranging from 230-350°C). Because of these thermal properties as well as the inherent toughness
and relative ease with which thermoplastics can be fabricated, recent research and developmental
efforts in structural coml_site materials have turned to thermoplastic-based matrices.
The expanding role of thermoplastic polymers in load-bearing structural applications has
prompted a need to develop a design methodology to predict the mechanical response of these
materials under complex loading conditions. In particular, prediction of yield and post-yield
2
behavioris of currenttechnicalinterest.At presentmostof thedesigntoolsandconceptsusedin
theanalysisof polymeric-basedmaterialsarebasedon thesameprinciples usedfor metalsand
metallicalloys. However,theatomic/molecularstructureof polymersisentirelydifferentfrom that
of metals. Metalsarecharacterizedby ahighlycrystallineatomicstructurewhereaspolymersare
characterizedby longmolecularchainsthatmaybeamorphousor semi-crystallineat themolecular
level. Since the macroscopicyield andpost-yield behaviorof any material is fundamentally
governedby its atomic/molecularmicrostructure,it is unlikely thatadesignmethodologyusedfor
metalswill applyequallywell to polymers.Therefore,it maybenecessaryto developnewdesign
methodologiesfor polymers,or to modify existingdesigntools that hadbeendevelopedfor use
with metals.
Purpose
The purpose of this research is to study the yield and post-yield behavior of a thermoplastic
polymer subjected to biaxial stress states. In particular, experimental results will be compared with
theoretical predictions based on classical plasticity theories previously applied to metals. Of
particular interest is whether the yield or post-yield behavior of thermoplastic polymers is
influenced by the hydrostatic stress component.
The material cho,,;en for study was high-density polyethylene. High-density polyethylene
has a melting temperature,, of roughly 130°C, and is not considered to be a potential matrix material
for use in structural composites. Polyethylene was selected because (1) it is a semi-crystalline
thermoplastic, and hence its post-yield behavior may be representative of the general class of
thermoplastic polymers, (2) it is readily available in the form of thin-walled tubes, and (3) it is very
inexpensive as compared to new-generation thermoplastics such as PEEK or polyimides, and
- 3
hencealargenumberof test_,; could be conducted at modest cost
The study involved plane stress problems where thin-walled tubes of high-density
polyethylene were tested tinder combined tensile axial loads and internal pressures at room
temperatures. A rather spea:ialized testing apparatus was developed during the study in order to
perform these tests. This testing system is now fully calibrated and operational, and will be used
to study the inelastic behavior of other new-generation thermoplastic resins of greater structural
interest during the coming _.,ear.
CHAPTER 2: BACKGROUND INFORMATION
THE PREDICTION OF YIELDING
Definition of the Yield Stress
Conceptually, the yield point of a material defines the transition from purely elastic to
elastic/plastic behavior. For some materials, the yield point is indicated by a sharp drop in stress in
a uniaxial stress-strain cu_e, followed by slowly increasing stress with increasing strain. In these
cases the near-discontinuity in stress makes identification of the yield stress very easy. For other
materials no such stress drop occurs, but instead the slope of the stress-strain curve gradually
decreases from an initial "elastic" value, which defines Young's modulus, to a lower value. In
these cases the identification of yielding becomes more problematic. A common method of
defining yield in this case is to use a permanent strain offset. For metals, this strain offset is
usually defined as 0.2% strain.
Defining yield in polymers involves complexities not normally encountered with metals.
Polymers are viscoelasti,: and therefore the measured yield stress is sensitive to the stress- or
strain-rate imposed. Researchers have attempted to def'me the yield stress of polymers in a variety
of ways. One method [Bowden and Jukes, 1972; Freire and Riley, 1980; Meats et al, 1969;
Whitfield and Smith, 1972] is identification of the point of load drop, as described above. Another
method [Carapellucci and Yee, 1986] is to perform a constant stress creep test, and to define yield
based upon the intersection of tangents drawn to the initial and f'mal portions of the resulting strain
versus time curve. Probably the most common method is to apply a monotonically increasing axial
load at a constant rate, and to define yielding on the basis of a strain offset. However, no standard
loading rate or strain offset has been established. Offset strains ranging from 0.3% strain [Caddell
5
and Woodliff, 1977; Raghava et al, 1973] to as high as 2% strain [ Ely, 1967; Pae, 1977] have
been used.
Obviously, the c_ifferent methods to determine yield result in distinctly different values of
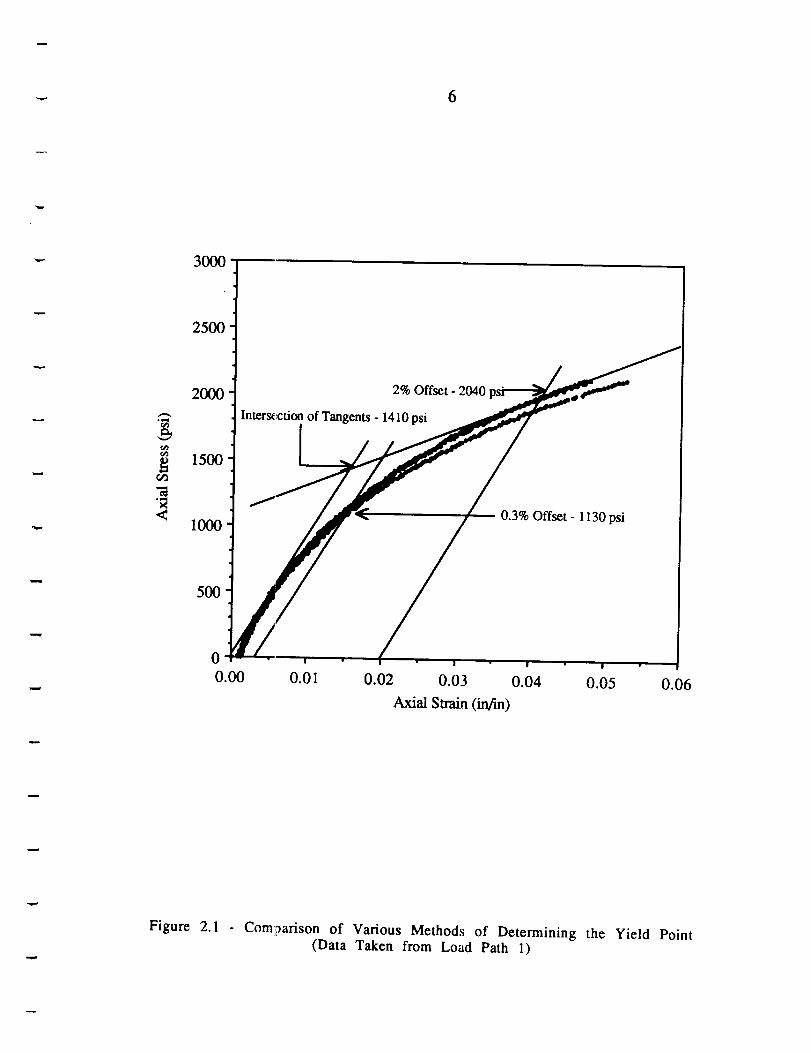
measured "yield strength" for a given polymer. Figure 2.1 compares various methods used to
determine the yield strength of a polymer, and indicates that distinctly different values of the "yield
point" can be deduced from the same experimental data. The inconsistency in the definition of
"yielding" makes comparison of results obtained during different studies difficult. A standard
definition, such as exist:; for metals, needs to be adopted for use with polymers.
The method useM to define yielding during the present study will be discussed in detail in a
following section. At this point it is appropriate to note that yielding was defined on the basis of a
0.3% offset in the octatu,dral shear stress vs octahedral shear strain curve of polyethylene. A value
of 0.3% was selected because it is a widely used value of strain offset, at least within the polymers
technical community. Yielding was defined in terms of octahedral shear stress and octahedral
shear strain because this approach automatically accounts for biaxial loading effects. Also, all tests
were conducted under a constant rate in order to minimize rate effects. Specifically, the yield and
post-yield response of the polyethylene specimens was measured under a condition of constant
octahedral shear stress loading.
Yield Criteria
The yield criteria which have been developed for metals typically make the following
assumptions: (1) the initial compressive and tensile yield strengths are equal, (2) the hydrostatic
stress component does not contribute towards yielding (i.e., the deviatoric stress component
6
"3<
3°l2500
2000
1500
I000
5OO
0
0.00
2% Offset - 2040
Inters_,,ction of Tangents - 1410 psi
0.3% Offset - 1130 psi
0.01 0.02 0.03 0.04 0.05 0.06
Axial Swain (in/in)
Figure 2.1 Comparison of Various Methods of Determining the Yield Point(Data Taken from Load Path 1)
7
governs yielding), and (3) the material is isotropic and homogeneous. If the third assumption is
relaxed the resulting yield criterion is suitable for use with anisotropic materials. The most
commonly used isotropic and anisotropic yield criterion will be briefly reviewed in seperate
sections below. Both "types" of yield criterion involve the hydrostatic and octahedral shear stress
levels. Hydrostatic stress (or "mean" stress) may be written in terms of the three principal stresses
as:
(_1 +02+G3)ffhyd = 3-- (2.1)
The deviatoric stress level associated with some given stress state is characterized by the octahedral
shear stress. The octahe&ral shear stress may be written in terms of the principal stresses as:
1 (a_--_l _a 2)2+(0.2...a3)2+(O.3_G1) 2'COCt ---- (2.2)
lsotropic Yield Criteria: The isotropic yield criterion most widely used for ductile metals and
polymers is probably the Von Mises criterion. According to the Von Mises criterion, yielding
occurs when the octahe&al shear stress in the material reaches a critical value:
((sl - a2) 2 + (ts2 - 03) 2 + (U3 - 01) 2 = 2"I`2 (2.3)
where t_1 > _2 > a3 and T is the uniaxial tensile yield strength of the material.
The Von Mises yield criterion is based on the assumptions that the hydrostatic stress
component does not conn'ibute to yielding and that the compressive and tensile yield strengths are
equal. Experimental evidence indicates that many polymers violate both of these assumptions.
8
Thatis,polymersdo in generalhavedistinctlydifferentcompressiveandtensileyield strengthsand
furthermoretheir yield behavioris significantly influencedby the hydrostaticstresslevel. For
example,Christiansen,Baer,andRadcliffe [ 1971]foundthattheyield strengthof polycarbonate,
polyethyleneterephthalate,polychloro-trifluoroethylene,andpolytetrafluoroethyleneall increased
with increasinghydrostaticpressure.Mears,PacandSauer[1969]havereportedsimilarpressure-
dependentyield behaviorsfor polyethyleneandpolypropylene.The sameconclusionshavebeen
reachedfor a varietyof otherpolymersduringstudiesby Ainbinderet al [1965],PaeandMears
[1968],Sardaret al ([1968], andSpitzig [1979]. This experimentalevidenceindicatesthat yield
criteriawhichassumethatthehydrostaticstresscomponentdoesnot influencetheyield behavior,
and/orwhich assumethat the initial compressive and tensile yield strengths are equal are not
applicable for use with txflymers.
A modified version of the Von Mises criterion, in which these two assumptions are
relaxed, was fast present_'.d by Stassi-D'Alia [ 1967] and subsequently presented in a different form
by Raghava, Caddell, and Yeh [1973]. Raghava et al modified the Von Mises criterion in the
following manner:
(t_l - tJ2) 2 + (t_2 -- t_3)2 + (t_ 3 - t_l)2 + 2(C - T)(t_l + t_2 + _3) = 2CT (2.4)
where C and T are the uniaxial compressive and tensile yield strengths respectively. This criterion,
known as the Pressure-modified Von Mises criterion, is based on the assumption that yielding is a
function of both the hydrostatic and deviatoric stress states. The first three terms are equivalent to
the octahedral shear stress term of the original Von Mises criterion, while the last term is associated
with the hydrostatic stress component.
9
Note that effect.,; of hydrostatic stress and differences in compressive/tensile strength are
not independent in the Pressure-modified Von Mises criterion. That is, if the compressive and
tensile yield strengths of a material are equal then the hydrostatic stress term disappears and the
Pressure-modified Von Mises criterion reduces to the original Von Mises criterion. It is interesting
to note that a similar interdependence between tensile/compressive yield strengths and hydrostatic
effects has been demonstrated for some metals. Spitzig, Sober, and Richmond [1976] have shown
that some sintered powder materials (e.g., sintered iron) exhibit significant differences in
compressive and tensile yield strength, and also that the yield behavior of these metals is influenced
by the hydrostatic stress component. Similar conclusions were reached by Betten, Frosch, and
Borrmann [1982] for the case of quenched and tempered steels.
The yield behavior of polymers has been compared to both the Von Mises and Pressure-
modified Von Mises Criterion. Polymers which have been studied include acrylics [Ely ; 1967],
polyester mixtures [Freire and Riley ;1980], and polycarbonate, polyvinylchloride, and
polyethylene [Raghava and Caddell, 1973; Raghava et al, 1973]. In all cases the Pressure-
modified Von Mises criterion was a better predictor of yield than the original Von Mises criterion,
indicating that the yield n_.sponse of these polymers is sensitive to the hydrostatic stress level.
Anisotropic Yield Criteria: Anisotropic materials possess different material properties in
different directions. Until recently, most research on the yield behavior of materials has focused
on isotropic models. However, many materials are anisotropic. In addition, when shaped by
manufacturing processes such as rolling or extrusion even materials which are initially isotropic
may become oriented at the atomic/molecular level and therefore become anisotropic at the
macroscale. This is particularly true of polymers since they are composed of long molecular chains

10
whichcaneasilybecome:orientedin onedirection,resultingin apolymerwith distinctly different
stiffnessesandstrengthsin differentdirections.
Thecriterionusedmostoftento model the behavior of anisotropic materials is the Tsai-Hill
yield criterion. Hill [1950] developed this criterion by selecting a form which would reduce to the
Von Mises criterion if file yield strengths were the same in all directions. Tsai has subsequently
applied this theory to composite materials, and the resulting theory is now known as the Tsal-Hill
yield criterion. It can be written in the following manner in terms of the principal stresses t: l, t:2,
and a3:
H(t_l - tJ2) 2 + F(t_2 - t_3) 2 + G(a3 - t_l) 2 = 1
1 1 1with: H+G- H+F- G+F-
T12 T2 2 T3 2
(2.5)
Since the material is ani.,;otropic, the coefficients in the equation are functions of the tensile yield
strengths in the 1-, 2- anti 3- directions, T1, T2 and T3 respectively. If the material is transversely
isotropic, then T2 and T3 are equal and consequently G is equal to H. The Tsal-Hill yield criterion
is related to the maximum shear which exists in each principal plane; it includes no linear terms
which would represent the hydrostatic stress level, and also ignores any differences in initial
compressive and tensile yield strengths. Stassi-D'Alia [1969] modified the Tsai-Hill criterion to
include these factors, and Caddell, Raghava, and Atldns [1973] proposed a similar yield criterion
at a later date. The Pressure-modified Tsai-Hill criterion, as it is sometimes known, is defined as
follows:
H(Ol - 02) 2 + F(tI2 - (I3) 2 + G((_3 - 01) 2 + Kltll + K2t_2 + K3(_3 = 1 (2.6)
11
1 1 1with H+G-c1TI H+F-c2T2 G+F-c3T3
C2- T2 _C3-T3K1 C1- T1 K2- K3- C1T1 C'2_I'2 =--C3T3
The Compressive and tensile yield strengths in the 1-, 2-, and 3- directions are denoted by C1, T1,
C2, T2, C3, and T3. If the material is transversely isotropic then C2 and T2 are equal to C3 and
T3, and therefore, G = H. If the compressive and tensile strengths are equal, Eq (2.6) reduces to
the original Tsai-Hill criterion, and if material properties are the same in all directions, it further
reduces to the original Von Mises critedon.
The few experir.aental studies which have been undertaken to investigate the yield behavior
of anisotropic polymer:; seem to validate the Pressure-modified Tsai-Hill yield criterion. Studies
by Rider and Hargreaves [1969] and Shinozaki and Groves [1973] followed methods suggested
by Hill in which the change in the tensile and compressive yield strengths of oriented polymer
sheets was measured as a function of the angle of orientation 0. Caddell and Woodliff [1977]
conducted a series of tests using highly anisotropic specimens of polycarbonate, polyethylene, and
polypropylene. The test specimens were oriented by applying a tensile load to a specimen until a
stable neck had formed. The final test specimens were then machined out of these necked regions.
A good correlation between experiment and theory was reported. Carapellucci and Yee [1986] also
conducted tests on anisotropic polycarbonate specimens and reported good agreement. Hence, it
appears that the yield behavior of anisotropic polymers is significantly affected by the hydrostatic
stress level.
12
THE PREDICTION OF POST-YIELD BEHAVIOR
Post-yield behavior typically involves large deformations, such that the familiar definitions
of conventional "engineering" stress and strain no longer apply. Conventional engineering stress
and engineering strain e ]nay be converted to true stresses s and true strains e as follows:
s = _(_+ 1)(2.7)
e = ln(E+l) (2.8)
A true stress-true strain curve is often called a plastic "flow" curve because it gives the
stress which causes the material to flow plastically for any given strain. Post-yield theories are
typically developed in terms of the true stress and true strain, and in this report true stress and true
strain will be used to describe the post-yield behavior of polyethylene.
The post-yield theories considered during this study will be briefly reviewed below. Both
isotropic and anisotropic materials will be discussed. It is appropriate to note that, in contrast to
the yield criterion reviewed above, all existing post-yield criteria assume material incompressibility
during plastic flow. The possibility that the flow behavior of polymers is influenced by the
hydrostatic stress level has apparently not yet been addressed within the technical community.
13
Post Yield Behavior of lsotropic Materials
The assumption that plastic deformations are independent of the hydrostatic stress level
leads to the conclusion that the volume of a solid remains constant during plastic flow. Therefore,
during plastic flow the true strains are related by:
el + e2 + e3 = 0 (2.9)
Equation (2.9) represents the "constancy of volume" assumption. Note that if v = 1/2, then a
similar relationship holds for engineering swains:
el +e2 +e3 = (l-2v)(a 1 + a2 + t_3)/E =0 (whenv = 1/2) (2.10)
For many metals undergoing plastic deformation induced by a uniaxial stress, the flow curve can
be expressed by the simple power law relation, also known as the Ludwik expression:
s = Syield + Men (2.11)
where Syield is the true stress at yield, M is the strength coefficient and n is the strain hardening
exponent. This equation is only valid for isotropic materials and is defined from the onset of
plastic flow to the maximum load at which the specimen begins to neck. Equation (2.11) provides
a simple mathematical expression to describe the post-yield flow curves of a material if constants M
and n are known.
14
Equation(2.11) is appropriatefor useunderuniaxial loadingconditions. In a complex
stateof stressandstrainit is moreusefulto relateinvariantfunctionsof truestressandtruestrain.
The invariant functions mostfrequentlyusedto describeplastic deformationof metalsare the
effectivetruestressandeffectivetruestrain[Dieter,1986].Theeffectivetruestressis definedasa
functionof theprincipaltruestresses:
11
_=_[(Sl-S2)2+ (S2-S3)2+(S3-Sl)212(2.12)
Theeffectivetruestrainisdefined as a function of the principal true strains:
g = --_ [(el-e2) 2 + (e2-e3) 2 + (e3-el)21 _ (2.13)
The power law relation ca:a now be expressed in the form of effective true stress and effective true
strains:
s = Syield + MEn(2.14)
An assumption implied by Equation (2.14) is that the flow curve is independent of the hydrostatic
or mean stress component. That is, the post-yield behavior is assumed to be governed exclusively
by the deviatoric stress tensor.
The power law expressions (i.e., either Eqs. 2.11 or 2.14) provide a simple mathematical
expression to describe the flow curves of a material, and the power law formulation has been
15
widely applied because of this simplicity. However, these relations are entirely empirical and
deviations from the power law are frequently observed.
More rigorous expressions to describe the post-yield behavior of a material have been
developed. Two such systems of equations are the Levy-Mises and Prandtl-Reuss equations. In
either case two fundaraental assumptions are made: it is assumed that the material is elastic-
perfectly plastic, and further, it is assumed that the incremental change in plastic true strain induced
by an increase in true sla'ess is proportional to the total stress deviator, rather than the incremental
change in the stress deviator. The elastic strains are neglected in the Levy-Mises equation, and
thus the Levy-Mises equations are only applicable when large plastic deformations occur such that
the elastic deformations can be entirely neglected. The Prandlt-Reuss equations include both elastic
and plastic deformations. In the present study the elastic deformations could not be neglected and
hence the Prandtl-Reuss equations were applied, as further described below.
Reuss assumed that the plastic true strain-increment, at any instant of loading, is
proportional to the instantaneous stress deviation such that:
s'l s'2 s'3
where de p are the plastic principal true strain increments, sl are the deviatoric true stress
components, and d_ is a non-negative constant of proportionality which is not a material constant
but rather varies throughout the stress/strain history.
16
Equation (2.15) implies that the incrementalplastic strainsdependon the total current
deviatoricstressesandnoton theincrementalchangein deviatoricstresses.It is alsoimplied that
the principal axesof stressandplastic strainincrementscoincide. Again, the hydrostaticstress
componentassumesno rolein theplasticdeformationof thematerial.
For a givendirectionthetotalstrainincrementdet is definedasthesumof theplasticdeP
and elastic dee strain increments:
de_ = deip +dee (2.16)
The plastic strain increment deP is given by Equation (2.15), and hence [S later, 1977]:
deip = s' dK- 3 s ] d_, 2s- H (2.17)
where g is the effective true stress defined in Equation (2.12) and H (also known as the "plasticity
modulus") is the slope of the effective true stress-plastic strain curve. The elastic strain incremente
dei is dependent on both the deviatoric and hydrostatic stress components:
de e -2-G+dS_ _l_l_,v) dShyd (2.18)
where E is the Young's modulus, v is the Poissons ratio, and G is the shear modulus. The shear
modulus is related to Young's modulus and Poissons ratio:
17
G
E
2(1+v)
(2.19)
Combining Equations (2. lq') and (2.18) gives the total strain increments for a given direction i:
t 3 s'i d-g ds_ (1-2v) A,,. (2.20)
dei - 2 s--H + -_--_- + _ u_ny
Equation (2.20) is the Prandtl-Reuss relation applicable for initially isotropic materials to describe
post-yield stress-strain behavior.
A method of experimentally verifying whether it is appropriate to apply the Prandtl-Reuss
system of equations to a given material was developed by Lode (1926). Lode introduced two
parameters, I,t and v, known as the I.xxie stress and plastic strain parameters respectively:
2s2 - Sl - s_- Sl - s3
(2.21)
In Equation (2.21), the stresses are the total principal stresses and the strains are the plastic portion
of total principal strains defined as"
Cp = e t_ e e(2.22)
where e t and ee are the total and elastic principal strains respectively.
18
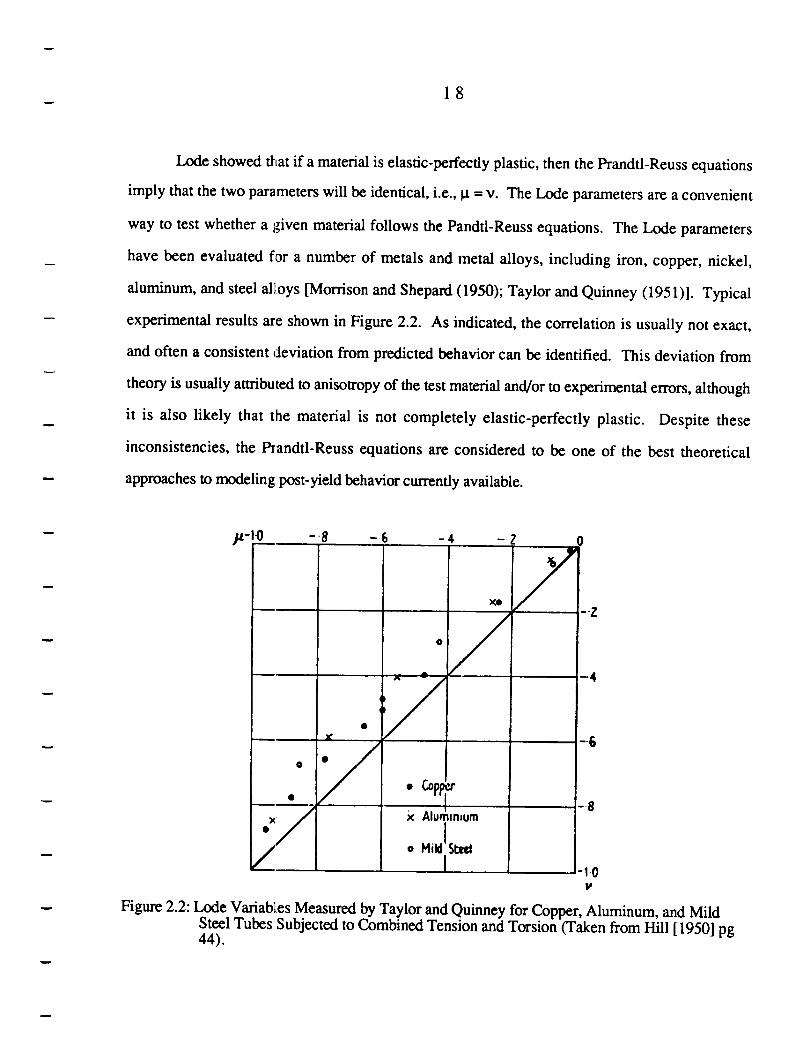
Lode showed that if a material is elastic-perfectly plastic, then the Prandtl-Reuss equations
imply that the two parameters will be identical, i.e., la = v. The Lode parameters are a convenient
way to test whether a given material follows the Pandtl-Reuss equations. The Lode parameters
have been evaluated for a number of metals and metal alloys, including iron, copper, nickel,
aluminum, and steel ali_oys [Morrison and Shepard (1950); Taylor and Quinney (1951)]. Typical
experimental results are shown in Figure 2.2. As indicated, the correlation is usually not exact,
and often a consistent deviation from predicted behavior can be identified. This deviation from
theory is usually attributed to anisotropy of the test material and/or to experimental errors, although
it is also likely that the material is not completely elastic-perfectly plastic. Despite these
inconsistencies, the lhandtl-Reuss equations are considered to be one of the best theoretical
approaches to modeling post-yield behavior currently available.
o
/ X Alumin,umo Hikl St:_
"I0IP
Figu__ 2.2: Lode Variables Measured by Taylor and Quinney for Copper, Alun'_num, and MildSteel Tubes Subjectedto Combined Tension and Torsion (Taken from Hill [ 1950] pg44).
19
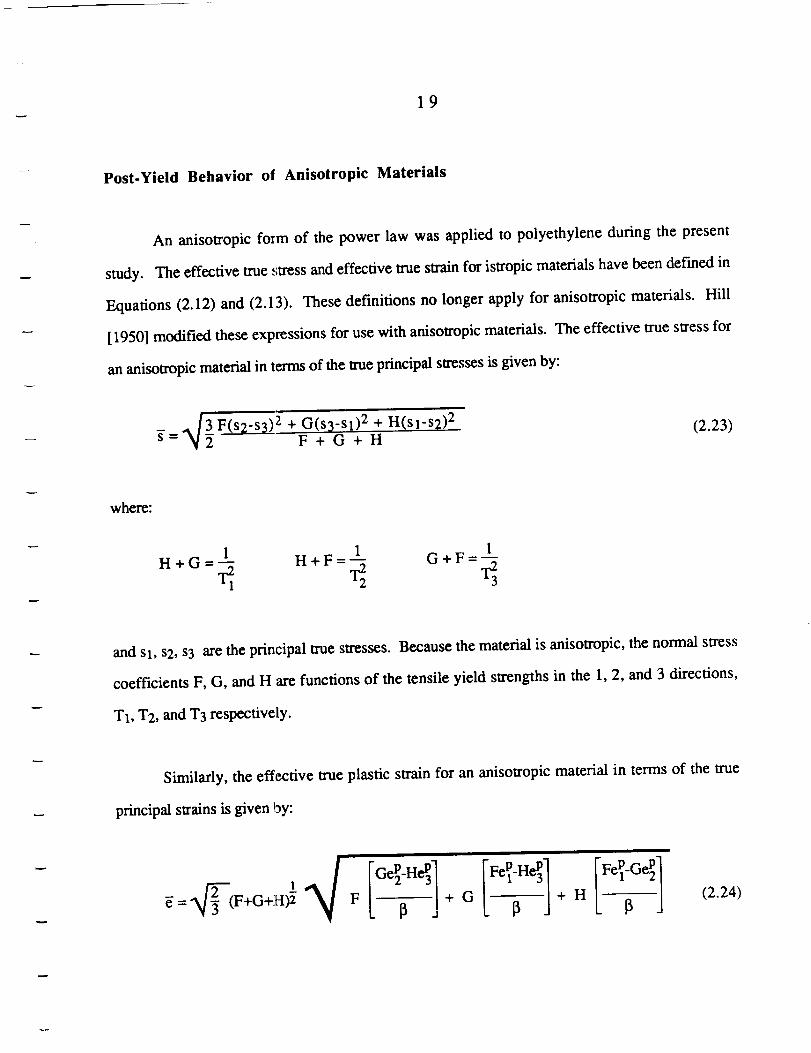
Post-Yield Behavior of Anisotropic Materials
An anisotropic folm of the power law was applied to polyethylene during the present
study. The effective true ,;tress and effective true strain for istropic materials have been def'med in
Equations (2.12) and (2.13). These definitions no longer apply for anisotropic materials. Hill
[1950] modified these expressions for use with anisotropic materials. The effective true stress for
an anisotropic material in terms of the true principal stresses is given by:
q3 F(s2-s3) 2 + G(s3-sl) 2 + H(sl-s2) 2s= 2 F+G+H(2.23)
where:
H+G---1 H+F- 1 G+F- 1
and Sl, s2, s3 are the principal true stresses. Because the material is anisotropic, the normal stress
coefficients F, G, and H are functions of the tensile yield strengths in the 1, 2, and 3 directions,
T1, T2, and T3 respectively.
Similarly, the effective true plastic strain for an anisotropic material in terms of the true
principal strains is given lay:
+G +H (2.24)
2 0
whereelP,ep.and e_ ar,.' the principal plastic normal swains and 13= (FG + GH + HF).. Note that
if anisotropy is negligible then Equations (2.23) and (2.24) reduce to Equations (2.12) and (2.13),
respectively.
For an anisotropic material, the power law formulation may be used by the substitutions of
Equations (2.23) and (2.24) into Equation (2.14). That is, the flow law for an anisotropic material
is given by
S = Syield + M-_-I'I
where g is now given by the anisotropic form of the equivalent stress (i.e., is given by Eq. 2.23),
and _- is now given by the anisotropic form of the equivalent strain (i.e., is given by Eq. 2.24).
Note that Eq (2.25) is identical to Eq (2.14); the variables have simply been redefined to account
for anisotropic behavior. The anisotropic form of the power law expression was applied during
the present study, as will be described in a following section.
CHAPTER 3 - EXPERIMENTAL PROCEDURES
In this study thin-walled tubes of high-density polyethylene were subjected to
monotonically increasing axial loads and internal pressures. This biaxial loading produced both
hoop and axial stresses within the walls of the specimen. Loading was increased proportionaly at
user-specified rates, and the yield and post-yield response of the specimen was monitored
throughout each test.
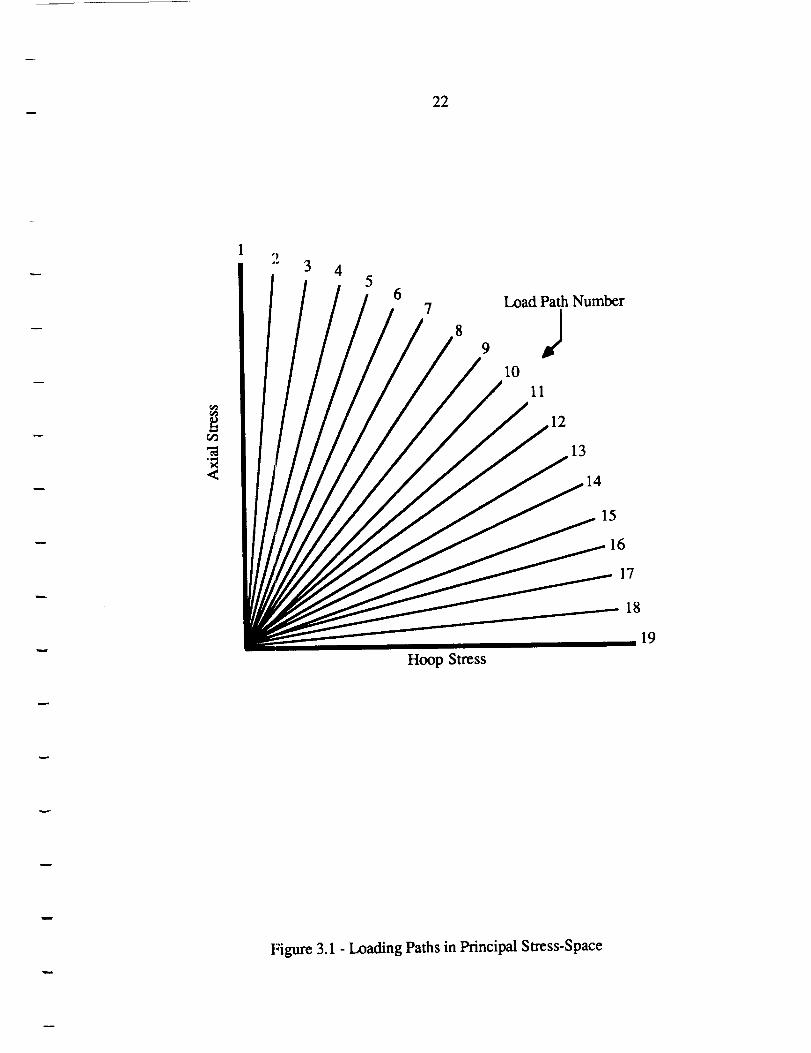
Due to symmetry the axial and hoop stresses were the principal stresses in all cases. The
axial and hoop stresses induced during a given test therefore def'me a radial "load path" in principal
stress space. The load paths used during the present study are summarized in Figure 3.1. A total
of 57 seperate tests were planned, involving three repeated tests along each of 19 load paths. The
load paths are oriented at five degree increments in the first quadrant of principal stress space.
The yield behavior of polyethylene is highly rate-dependent. As discussed in the preceding
chapter, in most yield- and post-yield criterion it is assumed that inelastic behavior is governed by
the octahedral shear stress. Therefore a constant octahedral shear stress rate was maintained during
all tests in order to minimize rate effects between individual tests and load paths. Note that
although the octahedral shear stress rate remained constant from test-to-test, the hydrostatic stress
rate, axial loading rate, and internal pressure rate all varied considerably from one load path to the
next.
22
1r,¢)
24
56
7 Load Path Number
, J9
/10 11
/G/ _12
17
Hoop Stress
18
19
Figure 3.1 - Loading Paths in Principal Stress-Space
23
Derivation of Test Matrix
The axial load (L) was increased at a rate of kl and the internal pressure (P) was increased
at a rate of k2. Therefore at time t:
L = klt (3.1)
P = k2t (3.2)
Under this loading condition, the stresses induced in the walls of the tube are:
t "kl )OAXIAL=OI=_(-_ + k2r (3.3)
OHOOP = 02 = _ c (3.4)
1O_,DtAL = - _ k2t = 0
with: r = average radius of tube
c = wall thickness
(3.5)
Note that the radial stress has been equated to zero. This is an appropriate assumption for thin-
walled tubes, since the radial stress is typically an order of magnitude less than the hoop and axial
stresses.
24
Normally, "o1" denotes the algebraically greatest principal stress, "02" the intermediate
principal stress, and "_3" the algebraically smallest principal stress. However, for purposes of
consistent identification this convention was ignored in this study. Instead, "o1" was used to
denote the axial stress, and "02" was used to denote the hoop stress, even though along some load
paths the hoop stress was in fact the algebraically greatest principal stress.
Substituting Ecls (3.3) and (3.4) into Eqs (2.1) and (2.2), the octahedral shear stress and
hydrostatic stress at any time t are given by:
t A /'_k_l 2
'toot = _ "_/-'_!r--_-- + 6k22r 2 (3.6)
t /k_z _- k2r)O'hyd = _ _3xr (3.7)
The slope M of any load path shown in Figure 3.1 can be expressed as:
- _2 - 2x -2r2 + rcr2 (3.8)
The combination of load rates kl and k2 which produce a desired slope M are given by:
kl = k2_r 2 (2M-I)(3.9)
Finally, given a desired octahedral shear stress rate, (Xoct/t), and slope M, the required axial load
rate and internal presstm: rate are given by:
25
kl = 3_'rc(2M-l) 3+(2M_1)2 (3.10)
3+(2M_1)2 (3.11)
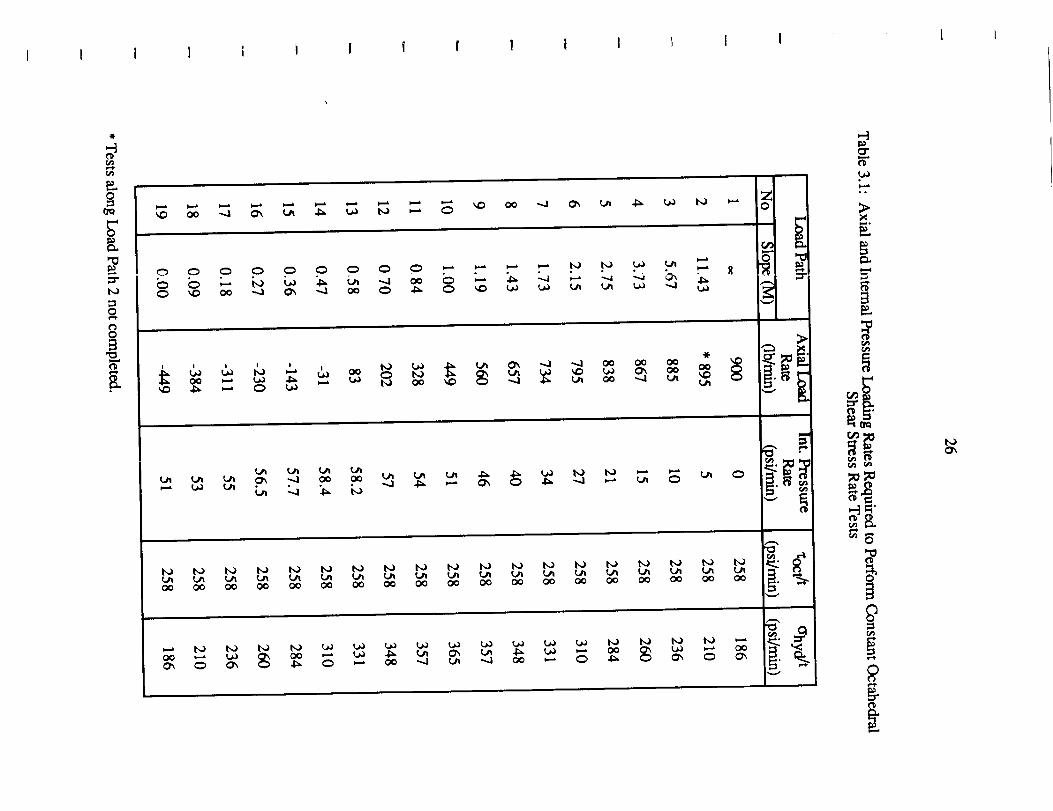
An octahedralshearsm;ssrateof 258psi/minwasselectedfor usesincetheaxial loadingratesand
internalpressureratesfi_rall loadingpathsfalls within therangeof theequipmentavailable.A test
matrix wasdefined in this fashion and is presented in Table 3.1. The numerical values given in
Table 3.1 were obtair, ed using Eqs (3.10) and (3.11), as well as the specimen dimensions
presented in the following section.
Specimen Preparation
The material selected for testing was high-density polyethylene. Driscopipe 1000
(PE3408) SDR26 high-density polyethylene tubing was purchased in 20 foot lengths from a
distributor in the Seattle area. Since the polyethylene tubes were produced by extrusion,
significant residual stresses were present in the as-received tubes. Therefore, each specimen was
subjected to a thermal _mnealing process prior to testing. To the authors' knowledge, there is no
accepted procedure for annealing high-density polyethylene. An appropriate annealing cycle was
determined by conducling several tests at different temperatures. Starting from an annealing
temperature of 90°C, annealing temperatures were increased in 10°C increments from one test to
the next until the melting temperature of roughly 130°C was reached. A Blue M forced air oven
was used. The oven wa:_ preheated so as to achieve a constant annealing temperature with minimal
thermal gradients throughout the oven chamber. The specimens were then placed in the oven and
] i i I i [ I I I I I I L L
,X-
,-]('D
0
0
Z0
I,n-'
,-]
oo
_.._o
:::s.TJ')
t_
27
annealed for one hour. The oven was then turned off and the specimens were slowly furnace
cooled over approximately 10 hrs.
The effect of anneal:mg temperatures was evaluated by means of a destructive sectioning
technique. A 1 inch wide strip was removed along the length of a 12 inch tube to evaluate axial
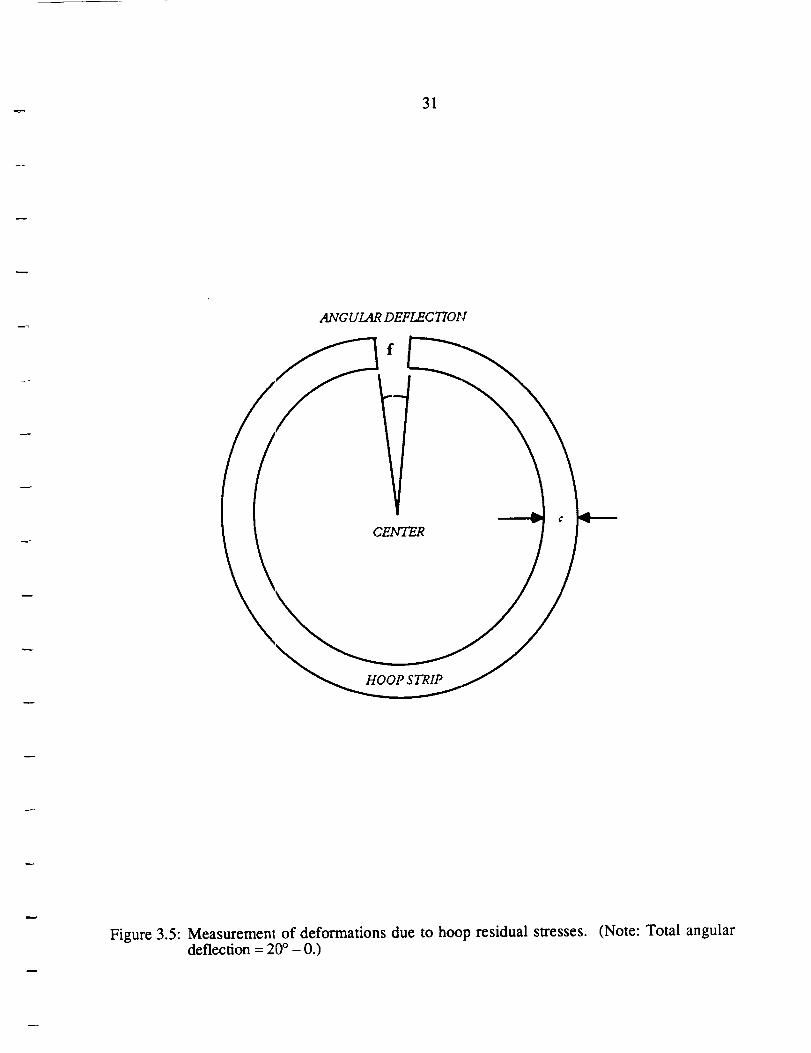
residual stresses. For the hoop direction, a 1-1/2 inch long "ring" specimens was cut from the
tube, and a 1-1/2 wide section (corresponding to a 20 ° arc) was cut out of the circumference of this
ring. After a period of 72 hours (to allow for any time-dependent response to develop) the strip
and ring specimens were examined to determine whether any deformations had occurred.
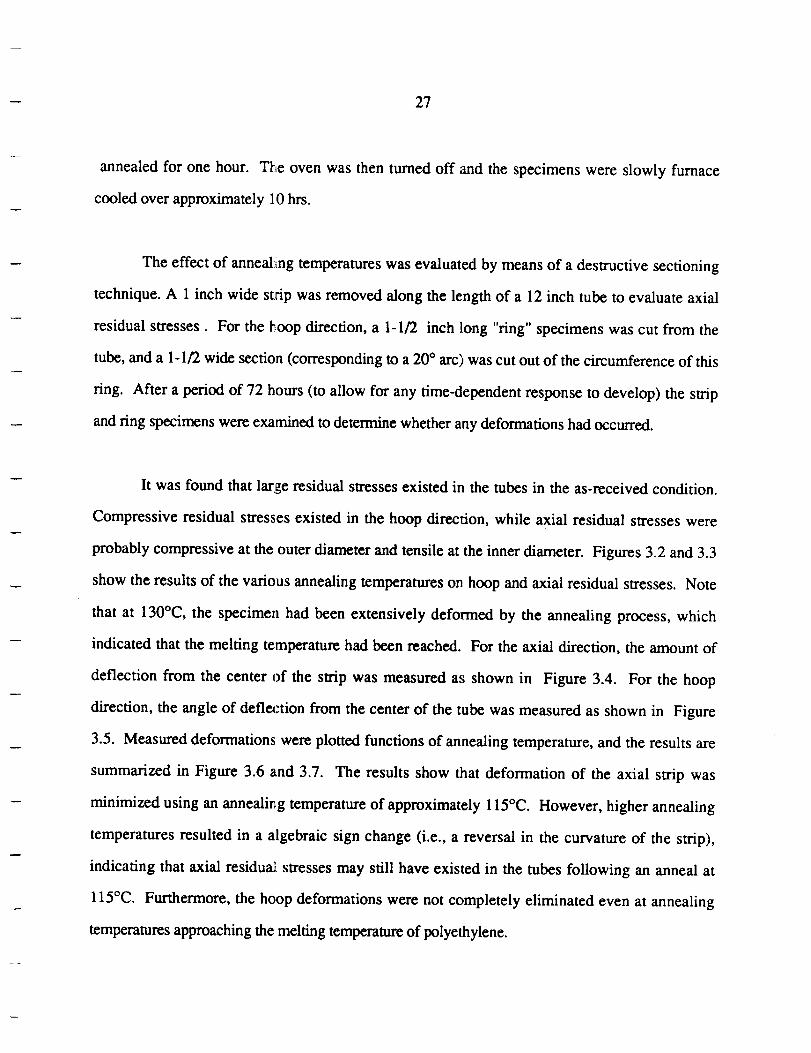
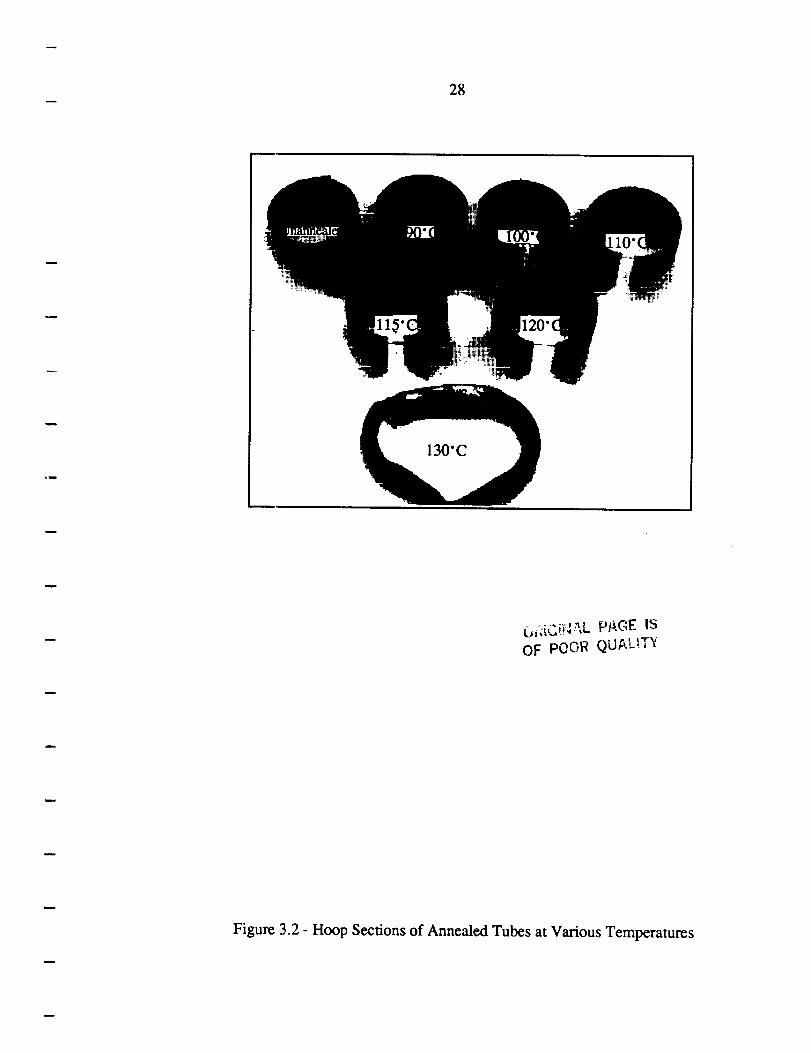
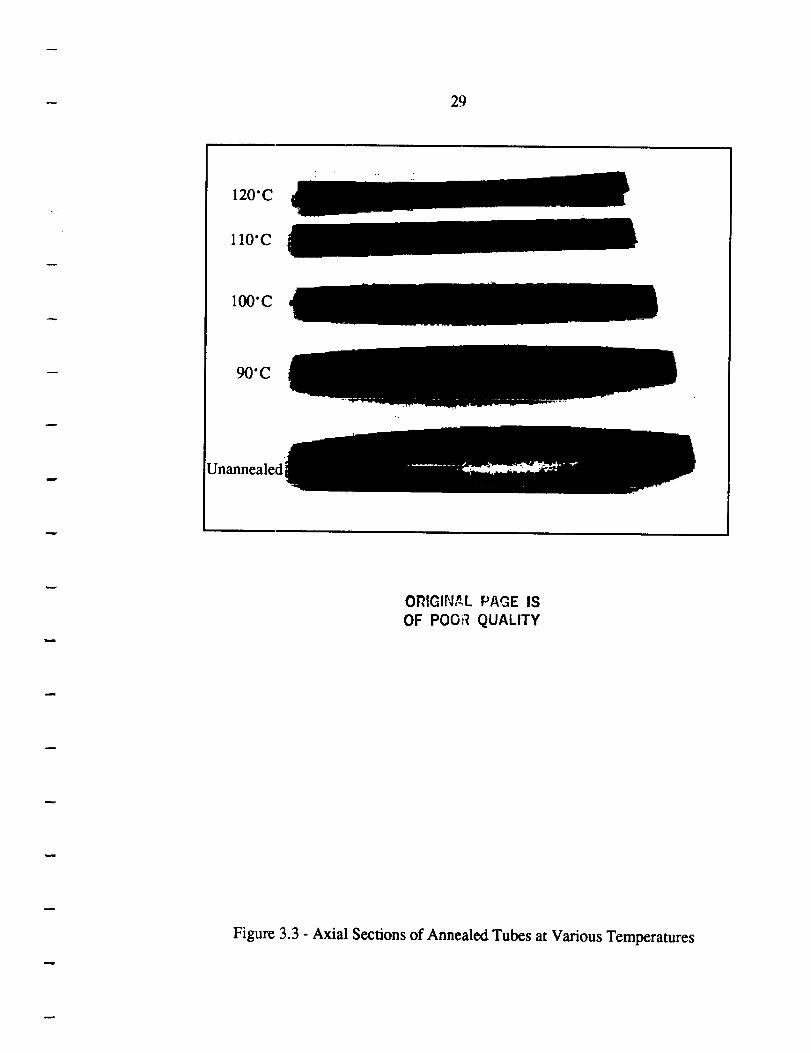
It was found that large residual stresses existed in the tubes in the as-received condition.
Compressive residual stresses existed in the hoop direction, while axial residual stresses were
probably compressive at the outer diameter and tensile at the inner diameter. Figures 3.2 and 3.3
show the results of the various annealing temperatures on hoop and axial residual stresses. Note
that at 130°C, the specimen had been extensively deformed by the annealing process, which
indicated that the melting temperature had been reached. For the axial direction, the amount of
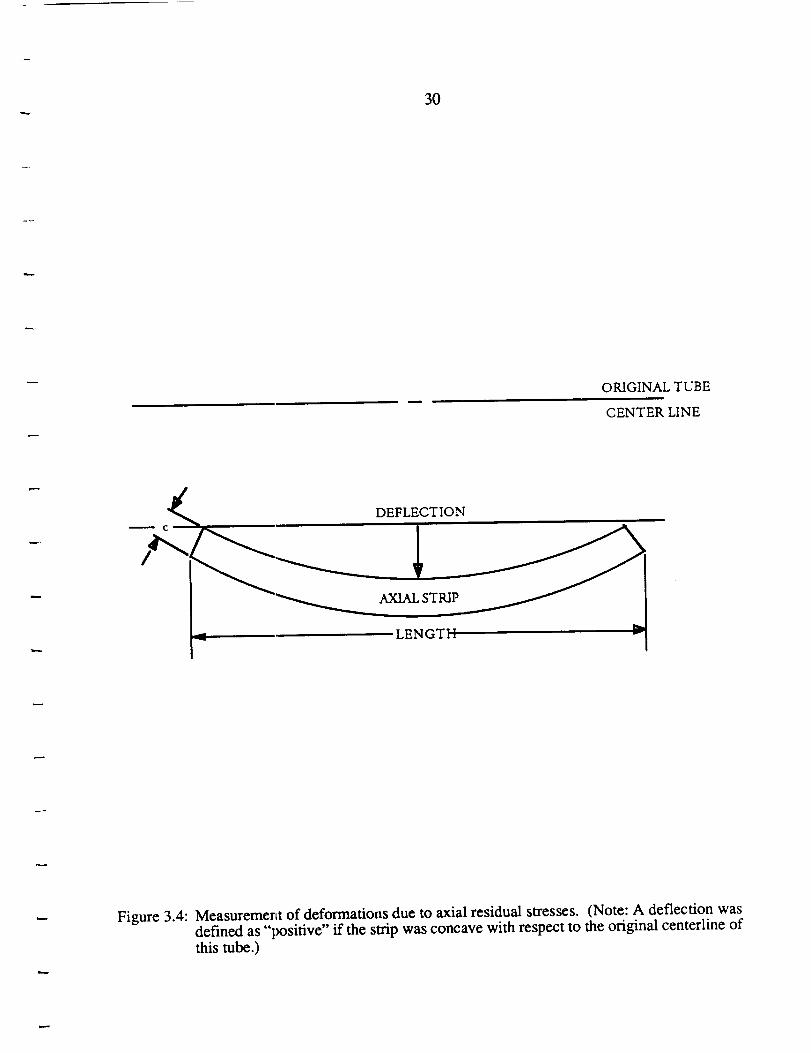
deflection from the center of the strip was measured as shown in Figure 3.4. For the hoop
direction, the angle of deflection from the center of the tube was measured as shown in Figure
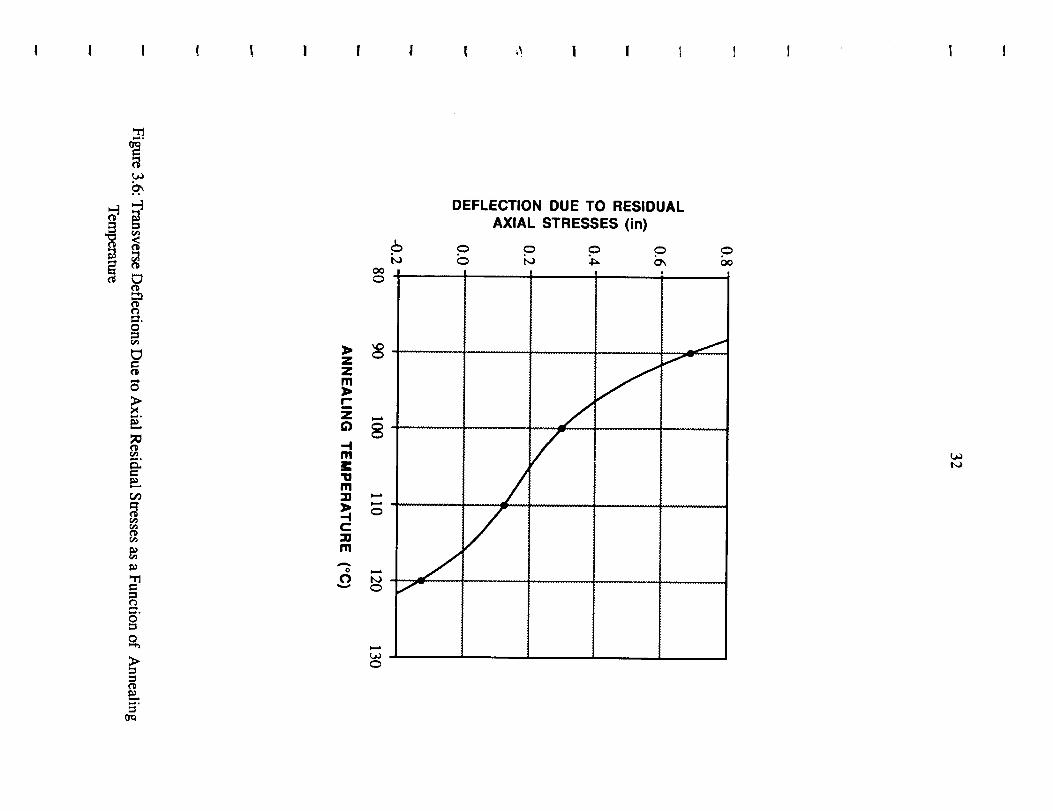
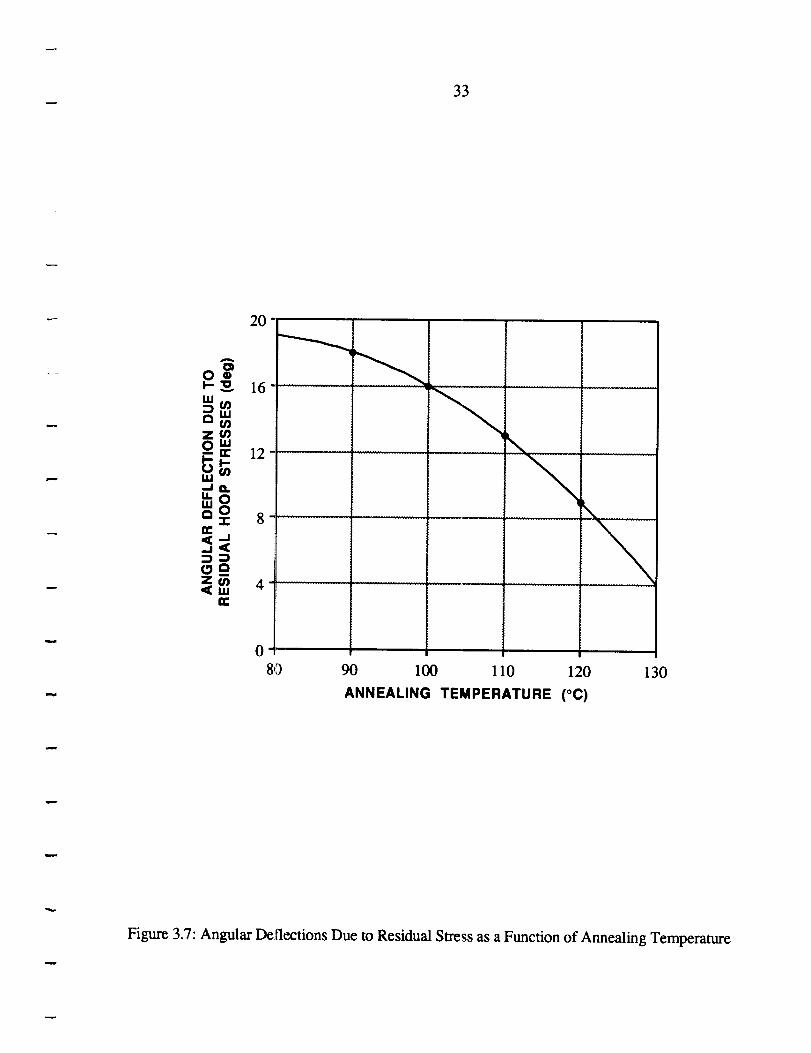
3.5. Measured deformations were plotted functions of annealing temperature, and the results are
summarized in Figure 3.6 and 3.7. The results show that deformation of the axial strip was
minimized using an annealing temperature of approximately 115°C. However, higher annealing
temperatures resulted in a algebraic sign change (i.e., a reversal in the curvature of the strip),
indicating that axial residua_ stresses may still have existed in the tubes following an anneal at
115°C. Furthermore, the hoop deformations were not completely eliminated even at annealing
temperatures approaching the melting temperature of polyethylene.
28
--,'"_'._ PAGE IS, _m l "It
OF POOR QU _'-'''g
Figure 3.2 - Hoop Sections of Annealed Tubes at Various Temperatures
29
120"C
110"C
lO0"C
90"C
Unannealed
OnlG!NAL PAGE IS
OF POOR QUALITY
Figure 3.3 - Axial Sections of Annealed Tubes at Various Temperatures
30
ORIGINAL TUBE
CENTER LINE
DEFLECT IO N
AXIAL STRIP
LENGTI I
Figure 3.4: Measurement of deformations due to axial residual stresses. (Note: A deflection wasdefined as "positive" if the strip was concave with respect to the original centerline of
this tube.)
31
ANGULAR DEFLECTION
f
CENTER
HOOP STRIP
Figure 3.5: Measurement of deformations due to hoop residual stresses.deflection = 20 ° - 0.)
(Note: Total angular
I I I ( ! I I I I ,_ I I I I I :' 1 I
_F
U
0
8
P_..
0
P_._,,J0
Z-
--Im
DEFLECTION DUE TO RESIDUAL
AXIAL STRESSES (in)
.o o .o .o
i
"Om
.-IC
m
- Z
/
0
33
oI"LU
_W_JZ_
ul
llc
20
A
oo_, 16
12
8 r
0
80 90 100 110 120 130
ANNEALING TEMPERATURE (°C)
Figure 3.7: Angular Deflections Due to Residual Stress as a Function of Annealing Temperature
34
The annealingtreatment finally selectedfor useconsistedof a 2 hour anneal at 115°C
followed by a 10 hr furnace cooling. It is believed that this annealing treatment minimized, but
perhaps did not completely eliminate, residual stresses present in the as-received tubes.
Specimens were cut frcm "parent" tubes in 15-1/2 inch lengths and annealed. Specimen
dimension measurements were; taken on six different sections of the annealed tubes in order to
determine average values. The average radius of the annealed tubes was 1.698", and the average
wall thickness was 0.157".
Axial Load and Internal Pressure Control
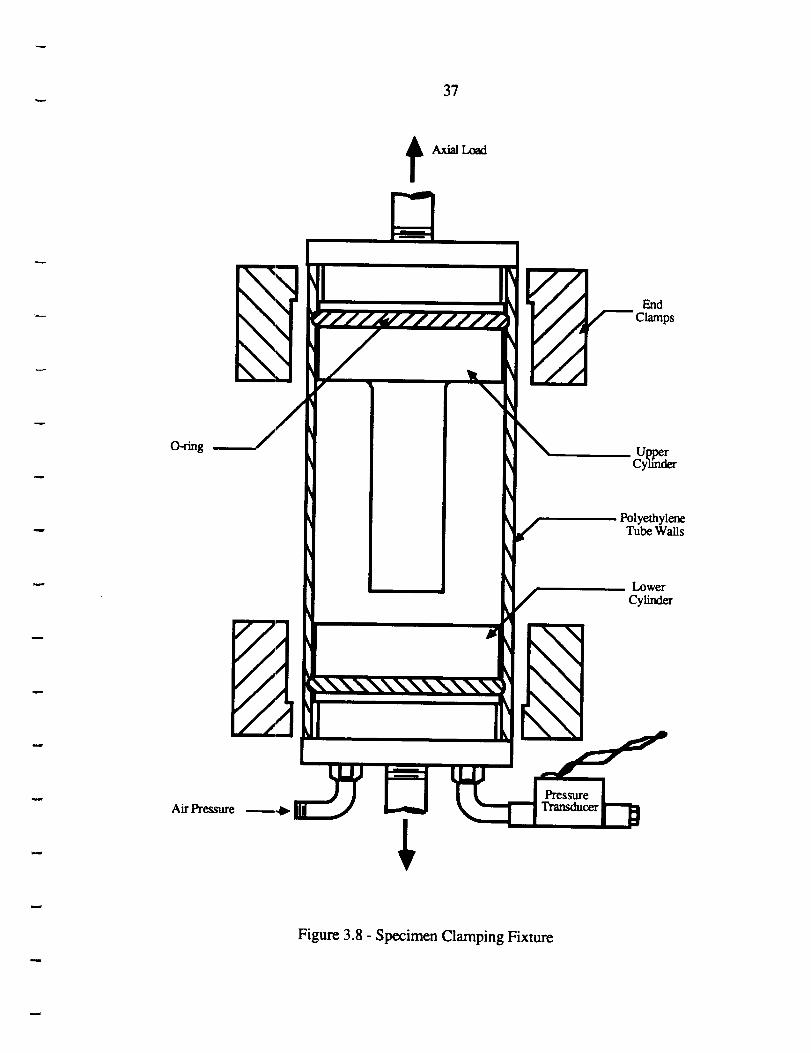
Figure 3.8 shows the fixture used to apply axial loads and internal pressures to the tubular
specimens. The specimens were mounted to two aluminum cylinders. The upper cylinder
extended into the specimen in order to reduce the volume of air required to pressurize the
specimen, which decreased the energy released in the event of catastrophic specimen failure. Two
ports were machined in the lower cylinder. One was the supply port for the pressurized air from a
bottled air cylinder and the o,aaer was the pressure transducer port for measuring internal pressures.
The tube specimens were seated on a shoulder machined in each aluminum cylinder. An O-
ring was used to insure proper pressurization with no leakage. After seating the tube on the
shoulder of each cylinder end, an aluminum clamp was attached at each end to firmly seal the tube
and cylinder surfaces. The clamp also helped prevent slippage of the tubes during testing by
pressing the specimen wall s into the machined step of the cylinders, thus increasing the friction
force between the mating surfaces of the tube and cylinder.
35
Axial loadswereappliedusinganMTS electrohydraulicfatiguetestingmachineconsisting
of a Model 308.01loading frame,a hydraulic cylinder andpump,a Model 442 control unit, a
Model 410 digital function generator,andaTransducerInc. Model WTC-FF42-CS-10K10kip
loadcell. A TektronixModel221360MHz oscilliscopewasusedto monitor andverify theaxial
loading. Figure3.9 illustratestheloadingframealongwith theloadcell andspecimen.
TheMTS framewasusedto applyamonotonicallyincreasingaxial loadat auser-specified
rate. Therequiredaxial loadingrateshavebeenpreviouslylistedin Table 3.1. Theappliedload
ratewasmonitoredthroaghouteachtest,andwasmaintainedto within +5% of the desired load
rate in all cases.
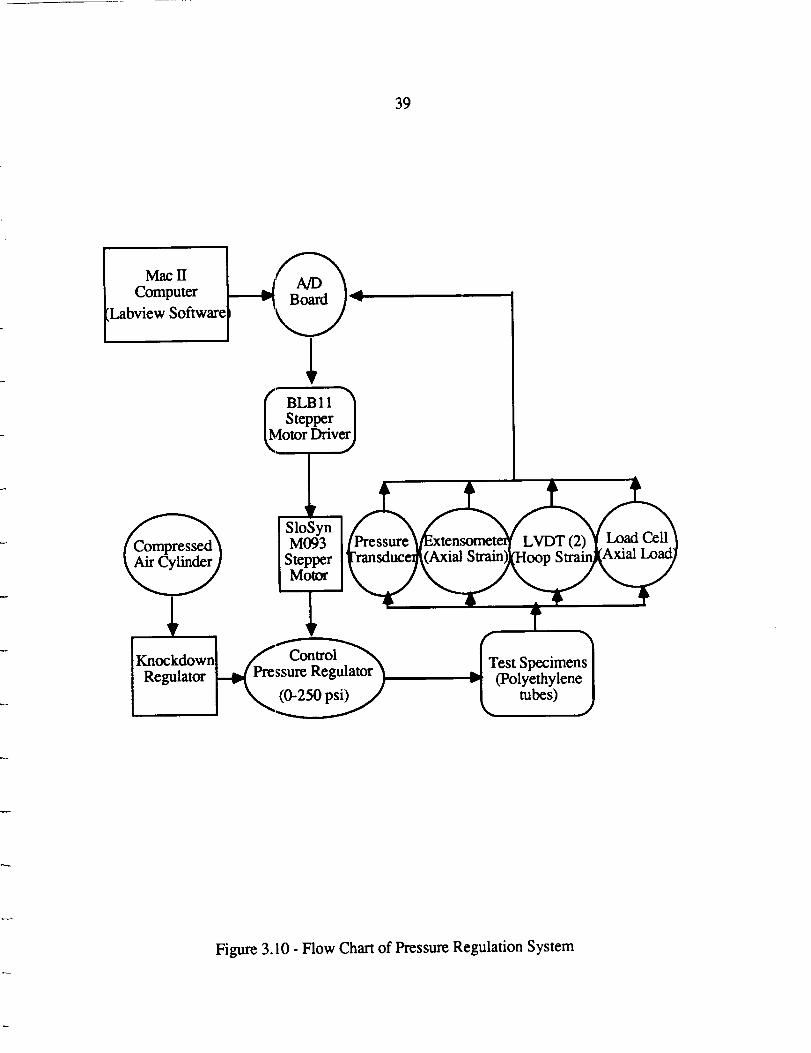
A control system designed to produced a linearly increasing air pressure was developed
during this study. The system is shown schematically in Figure 3.10, and a photograph of the
assembled system is shown in Figure 11. The pressure regulation system involved two pressure
regulators mounted in series. First, a Victor mode SR4G regulator was mounted directly on the
stem of a compressed air bottle, and reduced the nominal air pressure from 3000 psi to 300 psi.
This was referred to as the "knockdown" regulator. Air flow was then directed to a Watts R11-
03D regulator. This second regulator was referred to as the "control" regulator. The control
regulator outlet pressure can be adjusted from 0 to 250 psi. An angular rotation of the valve stem
of the control regulator results in a pressure change at the outlet. The measured outlet pressure was
found to be linearly proportional to the angular position of the valve stem. Thus, by rotating the
valve stem at a constant angular rate the outlet pressure was increased at a constant linear rate.
The control regulator was coupled to a Slo-Syn M093-FD14 stepper motor. This motor
was controlled by an Anaheim Automation BLB driver, which was in turn regulated by analog
36
voltagepulsesfrom mlA/D boardmountedin a Macintosh II computer. A single pulse from the
computer caused the ,;tepper motor shaft to turn 1.8 °. A pulse train of a given frequency would
therefore cause the motor shaft to turn at a given angular frequency. Since the shaft was coupled
to a linear pressure regulator, a given pressure rate was produced. The entire system was
calibrated such that a specified pulse rate resulted in a known linear pressure rate. A computer
program was written which allows the user to produce a pulse train of a desired frequency.
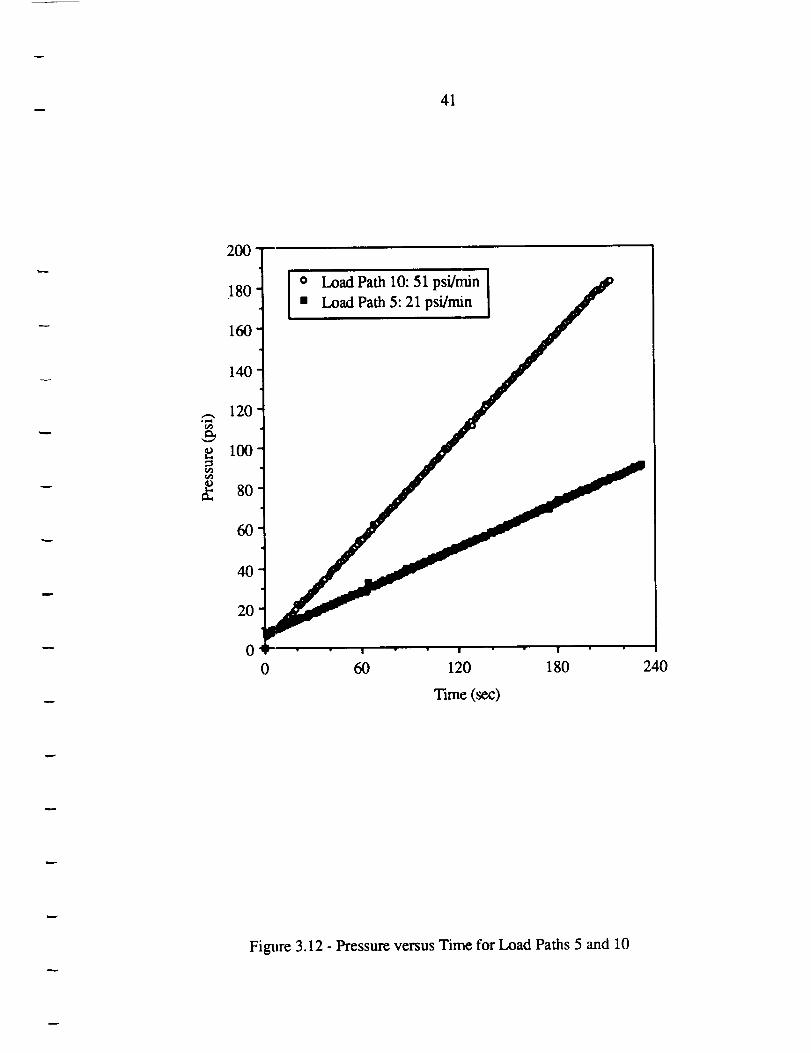
Typical plots of pressure versus time recorded along load paths 5 and 10 are shown in
Figure 3.12.
Data Acquistion
A total of five analog measurement devices were used during any test. Axial strains were
measured using an MTS model number 632.25B-20 extensometer. Hoop strains were measured
using two diametrically opposed Applied Test Systems (ATS) LVDT displacement transducers,
with a range of 0.5 inch. Pressures applied to the specimen was measured using a Gulton GS616
pressure transducer. Finally, axial loads were measured using the load cell mounted to the MTS
frame, as previously described. All five analog voltage signals were monitored using a National
Instruments NB-MIO-16H A/D board mounted within a Macintosh II computer. The A/D board
was controlled using "Labview", a National Instruments graphical programming language. The
Labview package allowed scanning rates of up to 45000 samples per second and up to 8 double-
ended input signals. One potential difficulty with the scanning process was that all 5 channels
were not monitored at the same time but rather sequentially. A maximum time lag of 5 msec
occurred between scanning each channel. Since the load and strain rates imposed during all tests
were relatively low, the 5 msec lag between measurements was negligibly small, and all 5
measurements were treated as if obtained simultaneously.
37
t Axial_
O-ring
\\
End
Clamps
PolyethyleneTube Walls
Lower
Cylinder
Air PressurePressure
Transducer
Figure 3.8 - Specimen Clamping Fixture
Figure 3.9 - Loading Frame along with Test Specimen.
ORIC!NAL PAGE IS
OF POOi-'tQUALITY
39
MaclI
Computer
Labview Software
Stepper /
otor Driv_
SloSynM093
StepperMotor
Regulator _ Pressure Regulator _
LVDT Load Cell
Test Specimens(Polyethylene
tubes)
Figure 3.10 - Flow Chart of Pressure Regulation System
4O
ORIGINAL PAGE IS
OF POOR QUALITY
Figure 3.11 - Pressure Regulation System
41
200
180
160
140
120
100
80
60
40
20
0
o Load Path 10:51 psi/min [• Load Path 5:21 psi/min
0 60 120 180
T'mae (sec)
240
Figlrre 3.12 - Pressure versus Time for Load Paths 5 and 10
42
The scanningprocesscreateda binarydata file. A computer program was then used to
convert the binary data to numerical voltages. A second program converted the voltage readings to
stress and strain values using calibration coefficients of the data measurement devices. Axial strain
was calculated by: (1) corLverting the voltage reading at t = 0 sec to a corresponding gage length,
(2) subtracting out the voltage reading at t = 0 sec from the entire set of voltage readings to
determine the change in voltage, and (3) multiplying the voltage readings by the calibration
coefficient 0.0992 inches/volt and dividing by the gage length for that test. Hoop strain was
calculated by: (1) subtracting the voltage reading for t = 0 sec from all voltage readings for each
LVDT, (2) multiplying the voltages for each LVDT by their corresponding calibration coefficient,
0.28457 inches/volt and 0.29379 inches/volt, to determine the displacement of each LVDT, (3)
adding the displacement for LVDT 1 at time t to the displacement of LVDT 2 at time t to determine
the total change in diameter of the tube at time t, and (4) dividing the change in diameter by the
average hoop diameter of 3.396 inches. The pressure and axial load at any time t was calculated by
multiplying the voltage reading from the pressure transducer and load cell at time t by their
respective calibration coefficients, 59.386 psi/volt and 1000 lbs/volt. The hoop and axial stresses
in the tube were calculatexl using thin-walled tube theory.
Summary of Test Procedure
Each specimen was mounted in the MTS frame, and a small offset preload (50 lbs) was
applied to allow the grips to set. The axial load was then rezeroed. The desired axial load rate was
entered into the MTS controller and all of the measurement devices and pressure hoses were
a_ched.
43
Next,anoffset pressure of approximately 7 psi was applied. The Labview program would
then begin the pressure ramp and data acquisition and the MTS axial load ramp would be started
manually. Although a small time offset existed between the start of the two ramps, the error
induced was small. An X-Y chart recorder was used to obtain an axial load versus axial strain
hardcopy plot, allowing for real-time monitoring of events. The test would end when the MTS
bottomed out, when the maximum pressure of the system was reached, or when the specimen
failed.
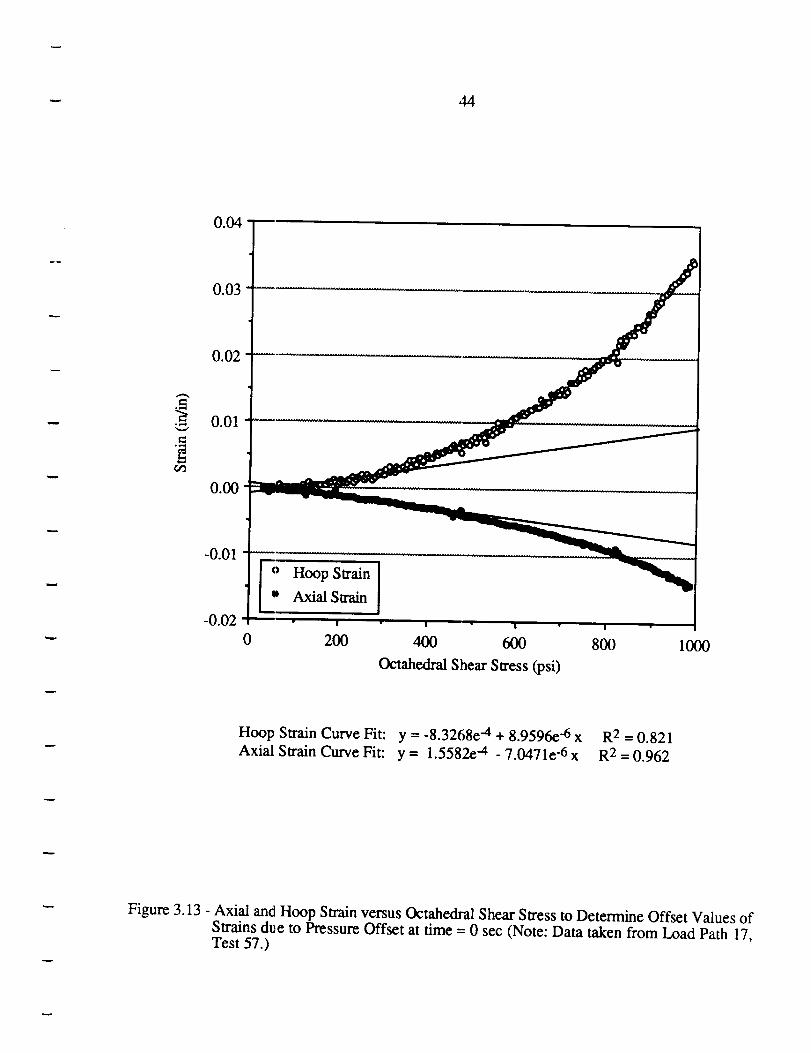
As mentioned, an offset pressure of approximately 7 psi existed in the specimen at the start
of the test. This pressure induced small strains and stresses in both the hoop and axial directions.
These strains were accounted for by plotting the hoop and axial strains versus the octahedral shear
stress, as shown in Figure 3.13. The strain values went through zero since the instrumentation
had been zeroed prior to the start of the test. The octahedral shear stress did not go through zero
since there was initially pressure in the system inducing hoop and axial stresses. The two curves
were linearly fit. An off,;et strain at time equal zero was then added to all strain values, shifting
the entire curve so that it passed through the origin. Appendix A contains plots of the experimental
hoop and axial stresses and strains obtained for each load path.
44
0.04
0.03
o_
0.02
0.01
0.00
-0.01
-0.02
o Hoop Swain [
Io Axial Strain
0 200 400 600
Octahedml Shear Stress (psi)
800 1000
Hoop Strain Curve Fit: y = -8.3268e -4 + 8.9596e-6 x R 2 = 0.821
Axial Strain Curve Fit: y = 1.5582e -4 - 7.047 le -6 x R 2 = 0.962
Figure 3.13 - Axial and Hoop Strain versus Octahedral Shear Stress to Determine Offset Values of
Strains due to Pressure Offset at time = 0 sec (Note: Data taken from Load Path 17,Test 57.)
CHAFFER 4 - DATA REDUCTION METHODS
Determination of Material Properties
Recall that load paths 1 and 19 (see Figure 3.1) define uniaxial stress tests, in which "pure"
axial and hoop stress, respectively, were applied. Four repeated tests were completed for these
two load paths. The stress and strain values recorded during these tests were used to determine
Young's modulus E and Poisson ratio v, in both the hoop and axial directions.
The experimentally determined material properties were:
E1 = 83,493 psi
E2 = 108,540 psi
v12 = 0.39
v21 = 0.52
As previously noted, the, subscript "1" has been used to denote the axial direction, while the
subscript "2" is used to denote the hoop direction. Previously reported values for E and v range
from 60,000 psi to 180,000 psi and 0.31 to 0.6, respectively [Manufacturing Chemists
Association, 1957; Rockiguez, 1982; Ward, 1975]. Measurements obtained during this study
therefore fall within the range of previously reported measurements.
The measured properties show that the annealed high-density polyethylene tubes were
anisotropic. It can be shown that these properties should satisfy the following inverse relationship
[Jones, 1975]:
46
V12 V21E1 - E2 (4.1)
Using the values of El, E2, and v12 listed above, the expected values of v21 is 0.51. This
compares very Well with the experimental value of 0.52. For consistency, the value of v21 in
subsequent calculations was forced to fit the inverse relationship, i.e., v21 was equated to 0.51.
Recall that the tubular specimens were produced by an extrusion process which resulted in
significant residual stresses in the as-received tubes. It is likely that the extrusion process also
caused the pronounced anisotropy in mechanical properties. The specimens were all subjected to a
thermal annealing treatment prior to testing, so as to relieve the residual stresses. It had been
hoped that the anneali_ag process would also reduce or eliminate any anisotropic material behavior.
This result was not achieved. The annealing process minimized residual stresses, but had little
impact upon the anisotropy of the material.
Prediction of Yielding - Isotropic Model
Although the _:est material was clearly anisotropic, it was first modeled as an isotropic
material. This approach may be of practical interest, since it avoids the additional mathematical
complexities associatezl with anisotropic constituitive models. Average values were assigned to E
and v, 96000 psi and 0.46 respectively, and were assumed constant throughout the material.
Yield was based upon a 0.3% strain offset on the octahedral shear stress- octahedral shear
strain curve. Octahedral shear stress and strain were used rather than individual axial and hoop
stress and strain components in order to determine one value for the yield point and to bypass the
47
needto averagevaluesfoundon theindividual stress-straincurves.This approachis in contrastto
themethodusedbypreviousresearchers[Raghavaet al, 1973;Ely, 1968]whereinyield is defined
basedonaxial stressandhoopstressversuseffectivestraincurves.This latterapproachresultsin
two measurementsof yield strength, which are subsequently averaged. A 0.3% offset was used
because it was the most common offset in previous yield studies on polymers [Raghava and
Caddell, 1974; Raghava et al, 1973].
The octahedral shear stress was calculated using Equation 2.2, repeated here for
convenience:
"_oct =1 (_Ol-q:_2) 2 + (02-03) 2 + (03-01) 2 (4.2)
Octahedral shear strain is a similar function of the three principal strains:
2 2+"/oct = _ ('_l-E2) (e2-C3) 2 + (e3-£1) 2 (4.3)
Since no measurement of e3 was made during testing, it was necessary to determine e3 as a
function of el and e2. Assuming that a plane stress state existed in the thin-walled tube, e3 is
related to the two measm'ed strains in the following manner:
-V
£3 = _ [£1+£2.1 (4.4)
Octahedral shear swain ,:an now be written:
48
2 '_/(2+-'_--2_T4)(812+E22) + 2ele2)'oct = 3 N (1-_)-
-v2+4v-1
(l-v) 2(4.5)
It can be shown [Semeliss, 1990] that the slope of the octahedral shear stress vs octahedral shear
strain curve, assuming isow3pic material behavior, is given by:
dx E
d"{- 2(v+l)
= G (4.6)
That is, the slope of the curve is independent of load rates and is simply equal to the shear modulus
G. This simple relationship does not hold for anisotropic material behavior, as will be shown in a
following section.
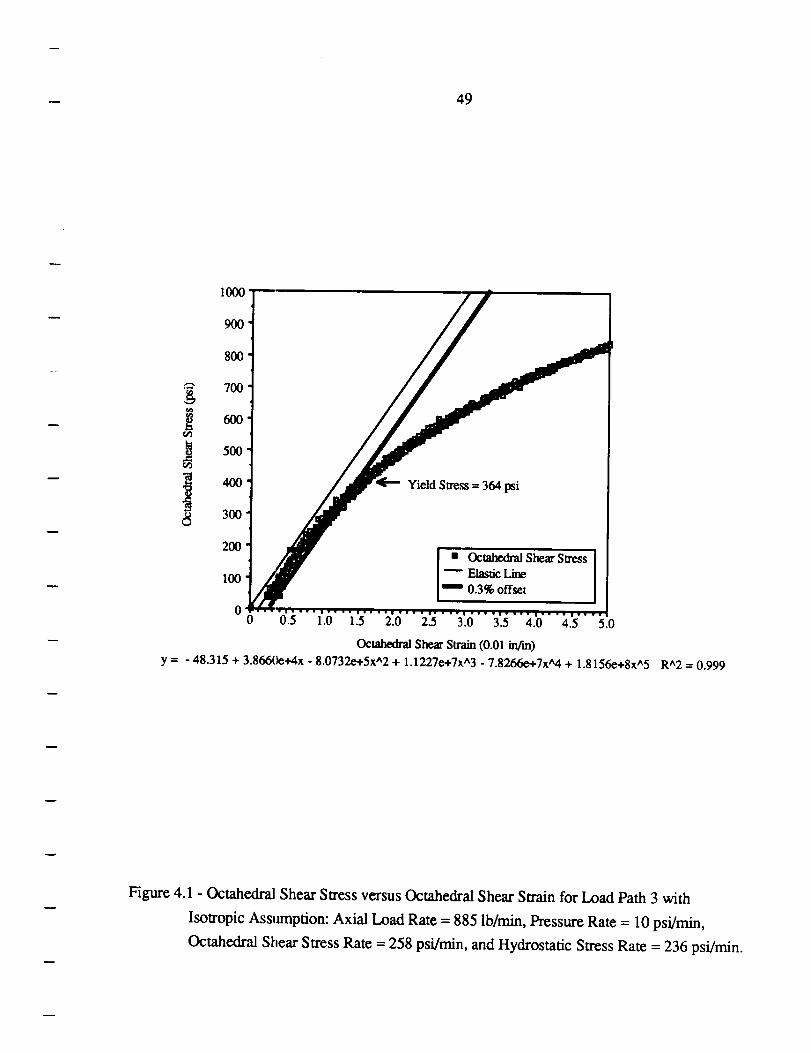
The procedure usexl to identify the yield point was as follows. Three repeated tests were
conducted along each load path. All measurements for a given load path were combined into a
single data set, and a fifth-order polynomial was fit to the data. The yield point was then identified
by calculating the point of !tntersection between a 0.3% strain offset with a slope equal to G and the
fifth-order polynomial. A typical result is shown in Figure 4.1. This numerical approach
eliminated any need for estimating the intersection visually, and defined the yield point
conveniently and consistently from one load path to the next. Since the axial stress to hoop stress
ratio was constant for each test, the axial and hoop stresses which correspond to the yield point
could be calculated based upon the octahedral shear stress at yield. Appendix B contains plots of
octahedral shear stress versus octahedral shear strain for all load paths.
49
1000
900
800
700
6oo
500
i °8 300
Yield Stress = 364 psi
2OO
.__i Octahedral Shear Stress100 Elastic Line
0.3% offset
00 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
Ck-,tahedral Shear Strain (0.01 in/m)
y = - 48.315 + 3.8660e+4x - 8.0732e+5x^2 + 1.1227e+7x^3.7.8266e+7x_4 + 1.8156e+8x^5 R^2 = 0.999
Figure 4.1 - Octahedral Shear Stress versus Octahedral Shear Swain for Load Path 3 with
Isotropic Assmnption: Axial Load Rate = 885 lb/min, Pressure Rate = 10 psi/min,
Octahedral Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 236 psi/min.
50
Prediction of Yielding - Transversely Isotropic Model
Hooke's law for an orthotropic (or transversely isotropic) material subjected to a plane
stress state and referenced to the "principal" material coordinate system can be written [Jones,
1975]:
el FSll , 12 0 _1
C2 = 2 S 22 a2
TI2 0 Xl
(4.7)
E3 = Sl3t_l + $23ff2 (4.8)
where:
I v12 V13SII =Eli S12 = $21 = - _1 S13 = S31 = - E--I-
V23$22 = E_ $23 = $32 = - E"-2"
It was assumed that the material was transversely isotropic, and hence v13 = V23, E2 = E3, and S13
= S12. Finally, v23 wa:_ equated to the value of the average Poisson ratio in the axial and hoop
direction, i.e., v23 = 0 46.
The radial strain was calculated assuming plane stress conditions:
e3 - -EIV12 (1 _-v23) el - (E2v122 + E1v23) e2 (4.9)E 1 - E2v 122
51
Octahedralshearstrainfor the transversely isotropic model can now be calculated as:
----_/Ael 2 + Bell_2 + C1_22 (4.10)Toct- 3(El - E2Vl2 z)
where:
A = 2El 2 (V122V232 + 2V122V23 + V122 + V12V23 + V12 + 1) - 2ElE2 (v123v23
+ V123 + 2V122) + 2EE2V124
B = 2El 2 (2v12v232 + 3v12v23 + v12 + v23 - 1) + 2E1E2 (v123v23 + v123
- v122v23 4. 3v122) - 4E22v124
C = 2El 2 (v232 _- v23 +1) +2E1E2 (v122v23 - v122) + 2E22v124
Note that retention of the anisotropic material properties has a dramatic effect on the calculated
value of octahedral shear strain. This fundamental difference between isotropic and anisotropic
models will result in a difference in the measured yield point, as will be pointed out below.
It can be shown [Semeliss, 1990] that the predicted slope of the octahedral shear stress
versus octahederal shear strain curve along each load path is given by:
_/ 3r2k22E1E2 kl 2 +
dx 2"_ 2_2r 2 2
d_/ Nff_l 2 + Fklk2 +Gk22(4.1 1)
where:
52
D -- E22 (V12 + 1)2
4r2r; 2
1 [E22 (_Y122 + 1) + E1E 2 (-v12 + v12v23 + v23 -1)]F=2/t
r 2G = _- [-E22 (vi,22 - 2v12 +1) + 2E1E2 (v12 - v12v23 + v23 -1) + 4E12 (V232
+ V23 +1)l
Unlike the isotropic case (i.e., Eq 4.6), the slope of the stress-strain curve for a transversely
isotropic material is a tunction of load rates and therefore of load path.
The yield point was determined for the transversely isotropic model using the same
procedure as described for the isotropic model. However, the slope is now a function of load
path, and the octahedr_d shear strain values differ. Appendix B contains plots of octahedral shear
stress versus octahedral shear strain for all load paths.
Prediction of Post-Yield Behavior
Power Law Models
lsotropic Form: The power law expression was given by Equation (2.1 1), repeated here for
convenience:
s = Syield + MEn (4.12)
53
where:
11
=_[(Sl_S2)2+ (s2_s3)2+ (s3_sl)2 ] 2
(4.13)
1
= _ [(el -e2)2 + (e2-e3) 2 + (e3-el)212(4.14)
are the effective true stres:_ and effective true strain defined as a function of the principal stresses
and strains respectively. Assuming plane stress, then s3 = 0, and Equation (4.13) can be
simplified:
1
= [s12 + s2 2 + SlS2] _ (4.15)
Also by assuming the constancy of volume, Equation (4.14) can be rewritten as:
14 - (4.16)
= [3 (el2 + e22 _"ele2)]2
The true strains used in Equation (4.16) are the plastic portion of the total true strain defined earlier
and repeated here:
ep = et_ ee(4.17)
where e t and ee are the total and elastic true strain components respectively. The total true strain e t
are the experimentally recorded values and the elastic true strains ee are defined using the biaxial
54
form of Hooke'slaw. ']'he principal stress and strain components in Equations (4.15) and (4.16)
correspond to the axial and hoop directions, due to loading and specimen geometry symmetry.
Taking the logarithms of both sides of Equation (4.12) gives:
log(-g-_yield) = n IogE + logM (4.18)
which is in the form of a linear equation:
y -- mx + b (4.19)
where y -- log s-syield, x = logE and b = logM. Thus, a log-log plot of S-syield versus E- can be
used to determine the constants M and n, where M is the y-intercept and n is the slope of Equation
(4.19).
A polynomial curve-fit was used to achieve a smooth curve after shifting the individual
tests to the isotropic yieht points. A "new" data set consisting of axial stress strain and hoop stress
strain values was generated using the polynomial curve-fitting equation. The effective true stresses
and effective plastic strains were then calculated using Equations (4.15) and (4.16). A log-log plot
of s-s-yield versus _ was performed and a linear curve-fit was used to achieve the best correlation
coefficient. This linear curve-fitting equation provided easy calculation of the constants M and n,
the strength coefficient and strain hardening exponent, respectively.
Anisotropie Form: For the anisotropic case, the power law relation is defined in the same way
as the isotropic case given by Equation (4.12). On the other hand, the effective true stress and
55
effectivetruestrainfor ananisotropicmaterialunder complex loading condtions are very different
from the isotropic case (compare Equations 2.12 and 2.13 with Equations 2.23 and 2.24).
However, if it is assumed that only a biaxial stress state exists and the material is transversely
isotropic, then Equations (2.23) and (2.24) can be simplified as:
._.
(4.20)
_/_F+G+H)[F {Ge2 +H(el+e2)}2" G {FeI+H(el+e2) }2 + H{Fel-Ge2} 2]
E = -----_HF
(4.21)
where:
1
H+G=_
1
H + F = T2hoop
H=G
The coefficientS, F, G, _tad H, are now functions of the tensile yield strengths in the axial and
hoop directions.
Using Equations (4.12), (4.20) and (4.21), the constants M and n can again be found
using a linear curve-fit of a log S-Syield versus log _ curve.
56
PrandtI-Reuss Model
The Prandtl-Reuss equation for an
repeated here for convenience:
isotropic material was given in Equation (2.20),
3 s] d_ ds_ (1-2v)
de_ - 2 s-H _ + _ dShyd (4.22)
where _ is the isotropic form of the effective true stress defined by Equation (4.15). Equation
(4.22) gives the increraental change in total true strain associated with an incremental increase in
stress. Note that by definition the plastic true strains equal zero at the yield point. Therefore the
total true swain induced by a given stress state beyond the yield point equals the sum of the elastic
response (including any strain offset associated with the definition of yielding) plus the sum of
incremental increases, in strain calculated using Equation (4.22). The given stress state is
represented by the effective true stress g, the deviatoric stress, and the hydrostatic true stress
Shyd.
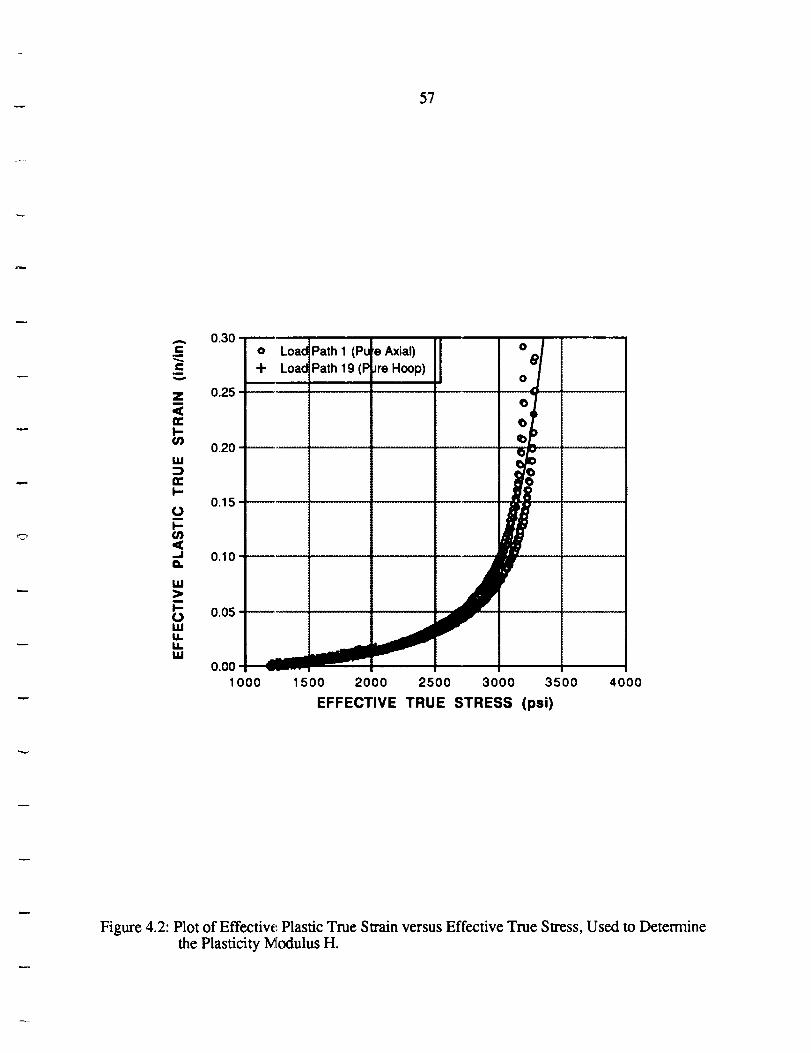
In order to apply the Prandtl-Reuss equation in practice, one must determine the material
constants E and v, as well as the plasticity modulus H. In the present case E and v were assigned
average values of 96(N30 psi and 0.46. The plasticity modulus H was determined using data
collected along the two uniaxial stress load paths, specifically load path 1 (pure axial stress) and
load path 19 (pure hoop stress). Four repeated tests were performed along both of these load
paths. The resulting eight data files were combined into a single data set and a plot of effective
plastic true strain versus effective true stress was generated, as shown in Figure 4.2. The data was
57
0.00 -
1000 1500 2000 2500 3000 3500 4000
EFFECTIVE TRUE STRESS (psi)
Figure 4.2: Plot of Effective Plastic True Strain versus Effective True Stress, Used to Determinethe Plasticity Modulus H.
58
thencurve-fitusingafifth-orderpolynomialsuchthatthederivativeof thisequationrepresentsthe
inverseof theplasticitymodulusH:
1 d_-p(4.23)
As mentioned above and described in a preceding section, yielding was detrmed in terms of
a 3% offset in octahedral shear strain, and the axial and hoop strain components associated with
this strain offset were added to the calculated elastic strains.
Lode Parameters: The Lode parameters, I.t and v, provide a simple check to determine if the
Prandtl-Reuss equations are valid for a given material. If the equations hold, then g and v are
equal, as previously shown in Figure 2.2. For plane stress conditions the Lode parameters reduce
to:
= 2s2- SlSl
V m
where in the present case the principal stresses and strains correspond to the axial and hoop
directions. The stresses in Equation (4.26) are the total stresses, while the plastic strains were
derived also from experimental values using Equation (4.17). The parameters la. and v were
calculated for the the entire post-yield history, and then an average value was determined for each
particular load path.
CHAPTER 5 - RESULTS AND DISCUSSION
YIELD PREDICTIONS
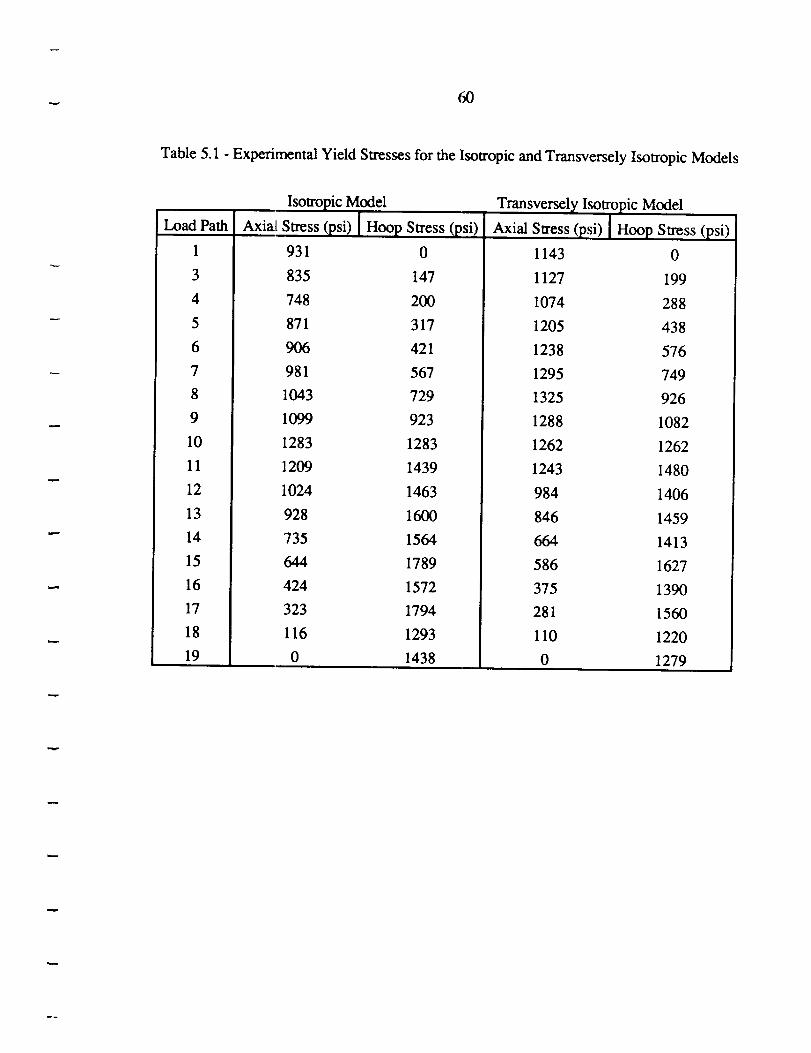
Isotropic Models: The two isotropic yield criterion considered in this study were the Von Mises
yield criterion and the Pressure-modified Von Mises yield criterion. Experimentally determined
yield points are listed in Table 5.1, and are compared with predictions in Figure 5.1 Note that the
shape and size of the theoretical Pressure-modified Von Mises locus is a function of the
compressive to tensile yield strength ratio (see Eq 2.4). Since the compressive yield strength of
polyethylene was not measured during this study, it was neccessary to use literature reference
values for the compressive to tensile yield strength ratio (C/T) for high-density polyethylene. Two
values have been reported in the literature for (C4T): 1.3 [Raghava and Caddell, 1973] and 1.08
[Raghava et al, 1973; Caddell et al, 1974]. Thus, the compressive yield strength is typically higher
than the tensile yield strength.
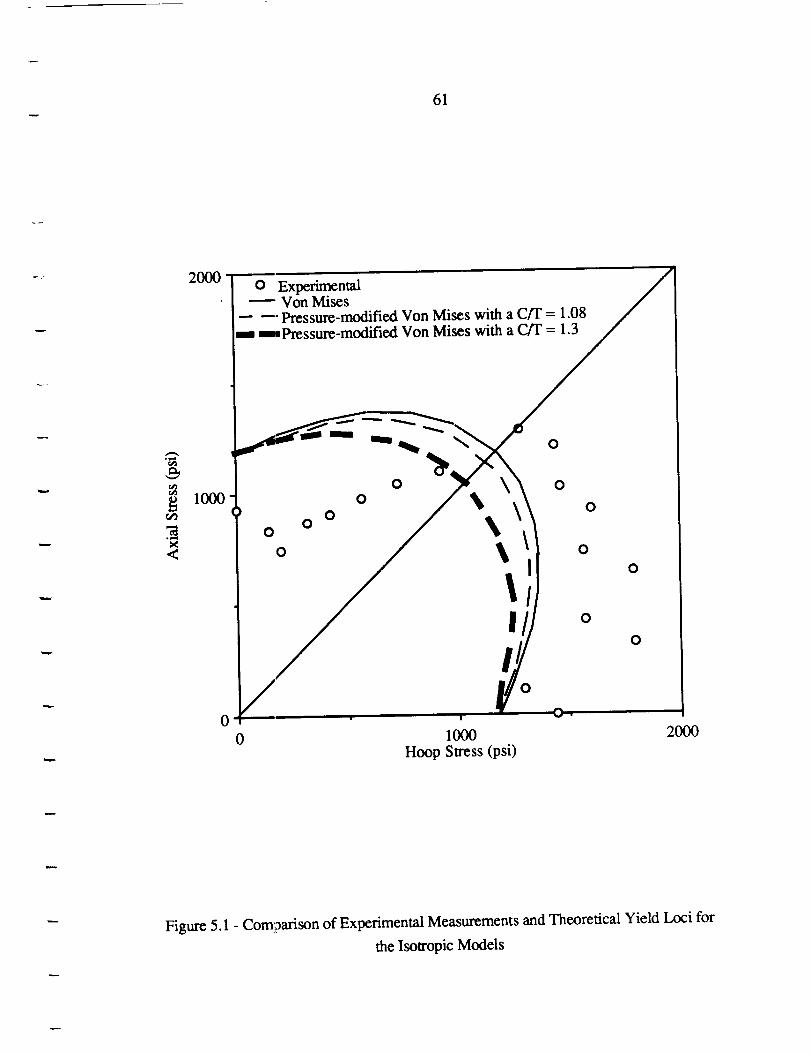
The comparison presented in Figure 5.1 shows that the experimental measurements were
not well predicted by either of the two isotropic yield criterion considered. The theoretical loci
were symmetric with respect to the 45 ° line, while the experimental yield locus was skewed. This
discrepancy is of course due to material anisotropy. As previously stated, the isotropic analysis
was conducted because isotropic models avoid the additional mathematical complexities associated
with anisotropic consti_uitive models, and hence are easier to apply in practice. The results
represented by Figure 5.1 show that very significant errors are introduced by the assumption of
isotropy.
60
Table5.1- ExperimentalYield Stressesfor theIsotropicandTransverselyIsotropicModels
IsotropicModelLoad Path
1
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Axiat Stress (psi) Hoop Stress (psi)
931 0
835 147
748 200
871 317
906 421
981 567
1043 729
1099 923
1283 1283
1209 1439
1024 1463
928 1600
735 1564
644 1789
424 1572
323 1794
116 1293
0 1438
Transversely Isol_ Dpic Model
Axial Stress (psi) [ Hoop Stress (psi)
1143 0
1127 199
1074 288
1205 438
1238 576
1295 749
1325 926
1288 1082
1262 1262
1243 1480
984 1406
846 1459
664 1413
586 1627
375 1390
281 1560
110 1220
0 1279
61
20000 Experimental
VonMises-- --- Pressure-modifiedVonMiseswith aC/T = 1.08_. m Pressure-modified Von Mises with a C/T = 1.3
&
o'1
_4<
1000
o
o
OO
o °
!
o
o
o
0
o
0
0
0
0
0 1000 2000
Hoop Stress (psi)
Figure 5.1 - Comparison of Experimental Measurements and Theoretical Yield Loci for
the Isotropic Models
62
2O00
C, ExperimentalB_ Tsai-HiU
-- Pressure-modified Tsal-HiU with a Cfl" = 1.08_" '_Pressure-modified Tsai-Hill with a _T = 1.3
&
<
1000'
o \o _ a
o
o
o
0
0 1000 2000
Hoop Stress (psi)
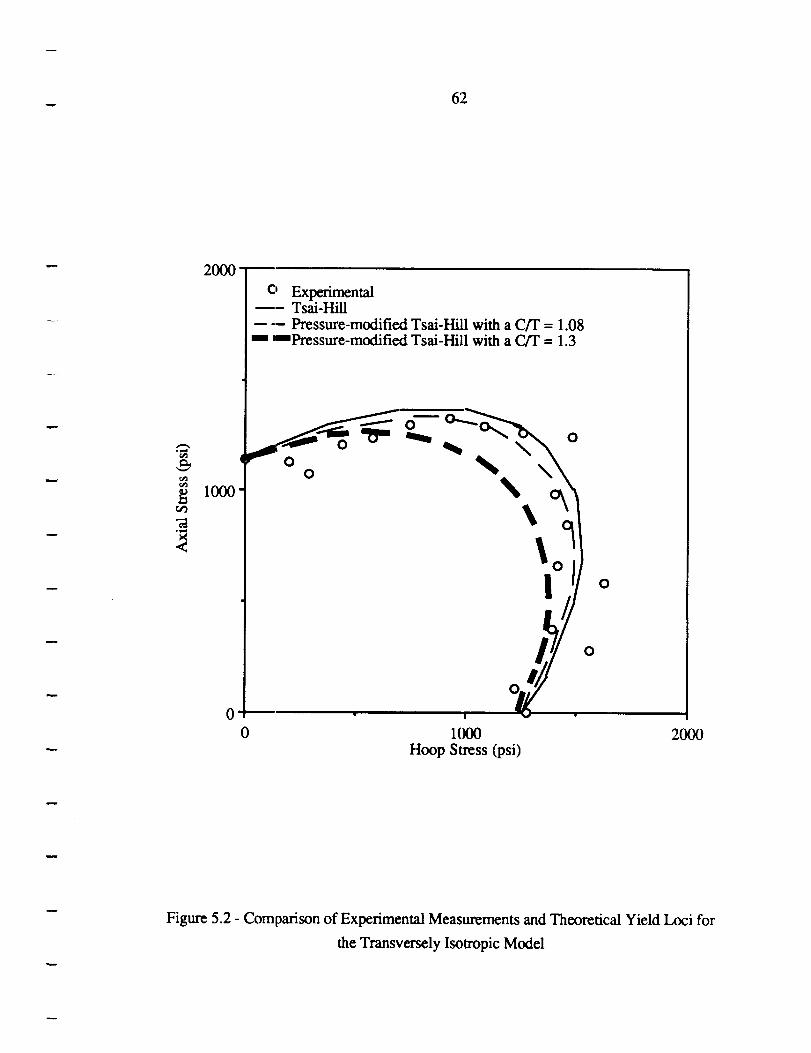
Figure 5.2 - Comparison of Experimental Measurements and Theoretical Yield Loci for
the Transversely Isotropic Model
( t I ! I ! I , ,
Standard Deviation
........ J
//
0
t_
64
It was concluded on the basis of these results that the yield behavior of high-density
polyethylene cannot be adequately modeled using isotropic yield criterion. Further, this conclusion
is likely to be true for the general class of semi-crystalline thermoplastic polymers.
Anisotropic Models: The two anisotropic yield criterion considered in this study were the Tsai-
Hill criterion and the Pressure-modified Tsai-HiU criterion. Experimentally measured yield points
based on the transversely isotropic model are listed in Table 5.1. A comparison of the
experimental yield locus and the predicted loci of the two anisotropic models is shown in Figure
5.2. Once again, the compressive to tensile yield strength ratio was needed to define the theoretical
Pressure-modified Tsai-hIill yield locus (see Eq 2.6). In this case both hoop and axial strength
ratios are required. The same values for the strength ratios mentioned above were used (i.e., C/T
= 1.3, 1.08), and the ratios were assumed to be the same for both hoop and axial directions.
Comparing Figs 5.1 and 5.2, it is immediately obvious that the anisotropic models predict
the experimental behavior much better than the isotropic models. However, by inspection alone it
is difficult to determine whether the Pressure-modified Tsai-Hill yield criterion or the Tsai-Hill
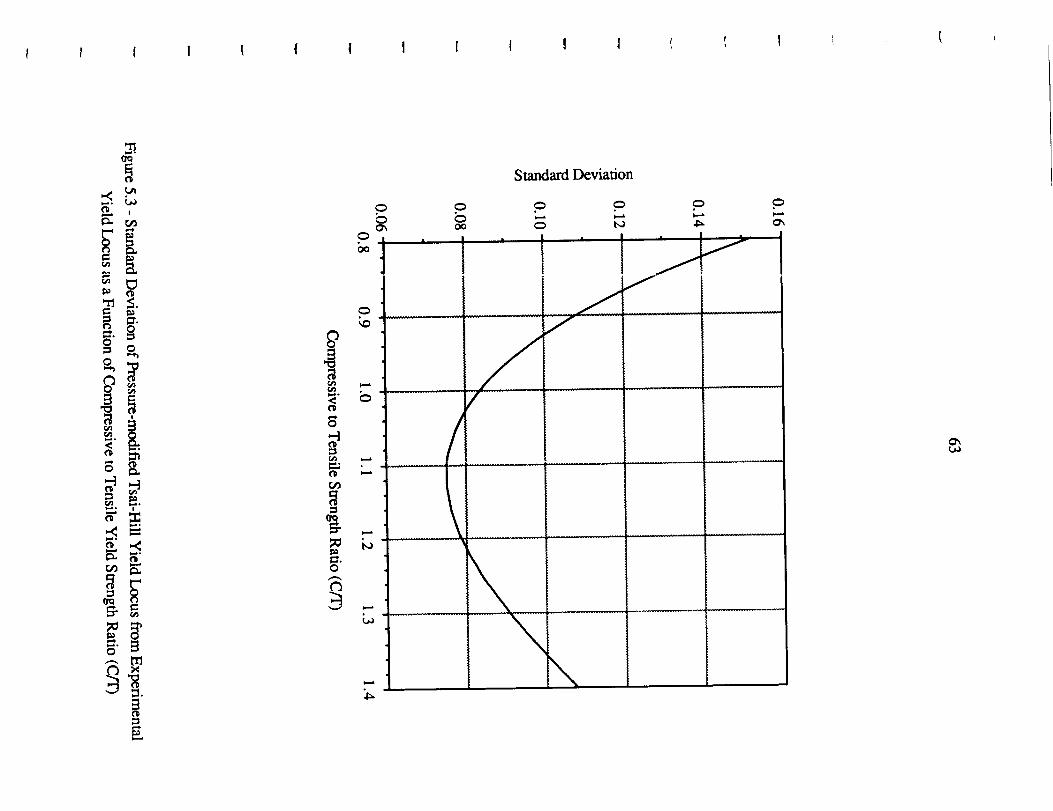
yield criterion best fit the experimental results. A calculation based on the standard deviation
between measurement and prediction was conducted to determine which criterion correlated best
with experimental results. The procedure is fully described in Appendix C. Briefly, the standard
deviation was based on the difference between the radial distance to an experimentally measured
yield point and the radial distance to the corresponding point on the theoretical yield locus defined
by the Pressure-modified Tsai-Hill criterion and some given C/I" ratio. In essense, the procedure
determined the particular C/I" ratio which resulted in the best fit between measured and predicted
yield response.
65
The standarddeviationasa functionof theC/T ratio is shownin Figure 5.3. Theresults
indicateaminimumstandarddeviationwhenthestrengthratiowas1.11. As discussedabove,C/T
ratios for highdensity polyethyleneequalto 1.08and 1.3havebeenreported. Hence,the C/T
ratio deducedfrom the datacollectedduring this study is in close agreementwith previously
reportedvalues.
To summarize,theyield responseof annealedhigh-densitypolyethyleneis bestpredicted
usingthePressure-modifiedTsai-Hill criterion,with aC/T ratioof 1.11.This criterionadequately
modelsboththeanisolropicnatureof polyethylene,andalsoaccountsfor theeffectsof hydrostatic
stressonyielding.
POST-YIELD PREDICTIONS
Power Law Model
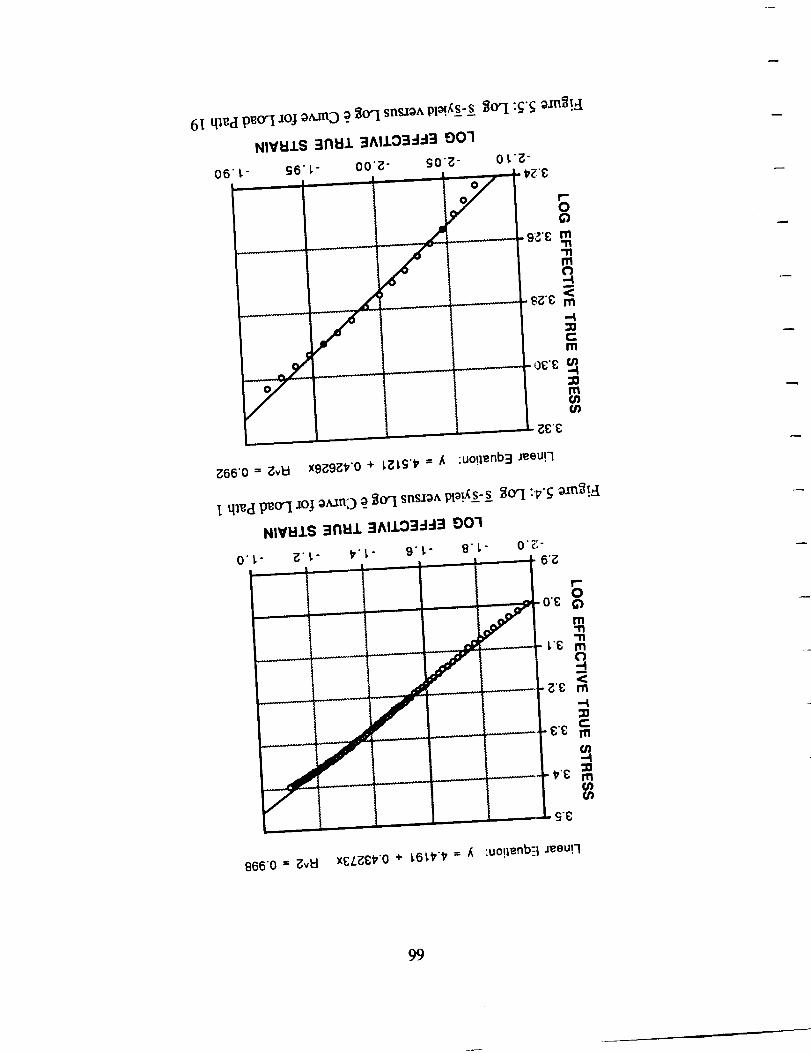
Isotropic Form: Plots of log _-_yieid versus log _ curves for load paths 1 and 19 of the isotropic
case are shown in Figa_res 5.4 and 5.5 respectively. The straight line is the linear curve-fit of the
experimental data points. The equation shown in the figures is the equation of the straight line and
the corresponding comflation coefficent R 2. The correlation coefficient for all load paths achieved
a value of 0.99 or better.
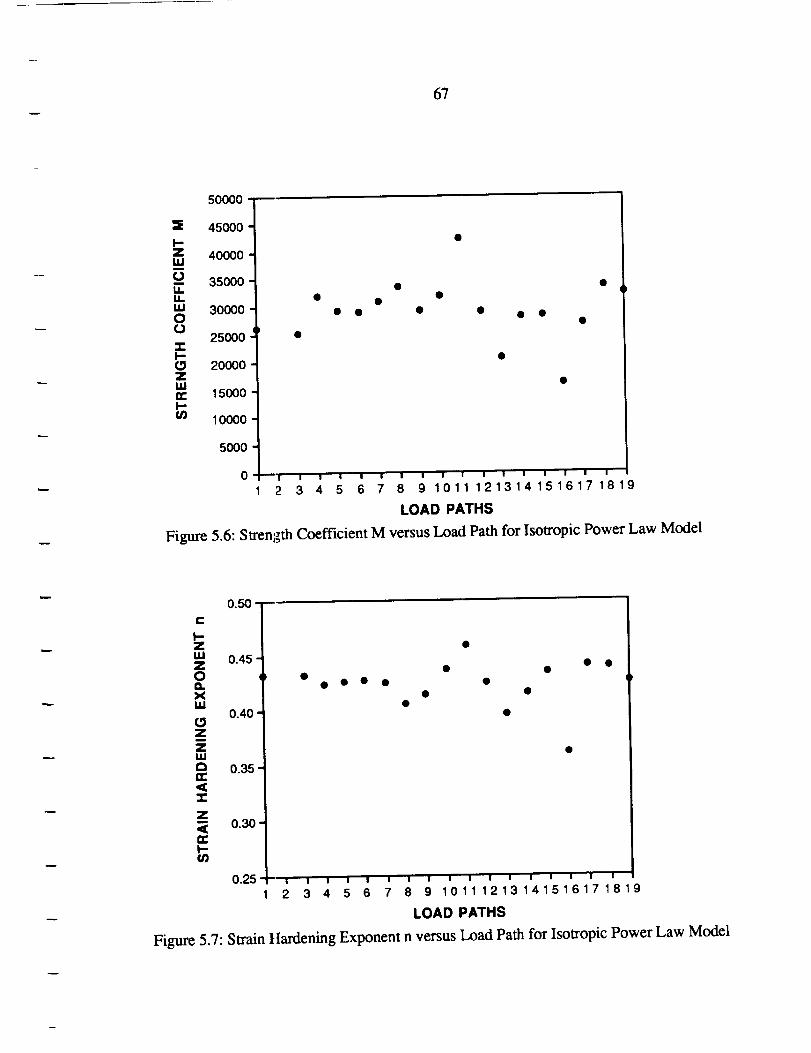
Figures 5.6 and 5.7 show the experimentally obtained values of M and n for all load paths.
As indicated, the values of M and n varied substantially with load path. These large variations
imply that the plastic flow of polyethylene cannot be adequately modeled using the isotropic power
law, since M and n must be independent of load path. The values of the strength coefficient M
61 q_¢d p¢o'I ._oj o_xnD o ilo'I sn_o^ PlO!/_S_-s_ _O"I "g'g o-tn_._ [
NIVH.LS 31')1::113AI-L C)3"1"1:_ 00"1
•_- s6" L- oo'_- so'_- o t_-
...... - _;_'£
mt_0')
;_66"0 = ;_vEI x9;_9Z¢'O + I._l.S't_ = /_ :uo!lenb=l jeeu!7
I ql_d p¢o"l .toj oMno o_i]O"l snsdo^ PlO.tgs-s- _0"I :_'_ oala_t._I
NIVHIS =113111=IAIIO =I'I'I=I 00"I
O'k g't- t_'k" 9"t" 8" O'Z:"" 6"_
I"
0"£ g
.g'g
Po"£'8 I_I
_q
866"0 = _vH x£L;_;'_'O + 1,61,t_'_'= _ :u°!_enb-I aeeu!7
99
67
50000
45000
I--Z 40000UJ
35000Iii1UJ 300000
25000-r"I-.(,:1 20000ZWn-. 15000I--(/) 1000O
5000 "
I I I I I I I I l I I I I I I l I
2 3 4 5 6 7 8 9 1011 121314 151617 1819
LOAD PATHS
Figure 5.6: Stren_gth Coefficient M versus Load Path for Isotropic Power Law Model
0.50
r-
I-ZtU 0.45ZOO.XW
0.40(.9ZZILlO 0.35re
"I"
Z0.3o
rek-
0.25 = I I I I I I I I I I I I I I I I I
2 3 4 5 6 7 8 9 101112131415161718 9
LOAD PATHS
Figure 5.7: Strain tlardening Exponent n versus Load Path for Isotropic Power Law Model
68
10000
9000I-ZLU
_o 8o001,1.1,1.I,U
0 7000t..)
-n-1-
6O00ZIMerI,- 5000
4000I I I l I I I I I I I I I I I I I
2 3 4 5 6 7 8 9 1011 12131415161718
LOAD PATHS
9
Figure 5.8: Strength Coefficient M versus Load Path for Anisotropic Power Law Model
c
f-Zi,iZ0a.xuJ
zzi,i
rr
-r-
Z
n-I-(n
0.45
0.44
0.43
0.42 • • • • • • •0.41
0.40 • •
0.39 •
0.38 • • • •
0.37
0.36
0.35 ' , , , . , , , , , , , u , , . ,
1 2 3 4 5 6 7 8 9 101112131415161718
LOAD PATHS
Figure 5.9: Strain Hardening Exponent n versus Load Path forAnisotropic Power Law Model
69
rangefrom about15,£00psi to over40,000psi, while thevaluesof thestrainhardeningexponent
nrangefrom aboutO.36to about0.46.
SincebothM andn variedsubstantiallywith loadpath,the isotropicform of thepowerlaw
wasnot furtherpursuedduring thestudy.
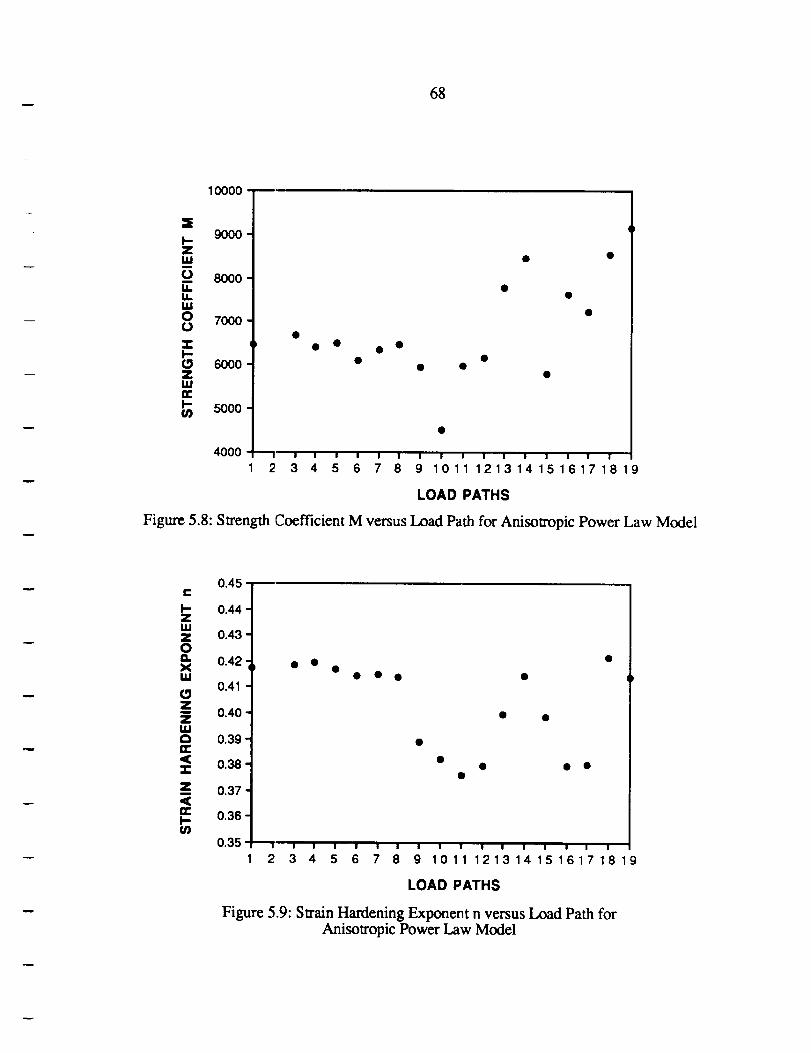
Anisotropic Form: A plot of the experimentally determined values of M and n versus load path
for the anisotropic power law are shown in Figures 5.8 and 5.9 respectively. Once again, M and n
do not have the same values for all load paths, although the deviations in M and n are less than in
the corresponding isolropic analysis. Values range from M = 4500 psi to 9000 psi, and n = 0.38
to 0.42. Although the anisotropic power law showed improvement over the isotropic version, the
agreement between load paths was still considered poor. In particular, the deviation in M was
considered excessive. As discussed in Chapter 2, the power law is essentially an empirical
relationship, and even for initially isotropic materials deviation from the power law are common.
The lack of agreement in the present study is therefore not suprising.
Since both M and n varied substantially with load path, the anisotropic form of the power
law was not further pursued during the study.
Prandtl-Reuss Model
Calculation of the Lode Parameters: An evaluation of whether the Prandtl-Reuss relations
are appropriate for use with polyethylene was f'trst performed by calculating the Lode parameters
for each load path. As discussed in Chapter 4, a material is suited for use with the Prandtl-Reuss
equations if the Lode parameters are equal. The Lode parameters calculated during this study are
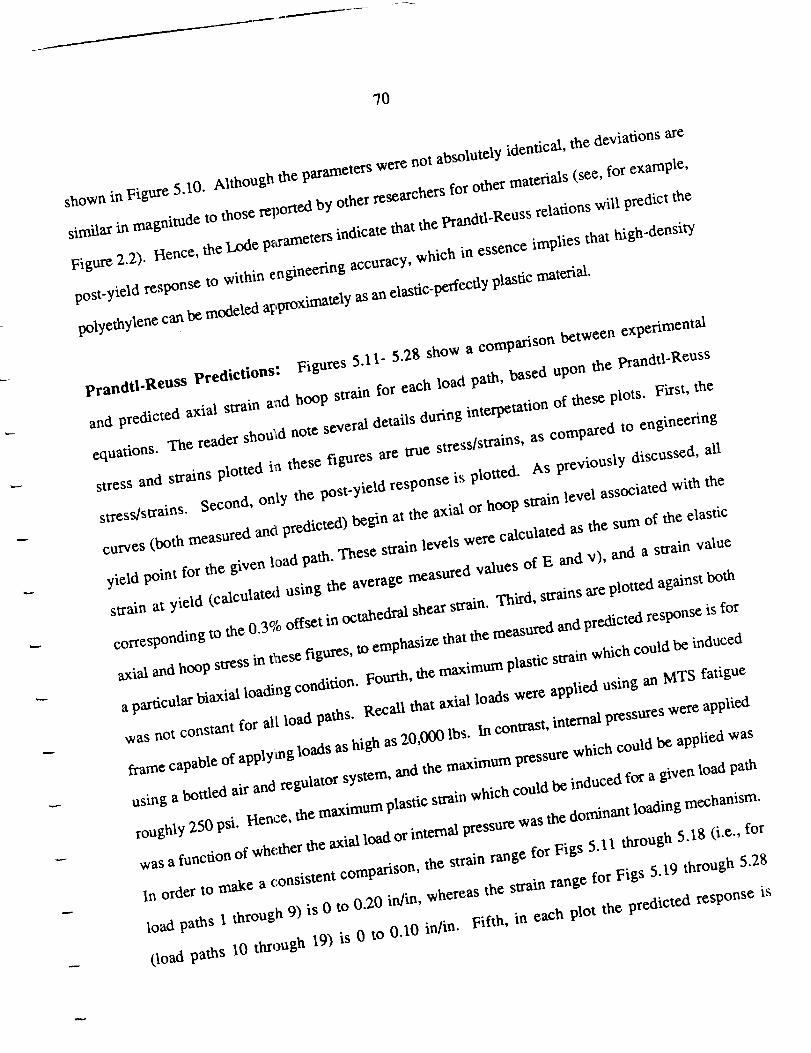
I
70
shown in Figure 5.10. Although the parameters were not absolutely identical, the deviations are
similar in magnitude to those reported by other researchers for other materials (see, for example,
Figure 2.2). Hence, the Lode parameters indicate that the Prandtl-ReusS relatiOnS will predict the
post-yield response to within engineering accuracy, which in essence implies that high-denSity
polyethylene can be modeled approximately as an dasfic-perfectly plastic material.
Figures 5.11- 5.28 show a comparison between experimental
PrandtI-ReuSS predictiOnS: hoop strain for each load path, based upon the Prandtl-Reuss
and predicted axial strain aad
equatiOnS. The reader shou'td note several details during interpetati°n of these plots. First, the
stress and strains plotted in these figures are true stress/strainS, as compared to engineeringpost-yield response is plotted. As previOUSly discussed, allthe
stress/strainS- Second, only the
curves (both measured and predicted) begin at the axial or hoop strain level associated with
yield point for the given load path. These strain levels were calculated as the sum of the elastic
strain at yield (calculate_l using the average measured values of E and v), and a strain value
corresponding to the 0.3% offset in octahedral shear strain. Third, strains are plotted against both
axial and hoop stress in t_ese figures, to emphasize that the measured and predicted response is for
a particular biaxial loading condition. Fourth, the maximum plastic strain which could be induced
was not constant for all load pathS. Recall that axial loads were applied using an MTS fatigue
capable of applying loads as high as 20,000 lbs. In contrast, internal pressures were applied
frame and regulator system, and the maximum pressure which could be applied was• "ch could be induced for a gaven load path
using a bottled air "n wm "• . -imum plastic strat • -- loading mechanism-
roughly 250 psi. Hence, the max _ _ _ :_,o,_,! rxessure was the dotrnnam
was a function of whether the axial loatl or _,,,. ..... "
in order to make a consistent comparison, the strain range for Figs 5.11 through 5.18 (i.e., for
load paths 1 through 9) is 0 to 0.20 in/in, whereas the strain range for Figs 5.19 through 5.28
_ 0oad paths 10 through 19) is 0 to 0.10 in/in. Fifth, in each plot the predicted response is
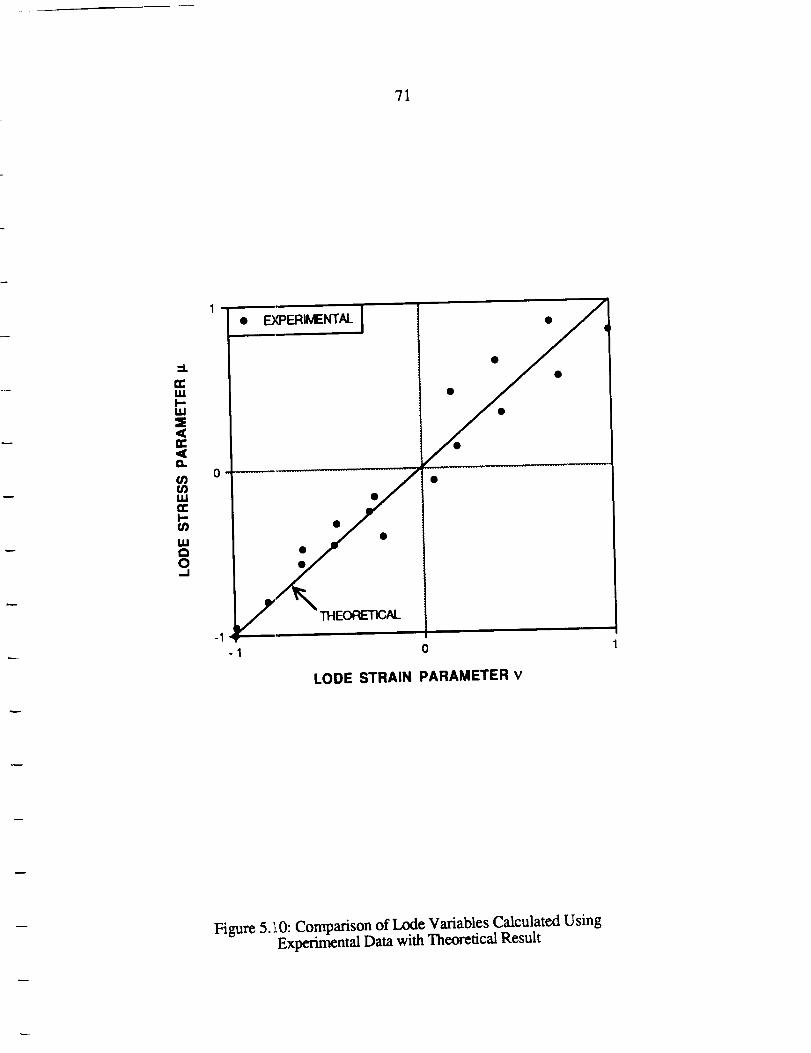
71
I • F_XPERIMENTN- I
=L
o
-I
-I
• q
LODE STRAIN PARAMETER v
Figure 5.!0: Comparison of Lode Variables Calculated UsingExperimental Data with Theoretical Result
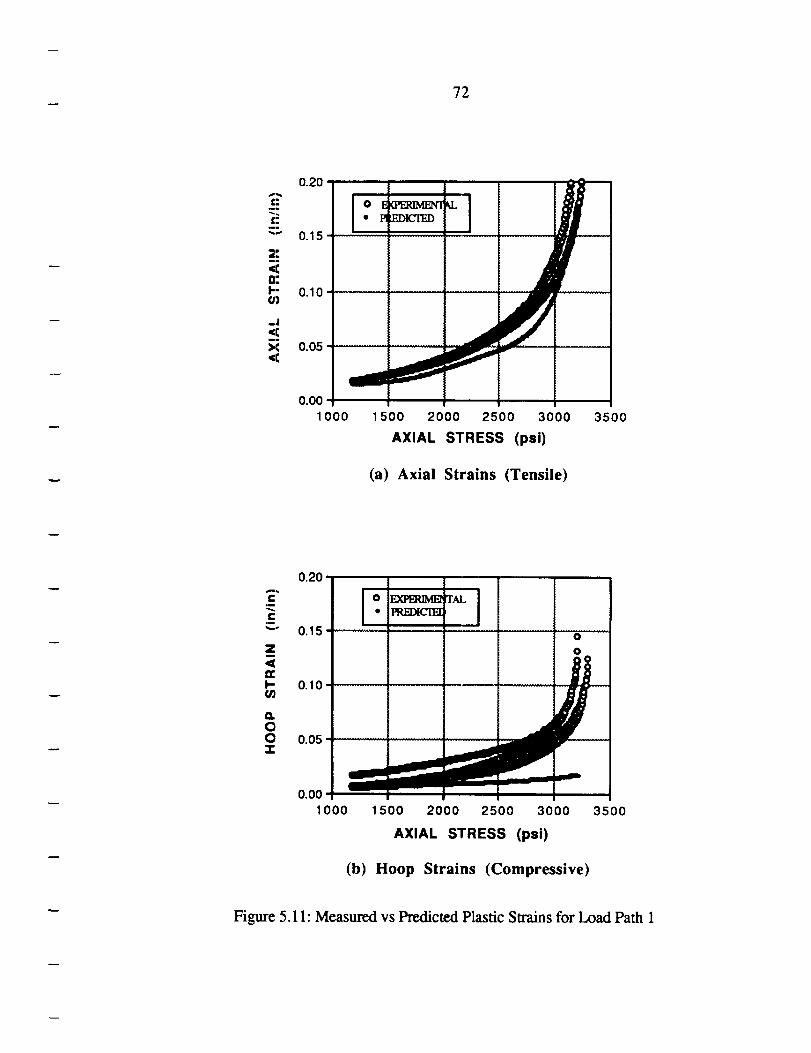
72
£-.o..
t:
nm
<a:I--oi
_.1<
<
0.20
0.15
0.10
0.05
• PI',/_ICTED IH#
0.00
1000 1500 2000 2500 3000
AXIAL STRESS (psi)
3500
(a) Axial Strains (Tensile)
.__ o _ T_.
""" 0.15 ........................................................... o '
n
I-
Q.OOZ:
0.10
0.05 _
0.00'
1000 1500 2000 2500 3000 3500
AXIAL STRESS (psi)
(b) Hoop Strains (Compressive)
Figure 5.11: Measured vs Predicted Plastic Strains for Load Path 1
73
,m
r-
Zm
<
k-u3
<I
X<
1 '60.20
HOOP STRESS (psi)
265 353 441 529 617
0.15
0.10
0.05
J0.00
1000 1500
J
2000 2500 3000
AXIAL STRESS (psi)
35O0
(a) Axial Strains (Tensile)
e:,l,
¢:
0.1Z:m,
<:er:I--,_l 0.10
D,,Oo_: 0.05
176
0.00
1000
HOOP STRESS (psi)
265 353 441 529 617
O! EXPER_g NTAL• I_.t_ICI_
1500 2000 2500 3000 3500
AXIAL STRESS (pal)
(b) Hoop Strains (Compressive)
Figure 5.12: Measured vs Predicted Plastic Strains for Load Path 3
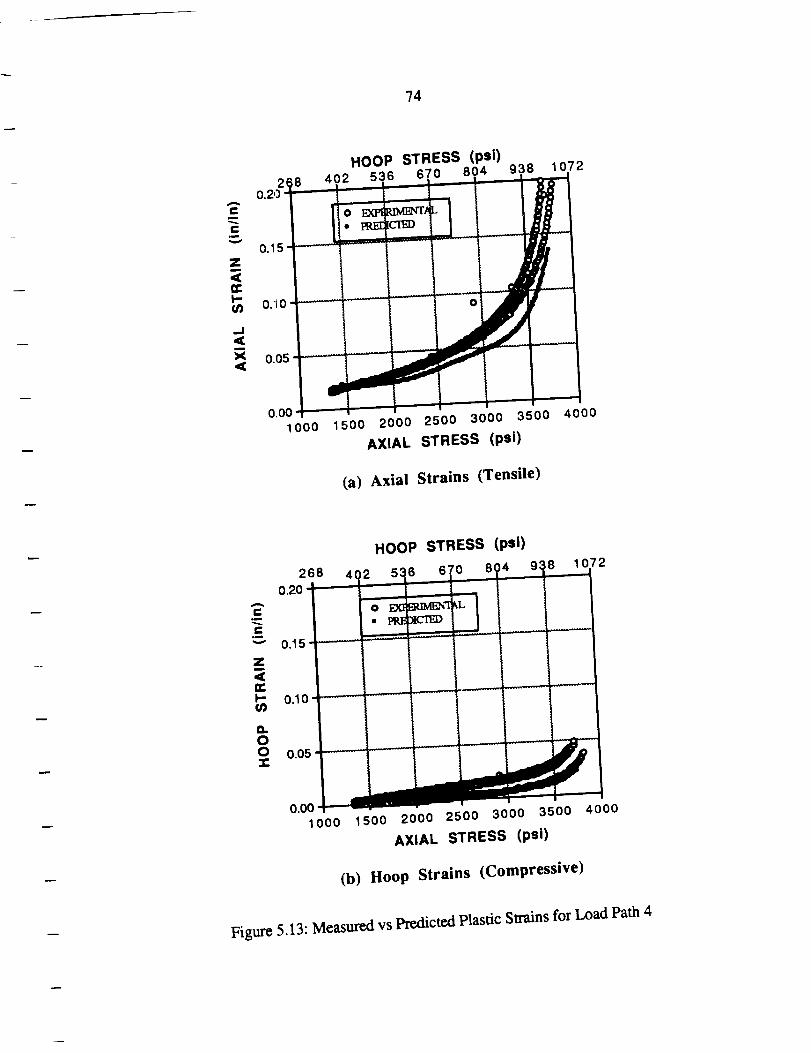
74
HOOP STRESS (psi)
Z
0,00"t-1000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
e-
_-" 0.15
Z
k- 0.10O_
O.oO 0.05
HOOP STRESS (psi); 1072
268 4(_ ! 53 ; 63 ) 8( _ -...-.--
0.20 _ _
• pl_ ICTED
k_ _-_--_-
0.00"1000 1500 2000 2500 3000 3500
AXIAL STRESS (psi)
4000
(b) Hoop Strains (Compressive)
Figure 5.13: Measured vs Predicted Plastic Strains for Load Path 4
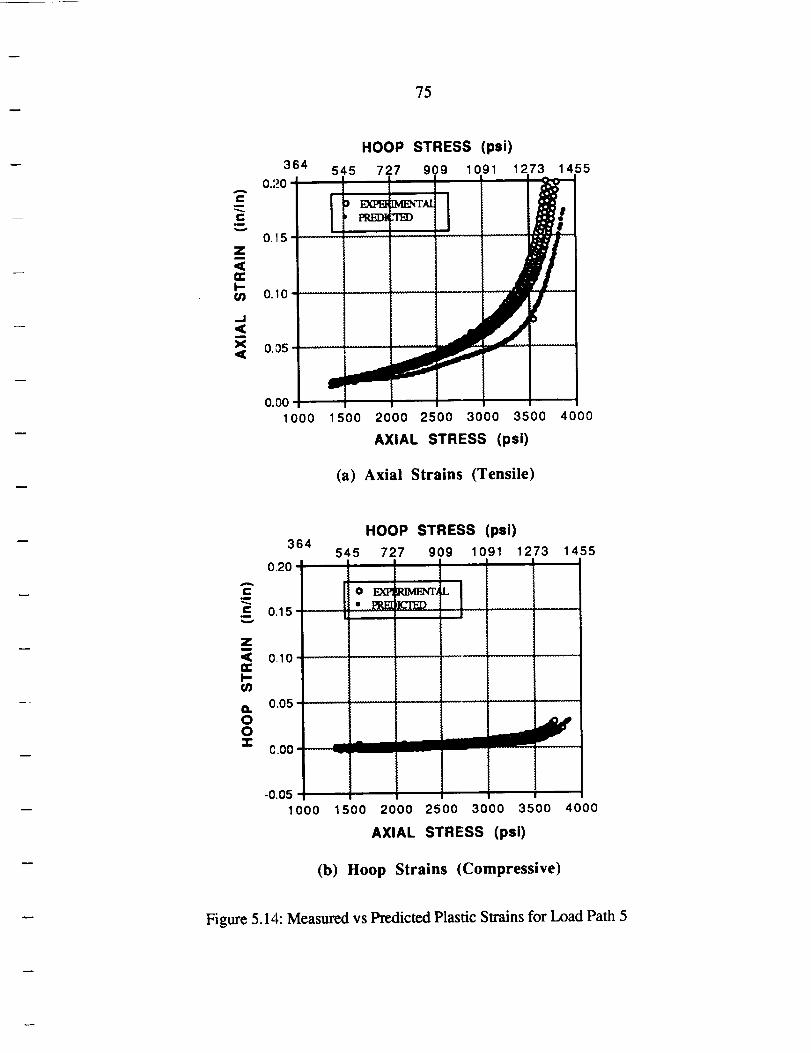
75
HOOP STRESS (psi)
364 545 727 909 1091 1273 14550.20 •
0.10 ................
0.00
1000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
364
0.20 -
HOOP STRESS (psi)
545 727 909 1091 1273 1455
A
_- • .__.__ 0.15
Zi
I-
0.10 .................
0.05 ...............
o0z c.oo ---...a_lm__
-0.05
1000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(b) Hoop Strains (Compressive)
Figure 5.14: Measured vs Predicted Plastic Strains for Load Path 5
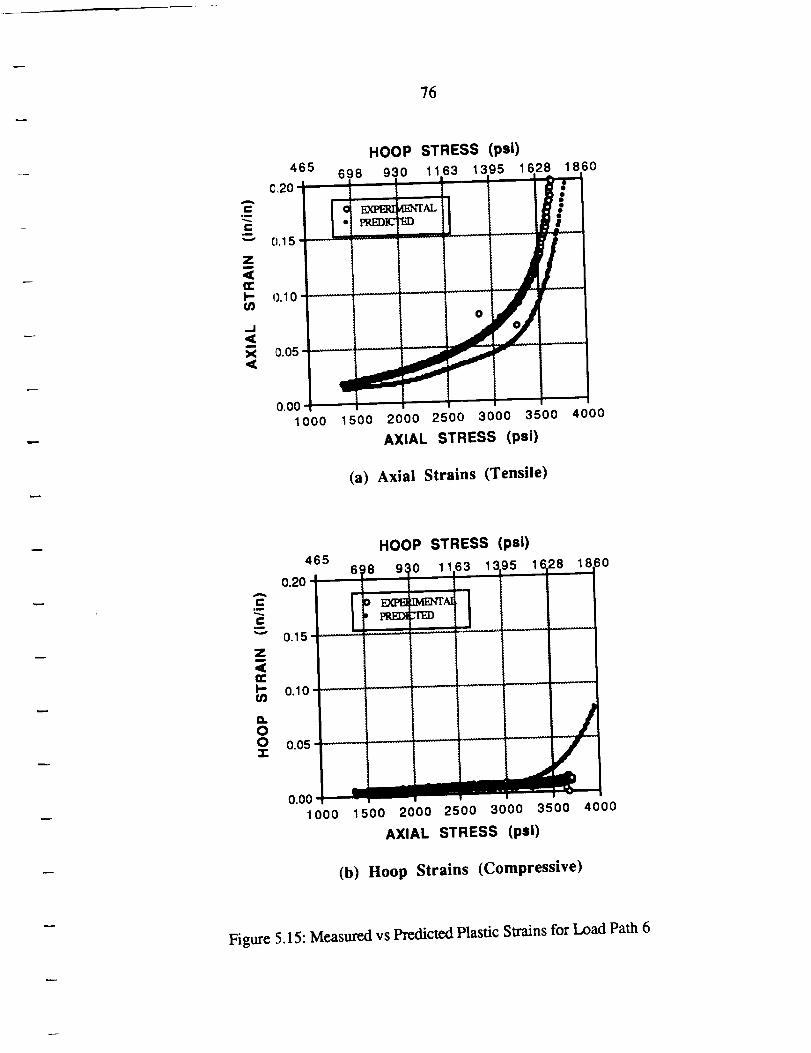
76
HOOP STRESS (psi)
465 6989301163139516281860
C,20 I_
o EXp_d]_h'TAL _ .
Z
=,,.,o........i' -/.I0.05
0.001000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
465
0.20
,g
c,m
"" 0.15
Z
n-_" 0.10 -
o.OO O.O5
HOOP STRESS (psi)
/
_0
0.001000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(b) Hoop Strains (Compressive)
Figure 5.15: Measured vs Predicted Plastic Strains for Load Path 6
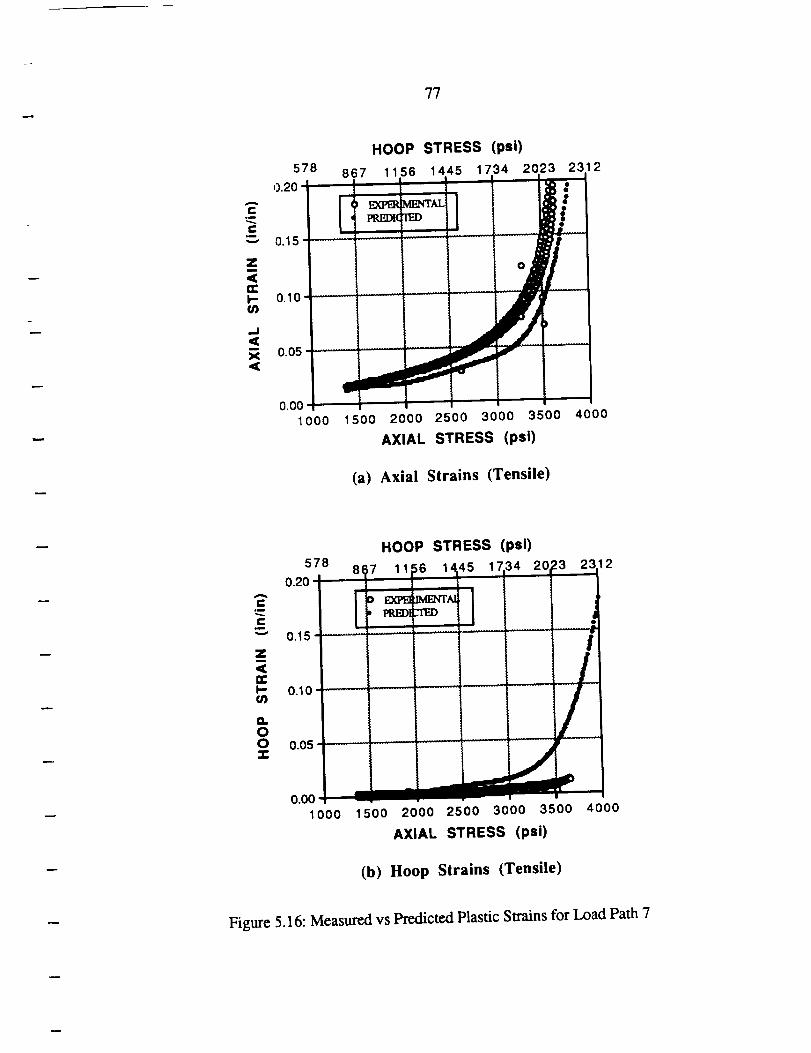
?7
HOOP STRESS (psi)
578 867 1156 1445 1734 2023 2312
_ H_EDICTED
0.15
Z
0.10 ............. F ....
0.05 "--"--- :
0.001000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
HOOP STRESS (psi)578
0.20"A
e. o EXT_ n_TAI
•_ m Ht_D] _ED /"" 0.15 .............................
<
k- 0.10 ....(n
a.OO o.o5q-
0.001000 1500 2000 2500 3000 3500 4000
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.16: Measured vs Predicted Plastic Strains for Load Path 7
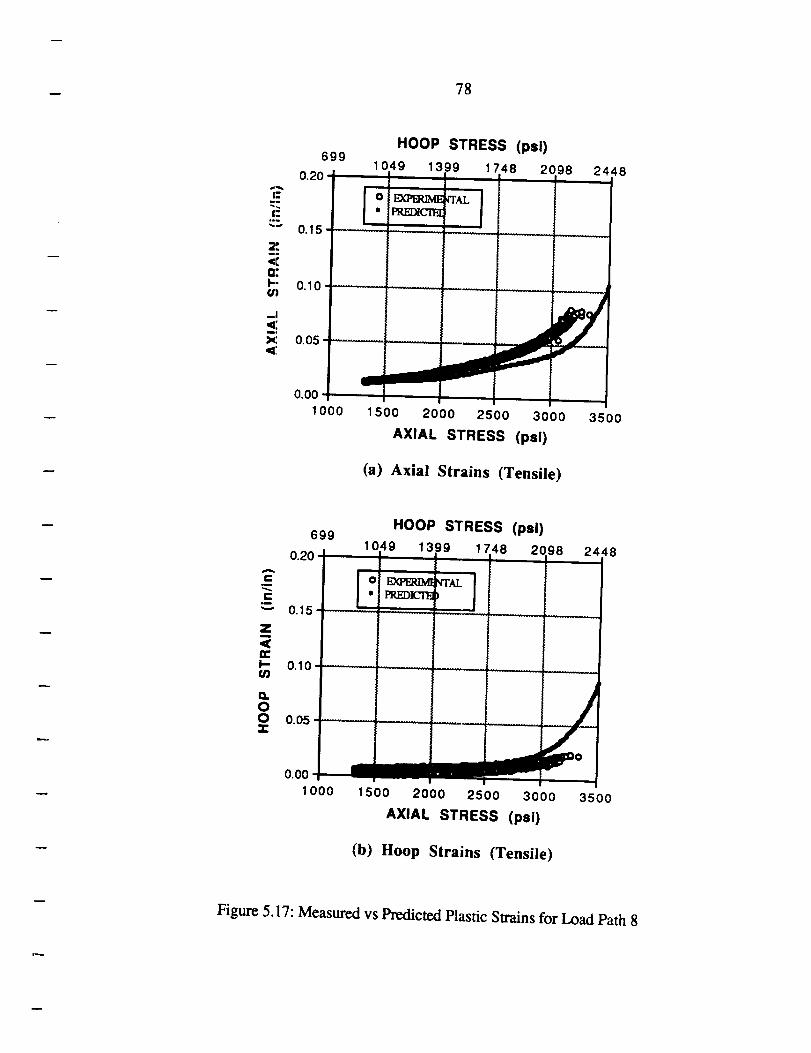
78
r.
i.=,=l
Zii
<
I--(/)
_1,1=:m,
X4:
HOOP STRESS (psi)699
1049 1399 1748 20980.20
o i __rAL* PREDICTS,
0.15. , . ,f " :1 .....
0.10 ....
0.05,
0.00 -
1000
2448
1500 2000 2500 3000 3500
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
699
0.20
i-.m
r-
_-" 0.15
Z
m-I- 0.10 --U)
Q.OO 0.05 ---
HOOP STRESS (psi)
1049 1399 1748 2098 2448
m
o EXPI_ NTAL• RI_]_)ZCT"_)
/0.00
1000 1500 2000 2500 3000 3500
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.17: Measured vs Predicted Plastic Strains for Load Path 8
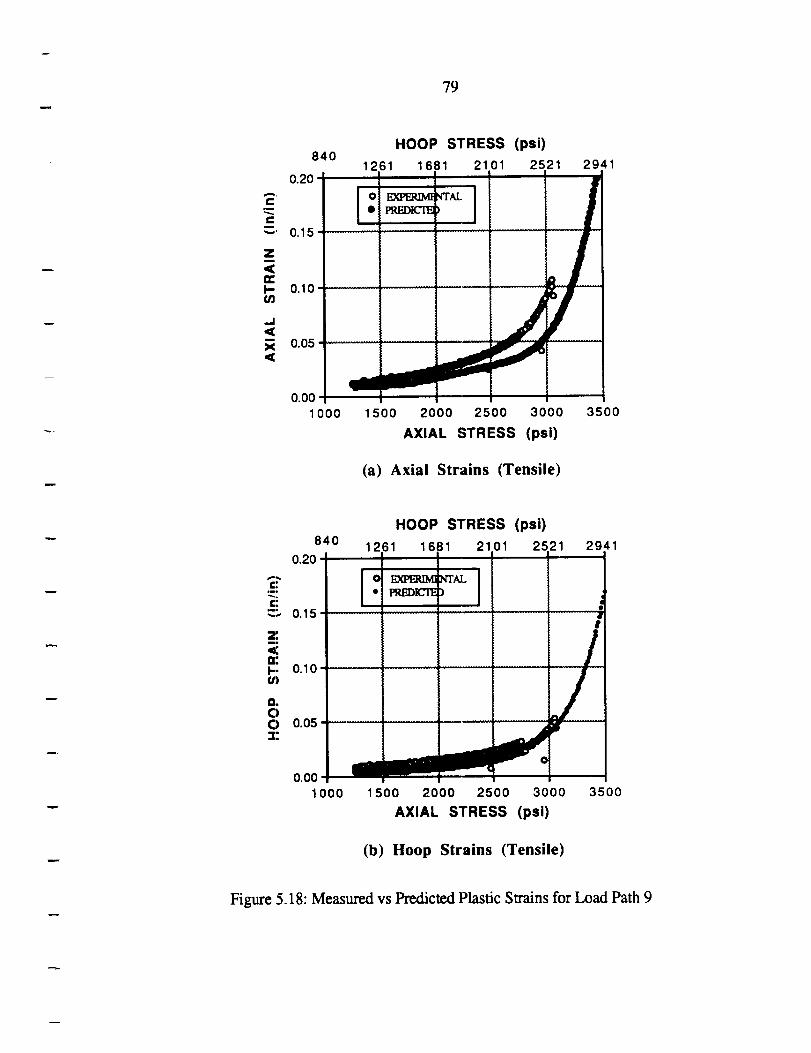
79
HOOP STRESS (psi)84o
1261 1681 2101 2521 29410.20
•_ • PIU_ZcI'E ).-= -- t
--.o.15._z.... ' ......' ** -----"
t_l--,__l0.10 _ /
0.05 ..... _'_
0.00
1000 1500 2000 2500 3000 3500
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
840
0.20
=:om.
C:_ 0.15
z
I-- 0.10U)
G.OO 0.05 r3"
0.00
1000
HOOP STRESS (psi)
1281 1681 2101 2521 2941
o _ _I"AL
• PREDlt-'FE_)q
/
1500 2000 2500 3000 3500
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.18: Measured vs Predicted Plastic Strains for Load Path 9
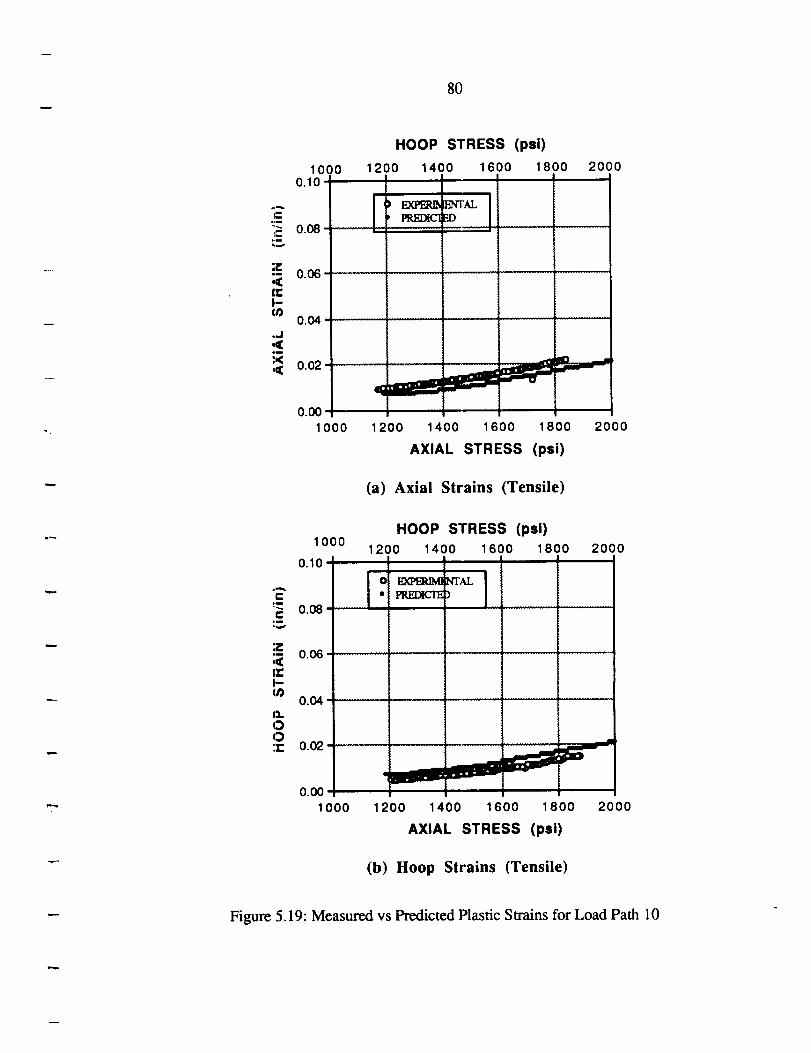
80
J
-.[
.(
)-
..I
x_C
HOOP STRESS (psi)
1000 1200 1400 1600 1800 20000.10 - I I I I
0.08
0.06
0.04
0.02
0._
1000
ENTALED
I
1200 1400 1600 1800 2000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
C:u
C,i
Z,K1=F-¢/)
Q.
OO
1000
0.10 -
0.08
0.06
0.04
0.02
HOOP STRESS (psi)1200 1400 1600 1800
I
o! _ _/_
2000
0.00 "_
1000 1200 1400 1600 1800 2000
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.19: Measured vs Predicted Plastic Strains for Load Path 10
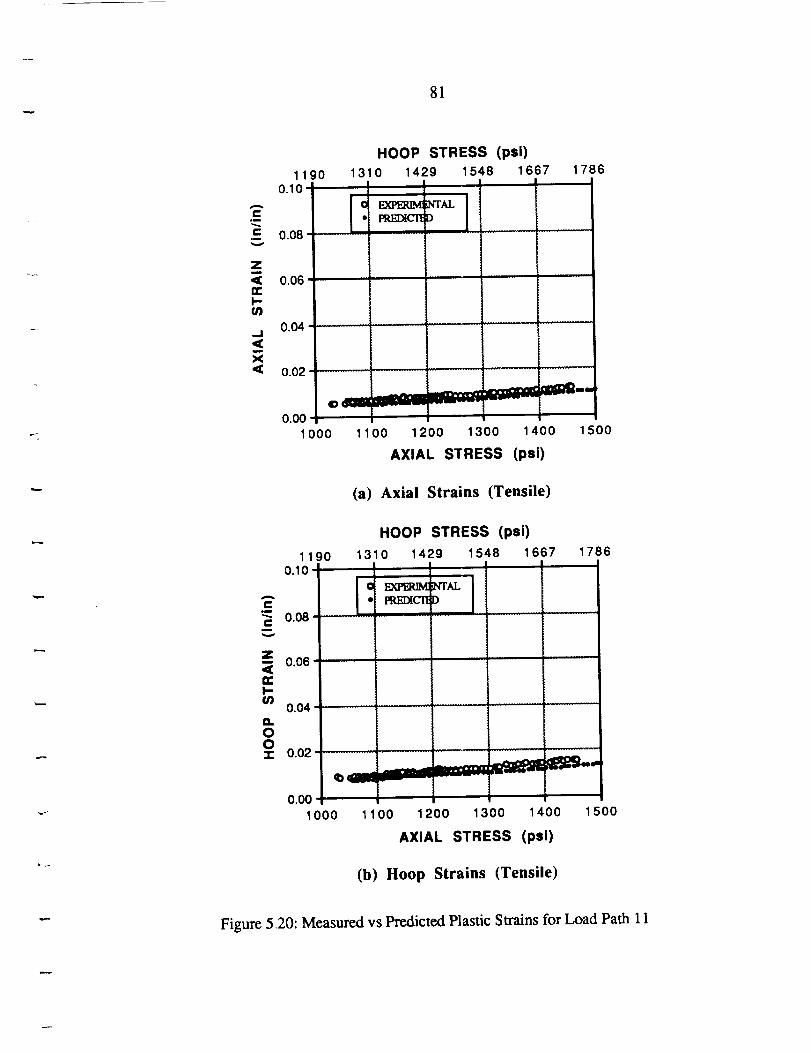
81
r..
A
e-.m
e-
Zm
<mrk-
<m
X
A
m
zm
<n-k-o_
O.OOq-
I0.10
0.08
0.06
0.04
0.02
0.00
90 13I
O
I
I
000 1
HOOP STRESS (psi)
0 1429 1548 1667I
,_TALD
O0 1200 1300
AXIAL STRESS
1786
_,oa
1 400 1 i00
(psi)
(a) Axial Strains (Tensile)
11900.10
0.08 ....
0.06"
0.04
0.02
0.00
1 )00
HOOP STRESS (psi)
1310 1429 1548 1667I
i
© EX]_UM* PPJ_CTI
I
_rAL
_a
1786
00 1200 1300 1400 1500
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5,20: Measured vs Predicted Plastic Strains for Load Path 11
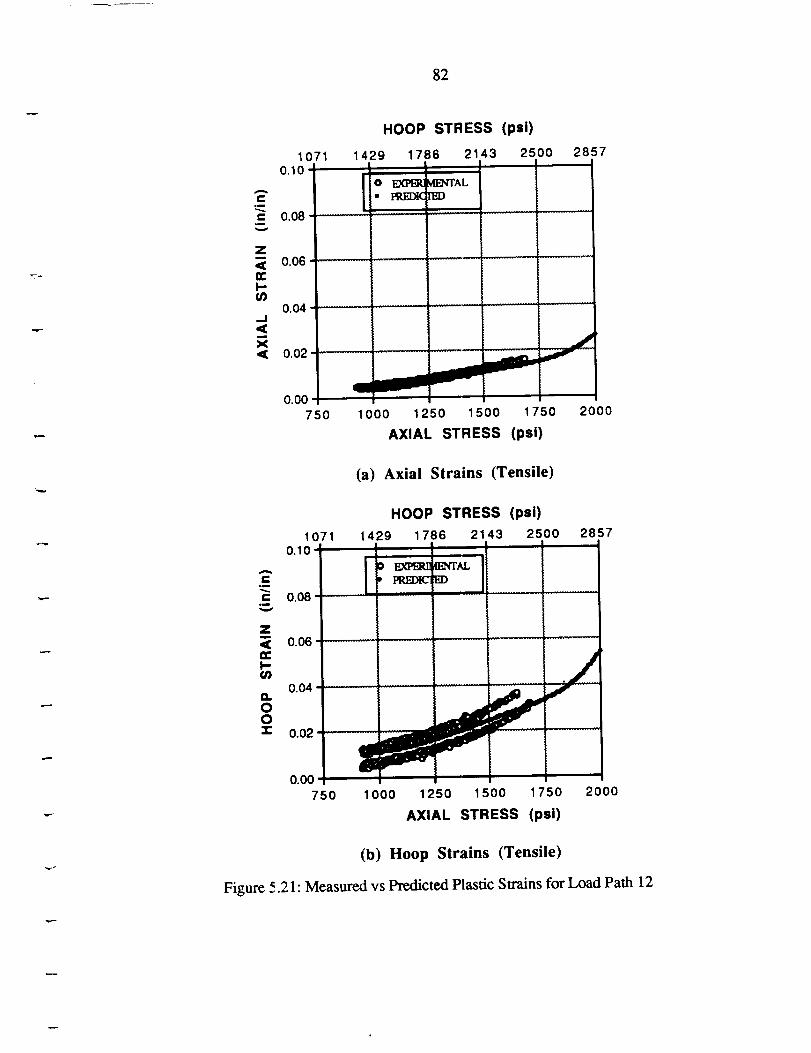
82
10710.10 -
A
C°_
¢ 0.08°m
HOOP STRESS (psi)
1429 1786 2143 2500
0 EXP_ _TAL
• PR_( FED
Zo.o6 .................
I-
,-I
I
X,K
0.04 ............
0.02
a0.00
750 1000
2857
J
1250 1500 1750 2000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
10710.10
A
e-,m
¢ 0.08
HOOP STRESS (psi)
1429 1786 2143 2500 2857
!-O EXP_ _TAL
Z0.06............. ----,
= /_ ,.° .
0.04 ................
°0_" 0.02 =
0.00750 1000 1250 1500 1750 2000
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.21: Measured vs Predicted Plastic Strains for Load Path 12
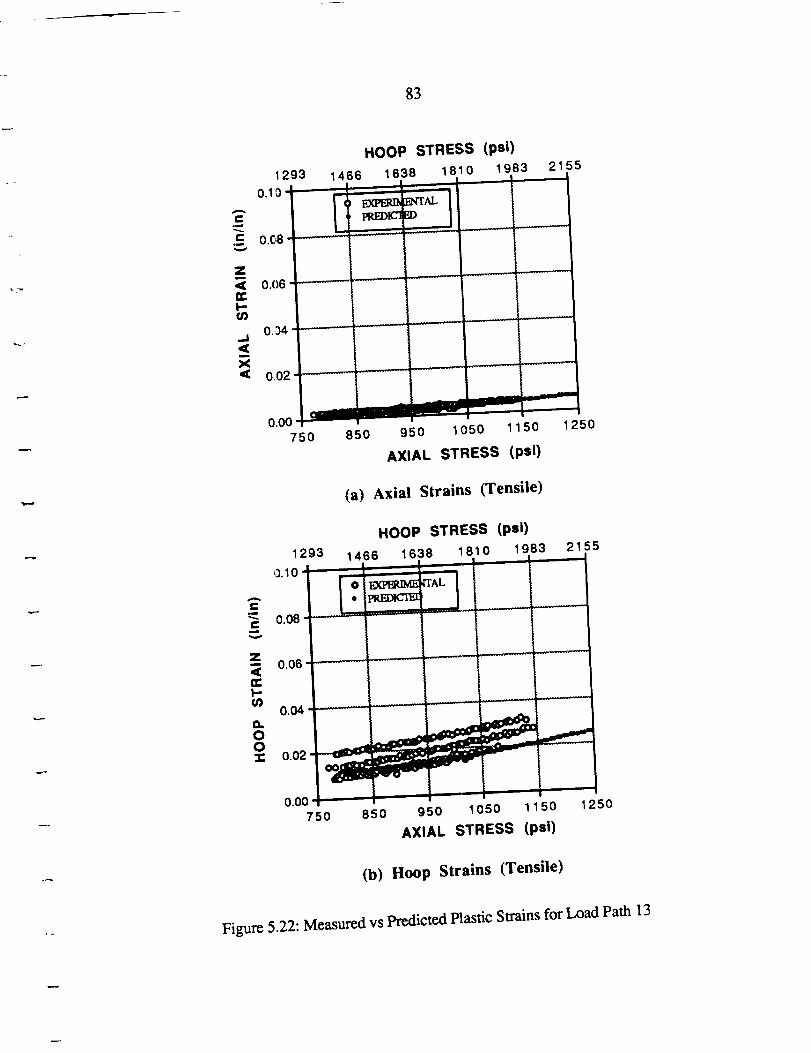
83
HOOP STRESS (psi)
0.00750 850
1983 2 55
250950 1050 1 50
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
HOOP STRESS (psi)
1293 1466 1638 1810 1983 2 55__._._.._ --= ._-_-
0.10 _ -_---_- ---) EXP_ _ 'AL
0.08 _ _'=1
_o= 0.06 ......
°o.o i===1=11=====
0.00 "P_-r_ '750 850 950 1 150 1 50 250
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.22: Measured vs Predicted Plastic Strains for Load Path 13
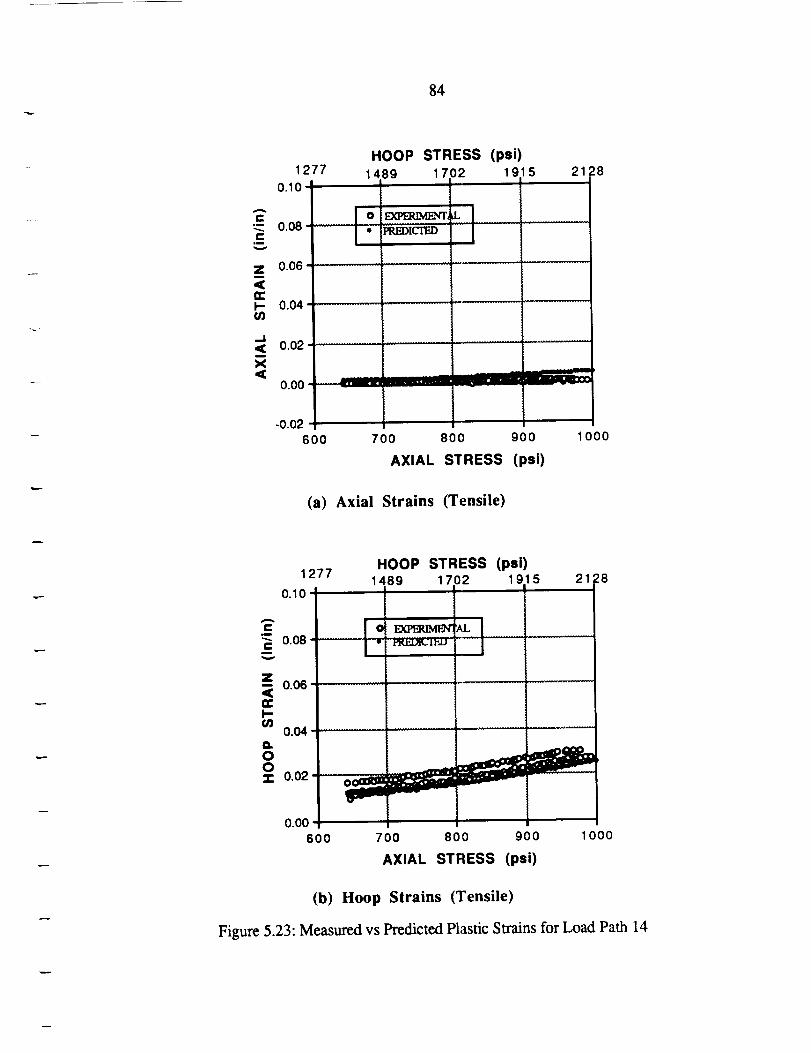
84
1277HOOP STRESS (psi)
1489 17102 1915
• I_J_ICTED
2128
J.
600 700 800 900 1000
AXIAL STRESS (psi)
(a) Axial Strains (Tensile)
1277
0.10
HOOP STRESS (psi)1489 1702 1915
e Exmu_m_• L"[,(,.]P_.J_l ]_.,u
Cm
"'.. 0.08C
m
-= 0.06 ..........
I-
0.04
00'T" 0.02
AL
21 28
0.00600 700 800 900 1000
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.23: Measured vs Predicted Plastic Strains for Load Path 14
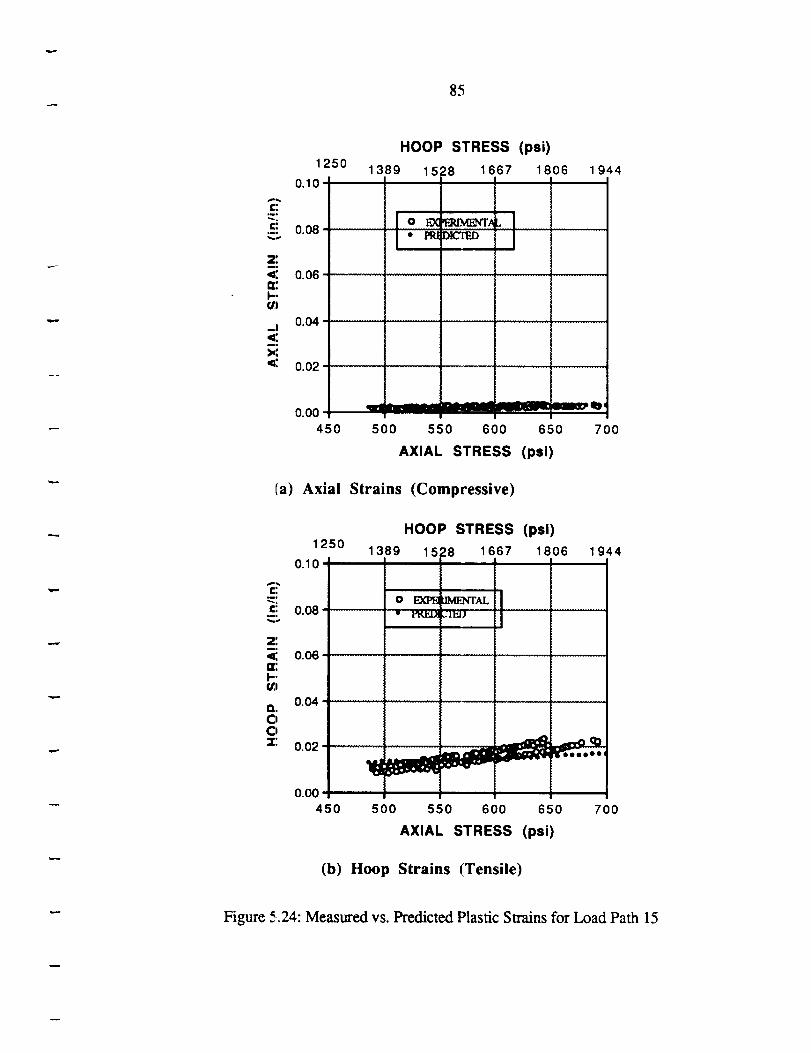
85
£,
2:m°
I-,(/I
-!<,'m°
1250
0.10
0.08
HOOP STRESS (psi)
1389 1528 1667 1806 1 944t
O EX 1_g_lT/_* RU_
0.06 ...........................................................................................
0.04 ............................................
0.02
0.00
450 700I
500 550 600 650
AXIAL STRESS (psi)
(a) Axial Strains (Compressive)
HOOP STRESS (psi)1250
1389 1528 1667 1806 19440.10 • I i I I
£: [•-_: o EX_ HM]_ITAL..=i 0.08- • _LI_J
Z_,
0.06 ...... _.......
I=..
0.04
O 0.02
0.00
450 500 550 600 650 700
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.24: Measured vs. Predicted Plastic Strains for Load Path 15
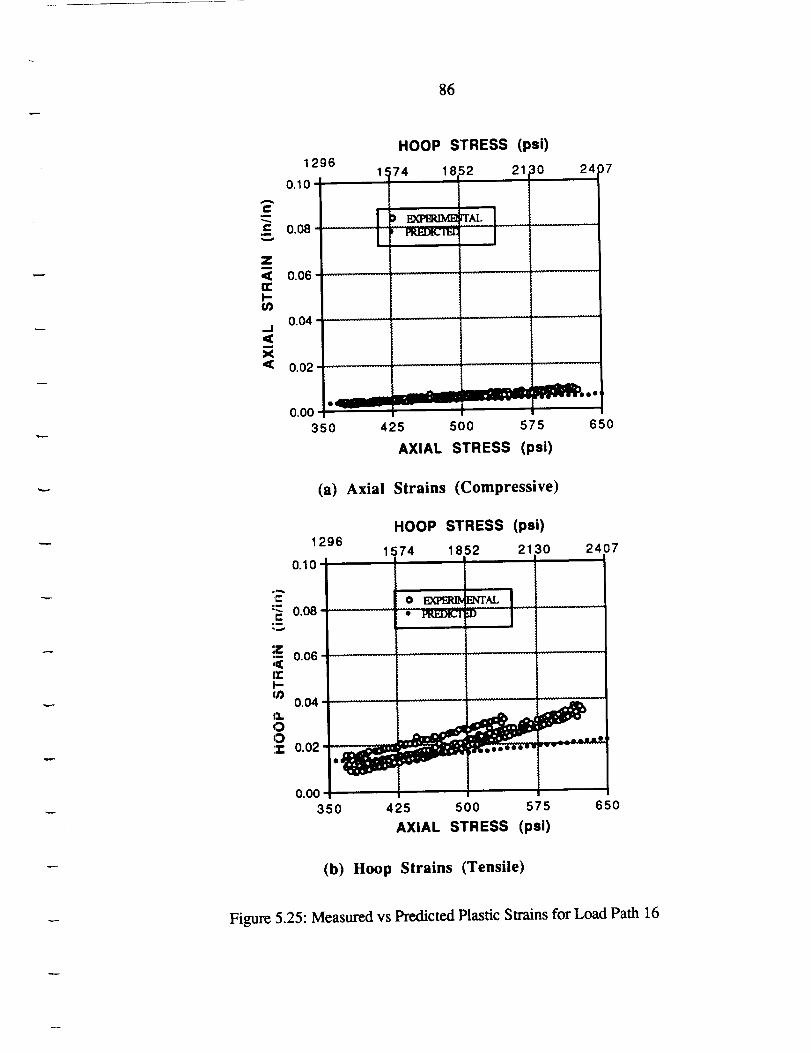
1296
0.10
t-°_
_ 0.178
zI
,_ 0.06
I-
86
_1
m
X
0.04
0.02
0.00
I,=
I_ __rALp PREI)I(,_II_I.
HOOP STRESS (psi)
;74 1852 21t3024)7
_=,00
350 425 500 575
AXIAL STRESS (psi)
650
(a) Axial Strains (Compressive)
HOOP STRESS (psi)1296
1 i74 1852 2130 24070.10
= o EXPERI]vENTAL='_ 0.08 • t,ite_/_n_,.u ......,D
Z 0.06
;_ 0.04 ....
0.00350 425 500 575 650
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.25: Measured vs Predicted Plastic Strains for Load Path 16
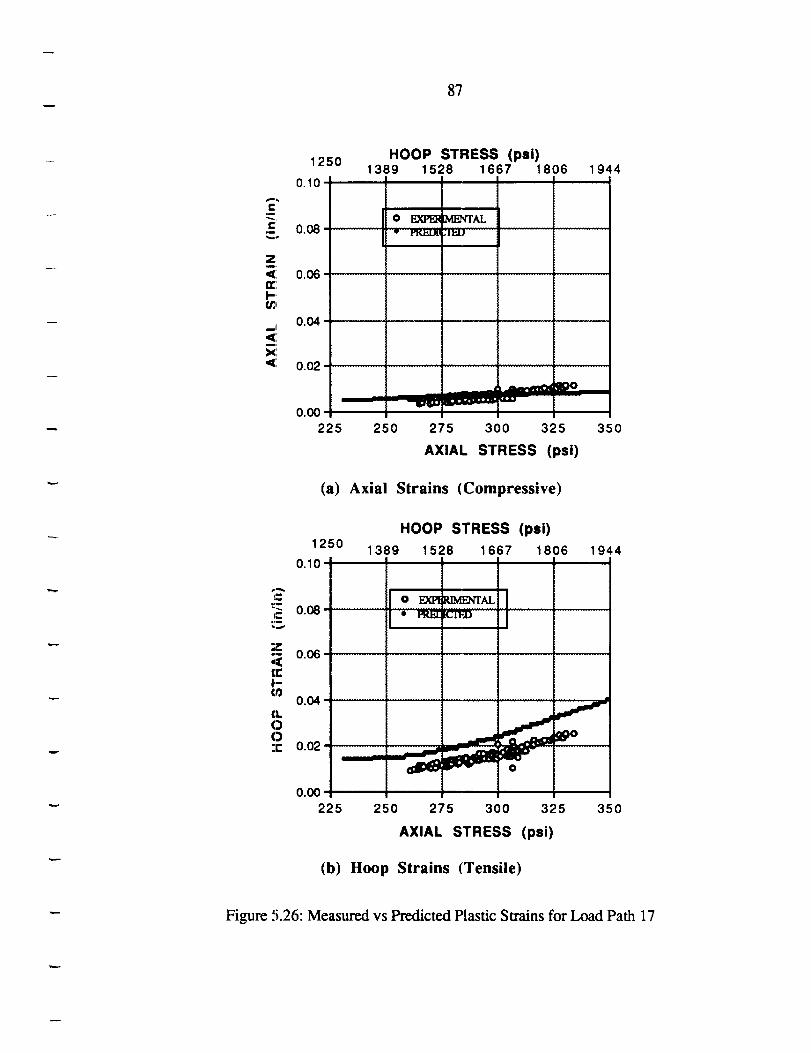
87
P,I
°m
Zm.
4_
I-,
ml
4:
4:
1250
0.10
0.08 ¸
0.06
0.04
0.02
0.00
225
HOOP STRESS (psi)1389 1528 1667 1806 1944
I I I I
O EXPI_ [Mt_WAL• _ :I]P.JJ
i i250 275 300 325 350
AXIAL STRESS (psi)
(a) Axial Strains (Compressive)
o-e,,
_w
,,w
zoh
F-ct_
[LOO:E
1250
0.10'
0.08
0.06
0.04
0.02
0.00
225
HOOP STRESS (psi)
1389 1528 1667 1806 1944
........
250 275 300 325 350
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
4" oFigure ._.26. Measured vs Predicted Plastic Strains for Load Path 17
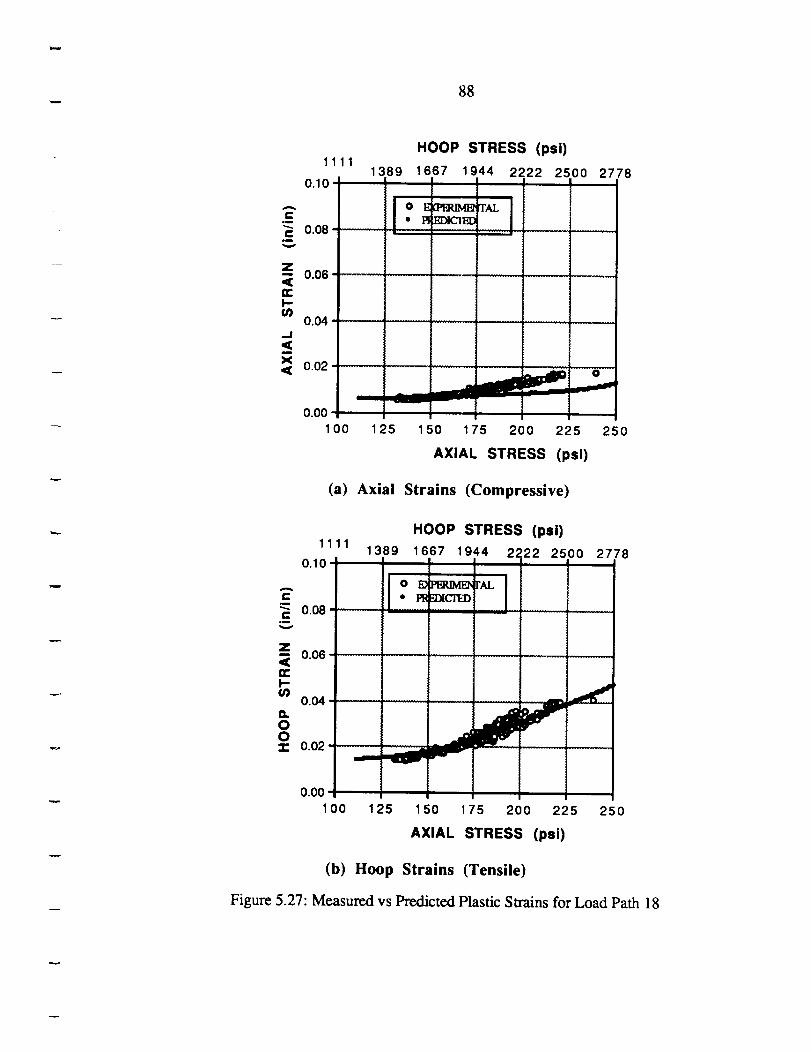
88
1111
0.10
HOOP STRESS (psi)
1389 1667 1944 2222 2500 2778
_._ o E_TAL
"" 0.08
Z0.06
ft.I-
0.04 .............
<X,1( 0.02 ....
_r/
0.00'
100 125 150 175 200 225 250
AXIAL STRESS (psi)
(a) Axial Strains (Compressive)
1111
0.10
A
r-0.08t-
,m
z-- 0.06
rek-
0.04O=OO_" 0.02,
HOOP STRESS (psi)
1389 1667 1944 2222 2500 2778
o _ m_ rAL• _ -_%'I'ED
0.00"
100 125 150 175 200 225 250
AXIAL STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 5.27: Measured vs Predicted Plastic Swains for Load Path 18
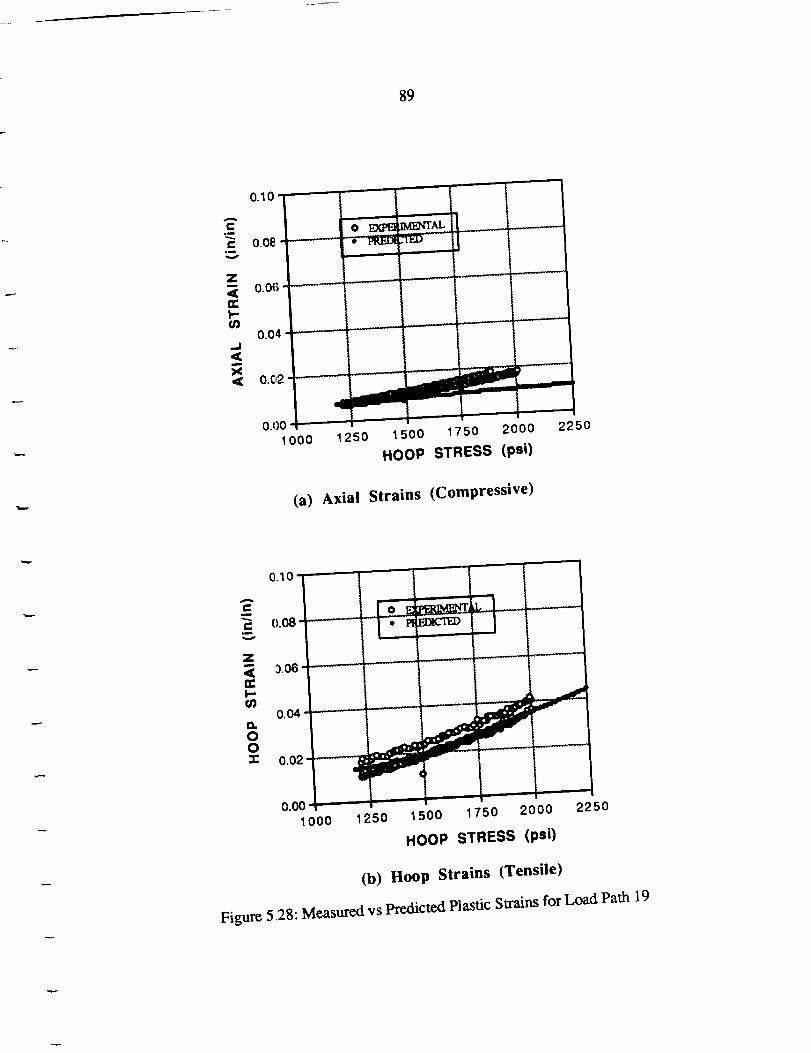
89
0.10
0.08
0.06"
0.00'1000 1250 1500 1750 2000
HOOP STRESS (psi)
(a) Axial Strains (Compressive)
2250
1000 12502000 '.250
HOOP STRESS (psi)
(b) Hoop Strains (Tensile)
Figure 528: Measured vs Predicted Plastic Strains for Load Path 19
90
comparedwith resultsmeasuredduring threerepeatedtests(exceptionsareFigs 5.11 and 5.28,
which show results for four repeated tests along load paths 1 and 19, respectively). Finally, note
that all strains are plotted as positive values. The actual algebraic sign in each case is noted in the
figure caption.
The comparison between measurement and prediction is considered suprisingly good, since
these predictions are based on the Prandtl-Reuss equations, which are strictly valid only for
initially isotropic materials. Nevertheless, in most cases the predicted response falls within the data
scatter. The greatest errors are the hoop strain predictions for the f'trst few load paths (i.e., part b
in Figure 5.11 through 5.15, corresponding to load paths 1 - 6). In these cases the predicted hoop
strains at high stress levels fall below the measured hoop strains. It is believed that these
discrepancies are due to necking of the specimen. That is, for near-uniaxial loadings and at high
stresses the specimen began to neck, resulting in an unstable increase in the measured hoop strain.
The Prandtl-Reuss eq_Jations do not account for the necking phenomena, and hence the predicted
hoop strains are lower than measured in these cases.
Discussion of Pre- and Post-Yield Behavior
On the basis of the results discussed above, it has been concluded that the pre-yield behavior of
high-density polyethylene in extruded tubular form is anisotropic (i.e., transversely isotropic), and
yet the post-yield behavior is effectively isotropic. Two hypotheses which may explain this
behavior have been considered. In the first hypothesis the polymer is visualized as consisting of
stiff crystalline region _, completely surrounded by relatively flexible amorphous material. Upon
the application of elastic stress levels, motions/distortions occur at the molecular level in both the
amorphous and crystalline regions of the polymer. Since the crystalline regions were oriented
91
during the extrusion process,the initial elastic responseis anisotropic. Now, as the load is
increasedandplastic stresslevelsareinduced,the molecularmotionsin the crystalline regions
reachamaximum.All additionalstrainsareassociated with molecular motions which occur within
the amorphous regions alone. Hence, the post-yield behavior is isotropic. If this hypothesis is
valid, then no increase in the degree of crystallinity would occur as a result of the strain levels
imposed, although the crystalline regions may become reoriented. Orientation of the crystalline
regions due to high levels of stress (or strain) certainly occurs for polyethylene; the initial
orientation of the as-received tubular specimens was induced during the extrusion process, for
example. However, the strains levels induced during this study (which in all cases were < 20%)
are relatively modest compared to those encountered in the extrusion process (in which strains on
the order of several hundred l:a.'rcent are typically imposed).
In the second hypothesi,; the elastic response is again due to molecular motions within
amorphous and crystalline regions of the polymer, and hence the elastic response is anisotropic.
However, as plastic stress levels are reached additional stress- (or strain-) induced crystallization of
the polyethylene molecular structure occurs, such that initially amorphous regions become
crystallized. In this second hypothesis the crystalline regions are oriented along the prevailing
maximum stress or strain direction, and hence the post-yield response is identical for all load paths.
If this second hypothesis is valid, then the degree of crystaUinity would increase as a result of
plastic deformation. Stress-induced crystallization of polyethylene is well documeted [Rodriguez,
1989, pg 299]. However, the stress- and strain-levels associated with these documented cases are
far higher than those imposed in this study. Thus, it is unclear whether this mechanism can
account for the isotropic post-yield behavior observed during the present study.
CHAPTER 6: SUMMARY AND CONCLUSIONS
This study was devoted to an experimental and analytical evaluation of the yield and post-
yield behavior of high-density polyethylene, a semi-crystalline thermoplastic. Polyethylene was
selected for study becau,_e it is very inexpensive and readily available in the form of thin-walled
tubes. Thin-walled tubular specimens were subjected to axial loads and internal pressures, such
that the specimens were subjected to a known biaxial loading. A constant octahederal shear stress
rate was imposed during all tests. The measured yield and post-yield behavior was compared with
predictions based on both isotropic and anisotropic models. Of particular interest was whether
inelastic behavior was sensitive to the hydrostatic stress level.
The major achievements and conclusions reached during the study are itemized below.
(1) A suitable testing facility was designed, fabricated, assembled, and fully calibarated during
the course of the study. One of the unique features of the testing apparatus is a pressure control
system which allows the internal pressure to be increased at a user-defined rate, such that the
octahedral shear stress induced in the tube wall is increased at a user-defined rate. A data
aquisition system utilizing Labview software package and Macintosh 1I computer was developed
and used to collect data automaticaUy. The system is fully operational, and will be used during the
coming year to study the mechanical behavior of other engineering thermoplastic polymers.
(2) An annealing process for use with extruded high-density polyethylene tubes was
developed. Experimental measurements show that the annealing process reduces the residual
stresses induced during the extrusion process to minimal levels. However, the annealed
polyethylene specimens were found to exhibit a pronounced anisotropy. A 30% difference in
93
Young'smodulusfor the a_ial and hoop directions existed in the annealed specimens, for example.
Thus, the annealing process removed residual stresses, but did not remove or minimize anisotropic
material behavior. The anisotropic elastic behavior of high-density polyethylene is clearly due to
the semi-crystalline nature of molecular structure of this polymer.
(3) An effort was made to determine whether relatively simple isotropic yield criterion could be
used to predict yielding to within engineering accuracies. Predictions obtained using the Von
Mises and Pressure-Modified Von Mises criteria were compared with the measured data. Neither
of these models adequately predicted the experimental results. It is likely that this conclusion will
hold for other semi-crystalline thermoplastics of current structural interest (e.g.,
polyetheretherketone or polyamide), which can also exhibit a pronounced anisotropy.
(4) The tubular specimens were subsequently treated as transversely isotropic materials, with
the principal material coordinate system defined by the axial and hoop directions. Predictions
obtained using two anisotropic yield criteria (the Tsai-Hill and Pressure-modified Tsai-HiU criteria)
were then compared with the measured data. Yielding was best predicted by the Pressure-
Modified Tsai-HiU criterion, which indicates that the yield behavior of high-density polyethylene is
both anisotropic and sens:ttive to the hydrostatic stress state. It was deduced that the compressive-
to-tensile yield strength ratio of high density polyethylene is 1.11, which compares very well with
previously reported measurements.
(5) An attempt to model the post-yield behavior using the power law were made. Both an
isotropic form as well as an anisotrpic form was used. Neither power law formulation adequately
modeled the post-yield behavior, in both cases the strength coefficient M and the strain hardening
exponent n varied substmltially, depending on load path.
94
(6) Thepost-yieldbehaviorwasbestpredictedusingthe isotropic form of thePrandtl-Reuss
equations. This was an unexpectedand suprising result, since the initiation of yielding was
sensitiveto both theanisotropicnatureof thepolyethylenetubesandthehydrostaticstresslevel.
Neitherof thesefactorsareincludedin thePrandtl-Reussformulation. Thepost-yieldbehaviorof
polyethyleneis essentiallyisotropic,eventhoughtheinitial elasticresponseis anisotropic.
Two possibleexplanationsof the isotropicpost-yieldresponsehavebeenproposed.In the
first hypothesisit is suggestedthat molecular motions associatedwith plastic strainsoccur
primarily within the amorphousregionsof the polymer, and hencethe post-yield behavior is
effectively isotropic. If this hypothesisis valid, thenno increasein the degreeof crystallinity
wouldoccurasaresultof plasticdeformation.
In the secondhypothesisit is suggestedthat stress-inducedcrystallizationof theamorphous
regionsof themolecularstructureoccurs,andfurtherthatduringtheloadingprocessthecrystalline
regionsbecomeorientedin theprevailingdirectionof maximumstressor strain. Thereforethe
post-yield responsewould be identical for all load pathsconsideredduring this study. If this
secondhypothesisis valid, then the degree of crystallinity would increase as a result of plastic
deformation. Monitoring the degree of crystallinity before and after testing, as well as the
orientation of the crystalline regions, may provide a means of determining whether either of these
hypotheses is valid.
LIST OF REFERENCES
Ainbinder, S.B., Laka, M.G., Maiors, I.Y., 1965, "Effect of Hydrostatic Pressure on Mechanical
Properties of Pelymers," Polymer Mechanics, Volume 1(1), pp. 50-67.
Bauwens, J.C., 1970, "Yield Condition and Propogation of Luders' Lines in Tension-Torsion,"Journal of Polymer Science, Volume A2(8), pp. 893-901.
Betten, J., Frosch, H.G., and Borrmann, M., 1982, "Pressure-dependent Yield Behavior of
Metals and Pol) mers, "Materials Science and Engineering, Volume 56, pp. 233-246.
Bowden, P.B., and Jukes, J.A., 1968, "The Plastic Yield Behavior of Polymethylmethacrylate,"
Journal of Materials Science, Volume 3, pp. 183-190.
Bowden, P.B., and Jukes, J.A., 1972, "The Plastic Flow of Isotropic Polymers," Journal ofMaterials Science, Volume 7, pp. 52-63.
Caddell, R.M., Raghava, R.S., and Atldns, A.G., 1973, "A Yield Criterion for Anisotropic andPressure Dependent Solids such as Oriented Polymers," Journal of Materials Science,
Volume 8, pp. 1641-1646.
Caddell, R.M., Raghava, R.S., and Atkins, A.G., 1974, "Pressure Dependent Yield Criteria for
Polymers," Materials Science and Engineering, Volume 13, pp. 113-120.
Caddell, R.M., and Wc_lliff, A.R., 1977, "Macroscopic Yielding of Oriented Polymers," Journal
of Materials Science, Volume 12, pp. 2028-2036.
Carapellucci, L.M., and Yee, A.F., 1986, "The Biaxial Deformation and Yield Behavior ofBisphenol-A Polycarbonate: Effect of Anisotropy," Polymer Engineering and Science,Volume 26(13), pp. 920-930.
Chakrabarty, J., 1987, Theory_ of Plasticity, McGraw-Hill Inc, p. 60.
Christiansen, A.W., Baer, E., and Radcliffe, S.V., 1971, "The Mechanical Behavior of Polymersunder High Pressure," Philosophical Magazine, Volume 24, pp. 451-467.
Dieter, G.E., 1986, _lechanical Metallurgy, 3rd Ed, McGraw-Hill, pp 87-89.
Ely, R.E., 1967, "Biaxial Stress Testing of Acrylic Tube Specimens," Polymer Engineering andScience, Volume 7(1), pp. 40-44.
Ely, R.E., 1968, "Biaxial-stress Results for Nylon," Experimental Mechanics, Volume 8(6), pp.267-271.
Freire, J.L.F., and Riley, W.F., 1980, "Yield Behavior of Photoplastic Materials," ExperimentalMechanics, Volume 20, pp. 118-125.
Hill, R., 1950, The Mathematical Theory of Plasticity, Oxford University Press, p. 20.
Hundy, B.B., and Green, A.P., 1954, "A Determination of Plastic Stress-Strain Relations",Journal on Mechanics & Physics of Solids, p 16.
96
Jones,R.M., 1975,Mechanics of Composite Materials, McGraw-Hill Book Co., pp. 37-47.
Manufacturing Chemists Association, Inc, 1957, Technical Data on Plastics, ManufacturingChemists Association Publ, p. 536.
Mears, D.R., Pae, K.D.,, and Sauer, J.A., 1969, "Effects of Hydrostatic Pressure on theMechanical Behavior of Polyethylene and Polypropylene, " Journal of Applied Physics,Volume 40(11), pp. 4229-4237.
Morrison, J.L.M., and Shepard, 1950, "An Experimental Investigation of Plastic Stress-StrainRelations," Proc. Instn. Mech. Engrs., p 163.
Nielsen, L.E., 1974, Mechanical Prot)erties of Polymers and Composites-Volume 2, MarcelDekker Inc, p. 265.
Pae, K.D., and Mears, D.R., 1968, "The Effects of High Pressure on Mechanical Behavior andProperties of Polytetrafluoroethylene, and Polyethylene," Journal of Polymer Science,Volume B6, pp. 269-273.
Pae, K.D., 1977, "The Macroscopic Yielding Behavior of Polymers in Multiaxial Stress Fields,"Journal of Materials Science, Volume 12, pp. 1209-1214.
Raghava, R.S., and Caddell, R.M., 1973, "A Macroscopic Yield Criterion for CrystallinePolymers," International Journal of Mechanical Sciences, Volume 15, pp. 967-974.
Raghava, R.S., Caddell, R.M., and Yeh, G.S.Y., 1973, "The Macroscopic Yield Behavior ofPolymers," Journal of Materials Science, Volume 8, pp. 225-232.
Raghava, R.S., and Caddell, R.M., 1974, "Yield Locus Studies of Oriented Polycarbonate: AnAnisotropic and Pressure-dependent Solid," International Journal of Mechanical Sciences,Volume 16, pp 789-799.
Rider, J.G., and Hargreaves, E., 1969, "Yielding of Oriented Poly(vinylchloride)," Journal ofPolymer Science, Volume A2(7), pp. 829-844.
Rodriguez, F., 1982, l:_inciples of Polymer Systems, 3rd edition, Hemisphere Publishing Co.
Sardar, D., Radcliffe, S.V., Baer, E., 1968, "Effects of High Hydrostatic Pressure on theMechanical Behavior of a Crystalline Polymer - Polyoxymethylene," Polymer Engineeringand Science, Volume 8(4), pp. 290-301.
Semeliss, M.A., 1990, The Yield Behavior of Hi_h-Densitv Polvethylcrle, M.S. Thesis,Department of Mechanical Engineering, Univers_-ty of Washington.
Shinozaki, D., and Gxoves, G.W., 1973, "The Plastic Deformation of Oriented Polypropylene:Tensile and Compressive Yield Criteria," Journal of Materials Science, Volume 8, pp. 71-78.
Slater, R.A.C., 1977, Eneineering Plasticity - Theory_ and Application to Metal FormingProcesses, John Wiley & Sons, pp 90-117.
w
97
Sokolnikoff, I.S., and Sokolnikoff, E.S., 1941, Hi_her Mathematics for Engineers and
Physicists, McGraw-Hill Book Co., p 136.
Spitzig, W.A., Sober, R.J., and Richmond, O., 1976, "The Effect of Hydrostatic Pressure on theDeformation Behavior of Maraging and HY-80 Steels and Its Implications for Plasticity
Theory," Metallurgical Transactions, Volume 7A, pp. 1703-1710.
Spitzig, W.A., and Richmond, O., 1979, "Effect of Hydrostatic Pressure on the DeformationBehavior of Polyethylene and Polycarbonate in Tension and Compression," Polymer
Engineering and Science, Volume 19(16), pp. 1129-1138.
Stassi-D'Alia, F, 1967, "Flow and Fracture of Materials according to a New Limiting Condition of
Yielding," Meccannica, Volume 2(3), pp. 178-195.
Stassi-D'Alia, F, 1969, "Limiting Conditions of Yielding for Anisotropic Materials," Meccannica,
Volume 4, pp. 1349-364.
Taylor, G.I., and Quinney, H., "The Plastic Distortion of Metals, Phil Trans Roy Society, p 323.
Ward, I.M., 1975, Structures and Pro_tmrties of Oriented Polymers, John Wiley & Sons, p. 298.
Whitfield, J.K., and Smith, C.W., 1972, "Characterization Studies of Potential PhotoelastoplasticMaterial," Experimental Mechanics, Volume 12(2), pp. 67-74.
Williams, J.G., 1980, Stress Analysis of Polymers, 2nd Ed., John Wiley and Sons, p 77.
Wong, R., 1990, The Post-Yield Behavior of Hitzh-Density Polyethylene, M. S. Thesis,Department of Mechanical Engineering, University of Washington, Seattle.
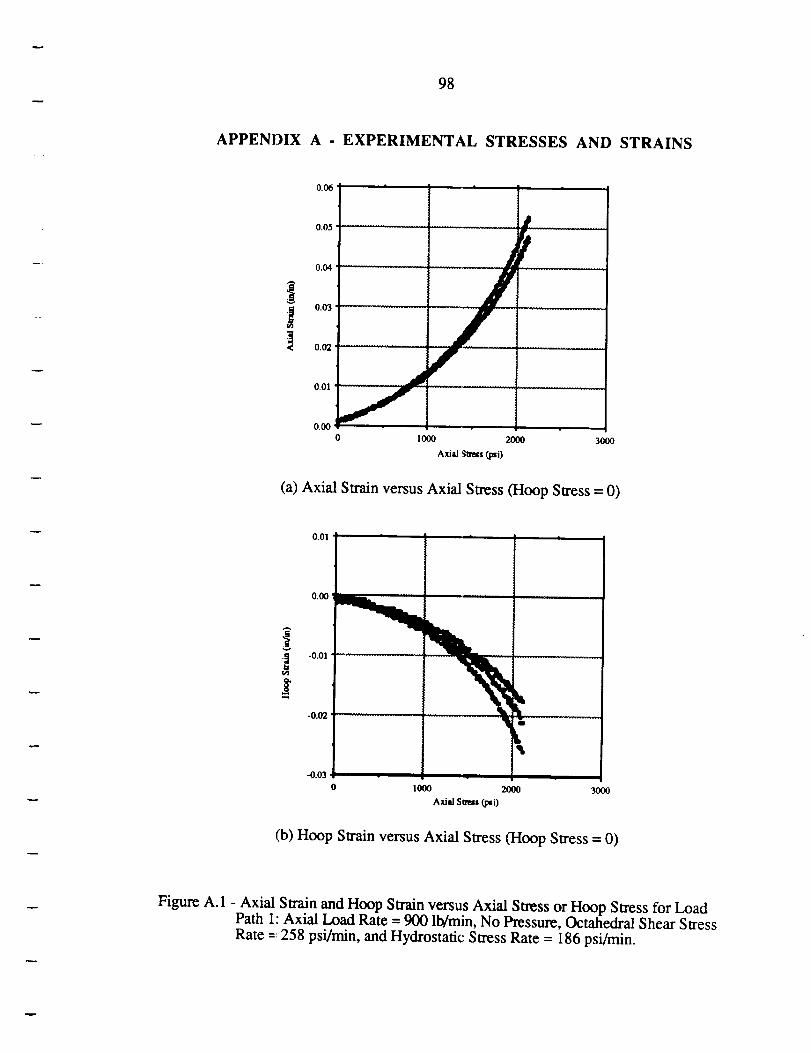
98
APPENDIX A - EXPERIMENTAL STRESSES AND STRAINS
0.06
0.05
0.04
0.1)3
0.02
0.01
0.00
I I |
...... • ................
...... jf ...............
/0 1000 2000 3000
Axial Seress (psi)
(a) Axial Strain versus Axial Stress (Hoop Stress = 0)
0.01
0.00
-0.01
-0.02
L
-0.1)3
0 1000 2000 3000
Axial Stress (psi)
(b) Hoop Strain versus Axial Stress (Hoop Stress = 0)
Figure A. 1 - Axial Swain and Hoop Swain versus Axial Stress or Hoop Stress for LoadPath 1: Axial Load Rate - 900 lb/min, No Pressure, Octahedral Shear StressRate =: 258 psi/min, and Hydrostatic Stress Rate = 186 psi/rain.
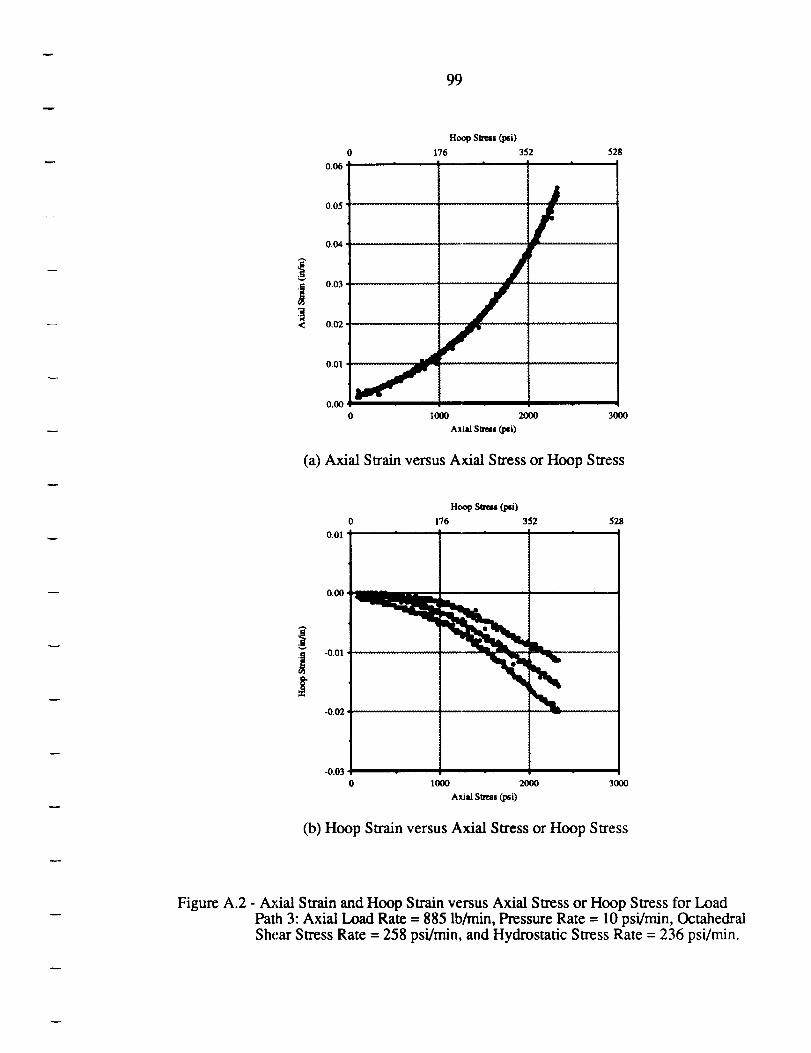
99
Hoop Stress (psi)
176 352 528
0.06 ' ' '
0.04 .......................................
< 0.02 ..... _,._
001 _
0.00 - - -
0 1000 2000 3000
Alial Stress (pli)
(a) Axial Strain versus Axial Stress or Hoop Stress
0.01
Hoop Stress (psi)
0 176 352 528
-0.01
-O.ff2 - --
-0.113
0 1000 2000 3000
^,ial Stress (psi)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.2 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 3: Axial Load Rate = 885 lb/min, Pressure Rate = 10 psi/min, OctahedralShear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 236 psi/min.
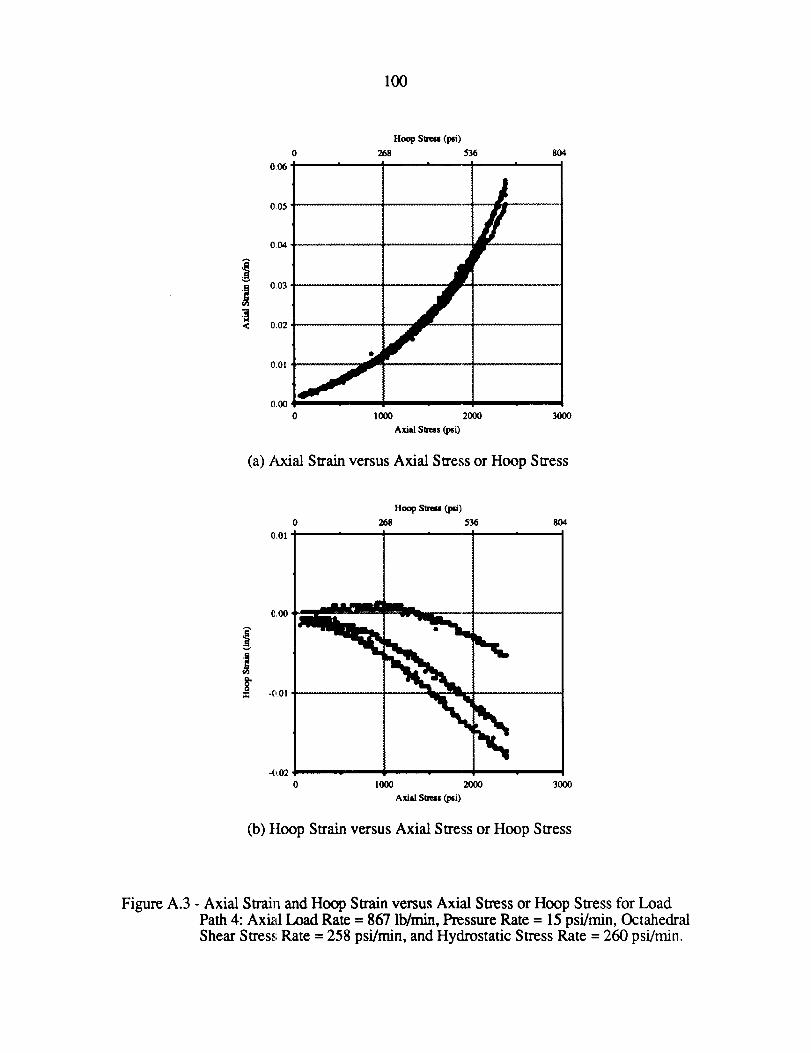
100
v
0.05
0,04
0,03
0,02
0,0!
0.00
(a) Axial Swain versus Axial Stress or Hoop Stress
Hoop Sm_s (psi)
0 268 536 804
{L01 ' ' '
-0,02
0 I000 2000 301)0
Axial Stress (psi)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.3 - Axial Strain and Hoop S_n versus Axial Stress or Hoop Stress for LoadPath 4: Axial Load Rate -- 867 lb/min, Pressure Rate = 15 psi/min, OctahedralShear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 260 psi/min.
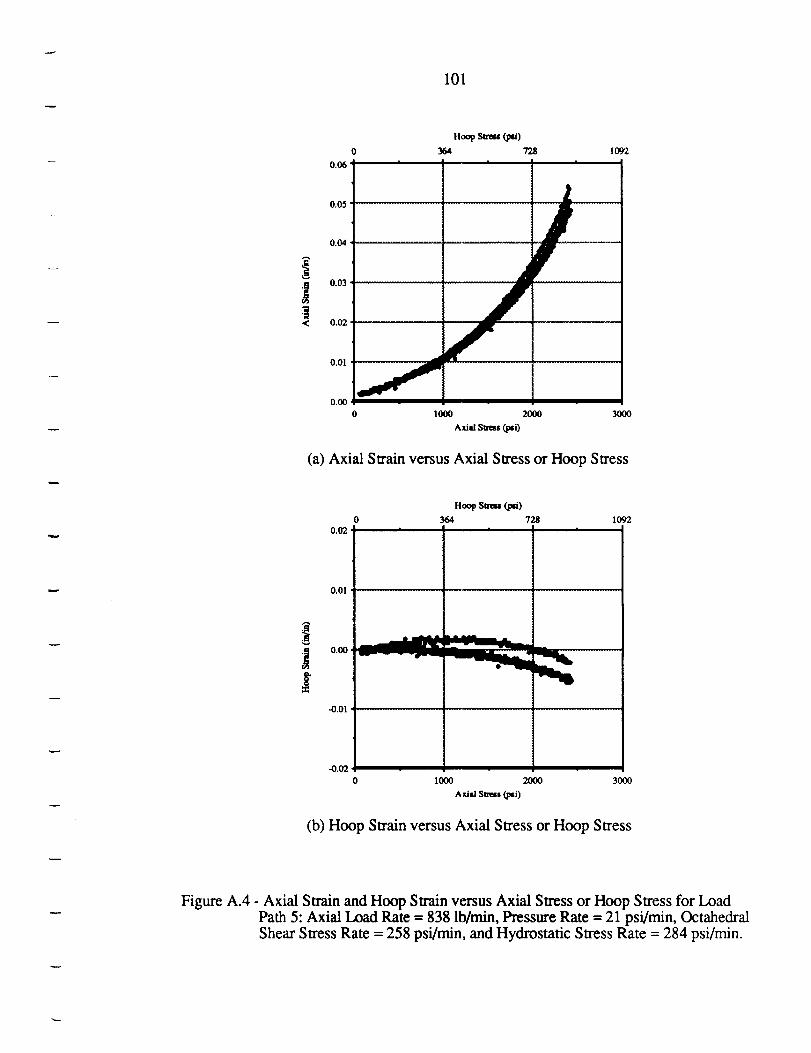
10l
0.06
0.05
0.04
0.03
< 0.02
0.01
0.00
Hoop Slreu (lxi)
0 364 728 1092|
It,
1000 2000 3000
^,iaz smm _i)
(a) Axial Strain versus Axial Stress or Hoop Stress
Hoop Stress (lxi)
0 364 728 10920.02 ' ' '
0.01 .....................................................................................................
ooo-0.01
-0.02
0 1000 2000 3000
A_al Sins tdxgi)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.4 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 5: Axial Load Rate = 838 lb/min, Pressure Rate = 21 psi/rnin, OctahedralShear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 284 psi/min.
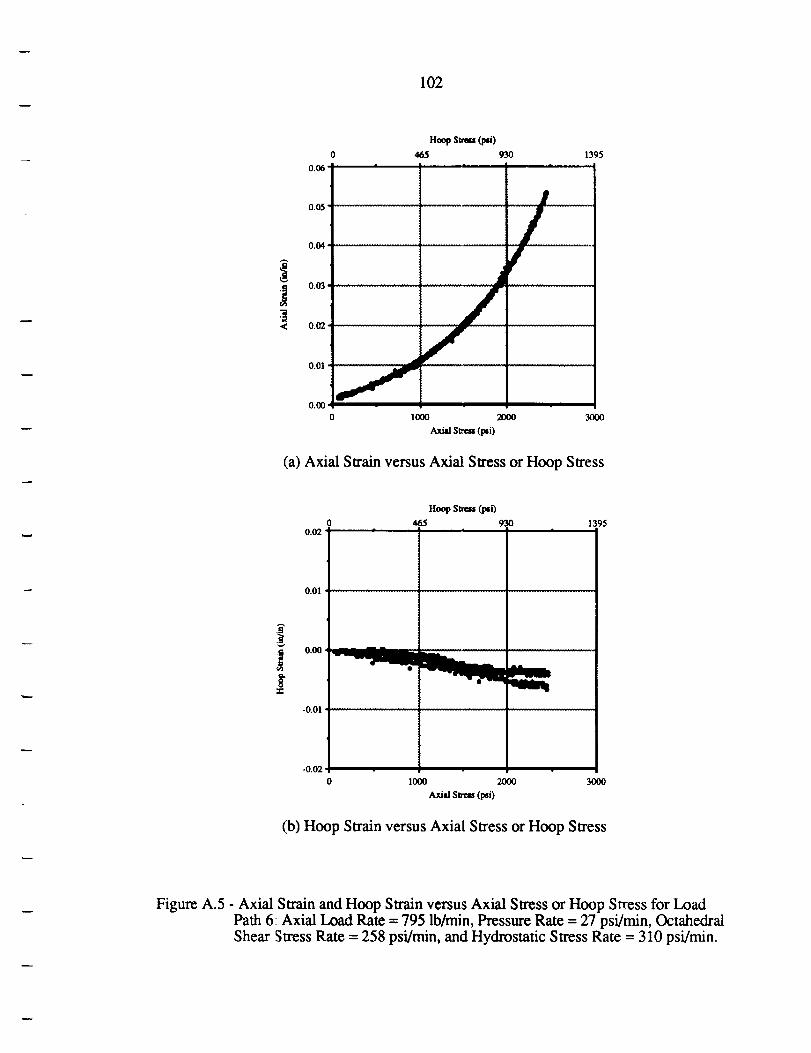
102
0.01
0.00
(a) Axial Strain versus Axial Stress or Hoop Stress
0.02
0.01
Hoop Stress (psi)
465 930 1395| i | |
"2 O.O0
-0.01
-0.02
0 1000 2000 3000
hxid S_ (psi)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.5 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 6: Axial Load Rate = 795 lb/min, Pressure Rate = 27 psi/min, Octahedral
Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 310 psi/min.
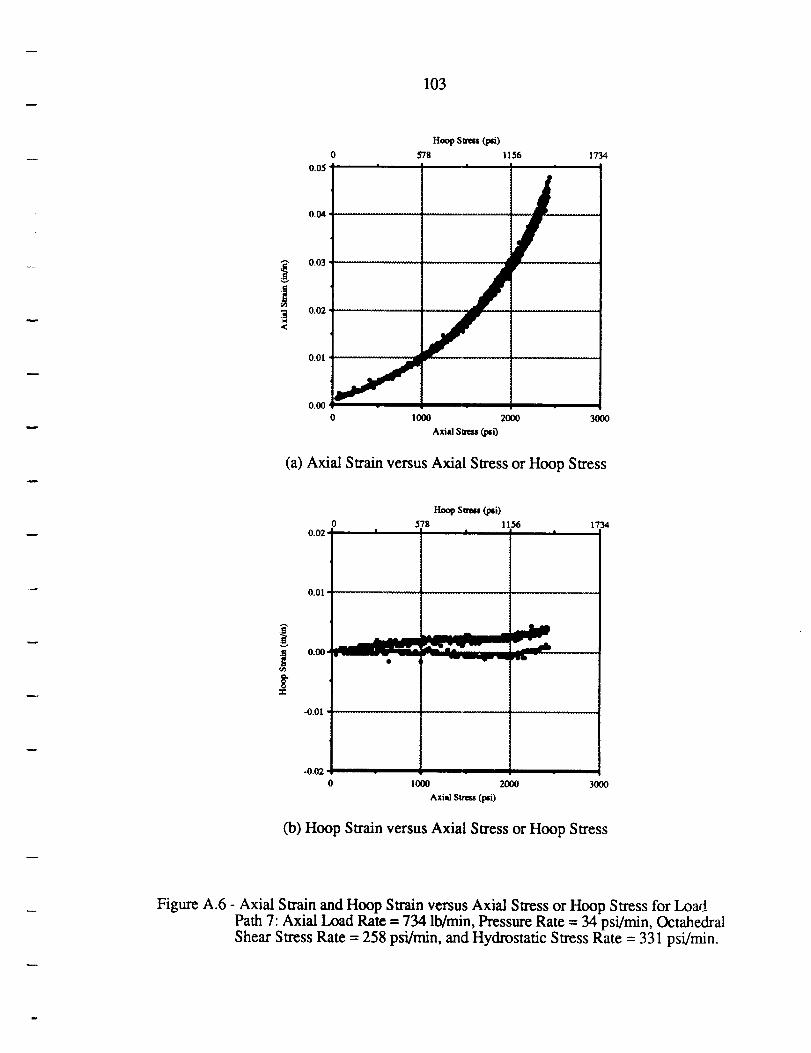
103
0.05
0.04
Hoop S_s (l_i)
0 5/8 1156 1734
................................................ I ..........
/ oo3 /,............
0°0_ .................
0.01 /. -- ...........
0.00
0 1000 2000 3000
AxialS_ (l_i)
(a) Axial Strain versus Axial Stress or Hoop Stress
0.02
Hoop Smum (pti)
0 578 11.56 1734
0.01
"l 0.00 •
-0.01
-0.02
0 I000 2000 3000
Axial Stress (psi)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.6 - Axial Swain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 7: Axial Load Rate -- 734 lb/min, Pressure Rate = 34 psi/min, Octahedral
Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 331 psi/min.
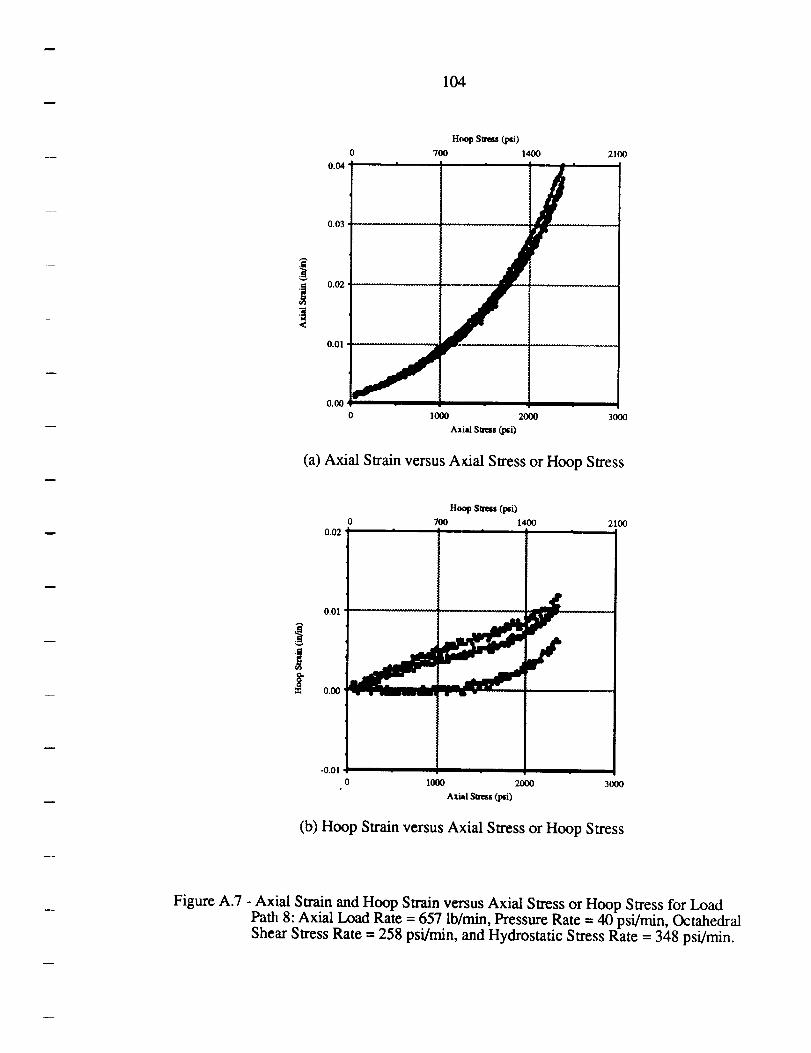
104
]
o
0.04
0.03
0.02
0.01
0.00
H¢_ Sizes (psi)
700 1400 2100
0 1000 2000 3000
Axial Sties (i_i)
(a) Axial Strain versus Atrial Stress or Hoop Stress
0.02
0.01
Hoop SII_s (l_i)
0 700 1400 2100| |
-0.01 . .
o 100o 2000 3000
Axial Sires (l_i)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.7 - Axial Swain and Hoop Swain versus Axial Stress or Hoop Stress for LoadPath 8: Axial Load Rate = 657 lb/min, Pressure Rate = 40 psi/min, OctahedralShear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 348 psi/min.
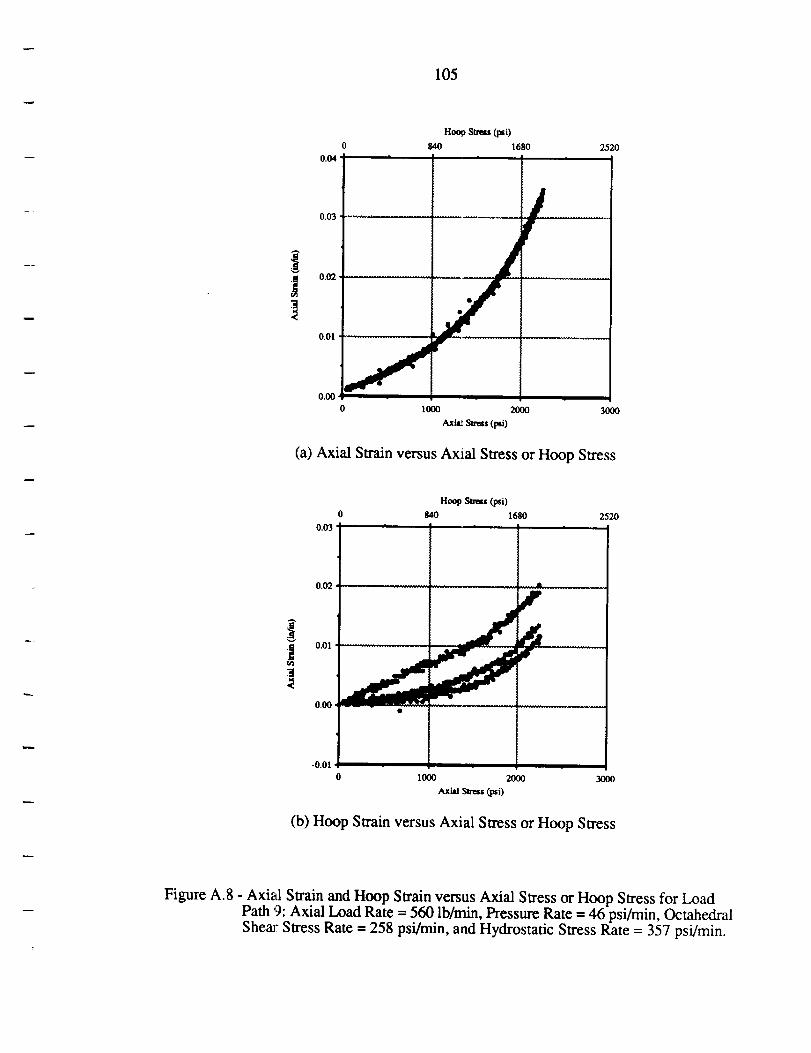
105
0.04
0.03
0.02
0.01
Hoop Stress (psi)
840 168| I t
............................ . ............. 1
2520
/0.00 _ _
0 1000 20_ 300
Ax_ Swess (psi)
(a) Axial Strain versus Axial Stress or Hoop Stress
Hoop Stress (psi)
0 840 1680 2520
0.03 ' '
0.02 : -_' ' ' ± _,
F
0.00
-0.01
0 1000 2000 3000
Axial Stress(p_i)
(b) Hoop Swain versus Axial Stress or Hoop Stress
Figure A.8 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 9: Axial Load Rate -- 560 lb/min, Pressure Rate = 46 psi/min, OctahedralShear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 357 psi/min.
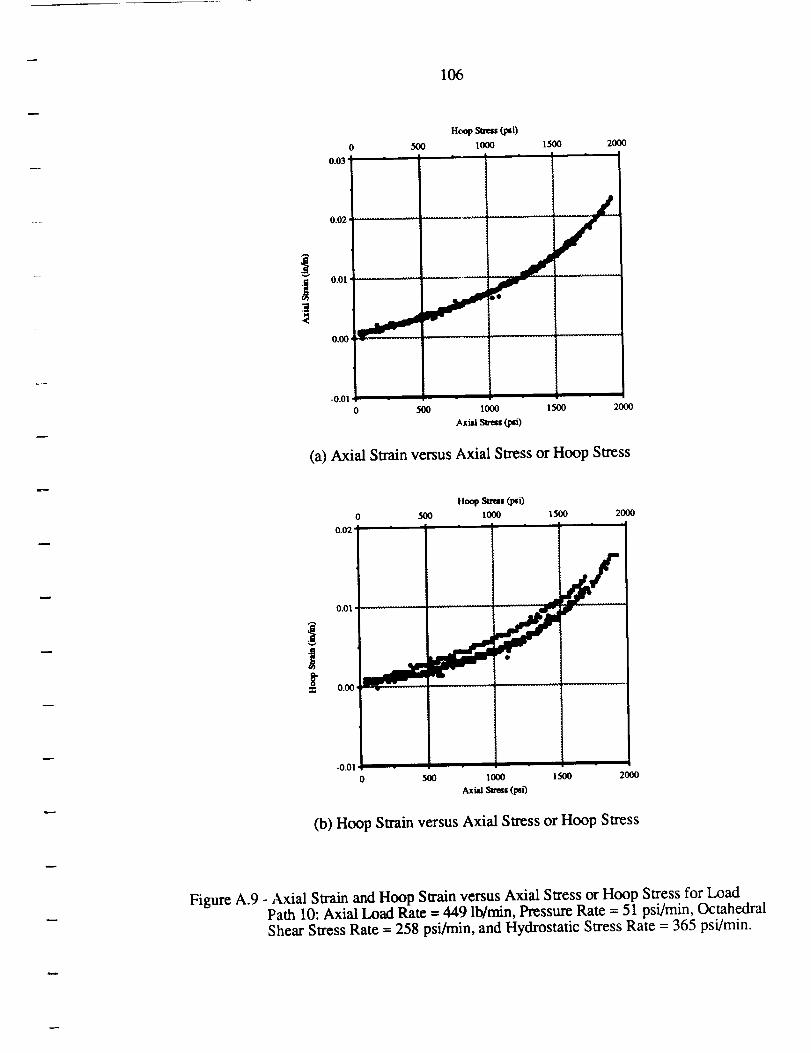
106
o
0.03"
0.02'
0.01
0.00
-0.01
Hoop Sums (psi)
500 1000 1500 2OOO
0 500 1000 1500 2000
Axial Sm_s (psi)
(a) Axial Strain versus Axial Stress or Hoop Stress
HoopSums (i_i)0 5oo 1000 1500 2o0o
0.02'
o.o, i.......
0.00
-0.01 - -0 5oO 1000 1500 2oo0
Axud Sta_ t_i)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.9 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 10: Axial Load Rate -- 449 lb/min, Pressure Rate = 51 psi/min, OctahedralShear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 365 psi/min.
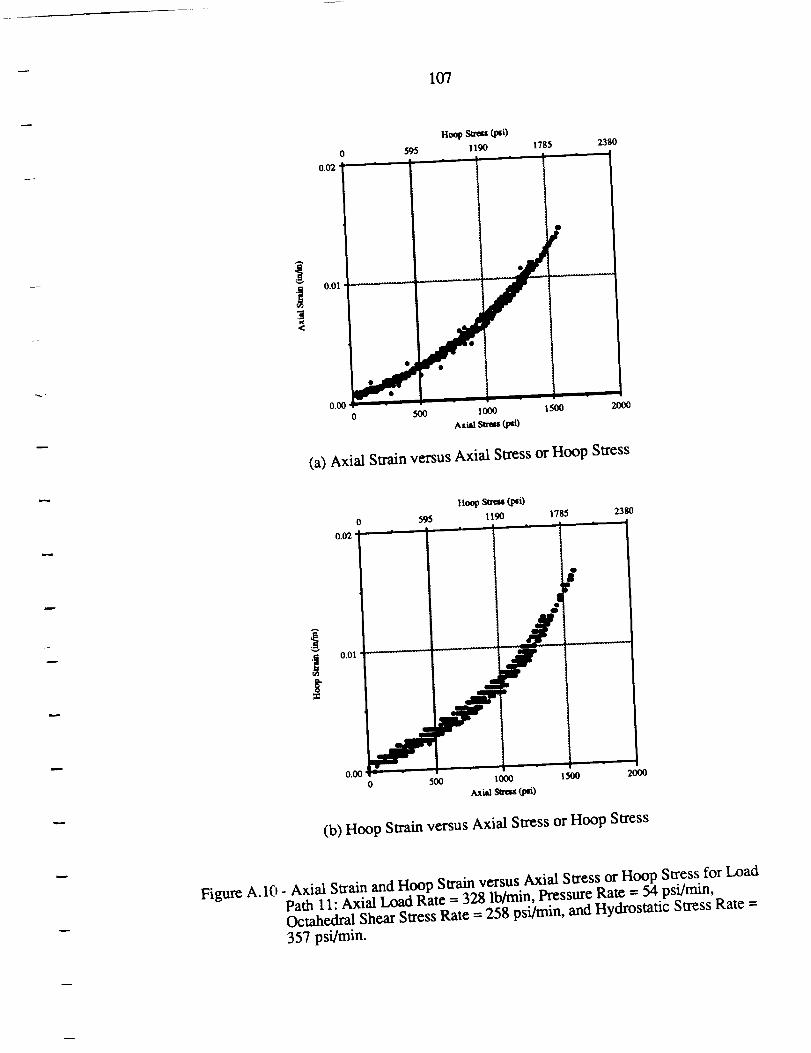
- 107
0
0.02 1
0.01
0.00
595
50O
Ho_ _s (l_i)1190 1785 2380
| | / |
o0o 5oo
A_tial _ (_i)
(a) Axial Strain versus Axial Stress or Hoop Stress
Itt9
m
0.02
0.01
595
ll_ _'_ (psi)1190 785 23_
| |
0._ l_o 20oo0 5_ 1000
Axill _rtta (l_i)
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A.10 - Axial Strain and Hoop Strain versus Axial Stress _ Hoop Stress for LoadPath 11: Axial Load Rate = 328 lb/min, Pressm'e Rate = 54 psi/rain,Octahedral Shear Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate =
357 psi/rain.
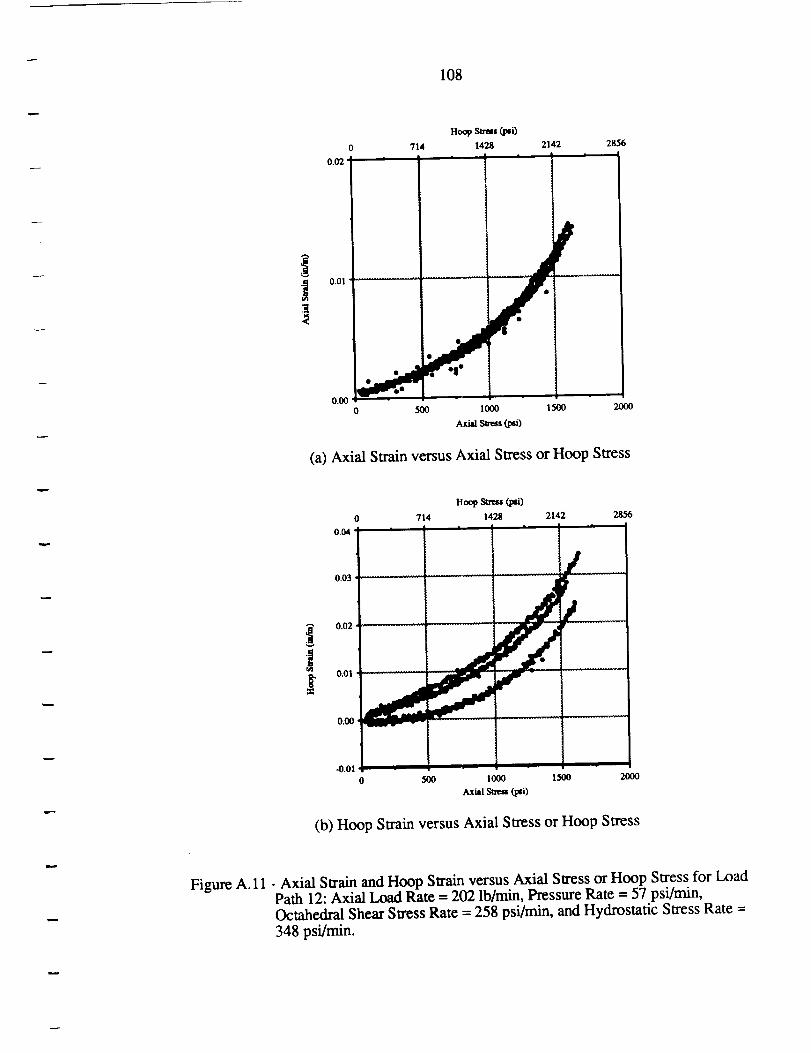
108
0.0'2
0.01
O.O0
714
Hoop S_r_I (l_i)
1428 2142 2856
500 2OOO0 5OO I00O
Axial Stress (I_i)
(a) Axial Swain versus Axial Stress or Hoop Stress
no,_ strm t_)0 714 14_ 2142 2856
0._'
0.03
0.02
|0.01
0.00
t .....
-0.010 500 1000 1500 2000
(b)Hoop Strain versusAxialStress orHoop Stress
Figure A. 11 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 12: Axial Load Rate = 202 lb/min, Pressure Rate = 57 psi/min,Octahedral Shear Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate =
348 psi/min.
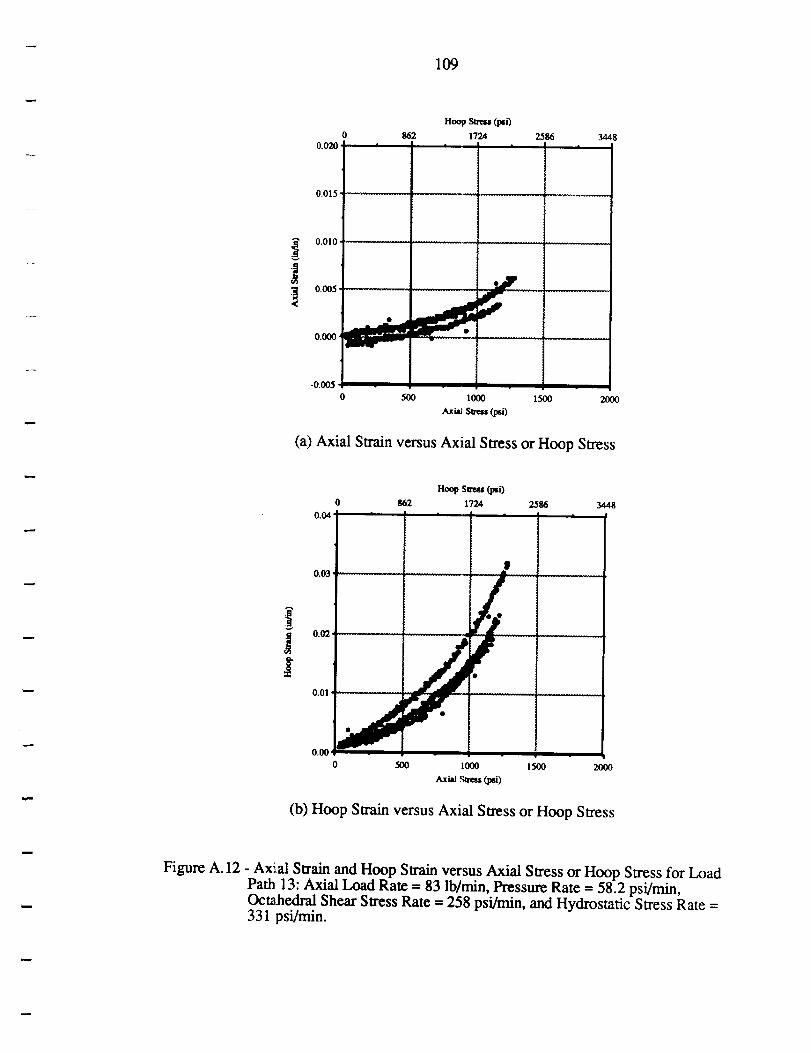
109
0.020
0.015
Hoop Stress (psi)
862 1724 2586| | |
0,010 ...........
0.005
0.000 '
344
-0.005,0 500 1000 1500
A_i_ Stress(psi)
2,000
(a) Axial Strain versus Axial Stress or Hoop Stress
Hoop Stress (psi)
0 g62 172,4 2586 3448
0.04 , , , L ,
0.03
0.02 .... r j__
0.01
0.00,
0 5OO 1000
tuc_ Stress (psi)
1500 2OOO
(b) Hoop Swain versus Axial Stress or Hoop Stress
Figure A. 12 - Ax-al Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 13: Axial Load Rate = 83 lb/min, Pressure Rate = 58.2 psi/min,Octahedral Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate =331 psi/min.
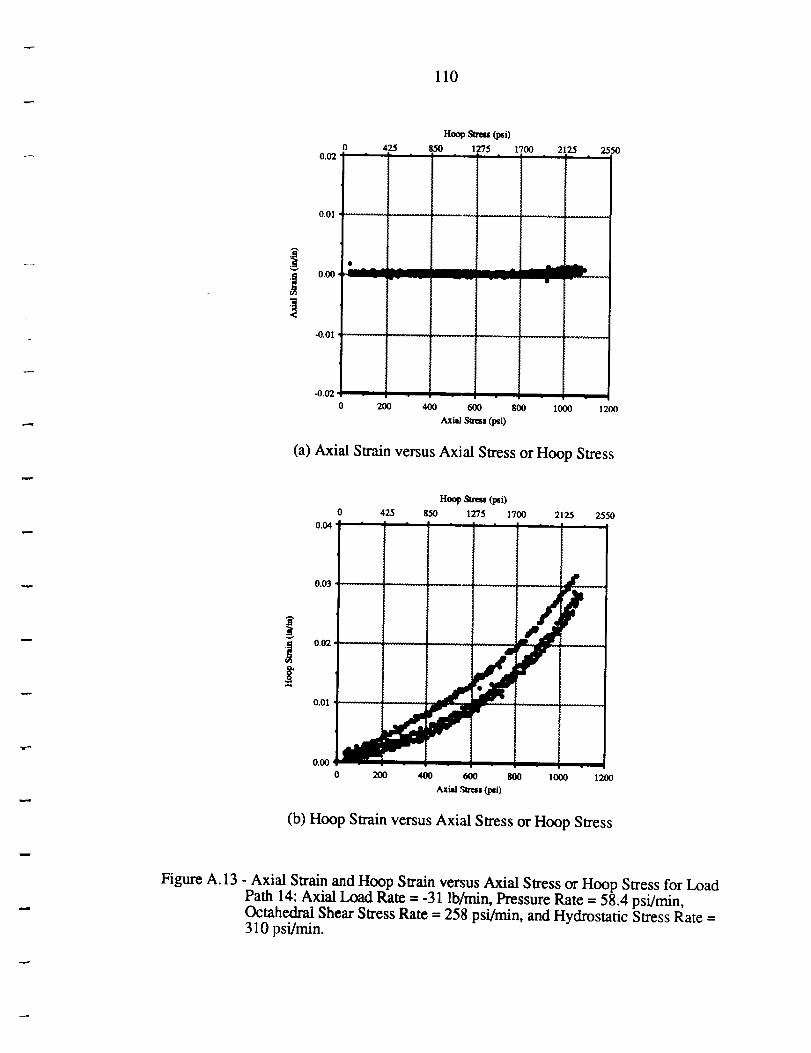
110
0.02
Hoop Sa_s (l_i)
0 425 8.$0 12"/5 I'700 2125 2550
0.01 _ ............... ! - • ........ _.............. J ........ 1.........
0.00'
4).01
L
-0.02
0 200 400 600 800
Axial S_r_s (l_i)
I000 1200
(a) Axial Strain versus Axial Stress or Hoop Stress
Hoop Sm_s (psi)
0 425 850 1275 1700 2125 25500.04
0.o3 ,, !.t
0.01 .......
0.00
0 2oo 60O 8OO
Axial _ (pti)
I000 1200
(b) Hoop Swain versus Axial Stress or Hoop Stress
Figure A.13 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for Load
Path 14: Axial Load Rate = -31 lb/min, Pressure Rate = 58.4 psi/min,Octahe&ai Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate =310 psi/min.
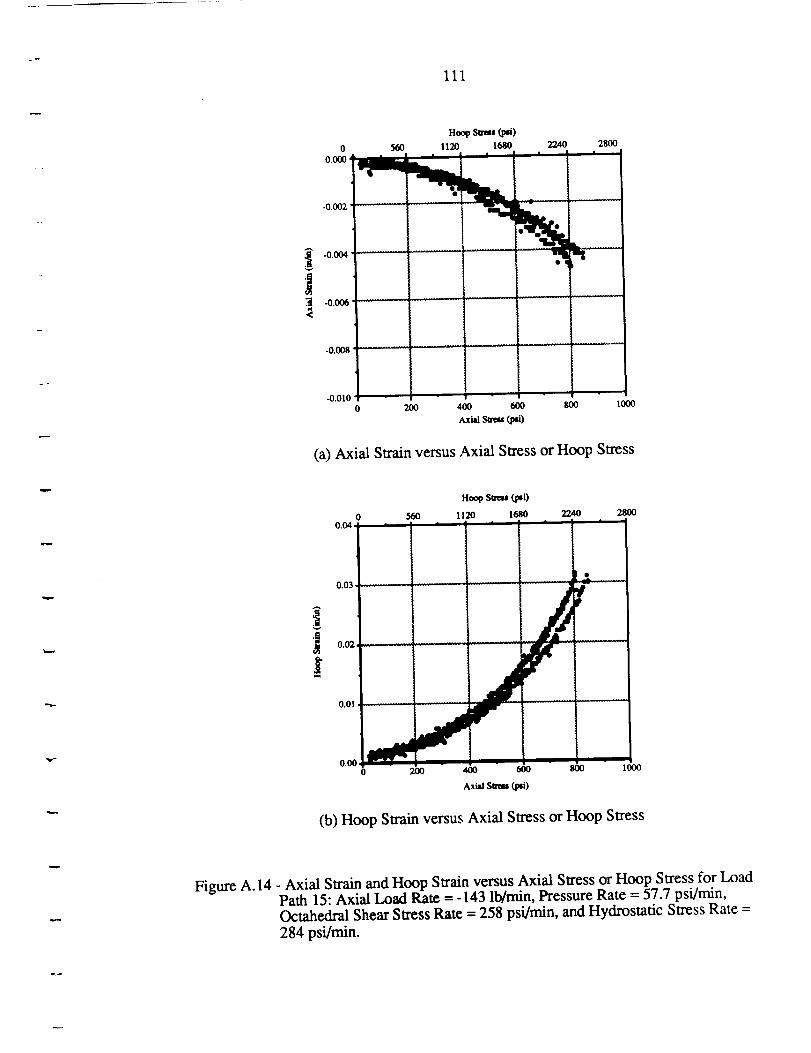
111
.t
00.o00 d
-0.002
-0.008
-0.010
56O
2OO
HoopSb-ua(_)!120 1680 224O 28OO
"'t
400 600 800 1000
Axia Str_ (pti)
(a) Axial Strain versus Axial Stress or Hoop Stress
0 5600.04,
0.03
0.02,
0.01
224O 28OO
0.00,
0 2o0 ,tO0 6oo 8oo 1000
Axial S_ (Imi)
(b) Hoop Swain versus Axial Stress or Hoop Stress
Figure A. 14 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 15: Axial Load Rate = -143 lb/min, Pressure Rate = 57.7 psi/min,Octahedral Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate =
284 psi/min.
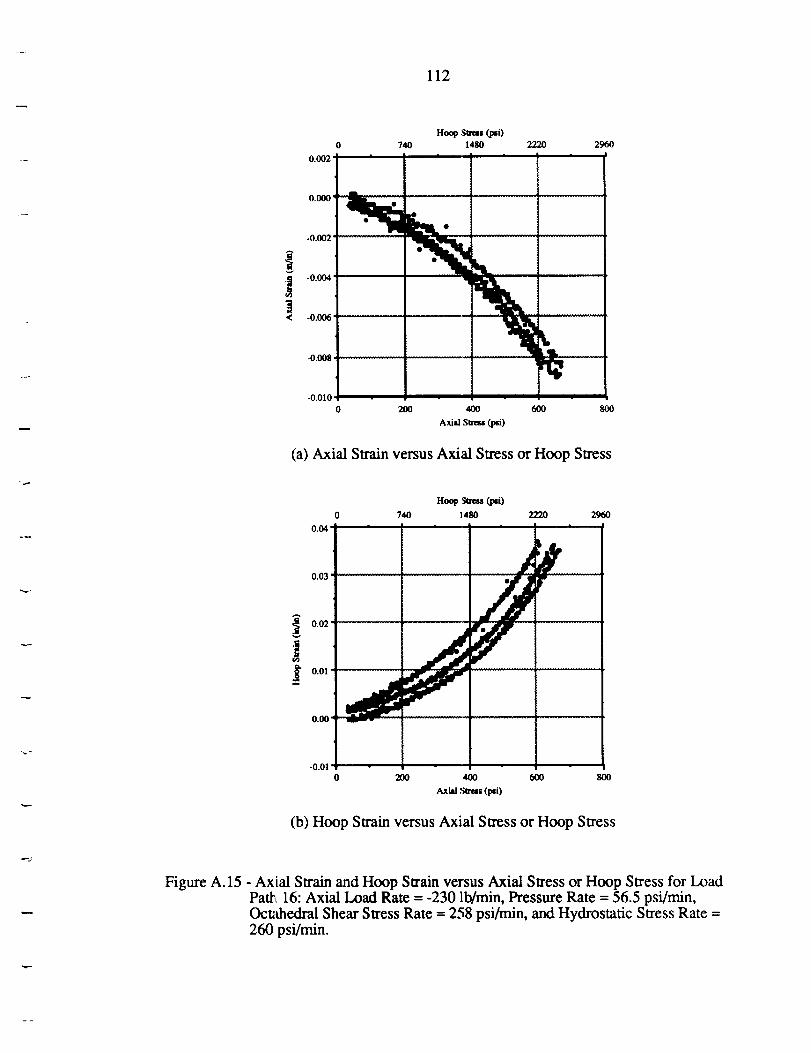
112
Hoop Sees, (psi)0 740 1480 2220
0.002
296O
oooo ....
-0.008
-0.010
0 200 400 600 800
Axial Stress (psi)
(a) Axial Swain versus Axial Stress or Hoop Stress
ttoq_ _ (psi)
0 740 1480 2220 2960
0.04 ,_
003......0.01'
0._' _
-0.01'0 20O 40O 600
Axial._'e_$(_i)
800
(b) Hoop Swain versus Axial Stress or Hoop Stress
Figure A. 15 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPatt, 16: Axial Load Rate = -230 lb/min, Pressure Rate = 56.5 psi/min,Octathedral Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate =260 psi/min.
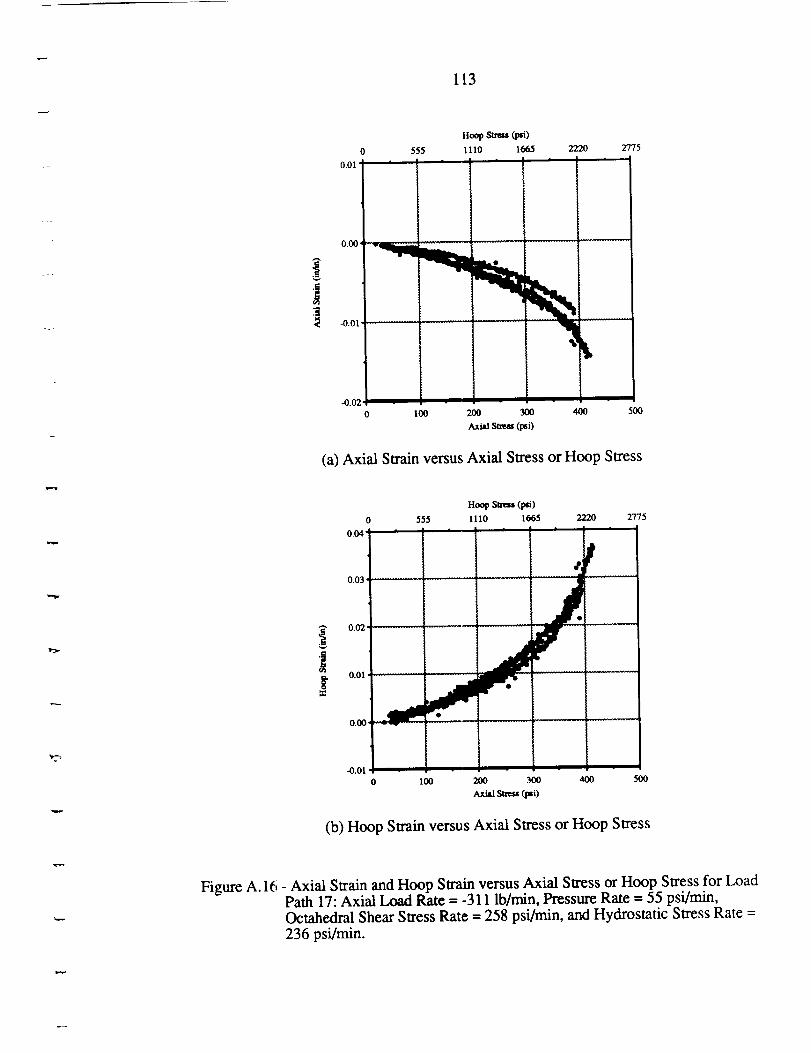
113
Hoop Sm_ (P_0
0 555 III0 1665
0.01' [
2220 2775
o.oo
-0.01
-0.02
0 I00 200 300 400 500
Axml S_e,u(l_i)
(a) Axial Swain versus Axial Stress or Hoop Stress
A
Hoopstress(_)0 555 1110 1665 2220 2775
0,04"
0.03'
0.02 ...........
0.01
0.00
J.
/e
-4}.01
o IOO 290 300 400 500
Axial Stre_ (psi)
(b) Hoop Swain versus Axial Stress or Hoop Stress
Figure A. 16 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 17: Axial Load Rate = -311 lb/min, Pressure Rate = 55 psi/min,Octahedral Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate --
236 psi/min.
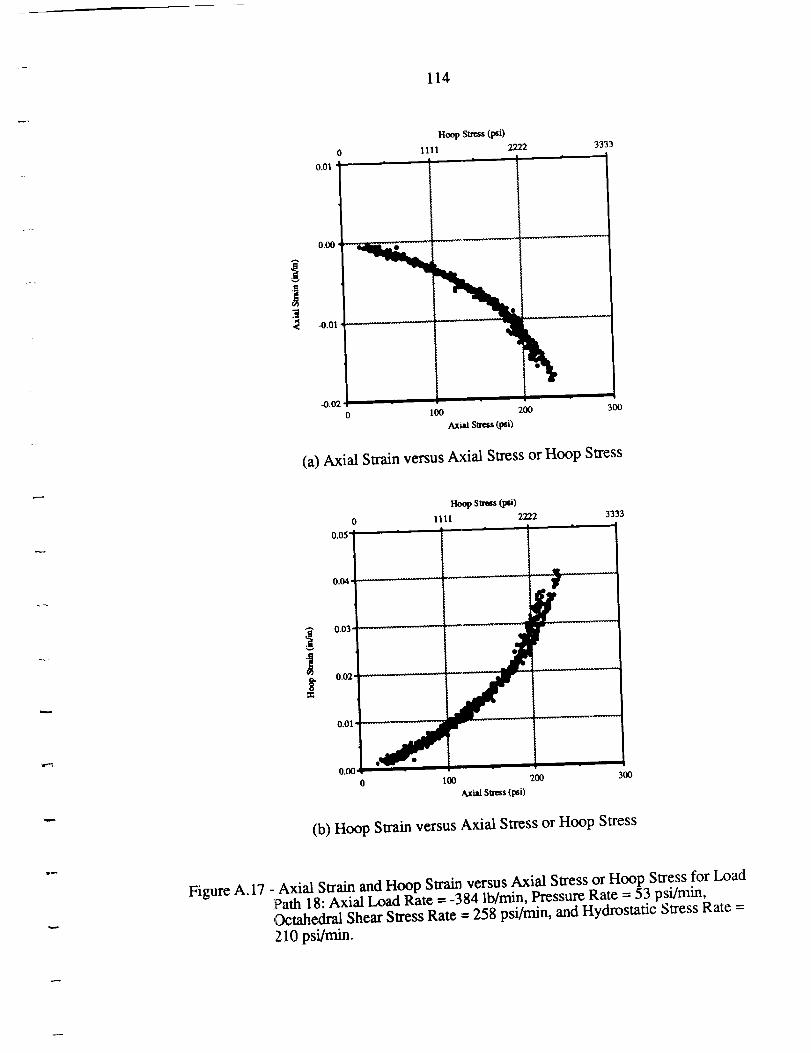
114
0.01
Hoop Stress (psi)
IIII 2222 3333n |
O.OO
-0.01 .................
.0.020 100 200
Axial Su'ess (psi)
3OO
(a) Axial Strain versus Axial Stress or Hoop Stress
t_
0.05"
0.04 •
0.03
0,02-
0.01
0,0_'
Hoop Stress fl_i)
1111 2222 3333i |
..... . .. '_
......i./' ....J
100 200
Stress (psi)
300
(b) Hoop Strain versus Axial Stress or Hoop Stress
Figure A. 17 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 18: Axial Load Rate = -384 lb/min, Pressure Rate = 53 psi/rain,Octahedral Shear Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate =
210 psi/rain.
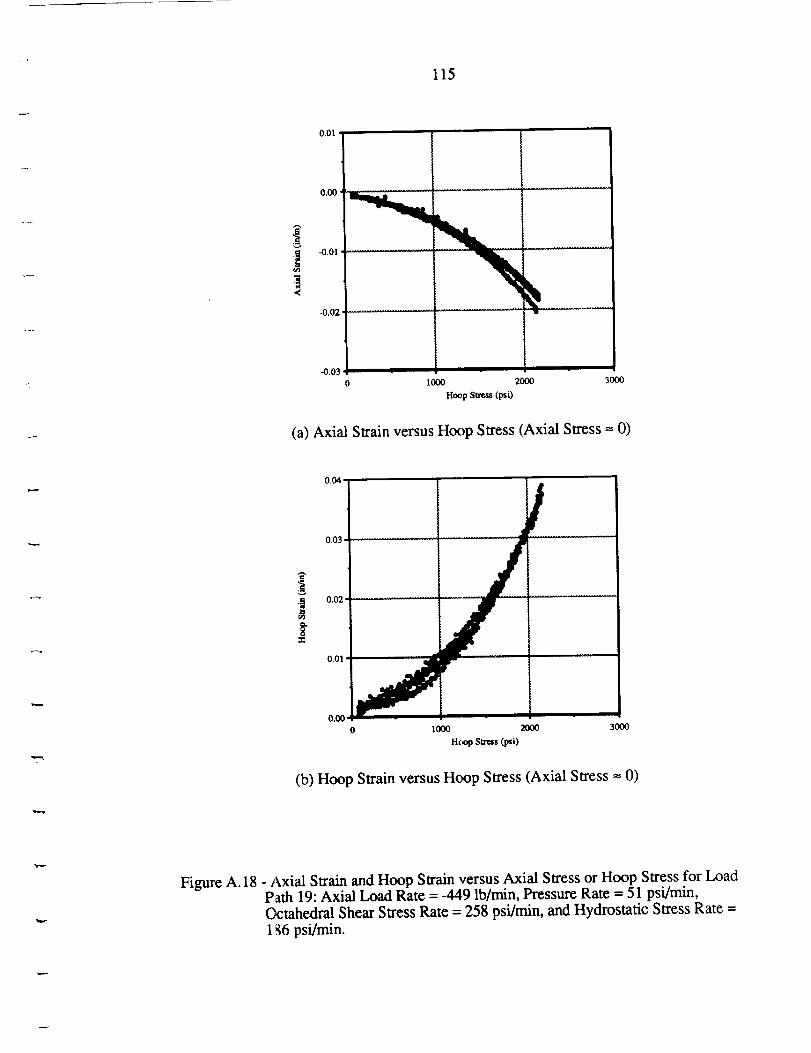
115
i
0.01 t
0.00
-0.01
-0.02
-0.03
i
1000 2000 3000
Hoop Stress (psi)
(a) Axial Strain versus Hoop Stress (Axial Stress = 0)
0.04 _
0.03
0.02 ............... /
0.01' j
0.00
0 1000 2000
Hoop SU-css (psi)
30OO
(b) Hoop Strain versus Hoop Stress (Axial Stress -- 0)
Figure A. 18 - Axial Strain and Hoop Strain versus Axial Stress or Hoop Stress for LoadPath 19: Axial Load Rate = -449 lb/rnin, Pressure Rate = 51 psi/min,Octahedral Shear Stress Rate = 258 psi/min, and Hydrostatic Stress Rate =
186 psi/min.
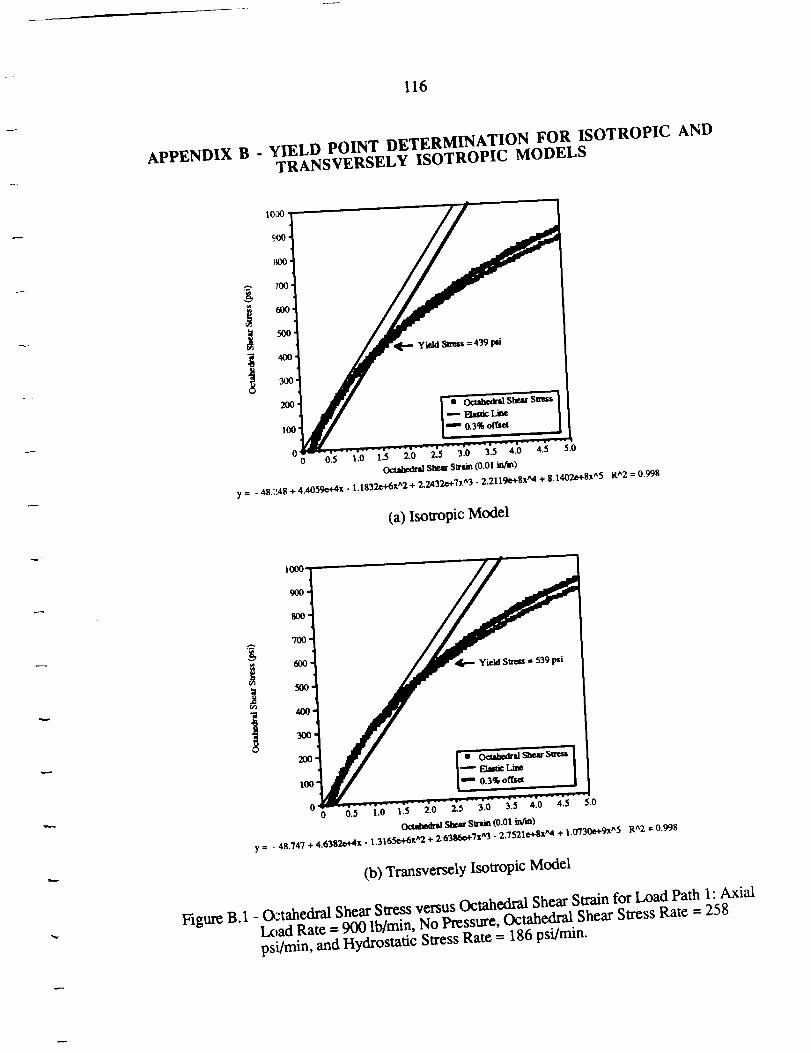
116
APPENDIX B - YIELD POINT DETERMINATION FOR ISOTROPIC ANDTRANSVERSELY ISOTROPIC MODELS
?00
60o
30O
2OO
IO0
00
She_ Satin (0.01 infm)
y = - 48.:'A8 + 4+4059e+4x - 1.1832e+6_t^2+ 2"TA32e+Tx^3 "2"2119e+SxA4 + 8"1402e+8x^5 R^2 = 0.998
(a) Isotropic Model
t000-
700
600
5OO
400
300
200
100
00 0.5 1.0 1.5
Yield Stress = 539 psi
O¢*atled_ She_ Seam (0.01 tnfm)
y = . 48.747 + 4.6387.e_x - 1.3165e+6x^2 + 2"6386e+Tx^3 "2'7521e+gxA4 + l"0"730e+gx^5 R^2 = 0.998
(b) Transversely Isotropic Model
Figure B.1 - O=tahedral Shear Sffess versus Octahedra] Shear Strain for Load Path 1: AxialLx,ad Rate = 900 lb/min, No Pressure, Octahedral Shear Stress Rate = 258
psi/win, and Hydrostatic Stress Rate = 186 psi/n'fin.
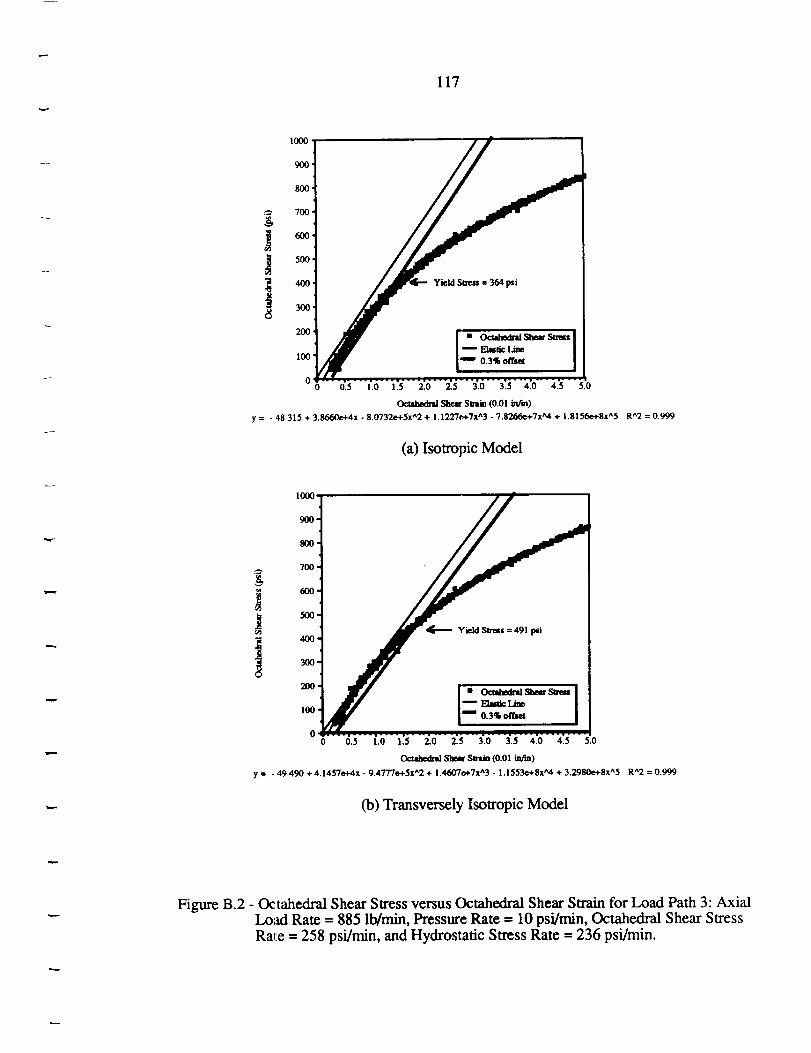
117
:1 // A
0 0,5 l.o 1.5 2.0 2.5 3.o 3.5 4.0 4.5 5.0
Ocahedni St, era Smtin (0.01 iafm)
y = - 48315 + 3.8660e+4x - 8.0'732e+Sx^2 + 1.1227¢,+'7x^3 - 7.8266e+7x'_4 + 1.8156e+Sx^5 R^2 = 0.999
(a) Isotropic Model
--'t //i700
'_..._......................J.-.._!__........!._10 0.5 1.0 1.5 2.0 2.5 3,0 3.5 4.0 4.5 5,0
Octahed_ Shear Strain (0.01 in/in)
y = - 49.490 + 4.1457e+4x - 9.4777e+5x^2 + 1,4607e+7x^3 - 1.1553e+8x'M + 3.2980e+8xA5 RA2 = 0.999
(b) Transversely Isotropic Model
Figure B.2 - Octahedral Shear Stress versus Octahedral Shear Swain for Load Path 3: AxialLoad Rate = 885 lb/min, Pressure Rate - 10 psi/rain, Octahedral Shear Stress
Race = 258 psi/min, and Hydrostatic Stress Rate = 236 psi/min.
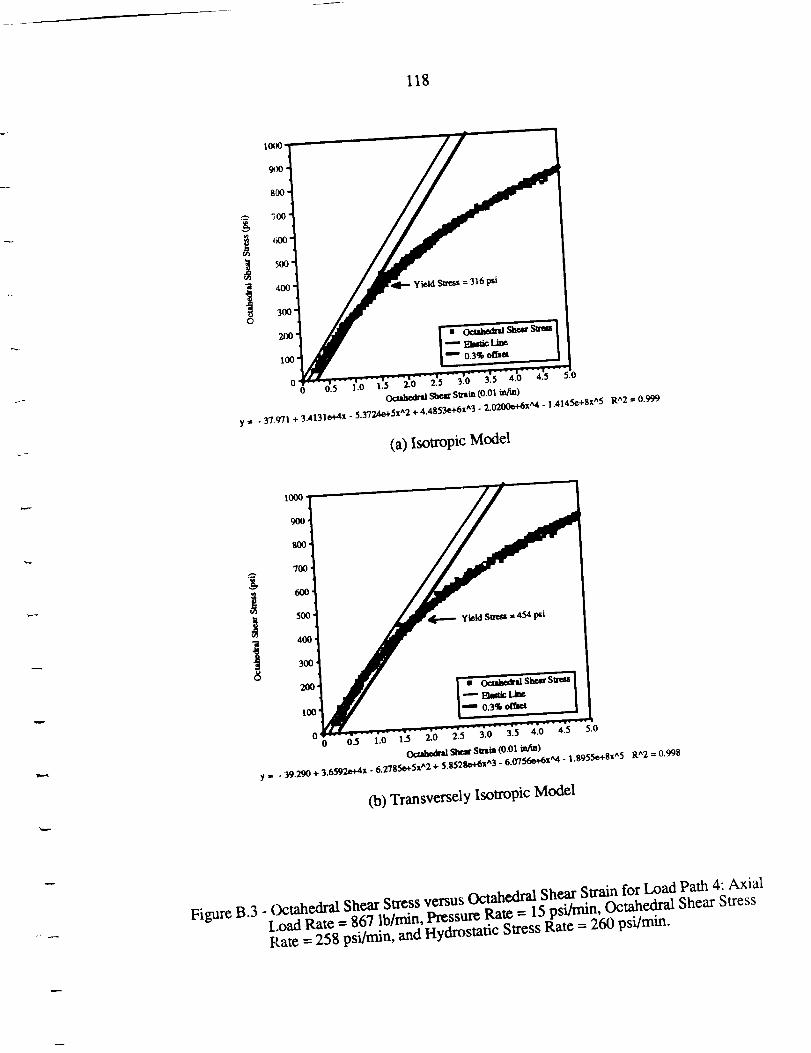
118
o
yield S_s = 316 psi
0.3% offset
o Oc_bed_d She_ s_m (o.ol infm)
y = .37971 + 3.4131e+4x-5.3724e+Sx^2+ 4"4853e+6x^3"2"_xA4 "|"4145e+Sx^5 R^2 = 0,999
(a)IsotropicModel
i
I0oo
9oo
500' [r"'-" yield S_ = 454 psi
4O0
200
I00
O'0
'[• OcU_ She_r S_
''" 0.3% ot_et
o.s :.o 1.5 _o 2,_ 3.0 3.5 4.0 4.5 5.0
y = - 39.290 + 3.6592_4x - 6.2"T85e+Sx^2 + 5'85_+6x^3 " 6"07"56e+6xA4" i.8955 ¢+8x^5 R^2 = 0.998
(b) Transversely Isotropic Model
Figure B.3 - C)ctahedral Shear Stress versus Octahedral Shear Strain for Load Path 4: AxialLoad Rate = 867 lb/min, Pressure Rate = 15 psi/rain, Octahedral Shear Stress
Rate = 258 psi/rain, and Hydrostatic Stress Rate = 260 psi/rain.
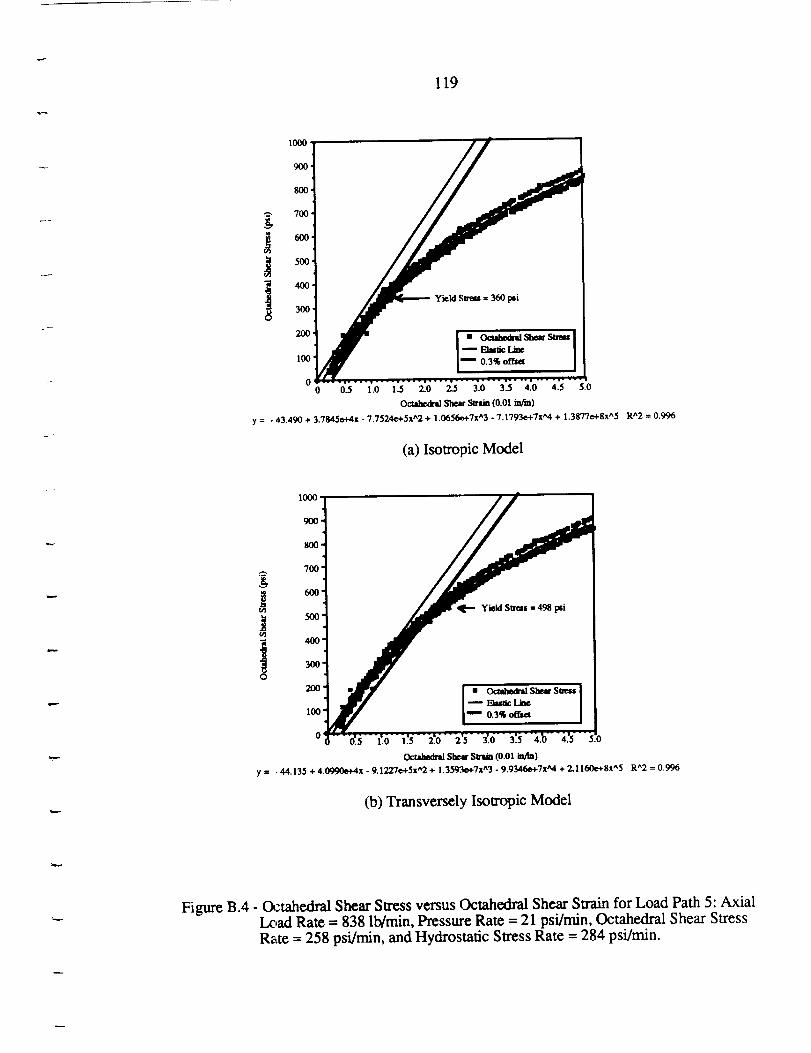
119
70O
6OO
5OO
400.
300.
200'
100
00
Yield Sb,'e_ = 360 psi
Elmlic Line |
0.3% off_ J
y = -43.490+ 3.7845e+4x-7.7524e+5x^2+ 1.0656e+7x̂ 3 "7.1793e+7xA4 + 1-3877e+Sx^5 R^2 = 0.996
(a) Isotropic Model
100o
900-
800-
Octaheda'al She.K Seam (0.01 tara)
y = • 44.135 + 4.0990e+4x - 9.1227e+Sx^2 + 1.3593e+7x^3 - 9.9346e+Tx_l + 2.1160e+Sx^5 R^2 = 0.996
(b) Transversely Isotropic Model
Figure B.4 - Octahedral Shear Stress versus Octahedral Shear Swain for Load Path 5: AxialLoad Rate = 838 lb/min, Pressure Rate = 21 psi/min, Octahedral Shear Stress
Rate = 258 psi/min, and Hydrostatic Stress Rate = 284 psi/rain.
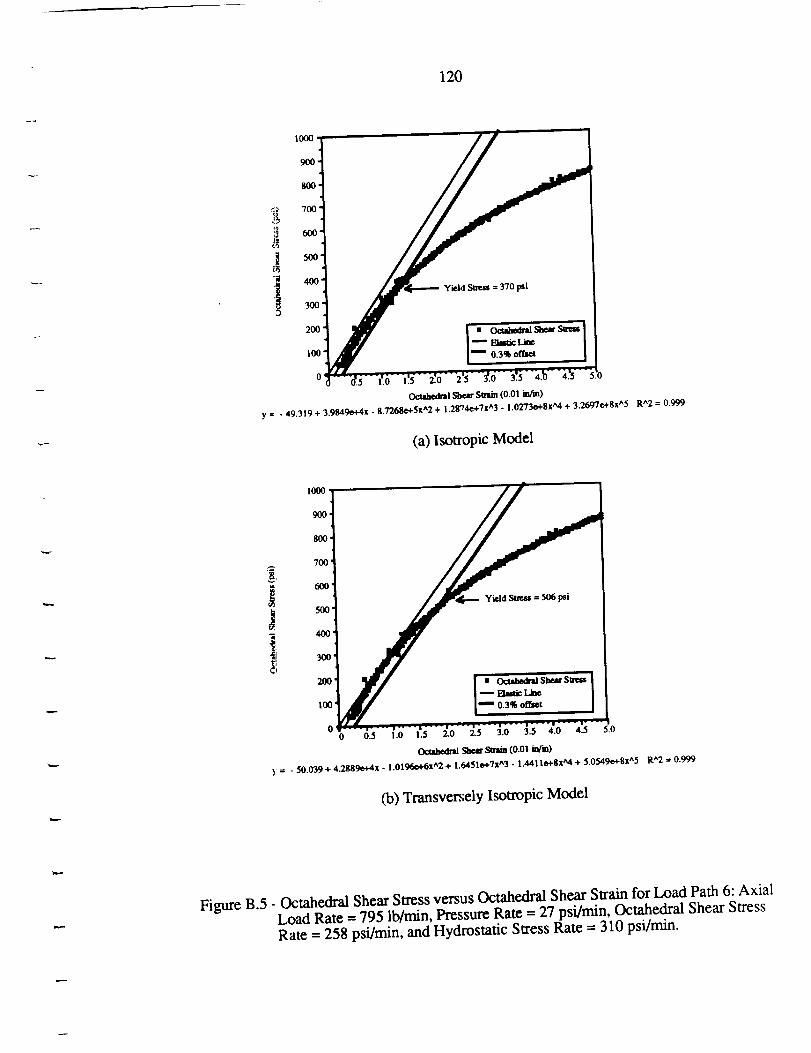
120
!i oo,300
2O0
100
0
Octahedl_lSbex Smun (0.01in/m)
y = . 49.319+ 3.9849e+4x- 8.7268e+5x^2 + 1.28"t4e+7x̂3 " 1.0273e4"8xA4+ 3"2(Ar7e+8x^5 R^2 = 0.999
(a) Isotropic Model
10¢0
900"
800.
C_
700'
600
500
400'
Yield Sue_ = 506 psi
300'
I - n'_I_ I,oo I-- o.3, I
0 0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 3.0
Octahedm She_ Smda (0.01 _m)
= - 50.039 + 4.2.889e+.4x - 1.0196e +6xe'2 + 1.6451e+Tx^3 " l'4411e+Sx"_4 + 5"0549e+Sx^5 R^2 = 0.999
(b) Transversely Isotropic Model
Figure B.5- Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 6: AxialLoad Rate - 795 lb/min, Pressure Rate = 27 psi/rain, Octahedral Shear Stress
Rate = 258 psi/rain, and Hydrostatic Stress Rate = 310 psi/min.
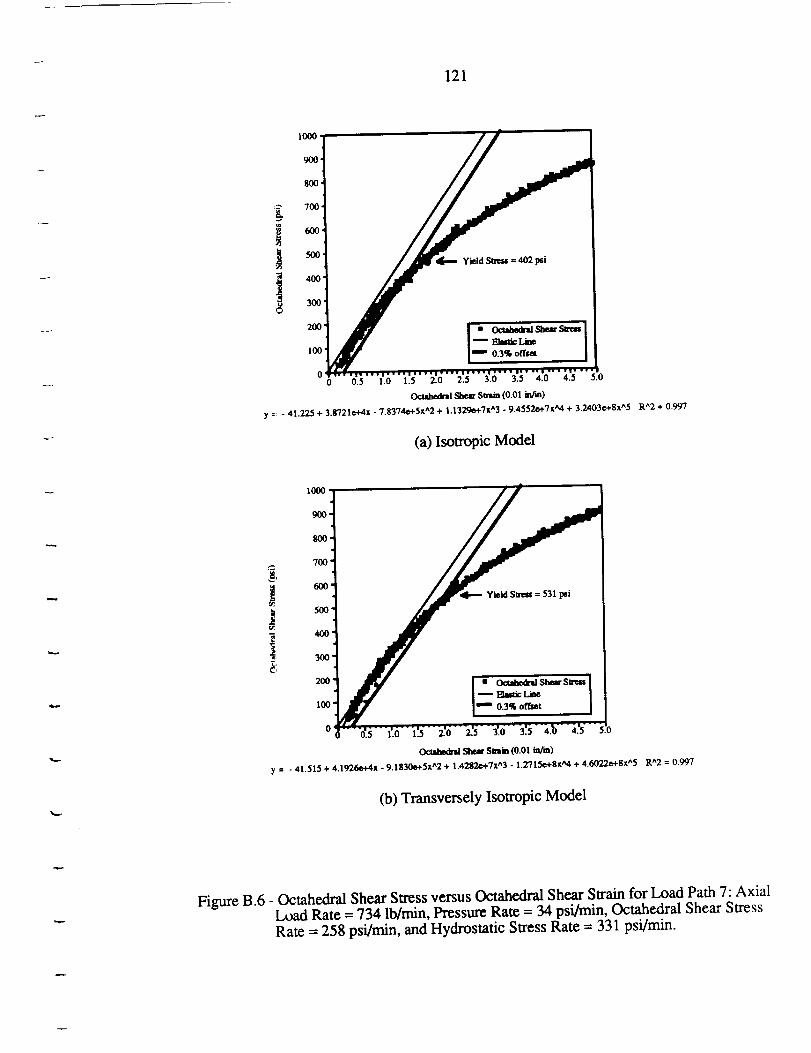
121
1000'
900'
800
O
700
6O0
500'
400'
300
200
100
0 ¸0
y =:-41.225+ 3.8"721e+4x-7.8374e+5x^2+ 1.1329e+Tx^3" 9"4552e+7xA4+ 3"2403e+8x^5
(a) Isotropic Model
R^2 = 0.99"/
1000
9OO
She_ Strain (0.01 in:m)
y : - 41.515 + 4.1926e+4x - 9.1830e+Sx^2 + 1-4282e+Tx^3 " i.2715e+8x_" + 4"6022e+8x^5 R^2 = 0.997
(b) Transversely Isotropic Model
Figure B.6 - Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 7: AxialLoad Rate = 734 lb/rnin, Pressure Rate = 34 psi/min, Octahedral Shear Stress
Rate = 258 psi/rain, and Hydrostatic Stress Rate = 331 psi/min.
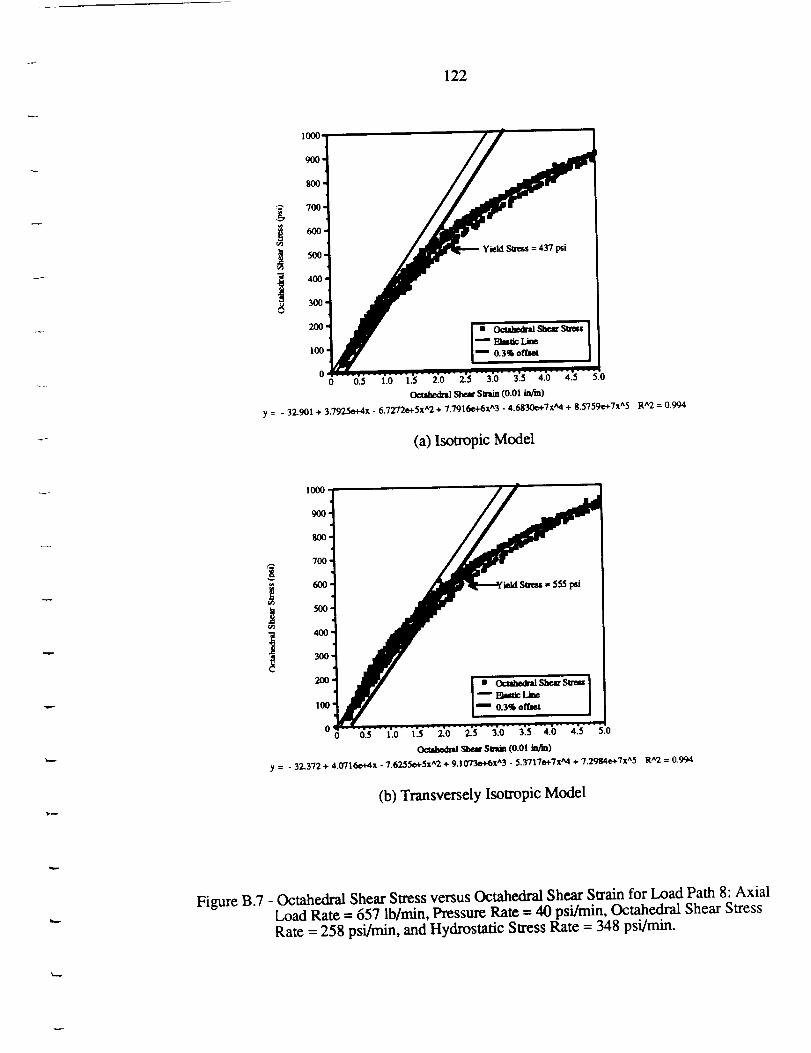
122
g
r_
600
500
_ ElmticLine
10O [ mm 0.3% ot'lg_t
00 0.5 1.0 1.5 2.0 2-5 3.0 3.5 4.0 4.5 5.0
_l Slw.an"Slrain(0.01infm)
y = - 32.901 + 3.7925e+4x - 6.7272e+5x^2 + 7.7916e+6x^3 "4.6830e+TxA4 + 8"5759e+7x^5
(a) lsotropic Model
R^2 = 0.994
1000
900"
8OO
Ea_cLm I100 0.3% oflh_ ]
00.5 1.0 1.5 2-0 2.5 3.0 3.5 4.0 4.5 5.0
Ocuam_ai Shear sm_ (o.01 iafln)
y = - 32.372 + 4.0716o¢.4x - 7.6255o+5x^2 + 9 .1073e'l'6x^3 " 5"3717°+7XA4 + 7"2984e+Tx^5 R^2 = 0.994
(b) Transversely Isotropic Model
Figure B.7 - Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 8: AxialLoad Rate = 657 lb/min, Pressure Rate -- 40 psi/min, Octahedral Shear Stress
Rate = 258 psi/min, and Hydrostatic Stress Rate = 348 psi/min.
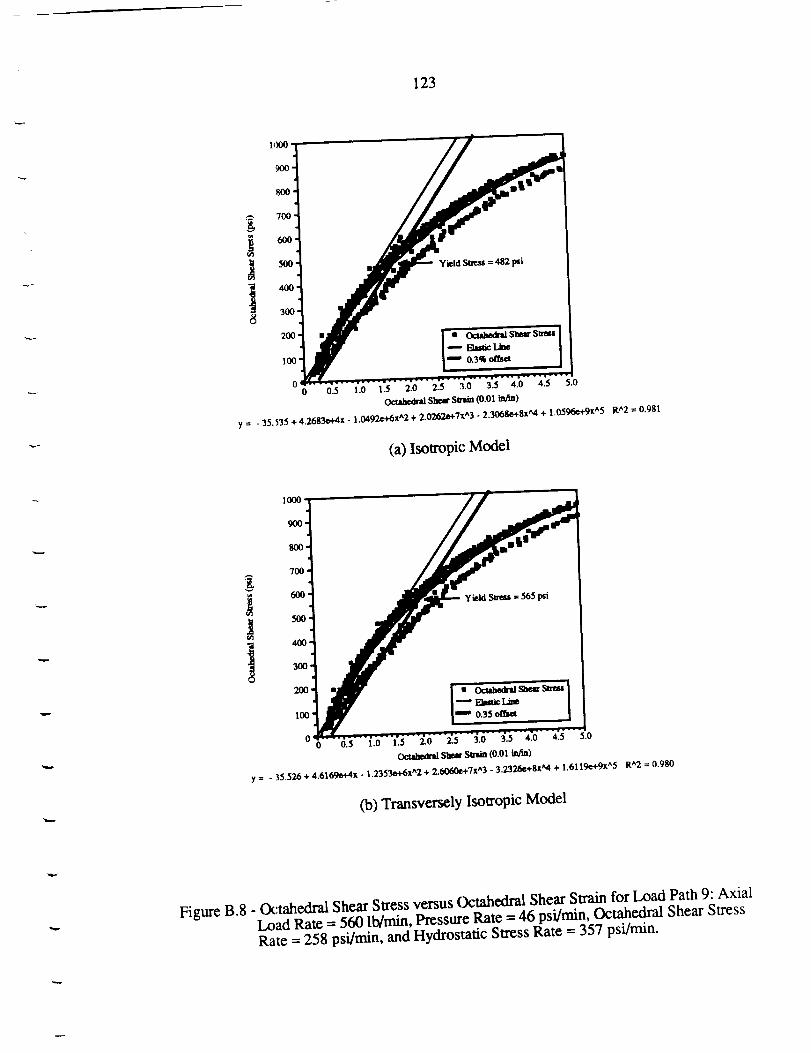
123
(a)IsotropicModel
R^2 = 0.981
1000
90O
800-
700"
600'
5OO
40O
yield Sirras = 565 psi
(b) Transversely Isotropic Model
Figure B.8 - Octahedral Shear Stress versus Octahedral Shear Swain for Load Path 9: AxialLoad Rate - 560 lb/min, Pressure Rate = 46 psi/rain, Octahedral Shear StressRate = 258 psi/rain, and Hydrostatic Stress Rate = 357 psi/rnin.
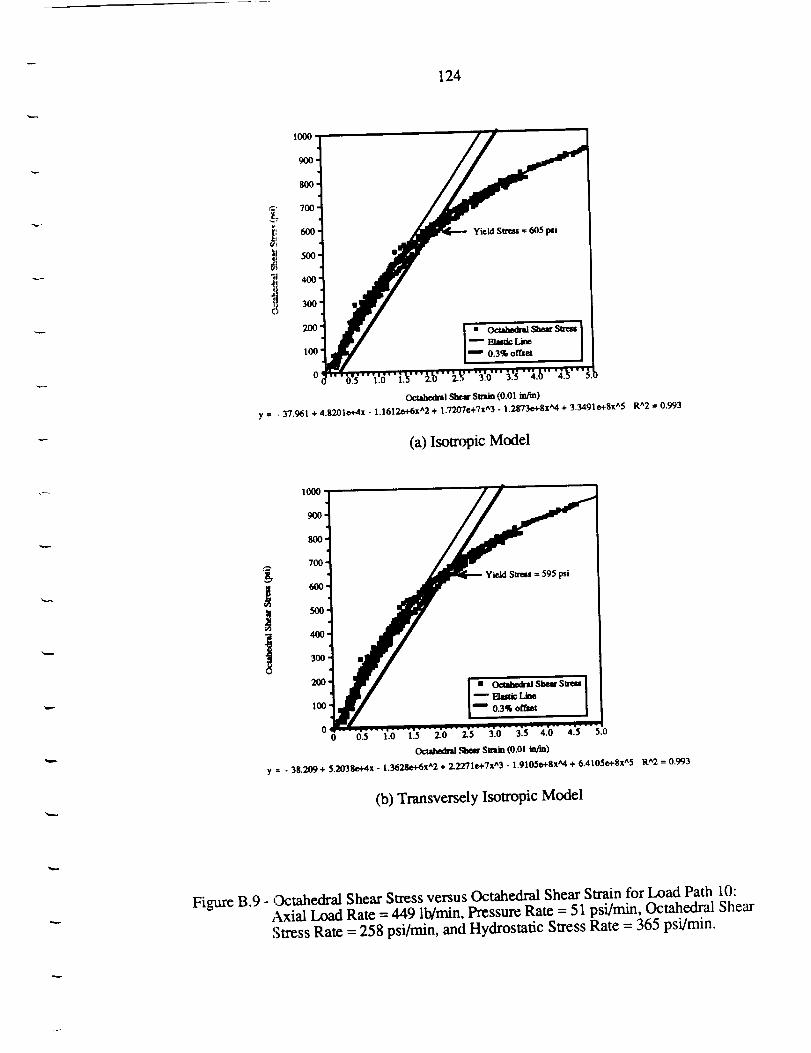
124
1000-
900-
80O
O
700
600.
200'
100"
0
Yie|d Stress = 605 psi
0.3% offset ]
_1 $heffi Smtia (0.01 infm)
y = - 37.961 + 4.8201e+,4x - 1.1612e+6x ^2 + 1.7207e+Tx^3 " l'2ff'/3e+gxA4 + 3"3491e+8x^5
(a) Isotropic Model
R^2 = 0.993
1000
9OO
800"
700"
600-!
300.
200-|
100"
Yield Su_s = 5951_i
00 0.5 1.0
y = - 38.209 + 5.2038e+,4x - 1.3628e+6x^2 + 2-2271e+7x^3 " 1.9105e+gx _, + 6 .4105e+Sx^5 R^2 = 0.993
(b) Transversely Isotropic Model
Figure B.9 - Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 10:Axial Load Rate = 449 lb/min, Pressure Rate = 51 psi/min, Octahedral Shear
Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 365 psi/min.
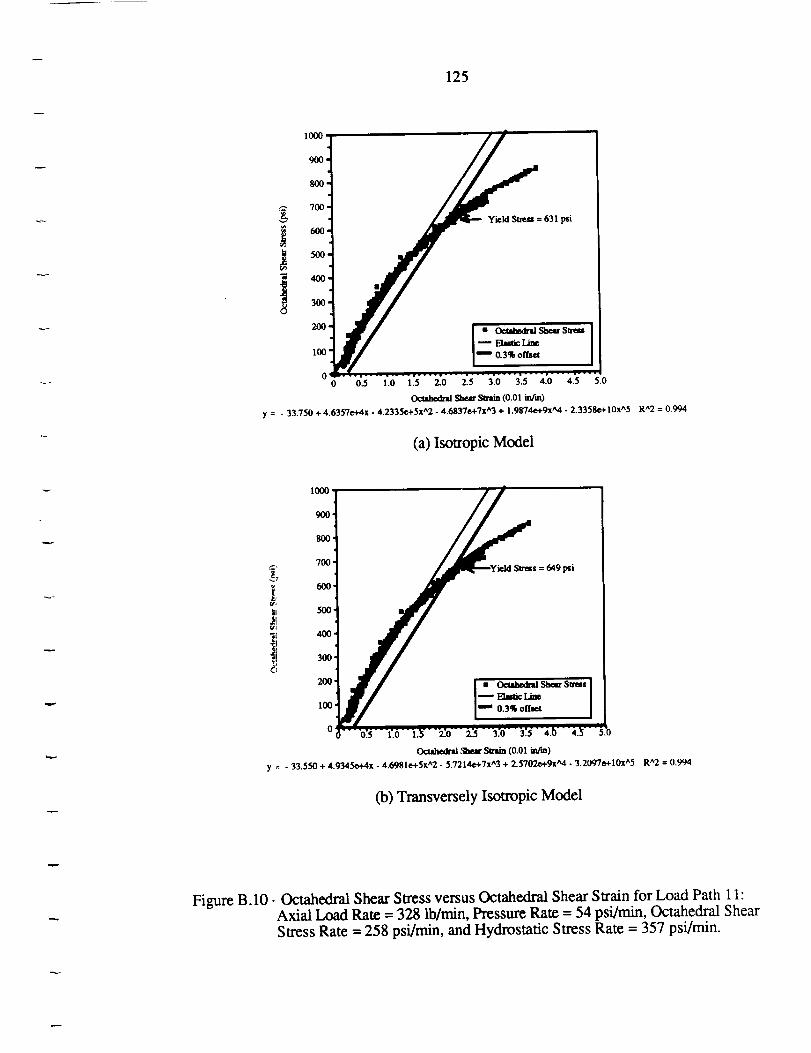
125
'_. // I
):: 63,.400 •
300
0 0.5 !.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
y = - 33."/50+ 4.6357e+.4x- 4.2335e+Sx^2-4.6837e+Tx^3+ 1.9974e+gx"_4"2"3358e+IOxA5
(a) Isotropic Model
R^2 = 0m_
-I
l:_ /7 1
"1Z_ /s = 649psi
/_'I4'/ i'-_°_'_'-I /
_ sm_ (0.01 i_n)
y = - 33.550 + 4.9345e+4x - 4.6981v+5x^2 - 5.7214e+7x^3 + 2.5702e+9z,_4 - 3.2097e+10x^5 R^2 = 0.994
(b) Transversely Isotropic Model
Figure B.10- Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 11:Axial Load Rate - 328 lb/min, Pressure Rate = 54 psi/min, Octahedral Shear
Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 357 psi/min.
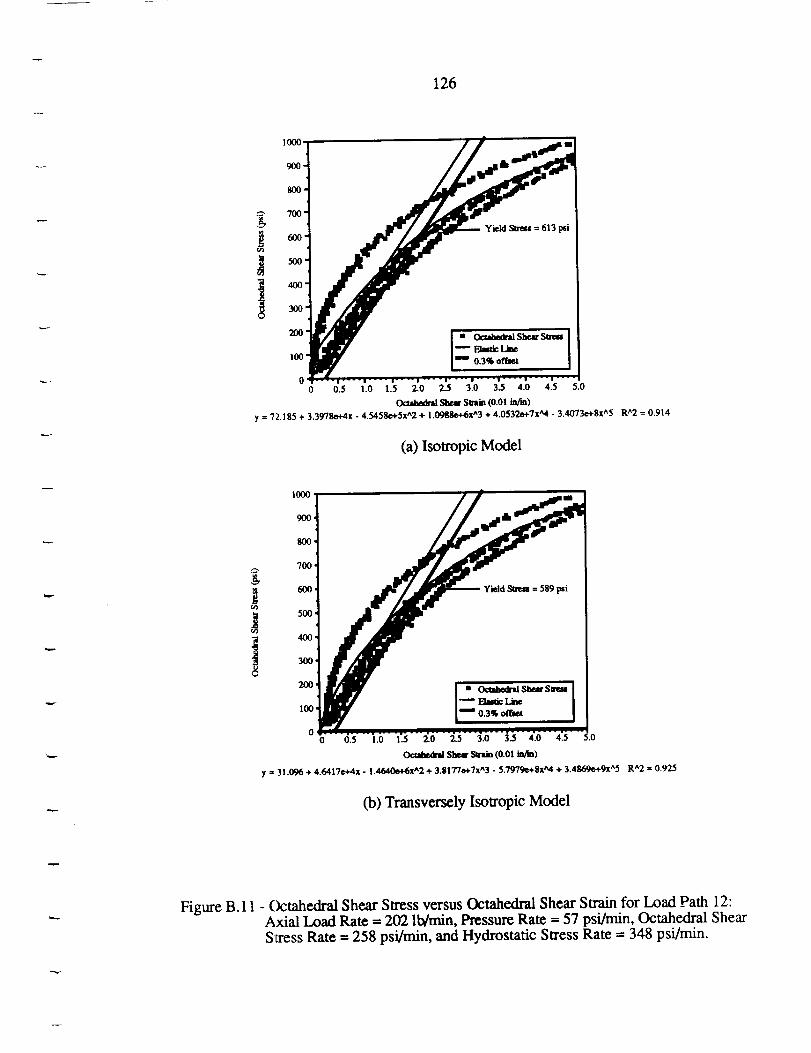
126
1oo0
900-
8oo
7oo
600"
500-
Yield S_ress = 613 psi
200
Ioo
00 0.5 1.0
y ffi72.185+ 3.3978e+4x- 4.5458e+Sx^2+ 1.0988e+6x^3+ 4.0532e+7xA4 -3.4073e+Sx^5 R^2 = 0.914
(a) Isotropic Model
o
iooo ¸
9oo
80o
7oo
600.
500,
400,
300,
200,
I00
0
y = 31.096+ 4.6417e+4x- 1.4640e+6x^2+ 3.$177e+7x^3- 5.7979e+Sx^4 + 3.4869e+9x^5 R^2 = 0.925
(b)TransverselyIsotropicModel
Figure B.11 - Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 12:Axial Load Rate = 202 lb/min, Pressure Rate = 57 psi/rain, Octahedral Shear
Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate = 348 psi/min.
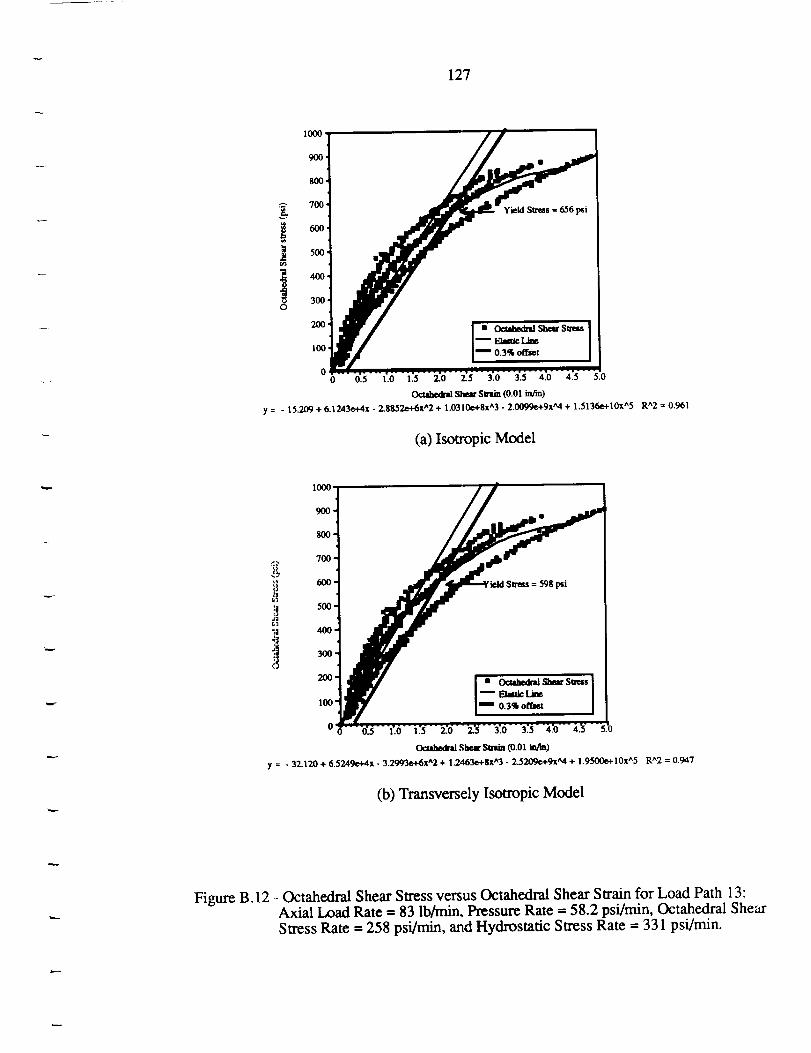
127
b
J
O
1000,
900,
800,
700
6O0
5OO
Yield Soress = 656 psi
y = - 15.209+ 6.1243e-l-4x-2.8852e+6x^2+ 1.0310e+8x^3- 2.0099e+9x'M+ 1.5136v+10x^5 R^2 = 0.961
(a) Isotropic Model
J!
900-
8130-
700-
600-
500-
400.
300.
200.
I00'
O'
psi
Octahedral She_ Strata (0.01 _ln)
y = - 32.120 + 6.5249e+4x - 3.2993e+6x^2 + 1.2463e+Sx^3 - 2.5209e+gxA4 + 1-9500e+10XA5 R^2 = 0.947
(b) Transversely Isotropic Model
Figure B.12 - Octahedral Shear Stress versus Octahedral Shear Su'ain for Load Path 13:Axial Load Rate = 83 lb/min, Pressure Rate -- 58.2 psi/rain, Octahedral Shear
Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 331 psi/rain.
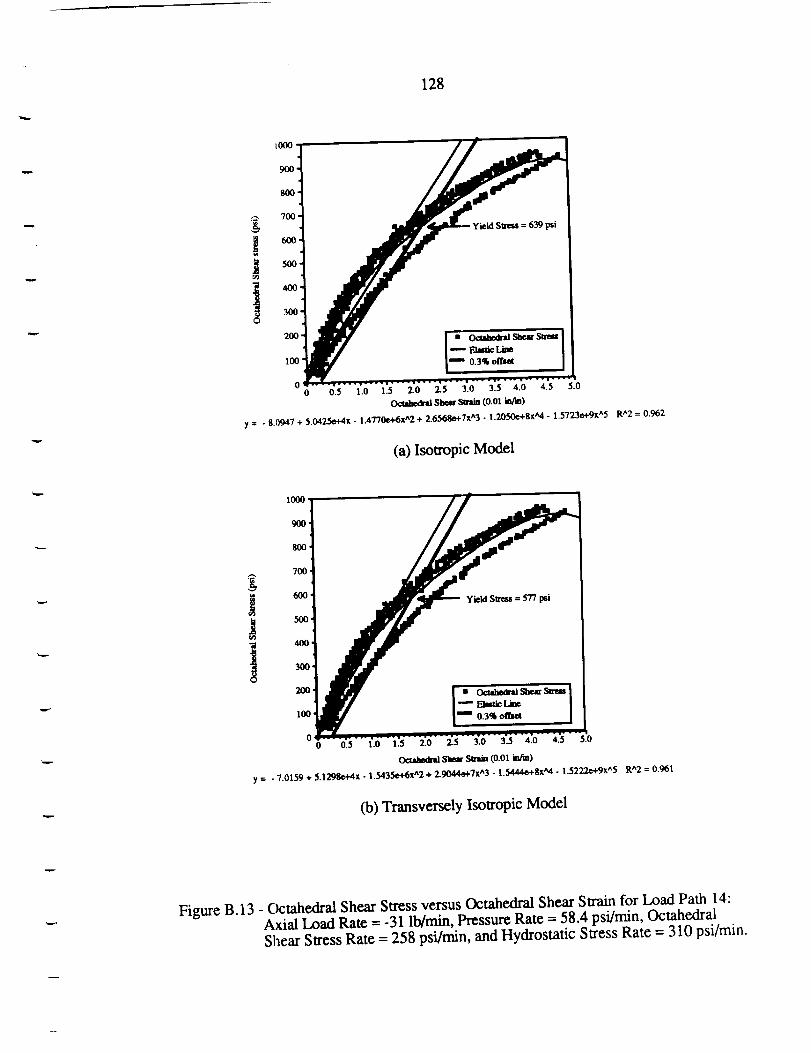
128
l
io0o
900
800.
700-
600
500
psi
I- _'_L_ IlOO
0 0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
Octahedral Shear Su'a_ (0.01 in/m)
y = - 8.0947 + 5.0425e+4x - 1.4770e+6x A2+ 2.6568o+7x^3" l'2050e+gxA4 " l'5723e+9X^5 RA2 = 0.962
(a) Isotropic Model
1000,
9OO
8OO
700,
600,
500
4OO
3OO
200,
100,
00 0.5 1.0
Yield Stress = 577 i_i
1.5 2.0 2.5 3.0 3.5 4.0 4.5
OctahedrM She_ SU'tin (0.01 infm)
y = . 7.0159 + 5.1298e+4x - 1.5435e,+6r"2 + 2.9044e+7x^3 " 1'5444e+SxA4 " l'5222e+9X^5 R^2 = 0.961
(b) Transversely Isotropic Model
Figure B.13 - Octahedral Shear Stress versus Octahedral Shear Swain for Load Path 14:Axial Load Rate = -31 lb/min, Pressure Rate - 58.4 psi/rnin, OctahedralShear Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate = 310 psi/min.
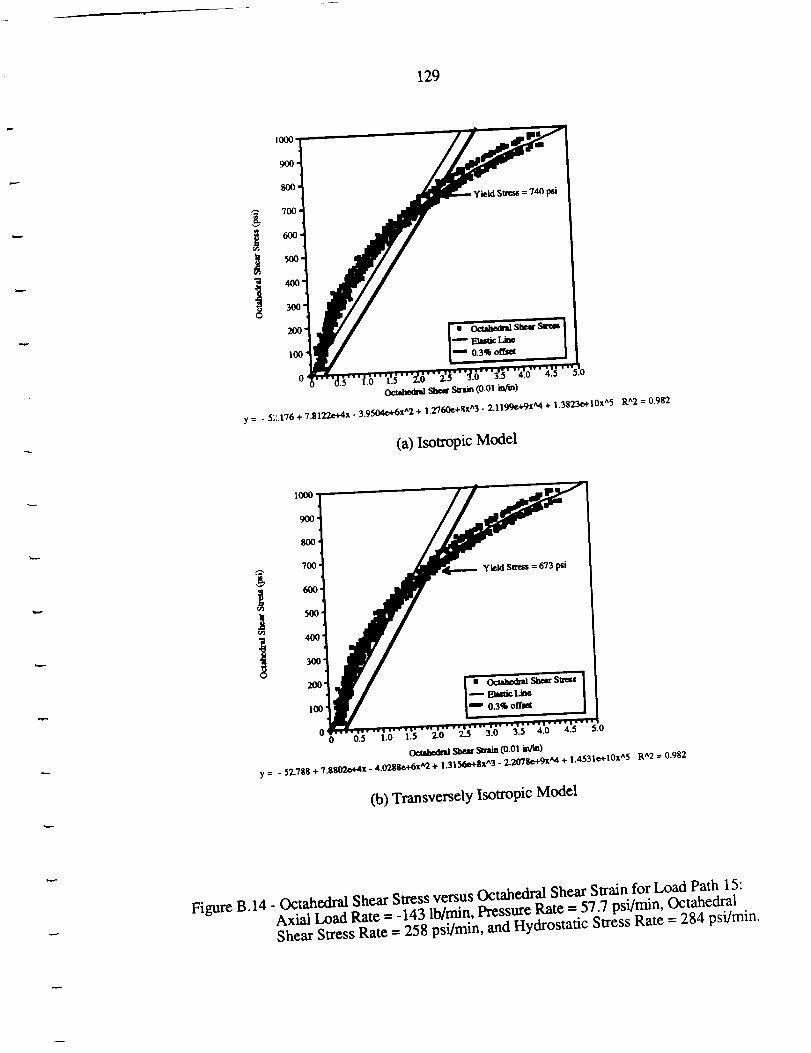
129
1000-
800,
700.
600'
500
y = . 57.176 + 7.8122e+4x - 3.950'_t'6x^2 + l'2"/60e+gx^3 " 2"l199e+9xA4 + 1"3823e+10x^5 R^2 = 0.982
(a) Isotropic Model
1000,i
900"
80o,
1
700
6O0
5O0
300'
200
100'
00
Oaahed_ SheE Sere t_.01 i_¢m)
y = - 52.788 + 7.8802e_x - 4.0288e+6x^2 + l'3156e+Sx^3 "2.2078e+gx_t + 1.4531e +10x^5 R^2 = 0.982
(b) Transversely Isotropic Model
Figure B.14- Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 15:Axial Load Rate - -143 lb/min, Pressure Rate = 57.7 psi/rain, OctahedralShear Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate = 284 psi/rain.
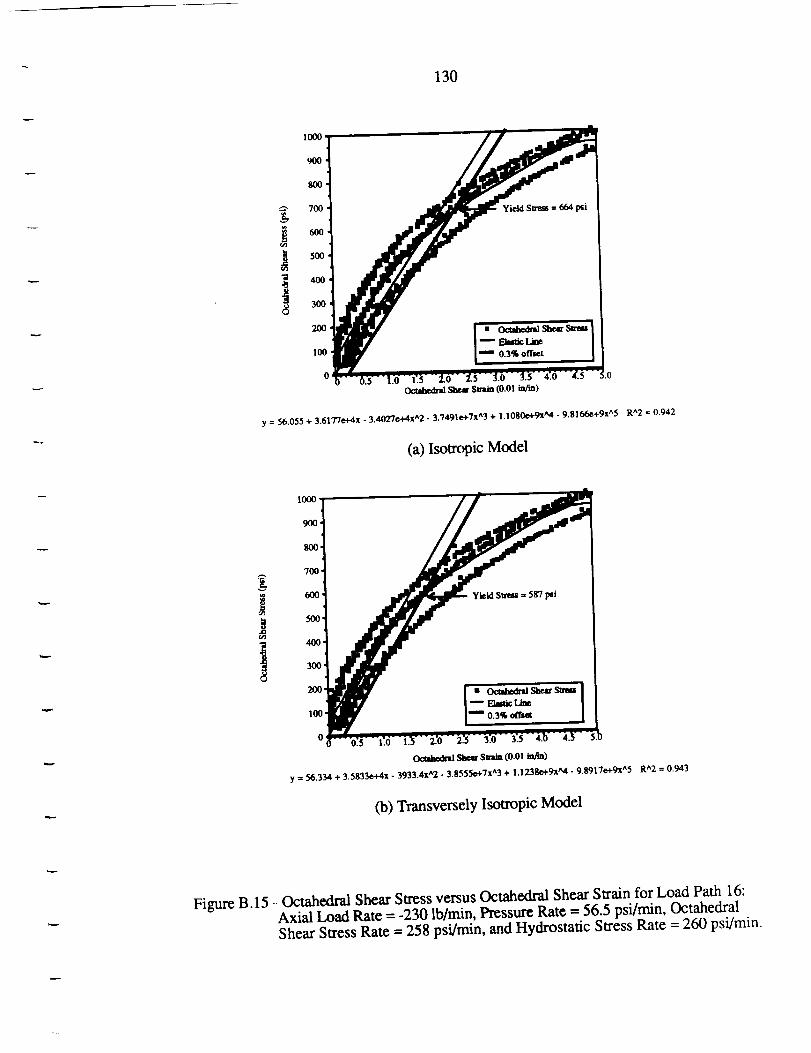
v
130
1000,
9O0
8OO
700
600
5OO
400
300
200
100
0
Yield Stress = 664 psi
y = 56.055 + 3.6177e+4x - 3.40"ZTe+4x^2 " 3.7491e+7z^3 + 1.1080e+9x_t - 9.8166e+9x ^5 R^2 = 0.942
(a) Isotropic Model
1000
9oo
800,
700 ¸I
600.
500.
400,
300
200"
100"
O'
Yield Slress = 587 psi
m Octahedr_ShearStrea 1-- ElmiclJme
0.3% offNt
Octahedrll SheR S_ (0.01 tnfal)
y = 56.334 + 3.5833e+4x - 3933.4x^2 - 3 .8555e+Tx^3 + 1.1238e+9x_t - 9.8917e +9x^5 R^2 = 0.943
(b) Transversely Isotropic Model
Figure B.15 .. Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 16:Axial Load Rate = -230 lb/min, Pressure Rate -- 56.5 psi/rain, OctahedralShear Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate = 260 psi/min.
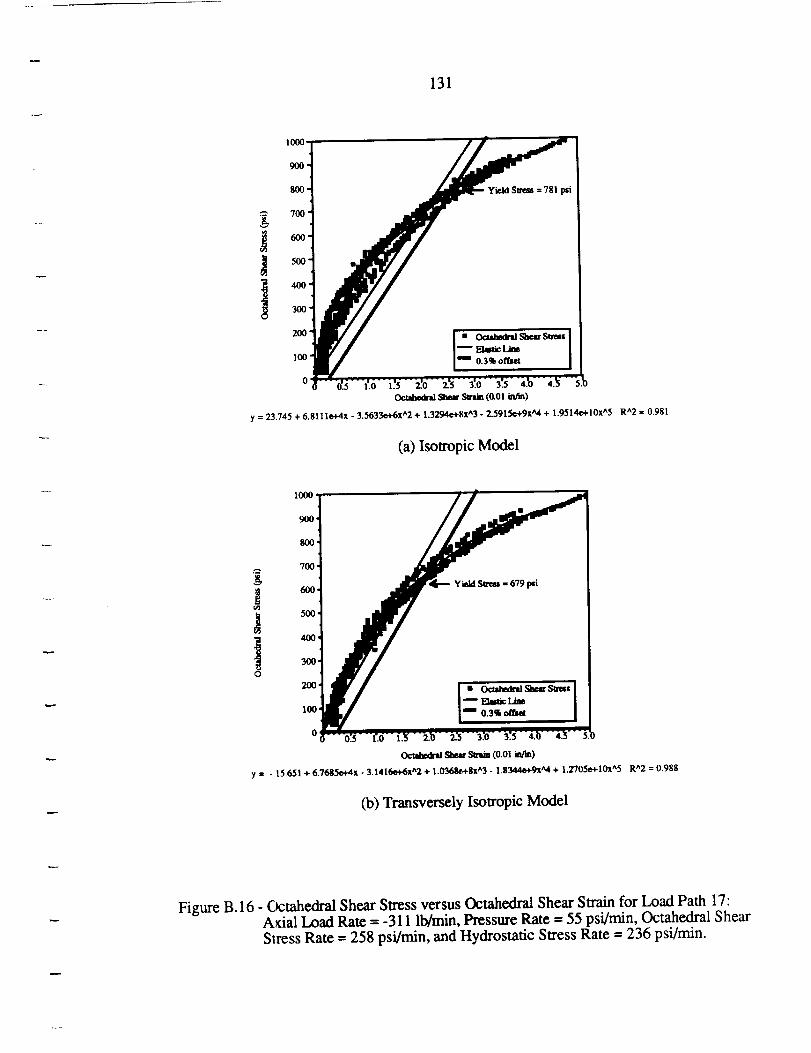
131
yield Sm_ -- 781 i_i
I000
900"
800,
700'
i °300
I• o_,_..s_.,,1oo. I- 03,o_
O'
OcUdldU'_ Sbmr Su'u_ (0.01 e_n)
y = 23.745+ 6.81110+4x-3.5633¢+6x^2+ 1.3294¢+8x^3" 2.59150+9xA4+ 1.9514¢+I0x^5
(a) IsotropicModel
R^2 = 0.981
1000
0
900 ¸
800.
700.
600.
500,
400,
300'
200i
100.
0
Yield Strea = 679 psi
Ocudlx_ Slleu Se.-i,,, (0.01 kllfm)
y = - 15.651 + 6.7685e+4x - 3.1416et6x"2 + 1.0368e+gx^3 - 1-8344e+9xA4 + 1.2705e+10x^5 R^2 = 0.988
(b) Transversely Isotropic Model
Figure B.16 - Ocmhodral Shear Stress versus Octahedral Shear Strain for Load Path 17:Axial Load Rate -- -311 lb/min, Pressure Rate = 55 psi/rain, Octahedral Shear
Stress Rate = 258 psi/rain, and Hydrostatic Stress Rate = 236 psi/min.
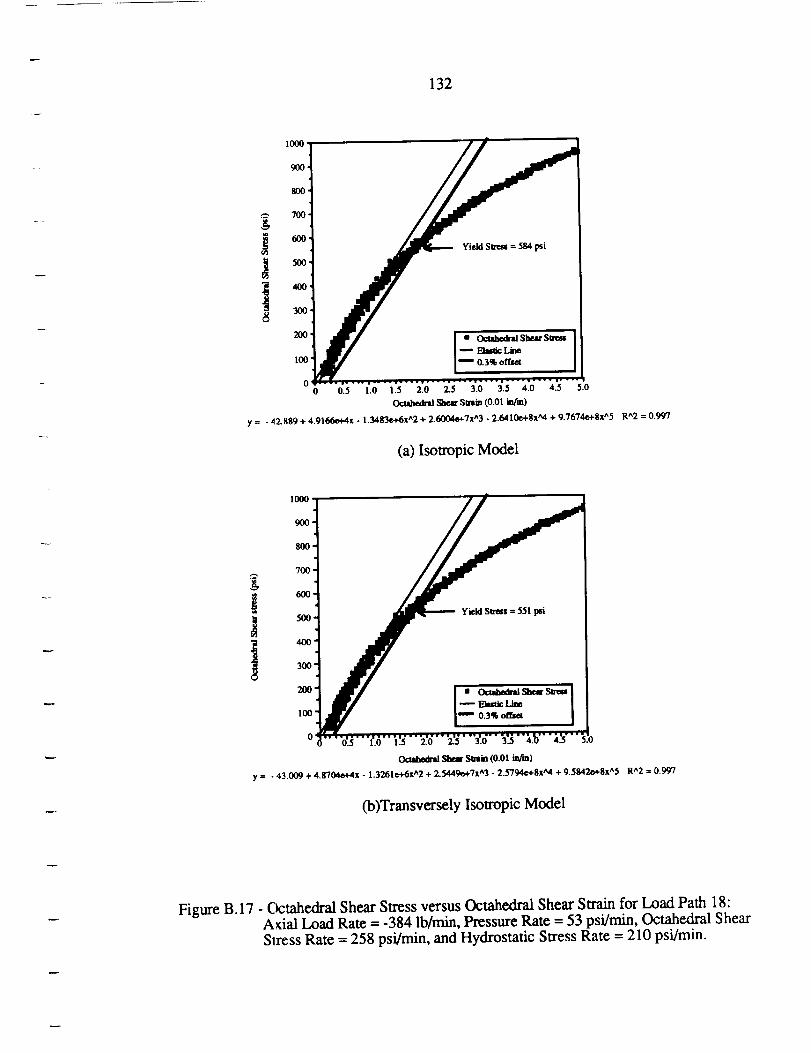
132
1000.
700
60O
5O0
Yield Stress = 584 psi
I00 0.3% offset
00 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
Ocudaedral She_ Semin (13.01 in/m)
y = - 42,889 + 4.9166e+4x - 1.:M83e+6x^2 + 2._ 7x^3 "2.6410e+8x'_4 + 9.7674e+8x^5 R^2 = 0.997
(a) Isotropic Model
lOOO
9oo
800-
700-
600-o
500-
4O0
3OO
200"
100"
0'
Yield Seress= 551 psi
Ocahednd Shear Shin (0.0t _n)
y = - 43.009 + 4.870_+4x - 1.3261e+6x^2 + Z5449e+Tx^3 "2.5794e+gx_4 + 9.5842e+gx^5 R^2 = 0.997
(b)Transversely Isotropic Model
Figure B.17 - (k:tahedral Shear Stress versus Octahedral Shear Swain for Load Path 18:Axial Load Rate = -384 lb/min, Pressure Rate = 53 psi/rain, Octahedral Shear
Slress Rate = 258 psi/rain, and Hydrostatic Stress Rate = 210 psi/rain.
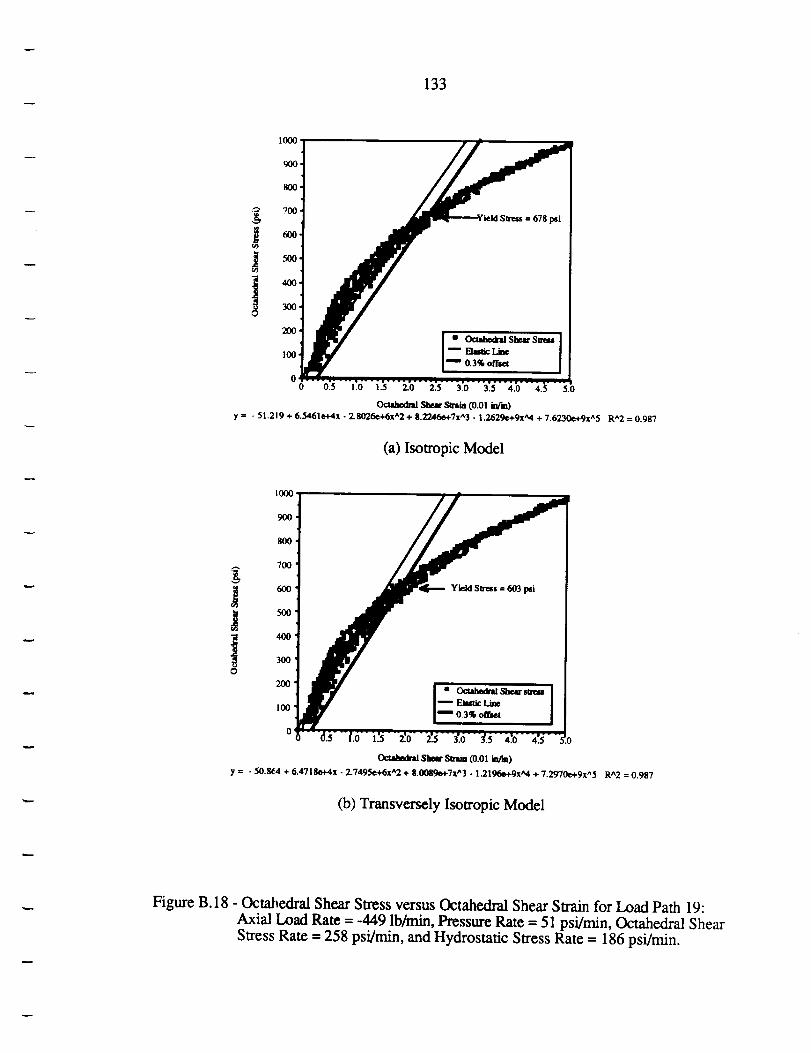
133
J
1000'
900'
800'
700'
600,
500,
400.
300"
200"
I00
00
678 p6i
y = - 51,219 + 6.5461e+4x - 2.8026e_x^2 + 8.2246o+7x^3.1.2629e+9xA4 + 7.6230e+9x^5 R^2 = 0.987
(a) Isotropic Model
IOOO
800
J
700'
600'
500
4O0
3O0
2OO
ioo
o
Yield S_'ess = 603 p_i
Octahedrtl Slur Snm (0.01 hlfm)
y = - 50._4 + 6.4718o+4x. Z7495e+6x^2 + 8.0089e+Tx^3. 1.2196e+gxA4 + 7.2970e+9x^5 R^2 = 0.987
(b) Transversely Isotropic Model
Figure B.18 - Octahedral Shear Stress versus Octahedral Shear Strain for Load Path 19:
Axial Load Rate = -449 lb/min, Pressure Rate = 51 psi/min, Octahedral Shear
Stress Rate = 258 psi/min, and Hydrostatic Stress Rate = 186 psi/min.
134
APPENDIX C - STANDARD DEVIATION CALCULATION
The Pressure-modified Tsai-Hill is given by:
H(c51 - ¢12)2 + F(c52 - 03) 2 + G(c3 - ell) 2 + KI(JI + K2_2 + K303 = 1 (C.1)
1 1 1
with H+G-c1T1 H+F-c2T2 G+F-c3T3
K1 CI - T1 C2- T2 K3 C3- T3- CIT1 K2- C2T2 = C3T3
testing was completed under plane stress conditions, a3 = 0, therefore:
(H + G) crl2 + (H + F) (y22 - 2H_1_2 + K1CYl + K2(Y2 = 1 (C.2)
Substituting the coefficients defined in Equation (C. 1) into Equation (C.2) results in:
_12 ¢r22 _1_2 C 1 - T1 C2 - T2C1T1 +C2T2 - _ + C1T10l + C2T2 02 = 1 (C.3)
It is assumed that the material exhibits the same compressive strength to tensile strength
ratio (S) in the 1- and 2- directions. That is, it is assumed that:
C1 C2S = T---i- - T2 (C.4)
Under this assumption, Equation (C.3) reduces to:
135
__1 2 + 02 2 t_lt_2 1 61ST12 _7_ - ST12 +- + T22 = 1 (C.5)
For a given load path of slope M, the following substitution can be made:
ol = M t_:, (C.6)
Therefore:
M2022 022 M¢I22 S-1 (1_162 t_2 )+i_2 2" S-_12 +-g-_,-'_-I + T22 =1 (C.7)
Rearranging the previous equation results in the following:
1 1/= 1 (C.8)
If the C/T ratio (S) and slope of the load path (M) are given, one can use the quadratic
equation to sol,,e for the values of hoop stress (t_2) which will satisfy the above
relationship. The values of hoop stress which are the roots of the above equation
correspond to the intersections of the Pressure-modified Tsai-Hill locus with a C/T ratio
equal to S and rite load path with the slope M. In other words, the roots of the above
equation are the yield stresses for a given load path predicted by the Pressure-modified
Tsai-Hill. Once the predicted hoop stress value (62) is known, the predicted axial stress is
equal to M times the hoop stress.
136
Example:
Given: (1) ConsiderLoad Path 4. The slope of this load path is M = 3.73.
(2) Consider the Pressure-modified Tsai-Hill with a strength ratio of S = C/T =
1.08.
(3) The tensile yield strengths in the 1- and 2- directions are T1 = 1143 psi, and
T2 = 1279 psi, as given in Table 2.
Substituting these: values for M, S, T1, and T2 into Equation (C.8) results in the following
expression:
7.783e6 (3'22 + 2.996447e 4 o2 - 1 = 0 (C.9)
This results in a value for hoop stress at yield of 340 psi, and therefore the predicted axial
stress at yield is 1268 psi.
The experimentally measured values at yield along Load Path 3 were 288 psi (02)
and 1074 psi (Ol). The standard deviation was based on the radial distance from the origin
to the point represented by the two stress values in principal stress space. The radius is
defined as:
Radius = a,/ol2 + 022 (C.IO)
Therefore the experimental radius and theoretical radius as predicted by the Pressure-
modified Tsai-HiU with a C/T ratio equal to 1.08 are:
137
Radiusexp-=1112
Radiuspred= 1312
Thedeviationfromexperimentalis then:
Deviation.- Radiusexp- RadiuspredRadiusexp
(C.11)
For this example, the deviation would be equal to -18%. The deviation of predicted from
experimental yield stress was calculated for all 19 load paths. The standard deviation of the
predicted yield locas based on the Pressure-modified Tsai-Hill from the experimental yield
locus was calculated using the following relationship:
_ E(Deviation 2)STD= n- i (C.12)
where n is the number of load paths.
ratio is summarized in Figure 5.3.
The variation of the standard deviation with the C/T





























