Embed Size (px)
Citation preview

SAFE UPS &
SAFE DOWNS
The Role of the Safety ProfessionalDuring Plant Turnarounds

Copyright TM Rogers 2011
SAFE UPS & DOWNS
All process operations whether continuous or batch must be routinely shutdown for maintenance
These activities represent the most hazardous exposures for a workforce
WHY!
2011-03-30 1

Copyright TM Rogers 2011
SAFE UPS & DOWNS
In order to successfully carry out a turnaround the operation is taken from a high energy predicable state to a zero energy state
A number of changes are made – all simultaneous completions in a short time frame
The operation is then taken back to a high energy but unpredictable state
2011-03-30 2

CASES in POINT
2011-03-30 Copyright TM Rogers 2011 3

Copyright TM Rogers 2011 2011-03-30 4
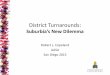
30/01/05 Reformer Furnace Mechanical Explosion Fort McMurray, AB
A rapid sudden high energy pressure impulse occurred within several radiant tubes in steam/ methane reformer furnace
The furnace was in a startup mode on steam without hydrocarbon feed
This impulse caused extensive damage One Operator sustained serious
injuries when he was hit by one of the ejected tube assemblies
The entire radiant section was condemned and required replacement - $70 M loss

Copyright TM Rogers 2011
23/03/05 BP Refinery Explosion Texas City, TX
Explosion and fire in Isomerization Unit
Unit was starting up 15 fatalities 170 injuries Widespread destruction Several maintenance
trailers destroyed Over $ 1billion loss
2011-03-30 5

Copyright TM Rogers 2011
Mechanical work near reactor
Nitrogen purged from 24” top manway
Worker entered reactor to retrieve debris and collapsed
2 fatalities
05/11/05 Valero Refinery Asphyxiation, Delaware City, DE
2011-03-30 6

Copyright TM Rogers 2011
Tank explosion during welding operation on nearby vessel.
3 fatalities, 1 injuryUnsafe work practicesImproper purging,
venting and testing
05/06/06 Partridge-Raleigh Oilfield Explosion, Raleigh, Mississippi
2011-03-30 7

Copyright TM Rogers 2011
???
As a safety professional when do you believe you should become involved in a turnaround
There are 3 distinct phases of a turnaroundYou need to be directly involved in all
three !
You have both Statutory and Company Responsibilities
2011-03-30 8

Copyright TM Rogers 2011
Phase 1 Pre turnaround
A turnaround begins many months ahead of the actual eventSCOPE
A complete plant outage or partial outage add different levels and types of hazards with a partial outage being more dangerousThe scope impacts all of the activities associated with the turnaround
HS Turnaround Management SystemKey activities
1. Engineering package review 2. Contractor selection3. Designing safe work practices4. Logistics5. Start-up
2011-03-30 9

Copyright TM Rogers 2011
HS Turnaround Management System
A safe turnaround begins with a comprehensive management system that:
1. Details the roles and responsibilities of all the key personnel not just the HS processionals
2. Contractor management and expectations3. Contractor personnel training4. Communications5. Planned inspections6. Investigations7. Hazard control
2011-03-30 10

Copyright TM Rogers 2011
Key Roles
Line Managers, Supervisors, Foremen are expected to:
Communicate HS responsibilities to their direct reports as personnel are assigned
Turnaround/Outage personnel will be held accountable for fulfilling their specific responsibilities
Ensure that every reasonable precaution is taken to eliminate hazards and prevent incidents including use of communication, training, motivation and evaluation techniques
Conduct incident investigations Serve as role models for safe work practices
2011-03-30 11

Copyright TM Rogers 2011
Key Roles
HS personnel responsibility for: Program administration Act as a resource to all personnel on issues
related to Health and Safety Provide advice to ensure compliance with
company and legislative requirements
2011-03-30 12

Copyright TM Rogers 2011
Engineering Package & Planning Review
Turnaround must be carefully planned- requiring detailed work scopes
Each package needs to be reviewed and a safe work plan developed not only for the direct hazards of the specific work but for the proximity hazards as well
In many instances shutdown pre work (scaffolding , material caching) is initiated while the plant is operating
This is when the proximity hazards are prevalent and often the contactor work force is unaware of these- do not just focus on the occupational type hazards
Special attention to training needs will mitigate incidents
2011-03-30 13

Copyright TM Rogers 2011
Contractor Selection
Pre selectionOwner Role
Thorough review of each contractors HS program , track record and key personnel
Interviews with key personnel Work force issues – foreign workers
Contractor Role Provide the details requested , but provide the
extra effort – ensure that company HS experts , local personnel especially need to be involved
2011-03-30 14

Copyright TM Rogers 2011
Contractor Selection
Post selectionOwner Role
Meet with your counter part and ensure HS program , track record and key personnel is well understood – theirs and yours
Interviews with key personnel - develop a working relationship
Contractor Role Provide the details requested , but provide the extra effort –
ensure that company HS experts , local HS personnel especially need to be involved - you often bring KSAs from a variety of work sites – use and share this knowledge
Jointly agree to the roles and responsibilities and a communication plan – write it down!
2011-03-30 15

Copyright TM Rogers 2011
Designing Safe Work Procedures
This is a team sport with the relevant disciplines involved in the turnaround to:1. Jointly review of all work packages and schedules
i. Hazards direct and proximityii. Work force trainingiii. PPE requirementsiv. Rigging and hoistingv. Work site monitoringvi.Training requirements
2. Develop further controls3. Conduct risk assessments
i. Determination of residual risk
No work packages released until safe work procedures are in place
2011-03-30 16

Copyright TM Rogers 2011
LogisticsThe movement of people, equipment and
material Indentify
Safe walk ways Safe smoking and break locations Safe locations for material lay down, permits
and tool cribs Evacuation routes and marshalling areas Turnaround signage RT windows and flagging Parking
2011-03-30 17

Copyright TM Rogers 2011
Logistics
When a turnaround involves only some of the process units – which leaves others operational logistics are critical
WHY?Locating resources and people occupied structures too close places them all at risk should an incident in the operation
API 752 and 753 need to be followed
2011-03-30 18

Copyright TM Rogers 2011
Safety Signage
Its like graffiti
2011-03-30 19
Useless
Conflicting
Confusing

Copyright TM Rogers 2011
Workforce Training
A typical turnaround workforce is comprised of?
Local trades people Non local trades people Foreign workers
Issues Language barriers Spectrum of safety knowledge Attitudes Customs
They also arrive on mass Every one wants them to begin work now!!
2011-03-30 20

Copyright TM Rogers 2011
Workforce Training
You need to design a training program that provides key information
Have it in place with the ability to deliver multiple sessions 24/7
Able to track it and issue some sort of personal record
2011-03-30 21

Copyright TM Rogers 2011
Phase 2 the TurnaroundMechanical Window
The higher hazard work now begins As an HS professional you have some
critical tools for ensuring a safe turnaround
2011-03-30 22
Your knowledge
Your experience
Your communication skills

Copyright TM Rogers 2011
Phase 2 the TurnaroundMechanical Window
This phase begins with the shutdown of the operation – generally identified with feed out Initial Mechanical activities Safe Isolation and first breaks Gas testing and monitoringEarly vessel entry Jointly pull some permits and perform some job observations – gas testing compliance Interview the foreman & workers to assess competencyThis early field presence establishes: Your own assessment of level of safety awareness Your roles are taken seriouslyDevelops positive relationships
2011-03-30 23

Copyright TM Rogers 2011
Phase 2 the Turnaround Mechanical Window
2011-03-30 24
Communication - awareness and promotion Daily pre job meetings Supervisors HS daily meeting One on one personal contacts Incident information sharing Communications with regulators Peer Observation HS recognition program

Copyright TM Rogers 2011
Evacuation/ Marshalling
Less of an issue with a full plant outage
But with a partial outage - are you prepared for a large toxic release from an operational unit?
You cannot train the entire workforceBUT
Ensure plans are in place Ensure that the turnaround leaders,
foreman and supervisor know how to react2011-03-30 25

Copyright TM Rogers 2011
Phase 2 the Turnaround Mechanical Window
2011-03-30 26
Daily pre job meetings Conducted by foreman/supervisor Monitored by HS professional
Supervisors HS daily meeting Meeting to review the daily work plans Chaired by HS professional to ensure controls in place and
residual are known Share lessons learned from incident investigations
One on one personal contacts/ observationsMBWABA
Communications with regulatorsCritical interface
HS recognition programA necessary evilGenerally seen as an HS role – be creative

Copyright TM Rogers 2011
Phase 2 the Turnaround Mechanical Window
2011-03-30 27
Work Execution Housekeeping Found work

Copyright TM Rogers 2011
Phase 2 the Turnaround Mechanical Window
2011-03-30 28
Work Execution Review the next days work plan Look for the hazards – but ask questions Serious injury occurred to a trained worker performing specialty refractory workRequired the guard to be removed from a large grinder – no extra PPE specified. Kevlar chaps would have prevented the deep cut to his upper leg when the grinder slippedHazard was missed by all – Contractor did not view it a hazard & Company missed in risk assessment

Copyright TM Rogers 2011
Phase 2 the Turnaround Mechanical Window
Confined Spaces Perhaps the greatest risk Besides the potential exposure of toxic materials,
ingress and egress and work environment Many vessels contain equipment Often this equipment has deteriorated Hazards are not obvious
So how to mitigate the risk? Review the internal drawings Review history Asses risk with relevant disciplines Ensure this is part of the SWP
2011-03-30 29

Copyright TM Rogers 2011
Phase 2 the Turnaround
2011-03-30 30
House Keeping Questions Who is a responsible for housekeeping? Who is accountable?

Copyright TM Rogers 2011
Found Work
2011-03-30 31

Copyright TM Rogers 2011
Found Work
There is always conditions uncovered during the turnaround that were not anticipated and therefore not planned Urgency often trumps safety Often results in incidents
Slow it down - a quick analysis of risk & remind management a serious incident stops the work
A safe work plan is still required Risk assessment
2011-03-30 32

Copyright TM Rogers 2011
Phase 3 Startup
Ask your self these questions Is it safe to start up?
How do I know?
Your best tool for ensuring that it is truly safe
The Pre Start-up Safety Review
2011-03-30 33

Copyright TM Rogers 2011
Phase 3 Start-up
A PPSR is conducted by a team covering a range of disciplines looking for abnormal conditions using a check list to guide their observations
Conditions that would prevent a safe start-up
Conditions that can be corrected post start-up The PSSR checklist is a comprehensive checklist that includes:
Walking through the modified process Updating manuals Ensuring Quality Control, Quality Assurance and Inspection
requirements are met Training affected personnel in the new equipment or procedures
2011-03-30 34

Copyright TM Rogers 2011
Phase 3 Start-up
The HS Professionals' role is often minimized or even overlooked
You need to be checking for: General personnel safety
Guardrails reinstalled Thermal protection reinstalled Unit safety equipment in place and functional
Basic Mechanical integrity Complete installations Lock outs removed
Ergonomics Impacts of new equipment
Heath and hygiene Impacts of new or modified processes or additives
2011-03-30 35

Copyright TM Rogers 2011
Questions?
2011-03-30 36