Embed Size (px)
Citation preview

18. - 20. 5. 2010, Roznov pod Radhostem, Czech Republic, EU
THE THICK SHEET RESISTANCE AGAINST HYDROGEN INDUCED CRACKING TREATED UNDER VARIOUS CONDITIONS
Eva MAZANCOVÁ a, Zdeňka RUCKÁ a, a VŠB-TU OSTRAVA, RACULTY OF METALLURGY AND MATERIAL ENGINEERING,
Tř. 17.listopadu 15, 708 33 Ostrava - Poruba, Czech Republic, [email protected], [email protected]
Abstract
The work deals with one sheet material produced under three various conditions and leading to different
hydrogen induced cracking (HIC) resistances. The starting material was conventionally rolled with the
finishing rolling temperature under the Ar3 resulting to hydrogen embrittlement. That material served for heat
treatment leading to the tempered low bainite matrix showing numerous fine carbides dispersed in the
bainite ferrite. Neither this heat treatment ensures any satisfactory solution. On the top of that followed
treatment realized after conventional rolling does not represent economical engineering approach. The third
treatment type corresponded to simulation of finishing rolling temperature above the Ar3 temperature with
controlling cooling process leading to a chaotic acicular ferrite formation suppressing the cleavage cracks
propagation and satisfactory HIC resistance.
Keywords: hydrogen induced cracking, banded microstructure, heat treatment, acicular ferrite
1. INTRODUCTION
Oil county tubular goods used in the oil industry may succumb to various degradations due to hydrogen
sulphide being always presented in oil or natural gas. The three main degradation types include sulphide
stress cracking (SSC) [1, 2], stress-oriented hydrogen induced cracking (SOHIC) and hydrogen-induced
cracking (HIC) [3, 4]. In hydrogen milieu material degradation is dependent on: a) level of hydrogen activity in
steel; b) exposition temperature; c) chemical steel composition; d) microstructural and strength level; e)
mechanical loading type and f) exposition time. The hydrogen induced cracking (HIC) is one of the most
important qualitative criteria for thick sheet steel being evaluated according the NACE Standard TM0284-03
[5]. Favourable hydrogen resistance is dependent on hydrogen homogeneous distribution in basic matrix.
More uniformly distributed hydrogen traps signify a higher probability of hydrogen resistance. An attention
could be paid to carbon equivalent (Ceq.), too. Its lower level results in better weld-ability and also in lower
segregation activity. The recommended Ceq. should maximally correspond to 0.35, even when the
standards e.g. for the X52-X70 grades admit higher levels. Manganese and C contents are advisable to be
lover than 1.40 % due to their higher segregation activity [6]. Such Mn, C and other segregation elements
influence formed microstructure constituents in dependence on rolling conditions, on final rolling temperature
and on final cooling rate resulting in microstructure modification [6, 7]. Manganese is able to increase its
local concentration even by 50-70 % [8] and so to influence the properties of transformed austenite products
during cooling process from final rolling temperature. Carbon can diffuse into the regions with higher Mn
concentration having lover C activity. In two phase region, the slower cooling rate from finishing rolling
temperature represents a high dangerous and final microstructure shows segregation bands being strong
located potential traps for hydrogen catching leading to worse steel hydrogen response [9-11]. In longitude
direction strength and toughness can be up to the API standard. However, hydrogen response does not
usually meet the requirements. Very effective can be hold accelerated cooling process from final rolling
temperature following the control rolling process [12-14] resulting in pearlite suppressing. Microstructure
18. - 20. 5. 2010, Roznov pod Radhostem, Czech Republic, EU
demonstrates high homogeneity and favourable mechanical properties including the HIC resistance. In
microstructure intragranular acicular ferrite (AF) can be observed being responsible for excellent toughness
and favourable HIC response [14].
The work is focused on three treatment types influencing the final properties of materials used in oil industry
including hydrogen resistance.
Table 1 Chemical composition of used heat
C Mn Si P S Cu Ni Cr V Ti Nb Alt Ceq. 0.079 1.66 0.351 0.015 0.004 0.022 0.016 0.044 0.052 0.008 0.037 0.027 0.376
2. EXPERIMENTS
One manufactured heat was investigated. Table 1 summarizes chemical composition and calculated Ceq.
[15]. Critical temperatures calculated according [15] corresponded to 874°C, 716°C and 731°C (the Ac3, Ac1
and Ar3 temperature). In sheet rolling mill the material A was rolled into thick sheet (19 mm in thickness) with
final rolling in two phase region followed with air cooling. The material A was further laboratory quenched
and tempered (QT) at 900°C/1h/water + 590°C/1h/air which corresponds to material B. Materials C and D
were reached after laboratory simulation of finishing rolling temperature of the material A above the Ar3
temperature: 900°C/20´/air up to 780°C. Further, more time material dipping into water being 84°C warm
followed. In this way the material was called down up to 500°C at two different cooling rates followed with the
air cooling. One cooling rate equalled the 8°C.s-1 (material C) and the second one the 19°C.s-1 (material D).
All specimens were taken in longitudinal direction with gauge length of 120 mm and width of 24 mm x
thickness.
Table 2 Determined mechanical properties and the HIC resistance
Material YS TS A5 HV30 CV CLR CTR CSR [MPa] [%] [-] [J] [%]
A 521 632 25.9 228 218 15.3-33.5-25 4.4-3.7-3.9 0-40.9-0 B 541 643 23.8 233 209 17.6-29.8-0 0-1-5 0-0.14-1.5 C 470 588 26.7 210 134 0.8-0.4-1 0.4-0.2-0.4 0-0-0.01 D 835 669 26.9 239 162 0-0-0 0-0-0 0-0-0
The mechanical properties of investigated steels together with the HIC evaluation results are summarized in
Table 2. Tensile specimens with a section of 6 mm diameter and a gauge length of 30 mm were machined in
the rolling direction and the tensile properties were determined using an MTS (100kN) machine. The
hardness (HV30) was also measured. Conventional V-notch (2 mm in depth) Charpy specimens were
machined in the rolling direction, too and tested by use of the PSW 300 AF machine with maximal capacity
of 300 J. Metallographic evaluation (light and electron microscopy) was an integral part of solution. All
materials were exposed in hydrogen sulphide during 96 hours and critical parameters of the HIC (CLR, CTR
and CSR) were determined in accord with the NACE Standard TM0284-03 NACE [5]. Those parameters
were compared with the EF1/1045-002 specification. The CLR (longitudinal) parameter, the CST
(transverse) one and the total parameter CSR should maximally equal 15 %, 8 % and 1.5 % (in sequence).
The HIC susceptibility was determined using the testing coupons with dimensions of (100 x 20 x 16.7) mm.
3. REACHED RESULTS AND DISCUSSION
In as-rolled state non-metallic inclusions were analysed. Their located distribution and coarser form could
influence possible hydrogen degradation of steel however some specific particles can be potential positions
18. - 20. 5. 2010, Roznov pod Radhostem, Czech Republic, EU
for acicular ferrite (AF) and/or for idiomorphic ferrite (IDF) nucleation [16-17]. The most effective particle size
equals 0.5-1.5 µm [18]. Generally, the AF contributes to more favourable hydrogen response of steel matrix
[19]. In as-received (as-rolled) state steel showed silicates of the C1-1.5 grade, globular oxides of the D1.5-2
grade and few aluminates of B0.5 grade (method of the maximum uncleanness). Inclusions were randomly
distributed in matrix. No strings of oxide inclusions were observed. Analysis of the local chemical
composition revealed smaller oxides complexes containing varying amounts of Al, Mg, Si, Mn in combination
with manganese sulphides. The TiCN or NbCN particles were rarely detected. It can be stated the steel
corresponds to standard quality.
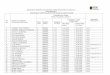
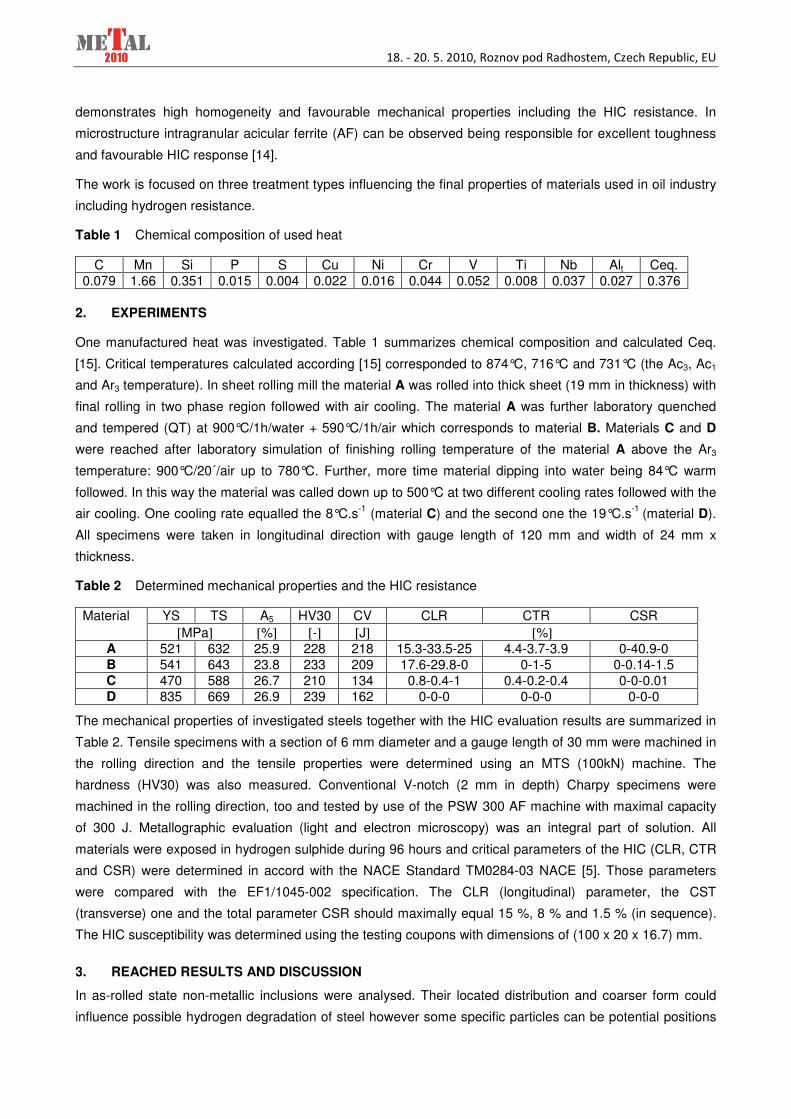
Fig. 1. Micrograph of the material A Fig. 2. Micrograph of the material B
In as-rolled state the A microstructure consisted of ferrite with a portion of pearlite bands predominantly (Fig.
1). Bands locally containing bainite were not observed. The fine-grained mictrostructure gave an evidence of
finishing rolling process under the Ar1 temperature. Thanks the very fine ferrite grain size the yield strength
(YS) and tensile strength (TS) reach high values, as well as the plasticity (ductility A5) as the Table 2 shows.
Each band acts as hindrance to cleavage crack propagation and it is the cause of the high level of notch
toughness values (notch in transverse direction). All those results met the requirements of X52-X70 API
steels. On the other side, the pearlite bands represent located potential traps for the hydrogen catching.
Similar heterogeneity leads to unfavourable HIC response [20]. In Table 2 presented results (for the A) are
evidence of it, too. In the longitudinal direction the HIC parameters are the worse and the steel does not
meet the above mentioned specification requirements. After the hydrogen sulphide exposition the cracks
were predominantly observed in the ferrite-pearlite bands. The material B (quenching and tempering - QT)
resulted in tempered low bainite microstructure. It was also the aim of this treatment. The low bainite
microstructure produces higher volume fraction of fine carbides dispersion. Consequently, it represents a
higher number of potential uniform traps for hydrogen resulting to lover HIC parameters. Figure 2 shows the
micrograph of the B microstructure. As from Table 2 follows the QT considerably increased the YS and TS
without any particular plasticity or notch toughness loss. On average (three evaluated samples [5]) the HIC
results were more favourable than in as-rolled state, however, the parameters were unsatisfactory steadily.
The Table 2 summarizes all detected parameters (for B). Figure 2 shows the microstructure after the
laboratory QT. In cracks some oxide and/or oxide-sulphide complexes were observed.
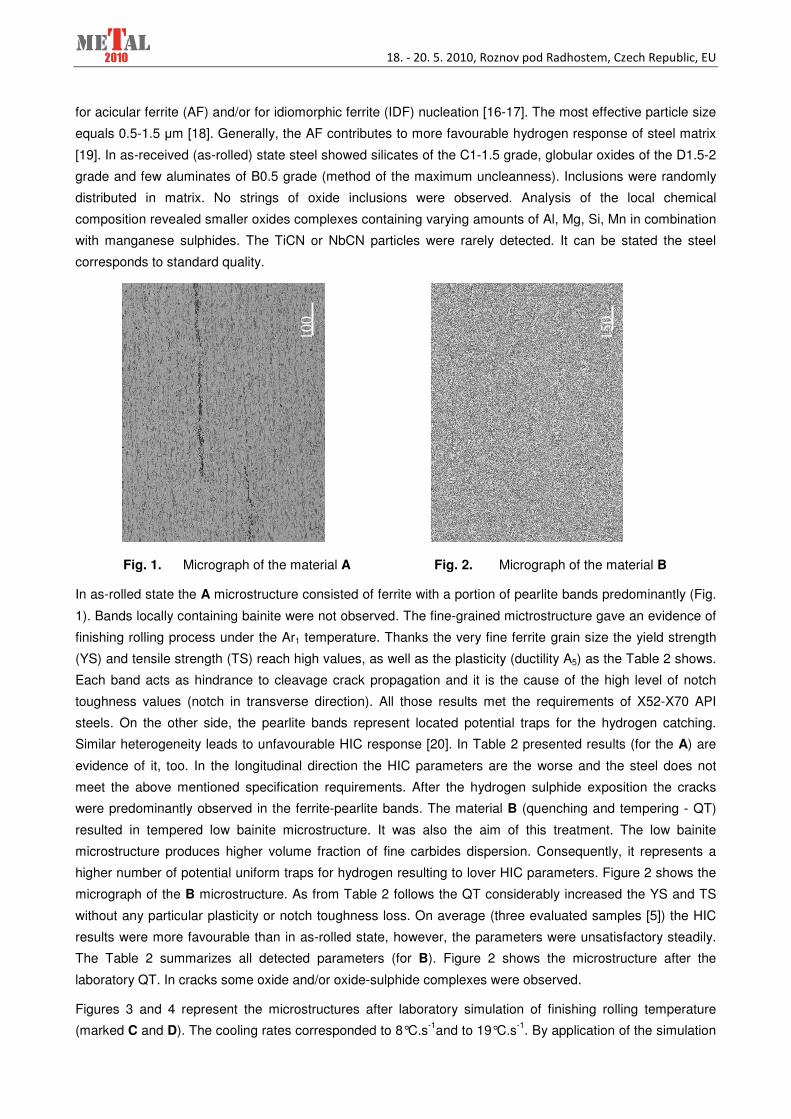
Figures 3 and 4 represent the microstructures after laboratory simulation of finishing rolling temperature
(marked C and D). The cooling rates corresponded to 8°C.s-1and to 19°C.s-1. By application of the simulation
10
0
um
15
0
18. - 20. 5. 2010, Roznov pod Radhostem, Czech Republic, EU
10 um
cooling process the original pearlite banding was eliminated in any case being in conformity with [8, 19]. The
slowest cooling rate brought about the most coarse-grain ferrite microstructure with idiomorphic ferrite and
located bainite appearance, whereas the faster cooling rates resulted in a finer microstructure with higher AF
volume fraction.
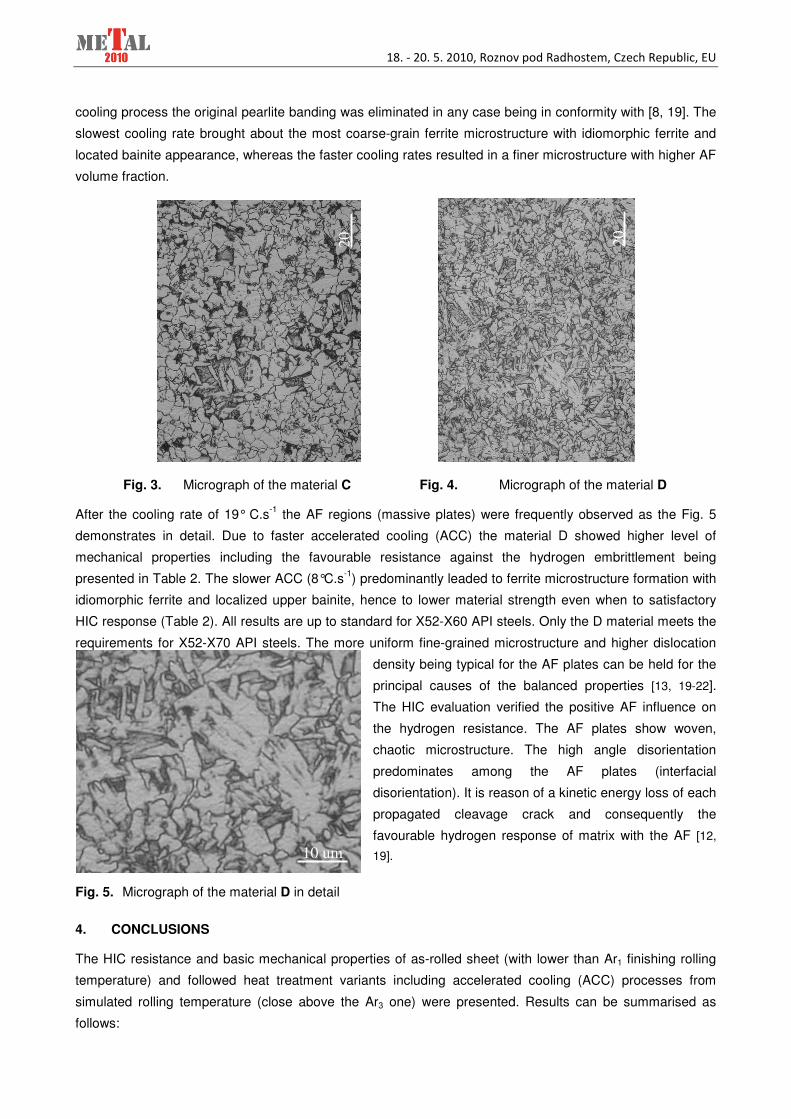
Fig. 3. Micrograph of the material C Fig. 4. Micrograph of the material D
After the cooling rate of 19° C.s-1 the AF regions (massive plates) were frequently observed as the Fig. 5
demonstrates in detail. Due to faster accelerated cooling (ACC) the material D showed higher level of
mechanical properties including the favourable resistance against the hydrogen embrittlement being
presented in Table 2. The slower ACC (8°C.s-1) predominantly leaded to ferrite microstructure formation with
idiomorphic ferrite and localized upper bainite, hence to lower material strength even when to satisfactory
HIC response (Table 2). All results are up to standard for X52-X60 API steels. Only the D material meets the
requirements for X52-X70 API steels. The more uniform fine-grained microstructure and higher dislocation
density being typical for the AF plates can be held for the
principal causes of the balanced properties [13, 19-22].
The HIC evaluation verified the positive AF influence on
the hydrogen resistance. The AF plates show woven,
chaotic microstructure. The high angle disorientation
predominates among the AF plates (interfacial
disorientation). It is reason of a kinetic energy loss of each
propagated cleavage crack and consequently the
favourable hydrogen response of matrix with the AF [12,
19].
Fig. 5. Micrograph of the material D in detail
4. CONCLUSIONS
The HIC resistance and basic mechanical properties of as-rolled sheet (with lower than Ar1 finishing rolling
temperature) and followed heat treatment variants including accelerated cooling (ACC) processes from
simulated rolling temperature (close above the Ar3 one) were presented. Results can be summarised as
follows:
20
20
18. - 20. 5. 2010, Roznov pod Radhostem, Czech Republic, EU
• Under the Ar1 finishing rolling temperature was connected with banded microstructure showing high
mechanical properties provided in rolling direction and supporting unsatisfactory hydrogen response.
• Quenching and tempering resulted in low bainite microstructure producing higher mechanical
properties and better HIC resistance in comparison with the as-rolled sheet (material A). However, the
results were again unfavourable. The observed cracks were connected with located inclusions.
• From the finishing rolling temperature higher than the Ar3 the applied ACC process (at 19°C.s-1)
demonstrated a positive effect on all mechanical properties including the HIC resistance. The acicular
ferrite microstructure was predominating. The lover ACC rate (8°C.s-1) was connected with the
idiomorphic ferrite formation, hence with lower strength properties even when the HIC response met
the requirements.
ACKNOWLEDGEMENT
Authors acknowledge the Ministry of Education, Youth and Sports of Czech Republic for financial
support of project MSM6198910015.
LITERATURE
[1] MAZANCOVÁ, E., HAVEL, S., MAZANEC, K.: Pressure Vessels and Piping, 52, 1992, 3, pp. 427-438.
[2] TIMMINS, P.F.: Solutions to Hydrogen Attack in Steels. Ohio, ASM Int. 1997, p. 32.
[3] MAZANCOVÁ, E.: Acta Met. Slovaca, 13, 2007, 1, pp. 511-516.
[4] VENEGAS, F. et al.: Met. Mat. Trans A, 38A, 2007, 5, pp. 1022-1028.
[5] NACE Standard TM 0284-03, Item No. 21215. Evaluation of Pipeline and Pressure Vessels for Resistance to Hydrogen-Induced
Cracking, NACE Int., Houston, Texas, USA, 2003, p.13.
[6] ZEISMAIR, U., PŐPPERLING, R.K., GRÄF, M.K.: HIC-Resistance Low-Alloy Steels for Gas Popelíne under Sour Service
Conditions. Tech. Rep., Research Inst. Mannesmannrőhrenwerke, 1997, p.38.
[7] JUNGREITHJNEIER, A., GRILL, R.: BHM, 148, 2003, 11, pp. 440-449.
[8] TAMEHIRO, H., YAMEDA, N., MATSUDA, H.: Trans. ISIJ, 25, 1985, 1, pp. 982-988.
[9] MAZANCOVÁ, E., MAZANEC, K.: In: Proceedings AMT´95. Eds.: Dobrzański, L., Gliwice, PAN 1995, pp. 267-275.
[10] MAZANCOVÁ, E., WYSLYCH, P., MAZANEC, K.: Mat. Eng., 6, 1999, 18, pp. 25-32.
[11] MAZANEC, K., MAZANCOVÁ, E.: Phys. Metallurgy of Thermomechanical Treatment of Structural Steels. Cambridge,
Cambridge Inter. Sci. Publishing, 1997, p. 143.
[12] MAZANCOVÁ, E.: Metallurgical Journal, 56, 2008, 2, pp. 48-52.
[13] ZHAO, M.C. et al.: Mat. Sci. Technol., 19, 2003, 3, pp. 355-359.
[14] GARCÍA-MATRO, C. et al.: Acicular ferrite transformation under the influence of V precipitation. In: Proceedings New
Developments on Metallurgy and Applications of High Strength Steels: Buenos Aires, 2008, Edit.: Asoc. Argentina de Materiális.,
(CD-ROOM).
[15] GORNI, A.A.: Steel forming and heat treatment handbook, 2009, 2nd Edit., Sao Vicente, Brazil, p. 110.
[16] CAPDEVILLA, G., CABALLERO, F.G., GARCÍA-MATRO, C., GARCÍA de ANDRÉS, C.: Met. Mat. Trans. A, 45, 2004, pp. 2678-
2687.
[17] MAZANCOVÁ, E., JONŠTA, Z., WYSLYCH, P., MAZANEC, K.: Acta Met. Slovaca, 10, 2004, 1, pp. 212-216.
[18] OH, Y.J. et al.: Mater, Trans. JIM, 41, 2000, pp. 1663-1669.
[19] MAZANCOVÁ, E., RUCKÁ, Z., MAZANEC, K.: Archives of Mater. Sci., 28, 2007, 1-4, pp. 95-99.
18. - 20. 5. 2010, Roznov pod Radhostem, Czech Republic, EU
[20] GOUNÉ, M. et al.: Revue de Métallurgie-CIT, 103, 2006, 10, pp. 466-471.
[21] SCHMIDT, D., DEHMEL, R., HORN, G.: Stahl und Eisen, 128, 2008, 8, pp. 25-31.
[22] MAZANCOVÁ, E. et al.: Metallurgical Journal, 57, (2009), 3, pp. 49-54.