Embed Size (px)
Citation preview

PART IV
Quality assurance and quality control

u ility
J.P. Soulebot, V.J. Palya, M. Rweyemamu and D. Sylla
In recent years, quality assurance (QA) andgood manufacturing practice (GMP) havebecome increasingly important in thepharmaceutical industry. They are ofparticular importance in the manufactureof veterinary vaccines since such productshave the following specific characteristics:
The active ingredients are almostalways produced by the manufacturer(and not as is generally the case byanother industry, as for example withchemicals).
Vaccine production usually requirescultivation steps, including growth ofthe appropriate organism and the useof substances of animal origin, whichmakes it easy to introduce a contami-nant and to amplify low levels of conta-mination.As the end product is not usuallysubjected to a final sterilization step,prior to final formulation its constitu-ents should be particularly well pro-tected against contamination and cross-contamination.
Manufacture requires the handling oflive organisms which are sometimespathogenic for hurnans and / or animals.The release of these agents, with the pos-sibility of contamination/ cross-contami-nation, has to be regarded as a seriousdanger and, depending on the organisminvolved, the workers and the environ-ment, together with all the materials,should be well protected. Moreover, thelevel of risk is further exacerbated by thelarge number of animal species andpotential pathogenic agents. The variety
d manu during
of products manufactured is very great butthe volume of manufacture is sometimesquite low, so manufacturing operationsbased on the sharing of equipment andfacilities is common. In addition, otheractivities such as diagnosis and researchare frequently linked to manufacture andthis may result in opportunities for cross-contamination.
Vaccine manufacture is a complexactivity, with risks, which is carried out ina complicated environment. Particularaspects of the work are important inrelation to potential problems of contami-nation, for example contamination of theproduct, cross-contamination, possibleamplification of contamination organismsand contamination of workers and theenvironment.
These factors, together with the inherentvariability of biological agents and mate-rials and the relative inefficiency of qualitycontrol tests in providing adequate reas-surance for final products, means that theroles of the QA system and GMP are of theutmost importance. Not only should therequirements of general current GMP formedicinal products be applied, but alsothe specific requirements of particularproducts.
The need to maintain control over allaspects of GMP cannot be overemphasized.
In this chapter an overview of QA andGMP, with special attention to some ofthe particular requirements of vaccinemanufacture, will be given. It has to beemphasized that responsible persons invaccine manufacturing must have a good
Vaccine manual 297

298 Quality assurance and good manufacturing practice
knowledge of the requirements of QA andGMP, and those responsible for researchand development have to appreciate thesignificance of QA.
The European Union's (EU) guidelineson GMPs for medicinal products (EC,1992a) dedicates an entire annex toimmunological veterinary medicinalproducts (IVMPs).
QUALITY ASSURANCE
QualityThe International Organization for
Standardization ISO) defines quality as:"the totality of features and characteristicsof a product or service that bears on itsability to satisfy stated or implied needs"(ISO, 1994).
For medicinal products, the main compo-nents of quality, as defined by ISO, are:
e safety;c efficacy to produce the expected effect;e quality, in the narrow sense of analyticaland manufacturing quality.
These are particularly important but,among others, the following should beadded:
s imp licity of use (administration,storage, etc.);
()compatibility with irnrnunoprophy-laxis, if required;the overall cost of the product, whichshould be reasonable.
A medicinal product (as well as any othertype of product) can only meet the requiredstandard of quality if it has been properlydesigned and manufactured. This isensured through the application of a QAsystem.
ISO gives the following definition of QA:"All those planned actions and systemi-fications necessary to provide adequateconfidence that a product or service willsatisfy given requirements for quality"(ISO, 1994) and the EU guidelines add thefollowing:
Quality assurance is a wide-ranging
concept which covers all matters whichindividually or collectively influence thequality of a product. It is the total sum ofthe organized arrangements made withthe object of ensuring that medicinalproducts are of the quality required fortheir intended use. (EC, 1992a.)
QA is a comprehensive system, de-signed, documented, implemented andfurnished with personnel, equipment andother resources so as to provide assurancethat products will be consistently of therequired quality. The system thereforeinvolves obtaining high quality at everylevel, from design to manufacture, productservicing and follow-up.
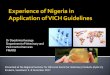
Figure 12 shows the relations betweenthe different parts of QA.
Quality assurance for designQA should ensure the avoidance of anydesign defect. The possibility of defectsshould always be borne in mind becausethey may affect all batches and theiroccurrence is virtually inescapable. Defectscan be particularly costly, for exampleincomplete inactivation conditions as aresult of a design defect in the manufac-turing process may lead to disease invaccinated animals.
New methods and rules enable theimplementation of QA procedures into thedesign of manufacturing processes relatedto the production of vaccines.
Design reviews. These are defined by ISOas: "a formal documented, comprehensiveand systematic examination of a design tomeet these requirements and to identifyproblems and propose solutions" (ISO,1994).
Good laboratory practice. Good laboratorypractice (GLP) refers to laboratory organi-zation and the conditions under whichtrials are planned, carried out and reported(OECD, 1981; EC, 1987, 1990b and 1992b).

External pressureson the quality assurance
exerted
Manufacturing authorization
Inspection Marketing authorization Inspection
Al.
I
Quality assurance
L*
system rDesign:
i
I Research and Development
Lo GLP_GCP_
Design reviewValidationQuality methodologiesPharmaco-vigiliance
.
Dossier
Manufacturing:
Production and control
GMP iValidationPharmaco-vigiliance...
FIGURE 12
The quality assurance system
Vaccine manual 299

300 Quality assurance and good manufac uring practice
GLP also applies to the non-clinical trialsdesigned to assess the properties and safetyof veterinary medicinal products so thatthe quality and integrity of future trialresults can be guaranteed.
The EU guidelines (EC, 1992b) indicatethat the system of QA appropriate for themanufacture of medicinal products shouldensure that such products are designedand developed in a way that takes accountof GLP.
Good clinical practice. Good clinicalpractice (GCP) is defined as a series ofmeasures that must be implemented toensure the quality and authenticity of thescientific data obtained through trials (EC,1992c). For GCP purposes, clinical trialsmean systematic studies made in the fieldon target species.
Quality assurance for designand manufacture
Important aspects of QA concern bothproduct design and manufacture.
Validation. Validation is the action ofproving in accordance with GMP princi-ples that any procedure, process, equip-ment, material, activity or system leads tothe results expected.
There should be complete validation ofmanufacturing processes to ensure thecontinuous conformity of vaccine batchesto required standards (EC, 1990a).
Production methods. Methods that ensureproduct quality and standards for themanagement of QA work (ISO, 1987a and1987b) should be in operation.
Pharmaco-vigilance. Procedures to moni-tor the use of products in accordance withgood standards of pharmaco-vigilanceshould be established. This will allow dataon rare and unexpected effects to berecorded and analysed.
It must be emphasized that in both thedesign and manufacture of products, theprevention of defects is a better policy thanrelying on the results of certain in-processtests or tests of the final product (Soulebot,1992).
With regard to control tests, it is bestthat they be carried out as far upstream inthe process as possible. If a purity test hasto be performed, it is easier to test thestarting materials thoroughly than to testthe dozens of batches of final productderived from those starting materials.Similarly, the results of inactivation testswill be of greater significance if carried outon the unformulated antigen suspensionwhereas the results of similar tests on thefinal product may be significantly affectedby the presence of adjuvants, excipients,etc. It will always be better to take measuresto avoid the contamination of startingmaterials, and to make sure that theinactivated biological agent really isinactivated, by the thorough applicationof duly validated processes.
QUALITY ASSURANCE FOR MANUFACTURE:
GOOD MANUFACTURING PRACTICES
QA applied to manufacture is representedmainly by GMPs, defined in EC (1992a) as:"GMP deals with that part of QA whichensures that products are producedconsistently and controlled to the qualitystandards appropriate to their intendeduse".
PrinciplesQA (and GMP) should ensure the avoid-ance of any manufacturing or productdefect. In order to achieve this purpose,the following general principles and aimsshould be adhered to:
The holder of a manufacturing licencemust manufacture medicinal productsso as to ensure that they are fit for theirintended use, comply with the require-ments of the marketing authorization

and do not place animals at risk owingto inadequate safety, quality or efficacy.
The attainment of these objectives isthe responsibility of senior manage-ment and requires the participation andcommitment of staff in many differentdepartments and at all levels withinthe company. This also applies to thecompany's suppliers and distributors.To achieve these quality objectivesconsistently, there must be a compre-hensively designed and properlyimplemented QA system that incorpo-rates GMP and quality control. Thesystem should be fully documentedand its effectiveness monitored.
All parts of the QA system should beadequately resourced with competentpersonnel and suitable and sufficientpremises, equipment and facilities.
The purposes of QA
The QA system intended for the control ofthe manufacture of medicinal productsshould ensure the following:
'Medicinal products are designed anddeveloped in a way that takes accountof the requirements of GMP and GLP.Production and control operations areclearly specified and GMPs adopted.Managerial responsibilities are clearlydefined.Arrangements are made for the manu-facture, supply and use of the appro-priate raw materials and packagingmaterials.All necessary controls on intermediateproducts, and any other in-processcontrols and validations, are carriedout.The final product is correctly processedand checked, according to the necessarydefined procedures.
Medicinal products are not sold orsupplied before an appropriatelyqualified person has certified that eachproduction batch has been produced
and controlled in accordance with therequirements of the marketing authori-zation and any other regulationsrelevant to the production, control andrelease of medicinal products.
*Satisfactory arrangements are made toensure, as far as possible, that themedicinal products are stored, distri-buted and handled in such as way as tomaintain their quality throughout theirshelf-life.
There is a procedure for in-houseinspection and quality audit whichregularly appraises the effectivenessand applicability of the QA system.
GMP for medicinal productsGMP is that part of QA that ensures thatproducts are consistently produced andcontrolled to the quality standards appro-priate to their intended use and as requiredby the marketing authorization or productspecification.
GMP is concerned with both productionand quality control. The following are thebasic requirements of GMP:
All manufacturing processes are clearlydefined, systematically reviewed andshown to be capable of consistentlymanufacturing medicinal products ofthe required quality and complyingwith their specifications.Critical steps in the manufacturingprocess and significant changes to thatprocess are validated.All the necessary facilities for GMP areprovided, including: appropriatelyqualified and trained personnel; ade-quate premises and space; suitableequipment and services; correct mate-rials, containers and labels; approvedprocedures and instructions; andsuitable storage and transport.
*Instructions and procedures are writ-ten in clear and unambiguous lan-guage, specifically applicable to thefacilities provided.
Vaccine manual 301

302 Quality assurance and good manufacturing practice
Operators are trained to carry outprocedures correctly.
*Records are made (manually and / orby recording instruments) duringmanufacture to demonstrate that allthe steps required by the defined pro-cedures and instructions are takenand that the quantity and quality ofthe product was as expected. Anysignificant deviations should be fullyrecorded and investigated.Records of manufacture and distribu-tion, which enable the complete historyof a batch to be traced, are retained in acomprehensible and accessible form.
e The method of distribution of productsminimizes any risk to their quality.
e A system is available to recall any batchof product from sale or supply.Complaints about marketed productsare examined, the causes of qualitydefects investigated and appropriatemeasures taken in respect of defectiveproducts so as to prevent reoccurrence.Rigorous standards of hygiene andcleanliness are applied.
Quality controlQuality control (QC) is that part of GMPthat is concerned with the taking ofsamples during production, the specifica-tions related to the product and the tests tobe applied. It is also concerned with theorganization, documentation and releaseprocedures to ensure that the necessaryand relevant tests are actually carried outand that materials are not released for use,or products released for sale or supply,until their quality has been judged to besatisfactory.
The following are the basic requirementsof QC:
Adequate facilities, trained personneland approved procedures are availablefor sampling. Raw materials, packagingmaterials, intermediate, bulk and finalproducts should be inspected and
tested and, where appropriate, environ-mental conditions should be monitoredfor GMP purposes.Samples of starting materials, packag-ing materials, intermediate products,bulk products and final products aretaken by qualified personnel and bymethods approved by the requirementsof QC.
*Test methods are validated.Records are made (manually and / orby recording instruments) that de-monstrate that all the required sam-pling, inspection and testing proce-dures have been carried out. Anydeviations should be fully recorded andinvestigated.The final products contain only activeingredients that comply with thequalitative and quantitative compo-sition specified in the marketingauthorization, are of the purity requiredand are enclosed within their propercontainers and correctly labelled.
Records are made of the results ofinspection and the testing of materials,intermediate, bulk and final productsis correctly assessed against specifi-cations. Production assessment in-cludes a review and evaluation of therelevant production documentationand an assessment of any deviationsfrom specified procedures.No batch of product is released for saleor supply prior to certification by anappropriately qualified person inaccordance with the requirement of themarketing authorization.Sufficient samples of starting materialsand products are retained to permitfuture examination of the product ifnecessary. Products should be retainedin their final packs unless exceptionallylarge packs are produced.
GOOD MANUFACTURING PRACTICES
GMPs are concerned with such issues as:

personnel training, organization, safetyand hygiene;premises and equipment;documentation;
e production;quality control;contract manufacture and analysis;complaints and products recall;
0in-house inspections.
Personnel training, organization, safetyand hygiene
The establishment and maintenance of asatisfactory QA system and the correctmanufacture of medicinal products relyon people. There must be sufficientqualified personnel to carry out all the tasksthat are the responsibility of the manufac-turer. Individual responsibilites should beclearly understood by the individuals andrecorded. All personnel should be awareof the GMP principles that affect them andshould receive initial and continuingtraining, including hygiene instructions,relevant to their needs. Staff should bewell motivated.
The following are some of the importantaspects relating to personnel in vaccinemanufacturing establishments:
Key personnel are the head of produ-ction, the head of quality control (whomust be independent from each other)and the qualified person(s) who mustensure that each batch has been pro-duced and checked in accordance withregulations and the marketing authori-zation.Basic and appropriate training shouldbe given, according to training pro-grammes.Personnel should be protected againstpossible infection, particularly in thecase of microorganisms known to causedisease in humans that are eitherhandled directly or used in work withexperimental animals. Where appropri-ate, personnel should be immunized.
Adequate measures should be taken toprevent microorganisms being carriedoutside the plant by personnel.The risk of contamination or cross-contamination of vaccines by personnelis particularly important. Preventionshould be achieved by a set of measuresand procedures (the use of protectiveclothing, etc.).
Detailed hygiene programmes shouldbe established.
Premises and equipmentPremises and equipment must be located,designed, constructed, adapted and main-tained to suit the operations to be carriedout. Their layout and design must aim tominimize the risk of errors and permiteffective cleaning and maintenance inorder to avoid cross-contamination, thebuild-up of dust or dirt and any otheradverse effect on the quality of products.
Premises. Premises should be designed insuch a way as to control the risk to boththe product and the environment. This canbe achieved by the use of containment,clean, clean / contained, contained andcontrolled areas.
Live biological agents should be handledin contained areas. The level of containmentwill depend on the pathogenicity of themicroorganism.
Inactivated microorganisms and non-infected cells isolated from multi-cellular organisms should be handled inclean areas.
Open-circuit operations involving prod-ucts or components that are not sub-sequently sterilized, should be carriedout within a laminar airflow work-station (grade A) in a grade B area (seeTable 14).
Other operations where live biologicalagents are handled (quality control, re-search, diagnosis) should be appropriatelycontained and separated if production
Vaccine manual 303

operations are carried out in the samebuilding or in buildings in close proximityto those used for production.
Containment premises should be easilydisinfected and have the following charac-teristics:
*an absence of direct venting to theoutside;ventilation with air held at negativepressure air should be extractedthrough high-efficiency particle ab-sorption (HEPA) filters;a system for the collection and disin-fection of liquid effluents solid wasteshould be disinfected, sterilized orincinerated as appropriate;a changing room designed and used asan airlock, equipped with appropriateshowering facilities;an airlock system for use when equip-ment is being transferred;
'in many instances, a barrier-typedouble-door autoclave.
With the exception of blending andsubsequent filling operations, only one
Grade
TABLE 14
Air classification system for the manufacture of sterile products
Maximum permitted number ofparticles per m3 equal to or above:
0.5/1i.tm 5/ittm
biological agent should be handled at atime within each area and production areasshould be designed to permit disinfectionbetween production runs with differentorganisms, using validated methods.
The characteristics of clean areas are wellknown and described in the GMP liter-ature. Clean areas have a ventilationsystem with air under positive pressure(see Table 14).
Clean/contained areas have the charac-teristics of both clean and contained areas,but have a ventilation system with air atnegative pressure. The outside section ofthe changing room is under positivepressure, the inside section is under anegative pressure that is higher than thatof the work area. There is therefore an airpressure barrier. This type of area is usedwhen it is necessary to protect the productand the environment against the handlingof live organisms during certain produc-tion processes, for example the inoculationor harvest of roller bottle cultures duringvirus multiplication steps.
Maximum permitted numberof viable microorganism
per m3
Possible finalfilter efficiency'
(%)
Notes:Laminar airflow systems should provide a homogeneous air speed of 0.30 m per second for vertical flow and 0.45 m persecond for horizontal flow.In order to reach air grades B, C and D, the number of air changes should generally be higher than 20 per hour in a roomwith a good airflow pattern and appropriate HEPA filters.The guidance given for the maximum permitted number of particles corresponds approximately to the United StatesFederal Standard 209 C as follows: Class 100 (grades A and B), Class 10 000 (grade C) and Class 100 000 (grade D).It is accepted that it may not always be possible to demonstrate conformity with particulate standards at the point of fillwhen filling is in progress owing to the generation of particles or droplets from the product itself.The air pressure differentials between rooms of successively lower risk should be at least 1.5 mm water gauge.'Given as an indication, percentage determined by BS 3928.2 The low values involved here are only reliable when a large number of air samples are taken.
304 Quality assurance and good manufacturing practice
A laminar airflow workstation 3 500 None Less than 12 99.997
3 500 None 52 99.995
350 000 2 000 100 99.950
3 500 000 20 000 500 95.000

Clean areaAn area with defined environmental control ofparticulate and microbial contamination,constructed and used in such a way as toreduce the introduction, generation andretention of contaminants within the area.
Clean/contained areaAn area constructed and operated in such amanner that will achieve the aims of both aclean area and a contained area at the sametime.
Contained areaAn area constructed and operated in such amariner (and equipped with appropriate airhandling and filtration) so as to preventcontamination of the external environment bybiological agents from within the area
ContainmentThe action of confining a biological age t orother entity within a defined space.
Controlled areaAll area constructed and operated in such amanner that sorne attempt is made to controlthe introduction of potential contamination
Box 1
Definitions
(an air supply approximating to grade D[Table 13i may be appropriate) and theconsequences of accidental release of livingorganisms. The level of control exercised shouldreflect the nature of the organism employed inthe process. At a niinimum, the area should bemaintained at a pressure negative to theimmediate external environment and shouldallow for the efficient removal of smallquantities of airborne contaminants.
Primary containmentA system of containment that prevents theescape of a biological agent into the immediateworking environrnent. It involves the use ofclosed containers and biological safetyprocedures along with secure operatingprocedures.
Secondary containmentA system of containment that prevents the escapeof a biological agent into the external environ-ment or into other working areas. It involves theuse of rooms with specially designed airhandling, airlocks and / or sterilizers for the exitof materials and secure operating procedures.In many cases it may add to the effectiveness ofprimary containment.
Animal houses should be separated fromother production premises.
Documentation relating to the premisesshould be readily available.
Equipment. The equipment used shouldbe designed and constructed to meet theparticular requirements for the manufac-ture of each product.
Before being put into operation it shouldbe assessed and validated as suitable forthe process. Subsequently every piece of
equipment should be regularly maintainedand validated.
Where appropriate the equipment shouldensure the satisfactory primary containmentof the microorganism involved in theprocess and should be designed andconstructed to allow easy and effectivedecontamination and / or sterilization.
Separate incubators should be used forinfected and non-infected containers, andalso for different organisms or cells ingeneral.
Vaccine manual 305

306 Oualit,' assurance and good Mal ufacturing practice
Careful consideration should be givento the procedures and equipment aimed atavoiding environmental contamination(wastes, effluents, etc.).
DocumentationGood documentation constitutes an essen-tial part of the QA system. Clearly writtendocumentation prevents errors arisingfrom spoken communication and permitsthe tracing of a batch's history. Specifi-cations, manufacturing formulae andinstructions, procedures and records mustbe free from errors and available in writing.The legibility of documents is of para-mount importance.
Important aspects of documentationinclude:
Specifications, manufacturing formu-lae, processing and packaging instru-ctions, procedures and records are ofparamount importance.
0 It is particularly important that the datagenerated by the monitoring of variousaspects of GMP (equipment, product,premises, etc.) are rigorously assessedand that informed decisions are madeand recorded.
Production
Production operations must follow clearlydefined and validated procedures inaccordance with the relevant manufac-turing and marketing licences. Carefulattention must be paid to the constantmonitoring of production and to in-processcontrols.
Starting materials. The properties requiredof starting materials should be clearlydefined in written specifications. This isparticularly important for substances ofanimal origin when the geographical originand the animal species from which thematerials are derived should be included.Special attention should be paid to thesupplier's QA system.
Where possible, heat is the preferredmethod for sterilizing starting materials.
Media. Media should preferably besterilized in situ or in line. Heat is thepreferred method.
Seed lot and cell bank systems. In order toprevent the undesirable drift of propertiesthat can ensue from multiple generations(i.e. many serial growth passages), a seedlot or cell bank system should be used.Seeds and/ or cells should all be adequatelycharacterized, tested, stored, etc.
Operating principles. Accidental spillages,especially of live organisms, must be dealtwith quickly and safely.
The formation of droplets and theproduction of aerosols or foams should beavoided. Centrifugation and blendingshould be carried out in appropriatecontained or clean/ contained areas or in aclosed system when it is necessary toprevent the transfer of organisms.
A closed system or laminar airflowcabinet should be used for operations suchas the transfer of sterile media.
Equipment, the external surfaces ofcontainers, etc. must be disinfected beforetransfer from a contained area and liquidand solid waste must be sterilized ordisinfected.
Quality controlQC is concerned with sampling, specifi-cations and testing, as well as with theorganizational, documentation and releaseprocedures that ensure the necessary andrelevant tests have been carried out andthat materials are not released for use, orproducts released for sale or supply, untiltheir quality has been judged satisfactory.QC is not confined to laboratory opera-tions, but must be involved in all decisionsthat may affect the quality of the product.The independence of the QC section from

the production group is considered funda-mental to the satisfactory operation of QC.
Important aspects of QC include:Control laboratories should apply goodquality-control laboratory practice.
In-process controls play an especiallyimportant role. Important controls thatcannot be carried out on the finalproduct should be performed at anappropriate stage of production.
Contract manufacture and analysisManufacture under contract and analysismust be properly defined, agreed andcontrolled to avoid the misunderstandingsthat could result in a product or service ofunsatisfactory quality. There must be awritten contract between the contractorand the customer which clearly establishesthe duties and liabilities of each party. Thecontract must clearly state the proceduresused by the qualified person when releas-ing each batch of product for sale.
Complaints and product recallAll complaints and other informationconcerning potentially defective productsmust be reviewed carefully according towritten procedures. A system should be inplace to recall from the market, in a promptand effective manner, all products knownto be, or suspected of being, defective.
In-house inspectionsIn-house inspections should be conductedfor the purpose of monitoring the imple-mentation of and compliance with GMPprinciples and to propose correctivemeasures where necessary.
They should be conducted in an impar-tial and independent manner, following apre-arranged programme, and should berecorded. Statements of the actions subse-quently taken should also be recorded.
Most countries have their own GMPguidelines or regulations which arecompulsory. Other countries are covered
by the World Health Organization guide-lines (WHO, 1992) which should befollowed. The United States Code ofFederal Regulations (CFR) (USDA, 1994),as well as EU requirements (EC, 1991a and1991b), will also be very helpful.
There is now a move to apply the sameregulations across a group of differentcountries, as for example in the MemberStates of the EU.
MAINTENANCE OF THE QUALITY ASSURANCE
SYSTEM: INSPECTIONS
The integrity of the QA system, after itsimplementation, can only be maintained(and the introduction of undesirable smallchanges in the operation resisted) by theapplication of both internal and externalpressures or checks.
Internal pressure is represented byverification and validation from in-houseinspections, design reviews and thecontinuous attention of top management.External pressures are those exerted bycompetition and customers. The latterexercise direct pressure by placing ordersor not. Indirect pressure is exerted by legalauthorities, through official licensing(manufacturing and marketing licences)and official inspections (see Figure 12,p. 299). Such inspections are veryimportant. Their degree of implementationdiffers considerably from one country toanother and between GMP and GLP andan appropriate and uniform system ofinspection is highly desirable.
CONCLUSIONS
When applied to vaccines, the QA systemassures users that the necessary standardsof quality in relation to products have beenmaintained (i.e. products have beensuitably designed and produced andproperly inspected at a reasonable cost).The QA system should also allow themanufacturer and the national controlauthorities to reduce costly and time-
Vaccine manual 307

consuming control tests that offer only arelative degree of reliability.
Such developments are to some extentnew in regard to the concepts and practiceof vaccine manufacture. Confidence in theproduct and the manufacturing process isbest achieved when standards and meth-ods of working are properly challenged byan appropriate and efficient system of QC.
The requirements of an efficient QAsystem should facilitate batch release andpermit easy, free and fair trading and / orthe exchange of vaccines for use in differentregions.
BIBLIOGRAPHY
EC. 1987. Council Directive 87/ 18/ EEC of18 December 1986. Off. J. Eur. Comm.,No. 15/29 of 13.1.87.
EC. 1990a. Council Directive 90/ 677/EECof 13 December 1990. Off. J. Eur. Comm.,No. L373 / 26-28 of 31.12.90.
EC. 1990b. Commission Directive 90 / 18 /EEC of 18 December 1990. Off. J. Eur.Comm., No. L11 / 37-50 of 13.1.90.
EC. 1991a. General requirements for theproduction and control of inactivatedmammalian bacterial and viral vaccines forveterinary use. Commission of the Euro-pean Communities, 111/3181 / 91-EN.
EC. 1991b. General requirements for theproduction and control of live mammalianbacterial and viral vaccines for veterinaryuse. Commission of the European Com-munities, 111/3182 / 91-EN.
EC. 1992a. EEC guide to good manufacturingpractices for medicinal products. RulesGoverning Medicinal Products in theEuropean Community, Volume IV,January 1992, p. 1-165.
EC. 1992b. Commission Directive 92 / 18 /EEC of 20 March 1992. Off J. Eur. Comm.No. L97/1-23 of 10.04.92.
EC. 1992c. Good clinical practice for the conductof clinical trials for veterinary medicinalproducts. III/ 3767/ 92, CVMP, EC.
ISO. 1987a. ISO, 9000, Geneva, Switzerland,International Organization for Standard-ization.
ISO. 1987b. ISO, 9004. Geneva, Switzerland,International Organization for Standard-ization.
ISO. 1994. Quality management and qualityassurance Vocabulary. ISO 8402:1994Geneva, Switzerland, InternationalOrganization for Standardization.
OECD. 1981. Good laboratory practice in thetesting of chemicals. Good LaboratoryPractice Principles, Organisation forEconomic Co-operation and Devel-opment. Annex II to Council Decisionof 12.5.1981, C81.30 final.
Soulebot, J.P. 1992. FEDESA's point of view:quality, application to IVMPs (immuno-logical veterinary medicinal products).Dev. Biol. Stand., 79: 201-211.
USDA. 1994. Animals and animal products,CFR title 9. Animal and Plant HealthInspection Service, United States Depart-ment of Agriculture.
WHO. 1992. WHO Technical Report Series823 No. 32. WHO Expert Committeefor Medicinal Products Specifications,Geneva, Switzerland, World HealthOrganization.
308 Quality assurance and good manufacturing practice

J -J principles of good laboratory practicincludi g silfety in vaccino producilon
quality control
The general principles of good laboratorypractice (GLP) and quality control (QC) inveterinary vaccine production apply toboth live and inactivated viral and bacterialvaccines. The first part of this chapter willaddress the general principles of goodlaboratory practices associated with theproduction of a biological product and thesecond part will be more specific onrequirements for quality assurance.
GENERAL PRINCIPLES OF GOOD
LABORATORY PRACTICE
A biological product must be pure, safe,potent and efficacious. To produce such aproduct there must be a proper facilitythat has been inspected and approved asappropriate for the manufacture of safebiological products. Close attention mustbe given to all the parameters associatedwith production of biological products, i.e.to ensure a good-quality product produc-tion must be carried out in accordance withgood laboratory practices (GLPs). GLPs area set of rules, operating procedures andpractices that describe how laboratoryprocedures, tests and studies are planned,performed, monitored, recorded andreported, to ensure the quality andintegrity of the data generated by alaboratory. These procedures and practicesshould be detailed and written in a clearmanner, so that someone unfamiliar withthem could perform the work, for examplethe operation and / or calibration of aninstrument should be described, the speed
C.A. Mebus
at which to run the centrifuge should begiven and the way in which to handlerecord charts should be described. Theseprocedures and practices are generallywritten by the manufacturer and approvedby the regulatory authority.
MANAGEMENT
Laboratory management is responsible forproviding appropriate facilities, qualifiedpersonnel and good equipment, reagentsand materials and for maintaining person-nel records and ensuring that written andapproved standard operating procedures,protocols and schedules are established anddocumented for all aspects of production.
There should be a document that speci-fies the authority, responsibility andinterrelation of all laboratory personnel(management and staff) involved in theproduction of biological products. Thelaboratory organization should include aperson responsible for ensuring that GLPsare in place, a technical manager who hasthe overall responsibility for production anda quality control manager who is responsiblefor all aspects affecting product quality,including maintenance, calibration, valida-tion, monitoring of equipment and instru-ments and testing of the final product. Thequality control manager should reportdirectly to senior management.
THE FACILITY
Plans of the property showing the locationof all buildings and blueprints on which
Vaccine manual 309

are listed all the activities carried out inthese buildings should be developed andmade available. To minimize opportunisticcross-contamination, specific buildingsshould be dedicated to the production ofparticular biologicals and there should beno diagnostic and/ or research activities insuch buildings.
Buildings should be designed andconstructed to prevent cross-contam-ination during the process of production.Halls, rooms and production areas shouldbe arranged to provide maximum bio-logical security and minimal contami-nation of the production areas. Thus, theareas with the greatest potential forcontamination of the product should bethe furthest removed from the productionarea. Offices, eating areas, dressing rooms,toilet facilities and warehouse areas shouldbe located so that they are accessiblewithout passage through the productionareas. Personnel and materials moving toa biological production area should notpass through the production area desig-nated for another product.
The air supply to a production areashould preferably be high-efficency par-ticle absorption- (HEPA-) filtered and comedirectly from outside the building. Airpressure gradients within the buildingshould be designed to minimize thepotential for cross-contamination andexhaust air from a production area shouldnot be recirculated to another productionor building area.
In production areas, the floors, walls,ceilings and doors should be made ofmaterials that will prevent cross-contami-nation and that can be easily cleaned anddisinfected.
Water should be free of pollution andimpurities and there must be an adequatesupply and distribution of hot and coldwater.
The sanitary system must have thenecessary traps and vents and a disposal
method that minimizes pollution. Allmaintenance and repairs should be docu-mented.
The area around the building should bewell-drained, clean and free of clutter.Animal facilities should be located awayfrom production buildings and should beproperly drained and ventilated and keptin a sanitary condition. An effort shouldbe made to minimize the fly and rodentpopulations in the surrounding area andto keep the production areas free of thesepests.
PERSONNEL
Each person working in biological produc-tion should have a personal file thatincludes a curriculum vitae, documenta-tion of education and training and adetailed job description including to whomthe person reports and details of thosewhom the person supervises.
Before working with a particular organ-ism or agent, management must evaluatethe potential for human infection and, ifneeded, implement immunization and / orother necessary precautions. Each area ofthe facility should have defined anddocumented operating procedures.
Production personnel must be competentin microbiological and good laboratorytechniques through education and/ ortraining. Before entering a biologicalproduction area, personnel should eitherchange their clothes for clean laboratoryclothing or cover their street clothes withappropriate laboratory garments. Haircovering, face masks, gowns and shoecovers should be used in production areas.Eating, smoking or any unsanitary practiceshould be prohibited in a production area.
To maintain a high level of competence,staff should receive periodic training inlaboratory techniques and quality controlprocedures. Staff should be given opportu-nities for training in specific practices or ofobserving them in other institutions.
310 The principles of good laboratory practices

STERILIZATION
There should be written standard oper-ating procedures for the washing andsterilization of all containers, instrumentsand equipment parts that will be in contactwith the product. A recording deviceshould be used with each sterilization cycleto ensure that the proper time, temperatureand / or concentration of the sterilizingagent have been achieved. Items subjectedto sterilization procedures should belabelled and dated.
Sterilization can be accomplished usinglive steam at a temperature of at least 120°Cfor not less than 30 minutes or dry heat at atemperature of at least 160°C for not lessthan one hour. If an instrument risksdamage from either of these treatments, itcan, instead, be boiled for not less than 15minutes or subjected to chemical steriliza-tion, for example ethylene oxide orformaldehyde would be acceptable iffound to be effective.
LABELLING
Labels for identification should be placedon all ingredients, components of abiological product, biologicals in any stageof preparation and completed biologicalproducts. The label should include the dateof preparation and the initials of thepreparer.
SEED ORGANISMS
Responsibility for the storage of organismsto be used as master seeds should beassigned to a particular individual. Allvials of seed material should be labelledand stored in a secure location andthe record for all seeds should containa documented history, test resultsand an accurate inventory. Protocols forthe testing procedures used should also beon file.
The microorganism seeds used to pro-duce biological products should be free ofextraneous agents including viral, bac-
terial, mycotic and chalymydial organisms.This is best accomplished using a masterseed principle. The master seed is amicrobiological agent at a specific passagelevel from which all other seed passagesare then made. When developing a vaccine,the master seed and the passage level (i.e.the number of seed passages, which isusually five) that will be used for produc-tion must have been shown to be pure,safe, potent and efficacious. The produc-tion seed is the specific passage level usedto produce the antigen in the product andthe working seed is a passage level thatlies between the levels of the master seedand the production seed. Working andproduction seeds have to be shown to befree of any extraneous agent.
In viral vaccine production, the samebenefits can be obtained by using a mastercell principle for those cell lines used toproduce viral antigen. A master cell is asupply of cells at a specific passage levelfrom which working cells and productioncells originate for the production of abiological. Master cells will have beenshown to be free of extraneous agents andto be non-oncogenic, while working andproduction cells must be shown to be freeof any extraneous agent.
STERILITY
To maximize the probability of the finalproduct being free of extraneous agents,only certified (tested) working and produc-tion seeds and cells should be used. Media,if they cannot be heat-sterilized, should befiltered and tested for freedom from anyextraneous agent before use. There shouldbe protocols for filtration and for the testingof material for sterility.
The following are examples of ways tomaintain sterility:
Materials that need to be kept free ofcontamination should only beworked with in biological cabinetsor in isolation rooms by people who
Vaccine manual 311

312 The principles of good laboratory practices
are properly dressed, to minimize thepossibility of contamination.
Work in cabinets or isolation roomsshould be properly planned.
Work with non-infected materialshould be done first, followed by workwith infected material.
After working with infected material,the area should be decontaminated andallowed to remain idle for sufficienttime to allow dilution by air changes tominimize cross-contamination.
e The potential for bacterial contami-nation in a production area can beevaluated by incubating bacteriologicalmedia that have been exposed to theair in the area for 10 to 20 minutes.
OUTLINE OF PRODUCTION
Each biological product should have adetailed outline of production containinga protocol and guidelines. Where appli-cable, the outline of production should bein such detail that production could becarried out without prior experience.
An outline of production is made up ofseveral sections.
Composition of the productThis section includes the source andpassage history of the organism(s) and, ifapplicable, the relative proportions oforganisms in the product.
CulturesThis section comprises:
protocols and schedules (or frequen-cies) for identifying the organism(s)and frequency of identification;
a protocol for determining the purityof culture(s) and, if applicable, thevirulence of the organism(s) as well asthe range of passage levels or subcul-tures to be used in production;the composition of the media to be usedfor seed and production cultures;sources of media ingredients, eggs, cell
culture or tissues used; protocols forproduction of the media; and themethods used to determine the growth-promoting qualities of the media andtheir freedom from contaminants.
The protocols for production of mediashould include the formula, source andquality of ingredients; instructions on thestorage and handling of ingredients; thequality of water required; equipment; thequality of glassware; procedures for pro-duct formulation and testing; the conditionsfor storage and handling of formulatedmedia; and the product expiry date.
The protocol for testing the sterility andgrowth-promoting qualities of mediashould include preparation and testing ofQC media, the source and care of QCcultures and media performance testing.Records must be made concurrently withthe performance of successive steps in theproduction and testing of each lot ofmedium.
The record for each lot of medium shouldcontain the name of the supplier, the lotnumber, the date of purchase, the date theseal was broken for each medium ingre-dient; the pH and osmolarity of themedium; the date the medium was pre-pared; and the initials of the preparer.
The outline of production should alsoinclude:
'a description of the containers used togrow organism(s) and instructions onhow they are to be sterilized;storage conditions for seed cultures;
e the protocol for preparing inoculum;the technique for inoculation togetherwith protocols for the preparation ofproduction media and the titre andvolume of the inoculum for each sizeand type of culture container;
the duration and conditions of incu-bation;
'a description of the characteristics ofgrowth and the characteristics ofcontamination;

a description of the method of atten-uation, if any, before the organism isused for production.
Harvest
This section comprises:the minimum and maximum timeallowed between inoculation andharvesting and the characteristics of theculture at harvest;the protocol for the preparation andhandling of cultures for harvesting;the protocol for harvesting;criteria for acceptable harvested mate-rial and the procedure for determiningacceptability;
°instructions for the handling of dis-carded material not used in production;any additional pertinent information.
Preparation of the productA detailed description should be given ofevery step from the harvest of the antigenicmaterial to the completion of the productin the final container, emphasizing thefollowing:
the method of inactivation, attenuationor detoxification, if applicable;the composition of the preservative,adjuvant or stabilizer, the stage ofproduction and the method of addition.(The proportions used should be statedin such a manner that the final concen-tration of the added component can becalculated.);the protocol for the method and thedegree of concentration;
if the product is standardized to aspecific concentration of antigen, theprocedures used to achieve this concen-tration and the calculations made indoing so should be given;serials: i) the method of assembly of unitsto make a serial (illustrate by example);
the volume of an average serial;the volume of a maximum serial; andother pertinent information;
*the volume of fill for each size of vial;a description of the method andtechnique for filling and sealing thefinal container;the protocol for lyophilization includ-ing procedures for determining themoisture content;
0-the amount of antigenic material perdose or doses in the final container andhow this is determined;conditions for storage of the finishedproduct.
Permitted antibiotics and amounts permillilitre of biological product in theUnited States are:
Amphotericin B 2.4 micrograms
Gentamicin 30.0 microgramsPermitted combinations of the above
include:° penicillin and streptomycin;e either amphotericin B or nystatin withany of the other antibiotics alone orwith a combination of penicillin andstreptomycin or polymyxin B andneomycin.
Testing
A description should be given of howsamples of the final product are collected,stored and tested. Protocols should beprovided for the determination of purity,safety, potency, moisture content and anyother test performed on the product. Eachtest protocol should include the minimumrequirement for a satisfactory test.
Post-preparatory steps
This section should include:the form and size of the final containerin which the product is to be distri-buted;
Vaccine manual 313
Nystatin (Mycostatin) 30.0 unitsTetracyclines 30.0 unitsPenicillin 30.0 unitsStreptomycin 30.0 micrograms
e Polymyxin B 30.0 microgramsNeomycin 30.0 micrograms

314 The principles of good laboratory practices
a description of the conditions forstorage.
Finally, the outline of production shouldinclude bibliographical references and anyrelevant appendixes.
LABELLING
All biological products should be properlylabelled and packaged before leaving theproduction establishment. The final con-tainer label should include the followinginformation: the name of the product; thename and address of the producer; therecommended storage temperature; thenumber of doses in the vial; the use, dosageand route of administration for each animalspecies for which the biological product isrecommended; the expiry date; the serialnumber; and warnings or cautions, ifapplicable.
The expiry date is based on the earliestdate of harvest and the date of the lastsatisfactory potency test. If applicable, thedate of lyophilization should be given. Astability record should be established bytesting each serial for potency at releaseand at the approximate expiry date.
The following are examples of warningsor cautions for products containing live ordangerous organisms: "Burn this containerand all unused contents"; (for multidosevials) "Use entire contents when firstopened"; "Do not vaccinate within [statenumber] days of slaughter"; and "Do notvaccinate pregnant animals".
The following information should beprovided on the label, carton label or anenclosed leaflet: full instructions on theuse of the product; if applicable, schedulesof use; names of preservatives; and anyrestrictions on use of the product.
Containers of diluents to be used forreconstituting biological products shouldinclude on the label: the words "sterilediluent"; the name of the biologicalproduct with which it is packaged; its
recoverable quantity in cubic centimetresor millilitres; the serial number; and thename and address of the producer. Allnecessary warnings as covered by the labelfor biological products should be placedon the diluent vial to cover its use andhandling after reconstitution.
STORAGE
Completed biological products should bestored at 2° to 7°C, unless a differenttemperature has been shown to give betterstability.
RECORDS
Each biological production facility shouldkeep detailed records of all the activitiescarried out within the establishment. Theseshould include a daily log of productionarea use. Records should be made concur-rently with the performance of successivesteps in the production of each lot andshould contain the date and time of allcritical steps, the identity and quantity ofall ingredients added or removed andsufficient detail to give a clear under-standing of each step in the preparation ofthe product. The charts and temperaturerecords made during preparation ofingredients, sterilization of equipment ormanufacture of a product are part of therecord for the lot being produced. For eachlot there should also be detailed records ofthe tests performed on ingredients, seeds,the product during manufacture and thecompleted serials or subserials of theproduct.
The facility should have a record of thelocation of all biologicals being preparedand the quantities held in storage anddistribution channels.
QUALITY ASSURANCE
The protocols and testing procedures thatwere mentioned earlier can be regarded ascontributing to the QC and quality assur-ance (QA) of biological products in the

process of manufacture. These proceduresare of considerable value to the manu-facturer in indicating the efficiency of theprocess, thus, it is of major importancethat the performance of these criticalfactors should be documented in appro-priate records. The QA monitoring ofproduction and testing of a product shouldbe performed by personnel not associatedwith the production process. The personnelresponsible for QC and QA should reportdirectly to senior management.
The requirements and procedures fortesting the quality of a product shouldconform to the standard requirementsestablished by the country or region inwhich the product will be used. In additionto tests performed by the manufacturer,product quality should be verified by anational or regional control authority'sreference laboratory. Examples of standardrequirements can be found in the UnitedStates Code of Federal Regulations (CFR)(USDA, 1994) and the European Pharma-copoeia (European PharmacopoeiaCommission, 1985). New test methodsdeveloped by the manufacturer should beapproved by the national or regionalcontrol authority's laboratory before beingused to evaluate a product.
When possible, test procedures shouldinclude a standard reference reagent, suchas a virus, bacterial culture or antigen, fordirect comparison with the product.Similarly a standard test reagent, sucha asa serum, antitoxin, fluorescent antibodyconjugate, toxin, virus, bacterial culture orantigen, should be used to assure thecorrect sensitivity of the test. Thesereference preparations and reagents shouldbe made available by a national or regionalreference laboratory. Protocols for cali-bration, validation, monitoring and main-tenance schedules for instruments andequipment should be based on publishedrecommendations such as those containedin the College of American Pathologists.
Instruments should be monitored fre-quently enough to ensure that they operatewithin tolerance limits 95 percent of thetime.
CONCLUSIONS
The quality of a biological product isdependent on close attention to all factorsdirectly or indirectly involved in produ-ction. These start with the design andoperation of the facility, include theperformance of the process and leadeventually to the testing and use of theproduct. The producer of a biologicalproduct must always remember that it isthe manufacturer, not the user, who isresponsible for ensuring that the productis pure, safe, potent and efficacious.
BIBLIOGRAPHY
College of American Pathologists. Laboratoryinstrument evaluation, verification andmaintenance manual. Northfield, Il., USA.
European Pharmacopoeia Commission. 1985.European Pharmacopoeia, 2nd edition.Sainte-Ruffine, France, Maisonneuve.
USDA. 1994. Viruses, serums, toxins andanalogous products; organisms andvectors). In Animals and animal products,CFR, title 9. United States Departmentof Agriculture.
USDA. Good laboratory practices for non-clinicallaboratory studies. Washington, DC, USA,Food and Drug Administration, UnitedStates Government Printing Office.
Vaccine manual 315

International organizations such as theFood and Agriculture Organization of theUnited Nations (FAO), the Pan AmericanHealth Organization of the World HealthOrganization (PAHO / WHO), the Officeinternationale des Epizooties (01E) and theCommission of the European Community(CEC) have designated a series of labora-tories worldwide as reference laboratories,collaborating centres and regional labora-tories. These laboratories are viewed as anessential part of the organizations' respec-tive missions to promote animal health andprevent the spread of disease throughinternational trade in animals and animalproducts. The lists of FAO and OIE refer-ence laboratories and FAO CollaboratingCentres are given in the FAO/ OIE / WHO(1995).
The largest network of reference labora-tories (RLs) is for foot-and-mouth disease(FMD) reflecting the international impor-tance of the disease and the requirementfor technical support so that its controland eradication can be on a regional basis.Under the aegis of FAO, OIE and CEC,different networks link a world referencelaboratory, RLs, a community coordinationinstitute and national laboratories andserve as a model for the role of referenceand regional laboratories. In this chapterthe background to these designated RLsand descriptions of their activities areprovided.
WORLD REFERENCE LABORATORY FOR FMD
The Institute for Animal Health, Pirbright,United Kingdom (formerly the Animal
roL pf referEL1e and regionalaboratc m
A.I. Donaldson and V. Astudillo
Virus Research Institute) was designatedby FAO in 1958 as the World ReferenceLaboratory (WRL) for FMD. The termsunder which the WRL agreed to operateare:
oto perform tests for the presence ofFMD virus on specimens sent byMember Governments of FAO and theEuropean Commission for the Controlof FMD;to identify the virus if present and / orthe strain and antigenic properties ofthe isolated virus(es) if deemed neces-sary;to send all relevant information regard-ing the results of such tests to thegoyernment(s) requesting the test(s),with duplicate copies sent to theAnimal Production and Health Divi-sion of FAO in Rome.
At the 1959 Session of the EuropeanCommission for the Control of FMD it wasagreed that the WRL would be responsiblefor examining strains of virus found inEurope that were suspected of being typesother than 0, A and C, i.e. exotic strains.Additional responsibilities for the WRLwere the subtyping of strains of the virus,maintenance of a reference collection of allconfirmed subtypes and correspondingantisera and the supply of such antisera toother laboratories on request.
The 28th General Session of OIE in May1960 recognized the Institute for AnimalHealth, Pirbright, as the WRL for FMDand authorized it to handle all sevenserotypes of FMD virus. Thus the WRLbecame uniquely sanctioned by both OIE
Vaccine manual 317

and FAO to manipulate all seven serotypesof FMD virus.
Between 1958 and 1993 the WRL pro-cessed 18 200 samples from more than 110different countries. It has also played aleading role in developing and standard-izing methods for improved FMD diagno-sis and virus strain characterization (Ferrisand Donaldson, 1992).
REGIONAL REFERENCE LABORATORIES
FOR FMD
Five regional RLs for FMD are recognized.These are:
the Pan American Foot and MouthDisease Center (PAHO / WHO), Rio deJaneiro, Brazil, which is designated byFAO and OIE as the regional RL forSouth and Central America;the Botswana Vaccine Institute (BVI),Gaborone, Botswana, is the OIE-desig-nated regional RL for Southern Africa;the FMD Centre, Pakchong, Thailandis the FAO- and OIE-designated re-gional RL for FMD for Southeast Asiaand Oceania;the Institute for Animal Health, Pir-bright, United Kingdom, is the com-munity RL for Member States of theEuropean Union;the Central Veterinary Institute (CDI-DLO), Lelystad, the Netherlands, is thecommunity coordinating institute forFMD vaccine for the European Union.
The expected functions and activitiesof OIE-designated RLs for FMD werereviewed by the OIE FMD and otherEpizootics Commission in 1989 andadopted by the International Committeeof OIE at the General Session in May 1989.They are as follows:
The RL should act as the referencelaboratory for the countries in theregion and should collect and compileepidemiological data from the regionwith the collaboration of the nationalveterinary services.
All RLs must operate under highdisease-security conditions as recom-mended in the FAO guidelines onminimum standards (FAO, 1993). Thehigh security systems should be regu-larly inspected by the relevant autho-rities (national and regional).
*Samples for FMD diagnosis should bereceived from the national veterinaryservices in the region.
If a country wishes the WRL to performthe diagnosis then samples should besent simultaneously to both the RL andthe WRL.
If a virus isolate is suspected ofbelonging to a serotype previouslyexotic to the region, samples should besent to the WRL for confirmation andstorage.The RL should be equipped and skilledto provide an initial diagnosis (sero-typing) rapidly.
*The RL should be equipped and skilledfor the determination of the serologicalresponses of animals in terms of theserotypes of FMD virus in the region.The RL should use a sensitive andspecific test. For this purpose it shouldmaintain a stock of regional serotypesof FMD virus, inactivated antigens ofexotic types and the appropriateimmune sera.The RL should be equipped to propa-gate any FMD isolates in animal hostsand cell culture systems.In the case of an uncertain diagnosis,the RL should send a sample of thevirus from the primary case to the WRLfor confirmation and further character-ization. Ideally, an aliquot of fieldmaterial should be sent but, if this isnot possible, animal passage materialobtained from the original host species,or low cell culture passage material isacceptable. The history of animal orcell culture passage material should beprovided.
318 The role of reference and regional laboratories

Further virus characterization shouldbe carried out by the most up-to-datetechniques, but only as a secondpriority.The RL should participate in colla-borative studies with the WRL andother RLs.The RL should provide regular trainingcourses in FMD diagnosis, epide-miology and disease control and shouldorganize collaborative studies withnational laboratories for the standard-ization of tests.
*On request, the RL should assistnational laboratories by supplyingreagents as required.
The RL should perform tests andprovide advice about vaccines forprophylaxis and emergency control.The definitive test is the cattle challengetest. Advice can be given, based on theresults of indirect tests provided acorrelation has been established betwe-en the indirect test and the cattlechallenge test.
Results and epidemiological datashould be compiled and presentedregularly to OIE, FAO and the WRL.All requests for the supply of FMDvirus from any other laboratory,including the WRL, should be madethrough official channels, i.e. the centralveterinary authority of a country mustmake an official approach in writing tothe proposed supplier of the virus onbehalf of the requesting laboratory.
*The supply of an FMD virus which isexotic to the country of the requestinglaboratory should only be undertakenaccording to OIE and FAO procedures.
FAO expects its regional referencecentres to operate along very similar lines.
The Pan American Foot-and-MouthDisease Center
The Pan American Foot-and-Mouth Dis-ease Center (PAFMDC) was established in
1951 as part of a technical cooperationproject of the Organization of AmericanStates. Planning of the centre, which offersan internátional service, was done by thePan American Sanitary Bureau, in collab-oration with the InterAmerican Instituteof Agricultural Sciences. Operation of thecentre is the responsibility of the bureau.
The centre was built on a site and inbuildings donated, together with utilitiesand a proportion of the labour costs, bythe Brazilian Government. Major financialsupport was provided by the Organizationof American States, and additional collabo-ration in specific parts of the technical andtraining phases of the centre's programmewas received from FAO and the UnitedStates Department of Agriculture (USDA).During its formative years the work of thecentre was devoted to: the training ofnational laboratory and field staff re-sponsible for the control of FMD in theAmericas; diagnostic services, includingidentification of the virus; field consul-tations in control and prevention tech-niques; and research on the nature of FMDvirus and allied viruses.
National FMD control and eradicationprogrammes were first established in SouthAmerica in the early 1960s and consistedof a network of vesicular disease diagnosticlaboratories, vaccine control units and fieldoffices, the latter being responsible fordisease monitoring and surveillance andthe implementation of disease controlprocedures. PAFMDC was pivotal to theseactivities through the technical andadvisory services it provided, particularlyin the characterization of vesicular virusdiseases, the production, standardizationand supply of reagents to other diagnosticlaboratories in the region and the trainingof personnel.
A continental vesicular diseases surveil-lance system (CVDSS), developed byPAFMDC, began operating in 1977. Thislinked the centre with field offices and
Vaccine manual 319

laboratories throughout the region. Infor-mation on vesicular disease outbreaks inindividual countries is sent to the centrewhere it is collated and analysed to createcontinental disease status informationwhich is then passed on to participatingcountries weekly, monthly and/ or annual-ly. The WRL, FAO and OIE also regularlyreceive these data.
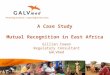
Through this system the developmentof emergency disease situations, such asoutbreaks in normally disease-free areasor a sudden increase in outbreaks inendemic areas, can be identified at an earlystage and neighbouring countries alerted.PAFMDC's regular monitoring and charac-terization of virus strains circulating in thefield is an important part of the CVDSSsince it can identify antigenic changes andthe need to alter the spectrum of strainsincluded in vaccines. The possibility ofemerging epizootics is particularly likelywhere there is a decrease in vaccinationcoverage or increased animal movementowing to trade. The links in this networkare shown in Figure 13.
Significant antigenic and immunogenicdifferences are identified between fieldisolates and vaccine strains. If there arealso epidemiological data indicating anincreased disease incidence amongvaccinated animals, PAFMDC will recom-mend to the relevant national authorityor authorities that the strains of virusin commercially produced vaccines bechanged. This may be effected by addingthe new strain to the existing formulation,by substituting one of the strains or byproducing a monovalent vaccine to be usedtogether with the commercial vaccine.
Experience has demonstrated, however,that it is not advisable to substitute anystrain in a vaccine when the field isolatescan be covered with existing vaccine strainsfollowing intensified vaccination andrevaccination. An example of this was theprediction of a type A epidemic in the Rio
Plata basin region three months before itsoccurrence which allowed the forewarningof national authorities. The alert began in1987 when PAFMDC established that astrain of virus, later identified as A-81Argentina / 87, present in the Rio Plataregion was immunogenically differentfrom the strain being used at that time invaccines. PAFMDC wrote to the head ofthe national diagnostic laboratory inArgentina, giving details of the antigenicand immunogenic properties of the fieldisolate and pointing out the fact thatrevaccination would be necessary toachieve an acceptable level of protectionand that if such measures were notimmediately adopted an epidemic couldbe expected.
The Botswana Vaccine InstituteIn 1977, Botswana suffered three outbreaksof FMD, almost simultaneously, caused bySAT 1 and SAT 2 viruses. In the Makgadik-gadi area, where an outbreak of SAT 2occurred, cattle were vaccinated with animported vaccine but protection was poor.As imports were the only source of vaccine,the Botswana Government decided tobuild its own vaccine institute (in associ-ation with the company IFFA-Mérieux)but, since it was estimated that it wouldtake at least three years to design andconstruct a permanent vaccine productionplant and the need for vaccine was urgent,it was decided to tackle the problem intwo phases as follows (Falconer, Manna-thoko and Guinet, 1982):
*Phase I, an emergency phase, designedto produce limited amounts of vaccinewhile maintaining maximum diseasesecurity;Phase 2, establishment of the permanentinstitute, designed initially to produce21 million monovalent doses of vaccineper year.
It was decided to use a mobile viruslaboratory in order to enable work on FMD
320 The role of reference and regional laboratories

Ecosystem Agent4--
Susceptiblesnon-immune
Disease Surveillance
Sample
Immune
Vaccine
Vaccineproducinglaboratory
Nationallaboratories
Differences ofepidemiologicsignificanceReference
YNew strain
Nationalcontrol
laboratory
FIGURE 13Reference system activation flow
Vaccine manual 321

322 The role of reference and regional laboratories
viruses to be undertaken as quickly aspossible. In August 1978, the laboratorywas flown from France to Botswana in aHercules aircraft and installed on a site inGaborone. To provide facilities enablingwork to be done outside the module's viralzone area, a large prefabricated buildingwas erected, encompassing all the activitiesof Phase 1.
Financing to build, equip and run thePhase I facilities was provided by theEuropean Community. Seven weeks afterthe arrival of the mobile laboratory thefirst batch of vaccine was produced. Phase2, the construction of a permanent vaccineinstitute, started at the end of March 1980and was completed in August 1981. Thepermanent, commercial vaccine institutestarted production in September 1981 andwas soon producing on an industrial scalethat allowed the exportation of vaccineto other African countries. The Frenkelmethod of production was used initially,utilizing bovine tongue epithelial tissuesharvested at the Botswana Meat Commis-sion abattoir at Lobatse. Additional tonguetissues were obtained from the ZimbabweCold Storage Commission abattoir inBulawayo, Zimbabwe. Later BHK-21suspension cells were introduced forvaccine production and currently the twomethods are used according to need.
Initially, owing to the lack of securefacilities, it was not possible to test thevaccines produced at BVI on cattle inGaborone and a small field laboratory atMotopi, northwestern Botswana, was usedinstead. Since the end of 1979, one batchout of every four produced has beensubjected to a potency test in cattle andthese tests are now carried out in highcontainment facilities at BVI, Gaborone.
One of the main responsibilities of BVI,in addition to the production of FMDvaccines specifically suited to the epide-miological situation of the countries in theregion, is to study the different strains of
FMD virus present in southern Africa andother parts of Africa. At the practical level,this has resulted in an increasing demandfrom neighbouring countries for the rapiddiagnosis of suspected disease (Guinet etal., 1982).
In 1985, during the 53rd General Sessionof OIE. BVI was designated as an RL forFMD in Africa.
Foot-and-Mouth Disease Centre,Pakchong, Thailand
The FMD centre at Nong Sarai, nearPakchong, in Nakhon Ratchasima Pro-vince, about 150 km northwest of Bangkokwas established in 1958. It belongs to theDivision of Veterinary Biologics of theDepartment of Livestock Developmentwithin the Ministry of Agriculture andCooperatives. Early work, which wasassisted by FAO and provided equipmentand experts, concentrated on the isolationand identification of field strains of FMDvirus. The laboratory developed thecapability of producing vaccines in 1960and this heralded the start of the FMDvaccination campaign in Thailand. Overthe following three decades, and withtechnical and financial assistance providedby the Japanese and Australian govern-ments, the facilities at Pakchong wereconsiderably expanded.
REFERENCE LABORATORIES IN THE
EUROPEAN COMMUNITY
As part of its policy for harmonizingthe control of FMD in the EuropeanCommunity, as provided for in Directive85 / 511 / EEC, CEC decided that it woulddesignate a community RL for FMD and acommunity coordinating institute for FMDvaccine.
Community Reference Laboratory for FMDThe Institute for Animal Health, Pirbright,was designated as the community RL forFMD by CEC in September 1989. Under

Articles 1 and 2 of a five-year contractualagreement, which came into effect on1 April 1990, the agreed functions andduties are:
To ensure liaison among the labora-tories of the Member States with regardto the standards and methods ofdiagnosis of FMD and differentialdiagnosis, where necessary, ineach Member State specifically by:i) receiving field samples from MemberStates and certain third countries witha view to determining their identity; ii)typing and full-strain characterizationof FMD virus from the samples referredto in i) and communicating the resultsof such investigations without delay tothe Commission and the Member Stateconcerned; iii) building up and maint-aining an up-to-date collection of FMDvirus strains; iv) building up andmaintaining a collection of specific seraagainst FMD virus strains;
0 to support the functions of nationallaboratories, in particular by: i) storingand supplying to national laboratoriescell lines for use in diagnosis, togetherwith virus and / or inactivated antigens,standardized sera and other referenceagents; ii) organizing and operatingperiodic comparative trials on FMDdiagnosis at Community level and thetransmission of the results of such trialsto the Commission and the MemberStates;
oto provide information and carry outfurther training, in particular by:i) gathering data and information onthe methods of diagnosis and different-ial diagnosis used and distributing suchinformation to the Commission and theMember States; ii) making and imple-menting the necessary arrangementsfor the further training of experts inlaboratory diagnosis with a view toharmonizing diagnostic techniques;iii) organizing an annual meeting
where representatives of the nationallaboratories may review diagnostictechniques and the progress ofcoordination.
Under Article 3 of the contract it wasagreed that:
The RL shall operate according torecognized conditions of strict diseasesecurity as indicated in FAO, 1985.The RL shall formulate and recommendthe disease security measures to betaken by the national laboratories inmatters of FMD diagnosis, in accord-ance with the minimum standardsreferred to in the previous paragraph.
The community coordinating institute forFMD vaccine
The Central Veterinary Institute(CDI-DLO) at Lelystad, the Netherlands,was appointed as the community coordi-nating institute (CCI) for FMD vaccine byCEC in December 1992 and commencedits activities as a department within theCDI-DLO on 1 January 1993 under arenewable annual contract.
The functions and duties of the CCI are:to standardize the methods of controlof FMD vaccines by national labora-tories prior to authorization of vaccinesby the competent authority of theMember State.
e to coordinate the control of FMDvaccine by national laboratories ineach Member State specifically by:i) occasionally, or on request, receivingrepresentative samples of batches ofFMD vaccine intended for use in theCommunity including that producedin third countries (for use in theCommunity, in Community-supportedvaccination campaigns or in animalsintended for importation into theCommunity) and testing such vaccinesfor innocuity and potency; ii) carryingout comparative studies to ensure thatinnocuity and potency testing in each
Vaccine manual 323

Member State is of uniform method-ology; iii) testing, by means of cross-immunity assays in live cattle, theefficacy of existing vaccines againstimportant new field strains of FMDvirus and communicating the resultsof such assays without delay to theCommission and the Member States;iv) gathering data and information oncontrol procedures and vaccine testsand periodically transmitting suchinformation to the Commission andMember States;
to coordinate training and researchamong the various national laboratoriesby: i) making and implementing thenecessary arrangements for the furthertraining of experts in vaccine verifi-cation and testing with a view toharmonizing such techniques; ii) organ-izing an annual meeting where repre-sentatives of the national laboratoriesmay review vaccine control and testingtechniques and the progress of coordi-nation;
to operate according to recognizedconditions of strict disease security asindicated in FAO, 1985;
to formulate and recommend thedisease security measures to be takenby the national laboratories in accor-dance with the standards already-defined.
REFERENCE LABORATORIES AND THE QUALITY
OF FMD VACCINES
The following activities of RLs have abearing on the quality of FMD vaccines:
Antigenic suitability: the antigeniccharacteristics of contemporary fieldstrains of geographical relevance to theregion must be constantly monitoredby the RL so that advice can be givenabout the suitability and selection ofstrains already present or to be incor-porated in vaccines. Suitable tests forthis purpose include: virus neutrali-
zation; plaque reduction; mouse pro-tection tests; and the liquid phaseblocking enzyme-linked immuno-sorbent assay (ELISA) using bovinesera from a serum bank of vaccinatedand revaccinated cattle. These proce-dures provide results from which anindirect prediction can be made of theprotection likely to be conferred byselected vaccine strains against a fieldstrain or strains and are especiallyappropriate in emergency situations.In the case of routine prophylacticvaccination campaigns, where speed isnot so critical, the ultimate test is thatof the cattle challenge. However, thishas the disadvantages of high cost,greater disease security risk and thefact that it raises animal welfareconsiderations.Independent testing of vaccines: the RLshould carry out independent andimpartial quality testing of vaccines foruse in different countries of the region,taking into consideration the prevailingepidemiological situations, to ensurethat vaccines are suitable, potent andsafe. To achieve these aims the RLshould define the decision-makingrules for the approval of vaccines andbe capable of undertaking controlassays including: vaccine productionprocess control (antigen characteriza-tion and titration); antigenic payload(146S content) measurement (Bartelingand Meloen, 1974); establishing thestability of the final emulsion; toxicitytesting to ensure there are no adversereactions in animals; and potencycontrol tests in cattle. However, thelatter are likely to be progressivelyreplaced in the future by serologicaltests that demonstrate a good correla-tion between in vitro and in vivo results.Innocuity testing: these are essential toensure that vaccines have been fullyinactivated and are safe and sterile.
324 The role of reference and regional laboratories

Recommended tests of innocuity in-clude the inoculation of BHK-21 mono-layer cultures (Anderson, Capstick andMowat, 1970) and / or susceptible cattle.
GRLs should maintain stocks of referencevirus strains and their antisera forsupply to vaccine producers in theregion.
MONITORING AND FINANCIAL SUPPORT OF
REGIONAL LABORATORIES
The designation of a regional laboratory as,an RL carries with it the obligation toundertake the duties and activities listedat the start of the chapter. This should befully explained by international organiza-tions and appreciated by candidate labora-tories before they accept the designation.Furthermore, there must be a regularmonitoring procedure to ensure thatdesignated RLs are fulfilling their dutiesand satisfying the demands and expecta-tions of the countries in the region.
Monitoring should be done on an annualbasis through meetings of the relevantauthorities of the countries of the region,by the provision of reports from thelaboratories of their activities and throughvisits by groups of experts from interna-tional organizations (i.e. OIE, FAO, EU,PAHO / WHO).
GeneraIly, the financial support of RLsis provided mainly by the host governmentand in part through specific programmesand projects. It is advisable that labora-tories seeking to become designated oralready performing reference work shouldaccurately estimate the cost of theseactivities and request complementaryfunding from their usual sources or searchfor other sources to fulfil their needs. Theseother sources may include research con-tracts with central or local governmentalagencies, international organizations andlivestock associations.
Alternatively, a candidate RL may beable to persuade an international organiza-
tion to meet the majority of its costs undera contractual arrangement. The advantageof the latter is that both parties should befully aware in advance of their commit-ments and so both financial and technicalprogrammes can be more effectivelyplanned.
Note. While this chapter has been primarilyconcerned with describing the functionsand activities of the five regional RLsinvolved in the control of FMD, it shouldbe noted that, in support of FAO'sGlobal Rinderpest Eradication Programme(GREP), there are now three regionallaboratories that promote the control ofthe disease. Two of these are located inAfrica (Senegal and Kenya) and thePirbright Laboratory of the United King-dom's Institute of Animal Health hasrecently been appointed as the FAO WRLfor rinderpest. In addition, the Pan AfricanVeterinary Vaccine Centre (PANVAC),Debre Zeit, Addis Ababa, Ethiopia, sup-ports GREP by providing laboratoryservices to ensure that only vaccines of theappropriate quality and standard are usedin the control campaigns currently underway in African countries.
BIBLIOGRAPHY
Anderson, E.C., Capstick, P.B. & Mowat,G.N. 1970. In vitro method for safetytesting of foot-and-mouth disease vac-cines. J. Hyg., (Camb.), 68: 159-172.
Barteling, S.J. & Meloen, R.H. 1974. A simplemethod for the quantification of 140Sparticles of foot-and-mouth disease virus(FMDV). Arch. gesamte Virusforsch., 45:362-364.
Falconer, J., Mannathoko, M. & Guinet,J.J. 1982. Methods of control of foot-and-mouth disease in Botswana. Ann.Virol. (Inst. Pasteur), 133: 151-155.
FAO. 1985. Minirnum standards for labor-atories working with foot-and-mouth
Vaccine manual 325

326 The role of reference and regional laboratories
disease virus in vitro and in vivo. Reportof the 26th Session cf the European Commis-sion for the Control of Foot-and-MouthDisease, Rome.
FAO. 1993. Security standards for FMDlaboratories. Report of the 30th Session ofthe European Commission for the Controlof Foot-and-Mouth Disease, p. 67-78. 27-30 April 1993, Rome.
FAO/OIE/WHO. 1995. Animal Health Year-book 1994. Rome.
Ferris, N.P. & Donaldson, A.I. 1992. TheWorld Reference Laboratory for Footand Mouth Disease: a review of thirty-three years of activity (1958-1991). Rev.sci. tech. Off. int. Epiz., 11: 657-684.
Guinet, J.J., Piroird, R., Falconer, J. &Fargeaud, D. 1982. Present results ofserological and immunological studiesof foot-and-mouth disease virus at theBotswana Vaccine Institute. Rev, sci. tech.Off. int. Epiz., 1: 369-386.

The products produced by veterinarybiological or pharmaceutical manufac-turers ultimately affect human lives, so itis necessary that companies not onlyproduce a good-quality product that issafe, pure and efficacious but proveadherence to the regulations and guide-lines that ensure every step within themanufacturing process has been carefullyplanned, monitored, traced and accountedfor. By ensuring compliance to regulationsand guidelines through these methods,companies demonstrate their ability tocontrol the manufacturing process.
Adherence to all requirements concern-ing the product and processes is evidencedthrough documentation, so it is apparentthat the documentation system is one ofthe most critical and complex areas ofcompliance with current good manufactur-ing practices (GMPs).
Note: It may seem as though the information in thischapter is relevant only to the functioning of large,highly developed, multinational companies. It should
be noted, however, that the emphasis on the stringentcontrol of processes, the need for testing and thedevelopment of accurate and reliable documentation,
demonstrates admirably the important principlesinvolved in establishing effective systems for quality
control and quality assurance in any biologicalproduction organization no matter how small. Thelessons of this chapter are therefore strongly recom-mended to all those involved in vaccine productionincluding those in small production organizationssuch as government veterinary laboratories indeveloping countries.
Desev[i.ollicn and d*cumentattn of ovoducfi n
S. Ullah and G. Blocks
and qualEy control of va)levlinary
The initial focus of this chapter will bethe general principles and premises behindGMP and the establishment of baselinecriteria for developing effective documen-tation systems within production andquality control.
Owing to the brevity of this chapterrelative to the subject matter, method-ologies should not be considered compre-hensive but, rather, should provide keyinformation that producers can utilize toinitiate a successful documentation system.
GENERAL PRINCIPLES
In establishing manufacturing operations,many companies equate regulations withcurrent good manufacturing practicesindeed, it is common within the pharma-ceuticals and biologicals industry to usethe terms interchangeably. While GMPsare incorporated into the regulations andin some countries are regarded as the lawclarification of what is meant by GMPshould be made.
Regulations are written parameters andmethodologies established by a country'sgovernment that ensure (when adhered to)that the consumer will receive a safe, pureand efficacious product of high quality.Regulations are essentially the law andnon-compliance can result in censure, finesor closure of businesses. Deliberate andwilful disregard for the law can in someinstances result in fines or criminal chargesbeing levied. (Countries may use titlesincorporating the word regulations,guidelines, rules, etc. when describingregulations, for example the European
Vaccine manual 327

328 Description and documentation of production and quality control of veterinary vaccines
Union's (EU) GMP guideline is called aguideline but is enforced as regulationsthroughout the EU.)
Governments must oversee all aspectsof industry, including such diverse compa-nies as meat processing facilities, medi-cated feed plants, biotechnology, pharma-ceutical and biological manufacturing, soregulations tend to be broad and para-meters vague. This is deliberate on the partof governments to allow for latitude in theway companies can produce productswhile still adhering to the spirit of the law.
It is the interpretation of the regulationsthat is difficult for many companies todecipher, institute and apply. Indeed,incorrect interpretation is the most com-mon cause for a company to be prosecutedfor non-compliance. By stating whatcompanies must do, yet not specifyingexactly how they must do it, governmentshave allowed for the industrial growth ofmanufacturing while ingeniously provid-ing a barometer against which to measurea company's true understanding of thepharmaceutical business and all applicablelaws.
GMPs are the current guidelines prac-tised by companies that have successfullyinterpreted, assimilated and applied theregulations and any additional addendato these regulations. Because regulationsfrom countries may vary in stringency,acceptable process methodologies andrequirements, it.should be noted that thereis more than one method of achieving suc-cessful compliance and numerous optionsand methods for practising GMP exist.
The common barometer for measuring acompany's regulatory success is contingenton one principle: the establishment,through documentation, of accountability,traceability, standardization, reliability andcontrol of all operational elements thathave an impact on the product. Successfulapplication of this concept should ensure acomprehensive controlled manufacturing
operation and accelerate a company'sglobal marketability by requiring minimaladjustments to another country's compli-ance criteria.
Traceability tracks every item and everystep in a process from its source (i.e. froman individual or a substance) as a rawmaterial, to the provider of the sourcesubstance / equipment (the vendor orsupplier), through manipulations at themanufacturing facility (the processes) andas it is sent to market (distribution). Thisinformation, in conjunction with appro-priate assessment measures, provides theassurance that every aspect of the processhas been evaluated, monitored and con-trolled.
Reliability (as evidenced through valida-tion and other documentation) assures thatequipment, processes and systems willconsistently perform at high standardlevels that ensure a safe, pure and effica-cious product.
Standardization and reliability of proce-dures, testing methodologies and resultsare achieved when companies employ oneset of standards and procedures to performspecific functions. By establishing uniformguidelines and providing written in-structions that allow for the consistentperformance of procedures there is asignificant decrease in the number ofvariables that could adversely affect theproduct.
By tracking and accounting for everycomponent and variable in the process, adocumented history of a given batch orserial on a given day is provided andcorroborated through batch records, benchrecords, logbooks and other supportinginformation.
Processes and corresponding documen-tation that can account for every phase ofmanufacturing that requires testing (andcan anticipate and plan the establishmentof contingency procedures for undesiredvariables such as manufacturing discre-

pancies, unplanned deviations, investi-gations and rejected batches) are indicativeof controlled systems.
It is necessary that regulatory agencies,customers, the public at large and themanufacturing company be assured thatevery action has been taken to guaranteethat the best possible product is manufac-tured. Without documentation to provethat the above measures were consistentlymet, the best possible product is vulnerableto negative conjecture, claims, lawsuits andpostulation owing to a lack of proof to thecontrary.
It can therefore be surmised that everycompany that enters into the highlyregulated arena of industrial veterinarybiological or pharmaceutical productionhas the responsibility for:
e adherence to all applicable governmentregulations;
()application of current GMPs on a dailybasis;
e meeting the contractual and possibleregulatory requirements of customers;
*producing every product under con-trolled conditions designed to ensurethat the safety, purity, quality andefficacy of the product are consistentlyoptimal;
°continually monitoring every processto ensure standardization and relia-bility of procedures, testing method-ologies and results;providing evidence of compliance tothe above through concurrent andthorough documentation.
In order to establish and maintain adocumentation system that will addressthese concerns adequately, managementmust have a thorough understanding ofthe integrative aspect of the processes andsystems within the industry.
DEFINITIONS
Accessibility. As it applies to documen-tation accessibility means the use of a
location that allows for the retrievabilityof controlled documentation within areasonable amount of time (usually 48hours), yet restricts and controls the accessof unauthorized persons to the area.
Accountability. Accountability allows foreach process and every component orindividual involved in the processes to beevaluated, analysed and continuallygauged for negative or positive effects onthe system and the resultant product. Onceanalysed this information can be used toimprove the control of a given process orsystem.
Auxiliary documents. Forms, diagrams,charts, logs, schematics and attachmentswhich help to document, track andfacilitate the steps in a process may beincluded in the batch record or referencedand kept elsewhere.
Batch record. A working copy of a masterbatch record, the batch record is essentiallythe written diary of a specific batch. Batchrecords trace the documented manipula-tions of the components and raw materialsonce the production process begins. Forguidelines concerning batch records seeDeveloping the infrastructure for a docu-mentation control system (p. 349).
Bench record. This term refers to labora-tory records and can apply to the raw dataor the documentation that has beentranscribed from the raw data. Thedifference between batch records andbench records is that batch records give ahistory of a specific product or process ona given day while bench records documentthe results of laboratory testing. Becausebench records are essentially a compilationof testing data, the information may notbe in chronological order and the datapresented must be correlated to protocolsor pharmacopoeias to get the complete
Vaccine manual 329

330 Description and documentation ofproduction and quolitv control of veterinary vaccines
story. Well-written batch records tell acomprehensive story that incorporates theintegration of many manufacturing proc-esses. The production of biologicals inv-olves numerous laboratory manipulation.s,so considerable skill must be used to con-vert the resulting bench record data into abatch record.
Cleaning feasibility studies. Tests arecarried out to determine the effect ofvarious cleansers (and methods of clean-ing) on surfaces of different porosity,location and environmental conditions(e.g. the effects of heat, cold and light).Studies also help to determine the virucidalor bactericidal and fungicidal qualities ofvarious disinfectants and the effectivenessof various solutions.
Control documents. Control documents areregulated documents that contain proprie-tary or confidential information concerninga company's processes, policies, ideas andmethods. These documents are assignedunique identifying numbers which providetraceability and accountability for therecords by allowing companies to establishand monitor who gets them and whatversion or revision of the document is themost current.
Controlled systems. The correspondingdocumentation of the integration ofsystems, processes and procedures, whichcan account for every phase of manufactur-ing and testing, becomes the controlsystem. Controlled systems are challengedand validated prior to use to determineweaknesses. This allows potential prob-lems to be anticipated and planned for inadvance by providing for deviations,discrepancies, investigations and revisions.
Critical control point. A significant pointin a process at which a pivotal decision ismade, a critical control point affects (either
directly or indirectly) the safety, purity andefficacy of the product.
Deviations. A planned or unplannedvariation in a process that departs fromthe established steps of that process is adeviation. Planned deviations are testedand justified prior to implementation andshould not affect the safety, purity, potencyand efficacy of the product. Unplanneddeviations are departures from the normand should not affect the safety, purityand efficacy of the product. Companiesoften use the term "unplanned deviations"to describe manufacturing discrepancies.
Discrepancies. Unplanned variations in theprocess or procedure that could adverselyaffect the safety, purity, potency andefficacy of the product are referred to asdiscrepancies. It should be noted that,while deviations may or may not requireinvestigation, discrepancies should alwaysbe investigated and the investigationshould extend to other batches where theproblem may have occurred. If it is decidedafter investigation to release a productaffected by either unplanned deviations ordiscrepancies, a written scientific justifi-cation for that decision should be suppliedwith the product.
HEPA filters. High-efficiency particleadsorption (HEPA) filters are used to filterthe air and to reduce the number ofparticles sized greater than 0.5 microns thatenter a controlled environment. HEPAfilters are used in conjunction with amanufacturing facility's air-conditioningsystem.
Investigation. A comprehensive and in-depth examination of the evidence elicitedfrom reviewing the steps in a process, theinvestigation should be an objective,controlled exercise that focuses on rootcauses and provides information that can

effectively resolve discrepancies within aprocess or system.
Justification. An objective, scientificrationale (based on the data and situation)that supports the proposed decision isreferred to as a justification.
Logbooks. Collation of data which effec-tively track certain activities in a process,logbooks are essentially the diary of aprocess and should present information inchronological order.
Material transfer forms. A form thataccompanies raw material, equipment,components or product from one locationto another, the material transfer formidentifies the item(s), the origin anddestination of those item(s) and who isresponsible for the movement. Completedmaterial transfer forms are usually retainedin a readily accessible, centralized area.
Procedures. Step-by-step instructions thatdelineate how to perform a specificfunction in a process, procedures shouldbe concise, to the point and written at alevel that the person.s with the requisiteeducational / experience background canunderstand. Procedures do not have toinclude every step in the process butsignificant steps must be a part of theprocedure.
Process. A combination of a series ofprocedures that, when performed in aspecified sequence, accomplishes a signifi-cant result within a system is referred to asa process.
Regulated functions. Operations that havewritten parameters and methodologiesspecified by the government or otherregulatory entity, regulated functions havea direct or indirect impact on the productto the extent that non-compliance could
adversely affect its safety, purity andefficacy. The requirements of regulatedfunctions are inferred and outlined by laws(regulations).
Stability programme.The stability pro-gramme is a programme designed tomonitor and determine the effects ofenvironmental or physical factors on afinished product over a period of time.
PRODUCTION PROCESSES
The manufacturing operation is the enginethat drives a company. Essentially, all otherdepartments exist as support systems toaugment, support and justify the resultsgenerated by the production department.
It is a common fallacy that production'smain function is simply to produce, whileconcerns for quality are the responsibilityof support systems such as quality assur-ance, regulatory affairs and quality control.In reality, the largest burden of proof ofregulatory compliance falls on the shoul-ders of production owing to the impact ofintegrative functions and processes be-tween production and other departments.
To understand the concept of integration,the direct processes of production need tobe defined and a description of theprocesses from other systems that impacton production needs to be given.
Direct processes of productionIn order to address effectively the appli-cation of processes to production docu-mentation systems it is important to focuson system components and the importan.ceof systems integration.
All operations are composed of systemswhich can be broken down into a series ofrelated processes. These processes requireinteraction between departments at vari-ous stages of their implementation and,because it is important to demonstratecontrol of an operation by documentationthat shows the history and control of each
Vaccine manual 331

332 Description and documentation of production and quality control of veterinary vaccines
process, it is necessary to decide on thekey places where integration may occurand to have records that demonstrate andsupport that decision.
The following production processesintegrate with processes in other depart-ments or systems although their keyfunctions are the responsibility of pro-duction.
Receipt of raw material and components.Production receives raw material, such asthe ingredients for the formulation ofmedia, reagents and starting materials, andcomponents, such as vials, ampoules andstoppers. These materials are received fromanother department (material manage-ment) through the generation of a bill ofmaterials document.
The bill of materials lists the ingredientsand components to be used in a certainprocess. This document is a part of thebatch record and identifies items bystock or equipment identification controlnumbers.
Every movement of starter materialsshould be traceable, so documentationsuch as material transfer forms whichidentify the department transferring thematerial, the destination of material, thedate of transfer, the reason for transfer andthe person documenting this informationshould be maintained.
Formulation or manipulation of startermaterials. Materials used in productionmust usually be manipulated in some wayprior to their use in the making of product.Manipulations can be divided into severalfunctions.
Equipment such as fill line tubing, needleheads, fluid pumps, filter housings,surgical instrumentation (forceps, scissors,etc.), laboratory glassware, starter and finalcontainers, must be cleaned and sterilizedprior to use. The log records, sterilizationcharts and oven charts can be part of the
initial batch record if the equipment willonly be used in the production of one batchbut, if the equipment is to be used forseveral products, such records should bestored separately and filed by "run"number and date of processing. In thisinstance, it will be important to referencewhich run date or number and whichequipment was used on each batch record.This will help to facilitate finding theinformation during batch record review,investigations or an audit.
(Alternatively, when using the sameequipment for several products, copies ofthe charts and other records can beincorporated into each product's batchrecord, as long as this is acceptable togovernment or contract regulations. Whenthis method is used, the informationdescribing where the original documen-tation is located should be referenced onevery copy.)
Media must be prepared, filled and,whenever possible, sterilized.
Starter materials must be calculated andweighed and the amounts used andreturned to storage should be documented(usually on the bill of materials).
The designation and identification of allcomponents must be facilitated (e.g. thedesignation of fill tubing should be sent tothe tissue culture production section anddocumentation for specific pathogen-free[SPF] eggs should go to the egg culturingsection). This information is usually a partof the sterilization equipment run recordsand is supported by the page(s) of the batchrecord that require documentation of thespecific equipment, components andingredients used.
Information should be augmented bydepartmental logbooks which identifywhen material was manipulated (e.g.autoclaved, weighed and formulated) andon what piece of equipment and whoperformed the manipulations.
(Because of the correlation of batch

record information with logbooks andequipment, cleaning and media prepa-ration records, it is critical that the correctinformation, such as equipment identi-fication numbers, actual dates of prepa-ration and dates transferred, be checkedand verified for accuracy.
Examples of the types of discrepancythat can arise are given in The applicationof quality assurance to production andquality control systems (p. 354).
Preparation of the operation environment.Production is responsible for the cleaning,disinfecting and, when necessary, thefumigation of rooms used in production.In addition, the monitoring of air differen-tials, laminar airflow cabinets, clean roomsand HVAC systems is the responsibility ofproduction. These activities will requirethe retention of logbooks and th.e loggingof dates of cleaning and types of cleansers/disinfectants used.
If cleansers require mixing or dilutionprior to use this is usually described in atype of batch record or logsheet. Schedulesthat demonstrate the adequate rotation ofcleansers (to decrease the likelihood ofmicrobiological resistivity) as well ascleaning feasibility studies for variouscleansers must be available.
Monitoring of operation environments.Using various plating techniques and airsampling equipment, the productiondepartment continually monitors themicrobial flora and air particulate concen-tration for every room where productiontakes place. The results may be documen-ted in the batch record or the informationand where to find it can be referenced inthe batch record while the actual data arestored separately.
Initial operations (production run). Thepreparation of cell systems (i.e. the openingof eggs, grinding of tissue, etc.), inocula-
tion, media changes, harvesting, filtering,the addition of antimicrobial agents andincubations are all examples of initialproduction processes. The documentationrequired for these processes will consist ofan initial batch record, a bulk productbatch record or a defined section of acomprehensive batch record (when thematerial is to be used to make a single finalproduct).
Intermediate operations. Intermediateoperations include storage and corre-sponding environmental monitoring (i.e.monitoring of freezer temperatures),sampling (archive or reserve samples forbull< solution traceability) and thawing.
When the preferred method of produc-ing batches involves the formulation ofserials (the use of initial batch solutions tomake more than one type of product) theinitial batch record (bull< solution batchrecord) is linked to the target product finalbatch record and the intermediate or bulksolution is referenced in the final batchrecord.
The batch record for the bull< solution iskept as a separate record and referencesevery product that the bulk solution wasused in. The batch record system acompany decides to use should be definedin the product licence and must be wellthought out and coordinated, see Devel-oping the infrastructure for a documenta-tion system (p. 349).
Final operations (formulation and filling).The final stages of processing involve suchprocesses as blending, the addition of otherformulating ingredients such as stabilizers,adjuvant, preservatives, etc., filling,volume checks, lyophilization (if appli-cable), sealing, inspection, packaging andlabelling. The records generated at thesestages are the final batch record and shouldinclude the records for packaging andlabelling.
Vaccine manual 333

334 Description and documentation ofproduction and quality control of veterinaty vaccines
Packaging and labelling. This stageinvolves the retrieval of product from anenvironmentally controlled storage area,the manipulation of that product in orderto package and label it and the return ofthe product to quarantine storage pendingrelease.
The movement of controlled product thatby virtue of its composition needs a certaintemperature environment requires thedocumented monitoring of temperatureand of the time that the product is outsidethe controlled environment. The docu-mented monitoring of the controlledenvironment (e.g. freezer or refrigerator)requires an established procedure andfrequency.
In addition, parameters of the tem-perature at which the product can be storedshould be specified and the temperature atwhich immediate action must be taken (thecritical action level, which is based on acritical control point) should also berecorded.
At least three types of logs are indicatedby the above information:
the log or printout used to demonstrateperiodic monitoring of the temperatureof the controlled environment;the log that documents the movementof product into and out of the con-trolled environment;the documentation within the batchrecord of the times of the actualpackaging and labelling operations.(This information is correlated to thelog information that documents thetime the product was taken out of andreturned to the controlled environ-ment.)
In addition, the time out of storage iscorrelated to the product outline andlabelling information to ensure that thetime it took to process the batch did notexceed that stipulated and therefore thatthe safety, purity, or efficacy of the productare not jeopardized.
THE INTEGRATION OF SYSTEMS AND
DEPARTMENTS WITH PRODUCTION
The complex process of documentingproduction processes requires that compa-nies be aware of the relationship of otherdepartments to the actual manufacturingoperations. In order to facilitate thisawareness, background information isrequired concerning each system that hasto be included in the process. Because eachsystem is usually the purview of a specificdepartment, the information has to bestructured to indicate the department,provide some background informationconcerning the department's primary focusand describe briefly how productionintegrates with that particular departmentor system.
It should be noted that the informationprovided here is cursory and does notinclude the systems integration betweenevery department but outlines the foci ofdocumentation on the systems of manufac-turing (production) and quality control andthe impact of those systems that shouldintegrate with them.
Regulatory affairsIn order to market a biological or drugprod.uct, specific information must besubmitted to the regulatory agencies thatcrovern the industry within the countryconcerned.
The information submitted shouldoutline the specifics of the manufacturingprocess and will usually include:
'building location and design (blue-prints and legends);
equipment and services (utilities)specifications (validation data);a list of the types of products a facilityexpects to produce;the procedures by which the productwill be produced (including manufac-turing, testing a:nd monitoring meth-odologies);
research and development data

(including master seed origin, rawmaterials, etc.).
The regulatory affairs department worksclosely with the government on a continualbasis and serves as a liaison between thecompany and the regulatory agencies.Functions usually associated with regula-tory affairs are: submission of new druginformation; interpretation of licences andregulatory contracts; submission of revisedproduct data; interpretation and appli-cation of company policies versus govern-ment regulations; the writing and facilita-ting of official responses to governmentaudits; and the review and determinationof information to put on product inserts,master labels and packaging information.
The establishment of criteria for all areasof the business that have to do withadministrative aspects of regulatorycompliance is also the responsibility ofregulatory affairs.
The regulatory affairs department is alsoresponsible for determining the adequacyof processes, procedures, master batchrecords and testing criteria as they pertainto changes in submissions or governmentexpectations, as well as for facilitation andexpedition of market withdrawals, recalls,etc. (In some companies, some or all ofthese duties may be under the purview ofthe quality assurance unit.)
Integration of production with regulatoryaffairs. The documentation generated andsubmitted by regulatory affairs is utilizedto create master batch records, standardoperating procedures, quality controlprotocols and other documents. Thesedocuments must be reviewed and com-pared whenever there are revisions oramendments to ensure that any changes toprocesses, procedures, raw materials,building or equipment specifications, etc.do not contradict the original submitteddocuments.
It should be recognized that all regula-
tory documents are in a state of flux. Thismeans that as regulations, procedures, rawmaterials or equipment change or areclarified, the documentation within eachsystem will need to be reviewed, evaluatedand possibly revised to reflect and supportthe change.
Production should establish a mecha-nism for continually notifying regulatoryaffairs of any changes to processes,procedures, equipment or raw materials.New submissions should be made andgovernment approval obtained prior to theinitiation of new processes.
In addition, before writing or revisingprocedures, changing significant steps inthe master batch record, approving manu-facturing deviations or otherwise alteringexisting techniques, the procedures andproposed changes should be comparedwith the actual product outline or productlicence submission. Changes that gooutside the parameters established inthe product outline may require anamendment to the licence (and scientificjustification) prior to the change.
Regulatory affairs should apprise pro-duction of all changes and amendmentsand of new interpretations of procedures.It is also recommended that prior tosubmissions of research and developmentdata, production is apprised and activelyparticipates in the development of theprocedures and processes that are to be apart of the product licence.
Documentation generated by regulatoryaffairs and continually utilized by produc-tion includes: the product outline, infor-mation concerning labelling operations,changes to the outline and facility blue-prints and legends.
Research and developmentResearch and development (R&D) hasconsiderable impact on the everydayoperations of production. It is importantto recognize the function of R&D and to
Vaccine manual 335

336 Description and documentation of production and quality control of veterinary vaccines
incorporate that function with the actualproduction process.
R&D is responsible for developing ideasinto products, for example, beginning withan isolated viral strain, R&D works todevelop seed that is potent, yet hasminimal adverse reactive characteristics.Using feasibility studies in conjunctionwith seed manipulations (passages) anoptimum seed preparation is developed(the master seed) and R&D must then workto build up a master seed bank that willsustain production of the product for aspecified period.
The integration of R&D with production.R&D is responsible for testing and ensur-ing the feasibility of product use and mustdevelop the processes used to manufacturethe product. Consideration must thereforebe given to the following factors:
G feasibility of the potential product as aviable vaccine that will incorporatesufficient viral activity with minimaladverse reactivity;
*reproducibility of experimental benchactivity in the "real world" (i.e. in themanufacturing process);testing and evaluation of excipient andother raw material in conjunction withthe biological component (i.e. testingfor compatibility and stability);testing and evaluation of the packaging(composition of vials and stoppers,labelling requirements, etc.) to establishbaseline criteria for compatibility andstability testing data;
*evaluation of the effects of heat, cold,light, agitation and other environ-mental variables on the stability of thebiological component;
*development of the manufacturing andtest methodologies that will be used inthe actual processes.
It should be recognized that, althoughR&D is responsible for developing themethods of producing and testing prod-
ucts, the real proving ground for thesuccess and feasibility of R&D manipu-lations takes place in production.
Many ideas work well in R&D labora-tories where creativity, quick adjustmentsand manipulations using state-of-the-artequipment may be the norm and can occurthroughout the evaluation process. CurrentGMP requirements are applied ratherloosely (if at all) during the initial stages ofresearch to allow for all avenues to beexplored and such latitude is not usuallyallowed during actual manufacturing.Owing to the complex, stringent controlmechanisms and to the recognition thatproduction equipment is often idio-syncratic after years of use and wear, suchvariables as process or ingredient adjust-ments can only be made after seriousconsideration and must undergo thorough,prescribed and controlled testing. Prod-uction using methods that still needadjustments to the actual process is usuallyrestricted or totally prohibited.
The testing methodologies developed inR&D must be reproducible on a large scaleand should incorporate and reflect themethodologies that the quality control unitwill actually utilize. New methodologiesthat cannot be referenced to manuals orpharmacopoeias usually require theapproval of government testing agenciesprior to use in actual production.
For successful conversion of a pro-duction process from a laboratory to amanufacturing environment the followingguidelines should be utilized:
Apprise production of the progress ofproducts that have been approved.Visit the production site and find outthe actual methodologies and equip-ment that are being used.
It is far easier to assimilate a newproduct that uses existing method-ologies than it is to create or revise aprocess, every effort should thereforebe made to simulate the conditions,

equipment, processes and proceduresthat production uses. This shouldminimize the number of alterations aproduction process requires when it istransferred to the manufacturing en-vironment.The validation of processes must beperformed on the actual equipment thatwill be producing the product. This isespecially critical for formulation andlyophilization processes where idio-syncrasies of equipment, utility re-quirements and even the availability ofspecific raw ingredients could com-promise all of the hard work ofregulatory affairs and R&D.It is important to recognize the impor-tance of validation and to ensure thatprocess validation is complete beforewriting final versions of the standardoperating procedures (SOPs) for thatprocess. The information gatheredduring the testing and challenging ofthe process will help to determine thecritical control points and the types ofSOPs that will need to be written. Inaddition, SOPs that compensate for theweaknesses of a process can be devel-oped after those weaknesses have beendetermined during validation.Idiosyncrasies of equipment and pro-cesses are not only the characteristicsof different manufacturers; the wearand tear from normal production usecan change such diverse critical aspectsas door seal integrity (and thereforethe vacuum), sensor or thermocouplecapabilities (for lyophilizers) or fill linesor needles for filling machines. Com-panies should be aware that repro-ducing the results with similar equip-ment from the same manufacturerusing the same ingredients may not beacceptable for validation or productsubmissions only the actual equipmentused, with the actual procedures fol-lowed, can be used for such purposes.
R&D should be aware of the manufac-turing and regulatory restrictions ofproduction. It is important to incor-porate the GMP requirements ofmanufacturing operations in the train-ing of the staff of support systems thatare integrated with the productiondepartment.R&D should be apprised of the processvalidation requirements in enoughdetail to enable informed decisions tobe made about developing processesor manipulations.
The performance of pilot batchesshould be facilitated by R&D butproduction personnel should performall the manufacturing manipulations.
Incorporating these guidelines shouldhelp to ensure that the success of the R&Ddepartment's efforts is not delayed duringactual production.
The documentation that is generated bythe R&D programme includes the resultsand evaluation data of feasibility studies,initial stability data, bench records andpilot batch data.
Quality controlIn many companies, the functions ofquality control (QC) and quality assurance(QA) are combined and the unit thatprovides testing is also the unit thatdetermines the appropriateness of a batchfor release. In addition, regulatory guide-lines do not always provide an accuratedistinction between the two quality units;however, owing to the types of responsi-bilities given to each unit, a distinction isinferred and, whenever possible, shouldbe defined.
QC is essentially the support system forproduction which performs the samplingand testing of raw materials, bulk, inter-mediate and final product. QC also helpsto facilitate or augment any analyticallaboratory testing such as sterility testingof formulation vessels, validation of tests
Vaccine manual 337

330 Description and documentation of production and quality control of veterinary vaccines
(as required for the production processes)and monitoring of the stability programme.Because most guidelines specify that theevaluation and analysis of all manu-facturing processes must take place priorto the release of the product and that suchan evaluation must be performed by anindependent unit not directly answerableto or influenced by production, it will bereadily apparent that the QC unit (whichis used to augment and test elements ofthe production process) should not beresponsible for reviewing data performedand generated within its own department.It could not, therefore, fulfil the require-ments of an independent unit.
QC utilizes controlled, standardizedmethodologies to test ingredients atvarious stages of the production process.Information, such as formulas for calcula-tions and test procedures, is usuallydefined in pharmacopoeias.
If possible, the QA unit should beconsidered a separate department fromQC.
Integration of production with QC. MostQC interactions with production involvetesting at various stages of the productionprocess and it is very important that thereis continuing communication betweenproduction and QC. Changes in produc-tion caused by scale up or changes ofequipment, mixing methods, ingredients,etc. can affect the application of antibiotics,pH requirements etc. during the produc-tion process and therefore have an impacton the success of QC testing. Productionshould apprise QC of any changes inthe manufacturing process that couldhave ramifications on the testing of theproduct.
The documentation generated by QCconsists of the testing records (also referredto as bench records, QC protocols, etc.); foradditional information concerning QC seeThe role of quality control (p. 347).
Materials managementThe initial integration of records whichsignifies the beginning of a production runinvolves the scheduling, receipt, storageand transfer of materials. The documen-tation of these actions has a significantimpact on the records generated byproduction.
Materials management may also bereferred to as distribution, logistics orproduction management and is responsiblefor the receipt, storage, inventory anddistribution of raw materials as well as thescheduling of production runs and thedistribution of the final product. Owing toGMP requirements, materials managementis also responsible for the traceability andaccountability of all raw material andcomponents as well as for the maintenanceof adequate inventory levels.
These responsibilities require the track-ing and reconciliation of all materials usedin the production process, together with acontinual monitoring of the inventory toensure the rotation of stock and that theoldest product in stock is utilized first.Materials management should also workin conjunction with QC to ensure thatincoming shipments of raw material areadequately sampled and tested prior totheir release to production.
The records maintained by materialsmanagement include: inventory cards;manufacturer, vendor and supplier lists;production schedules and logistical data;environmental monitoring logbooks for therecording of storage temperatures; materialtransfer forms; customer return documen-tation; and distribution records.
Integration of materials management withproduction. Production should workclosely with the materials managementteam to ensure that production deadlines,back order issues and other logisticalinformation is adequately recorded andpassed on. Providing accurate information

concerning raw material usage, the amountof material scrapped (rejected) and re-processed, the tracking of material and themanipulations performed with material, isvital to establishing an efficient andcontrolled materials management process.
Production should establish processesthat allow for the traceability and accoun-tability of product usage and manipu-lations. This generally entails havingrecords of when material was used, theprocess and / or equipment it was usedwith, the amount of material used, theamount (if any) returned to inventory, thelot numbers used, the date and thesignature of the person performing thetask(s).
Material transfer forms should be filledout accurately and should accompany anymaterial that is to be handled in severaldepartments.
Allowances should be made in produc-tion schedules for maintenance, environ-mental monitoring, R&D and validationtest runs. In planning production runs,production must also consider the require-ments of in-process testing and samplingof raw materials and any assays or teststhat may be required prior to use of theraw material. Failure to comply with theseconsiderations may lead to failure of theproduct at the final QC stage.
Examples of the documentation genera-ted by materials management and utilizedby production are: material transfer forms,bill of material data, vendor / supplierinformation and schedules.
Quality assuranceA successful QA programme involves theroutine interaction of the QA unit withproduction (and with all other regulateddepartments) which allows the QA depart-ment to appraise operations continuallyand to ensure that there is communicationand implementation among all integratingdepartments. Owing to the dynamics of
manufacturing products, the timely com-munication of changes and amendmentsis extremely important to the productionprocess.
The QA function involves the inter-pretation of government regulations asthey apply to everyday operations andshould encompass the monitoring of allregulated departments. The data generatedfrom monitoring is collated and evaluatedto determine whether patterns or trendsexist. Trends are usually key indicators thata system or process may need revalidation,adjustment or possible SOP revisions.
The functions that may be incorporatedunder the title of QA are:
document control which involves thecreation of the master batch record andcoordination and issuance of theproduction batch record and SOPs;line inspection teams which inspect lineclearances and examples of the productwhile it is being produced (e.g. checkthe fill volumes and labels);labelling control which controls andtracks the dispensing of labels, insertsand cartons that contain prescriptiveinformation;
° an investigatory and auditing unit whichfacilitates investigations of manufac-turing deviations and discrepancies,monitors all regulated processes,advises on projects that require aknowledgeable view of integration ofsystems, performs pharmaco-vigilanceand evaluates trends of adverse reac-tions and their subsequent impact onprocesses and products;
a GMP trainer who facilitates thetraining of personnel in regulations andthe practical applications of GMP theGMP trainer may also fulfil anotherfunction within QA;a validation team which facilitates thetesting and challenging of equipmentand processes to ensure reliability anddetermine the contingencies or support
Vaccine manual 339

340 Description and documentation of production and quality control of veterinary vaccines
Finaldistribution
Receivingprocedures
Warehouseprocedures
Productreturns
Productrecall
FIGURE 14
Flowchart showing production method, procedures and processes involved in material management
Quarantineprocedures(on stage)
-4-11.-
QC raw materialtesting andsampling
Vendor/suppfierapprovalcriteria
I nspe cti o n
procedures
Production-relatedprocedures
Equipment
Formulation
Lyophilization
Packaging, labelling,etc.
Media preparation/fill
Storage inventorycontrol
Distributionprocedures
Materialtransfer forms
Quarantineprocedures
Reprocessingprocedures
QA/QCprocedures
Shippingprocedures
Final
destination

processes that are needed to augment asystem - this includes data that will beincorporated into SOPs, toleranceparameters and maintenance pro-arammes.
The types of documentation generatedby QA include: audit reports,trend analysisdata, annual product reviews, validations,evaluation and feasibility studies andrelease data.
The primary role of QA is to monitorcontinually and evaluate the applicationof GMP to processes and systems byutilizing audits, trend analysis, studies, etc.All regulated departments and depart-ments that support regulated functionsintegrate with the QA unit and, in addition,QA performs self-assessments and evalua-tions.
Integration of production zvith QA.Companies that are proactive are discov-ering the advantages to having a sup-portive QA unit. When implementedcorrectly, QA works in conjunction withproduction to troubleshoot, investigate andsolve manufacturing problems and issues.Realistic goals and empathetic attitudes arerequired of both departments to ensurethat evaluations and corrective actionsaddress the control of processes andsystems. The following are guidelines forsuccessful interactions between QA andproduction:
Production should consult QA beforeimplementating any revisions to pro-cesses, equipment or procedures.Owing to the comprehensive vantagepoint of QA, the impact of productiondecisions on all departments can beconsidered and anticipated. This willhelp to minimize the corrections,reworkings and other discrepanciesthat occur when all the ramificationshave not been considered.
QA should ensure that the presentworking conditions, standards and
practices are considered when address-ing corrective action criteria. The im-plementation of quality need not beexpensive or time-consuming. Theonus is on QA to learn the variablesand factors within production and totailor a solution that incorporates thepresent operation conditions with afeasible interpretation of the regu-lations.
The key to successful interaction isopen communication. It is beneficial forboth departments to participate indepartmental GMP training that pro-vides insights into the function, re-sponsibilities, purpose and limitationsof the respective departments.
Engineering and maintenanceTogether with QC, engineering andmaintenance works daily with the installedprocesses to ensure the reliability, function-ality and control of all equipment, servicesand processes.
The engineering and maintenance de-partment serves as the technical supportsystem for the facility, all equipment andservices (utilities) and production. Changesor modifications of the building, services,equipment or engineering programmesshould require the involvement of engi-neering, production, QA and regulatoryaffairs prior to implementation. Significantchanges could affect the integrity of themanufacturing process so it is importantto justify and validate all changes.
Integration of engineering and mainte-nance with production. Production shouldwork closely with the engineering depart-ment to establish preventive maintenanceand calibration schedules, discuss forth-coming upgrades of the facility and / orequipment and establish guidelines for thefacilitation of validation protocols.
The types of documentation generatedby production in conjunction with engi-
Vaccine manual 341

342 Description and docu entation of production and quality control of veterinary vaccines
Stability/reserveprogrammes
Finished productanalysis, including
annual review
Final producttesting
Analyticaltesting
Animaltesting
Process controlprocedures
Annualprocedures
review
Contingency testdeviations/
discrepancies
In-processtesting
Production-related procedures
Equipment Packaging, Media
Formulation labelling, preparation/Lyophilization etc. fill
A
Researchand
development
Developmentprotocols
Retention ofmaster/working
seed
Development(master) seeds
Development ofproductionprocedures
Pilot batchprocess
Submission ofdata to
reg. affairs
tDevelopmentmaster batch
record
Developmentequipment/facility
process
Developmentproduct
Development ofcompany
procedures
Productionand product
licences
Submission togovernment
FIGURE 15
Flowchart showing production method, procedures and processes for productdevelopment and quality control

neering and maintenance are: equipmenthistory files, maintenance and calibrationschedules, manufacturer or supplierinformation, validation records (if notretained by a separate validation team),filter change records and equipment repairwork orders.
Documentation controlOwing to the complexity of pharmaceuticaland biological processes, companies havea tendency to departmentalize tasks whendesigning the documentation system,which results in a fragmented system thatmust be continually monitored, amended,revised and augmented. To remedy thissituation, it is necessary to understand theflow of operations prior to establishing orrevising a documentation system. Docu-mentation exists and is mandatory forevery regulated system within the manu-facturing facility; therefore considerationof the facility, product, processes andsystems should be paramount.
Documentation control essentially in-volves the dissemination of master batchrecords, SOPs and other forms that serveto corroborate production processes.Charts delineating regulated systems, theflow of operations and the key componentsof documentation are given in Figures 14,15 and 16.
Integration of production with the docu-mentation control system. The masterbatch record and SOPs are often perceivedas the main components of the productiondocumentation system, leading to the em-phasis usually being placed on developingthese formats instead of developing acomprehensive system.
A common error which occurs withinthe industry (and which creates consider-able confusion and discrepancies) is toallow different departments to developtheir own SOPs, including procedureformats, control numbering systems and
methodologies, independently of anoverall company plan. This often results ina myriad of formats, numbering systems,logs and procedural steps being developedeven when all departments are performingthe same or similar tasks. Because stream-lining procedures reduces the amount ofpaperwork, contributes to the standardi-zation of operations and increases manu-facturing productivity, production shouldwrite multifunctional SOPs whereverpossible (see Developing the infrastructurefor a documentation control system onp. 349).
Another key area in documentationcontrol is the process for revising existingdocuments. Revision of existing docu-ments generally requires a review of theproduct outlines to ensure that newinformation or proposed procedures arenot in conflict with the original submis-sions. Product outlines are regulateddocuments containing proprietary infor-mation. This means that they should bemanaged under a controlled system thatdesignates specific numbers for eachdocument and tracks the whereabouts ofall copies of the product outlines includingthe current version.
Steps should be taken to ensure that therevising and amending of existing docu-ments occur in a controlled manner andthat the personnel in all integrative systemsare aware of the impending changes andare prepared to modify their recordsaccordingly. This is generally performedthrough a change control procedure.Production should also ensure that allchanges that occur are reflected in theSOPs and that new copies are distributedto each department and obsolete copiesare retrieved and destroyed. It is largelythrough the coordination efforts of thedocumentation control department thatrecords are adequately maintained.
Companies that do not have the re-sources for a separate documentation
Vaccine manual 343

344 Description and documentation o production and quality control of vete inary vaccines
Environmentalmonitoring
Materialmanagement
Monitoringutilities(water
systems,etc.)
Researchand
development
Authorities
Qualitycontrol Microbiology
Registration
Product on: culturing, media production, equipment, formulating and filling,lyophylization, packaging, labelling warehousing, etc.
Quality assurance Documentationcontrol
Equipmentrevalidationprocedures
Instrumentcalibration
programme(QA, QC, Prod.)
Cleaning,sanitation
andinspection
operatingStandard
procedures
Inspectionprocedures
Batchrecordreview
Equipmentrevalidationprogramme
Calibrationprocedure
Sanitationprocedures
Equipmentand u ilities
changeprogramme
Trendana ysis
Batchrecord
release
Calib ationschedule
Logbooks Spare partsprogramme
Annualproductreview
Calibrationrecords andcertification
Equipmenhistoryfiles
FIGURE 16Flowchart showing quality assurance-related procedures

control unit (which is usually a componentof the QA department) may integrate thesefunctions with another department.
Although it is beneficial to assimilate thedocumentation control concept throughoutthe company, dividing document controlresponsibilities among various depart-ments is not recommended. A centralized,secure area for the retention of batchrecords, production outlines, protocols, etc.should be utilized. Access should belimited to authorized personnel only andcareful monitoring and logging of the batchrecords removed from the area should beperformed.
The types of documentation generatedand maintained by the documentationcontrol department include: the masterbatch record log, the master SOP trackinglog, the batch record issuance log, the formtracking log, the master company signaturelist and the master control records (batchrecords, SOPs).
PurchasingAlthough purchasing is usually not con-sidered a regulated department, thepurchasing department does make deci-sions that can have a critical impact on pro-duction and ramifications on regulation.
Specific ingredients and processes aredefined in the product outline, so it is veryimportant that the company's purchasingdepartment is aware of the productioncriteria prior to contracting with vendors.Owing to the technical nature of thisinformation, it is recommended that thepersonnel involved be experienced in theprocesses, ingredients and componentcomposition and that an evaluation ofvendors' manufacturing and QC processes,as well as pricing factors, be consideredbefore selecting a supplier. Purchasingpersonnel should also be made aware ofall pertinent regulatory requirements thatcould affect the criteria for ordering certainproducts, services or equipment.
Integration of purchasing with production.In procuring equipment, products andservices for a regulated industry, pur-chasing personnel need to be aware of theregulatory impact of their decisions. Alltoo often, purchasing departments obtaindeals for the company, only to have themoney and effort saved nullified by thecosts of regulatory redress.
Staff from purchasing, QA, productionand engineering and maintenance shouldconfer whenever major equipment pur-chases or changes in existing services needto be made. It is often required thatcompany personnel audit the site andevaluate the suitability of a specificsupplier. Purchasing personnel shouldundergo auditor's training or be accom-panied by the company's in-house auditorwhenever a new vendor is to be assessed.
Ideally, the persons responsible forprocuring goods and services for produc-tion should undergo GMP and advancedtechnical training. Personnel should havean understanding of the ramifications ofchoosing certain kinds of flooring, ductwork, irradiation services, etc.
The types of documentation that aregenerated by purchasing and that have animpact on production are: purchase orders,evaluation of vendors (vendor / supplierapproval programmes), documentation ofthe continual monitoring of vendors andthe establishment (if feasible) of a vendor /supplier certification programme.
Packaging and labellingInformation is constantly being revised,updated and clarified, so it is critical thatthere is an open dialogue among regula-tory affairs, production and labellingcontrol. The instructions provided onlabels, inserts and cartons must reflect thesame instructions submitted to the govern-ment and procedures for the facilitation ofthis dialogue should be written andfollowed.
Vaccine manual 345

346 Description and documentation qf production and quality control of veterinary vaccines
Packaging and labelling are the produc-tion processes that are usually initiatedafter product testing is complete and theresults of all tests have been foundacceptable. The operations involved are:removal of the final product from quaran-tine storage, clearing away evidence ofother labelling operations from the produc-tion lines, visual inspection of the vials,continual monitoring of the packaging andlabelling lines and the actual process ofpackaging and labelling.
Key aspects of this process are thereceipt, sampling, inspection, storage anddispensing of labels, inserts and cartons(these are usually functions of a divisionof the QA unit in conjunction withregulatory affairs).
Integration of production with packagingand labelling. On receipt of labels fromlabelling control, it is imperative that theproduction department, and all supportsystems, participate in the control andmonitoring of the labelling operation. Theprocedures to be defined and followedshould include: proofing or review oflabels; disposal of obsolete old labels; andeffective retrieval, reconciliation anddestruction of defective labels. The person-nel in packaging are in the position ofinspecting the product and labels forextended periods of time, so it is beneficialfor them to be aware of informationconcerning specific product parameters(such as temperature or light exposurerestrictions, label and cap coloration).
In addition, each department thatintegrates with another assumes some ofthe responsibility for evaluation andcriticism at the point of integration. Thisincludes not only the labelling, but alsothe review of line status signage (identi-fication of the type of product and batchnumber to be labelled and the phase in theprocess that is being performed start-upline clearance, tear-down or changing of
the line information), the expiry date,reconciliation records, etc.
It is important that key activities (suchas line clearances to ensure that all labelsfrom previous runs are removed and thatno evidence of the previous run exists) areperformed, verified and documented.
It is also of key importance that labels beaccounted for and that a limit for labelreconciliation discrepancies (how manycan be unaccounted for without requiringan investigation) be established andfollowed. There should be investigationsof all discrepancies that surpass thediscrepancy threshold.
MicrobiologyWhen a company can afford the implemen-tation of a separate unit to performenvironmental monitoring (in this instance,environmental monitoring refers to parti-culate and environmental flora sampling),the testing and plating of personnel andproduction areas and the testing forpyrogenicity, cleaning validation studies,etc., it is beneficial to have a separatemicrobiology department.
A testing department separate from QCallows routine production tests to beperformed by one department (QC) whilethe other department monitors auxiliaryfactors that have an impact on the produc-tion process.
The microbiology department is usuallyconcerned with the monitoring and cultur-ing of production process componentssuch as water systems, the evaluation ofgown sterilization techniques, the testingof sterility and pyrogenicity, the manufac-ture and testing of various culture media(used to culture bacteria, mycological andparasitic organisms) and the evaluation ofmicrobiological testing results.
Integration of production with the micro-biology department. The microbiologydepartment provides periodic monitoring

of all production environments (includingthe environmental hoods used in QC),establishes criteria for the periodic testingand culturing of clean room and laboratoryenvironments, tests filters (includingHEPA filters), undertakes tests of person-nel gowning techniques and subsequentlycultures all samples taken. The departmentmust schedule the testing and evaluationof test data in such a way that a minimaltime elapses between materials/ environ-ments being sampled, cultured and evalu-ated and materials being used. Thisreduces the likelihood that sampledmaterial could be used in other productsor processes prior to the results of the initialculturing being available.
Where the resources of a company donot provide for a separate microbiologydepartment, these responsibilities may bedivided between QC and production.
The types of documentation generatedwithin this microbiology include: culturingprotocols, bench record information, dataand evaluation of personnel gowning androom environmental results. These typesof data are considered auxiliary and areusually retained within the microbiologydepartment. Specific information, such asthe results of settling plates used during aproduction run, can be referenced in thebatch record.
THE ROLE OF QUALITY CONTROL
The QC unit is generally responsible forall of the sampling and testing of ingre-dients, components, reagents and raw orstarting materials. The test phases includeinitial sampling and testing of raw mate-rials, in-process testing, the testing ofintermediate bulk materials, animal testingand final product testing.
QC must also test for anomalies, performperiodic reassays of reagents and parti-cipate in testing involved in investigationsand manufacturing discrepancies. Thegeneral instructions for tests are outlined
either in a country's regulatory guidelinesor in pharmacopoeias; but, in cases wheremore than one test methodology is listed,QC must ensure that the procedures usedare the same as the procedures written inthe product outline.
QC should also ensure that all rawmaterials and components are identical tothe list provided to the government in theoutline. When changes in either proceduresor ingredients are indicated, regulatoryaffairs should be notified prior to imple-mentation.
QC data are usually presented in theform of bench records which provide theresults from tests and should include theformulae used and the type of test per-formed, as well as referencing the estab-lished test methodology. The proceduresutilized should also be referenced alongwith all other pertinent data (the age of theanimals being tested, product outlineparameters, etc.).
Other types of documentation generatedby QC are: raw material assays, QCsampling logs, stability programme data,certificates of analysis, equipment QC,laboratory instrumentation calibrationprogramme, logbooks and scheduling ofthe animal-handling facility and thesupporting documentation.
As with production, the QC unit in-volves specific interactions and commu-nications with other departments. Thedepartménts that integrate with QC are:R&D, regulatory affairs, materials man-agement, engineering and maintenanceand QA.
R8cD and regulatory affairs
The test methodologies invented ordesigned by R&D must be incorporatedinto a format that can be utilized by acontrolled laboratory. The latitude allowedwithin R&D is usually not permissiblewithin QC. Most countries have estab-lished specific methodologies for the
Vaccine manual 347

348 Description and docutnentation of production and quality control of veterinary vaccines
testing, assaying and evaluation of testmanipulations. In addition, companies thatexport must also incorporate or augmenttheir country's testing requirements withthe explicit methodologies mandated bytheir customer.
The stability programme (which may beinitiated by R&D but is maintained by QC)is a mechanism that monitors the effects ofsuch elements as time, preservatives, heat,light, vial/ stopper composition andtemperature on the product.
Initially, R&D may perform an abbre-viated version of this programme todetermine the selection of vials, stoppers,raw materials, etc. on the viability of theproduct. This information is critical increating an expiry date, storage temper-atures and product ingredients. The QCunit utilizes this information to establishthe parameters for monitoring the product.
The ongoing product/ component inter-action should be monitored constantly todetermine if certain factors such ascontainer or stopper composition, preser-vatives, heat and light react adversely withthe product over time. This is the mainpremise for establishing a stability pro-gramme. Since the data produced couldaffect the product's expiry date, ingre-dients or components, QC should con-tinually update the regulatory affairsdepartment and alert it to any data thatarise on the questionable stability status ofa product.
Materials managementOne of the responsibilities of the QC unitis to ensure the quality of all componentsused to make a product, so QC mustperform in-process sampling and testingof raw materials and components. Thisinvolves establishing sampling pro-grammes that specify the amount ofeach product to be sampled and the accept-able quality level (AQL) that must beachieved on inspection.
The AQL for vials, for example, wouldrequire establishing the type of glass, thecolour, size and shape of each vial. Anotherelement could be whether the imper-fections identified are classified as critical,major or minor, and how many of eachkind of imperfection could be allowedwithin the vial and within each samplesize.
QC personnel usually have a designatedspace within the materials managementarea to sample each shipment. Using goodlighting and such tools as callipers, tapemeasures and spatulas various items aresampled and the results are documented.
Suppliers often furnish certificates ofanalysis which may describe the tests doneby the supplier and the results. It issuggested that certificates from othercompanies be augmented with parallelsampling and testing until a degree ofconfidence can be developed. This includesthe periodic assay or testing of variousraw materials (including reagents) todetermine testing characteristics and toprovide baseline data from which toestablish supplier approval criteria.
Companies should remember to estab-lish a programme for the reassay ofreagents and ingredients that are retainedfor a period of one year or more.
Engineering and maintenanceOne of the responsibilities of QC is tomonitor the water systems of the company(if this is not performed by a separatemicrobiology unit), so it is important thatQC be apprised of any impending changesto service systems or existing drains andof any remodelling of the facility. Inaddition, engineering and maintenancemust perform or assist in the calibrationand validation of the various instrumentsin the QC laboratory.
The majority of instruments in thelaboratory will require a schedule ofmonthly, quarterly, biannual or annual

calibration. Reagents and controls general-ly have built-in QC measures that requirethe testing or challenging of the controlprior to use.
Quality assuranceThe QA unit is responsible for the reviewof all QC data prior to release of the finalproduct. QA monitors QC to ensureadherence to all applicable standards andtest methodologies.
DEVELOPING THE INFRASTRUCTURE FOR A
DOCUMENTATION CONTROL SYSTEM
Storage
Documents should be stored in a securelocation with limited access. In order tofacilitate documentation reviews such asannual product reviews, trend analyses,SOP revisions, evaluations of master batchrecords, lyophilization cycles, etc., it isessential to maintain various types ofdocumentation in centralized locations.
The centralization of processes anddocuments allows the number of systemvariables and personnel involved to bemore effectively controlled. A system thatis accessible to several departments isvulnerable to the vagaries of departmentalinterpretation.
The following are recommendations forthe storage of records and other docu-ments:
s Provision should be made to ensurethe storage of controlled records for aspecified period of time.Records should be stored in a safe,secure area and efforts should be madeto minimize the damage that could becaused by environmental factors suchas humidity and water.Records should be stored in an areawhere they are easily retrievable andshould either be located at the sitewhere the activities described tookplace or should be readily accessible toauthorized inspecting personnel.
°Procedures should be established forthe storage and retention of records andshould include the methods of storageused and the steps necessary to retrieveinformation.Procedures should exist for the revis-ing, correcting, tracking and destruc-tion of all controlled documentation.In order to facilitate storage require-ments, a log should be retained deli-neating the numbers of controlleddocuments, who has copies of thesedocuments, when they were distri-buted and when obsolete copies werereturned.A procedure should exist for thearchiving of records. Considerationshould be given to storage periods,the types of records that should beretained, how records should bepackaged for storage and who hasauthorization to store and retrievearchived information.
Development of master documentsMaster documents are the original per-manent copies of documents from whichauthorized working copies are made. Thepurpose of master documents is to have anofficial copy that contains the originalinformation of the process and, whencombined with copies of all of the retired(obsolete) master documents, they chron-icle the information necessary for theformulation of a specific product, proce-dure or process.
There should be only one set of masterdocuments. Appropriate identification ofthis set can be made by virtue of theoriginal signatures, by its being printed oncontrolled, specially designed or colouredpaper (possibly paper with a watermarkor of a special restricted colour or companyletterhead paper) or by its being stampedwith an authorized red stamp. The key isto have some identifying characteristic thatmakes it possible to distinguish a master
Vaccine manual 349

350 Description and documentation of production and quality control of veterinary vaccines
from a copy. Accessibility to the identifyingcharacteristic (coloured or letterheadpaper, for example) should be restricted.
Among the master documents are theSOPs, which are step-by-step instructionsused to perform a specific function in aprocess. Procedures should be clear,concise and to the point. Text should bewritten in language that persons with therequisite education and experience canunderstand.
For a procedure to be effectively de-scribed there are key elements that mustbe present in the document format. Thefollowing information may be written as acover sheet or in the form of a header /footer on the first page of the document:
SOP title: a descriptive title of thefunction to be performed;
*procedure number: a sequential controlnumber assigned to the procedure;
departmental category: the departmentto which the procedure applies;
page number: each page must be num-bered;
effective date: the date the procedure isto be officially used is typed in here.This date must be after the date of thefinal signature;
approval signatures: appear in theblocked section and should be hand-written;
written by: the signature of the personwho wrote the SOP.
Packagingllabelling. Because informationis constantly being revised, updated andclarified, it is critical that an open dialogueexists among regulatory affairs, productionand labelling control. The instructionsprovided on labels, inserts and cartonsmust reflect the same instructions submit-ted to the government. Procedures for thefacilitation of this dialogue should bewritten and followed.
The persons responsible for reviewingand approving an SOP should have a
background commensurate with thesubject matter they are reviewing. It is theresponsibility of all signees to have aworking knowledge of the subject matterand to evaluate the document in the lightof their area of expertise.
The approval of production SOPs usual-ly involves the departmental supervisor orhead, the production manager, regulatoryaffairs and QA. (In companies where QAfunctions as the regulatory liaison, it maynot be necessary to have the signature ofthe head of regulatory affairs.)
The following information should alsobe contained in the SOP:
objective: explaining the main purposeof the procedure and defining whetherthe purpose is to outline the method ofoperation, maintenance, etc.;
scope: the exact limitations of theprocedure, which define the targetedelements. The procedure may bedirected towards a function, a piece ofequipment, a certain process, etc.;
responsibility: direct responsibilityshould be assigned to an individualtitle or group, to ensure that theprocedure is enforced;
eprocedure: step-by-step directions writ-ten in wording that the person perform-ing the task can understand;review and retention: a statement regard-ing the date for regular review (reviewof procedures should take place at leastonce a year) the process for revisingdocuments and making them obsoletemay be written on each cover sheet ifdesired.
SOPs should pertain to specific equip-ment or processes. When SOPs describethe functions of a larger process, it issuggested that the last step or a referencesection direct readers to the next SOP. (If acompany does not have an SOP coordi-nator or a documentation control unit,leading references to the next SOP shouldbe avoided.)

Any numerical values written in the SOPshould have tolerance parameters when-ever possible. Parameters should berealistic and, wherever possible, be broadenough to allow moderate process fluctua-tions. Numerical values that indicate thespecific actions to be performed must belinked to documents that allow theverification of that action.
It is important to remember that themaster batch record will contain abbrevia-ted information from SOPs that specifiesthe significant steps. For example, a recordspecifying that a certain step must beverified must provide a logbook, a batchrecord or some other document that, whenfilled out, indicates that the verificationtook place. Information that has incorpo-rated numerical fluctuation (i.e. tolerance)is represented as in the following example:the temperature 37°C ± 5°C means theallowable temperature range for thatproduct is 32°C to 42°C. This means that aproduct found within that range is accep-table for use.
In devising tolerance ranges for pro-cesses, the data to justify ranges shouldbe provided within the product outline.
Documents that specify time parametersmust be linked to documents that allowverification of that information, forexample: "Agitate the liquid for fiveminutes ± one minute".
There should be a logsheet or batchrecord providing the following information:the times the agitation began and ended;who it was performed by, with the date;and who it was verified by, with the date.
All SOPs should follow the parametersand specifications of the product outline.
All reviews of revised SOPs shouldincorporate a correlation of the currentversion of the document (if it is a revision)and the product outline.
The routing of SOPs and SOP revisionsshould be documented on an SOP masterlog.
Development of historical recordsHistorical records are the working batchrecords. The master batch record is a blankformat that has been designed with specificinstructions to produce a specific productof a specific size, potency, etc. The batchrecord is essentially the diary of all of theprocesses and procedures performed on agiven day to produce a specific product. Ina manual system, this will be the documentthat actual performance information isrecorded on.
Batch record. A batch record is basicallyan abbreviated form of a process SOP that,when filled out, becomes the diary for aspecific lot of a product made on aparticular day.
Batch records are derived from masterbatch records and are authorized copies ofthe master document.
The following information pertains tomaster batch and working batch records:
The formulation information and theequations used for scale up should bewritten under the guidance of regu-latory affairs, R&D and the depart-ment(s) involved in scale up.
All equations and significant stepspertaining to the production of a batchshould be described.Master documents are always printedon official company paper. (Workingbatch records are copies of the master.)The standard type of documentation tobe found in a batch record includes:the name of the product; the productregistration or drug code number andthe lot number of the initial product(or the raw material lot numbers)A bill of materials page should describethe materials and ingredients to be usedand the quantity requested, with spaceprovided in which the quantities usedand returned to inventory (i.e. stores)can be documented. An example of abill of materials record is as follows:
Vaccine manual 351

352 Description and documentation of production and quality control of veterinary vaccines
Original auxiliary records or copies,with a note of where the originals canbe referenced, should be included inthe batch record.All documentation that reflects thesignificant steps in a process such asinoculation, incubation, harvesting,centrifuging, mixing, filling, packagingand labelling should be included in thebatch record.References and documentation shouldbe made describing what containersand pieces of equipment were used,when the equipment was sterilized andwho performed the critical steps.
'Data such as inoculation and candlingresults should be included in the batchrecord.
Lyophilization steps should be de-scribed step by step.
The formulae used to perform calcu-lations for specific gravity, multiplicityof infection and fill volume criteriashould be an integral part of the batchrecord.Monitoring fill volume, line clearancesand other processes that are exclusive tothe operation of a specific batch shouldbe included in the batch record.The specific logs used to monitor filling,sealing and labelling phases of theprocess should be included in the batchrecord.
A monitoring record should supply thefollowing information: product name,code number, issue date, potency, etc.;any specific instructions on the moni-toring procedure (e.g. "A represen-tative vial for each nozzle should bechecked at 30-minute intervals as perSOP 001.11.111"); the filling machinename; the equipment identificationnumber; the fill room number; themanometer reading; who performedthe operation, with date; the number offill needles used; the acceptable fillrange (e.g. 5.0 mito 5.3 ml); the targetrange (e.g. 5.2 ml); the time started;and the time ended. A specimenmonitoring record is shown in the boxon the next page.
The record would then indicate animmediate readjustment of the fill volumeand would probably have start and finishtimes of 8:40 am and 3:10 pm, respectively.
Records such as refrigeration monitoringrecords and the making of media orcleaning solutions are usually indicativeand apply to processes that will be usedfor several products. These preparationrecords are usually written as process batchrecords and are retained in specific areasof the department that performed thework. The product batch record mayreference the media preparation or disin-fection preparation batch records but
Product Material Raw Expiry Quantity Quantity Quantity Operator's Datecode material date required used returned initials
(No.)
6215400 6mm West 540STPRS 6 July 1998 7 5004880 greystoppers,siliconized
7348221 20-cc type 321GLSCC 6 July 1998 7 500II clearflint glassvials

' Fill volume out of range, fill operator called and instructed to adjust need e rtum erLow fill, fill operator called and instruded to adjust needle number 4.
copies of these types of documents neednot be included with the batch record.
'Batch records should contain a docu-mentation list stating the documentsthat are to be found in the batch record,the results of the batch record reviewand whether the record is acceptablefor release based on the review.
A completed batch record usually hascopies of the QC records including thecertificate of analysis and the results ofthe testing that was performed for finalproduct testing.
Maintenance and retenfionof auxiliary records
Records that support the productionprocesses or provide documented proof ofcertain activities, such as lyophilizationand autoclave charts, validation data,feasibility studies and stability data mustbe regularly maintained, monitored,updated and retained. Lyophilization,autoclave and oven charts should bemaintained in the batch record when theload includes only those items that aretraceabla to a specific product. For exam-ple, autoclave records for stoppers or lyo-philization records should be maintainedin the batch record but autoclave recordsfor media or tubing, which could betraceable to other products, may be copiedwith the original referenced document orthe records may be kept separate and the
batch number of the autoclave run refer-enced in the batch records.
Examples of other records that areauxiliary and may be stored separately(and referenced by a control number in thebatch record) are: the results of micro-biological monitoring; validation infor-mation; QC records that provide data formore than one product; preventive main-tenance records for equipment; calibrationrecords; sanitation and disinfection rec-ords; and inventory records.
Whether this practice is acceptable iscontingent upon the regulations of eachcountry's government and the require-ments of importing customers (whenapplicable).
Control and tracking documentationControl documents are regulated docu-ments that contain proprietary or confi-dential information concerning a compa-ny's processes, policies, procedures orideas. These types of documents areassigned unique identifying numberswhich provide traceability and account-ability by allowing the company toestablish and monitor who gets thedocuments and what version or revisionof the document is most current, as well asby coordinating the replacement of obso-lete documents. Examples of controlleddocuments are product outlines, SOPs,batch records and labels.
Vial number Time Amoun ) Vial number Time Amount (m1)
1 8:00 am 5.25 mi 2:30 pm 5.13m1
2 5:20 mi 2 5.22m1
3 5:12 mi 3 5.21 ml4 5.20 mi 4 5.18 ml1 8:30 am 5:12 mi 1 Pm 5:11m1
2 5:20 mi 2 5:26 mi3 5:32 mi' 3 5:23 mi4 5:29 mi 4 5:08 mI2
Vaccine manual 353

354 Description and documentation of production and quality control of veterinary vaccines
Assigning control numbers involves thesystematic application of a sequence ofnumbers to documents in order to trackinformation and the corresponding reci-pients. Examples of tracking documentsare logbooks, routing forms, perpetualinventory control cards and materialtransfer forms.
The information written in the batchrecord is correlated to the documentationin logbooks. Logbook documentationshould complement the data in the batchrecord, so the following points should beconsidered:
Documentation should be made assoon as work has been completedwhenever possible. For instance, verifi-cations should be signed by a witnessimmediately after the worker com-pletes the procedure. When informa-tion is signed a day or two later, theaccuracy of the information can nolonger be assured, especially as it isalready apparent that the personnelinvolved have a questionable memorydemonstrated by their inability to signthe record on time.The same personnel who sign the"Performed by" and "Verified by"sections of the batch record should alsosign the appropriate sections of thelogbooks.
Information in logbooks should be inchronological order and, whereverpossible, books should be bound asopposed to loose-leaf binders.Significant information in either log-books or batch records should behandwritten and not typed, stampedor computer printed.
*Master logs should describe the masterdocuments on file and what revisionnumber or version number is current.
Change control procedureThis procedure provides a mechanismwhereby the revision or amendment of
regulated documents is effectively moni-tored, evaluated and controlled. It involvesestablishing the critical control points, theauthorization personnel and the criteriafor making a decision for approval orrejection of a proposed change.
The change control procedure shouldrequire that several departments reviewproposed revisions to any procedure,equipment or processes. These includechanges in temperature ranges, incuba-tion times, ingredients, filling and mani-pulation of the product, testing andstorage.
The procedure should be designed toeliminate the possibility of a processconflicting with the product outline andshould provide for the justification ofclerical as well as scientifically soundchanges.
Change control procedures are consi-dered critical and should take into accountinformation provided by the evaluation ofpertinent documents, the expertise ofpersons reviewing the change and thejustification written to support the change.Discrepancies in any of these criteria couldresult in the invalidation of the change(which could jeopardize all the productsmade subsequently Lo the change).
An example of a change control proce-dure form is given in Figure 17.
THE APPLICATION OF QUALITY ASSURANCE
TO PRODUCTION AND QUALITY CONTROL
SYSTEMS
The success of a company's implemen-tation of GMP can generally be evaluatedby a review of the documentation withinor surrounding the production process.From the focal point of a batch record,which is a diary of a particular batch ofproduct, an auditor can evaluate SOPs, theproduct outline, QC data, distribution,purchasing and inventory records. Inaddition, the proficiency of regulatoryaffairs, labelling, engineering and mainte-

Company name Attachment I of SOPForm control Effective dateAddress Supersedes
Section 1 - Responsibility: author/initiator of changeDocument title Date initiatedProposed document revision numberDocument number Draft initiated by
Indicate change(s) (x): Indicate type of change(s) (x):( ) Revise SOP ( ) Clerical corrections ( ) Deletion of step(s)
( ) Convert policy to procedure ( ) Make amendment to SOP* ( ) Revalidation
() Revise production batch record ( ) Addition of step(s) ( ) Clarification of existing
() Convert procedure to policy ( ) Make attachment to production information
( ) Change validation parameters batch record ( ) Other (explain)
0 * Must be by department headjustified
Section 2- Responsibility: department supervisor or designateEvaluate the information in Section 1 in conjunction with the document submitted,Determine if chango is feasible and warranted,
( ) Approve as is Reviewed/approved by() Approve as corrected Department supervisor or designate( ) Revised draft required prior to approval Date / /
(if checked return to author) at- Route approved document to education trainer
Section 3 - Responsibility: Education trainingEducation training review the revised document and determine if training is necessary.
( ) Training indicated Reviewed/approved by( ) Original training is sufficient Education trainer or designate
ow Route to quality assurance
Section 4- Responsibility: QA manager or designateQA review proposed change(s). Indicate below justification(s) (x):
( ) Directed by regulation( ) Not a significant step
( ) Provides clarification to document( ) Does not affect safety, purity, potency of product
( ) Directed by in-house requirements( ) Correction action
( ) Reflect to actual practice() New process/equipment
( ) Other (document)
( ) Approved as is Reviewed/approved by() Revised draft required prior to Quality system manager or designate
approval Date / /( ) Approved as corrected ga- Route to QA
Section 5- Responsibility: QARevalidation of required Document( ) process
() Validation not applicable ( ) Approved as is
( ) Validation of step required ( ) Approved as corrected() Revised draft
Reviewed/approved by Date /QA director or regulatory affairs
FIGURE 17Sample documentation change control form
Vaccine manual 355

356 Description and documentation of production and quality control of veterinaty vaccines
nance, documentation control and QA canbe evaluated by using the batch record.
If a company fails to understand the needfor integration of systems (and the corre-sponding documentation), an audit suchas this wil be damaging for the companyand revealing for the auditor.
It is important to remember that one ofthe primary reasons for the proliferationof documentation is to provide informationto regulatory agencies and other auditingbodies. Since the lack of appropriatedocumentation is a key indicator ofinadequacies within a system, and poor orincorrect documentation may be indicativeof questionable or inappropriate opera-tions, documentation review is the keyfocus of any audit.
By reviewing the batch record in con-junction with supporting documentation,auditors are able to make a relativelyaccurate evaluation of the manufacturingprocesses and systems.
The methodology for performing asystems audit via the batch record is asfollows (the name of the department usual-ly responsible is indicated in brackets):
The auditor asks to review specificbatch records and, because the informa-tion must be in accordance with theproduct submissions and licences, alsoasks for the product outline.If a specific licence has stipulations tomeet contractual agreements (forcountries that export), licence amend-ments, addenda and contracts may alsobe requested.
If the batch record does not providestep-by-step documentation of theprocess but instead resembles a benchrecord, SOPs specific to that productand supporting functions will berequested.
Beginning with the bill of materials,the auditor will ensure that the mate-rials used reflect the specificationssubmitted to the government or agreed
to in the contract. This encompassesthe dilutions of ingredients and re-agents, special treatments of media,the type of packaging containers, stipu-lations that specific manufacturers orvendors must be used, the amountsdispensed of each ingredient, lotnumbers used, etc.
If there are discrepancies in the infor-mation listed above, auditors willusually ask to see the change controlprocedures (regulatory affairs and / ordocumentation control), the annualreview of procedures documentation(regulatory affairs and/ or QA), certifi-cates of analysis, which evaluateincoming raw materials (QC), docu-mentation of the process of scale up orconverting R&D batches into pro-duction batches (regulatory affairs andR&D), the supplier approval process(QA and purchasing) and the proce-dure for developing a master batchrecord (documentation control). If lotnumbers are not used in a controlled,sequential manner, or if it appears thatmore of a lot number was documentedas having been used than was receivedby the company, inventory records aswell as procedures will be scrutinized(in.ventory control or materials man-agement).
°Any ingredient that indicates theinvolvement of outside vendors orsuppliers (such as the need for irra-diation, HVAC filter changing andcleaning services, suppliers of media,eggs and tissue) will involve theevaluation of the purchasing depart-ment and should include the QA unit.Whether a company implements auditsof outside contractors and includes theparticipation of the QA unit prior tothe purchase of major equipment orsupplies is a direct reflection of thecompany's understanding of GMPrequirements. Lack of QA involvement

in the decisions of building a facility orpurchasing equipment and suppliesinevitably leads to GMP infractionswhich must be remedied or justifiedlater.
*Both the ingredients and the formu-lation steps of the batch record arereviewed against the product outlineand appropriate procedures (regula-tory affairs, production, QC).
*The parameters for inoculation, har-vesting and incubation will be com-pared with the product outline andcontract requirements. Auditors willrequest logbooks to ensure adequatemaintenance and disinfection of equip-ment and compare the dates, names,locations and equipment in the batchrecord with the dates, names, locationsand equipment in the logbooks' lists ofequipment (production, QA).
*The actual usage of ingredients will becompared with the amounts dispensedand remaining, as well as with thechronological order of lot numbers. Keypoints will be whether there is a systemin place to ensure that the oldestingredients are used first; a trackingsystem to ensure that all raw materialsare reconciled; traceability of whereand when ingredients were used; andan established action level thresholdbeyond which the company will in-vestigate inventory discrepancies(materials management, production).
*Testing methodologies will be com-pared with pertinent pharmacopoeias,licence submissions and samplingplans. Evaluation methods and datawill be reviewed (QC, microbiology).
All numerical values of temperatures,incubation periods, mixing times, etc.will be reviewed and correlated to theequipment-use logs which indicate thedates of operation, the cleaning anddisinfection of the various areas,environmental monitoring data (e.g.
manometer readings, settling plate orair particulate sampling) and thepersonnel who have performed signif-icant steps.
*The methods companies use to handlereturned product, complaints andproduct recalls, as well as the review ofequipment specifications, history andvalidation records, utility systems andbuilding design are also common areasof assessment.
*Autoclave and Lyophilization chartsand logs give definitive informationconcerning the functions of a systemthat encompasses equipment mainte-nance, biological indicator monitoring,product management, calibration,disinfection and cleaning, validation,product outlines, manufacturing dis-crepancy and deviation processes,quarantine / holding and rejection/disposal information. The documen-tation commonly reviewed at thisjuncture includes: equipment historyfiles; preventive maintenance andcalibration programmes; validation andrevalidation data; cleanser feasibilitystudies (for effectiveness of disinfec-tants and cleansers); utility system data,especially water systems; lubricationprogrammes; and load configurations(production, engineering and mainte-nance, microbiology, regulatory affairs,QA).
The information given here is by nomeans comprehensive, but it shouldconvey the relevancy and importance ofdocumentation. As this information isreviewed, it becomes apparent why anadequate and comprehensive documen-tation system is necessary.
The complexity of the documentationand integration of the production processesrequire the use of resources that canprovide an overview of the systemsinherent in the manufacturing of veterinaryvaccines. It is recommended that in the
Vaccine manual 357

358 Description and documentation of production and quality control of veterinary vaccines
development of systems for a new facility,the requirements of documentation shouldbe given paramount importance. Compa-nies that have an interest in retroactivelyaddressing documentation issues or thatwish to improve an existing system areencouraged to assess their manufacturingsystems. A successful systems review willreveal the documentation inadequacies inexisting processes while providing theinitial springboard for addressing anddeveloping new documentation require-ments.
BIBLIOGRAPHY
EC. 1992. Guide to good manufacturing practicesfor medicinal products in the EuropeanCommunity. Rules Governing MedicinalProducts in the European Community.Vol. IV.
FAO. 1994. Quality control testing of rinderpestcell culture vaccine, standard operatingprocedures. FAO Animal Production andHealth Paper. Rome.
USDA. 1994. The 21 Code of FederalRegulations (CFR) 211s and 600 series,FDA, Washington, DC, United StatesGovernment Printing Office.

zesoL en.otncy in
Regular performance of potency tests onevery production lot is essential for themaintenance of efficacy in most bacterialvaccines. Failure to perform such tests hasoften resulted in a gradual decline inpotency and vaccines from previouslyuntested sources rarely perform satisfac-torily when tested. Potency tests areprescribed in most bacterial vaccinemonographs and where these have beenconsistently applied the incidence of fail-ure in the field has been very low. It is,however, important to recognize that mereconformity to the requirements of apharmacopoeia does not guarantee that anew formulation will necessarily proveefficacious in the field. It is always essentialto demonstrate that a representative batchof any new formulation elicits the requiredlevel of protection or of protective antibodyin the target species.
This chapter is concerned with theprinciples on which valid potency testsshould be based, in cases where pharma-copoeial requirements are inapplicable orunavailable and considers the potency testslaid down in three major compendia, viz.the European Pharmacopoeia, which ismandatory throughout the EuropeanUnion (EU), Chapter Nine of the UnitedStates Code of Federal Regulations (USDA,1994), which is mandatory in NorthAmerica, and the British Pharmacopoeia(British Pharmacopoeia Commission,1985), which is harmonized with theEuropean Pharmacopoeia but containssome unique monographs and is widelyavailable in many developing countries.In the British Pharmacopoeia all theveterinary monographs are contained in a
P.A. Knight
vaccines
single volume, so it may be more conve-nient to use than the European Pharma-copoeia where they are scattered throughseveral volumes.
Although the requirements contained inthese documents are not binding toveterinary vaccine producers outside theEU, the United States or the UnitedKingdom, they are based on extensiveexperience of the production and controlof effective bacterial vaccines and themethods that they prescribe have been welltried. Their adoption in other countries can,therefore, avoid the lengthy and expensiveprocess of test development and validation.In the case of new vaccines, for which nopharmacopoeia requirement is relevant,validation of a potency test method and,where appropriate, a reference preparationshould be integrated into the process ofvaccine development.
KILLED VACCINES
The majority of bacterial vaccines arekilled. They may contain whole inactivatedcultures, suspensions of killed organisms,exoantigens from culture supernatants orextracted somatic antigens. The need forpotency tests of killed vaccines hassometimes been questioned, particularlyfor those in which the protective antigenscan be identified and measured, on thegrounds that if the right quantity of antigenis present, the potency will always besatisfactory. This is not so. Potency testsare essential to the consistent productionof efficacious killed -vaccines because thepotency of the final product is affected bya wide range of variables which cannot becompletely controlled. Although the
Vaccine manual 359

360 Assessment of potency in bacterial vaccines
impact of these variables can be defined ina few instances, in most cases it isimpossible to predict from the density of aculture, the concentration of a toxoid or itsantigenic profile, the potency of anadjuvanted final vaccine prepared from it.This is because the expression of protectiveantigens is affected by the quality of thegrowth medium and the time and condi-tions of culture growth. The immunogenicquality and quantity of protective antigensare also affected by srnall differences inconditions of detoxification. The immuno-genicity of the protective antigens in thefinal vaccine is affected to varying extentsby adjuvants and other antigens which areeither deliberately added to form multi-valent products or are present as impuritiesin the final formulation.
Although a few monovalent, unadju-vanted vaccines prepared from highlypurified antigens that do not requireinactivation are issued for human usewithout any potency test, none are as yetavailable for veterinary applications. Forall inactivated veterinary vaccines itremains impossible to predict the potencyof a batch of vaccine on the basis of anti-gen content, culture density or previousexperience.
The foregoing points emphasize theimportance of maintaining rigorous stand-ardization of every aspect of the manufac-turing process and the need to controlaccu.rately the quantity of protectiveantigen in a dose of vaccine whenever itcan be measured.
An ideal potency test should meet tworequirements. It should: measure a re-sponse that is relevant to the efficacy ofthe vaccine; and provide assurance thatthe size of that response is sufficientto guarantee efficacy.
Measurement of the immune responseThe method of measurement or titration ofthe response is critical to the relevance of
the test that assesses the efficacy of thevaccine. Most potency tests on veterinarybacterial vaccines rely on the use of achallenge with live organisms to measureimmunity in the test animals.
Challenge methods have the advantagethat they are perceived to demonstrateefficacy directly. This is undoubtably truewhen the route of administration isanalogous to the route of infection in thefield or when the pathology of the labora-tory infection is similar to that of thenatural disease. However, it is a far lessreliable guide if, for example, an intra-peritoneal challenge is used to determinethe potency of a vaccine directed againstan enteric or respiratory disease. Thus,vaccines based on adhesin antigens ofEscherichia coli, which are highly effectiveagainst colibacillosis in piglets, completelyfail to protect mice against intraperitonealchallenge with live E. coli in the laboratory.Similarly, the relevance of intraperitonealchallenge of laboratory animals to theefficacy of vaccines directed against swineerysipelas or the pneumonic forms ofPasteurella haemolytica is questionable.Nevertheless, live challenges are the mostrelevant indicator of potency for themajority of inactivated bacterial vaccines.
Challenge tests, however, do haveconsiderable disadvantages. They areinefficient, using large numbers of animalsto obtain limited information. The proce-dures to which the animals are submittedare so severe that in the EU such tests canonly be tolerated in the absence of asatisfactory alternative and many labora-tories are active in the development ofmethods to replace them. In addition, theuse of challenge methods precludes thedetermination of potency for more thanone component in a multicomponentvaccine with a single group of animals.For these reasons there are considerableattractions in the use of non-challengemethods of evaluating the immune re-

sponse, provided that such methods canbe shown to reflect the efficacy of the vac-cines concerned with sufficient accuracy.
The best-established examples of non-challenge methods are found among theclostridia, where the substantial roleplayed by lethal toxins in the pathogenesisof the relevant diseases allows the potencyof many vaccines to be determined in termsof the antitoxic response elicited by thevaccine in rabbits and titrated in vivo or invitro. For many years such tests have beeninstrumental in maintaining high levels ofefficacy in a range of clostridial vaccinesused in Europe, Australasia and NorthAmerica, despite the fact that in almostevery case antitoxic immunity providesonly a part of the total protection offeredby the vaccine.
As the antigens responsible for protec-tion against bacterial diseases have beenidentified, vaccines based on these antigenshave been developed. The routine potencytests of such vaccines have been based onlevels of antibody directed against theprotective antigens. Although some author-ities might describe such tests as immuno-genicity rather than potency tests, they mayfurnish as good an index of efficacy as achallenge test, provided that the antibodiesmeasured are specific to the molecularspecies responsible for protection. Ideallythe antibodies measured should be shownto neutralize the biological action of theprotective antigen. Thus, for example,antibodies directed against adhesinsshould be shown to block adhesion ofbacteria to target cells, and those directedagainst toxins should be shown to preventtheir toxic effects.
Unfortunately, apart from the clostridia,serological techniques such as enzyme-linked immunosorbent assay (ELISA),immunoprecipitation or agglutinationhave measured antibodies directed againstpreparations of the protective antigen(s)(which are often only partially purified)
without making reference to theirbiological activity.
The value of such techniques as indi-cators of potency depends on their speci-ficity for the protective antigen(s). Use ofmonoclonal antibodies (MAbs) directedagainst the protective antigen in captureor competition ELISAs provides a usefulmeans of attaining specificity when suchMAbs are available. Alternatively, specifi-city may be attained by exhaustive puri-fication of the protective antigen(s).
Purification of large protein antigens isnot always easy, even from the native state,and may be impossible for preparationsderived from formalin-inactivated cul-tures. The choice of serological techniqueis not critical but ELISA offers a widerrange of strategies for the attainment ofspecificity and many methods based onthe use of MAbs are only practicable withELISA. Detailed descriptions of a varietyof methods for the serological evaluationof antitoxins are included in the WorldHealth Organization (WHO) manual forpotency testing of diphtheria, tetanus andpertussis vaccines (WHO). However, forthose laboratories that lack facilities forreading ELISA tests, a more limited rangeof strategies for the attainment of spe-cificity is still possible. Although testsbased on the agglutination of bacterial cellshave been widely used in the past, theyare often dominated by immunoglobulinM (IgM) responses to 0 antigens and thenumber of antigens presented by wholeorganisms is so large as to make theattainment of high specificity for protectiveones extremely difficult. Some of thesedifficulties may be overcome by the use ofagglutination inhibition and single radialdiffusion techniques.
Whatever method of response evaluationis chosen, it is important to establish thatthe selected method, when applied to serafrom vaccinated animals, reflects theirresistance to challenge and that results
Vaccine mantel 361

362 Assessment of potency in bacterial vaccines
from the complete test reflect the relativeefficacy of different vaccines in the targetspecies. It is also important that allserological data are related to a laboratoryreference preparation which should pref-erably consist of a pool of typical test sera.This is essential in order to ensure that theresults obtained on different occasions oreven different plates are validly com-parable.
Potency test formatsThe other element of the test is theelicitation of an immune response inanimals. This may be observed in labo-ratory animals or in animals of the targetspecies. While the latter possess obviousadvantages in terms of the ease with whichtest results can be translated into evidenceof field efficacy, the greater ease ofstandardization, management and contain-ment of challenge infections, together withthe better prospects of using statisticallyadequate numbers, have favoured the useof laboratory animals for most tests.
An ideal potency test should provide aquantitative estimate of the potency of thevaccine, which would be the sarne if thetest were performed at any laboratory andwhich would exactly reflect the efficacy ofthe vaccine in the target species. As well asestin-tating the potency of the vaccine anideal potency test would also indicate alevel of confidence that the true potencyexceeded minimum requirements. Becausetests that rely on an absolute level ofresponse are affected by the varying levelsof sensitivity of the animals used, thepotency of a vaccine in an ideal test shouldbe determined in comparison with astandard or reference preparation.
The classical six-point assay is designedto provide that comparison. In such a testthe responses of groups of animals receiv-ing three dose levels of the vaccine undertest are compared by challenge, titrationor serological methods with the responses
of similar groups given dilutions of astandard vaccine.
Standard and reference preparations.Standard vaccines may be supplied bynational control authorities such as theUnited States Department of Agriculture(USDA) or international bodies such asthe European Pharmacopoeia Commissionor WHO. If no appropriate national orinternational standard is available, andparticularly if the vaccine to be tested is anew formulation, a batch of vaccine ofproven efficacy should be adopted as alocal reference preparation.
A standard or reference vaccine shouldbe qualitatively identical to the test vaccine.Strong interactions frequently occurbetween the components of multivalentvaccines. When these occur it is often betterto adopt a separate multivalent referencepreparation than atternpt comparison witha single component reference. Use of suchreference preparations may facilitatepotency testing of several vaccine compo-nents in a single group of animals, resultingin considerable cost savings. If a referencepreparation is intended for use over aperiod of more than three years it shouldbe lyophilized and then, preferably, testedfor efficacy in the target species. If this isimpracticable, the lyophilized materialshould be shown to be identical in potencyto the liquid vaccine that has been provedto be efficacious. Particular care needs to betaken when lyophilizing vaccines thatcontain alu_minium adjuvants as these oftensuffer recrystallization, resulting in asubstantial loss of potency when the vac-cine consists entirely of adsorbed solubleantigens. The effect is largely mitigatedwhen whole bacterial cells are present.
Challenge tests. When the immune re-sponse of animals is evaluated by chal-lenge, the proportion of animals survivingin each treatment group is used to estimate

the 50 percent protective or effective dose(ED50) values for test and standard vac-cines. The method of calculation of ED,values is not specified but, if access to acomputer is available, the preferredmethod is probit analysis which makes themost efficient use of the available data.The quantitative estimation of potency bysix-point assays assumes that the dose-response curves of the test and standardvaccines are linear and parallel and it isusual to verify that estimates of potencyare valid in this respect. (A computerprogram for probit analysis is availablefrom WHO, Biologicals Division, Geneva27, Switzerland. This estimates the relativepotency of the test vaccine, together withits confidence limits, and verifies thestatistical validity of the estimate.)
In the absence of a computer, ED,ovaluescan be calculated by the methods'of Reedand Muench (1938), provided that theavailable data satisfy the requirements ofthat method (i.e. test groups show 100percent and 0 percent effects), or by use oftables of precalculated data such as thoseof Toothill, Robinson and Adams (1969).An estimate of the potency of the vaccineunder test relative to a standard therelative potency (RP) can then becalculated as the quotient of the ED50 valueestimated for a standard preparationdivided by the ED,,, estimated for thevaccine under test. These methods, how-ever, are less effective than probit analysisand do not test the statistical validity ofthe data or estimate confidence liMits.
Quantitative response tests. The six-pointassay described above is applied to quantaldata (i.e. proportions of survivors). Thesame principle can also be applied toquantitative (continuous) data such asscores or titres. The scores or titres areused to estimate the potency of the testvaccine relative to the standard by parallelline analysis. It is usual to transform both
the dose levels and the response data tologarithms at the beginning of the analysisunless they are already in a logarithmicform such as serial dilution numbers.Assays based on quantitative data usuallyrequire smaller numbers of animals thanquantal assays and are therefore preferable.A computer program for parallel lineanalysis, similar to the one referred toabove for probit analysis, is also availablefrom WHO.
Although six-point assays provide thebest estimate of the potency of a vaccine,they are rarely used in veterinary appli-cations because of the large numbers ofanimals that they require. The tests forPasteurella multocida and swine erysipelasvaccines in the North American andEuropean requirements need 120 and 96mice per test, respectively.
Absolute response leve! tests. The majorityof the tests prescribed by pharmacopoeiasdo not make use of a reference preparationbut base the criterion of acceptance on theelicitation of a defined level of response bya fixed dose of vaccine. This approachrequires a high degree of standardizationof the laboratory animals which may varyfrom strain to strain depending on theirdiet and other conditions of husbandry.The effects of these variables (which canbe very large) are difficult to isolate andmay influence the observed potency valueof the vaccine under test. This can lead tothe rejection of good vaccine or theacceptance of bad. A partial solution tothis problem can be found in the occasionaluse of a reference vaccine to verify that itelicits a typical response in the hands ofthe testing laboratory. A suitable referencevaccine with target ranges for six clostridialvaccines is available from the CentralVeterinary Laboratory, Weybridge, Surrey,United Kingdom. For other types ofvaccine, the only means of establishing thatthe animals in a laboratory are producing
Vaccine manual 363

364 Assessment of potency in bacterial vaccines
typical results is to re-test materialpreviously tested by a reputable labora-tory, elsewhere.
Single point comparative tests. A thirdapproach has been adopted by WHO toovercome the cost problem of six-pointassays for human vaccines against diph-theria and tetanus while retaining the useof a standard vaccine (WHO). These testsare designed to provide assurance that adose of the vaccine under test issignificantly superior to a defined dose ofa reference vaccine. The advantage of thismethod is that it offers a direct comparisonof the vaccine under test with an estab-lished reference preparation but requiresonly one-third of the number of animalsneeded to determine the RP.
In the form prescribed by WHO the testoffers statistical confidence that thepotency of the vaccine is superior to thatof the reference dose. The difficulty withthis approach is that it predicates thatroutine batches of vaccine will be subs-tantially better than the minimum requiredto protect the target species and this maynot always be so. Such superiority shouldbe sought whenever possible since defini-tive challenge tests in the target species arealmost invariably performed shortly aftervaccination is complete and make noallowance for declining immunity in theperiod preceding a recall vaccination.
If a comparative test is to be set up, thefollowing procedure is recommended:
Establish the dose of referencevaccine (D) that is just enough toachieve minimal protection in thetarget species after one or two doses.If a minimum requirement hasalready been defined, D is the doseof reference material that exactlymeets that requirement.Establish the dose of referencevaccine that, using a one- or two-dose schedule, elicits a minimal
measurable response in the chosenlaboratory species (d). For a challengetest the response should be approxi-mately 10 percent protection; for anantibody response test, at least 80percent of the animals should re-spond, but the titres should be low.Calculate the laboratory animal testdose (t) as the dose recommendedfor the target species (T): t = T.d /D.Inoculate groups of laboratory ani-mals with doses d and t of thereference and test vaccines respec-tively. The number of animals re-quired is discretionary; if D is muchlower than T few animals will beneeded; if D is only slightly greaterthan T very large numbers will berequired. There is therefore a strongincentive to produce highly potentvaccine.For both groups, follow the samevaccination and challenge or serumsampling schedule as was used forii) above.If responses were evaluated bychallenge, determine whether theresponse to the test vaccine (P) wassignificantly greater (P < 0.5) thanthose to the reference preparation byChi-square test (Fisher's contingencytables are the most convenient wayof doing this). If responses wereevaluated as titres or numericalscores, they should be transformedto logarithms unless they are alreadyin logarithmic form (end-point tubenumbers from titrations involvingserial dilutions and some scores arealready log transformed). tJsing thetransformed data, determine whetherthe responses to the test vaccine aresignificantly greater than those to thereference using Student's "t" test orWelch's variation if the group var-iances are unequal.
vii)The test vaccine is satisfactory if it

Vaccine manual 365
elicits a significantly greater responsethan the reference preparation.Alternative criteria adopted for someveterinary vaccines have in.cludedrequirements that the response to thetest vaccine should be simply greateror even not significantly inferior tothe reference preparation. Suchreduced criteria do not automaticallyprovide assurance of adequate po-tency but rely on the use of minimumnumbers of animals to provideconfidence.
WHO does not permit the use of single-dose tests until data from six-point assayshave confirmed that the assumptions oflinearity and parallelism of dose-responsecurves, which underlie all biological testsand assays, are justified. Since evidence oflin.earity and parallelism is not required,even from the six-point assays prescribedfor veterinary vaccines, it appears inappro-priate to require it for veterinary applica-tions of the single-point comparisondescribed above.
TABLE 15
Potency tests applied to inactivated bacterial vaccines
Pharmacopoeial tests. The tests prescribedin the European and British pharma-copoeias and in the United States Code ofFederal Regulations are summarized inTable 15.
Clostridial vaccinesClostridial vaccines may be prepared fromtoxoids, whole anacultures (bacterin-toxoids) and, very occasionally, bacterinsalone. With the exceptions of Clostridiumhaemolyticum and Cl. chauvoei, which aretested by challenge of guinea pigs withlive bacteria, both the European Pharma-copoeia and the United States CFR pre-scribe antitoxin response tests for all themajor clostridial vaccines, whether bacte-rial cells are included or not. The form thatthe tests take and the criteria of acceptanceimposed by the two compendia aresummarized in Table 16.
Live challenge tests for clostridia. Potencytests involving challenge of guinea pigswith live organisms are prescribed for Cl.cha uvoei vaccines by the United States CFR
Causative organism European and Britishpharmacopoeias
United States CFR Reference used?
Clostridium novyi Antitoxin titre Antitoxin titre NoCl. perfringens A Not included Not included No
perfringens B, C, D Antitoxin titre Antitoxin titre Nosepticum Antitoxin titre Not included Notetani Antitoxin titre Antibody titre
or toxin challengeNoYes
CI. haemolyticum Not included Challenge NoCI. botulinum C, D Toxin challenge Toxin challenge NoCI, chauvoei Live challenge Live challenge NoCl. sordellii Not included Antitoxin titre NoLeptospira interrogans hardjo Not included Not specified NoL. i. pomona Not included Live challenge NoL. I. can/cola Live challenge Live challenge NoL. I. grippotyphosa Not included Live Challenge NoL. I. icterohaemorrhagiae Live challenge Live challenge NoEscherichia coli Absolute response Not included Yes
Pasteurella multocida Not included Live challenge Yes
Pasteurella haemolyfica Not included Not included NoErysipelothrix rhusiopathiae Live challenge Live challenge YesBruce//a abortus Live challenge Not included NoMycoplasma Not included Not included No

366 Assessment of potency in bacterial vaccines
TABLE 16
Compendium requirements for clostridia! vaccines
Notes: AT resp. = antitoxin response; Tox. chal. = toxin challenge; Live chal, = live challenge
and the European Pharmacopoeia and forCl. haemolyticum vaccines by the UnitedStates CFR alone. The United Statesmethod for both involves a lower vaccinedose but permits a proportion of deathsamong the vaccinates in a two-stage test inwhich vaccines that protect seven-eighthsof the animals are accepted, those pro-tecting less than five-eighths are rejectedwhile intermediate results invoke a secondtest.
Spore preparations are available fromthe United States Plant and AnimalProtection Service for both Cl. chauvoei andCl. haemolyticum but their routine use isunlikely to be practicable for laboratoriesoutside the United States. Challengepreparations can be prepared by culture ofCl. chauvoei in Buddle's medium containing0.5 percent glucose until the first signs ofgas appear. A satisfactory culture shouldcontain at least 1 000 50 percent lethal doses(LD50) per millilitre when injected intra-muscularly in broth containing 2.5 percentcalcium chloride. Should it prove impos-sible to achieve this level of virulence, amore virulent culture may be obtained by
inoculating Buddle's medium with bloodfrom a guinea pig at the point of deathfrom Cl. chauvoei infection. If -70°Crefrigeration, solid carbon dioxide (CO2)or, better, liquid nitrogen is available, it ispreferable to divide the culture into 2-mlaliquots and freeze at -70°C or lower. Thelethality of the culture can then bedetermined before it is used. Culture storedat -70°C or in solid CO, will retain its fulllethality for several weeks. If stored underliquid nitrogen it is stable for up to a year.It is advisable to dilute the fresh or storedculture to contain 100 LIN doses in eachchallenge dose.
The United States type of test, by settingthe final pass criterion at close to 75 percentprotection, makes the outcome less suscep-tible to distortion by the death of a singlenon-responsive guinea pig. Despite thisrelaxation the overall stringency of theUnited States and European tests are verysimilar.
Challenge with Cl. chauvoei subjectsguinea pigs to gangrenous lesions in theleg followed by invasion of the ventralbody wall. The need for a less traumatic
Species European requirements United States requirements
Test animal Test type Criterion Test animal Test type Criterion
CI. perfrin gens C 10 rabbits AT resp. 10 Bu/ml 8 rabbits AT resp. 10 Bu/mlCl. perfringens D 10 rabbits AT resp. 5 Eu/ml 8 rabbits AT resp. 2 Eu/mlCl. perfringens B 10 rabbits AT resp. 10 B+5E u/ml No United States
requirementCl. botulinum C, D 20 mice Tox. chall. > 80% liveCl. botulinum C 5 mink Tox. chall. > 80% liveCl. novyi B 10 rabbits AT resp. 3.5 u/m1 8 rabbits AT resp. 0.5 u/mlCI. septicum 10 rabbits AT resp. 2.5 u/m1 No United States
requirementCl. No European requirement 8 rabbits AT resp. 1 u/m1CL tetani poly 10 rabbits AT resp. 2.5 u/rrilCl. tetani mono 10 guinea pigs AT resp. 7.5 u/ml 10 guinea pigs Ab resp. 2 Au/m1CL tetani horse 10 guinea pigs AT resp. 30 u/m1 (ELISA)CL chauvoei 10 guinea pigs Live chall. 10/10 live 8 guinea pigs Live chal. > 80% live
haemolyticum No European requirement 8 guinea pigs Live chall. > 80% live

alternative has been widely recognized. Analternative test, based on the measurementof antibody responses in vaccinatedanimals by an ELISA method (based onsurface antigens) has been approved inAustralia. Such tests do not reflect all ofthe protective antigens present in thebacteria and the supernatant componentsof anaculture vaccines, but they have beenshown to correlate well with the perfor-mance of similarly formulated vaccines inchallenge tests.
It has been found that relatively crudesonicates and sodium dodecyl sulphate(SDS) extracts of bacterial cells can be usedas antigens to sensitize polyvinyl chloride(PVC) or polystyrene plates. Before anELISA method can be accepted for anyparticular vaccine, it is essential that acorrelation be established between theserum titre corresponding to a marginalpass and the results of the associatedchallenge test.
No challenge test is prescribed for Cl.haemolyticum in Europe but some manufac-turers have adopted tests based on the anti-beta-haemolysin response of rabbits whichare performed in parallel with the tests forCl. perfringens, Cl. novyi, Cl. septicum andCl. tetani. This permits the potency of Cl.haemolyticum components in multivalentvaccines to be assessed in the same groupof rabbits as the other components. Beta-haemolysin is the most prominent toxinproduced by Cl. haemolyticum. Althoughthere is no direct proof of its importance asa protective antigen there is evidence thatmost of the protection provided by Cl.haemolyticum vaccines is derived from thesupernatant, and vaccines controlled andformulated on the basis of beta-haemolysincontent have proved consistently effectivein the field. Beta-haemolysin toxins,toxoids and antitoxins can be titratedaccording to the principles discussed belowfor the lethal toxins of other clostridia butwith the use of in vitro indicators such as
haernolysis of sheep erythrocytes orcoagulation of ovolecithin.
Antitoxin response tests for clostridia. Thegreat majority of clostridial vaccines aretested for potency by inoculation intorabbits and subsequent measurement oftheir antitoxin titres. This allows the costlyimmune response phase of the potency testto be shared among all the components ofa multivalent formulation. European andUnited States requirements are broadlyparallel where they exist the maindifferences being that larger vaccinatingdoses, higher response criteria and largernumbers of animals are used in Europethan in the United States.
The vaccination doses used by bothauthorities are large and are far beyondthe upper asymptote of the dose-responserelationship for most of the components. Itis therefore dangerous to rely on potencytest results for the adjustment of theantigen content of vaccines. With theexception of the USDA test for tetanus, thetitres of pooled rabbit sera are determinedby toxin neutralization (TN) tests. In TNtests the volume of a test toxin solutionrequired to neutralize a defined quantity(e.g. 1 unit) of standard antitoxin is firstdetermined. This is the L+ dose. Thevolume of each test antiserum required toneutralize the lethal effects of an L+ doseof the same toxin is the reciprocal of theserum titre expressed in units per millilitre.
In principle, the serum titre is equal tothe number of units of standard antitoxinrequired to neutralize the test dose of toxin,divided by the volume of test serumrequired to produce the same effect on thesame occasion. Although the toxin neutral-ization tests prescribed by the Europeanand United States requirements are de-scribed in different terms both are basedon the same principles the United Statesmethod determines only the minimumacceptable titre, while the European
Vaccine manual 367

method provides a quantitative estimateof titre. It is recommended that manu-facturers should determine titres quantita-tively so that adverse trends in potencycan be recognized and remedied beforethe point of batch failure is reached.
Before testing an unknown serum it isnecessary to select a suitable test dose oftoxin. This is the smallest quantity of toxinwhich, when mixed with a defined dose ofstandard antitoxin (e.g. 1 unit or 0.1 units)produces an end-point effect when injectedinto an animal or exposed to an in vitroindicator. This quantity is described as L+for 1 unit or L+ / 10 for 0.1 units, if theindicator is death.
Similarly, it is possible to define testdoses for paralytic end points (Lp and Lp/10), for intradermal reactions (Lr and Lr /10) and for haemolytic end points (Lh andLh/ 10). It is preferable to select an endpoint as close to neutrality as possible, suchas 50 percent effect for an L+, an Lp or anLr in the animal tests and 30 percenthaemolysis in haemolytic tests.
Although toxin neutralization tests maybe performed at either high or lowconcentrations it is important that theconcentration of toxin in the test mixtureand the dose of toxin administered to theindicator (the test dose) should be keptconstant. This is because the test antisera(produced by two-dose immunization ofrabbits) are far less avid than standardpreparations which are prepared fromhyperimmunized horses. In consequence,the apparent titres of test antisera arereduced when the concentration of reac-tants in the test mixture is low. In practice,the test dose needs to be large enough tocontain at least ten indicating doses of toxinand srnall enough to be neutralized by 0.1ml of a serum of the lowest acceptabletitre, for example the minimum require-ment for Cl. septic= in the EuropeanPharmacopoeia is 2.5 units per millilitre.The highest possible test dose would
therefore be 0.25 units equivalent (L+ / 4).In order to test down to 2.0 units permillilitre a level of L+ / 5 has been chosenwhich is the lowest level that can besupported by a good toxin which shouldcontain ten lethal doses in one L+ / 5 dose.
Outline of test method. (The followingdescription assumes that mixture volumescontaining four test doses will be appro-priate but other volumes are equally valid.)Having determined the test dose of toxin,select, on the basis of previous assays, anestimate of the titre of the test serum andcalculate the volume required (IT) toneutralize four doses of toxin and thevolume of serum (m) that would berequired if the true potency of the serumwas of the lowest acceptable titre. Preparea series of mixtures containing four timesthe test dose of toxin and one of alogarithmically graded series of volumesof the test antiserum, centred on n andincluding m at its upper end.
Prepare a parallel series of five mixtures,each containing the same amount of toxinand 120, 110, 100, 90 and 80 percent of thestandard antitoxin d.ose against which thetoxin test dose was determined. Make upthe total volume of each mixture to fourtimes the volume to be administered to theanimal or other indicator system. Allowthe mixtures to react for 30 to 60 minutesat 20° to 25°C before inoculating them intothe animal or in vitro indicator. Volumes of0.2 or 0.5 ml of mixtures containing Cl.perfringens, Cl. septic= and Cl. sordelliitoxins are injected intravenously into mice,whereas mixtures containing Cl. novyitoxin are injected subcutaneously over thebase of the tail and mixtures containing Cl.tetani are inoculated subcutaneously overthe lumbar region of the spine.
The inoculated animals are observed for48 or 72 hours and deaths are recorded,except for animals injected with Cl. tetani,which are observed for four days. An endpoint of minimal tetanic paralysis is used
368 Assessment of potency in bacterial vaccines

in many countries. In mice injected asdescribed above, the end point is mani-fested as failure to retract either hind leg.The test is valid if a coherent end point isobtained in the standard range but, if theend point for the standard is found to bemore than 10 percent above or below theexpected value, the estimate of titre for thetest serum should be adjusted propor-tionately.
Alternative indicators. Although thestandard pharmacopoeial tests for clostri-dial antitoxins use death or paralysis ofmice as indicators of excess toxicity, manyof the toxins have other biological activitiesthat are also suitable indicator effects fortoxin neutralization tests. Table 16 showssome of the alternative indicators that havebeen shown to be valid indicators forclostridial toxins.
The use of alternative end points retainsthe toxin neutralization principle andrepresents a minimal change from theofficial lethal test method. It can result inconsiderable savings without prejudice tothe reliability of the test provided that thealternative activity is a property of thesame molecular species as the lethal toxin.There is evidence that the cytopathicactivity of Cl. perfringens C filtrates for
TABLE 17
Non-lethal indicators of clostridia! toxins
Lethal and alternative activity neutralized by the same monoclonal antibody.2 Correlation between lethal test and alternative incomplete.
EBTR cells is not caused by the beta toxinand this gives cause to question the identityof the dermo-necrotic moiety of Cl. septicumand the cytopathic moiety of Cl. novyiwith the corresponding alpha toxins. In allother cases there are no reasons to doubtthis assumption.
Serological tests based on assays ofantibodies without reference to the toxinneutralization (TN) principle have beenproposed for many of the clostridia. Mostof the methods proposed have used ELISAmethodology, but tests based on passivehaemagglutination (PHA) and single radialdiffusion (SRD) have also been proposed.ELISA methods offer the best prospects ofconsistent correlation with the titresobtained from TN tests. PHA and SRDrequire less-sophisticated equipment andreagents than ELISA but PHA at least isexcessively sensitive to IgM antibodieswhich do not generally neutralize toxins.
In at least one instance (the United Statestest for tetanus) an ELISA method has beenadopted as definitive. The value of suchtests is primarily dependent on the purityof the antigen used and, for tetanus at least,there is evidence that simple ELISAs basedon highly purified antigen can produceresults that are almost identical to those
Vaccine manual 369
Indicating activities Comments
CL perfringens alpha Dermo-necrotic Not used for testHaemolysin Reflects lethal testPhospholipase C Reflects lethal test
Cl. perfringens beta Dermo-necrotic Reflects lethal test'Cytopathic Not identical to lethal toxin
Cl. perfringens epsilon Dermo-necrotic Reflects lethal test'Cytopathic Reflects lethal test'
Cl, novyi alpha Dermo-necrotic Not used for testCytopathic Reflects lethal test2
Cl. septicum alpha Dermo-necrotic Reflects lethal test2Cytopathic Reflects lethal test

370 Assessment of potency in bacterial vaccines
obtained by TN over the range of titresexpected from potency tests.
More elaborate strategies such as toxinbinding immunoassay (TOBI), developedfor the accurate measurement of low titresand ELISAs based on antigen capture bynon-neutralizing monoclonal antibodiesdeveloped to overcome the poor correla-tion problems between TN and serologicaltests for diphtheria antitoxin, offer onlysmall gains in tetanus potency tests.
The accuracy with which the results ofserological tests reflect those of TN testsfor other clostridial toxins has not beencritically evaluated.
Clostridial potency tests based on toxinchallenge. Toxin challenge tests are per-formed on Cl. botulinum vaccines only andtheir use for other clostridia is notrecommended. The tests prescribed by theUnited States and European authoritiesboth require the animals to be challengedintraperitoneally 21 days after a single doseof vaccine but differ in certain respects. Inthe United States, five mink receive a fullrecommended dose. These, with threecontrols, are challenged with 10 000 LD5,,of toxin and all controls must die while 80percent of vaccinates survive for sevendays. In Europe, 20 mice receive 0.2 ml ofone in eight dilution of vaccine. These, withten controls, are challenged with 25paralytic doses of toxin. All controls mustshow specific botulinum paralysis and 80percent of vaccinates rnust show no signsof botulinum paralysis for seven days.
(In some countries special permission isrequired before undertaking tests in whichanimals are subjected to intoxication withCl. botulinum.)
Test reagents. Although some authoritiesprovide standard toxin materials, it isimportant to recognize that the definitivestandard for the test is always the standardantitoxin. Standard antitoxins may belaboratory or national preparations thathave been calibrated directly or indirectly
against the relevant international standard.International standards are provided byWHO through the Statens Seruminstitut,80 Armager Boulevard, Copenhagen,Denmark, for Cl. botulinum, Cl. novyi, Cl.septicum, Cl. perfringens alpha, Cl. sordelliiand Cl. tetani antitoxins. Cl perfringens betaand epsilon antitoxin standards are distri-buted by the WHO/FAO Laboratoryfor Biological Standards at the CentralVeterinary Laboratory, United Kingdom.
These preparations are not intended foruse as working laboratory standards butshould be used to calibrate nationalstandard preparations or, in countrieswhere these have not been produced,laboratory working standards.
Laboratory working standards are bestprepared from a large pool of sera typicalof the samples intended for test. The poolis carefully calibrated against the relevantnational or international standard by theexact method laid down in an authoritativecompendium such as the European Phar-macopoeia, preferably with the collabor-ation of the national control laboratory.The use of a laboratory reference prepar-ation of the same species as the test sera is,of course, unavoidable for ELISA tests butis also highly desirable for other serologicaltests a:nd TN tests using alternativeindicators where differences in aviditybetween standard and test preparationscan lead to misleading results.
Although neither European nor UnitedStates requirements invoke a standardvaccine, it is useful to verify that theanimals in a testing laboratory are ofsimilar sensitivity to those used when therequirements were formulated. For thispurpose a reference preparation, for which"normal" responses have been establishedby collaborative assay, has been preparedby the Central Veterinary Laboratory.
In many cases it will be necessary forlaboratories to prepare their own testtoxins. Test toxins can be prepared from

production cultures by harvesting them afew hours earlier than for vaccine pro-duction. The toxic supernatant may beseparated from the cells by centrifugationor filtration. (Cl. perfringens epsilon toxin ispresent as a prototoxin and the filtrateshould be incubated for one hour with 2percent pancreatic homogenate beforestopping the reaction with soybean trypsininhibitor.) The filtrate is concentrated andpartially purified by precipitation withammonium sulphate. Further purificationis not recommended since it is likely toresult in reduction of the crucial ratio oftoxicity to L+. The resulting precipitatemay be dried in a vacuum over phos-phorous pentoxide and ground to a homo-geneous powder from which weighedquantities can be dissolved to prepare thetest toxin solution. When weighing driedtoxin it is important that the whole contentsof the bulk container are thoroughly mixedon each occasion since the surface layeroften deteriorates. It jis advisable to preparesufficient toxin solution to last for severalweeks and to stabilize it with 40 percentglycerol. The concentration of toxin shouldbe high enough to ensure that not morethan 5 mg of glycerol is injected in the testmixture.
If equipment for freeze-drying is avail-able it is preferable to redissolve the toxinand dialyse it against buffered saline, thenadd an excipient such as 5 percent hydro-lised gelatine to stabilize it before dis-pensing the resulting solution as accuratelyas possible into ampoules and then freeze-drying.
The minimum lethal dose, L+ andprotein nitrogen content of the solutionshould be measured before freeze-dryingand only solutions that contain a sufficientnumber of lethal doses per L+ dose shouldbe dried. The number of L+ and indicatingdoses per container should be determinedas accurately as possible before using thetoxin.
The number of LD or minimum lethaldose (MLD) per L+ dose or the equivalentratio of non-lethal indicating doses iscritical to the suitability of a toxin. Eachtest dose (the quantity of toxin containedin the volume of toxin-antitoxin mixtureinjected into an animal or exposed to an invitro indicator) should contain at least tenindicating doses. Suggested minimumlevels for specific toxicity are included ineach assay method in the British Pharma-copoeia. Limits for purity of test toxins aresimilarly included but these are less critical.
Leptospira vaccinesLittle is known of the identity of theantigens responsible for the protectiveeffects of Leptospira vaccines. There istherefore no rational basis for serologicalpotency tests and the only methodsrecommended depend on challenge. Allbut one of the five serovars of L. interrogansused in vaccine production are lethal forhamsters (the single exception is L.interrogans hardjo, which infects but doesnot kill). Some serovars can also be testedin guinea pigs but, since hamsters are morerobust and suitable for all serovars, it isconvenient to use them in every case.
Both European and United States re-quirements specify inoculation of hamsterswith a small fraction of the dose intendedfor the target species, followed at aninterval of about 16 days by a challenge ofbetween 10 and 10 000 LD of a virulentstrain, which should preferably be a localisolate. The animals are observed for 14days post challenge. European and UnitedStates requirements for four serovars aresummarized in Table 18.
Leptospira cultures do not easily survivefreeze-drying and most laboratoriestherefore maintain them in liquid culture.It is frequently necessary to passage thestrain through hamsters to regain virulencebefore growing the challenge culture onKorthof's medium. (L. interrogans serovars
Vaccine manual 371

are dangerous to humans. All manipula-tions should be carried out in safetycabinets and protective clothing gloves,goggles and masks should be womduring inoculation of animals. Infectedanimals and their excreta should bedecontaminated before disposal.)
The European and United States require-ments differ in the vaccination dose as aproportion of the target species dose, thenumber of animals used and the passcriteria which make provision for a repeattest. In these respects the United Statesrequirement is slightly more stringent butless likely to fail to produce good vaccinethan the European.
No potency test is prescribed for serovarhardjo but a renal infection end point canbe substituted for the lethal challenge in atest based on comparison with a referencevaccine. Renal infection is determined 14days post challenge by aseptically remov-ing hamster kidneys and crushing them ina syringe. The crushed tissue is theninoculated into Korthof's medium andincubated for 14 days before examinationfor viable leptospires.
The crushing of kidneys is likely togenerate spurts of infected fluid. Thisprocedure should therefore be performedin a glove box. An alternative potency testbased on the elicitation of agglutinins inguinea pigs has also been proposed forhardjo. Although production of agglutinins
TABLE 18
Comparison of European and United States requirements for leptospiral vaccines
Serovar Vaccinating dose
has been shown to correlate with efficacyin calves it is unlikely that the IgMantibodies measured in the test areimportant to the protection of calves.
Escherichia coli vaccinesVaccines against bovine, ovine and porcinecolibacillosis may depend on at least threedistinct protective mechanisms; somaticantigens, adhesin antigens and enterotoxin.It is unlikely that somatic antigens alonewill furnish adequate protection. Norequirements for E. coli vaccines have beenissued by USDA and no internationalstandards or reference preparations exist,but monographs covering porcine andbovine vaccines recently completed for theEuropean Pharmacopoeia provide a suit-able basis for a review of potency tests forthese vaccines.
Both monographs describe a test underpotency which is not intended to beroutinely performed for batch release butis prescribed in order to establish that oneor more lots of the vaccine are effectiveagainst each of the strains or immunotypesagainst which protection is claimed. Avaccine lot shown to be satisfactory in thistest may then be adopted as a referencepreparation in the batch potency test (seeStandard and reference preparations,p. 362). In the potency test, pregnantfemales of the target species are vaccinatedand the resistance of their progeny to oral
Number of doses Survivors required for pass
US Europe US Europe US test 1 US test 1+ repeat
Europe
Icterohaemorrhagiae 1/80 1/40 14-18 15-20 >7/10 > 14/20 > 7/10
Can/cola 1/80 1/40 14-18 15-20 >7/10 > 14/20 > 7/10
Pomona 1/800 NI 14-18 NI > 7/10 > 14/20 NI
372 Assessment of potency in bacterial vaccines

challenge with heterologous strains bear-ing each of the claimed antigen types iscompared with those of unvaccinated con-trols. The monograph requires 15 controlsand 15 piglets from vaccinated gilts orsows, or five controls and ten calves orlambs from vaccinated dams, to be chal-lenged.
The criteria governing the outcome ofthe test are too complex to be summarizedin detail here but they correspond to pro-tection indices ranging from 0.55 to 0.67for pig vaccines and 0.875 for vaccinesintended for ruminants. For manufacturersoperating in countries not bound by theEuropean Pharmacopoeia a protectiveindex of 0.7 might be taken to represent anadequate level of protection. (The protec-tive index is calculated by subtracting thepercentage mortality of vaccinated animalsfrom that of control animals and dividingthe result by the percentage mortality ofthe control animals.)
The prescribed batch potency test maybe performed in rabbits, guinea pigs ormice. Rats can also be considered for someof the adhesin antigens. The test dependson serological determination of the re-sponse to protective antigens after one ortwo doses of vaccine and requires that themean response shall not be significantly(P < 0.05) inferior to the response elicitedby a reference vaccine of proven efficacyunder the same conditions.
Good assay practice dictates that thereference vaccine is tested in parallel withthe test vaccine on every occasion. If themean titre from the test vaccine is less thanthe reference the difference should betested for significance by Student's "t" test.To satisfy the European Pharmacopoeia,the mean of the log titres elicited by thetest vaccine must be shown to be notsignificantly inferior to those elicited bythe reference vaccine.
Although this criterion avoids the releaseof grossly inferior vaccine it offers no
assurance that the vaccine is as good as thereference and a requirement that the testvaccine is significantly superior to thereference would be preferable if such astandard could be consistently maintained.A test based on serological responses inthe target species is also permitted for pigvaccines but, since no acceptance criterionis included, it is difficult to see how thiscould be applied.
Any valid serological method may beused in the batch potency test but ELISAmethods are favoured by the EuropeanPharmacopoeia. Although methods basedon bacterial agglutination or PHA havebeen used, the achievement of consistentresults of appropriate specificity has oftenproved difficult. However, the use ofELISA methodology does not, in itself,guarantee specificity or reproducibility andtest antigens need to be purified with greatcare. The use of monoclonal antibodies incompetition ELISAs offers a short cut tospecificity for some antigens. Monoclonalantibodies directed at many of the pro-tective antigens are available from theCentral Veterinary Laboratory, UnitedKingdom. Although these recognize onlyone of several epitopes expressed by thetest antigen, this deficiency is less seriousthan the intrusion of accessory antigens inpartially purified preparations.
Use of the batch control test prescribedby the European Pharmacopoeia is de-pendent on the establishment of a statis-tically significant correlation betweenresults of the batch control test and the fullpotency test described in the previousparagraph. While it would theoretically bepossible to establish a relationship betweenthe outcomes of full and batch control testsover a range of batches of vaccine, such astudy would be prohibitively expensive. Itis therefore more practicable to establish acorrelation between the proportion ofprogeny protected against challenge andthe colostrum titre of their dams as
Vaccine manual 373

measured by the serological methoddeveloped for the batch control test. If adirect ELISA is used, a change of conjugateand laboratory reference preparation willbe required before it can be applied to thetarget species.
Pasteurella vaccinesVaccines against mammalian and avianstrains of Pasteurella multocida and mam-malian strains of P. haemolytica are consid-ered here. No European requirements forany Pasteurella vaccines exist but the UnitedStates CFRs contain requirements forvaccines against both avian and mam-malian strains of P. multocida.
The mammalian vaccine requirementsare applicable to each of the immunotypespresent in the vaccine. Three fivefolddilutions of the test vaccine and threeidentical dilutions of a standard vaccineare inoculated intraperitoneally intogroups of 20 mice. The dose volumeprescribed is one-twentieth of the lowestdose volume prescribed for the targetspecies but, for laboratories not constrainedby the requirements, a fixed dose of 0.5 mlmay be more convenient. The standardmay be provided by USDA or may be anin-house reference preparation. The initialdose is repeated after 14 days, the animalschallenged intraperitoneally with 100 to10 000 LD50 of a virulent culture ten to 12days later and the proportion dying in eachof the treatment groups is recorded for tendays after challenge.
The test is valid if the proportion ofsurvivors in at least two of the groups thatreceived standard vaccine lies between 0and 100 percent and if the 50 percent end-point dilution for the standard lies betweenthe highest and lowest dilution. There areno requirements for the dose responseregressions to be linear or parallel. Insteadthe relative potency (RP) is determined asthe reciprocal of the 50 percent end-pointdilution of the test vaccine, divided by the
equivalent figure for the reference. Themethod of calculation of 50 percent end-point dilution is not specified but it wouldbe appropriate to determine the 50 percenteffective dose (ED50) by a standard LR0calculation such as probit analysis or Reedand Muench (1938). If the protectionafforded by the test preparation is socomplete (>80 percent survivors at thelowest dose) that a 50 percent end pointcannot be determined, while a valid endpoint is obtained for the reference pre-paration, the vaccine is satisfactory.
The acceptance criterion requires that theRP is 0.5 or more. If this criterion is notmet, two further tests may be performedand a (geometric) mean value for the RPdetermined. There are complex provisionsfor the exclusion of very low initialestimates if repeat tests are satisfactory.
Although the form of the data producedin this test is suitable for full statisticalevaluation by a method such as parallelline probit analysis, the actual data maynot satisfy the strict validity requirementsof such assays very often and the lessrigorous approach is therefore justified.Although simplified, single-dose level testshave never been used for Pasteurellavaccines, it is probable that their use couldoffer assurance of potency with smallernumbers of animals than the prescribedsix-point assay.
Most strains of P. haemolytica are far lessvirulent for mice than P. multocida but thevirulence of most strains of P. haemolyticacan be enhanced sufficiently to allow achallenge of 100 LD by inclusion of either5 percent yeast or 5 percent hog gastricmucin in the challenge suspension. Thechoice of enhancing agent can only bedetermined by trial and error somestrains respond to yeast and others tomucin, in an apparently random fashion,and a few strains respond to neither.
No requirements for killed P. haemolyticavaccines exist in either the United States
374 Assessment of potency in bacterial vaccines

CFR or the European Pharmacopoeia, butthe USDA test for P. multocida bacterinscould be applied to P. haemolytica with theuse of virulence enhancement. However,the relevance of the mouse test to protec-tion is questionable, particularly for thepneumonic forms and, in view of the largenumber of strains included in manyvaccines, it may be more realistic to accepta serological test of consistency withoutany particular claims to the measurementof efficacy.
Serological tests currently being devel-oped by some manufacturers to detectantibodies directed against leukotoxinsand other virulence factors offer a prospectof replacing the challenge tests withserological alternatives that are in factrelevant to protection, in the near future.
The United States CFR includes require-ments for avian vaccines prepared fromstrains of P. multocida types 1, 3 and 4. Ineach case 21 birds of the target species arevaccinated with the recommended doseand revaccinated three weeks later. After14 days of observation, 20 of the vaccinatedbirds and ten unvaccinated controls arechallenged with a virulent culture of anappropriate specified strain: X-73 for type1, P-105 for type 3 and P-1662 for type 4.The numbers of birds dying during the 14days following challenge are recorded. Atleast eight of the ten control birds must diefor a test to be valid. If six or fewer of the20 vaccinates die, the vaccine passes. Ifnine or more die the vaccine fails. If seven,eight or nine die the test is repeated and ifthe total number of vaccinates dying inboth tests is 15 or fewer out of 40, thevaccine passes.
Erysipelas vaccinesBoth United States and European require-ments include potency tests in which theresponses of three groups of mice receivinggraded doses of the vaccine under test arecompared with those of mice receiving
three similar doses of a standard prepa-ration. However, the European test hasseveral advantages. The standard used isthe WHO International Standard for swineerysipelas vaccine or a laboratory prepa-ration that has been calibrated against it.This allows vaccines to be standardized onan international basis. The United Statestest is similar in structure to that formammalian strains of P. multocida de-scribed above and does not yield a trulyquantitative estimate of potency. TheEuropean test, from similar numbers ofanimals but using statistical methods suchas parallel line probit analysis, can providerelatively precise estimates of potency.
Three groups of 16 mice are vaccinatedsubcutaneously with 0.5 ml of three gradeddilutions of the test vaccine on a fivefoldrange (dilutions of 1 / 5, 1 / 25 and 1 / 125are suggested). Similarly, three furthergroups of mice, which have been randomlyallocated from the same population, arevaccinated with three similarly gradeddoses of the standard preparation (0.2, 1and 5 units are suggested). Ten mice fromthe same population are retained asunvaccinated controls. After 21 days allthe mice are challenged intraperitoneallywith enough of a virulent culture to killthe unvaccinated controls in three days.The proportion of mice surviving challengeby eight days in each treatment group iscounted and the proportions used tocalculate the potency of the test vaccinerelative to the standard by a suitablestatistical method such as parallel lineprobit analysis. No formal requirementsof parallelism or linearity are required, butnormal statistical requirements of validityare usually easy to satisfy. The vaccinepasses if the estimate of potency exceeds50 units per dose for swine.
Although the above test is statisticallymore satisfactory than many potencyassays there is some evidence that it doesnot reflect the ability of vaccines to protect
Vaccine manual 375

swine against percutaneous challenge veryaccurately. The United States version ofthe test is very similar in principle andtherefore unlikely to be more reflective ofefficacy in swine.
BruceIla vaccinesNo requirements for inactivated Brucellaabortus vaccines are included in the UnitedStates CFR, but a monograph in the BritishPharmacopoeia specifies a challengepotency test in guinea pigs.
Inject 12 or more guinea pigs intra-muscularly with one-tenth of the cattledose. (If the vaccine is formulated as awater-in-oil emulsion do not attempt todilute it.) Set aside six or more unvac-cinated controls from the same population.After 40 days, inoculate the vaccinatedguinea pigs and six unvaccinated controlsintramuscularly with a suspension contain-ing 5 000 organisms of a suitable CO,-dependent strain of B. abortus (strain 544grown in trypticase soy broth containing 5percent equine serum may be suitable).The virulence of the suspension should besufficient to produce a 50 percent infectivedose (ID50) in guinea pigs with fewer than100 organisms. Thirty-five days afterchallenge weigh and kill the vaccinatedand control guinea pigs and asepticallyremove the spleen from each animal.Weigh each spleen and homogenize thetissue in casamino acids solution. Inoculatea volume of homogenized suspensioncorresponding to 0.05 g of spleen into asuitable medium and incubate at 37°C forfour days.
The vaccine is satisfactory if the follow-ing criteria are satisfied:
viable B. abortus organisms of thechallenge strain are present in all thespleen suspensions from control ani-mals but in not more than 25 percent ofthose from vaccinates;
*The mean weight of spleens in thevaccinated animals expressed as a
percentage of total body weight is notmore than 0.3 percent;
*the geometric mean serum agglu-tination titre of the vaccinated animals35 days after challenge is not more than600.
Care should be taken to avoid accidentalself-inoculation with oil-emulsion vac-cines. The process of extraction andhomogenization of spleens infected withthe virulent challenge culture is potentiallyhazardous and these manipulations shouldbe performed in safety cabinets withbarriers to contain sudden spurts ofinfectious material, as well as the aerosolsgenerated during homogenization.
Although the above test is lengthy andcostly to perform, it is the best availableindex of potency for a vaccine againstwhich serological responses are notori-ously unreliable.
Parallel test methods may be applied toother inactivated Brucella vaccines.
LIVE VACCINES
A minority of bacterial vaccines consist ofsuspensions of live organisms whosevirulence has been reduced to permit theirsafe administration to the target species.
Routine potency tests in laboratoryanimals are not generally appropriate forsuch preparations. Potency is betterguaranteed by the careful evaluation ofthe protective efficacy of vaccine preparedfrom a master seed strain in the targetspecies and careful control of the numbersof bacteria in serials produced from it. TheUnited States CFR uses a set formula inthe majority of its requirements for thecontrol of potency of live bacterial vaccines.This entails the adoption of a strict seed lotsystem in which no more than fivesubcultures are permitted between the finalproduct and the master seed lot. This issupported by the performance of a chal-lenge test in the target species every threeyears to show that a pilot batch, containing
376 Assessment of potency in bacterial vaccines

a carefully determined number of organ-isms derived from the master seed, is ableto protect the target species.
If the number of organisms in the pilotbatch is insufficient to attain the requiredlevel of protection a further pilot batchcontaining more organisms may be pre-pared and tested. If a master seed continuesin use for more than three years, new pilotbatches must be prepared and tested atthree-year intervals. Further batches pre-pared from the same master seed can thenbe released on evidence that the viablecount is high enough to ensure that twicethe number of organisms shown to beprotective in the original potency test willbe present until the expiry date.
Bacterial counts on the pilot batch shouldbe performed in five replicates usingdilutions that ensure that between 30 and300 colonies appear on each plate. Countsfor the release of serials should be per-formed in duplicate. The test methods
Animals usedVaccinated 10 calvesControl 5 calves
Days to 14 to 21challenge
Challenge Virulentstrain pneumonic
Route of Respiratorychallenge
Evaluation Symptomscores4 to 10 dayspost challenge
Table 19Potency tests for live bacterial vaccines in the United States
Bovine
prescribed for five vaccine classes in theUnited States CFR are summarized inTable 19.
Some living bacterial vaccines, however,do not multiply in the host but consistrather of a mass of preformed antigens,which may incorporate adjuvants and aremore similar to killed preparations.
Live Pasteurella vaccinesThere are no European or British require-ments for live Pasteurella vaccines. The testsin the United States CFR are based on theformula described above. The main testparameters and criteria of acceptance forthe three vaccine classes specified in therequirements are summarized in Table 18.In contrast to tests on killed vaccines,vaccinates and controls must be housedseparately.
Pilot batches prepared from new seedlots of P. multocida for bovines are used tovaccinate calves that are challenged by a
Avian Bovine
20 birds 10 calves 30 guinea pigs 20 swine10 birds 5 calves 12 guinea pigs 10 swine
14 or more 14 to 21 14 to 15 14 to 21
Virulent Virulent Virulent VirulentP. multocida pneumonic for guinea pig strain
Intramuscular Respiratory Subcutaneous Not stated
Survival Symptom Survival Symptomsfor 14 days scores for 10 days and pyrexiapost 4 to 7 days post over 7 dayschallenge post challenge challenge post challenge
> 7 controls die, Vaccinate > 9 controls die, > 79% controls> 13 vaccinates score signifi- > 26 vaccinates affectedsurvive cantly better
than controlsurvive > 89% vaccinates
clear
Vaccine manual 377. . .
Pasteurella multocida P. Imeinolytica Anthrax Erysipelas
Acceptancecriteria
Vaccinatescore signifi-cantly betterthan control(P < 0.05)

378 Assessment of potency in bacterial vaccines
respiratory route, such as aerosol ortracheal instillation, with a virulent culturepreferably of a local isolate of P. multocida.Resistance to challenge is evaluated by anumerical scoring system. The scoreshould take account of the extent andseverity of lung lesions and whether theanimal dies. It may also take account ofpost challenge symptoms, but the im-portance assigned to these observationsshould be much less than that assigned tomortality and lung pathology. Survivingcalves are killed painlessly after a fixedinterval within the range of four to tendays post challenge. The extent andseverity of lung lesions are assessed inthese animals and in any animals that mayhave died and a numeric score is assignedto each animal. The mean scores for thevaccinate and control groups should becompared statistically using Student's "t"test. For the pilot vaccine to satisfy therequirements of the test, the mean scorefor the controls must be significantlygreater than for the vaccinates.
New seed lots of P. haemolytica type 1 forbovines are tested by a similar procedure.The interval from vaccination to challengeby the respiratory route with a pneumonicstrain of P. haemolytica is the same but thesymptoms among the control animals arenot expected to include pyrexia andsurviving calves should be killed earlierbetween four and seven days after chal-lenge.
Live P. multocida vaccines for birds aretested by similar methods. If more thanone species of bird is indicated on the label,the efficacy of a pilot batch prepared fromeach new master seed lot must be demon-strated in each of them. The potency testconforms to the formula described aboveand the main test characteristics andcriteria are summarized in Table 19. Thechallenge culture should be of a virulentavian strain, preferably of local origin. Ifthe pilot batch fails to meet this require-
rnent, another batch containing morebacteria may be prepared and tested forpotency (and safety).
Bacillus anthracis vaccinePotency tests for living anthrax vaccinesbased on challenge are included in bothUnited States and European requirements.However, the United States CFR relies ona spore count for the release of final vaccineand only requires a potency test when newmaster seed lots are introduced, whereasthe European Pharmacopoeia requires apotency test on every lot of final vaccine.The difference may perhaps be explainedby the inclusion of adjuvants in someEuropean vaccines. It follows that theUnited States test is suitable for the controlof monovalent vaccines that contain noadjuvant whereas the European method ismore suitable for vaccines containing otherantigens, adjuvants or other componentscapable of modifying the immune responseelicited by a given number of spores.
The United States CFR requires that newmaster seed lots are tested for potency by amethod based on the formula that hasalready been discussed. The test differsfrom other formula-based tests in that largeguinea pigs each weighing 400 to 500 g areused instead of animals of the targetspecies. Since the test is carried out in thisspecies the challenge strain does not haveto be virulent for sheep. The Pasteurvaccine strain is therefore recommended.Although the requirement specifies thatthe challenge dose should contain 4 500LD, doses it allows two out of 12 survivorsamong the controls and is therefore lesssevere than the European requirement.
Although the number of spores in eachbatch of vaccine prepared from the masterseed is determined from the numberpresent in the pilot batch there is anoverriding requirement that the numberof spores should not in any case be lessthan 2 million per dose. The number of

spores is verified by direct count on everybatch of final vaccine.
The European requirements make provi-sion for vaccine strains of three levels ofvirulence. Mild strains, such as the Sternestrain, which are harmless to guinea pigsand mice are tested for potency in guineapigs. Intermediate strains which are lethalfor guinea pigs but harmless for rabbitsare tested in rabbits and less attenuatedstrains which kill a proportion of rabbitsmust be tested in the target species. Thefollowing method relates to vaccinesprepared from the Sterne strain, but thenumbers prescribed are the same for eachtest species. The potency test is performedon every lot of final bulk vaccine or oneach filling lot.
Ten guinea pigs are inoculated subcu-taneously with the minimum dose pre-scribed on the label for sheep and observedfor 21 days. If more than two of the guineapigs die from non-specific causes, the testis repeated. After 21 days, the vaccinatesare challenged with 100 LD of a strain ofBacillus anthracis that is virulent for the testspecies used and three unvaccinatedcontrols are challenged with 10 LD50 of thesame preparation. For guinea pigs thePasteur vaccine strain is sufficientlyvirulent and less hazardous to operatorsand the environment than fully virulentstrains.
The test is valid if all the control animalsdie within ten days. The vaccine passes thetest if all of the vaccinates survive for tendays. If one vaccinate dies the test may berepeated but all the vaccinates mustsurvive in the repeat test.
A bacterial count is performed on everybatch to confirm that the count stated onthe label is valid.
Live swine erysipelas vaccinePotency requirements for live swineerysipelas vaccines are included in theUnited States CFR. The outline of the
requirements conforms to the formulaalready applied to anthrax and livePasteurella vaccines.
Potency test variables are summarizedin Table 19. Since body temperature is animportant index of protection, the bodytemperature of the vaccinates and of tenunvaccinated controls are measured dailyfor 14 to 21 days to establish a baseline. All30 swine are then challenged with avirulent culture of Erysipelothrix rhusio-pathiae. A suitable culture is available fromthe United States Animal and Plant Inspec-tion Service. The animals are observed forseven days post challenge during whichtime at least 80 percent of the controls mustregister a temperature greater than 105.6°F(40.9°C) on two consecutive days and alsoshow typical signs of infection such ashyperaemia of ears and abdomen, mori-bundness, skin lesions, depression, arthri-tis or death, in a valid test. If at least 90percent of the vaccinates remain free of theabove signs, with body temperaturesremaining below 104.6°F (40.2°C), themaster seed lot is satisfactory.
Live BruceIla abortus (strain 19) vaccineNo test of efficacy is required for strain 19vaccine released in the United States wherepotency is assured by viable count determi-nations alone with minimum requirementsof 3 x 109 and 3 x 10' live organisms perdose for reduced and standard doseformulations, respectively. These aresupported by requirements that no morethan 5 percent of the colonies obtainedwhen the vaccine is plated on potato agarshould be frankly rough and no more than15 percent, in total, deviant from typicalsmooth colony morphology.
It is suggested that any laboratoryproducing strain 19 vaccine outside theUnited States should verify the efficacy ofits product by the European Pharma-copoeia method described below when-ever a new master seed is adopted and in
Vaccine manual 379

any case at intervals of not less than threeyears.
The requirements for strain 19 vaccinein the European Pharmacopoeia include apotency test in which 12 guinea pigs arevaccinated intramuscularly with one-fifteenth of the calf dose of the test vaccinein 1 ml. After an interval of not less than 40days, the vaccinates, together with sixunvaccinated controls, are challenged witha virulent CO2-dependent strain of B.abortus, such as strain 544. (1 LD50 of thechallenge suspension should contain nomore than 100 organisms.) After a further35 days, the animals are weighed andkilled. The spleen of each animal isweighed and then emulsified and a volumeof suspension equivalent to 0.05 g of spleenis inoculated into a suitable medium suchas trypticase-soy, containing 2 to 5 percentequine serum. The inoculated medium isincubated for four days at 37°C. The test isvalid if the spleens of all the control animalsare infected. The potency of the vaccine issatisfactory if 75 percent or more of thespleens from the vaccinated animalsremain uninfected.
This potency test is supported by a viablecount requirement of 4 x 10" viableorganisms per calf dose. The Europeanrequirement is thus far more stringent thanthe United States one in this case.
Live Salmonella dublin and Salmonellacholerae suis vaccines
Monographs for live vaccines against bothSalmonella dublin and S. cholerae suis in theBritish Pharmacopoeia do not include anypotency test and rely entirely on viablecount. These monographs have beenwritten for a single specific strain in eachcase and the required viable count of 2.5 x109 organisms per dose would not neces-sarily be appropriate for other strains.Laboratories preparing vaccines from otherstrains would be advised to adopt theformula used by the United States CFR
and maintain a strict seed lot systemsupported by efficacy tests on pilot batchesproduced from each new master seed tovalidate release on the basis of bacterialcount alone.
Other live bacterial vaccinesIt is recommended that the formula appliedby the United States CFR should beadopted as a guiding principle in theevaluation of potency in live vaccines forwhich no compendial requirement exists.
BIBLIOGRAPHY
British Pharmacopoeia Commission. 1985.British Pharmacopoeia (veterinary). London,Her Majesty's Stationery Office.
European Pharmacopoeia Commission. 1985.European Pharmacopoeia. 2nd edition.Sainte-Ruffine, France, Maisonneuve.
Reed, L.J. & Muench, H. 1938. A simplemethod of estimating the 50 percentend point. Amer. J. Hyg., 27: 493-496.
Toothill, J.P.R., Robinson, W.D. & Adams,A.G. 1969. Precalculated ED,, PD, andLD statistics. Symposium Series inImmunobiological Standardisation, Vol.10, p. 183-220. Basel, Switzerland, Karger.
USDA. 1994. Animals and animal products.CFR title 9. Animal and Plant HealthInspection Service, United StatesDepartment of Agriculture.
WHO. Manual of test methods for diphtheria,tetanus and pert ussis vaccines. WorldHealth Organization (BiologicalsDivision), Geneva, Switzerland.
WHO. Requirements for diphtheria, tetanus,pertussis and combined vaccines. Technicalreport series 800, World HealthOrganization, Geneva, Switzerland.
380 Assessment of potency in bacterial vaccines

Vaccine manual
Since Pasteur's pioneering work on theattenuation of rabies virus by the serialpassaging of "street" virus in rabbit brainsand use of the "fixed" virus in animals andhumans (1885), modified live viral (MLV)vaccines have been developed against avast number of viral diseases of humansand animals.
The development of most viral vaccines,however, did not begin until the intro-duction and large-scale use of tissue culturetechniques at the end of the 1940s whenantibiotics became available. Until recently,MLV vaccines were obtained in much thesame way as in Pasteur's time, i.e. bymultiple passages in cell cultures, embry-onated eggs or in another animal speciesto which the virus is not naturally adapted.After a certain number of passages thevirus is tested for vaccine efficacy andsafety. Using this rather empirical ap-proach, a number of highly efficaciousvaccines have been developed. For exam-ple the cell culture-adapted Kabetestrain against rinderpest received over 90passages in bovine kidney cells (Plowrightand Ferris, 1962) and the so-called Chinesestrain (C strain) of swine fever virus over800 passages in rabbits (Lin and Lee, 1981).Both vaccines are highly immunogenic andsafe. A single vaccination with the Plow-right vaccine protects for over ten yearsagainst a lethal challenge with virulent
' The author would like to thank A. Dekker and A.H.Kroese for statistical assistance and T.G. Kimman for
critical reading of the manuscript.
C. Terpstra'
rinderpest virus (Plowright, 1984) and pigsvaccinated once with the C strain were fullyprotected against challenge with the virulentBrescia strain of swine fever virus five to sixyears later (Terpstra, unpublished results).
Attenuation usually reflects the selectionof certain variants already present in aheterogenous population of wild-typevirus, a single-step mutation or a multistepmutation. This process of alteration canhardly be influenced and its results arelargely unpredictable. A more acceleratedapproach, although with an equallyunpredictable outcome, is physical orchemical mutagenesis. Examples of thefirst category are the temperature-sensitivemutants used in some vaccines againstvirus-associated respiratory disease. Apromising example of chemical muta-genesis is the serially mutagenized MV P12variant of Rift Valley fever virus (Morillet al., 1987; Hubbard, Baskerville andStephenson, 1991).
Conventional vaccines are to a certainextent developed by "trial and error"procedures, although modern biotechno-logy has created tools for the well-definedengineering of vaccines. The design of suchvaccines, however, requires knowledge ofthe nature of immunogens, the mecha-nisms underlying virulence and immunityand the mapping of non-essential virulencegenes. Examples of MLV "biotech" vac-cines are deletion mutant vaccines andvector vaccines. The latter category usesvaccinia or other poxviruses, herpesvirusesand perhaps in the future also adeno- orother viruses as carriers and expression
381
Pol cy control of modified31 vaccE

382 Potency control of modified live viral vaccines
systems of genes from heterologousmicroorganisms that code for immunizingproteins.
Without the systematic use of vaccinesagainst, for example, foot-and-mouthdisease (FMD), rinderpest and swine feverit would have been impossible to controlthese diseases, let alone eradicate some ofthem from certain regions of the world.Indeed, vaccination has become one of themost cost-effective forms of veterinaryhealth care.
Vaccines, whether developed conven-tionally or constructed by biotechnologicalmeans, must be evaluated for efficacy andsafety before being released to the field.
The production of MLV vaccines shouldbe based on a seed lot system. A stock ofmaster seed virus is produced and allbatches of vaccine are prepared from thiswithin a limited number of passages. Themaster seed virus is subjected to extensivetesting to ensure that it is immunogenic,sterile and free from extraneous viruses,as well as from pathogenic and, whereapplicable, oncogenic effects. A seed lotsystem offers the advantage that efficacytests and, if necessary, safety tests on eachbatch of vaccine can be limited. In general,the minimum requirements for safety seemto be better defined and more severe thanthose for efficacy. The primary andultimate goal of a vaccine, however, is tobe efficacious.
This chapter describes various aspectsof efficacy, in vivo and in vitro assays fordetermining the potency of vaccines andcriteria for assessing the endurance ofimmunity and the value of field trials.
ASPECTS OF EFFICACY
Vaccine' efficacy can be defined as thedegree to which a vaccine induces aprotective immunity in the target host. Inmost viral diseases a natural infectioninduces a strong and long-lasting protec-tive immunity against reinfection and,
particularly, stimulates immunologicalmemory. Ideally an MLV vaccine simulatesthe natural infection without causingdisease. However, there is no such thingas a perfect vaccine. A vaccine that iscompletely safe cannot usually induce asstrong an immunity as the natural infec-tion.
In descending order of value, thefollowing levels of protection can bedistinguished in vaccinated animals:
prevention of the initiation of aprimary infection;reduction of virus replication at thesite of entry;prevention or reduction of virusspread to other critical tissues suchas blood;prevention of the virus shedding intothe environment;prevention or reduction of trans-mission of the virus to contactanimals;prevention of the development ofclinical disease;
vii)prevention or reduction of economiclosses.
In addition: the offspring of vaccinatedanimals should be protected againstintrauterine or post-natal infection; andimmunity after one vaccination should belong-lasting, preferably throughout theeconomic life span of the animal.
Many vaccines offer clinical protectionagainst disease (level vi) above) but do not(completely) prevent virus multiplicationand shedding on exposure of the animal.The protection level a vaccine mustprimarily provide differs according to thedisease and also depends on the aim ofvaccination and whether an eradicationpolicy is to be pursued or not.
The following examples illustrate thesepoints:
Because porcine parvovirus is onlyharmful to foetuses before the seven-tieth day of gestation, an efficacious

vaccine must prevent the transmissionof parvovirus from the sow to foetusesduring that period.Persistent infections with bovine viraldiarrhoea (BVD) virus, owing totransplacental transmission, play a keyrole in the pathogenesis, clinicalmanifestation and epizootiology ofBVD. Thus, an efficacious BVD vaccinemust primarily prevent viraemia and,in consequence, must ensure that nocongenitally BVD-infected calves areborn.Preventing viraemia after exposure tofield virus or decreasing its level belowthe threshold required to infect theinvertebrate host must also be theprimary protective requirements of allvaccines against vector transmitteddiseases such as Rift Valley fever,African horse sickness and bluetongue.Vaccination of pigs against Aujeszky'sdisease (AD) has been practised widelyfor decades. At first, the aim was toproduce high antibody titres in sowsbecause piglets, which are the mostsusceptible group, had to be protected;later when clinical AD occurred infinishing herds the prime goal was toprotect the fattening pig from devel-oping severe growth retardation wheninfected with field virus. For thesepurposes, vaccines offering protectionlevel vii) sufficed. The change of policyin some countries to a combinedvaccination and eradication pro-gramme for AD not only required theuse of serological "marker" vaccinesbut also the selection of vaccines thatprevent the establishment of latencyafter infection (Kimman, 1992) andreduce the average number of second-ary cases per infectious individual (i.e.the basic reproduction ratio Ro) belowunity (De Jong and Kimman, 1994).
In general, vaccination campaignslaunched to eradicate a disease, whether
in combination with serological methodsor otherwise, must utilize vaccines that areable to break the animal-to-animal trans-mission of field virus. Vaccination must,therefore, prevent or at least reduce virusshedding to the extent that the transmis-sion of virus to contacts is impeded (levelsiv) and v)). Examples of vaccines that haveproved to be effective in arresting thetransmission of field virus after exposureof the vaccinated host are the cell culture-attenuated Kabete 0 strain of rinderpestvirus (Plowright, 1984) and the Chinesestrain of swine fever virus (Terpstra andWensvoort, 1988). Annual vaccination ofcattle in the JP15 Rinderpest Campaignwith the Plowright vaccine strain wassuccessful in eradicating the disease inmost East and West African countries(Lépissier and MacFarlane, 1966). In theNetherlands, classical swine fever has beeneradicated from enzootic areas (wherethere is intensive pig farming) by sys-tematic vaccination with C strain virus incombination with a "stamping out" policy(Terpstra, 1991).
BIOASSAYS TO ASSESS POTENCY
The potency of MLV vaccines can bedetermined in vivo, either in the target hostor in a suitable laboratory animal model,or in vitro, the latter two options beingderived parameters. Determination ofpotency in vivo may be based on assayingthe 50 percent protective dose (PD50), atitration of the virus or the serologicalresponse induced in either the targetspecies or a laboratory animal model. Toreduce the use of laboratory animals,efforts should be made to replace in vivotitration of vaccine virus usually byintracerebral inoculation of baby mice bytitration in a suitable cell culture system.
PD assay on master seed virusProduction of MLV vaccines should bebased on a seed lot system and, as regards
Vaccine manual383

384 Potency control of modified live viral vaccines
efficacy, the relation between virus contentof the vaccine dose and the resultingprotection in the target species should bedetermined at least once in the history of amaster seed virus. The dose-responserelationship may be determined on asample of the master seed or on a repre-sentative derivative.
For a quantitative dose-response analy-sis, groups of target animals are givengraded doses of vaccine virus and chal-lenged thereafter with a standard dose ofvirulent virus, preferably administered viaa natural route. The virus dosages used forvaccination should be calculated on thebasis of the geometric mean titre of at leastfive replicate virus titrations in a suitablecell culture system or in embryonated eggs.
To obtain meaningful results, 100 percentof the unvaccinated controls shouldrespond to the challenge. For this reason itis common practice to use an overdose ofchallenge virus, usually 103 to 105 50percent infective doses (ID). The aim ofthe dose-response analysis is to estimatethe median protective dose (PD), the 95percent protective dose (PD) or otheraspects of the dose-response curve. ThePD is the vaccine virus dose that protects50 percent of the vaccinated animals. Usingan infinite number of doses (and thereforeanimals), the dose-response relationshipwould follow approximately a symmetricalsigmoid curve. This empirical fact oftenleads to the so-called logistic regression orprobit analysis as a satisfactory statisticalmethod for the estimation of the PD value.For ethical as well as cost reasons, thenumber of target animals available for aPD experiment will be limited. It isimportant therefore to design the exper-iment in such a way that an optimalestimate of the dose-response curve isobtained.
The following aspects should be con-sidered in designing a dose-responseexperiment:
At least two doses should result in apartial response (i.e. neither 0 percentor 100 percent of the animals receivingthese doses should respond to the chal-lenge) otherwise an invalid estimate ofthe dose-response curve is obtained.Doses providing less than 50 percentand more than 50 percent protectionare essential for estimating an accuratePDsoIf the requirement is to estimate thePD the dose providing 95 percentprotection which is to be aimed at inthe field care should be taken toassure that some groups receive doseshigh enough to ensure complete pro-tection, otherwise the curve has to beextrapolated in the upper region, whichon the basis of a sigmoid curve leads tolarge statistical uncertainties.Doses providing 0 percent protectionare less critical and not strictly neces-sary.Care should be taken that the majorityof the responses are not located in theextreme lower or extreme upper partof the curve as this would not be anefficient way of using the availableanimals.
The natural quantitative criteria to besatisfied are:
the mean squared error of the PDshould be minimal;the mean squared error of the PDshould be minimal;the number of times that an unreliableestimate is found (i.e. all doses used inthe experiment are smaller than that ofthe estimated PD,) should be minimal.
The dilution range to be covered may beassessed in a pilot experiment using tenfolddilutions and one or two animals pergroup. The optimal design of the ultimateexperiment depends on a priori knowledgeof the curve and on the specific quantitativecriteria aimed for. Computer simulationscan be carried out, using a varying number

of doses and varying numbers of animalsper dose to see how well the differentdesigns perform with regard to thequantitative criteria mentioned above. Thesimulations are based on the parametersof the curve as estimated in the pilotexperiment. In general, it is advised to usefive or six different doses and 3.2-fold(0.5 log) dilutions as this provides acompromise among different objectivesand makes it possible to test the model. Auseful review of the literature on thesubject can be found in Chapter 8 ofMorgan (1992). The best-fitting curve of adose-response experiment can be deter-mined by computer, using a probit or,easier to use, logit analysis. If a logisticregression model is chosen, the doseproviding "100p" percent effective protec-tion (PDioop) can be calculated according tothe following formula:
in - 1)
Moop = e b
in which "a" stands for the naturallogarithm of the dilution giving 50 percentprotection, "b" for the slope of the curveand "p" for the protected fraction.
Parameter "a" (PD) determines theplace of the curve, whereas parameter "b"determines its shape. The higher the valueof "a" the higher the PD and the lesspotent the vaccine, while the higher thevalue of "b" the steeper the curve. Fi-gure 18 illustrates a dose response functionwith "a" = -3.117 and "b" = 1.511. Standarddeviations of "a" and "b" can also becalculated from one dose-response curve.
The above formula allows the calculationof the dose for each protection levelwanted. For example the dose providing95 percent protection in the PD expe-riment represented by the curve in Fi-gure 18 equals:
e-3.117 -In (1
-i )0,95
1.511 e- 3 1
e311719486 e- 1.168 0.31e- 3.1
In this example one PD (e-3117) equals0.044.
The unit to be used in expressing thePD value will depend on the mostreproducible titration system available fora particular pathogen, for example plaque-forming units, tissue culture infective unitsand egg infective units.
In principle, a dose-response curve canbe determined for any of the vaccineefficacy levels i) to vii) discussed on p. 382.For reasons of easy and quantifiablemeasurement, physical signs of diseasesuch as fever, viraemia or viral excretionare the parameters chosen most often inallocating individual animals to "pro-tected" or "susceptible" categories afterchallenge.
The PD, and the relationship betweenprotection and vaccine virus dose obtainedin a dose-response analysis are only validfor the conditions applied in that particulartest. The outcome therefore may not beextrapolated to another master seed virus,another animal breed with a differentsusceptibility for the pathogen, a differenttarget species or a different vaccination orchallenge route. A dose response analysisis performed only occasionally, for exam-ple when the manufacturer changes toanother virus strain or when a new masterseed has been produced.
The protection observed in a properlyperformed vaccination challenge experi-ment in the target species should beregarded as the sole primary parameter ofimmunity. Any other parameter having anestablished correlation with the primaryparameter and used to measure immunityshould be regarded as secondary. Exam-ples of secondary parameters are: protec-tion obtained in non-target (laboratory)animals, in vitro infectivity titre of vaccinevirus and level of antibody provoked inthe target species.
Vaccine manual 385

386 Potency control of modified live viral vaccines
FIGURE 18Dose-response relation using 11 groups of four animals (a = 3.117 and b = 1.511)

Calculated versus observed PD. Bydefinition 1 PD, protects 50 percent of theanimals vaccinated. It follows that avaccine containing a calculated 100 PD50per dose protects 50 percent (p = 0.5) of "n"animals when used at a dilution of 1:100("n" large number). When testing arandom sample of, say, ten animalsvaccinated with a 1:100 dilution, theprobabilities of finding nought, one, two,etc. up to ten animals protected arebinomially distributed (Table 20).
The probability of each outcome "z" canbe calculated according to the formula:
probability = (a) x pZx (1 - p)flZ
in which: "n" = sample size (10 in theexample) and "p" = protected fraction (0.5in the example).
The probability that fewer than fiveanimals are protected is the sum of theprobabilities of finding nought, one, two,three and four protected animals, whichequals 0.37695 (Table 20). The probability,therefore, that the batch fails to pass thetest is 37.7 percent, despite the fact thatone dose contains 1 PD50 in the dilutiontested. A vaccine producer therefore hasto incorporate more than the calculated
TABLE 20
Calculation of the probability distribution of the number of protected animals in a randomsample of ten out of a population vaccinated with 1 PD50 per animal
100 PD50 per dose to increase the proba-bility that the PD50 as observed by thecontrolling authority meets the require-ments.
In order to obtain, say, 90 percent confi-dence that the batch will pass the potencytest the sum of probabilities to find fewerthan four animals protected should beBy using the above formula in a spread-sheet model, a value of 0.1 for this sum ofprobabilities is obtained when "p" = 0.6458.This means that the manufacturer has tosafeguard a protected fraction of 0.65 perdose instead of 0.5. The dose providing 65percent protection depends on the shapeof the dose-response curve and can becalculated with the logit formula. In theexample of the dose-response curve shownin Figure 18, the PD55 = 0.0667, which is1.52 times the 0.044 required for 1 PD50.The producer should therefore incorporateat least 152 PD50 per dose in order to be 90percent certain that the vaccine batch willpass the potency test requirements.
Potency tests on vaccine batchesUnlike inactivated vaccines, which requirean in vivo potency test on each batch, thePD50 of an MLV vaccine is assessed only
Number protectedin random sample (z) Possibilities Probability
o 0.00097710 0.009766
2 45 0.0439453 120 0.1171884 210 0.2050785 252 0.2460946 210 0.2050787 120 0.1171888 45 0.0439459 10 0.009766
10 1 0.000977
1 024 1.000002
Vaccine manual 387

388 Potency control of modified live viral vaccines
once on the master seed virus or arepresentative vaccine batch of the virusseed. The potency of subsequent batchesprepared from the master seed can bebased on the relation between virus doseand protection as observed in the dose-response curve. A titration of the vaccinevirus, therefore, according to the methodused in determining the dosage titre in thedose-response analysis, enables the cal-culation of the required infectivity perdose, thus ensuring a certain degree ofprotection.
Subject to the regulations of the appro-priate national authority, a limited in vivotest may be required for each batch or maybe omitted as a routine control if the finalproduct, after reconstitution, contains perdose not less than the quantity of virusthat conferred an accepted degree ofprotection in a potency test on the masterseed. Whatever the method, a general ruleis that a protection test is required for eachvaccination route recommended by themanufacturer and for each strain incorpo-rated in the vaccine when different virusstrains are combined.
Tests in the target species
A commonly used procedure for estima-ting the potency of a vaccine batch in vivoinvolves two groups of target animals, onebeing vaccinated and the other serving asa control. After a certain immunizationperiod the animals of both groups arechallenged with a highly virulent virusstrain by an appropriate route.
The degree of protection of the vacci-nated animals is measured by comparingtheir reactions with those of the controls.The number of animals used, their age,the interval between vaccination andchallenge, the challenge dose and the routediffer from vaccine to vaccine, and so dothe criteria for an acceptable degree ofprotection such as signs of disease, heightand duration of virus excretion and growth
retardation. Table 21 lists some specifica-tions from the published monographs ofthe European Pharmacopoeia for potencytests of batches of MLV vaccines for farmanimals.
An alternative procedure for estimatingpotency in the target species is based ondeterming the antibody titre in the serumof vaccinated animals. The response ofusually neutralizing or haemagglutination-inhibiting antibody is measured accordingto a standard method, using positive andnegative reference preparations as controls.The reliability of serological methodsdepends on an established correlationbetween humoral antibody and protection.It goes without saying that the procedureis less satisfactory as the vaccine-inducedprotection is more dependent on mucosalor cellular immunity.
Tests in laboratory animals
Whereas potency testing in laboratoryanimals is common practice in humanvaccine production, it is the exception inveterinary vaccines. The use of laboratoryanimals, however, may be indicated whenthe costs of testing in the target species areprohibitive, when non-immune targetanimals are difficult to obtain or whenalternative methods for quantifying thevaccine virus are lacking. Examples of eachcategory are equine vaccines, vaccinesagainst arthropod-transmitted diseases,which may be widespread in an animalpopulation, and the C s train of swine fevervirus.
Potency estimations of vaccines againstvector-borne diseases may be made in miceand potency estimations of the C strain bytitrating the vaccine virus in rabbits. Forexample 1 PD, of the C strain virus forpigs corresponds to approximately 4 ID,for rabbits (Biront and Leunen, 1988). Thepotency of rabies vaccines for domesticatedanimals and wildlife is also estimated inmice, which are analogous to human rabies

AIE
avia
n in
fect
ious
enc
epha
lom
yelit
is;
AD
= A
ujes
zky'
s di
seas
e;A
IB =
avi
an in
fect
ious
bro
nchi
tis;
CS
F =
cla
ssic
al s
win
e fe
ver;
IBD
= in
fect
ious
bur
sal d
isea
se (
Gum
boro
);IB
R =
infe
ctio
us b
ovin
e rh
inot
rach
eitis
;M
D =
Mar
ek's
dis
ease
;N
CD
= N
ewca
stle
dis
ease
;
TA
BLE
21
Spe
cific
atio
ns fr
om th
e E
urop
ean
Pha
rmac
opoe
ia fo
r po
tenc
y te
sts
of M
LV v
acci
nes
for
farm
ani
mal
s
i.c. =
intr
acer
ebra
l;i.d
. = in
trad
erm
al;
i.f. =
intr
afol
licul
ar;
i.o. =
intr
aocu
lar;
i.m. =
intr
amus
cula
r;i.n
. = in
tran
asal
;n.
sp. =
not
spe
cifie
d;i.t
r. =
intr
atra
chea
l;m
in. =
min
imum
age
as
spec
ified
for
vacc
inat
ion;
mo.
= m
onth
s.
Spe
cific
atio
nsIB
Rfo
wlp
oxA
DC
SF
AIB
Vac
cine
aga
inst
AIE
IBD
NC
DM
D
E.P
. mon
ogra
ph N
o.69
674
565
442
588
587
450
589
649
Yea
r of
pub
licat
ion
1990
1991
1983
1985
1988
1988
1989
1994
1989
Ani
mal
spe
cies
Cat
tleP
igs
Pig
sC
hick
ens
Chi
cken
sC
hick
ens
Chi
cken
sC
hick
ens
Chi
cken
sA
ge/w
eigh
t2-
3 m
o.15
-35
kg6
wks
min
.3
wks
min
.m
in.
lday
n.sp
.N
o. v
acci
nate
d an
imal
s5
2 x
520
?..2
020
2030
20N
o. c
ontr
ol a
nim
als
25
210
2020
1030
20C
halle
nge
at d
ays
affe
r va
ccin
atio
n21
2114
2128
1414
-21
921
Cha
lleng
e ro
ute
in.
in.
i.m.
i.tr.
i.c.
i.o.
i.m.
n.sp
.i.d
./i.f.
Obs
erva
tion
perio
d (d
ays)
217
147
2110
1070
21
Crit
erio
nV
irus
Av.
dai
ly10
0 P
D50
/20
%81
:1%
?..9
0%?_
90%
?..8
0%
excr
etio
nw
eigh
tdo
seno
viru
sno
sig
nsno
sev
ere
no s
igns
redu
ctio
nno
sig
nsga
inex
cret
ion
of d
isea
sebu
rsal
lesi
ons
of d
isea
seof
spe
c.le
sion
sof
dis
ease

390 Potency control of modified live viral vaccines
vaccines (WHO, 1984). A requisite for allthese tests is that a good correlation hasbeen obtained between the responsemeasured in laboratory animals andprotection in the target species.
In vitro tests
An in vitro prediction of efficacy can bebased on titrating the vaccine virus in asuitable cell culture system or in em-bryonated eggs. The relationship is partlyexplained by the fact that virus titre andthe level of immunity induced in the targetanimal are both functions of virus repli-cation. In this light, it is not surprising thatthe relationship between the 50 percenttissue culture infective dose (TCID) orthe 50 percent median egg infective dose(EID50), on the one hand, and PIN, on theother, often approaches unity. For example,for cattle 1 PD of the cell culture-adaptedKabete 0 strain of rinderpest virus, at anypassage level between 34 and 90, wasvirtually identical with 1 TCID (Plowrightand Ferris, 1962). Similarly, in pigs 1 PDof the cell culture-adapted C strain of swinefever virus equals 1.6 TCID (Terpstra,Woortmeyer and Barteling, 1990) and 1PD of the Turkey herpes virus strain ofMarek's disease virus corresponds withfour plaque-forming units (PFU) (Witterand Burmester, 1979). On the other hand,the PD of the cell-associated CVI 988strain of Marek's disease virus was foundto be about 40 PFU (De Boer et al., 1981).
It is common practice, however, to use awide safety margin to compensate forinaccuracy in titration, loss of titre duringstorage, inexact dosage, etc. For cellculture-adapted rinderpest and swinefever vaccines 1025 TCID, has been thenorm. Each final lot of vaccine ready foruse in the field should undergo a titrationto verify that the infectivity contained ineach dose is as expected. A standardreference virus preparation should betitrated in parallel to ensure that the in
vitro test system employed is of uniformsensitivity.
With respect to infectivity, the EuropeanPharmacopoeia generally requires that onedose of reconstituted vaccine contains notless than the expected amount of virusaccording to the minimum virus titre statedon the label or in the leaflet, and that thisamount satisfies the criterion for potencyacceptance of the product.
The United States Code of FederalRegulations (CFR) for animals and animalproducts (1993) generally requires thatbatches of MLV vaccines contain, at anytime within the expiration period, a virustitre 10' greater than the sample of masterseed virus that provided an accepted levelof protection in an animal potency testassessed by challenge.
The minimum requirements of thequantity of virus per dose are specified forthe following vaccines:
.1025 TCID: bovine para-influenza,infectious bovine rhinotracheitis, bo-vine virus diarrhoea, Aujeszky's dis-ease, Venezuelan equine encephalitis;
010" EID50: fowl pox, avian infectiousbronchitis;
010' EID,: avian infectious encephalo-myelitis;1025 EID or 1025 TCID: avian laryngo-tracheitis;
01055 EID: Newcastle disease;01020 PFU or 10' ID: infectious bursaldisease, infectious tenosynovitis;
o 10" PFU: Marek's disease.Similar to the methods based on sero-
logy, the in vitro titration tests are notpotency assays in the strict sense, sincethey merely ensure an adequate viabilityof the vaccine batch at a level similar toproducts that have been shown to beeffective.
DURATION OF PROTECTION
In the previous sections, the efficacy of aMLV vaccine was determined on the basis

of a vaccination challenge experiment inthe target animal (i.e. a primary parameter)or on the basis of deduced (secondary)parameters. The results of a potency testare usually read two to three weeks aftervaccination when immunity may beexpected to be at its peak.
In principle, the endurance of protectionclaimed by the producer should be basedon the successful outcome of a vaccinationchallenge experiment in the target animalmade after a defined period of time.Important requisites for accepting theresults are that the vaccine used in theduration experiment was of minimumpotency and that a predetermined percen-tage of the vaccinates (usually 80 to 90percent) passed the requirements of thechallenge test.
The actual duration of immunity can beexpected to be greater, since protectiondoes not end at the time of challenge. Forreasons of economy, the lack of facilities toaccommodate experimental animals forprolonged periods of time or reductions inthe usage of experimental animals, it maybe justifiable to extend the anticipatedduration of immunity by extrapolatingfrom additional data obtained in thevaccination challenge experiment, forexample the path of the antibody curve.Published data on the duration of immu-nity with a parent strain may also beextrapolated to an otherwise identicaldaughter strain of a higher passage levelor a daughter strain adapted to grow on adifferent substrate. This is legitimateprovided that the immunogenic relation-ship between primary and / or secondaryparameters and protection remains un-changed in comparison with that of theparent strain, and that the frequency,interval and application route are also thesame.
In addition to the use of a -vaccine in aprimary target species, a secondary relatedspecies (e.g. cattle / sheep; horse/ donkey)
or an unrelated species may also beinvolved. Age and interval of vaccination,antigen dose, PD50, immune response andpersistence of protection may all varyamong species. As a consequence, theextrapolation of data concerning theduration of immunity in the primaryspecies to a secondary species is notjustified without a successful vaccinationchallenge experiment in the secondaryspecies. However, when a positive correla-tion can be shown between protection orthe value of a secondary parameter suchas serology in the primary and thesecondary target species, data obtained inthe former species may be used to evaluatethe effect of the vaccine in the latter species.
THE VALUE OF FIELD TRIALS
Veterinary vaccines are not only developedto control or eradicate a contagious disease,they should above all satisfy the farmer,who has the need to apply preventivemeasures against a certain agent forreasons of economy. The vaccine thereforeshould be efficacious not only in laboratorytests but also under field conditions.
Field trials are, however, accompaniedby a number of difficulties:
they require large numbers of animals,are difficult to monitor, are laboriousand consequently expensive;
e as opposed to laboratory tests, in whichonly seronegative animals are used,animals vaccinated in field trials maypossess, either actively or passively,acquired antibodies;
the prevalence of the agent and, thus,the immune status may vary from farmto farm;
e other infections present on the farmmay interfere with the development ofimmunity or may mask the clinicaleffects of vaccination;
'the effect of vaccination on the spreadof field virus cannot be measuredunless a marker vaccine with a com-
Vaccine manual 391

392 Potency control of modified live viral vaccines
pardon serological test is used to distin-guish vaccine-induced antibodies fromantibodies against field virus;
*the use of controls is hampered,because farmers are reluctant to acceptthat groups of animals should remainunprotected, and becomes virtuallyimpossible (even with separate hous-ing) when the vaccine virus spreads;a standardized challenge with a viru-lent strain of field virus is not ac-ceptable.
In view of the above, field trials are oftennot undertaken. The omission, however,raises the question of whether it isjustifiable to extrapolate from the resultsof laboratory tests to performance of thevaccine in the field.
The following are the conditions for awell-designed efficacy trial in the field asformulated by Pijpers and Verheijden(1991):
'a representative group of animals thatremains unvaccinated or is givenanother vaccine must be included as aconcurrent control;
randomization, the process by whichall animals are equally likely to beassigned to either the vaccination orthe control group, is necessary to avoidbias;
codification (i.e. the basis of a "blind"trial) is always desirable and is essentialif subjective parameters such as theseverity of clinical signs are used forevaluation;
an adequate statistical analysis of theresults is of paramount importance.
Furthermore, for a meaningful evalua-tion of the vaccine under field conditionsit is essential that:
the vaccine contains the minimurn titreof potency per dose as specified by theproducer;
°a natural challenge occurs during theobservation period, preferably with avirulent virus strain.
tt-t--- m
As suggested by van Oirschot (1992), aworkable compromise between assessingvaccine efficacy in the laboratory and inthe field could be to vaccinate animalsunder field conditions, keep them withunvaccinated controls and, if they do notbecome infected, to subject both groups toa challenge infection in the laboratory. Itshould be emphasized that little value canbe attached to field trials, which in essencedo not comply with the requirementsabove.
BIBLIOGRAPHY
Biront, P. & Leunen, J. 1988. Vaccines. In B.Liess, ed. Classical swine fever and relatedviral infections, p. 181-200. Netherlands,M. Nijhoff.
De Boer, G.F., Orthel, F.W., Krasselt, M.,Oei, H.L., Pereboom, W.J. & Barendregt,L.G. 1981. Comparative 50 percentprotective dose assays (PD,) of Marek'sdisease virus strain CVI 988.1. Biol. Stand.,9: 15-22.
De Jong, M.C.M. & Kimman, T.G. 1994.Experimental quantification of vaccine-induced reduction in virus transmission.Vaccine, 12: 761-766.
European Pharmacopoeia Commission. 1983.Monograph 65. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1985.Monograph 442. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1988.Monograph 587. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1988.Monograph 588. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1989.Monograph 450. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1989.Monograph 649. Sainte-Ruffine, France,Maisonneuve.

European Pharmacopoeia Commission. 1990.Monograph 696. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1991.Monograph 745. Sainte-Ruffine, France,Maisonneuve.
European Pharmacopoeia Commission. 1994.Monograph 589. Sainte-Ruffine, France,Maisonneuve.
Hubbard, K.A., Baskerville, A. & Stephen-son, J.R. 1991. Ability of a mutagenisedvirus variant to protect young lambsfrom Rift Valley fever. Am. J. Vet. Res.,52: 50-55.
Kimman, T.G. 1992. Acceptability ofAujeszky's disease vaccines. Develop. Biol.Stand., 79: 129-136.
Lépissier, H.E. & MacFarlane, I.M. 1966.Organization of African Unity. Scientific,Technical and Research CommissionJoint Campaign against Rinderpest.Phase 1, Final Report. Bull. Epizoot. Dis.Afr., 14: 193-224.
Lin, T.T.C. & Lee, R.C.T. 1981. An overallreport on the development of a highlysafe and potent lapinized hog choleravirus strain for hog cholera control inTaiwan. Nat. Sci. Council Spec. Publ., 5:1-44.
Morgan, B.J.T. 1992. Analysis of quantalresponse data. London, Chapman & Hall.
Morill, J.C., Jennings, G.B., Caplen, H.,Turell, M.J. & Johnson, A.J. 1987.Pathogenicity and immunogenicity ofa mutagen-attenuated Rift Valley feverirnmunogen in pregnant ewes. Am. J.Vet. Res., 48: 1042-1047.
Pijpers, A. & Verheij den, J.H.M. 1991.Guidelines for the evaluation of clinicalefficacy. Acta Vet. Scatui., Suppl., 87:315-317.
Plowright, W. 1984. The duration of immunityin cattle following inoculation of rinder-pest cell culture vaccine. J. Hyg. (Camb.),92: 285-296.
Plowright, W. & Ferris, R.D. 1962. Studieswith rinclerpest virus in tissue culture.
The use of attenated culture virus as avaccine for cattle. Res. Vet. Sci., 3: 172-182.
Terpstra, C. 1991. Hog cholera: an updateof present 'Knowledge. Brit. Vet. J., 147:397-406.
Terpstra, C. & Wensvoort, G. 1988. Theprotective value of vaccine-inducedneutralizing antibody titres in swinefever. Vet. Microbiol., 16: 123-128.
Terpstra, C., Woortmeyer, R. & Barteling,S.J. 1990. Development and propertiesof a cell culture produced vaccine forhog cholera based on the Chinese strain.Dtsch. Tieraerztl. Wochenschr., 97: 77-79.
USDA. 1993. Animals and animal products.CFR title 9. Animal and Plant HealthInspection Service, United StatesDepartment of Agriculture.
van Oirschot, J.T. 1992. Efficacy of porcinevaccines. Proc. 12th Int. Pig Vet. Soc.Congr., The Hague, 12: 15-18.
WHO. 1984. Expert Committee on Rabies,Technical report series 709, p. 18-27.Geneva, Switzerland.
Witter, R.L. & Burmester, B.R. 1979. Differ-ential effect of maternal antibodies onefficacy of cellular and cell-free Marek'sdisease vaccines. Avian Pathol., 8: 145-156.
Vaccine manual 393

Poiency issessment of inactivated
A broad division exists between themethodologies employed to evaluate thepotencies of live and inactivated viralvaccines. With live vaccines, it is commonpractice to assess a preparation by mea-suring the number of infectious particlesin an in vitro assay, where a correlation hasbeen established previously based on theminimum titre required to give an effectivevaccine. Live vaccines may occasionally bepotency tested in the target speciesparticularly where the cost of the animalsis relatively low, as with poultry.
In contrast, potency testing of inactivatedvaccines is in the main done in the targetspecies or an animal model. One reasonfor this is the often complex nature offormulations where potency is not causedsolely by the antigen content but also theinfluence of the adjuvants which areinvariably used in the final product. Thisis perhaps best illustrated by foot-and-mouth disease (FMD) vaccines where thelist of regularly used adjuvants includesaluminium hydroxide gel and saponin (theefficacy of the latter may vary significantlywith the source and purity), simple andcomplex emulsions with mineral oil andavridine.
Clearly, potency testing of inactivatedvaccines can be very costly, particularly ifthe host is a large animal and cannot berecovered for further use. A good exampleis the United Kingdom potency test forFMD vaccines in which 26 cattle arechallenged with live virus, after 24 of themhave been vaccinated, and are subse-quently destroyed.' Alternative tests have
-acciviis(T.R. Doel
been devised because of this and otherconsiderations such as the unavailabilityof seronegative animals and high-securitylarge animal facilities. The complete rangeof tests used with inactivated vaccines maybe summarized as follows:
vaccination and live virus challengeof the target species;vaccination and serology only of thetarget species;vaccination and live virus challengeof a small animal model;vaccination and serology only of asmall animal model;estimation by physical methods ofantigenic/ immunogenic contentprior to formulation of the finalproduct.
These basic test procedures are listed inTable 22 in the context of a range ofimportant diseases for which inactivatedvirus vaccines exist. Frequently, of course,workers may also undertake serology withcategories i) and iii) to give added confidencein the interpretation of the data. In the caseof categories ii), iii) and iv) it is necessarythat a firm correlation should have beenestablished between potency in the target
' It should be noted that in disease-free countriessuch as the United Kingdom it is unacceptable forFMD-seropositive cattle to be returned to theseronegative population. This is because it is difficult
to exclude the possibility that a seropositive animalis persistently infected and it is necessary to convince
trading partners that there is no risk of disease if they
import livestock or livestock products.
Vaccine manual 395

Disease
FMD
Rift Valley fever
Newcastle disease
Rabies
Infectious bovine rhinotracheitis(cattle)
Eastern and western equine encephalitis
Equine influenza
Equine herpes (EHV-1, types 1 and 2)
Japanese equine encephalitis
(cattle)
(chicken)
(horse)
species and that predicted from eitherprotection or serology of the animal model.
For the future, ethical considerations willhave an increasingly important influenceon the use of animals for vaccine testingand will stimulate the development ofanimal-free in vitro assays, as indicated incategory v) above (Soulebot, Milward andPrevost, 1993) and more widespread accep-tance of serological alternatives to livevirus challenge procedures i.e. categoriesii) and iv) in the list above.
Target species Model species
(horse)
(mouse andguinea pig)
(mouse)
(mouse)
(hamster)
(mouse)
(guinea pig)
(guinea pig)
Source: OtE, '1992. Other diseases/ viruses for which inactivated vaccines exist include canine parvovirus, hepatitis anddistemper, swine influenza, parvovirus and enterovirus encephalomyelitis (previously Teschen disease), egg dropsyndrome and African horse sickness.
STATISTICAL ANALYSIS
Closely related to the issues of cost andlogistics of potency testing in target andmodel species is the question of thestatistical significance of the test with thenumbers of animals used. The variationseen with potency tests is for the most partan expression of the individual sensitivitiesof the test animals which, with a largepopulation, have been shown to obey abinomial distribution (Prigge, cited byHendriksen, 1988). In practical terms, a
396 Potency assessment of inactivated viral vaccines
TABLE 22
List A and list B diseases of animals for which approved inactivated virus vaccines exist
Challenge Serology Challenge Serology
Venezuelan equine encephalitis(horse)
Avian infectious bronchitis -F
(chicken)
Infectious bursal disease(chicken)
Bovine viral diarrhoea(cattle)

quantitative assay based on a relativelysmall number of animals is very inaccurate.For example, the 90 percent confidenceinterval for the 50 percent protection dose(PD50) test for FMD vaccines using threegroups of five cattle lies between 45 and220 percent of the potency (Hendriksen,1988). Thus potency testing in small animalmodels or in vitro tests with large numbersof sera from vaccinated target species,provided a precise correlation can be madewith potency in the target species, has theattractions of reduced costs while givingimproved statistical significance to thedata. In vitro tests also offer the opportunityto include a reference serum which allowsinter- and intratest differences to bequantified and corrected for.
The problem of correlation between atest in the target species and a small animalmodel or in vitro assay has been debatedfor many years by those involved in thetesting of FMD and other vaccines. Addedto this there is, perhaps, an understandablepreference among the users of vaccines fordirect potency data from the target speciesdespite the inherent statistical limitations.A key issue in the establishment of acorrelation is that the conditions andmaterials being used in the two tests areclearly defined and recognized. Althoughthis may seem obvious, there has been atendency, with experimental FMD vaccinesat least, to make the assumption that theneutralizing antibody correlates as wellwith protection as that induced by theconventional inactivated viral vaccines.
That this assumption is not always validis demonstrated by work done withsynthetic peptide vaccines which inducedvery high levels of neutralizing antibodiesin cattle but gave considerably lower levelsof protection than would have beenpredicted (DiMarchi et al., 1986).
Another issue to consider here is the levelof correlation desired by a nationalregulatory authority and what can be
achieved realistically. Thus, protectiveimmunity will, at the very least, dependon a complex and variable interactionamong antibodies (which themselves havedifferent affinities, isotypes and antigenicspecificities) and phagocytic cells involvedin the clearance of antigen-antibodycomplexes. This may be contrasted withthe extreme simplicity of an in vitroserological assay which measures, at best,total antibody presence and may notdiscriminate among the more importantantibodies in relation to protection. Thus,the mouse protection test for FMD vaccinesera gives the best correlation withprotection in cattle, whereas the enzyme-linked immunosorbent assay (ELISA)correlates less well but has the considerableadvantages of ease of use, lower cost,reproducibility, minimal use of animals(antibody reagents), etc. Progress towardsreplacing live virus challenge in the targetspecies with in vitro assays will be greatlyassisted by a general recognition of thelikely deficiencies in the correlations madeand a full discussion among all theinterested parties.
There are two basic types of potency test.The first type is the single-dose or qualita-tive test in which animals are given a singledose of vaccine followed by challenge and/or the taking of blood samples. The resultsare amenable to simple statistics but oftenthe only information they provide ispercentage protection. Highly potentvaccines may be overlooked because morethan 100 percent protection cannot bemeasured. While this approach ensuresthat the vaccines released for sale will havea minimum potency, the test results areless informative in terms of comparisonsbetween different batches or formulationsunless a good correlation between potencyand a serological parameter has beenestablished.
An alternative, but more costly, ap-proach is to use a quantitative test in which
Vaccine manual 397

398 Potency assessment of inactivated viral vaccines
Dilutionfactor(logiu)
TABLE 23
Specimen potency data for the calculation of PD50 values
Numberof
animals
Number Proportionprotected protected
a dilution series of the vaccine is preparedand each dilution tested in a group ofanimals. For proper analysis, a minimumof three dilutions is used and, if possible,these should be arranged so that thehighest and lowest vaccine concentrationsconfer 100 and 0 percent protectionrespectively. This allows calculation of thedose of vaccine that protects, or is effectiveon, 50 percent of the population (PD5,, orED,,,) and, usually, a confidence intervalwhich gives information on the inherentvariation intrinsic to the method.
There are many methods of calculatingPD50 values including Reed-Muench,variants on Kärber, logit and probitanalysis (Fontaine et al., 1985) and evenmore opinions as to which is the mostsuitable method. Kärber procedures areprobably the most widely used and aregenerally replacing Reed-Muench which,although simpler to use, was rejected bythe British statistician, D.J. Finney, whoconsidered Spearman-Kärber to be equalor superior at all times (Finney, 1971). It isclear that Reed-Muench should not be usedif the 50 percent end point lies outside thedose titration series (Henderson, 1985). Onthe other hand, if the extreme dilutions ofthe titration series show 0 and 100 percentresponses, and this could often be the casewith assays in cell culture or small animals,then Reed-Muench is acceptable if simpli-city of calculation is an important consider-ation. For this reason, both procedures are
Cumulative
Protected Not protected Total
given below (Astudillo and Wanderley,1976) based on a hypothetical set ofprotection data (Table 23), although theymay equally be applied to the calculationof 50 percent end points for other assays.
Reed-MuenchIdeally, the value of the PD, should fallapproximately in the middle of the dosetitration which should be a geometric series'composed of equally sized grou.ps ofanimals. No attempt should be made tocalculate a PD, value when the 50 percentend point lies outside the dose titrationseries (Henderson, 1985).
Initially, the column at the far right,which gives percentage cumulative protec-tion, is scanned for the two values whichbracket the percentage protection requiredand the corresponding log dilution factorsare noted. Of course, this is 50 percentprotection for the 50 percent lethal dose(LD5)) calculation but 25 and 75 percentare required for the estimation of thestandard error.
The general Reed-Muench equation isgiven by:
LogloPDA% =
Log Inf + A% - %Protection at Log Inf°/0Protection Log Sup - %Protection Log Inf
x (Log Sup - Log Inf)
Cumulativeprotection
(%)
Neat (0.000) 10 10 23 o 23 1003(1.5228) 10 7 0.7 13 3 16 81
9 (1.0457) 10 4 0.4 6 9 15 4027 (2.5686) 10 2 0.2 2 17 19 11
81 (2.0917) 10 O O o 27 27 O

Where A% is the percentage protectionrequired, i.e. 50, 25, etc; log inf is log10 ofthe dilution that gives less than A%protection; log sup is log10 of the dilutionthat gives more than A% protection;%protection log sup and % protection loginf are cumulative percentage protectionat the dilutions which bracket A%. Thus:
Logic) PD50 = 1.0457 +50 - 40
x[1.5228 - 1.0467181-40
which calculates to Logi PD50 of 0.8380 oran arithmetic PD50 of 6.89, this being thedilution factor required to give 50 percentprotection.
The following equation allows an ap-proximation to the standard error of thelog10 PD, and was suggested by Pizzi (citedby Finney, 1964):
SE =
SE 050
Where 0.79 is a constant; n is the numberof animals per dose; R is the interquartileinterval (PD PD25) calculated using thestandard Reed-Muench formula as des-cribed above; h is the log10 interval betweendoses, which is as follows, in the examplegiven:
Logia dilution neat vaccine-Logia dilution 1 in 81 vaccine
10
number of doses - 1
- (2.0917)h 0.47714
From the Pizzi equation, the SE of thePD of the above data set calculates asfollows:
0.79 x 0.4771 x 0.654= 0.157
Therefore, the 95 percent confidencelimits of the log10 PD value are ±1.96 x0.157 or in arithmetic form the potency ofthe vaccine is 6.89 PD50 with upper and
lower 95 percent confidence limits of 13.99and 3.39, respectively.
Spearman-KärberThe extreme dilutions of the dose titrationseries should show 0 and 100 percentprotection for the best use of this methodalthough, if necessary, an assumption canbe made that either of these values liesbeyond the end of the series. The onlyimportant effect of making such anassumption is that it will not be possible todeduce the true PD50. Rather, it will benecessary to express the calculated PD asequal to or greater than the observed value.
The basic formula for Spearman-Kärberis as follows:
LogloPpso
SE = d
Where k is the number of doses, p, and p,are the proportions protected in doses i
and i+1, and x, and x, , are log, of thedilution factors for doses i and i + 1.
The calculation of
(pH-1 - pi) (x +x+,)2
is made for each dilution in the data setgiven above and the products summed togive the log10 PD50. For comparison withReed-Muench, the same data set gave anarithmetic PD50 value of 7.23.
The standard error of the log10 PD iscalculated from the following expression:
PI (I(n-1)
Where d = x, x, , and x, and x, , arelog10 of the dilution factors for doses i andi+1, respectively; p, is the proportionprotected in dose i; q, is 1 p,; and n is thenumber of animals per group.
-Vaccine manual399

400 Potency assessment of inactivated viral vaccines
Using data from Table 22, the SEcalculates as follows:
SE = 0.4771 x 0.124
Therefore, the 95 percent confidencelimits of the log, PD, value are ±1.96 x0.124 or in arithmetic form the potency ofthe vaccine is 7.23 PD with upper andlower 95 percent confidence limits of 12.64and 4.13, respectively.
Probit analysis
A more complete approach than the Reed-Muench and Spearman-Kärber proceduresis to subject the potency data to probitanalysis (Finney, 1971). Essentially, thepercentage protection data are transformedinto probit responses by reference to tablesand weighted iterative regression analysisis performed on the resulting log10 doselprobit response line. For many years, theWellcome FMD production laboratories atFirbright, United Kingdom, used sets ofprobit tables calculated for all possiblepermutations of two versions of theEuropean Pharmacopoeia test for FMDvaccines (Pay and Parker, 1977). In the caseof the experimental protocol using threegroups of five cattle, there are 216 possiblesets of responses of which only 88 havepositive slopes. Furthermore, it is notpossible to calculate the lower 95 percentconfidence on more than 20 sets. It shouldbe emphasized, however, that less sophis-ticated procedures such as Spearman-Kärber cannot be relied on any morereadily.
While it is extremely important to recog-nize that the PD, value and confidencelimits obtained may vary with the statis-tical method employed particularlywhere small numbers of test animals areused (Pay and Parker, 1977) it is alsoprobably true to say that large differences
between the statistical methods are notlikely to be seen, given good data in whichthe PD50 value is bracketed by the dosestested (Henderson, 1985). This can be seenhere with the two calculation methodsused. In the final analysis, it requires littleextra effort to submit the results of apotency test to several statistical methodsprovided the experimental design iscompatible with each.
Finally, a further option with thequantitative test is the use of a standard orreference vaccine in parallel with theproduct under test. Clearly this increasesthe cost of potency testing but providesmore information with particular respectto controlling or at least recognizing andallowing for experimental variables otherthan individual animal variation. In thisway all batches of vaccine may be com-pared against the baseline of the referencepreparation so that trends or majorfluctuations in quality can be identified.The slopes of the respective dose-responsecurves of the reference and test vaccinesprovide additional information. Thus,essentially equivalent preparations differ-ing only in antigen content should haveparallel slopes. Significant deviation fromthis may be indicative of problems ofvaccine quality or the mariner in which thepotency test was performed having madethe assumption that the reference vaccineis stable and has not deteriorated with time.
POTENCY TESTING OF SOME INACTIVATED
VIRAL VACCINES
The following review, which is notintended to be comprehensive, drawsheavily on OIE (1992).
Foot-and-mouth diseaseNumerous procedures have been devel-oped for the testing of FMD vaccines. Someof these are direct methods involving thechallenge of cattle, others are indirectmethods based on correlations with

protection data. In vitro procedures aregrowing in popularity.
In the case of direct methods, probablythe best known is that prescribed by the1985 version of the European Pharma-copoeia. This specifies the use of 18- to 30-month cattle obtained from FMD-free areasthat are seronegative for FMD and havenever been vaccinated. Vaccine is dilutedin an inert diluent to give three dose levelsat not more than fivefold intervals and isused to inoculate groups of at least fivecattle according to the volume and routestated on the label, using one dose levelper group. Three weeks after vaccination,the vaccinated animals and a control groupof two non-vaccinated cattle are challengedintradermolingually with 2 x 0.1 ml of asuspension containing 10 000 ID, of cattle-adapted virus that is fully virulent andappropriate to the virus type of the vaccineunder test. Animals are observed for eightdays. Unprotected animals show lesionsat sites other than the tongue and controlanimals must develop lesions on at leastthree feet.
Occasionally, vaccinated animals maydevelop a lesion on one foot despiteevidence to suggest that the vaccine ispotent. These "one-footers" are mostprobably the result of virus entry via anexternal abrasion rather than a conse-quence of viraemia and are considered bysome workers as protected. High-qualityFMD vaccines such as those preparedfrom antigens stored in emergency reserves(Doel and Pullen, 1990) not only protectagainst generalization, even at highdilution, but can suppress the febrileresponse and vesicular erosion of the tongueat the sites of injection of challenge virus.
For the vaccine to pass the EuropeanPharmacopoeia test it must contain at least3 PD,0 per dose.
The most recent version of the EuropeanPharmacopoeia Monograph on FMDvaccines (1993) describes a number of
important changes in procedure. First,cattle of not less than six months of age areindicated which is more consistent withthe general practice of a number ofEuropean laboratories and has consider-able operational and cost advantages. It isalso probably more relevant to test thevaccine in animals at or closer to the agerecommended for the first vaccination(four to six months).
The second change is more controversialand indicates the use of different volumesof vaccine to vary the dosage rather thanusing different dilutions. While thisprocedure may prove to be acceptable, itmust be said that it is a significantdeparture from well-accepted practicesand it does not have a large body of data tosupport it.
Another direct test has been used byworkers at the Institute for Animal Healthin which three groups, each of eight cattle,are vaccinated with a twofold, a tenfold ora fiftyfold dilution of the field dose inadjuvant. Challenge is as above except that10 x 0.1 ml of a suspension containing100 000 ID, of cattle-adapted virus isused. The inclusion of adjuvant rather thaninert diluent gives a flatter dose-responsecurve and, thus, higher PD, values thanthose for vaccines tested by the UnitedKingdom method. This is reflected in theUnited Kingdom pass-mark of 6 PD, andAhl et al. (1990) have demonstrated thatthe approximate relationship is:
The EuropeanPD50 =jot the United Kingdom PD50
Several procedures have been describedin which protection of cattle with a singlefield dose of vaccine is measured. The Kindex procedure described by Lucam andFedida (cited by Pay and Parker, 1977) waswidely used by a number of countries toassess their FMD vaccines. Briefly, virus istitrated intradermolingually in four vacci-nated cattle and compared with the titre in
Vaccine manual 401

four susceptible control animals, thereduction in titre being proportional to thepotency of the vaccine. To the author'sknowledge this procedure is now rarelyused.
A more popular test is the protectionagainst generalization (PG) procedure inwhich each of 16 cattle is vaccinated andsubsequently challenged, usually 21 dayslater, with 10 000 ID of virus (ViannaFilho et al., 1993). For a vaccine to pass thetest, it is usually necessary to protect atleast 12 cattle. This test is perhaps mostsuited to South America, where it isapplied extensively to the many batches ofvaccine being produced for routine use inthe subcontinent, because it provides theinformation required in an unambiguousform, i.e. the minimum percentage ofanimals that will be protected if the vaccineis used. With the PG method there is notthe temptation to apply statistics toinadequate data, in particular the calcu-lation of PD values from data lacking adose-response relationship. According toVianna Filho et al. (1993), 3 PD50 by theEuropean Pharmacopoeia method corre-sponds to 78, 78 and 79 percent protectionby the PG method for virus serotypes 0, Aand C, respectively.
Following recovery from challenge,cattle may be reused to test a vaccine ofanother serotype despite the fact that theymay have high-quality immunity to thefirst serotype and may be persistentlyinfected. The reuse of cattle is particularlyappropriate to testing based only onserology, where there is no disease securityrisk involved in holding the animals for asignificant period of time.
Other species are occasionally used fordirect potency testing of FMD vaccines.For example, oil-adjuvanted vaccines forpigs may be tested in this species althoughthe procedure is complicated by factorssuch as overchallenge which can occurbecause of the very high level of virus
excretion by susceptible animals. With oilformulations, it is common practice todeliver a range of volumes of vaccinealthough it is possible to prepare a dilutionseries.
Guinea pigs have been used extensivelyas a model species for potency testing ofFMD vaccines. They are less favoured now,however, owing partly to the occasionalfailure to correlate the results with potencyin cattle and the development of serologicaltests to replace challenge work in animals.In the author's experience, guinea pigs aremost useful with vaccines made from pureor semi-pure antigens such as those heldin antigen banks (Doel and Pullen, 1990)where the correlation between cattle andguinea pig potency appears to be good.There is some evidence that the high levelsof contaminating cellular proteins inconventional FMD vaccines may interferein the immune response of guinea pigs toviral antigens (T.R. Doel, unpublishedresults). It is important to recognizeanother possible reason for the occasionallypoor correlation between the two challengetests, namely the respective passagehistories of the cattle- and guinea pig-adapted challenge viruses and, indeed, thevaccine production strain, which may leadto significant antigenic divergence.
In addition to the ethical issues involvedin live challenge work, there are two maindisadvantages associated with directchallenge methods in cattle. The first ofthese is the risk of dissemination of FMDfrom the testing area which may haveadditional cost implications depending onthe level of biosecurity required by theveterinary authorities. The second disad-vantage is that it is not feasible to challengetest more than a single strain of virus atany one time whereas most commercialFMD vaccines are multivalent, containingtwo, three or even four strains of the virus.
For these and other reasons, manyworkers have examined the correlation
402 Potency assessment of inactivated viral vaccines

between direct indices of protection andserological parameters, in particularneutralizing antibody (Stellman et al., 1968;Sutmöller, Gomes and Astudillo, 1984: Ahlet al., 1990; Pay and Hingley, 1986 and1992). Pay and Hingley (1986) claimed thata good correlation could be obtainedbetween virus neutralizing antibody andvaccine potency when both were expressedin log10 antigen PD units. Because theprocedure required three separate regres-sion slopes, these authors refined theirmethod to allow the conversion of a meantitre virus neutralizing antibody titredirectly into a percentage protection valueusing a single regression slope (Pay andHingley, 1992). In commenting on someapparent batch-to-batch variation that wasfound, they stressed the necessity for eachlaboratory to set up its own databasebecause of variables such as the virusneutralization test (i.e. cell sensitivity, etc.)and the relationship between the serumassay virus and the vaccine virus.
Ahl et al. (1990) also made a valuablecontribution to this subject. Using a plaque-reduction assay with a large number ofcattle sera obtained from potency tests,they concluded that their approach ful-filled the requirements to replace theofficial PD challenge test in Germany.They also calculated the relationshipsamong a number of different serologicaland protective parameters used by variousFMD laboratories including United King-dom and European PD values.
Sutmöller, Gomes and Astudillo (1984)compared the microtitre neutralization testwith a passive immunity test in mice (i.e.mouse protection test or MPT) and protec-tion data from cattle. They derived a tableof expected percentages of protection (EPP)versus the reciprocal of the log serumdilution that neutralized 50 percent of 100ID50 of virus and concluded that the serumneutralization test was a useful alternativefor the estimation of the potency of FMD
vaccines, although it tended to under-estimate the number of vaccines that wouldbe approved compared with the mouseprotection test. In the latter procedure, six-to seven-day mice are injected with cattleserum and, one hour later, challenged witha dilution series of mouse-adapted virus.The results of the test are expressed as themouse protection index (MPI), being thedifference between the log10 virus titresobtained in the presence and absence oftest serum (Gomes and Astudillo, 1975).The MPT is in regular use for the potencyassessment of FMD vaccines made at thePan American Foot-and-Mouth DiseaseCenter and is the only procedure capableof assessing reliably the levels of protectionconferred by some synthetic FMD peptidevaccines in cattle. Thus, the virus neutral-izing antibody titres of peptide vaccinatedcattle give little indication of the probabil-ity of protection in contrast to the MPTtitres of the same sera, which show a goodcorrelation (Mulcahy et al., 1991). Therelative superiority of the MPT for theserological assessment of vaccine potencyis understandable. Pure in vitro tests suchas ELISA and the neutralization test areless able to discriminate between those serathat have the affinities / isotypes / specifici-ties of antibodies most appropriate toprotection and those sera that do not(Steward et al., 1991). Furthermore, thesetests take no account of in vivo antigen-antibody clearance mechanisms, in con-trast to the MPT.
Despite these limitations, ELISA in oneof its many versions has been or is beingevaluated by a number of FMD labora-tories as an assay to measure the protectivecapacity of cattle sera. A liquid phase-blocking ELISA, described by Hamblin,Barnett and Hedger (1986), is used re-gularly by the World Reference Laboratoryfor FMD as an alternative to the serumneutralization test. In addition, a similarassay is being used in a large study in
Vaccine manual 403

404 Potency assessment of inactivated viral vaccines
South America involving laboratories inArgentina, Brazil and Uruguay andcoordinated by the Pan American Foot-and-Mouth Disease Center. The titres ofalmost 1 000 sera from vaccine potencytests are being determined using a liquidphase-blocking ELISA, a virus neutralizingantibody test and the MPT. The cor-relations achieved will be of considerableinterest to manufacturers and users of FMDvaccines.
Rift Valley feverThe test for inactivated Rift Valley fevervaccine is performed in two stages. Serialfivefold dilutions of vaccine are preparedand a single dose of 0.5 ml is used toinoculate ten adult mice per dilution bythe intraperitoneal route (OIE, 1992). Themice are challenged two weeks later with105 to 106 mouse LID of an appropriatechallenge strain by the subcutaneous route.The challenge strain should be differentfrom the vaccine strain. A second assay isconducted based on the results of the firstbut using serial twofold dilutions tobracket the expected 50 percent end pointof the test. Data from the second test areplotted on probit paper and the confidencelimits of the assay determined. Thus, thetwo-stage procedure allows a more preciseend point to be determined without usingvery large numbers of mice.
Rabies
It has been established that the antigenicpotency in mice of inactivated rabiesvaccine is a reliable indicator of efficacy inthe target species. One of two tests may beused (OIE, 1992). In the case of theEuropean Pharmacopoeia test, groups ofat least ten mice, aged three to four weeks,are inoculated with single decreasing dosesof vaccine, whereas the National Instituteof Health (NIH) test requires two doses,separated by a period of one week. Asufficient number of dilutions must be
made to permit the calculation of thedilution of vaccine at which 50 percent ofthe mice are protected against intracerebralchallenge 14 days after the last vaccination.A WHO reference vaccine is available fortesting in parallel and allows the expres-sion of the potency of the vaccine undertest in terms of international units (IU).
To be valid, the PD, of each set of datashould lie between the extreme points ofthe dilution series. Statistical analysisshould show dose-response lines that arelinear and parallel with significant slopesand the 95 percent confidence limits shouldbe not less than 25 percent and not morethan 400 percent of the estimated potency.Finally, the titre of the challenge virusshould be not less than 10 ID per 0. 03ml.The vaccine passes the test if the estimatedpotency is not less than 1 IU.
There has been considerable disputesurrounding the available potency tests forrabies vaccine because of their failure todistinguish satisfactorily between differentvaccine products and the widely differingresults observed when the same vaccine istested by different laboratories. As a result,in vitro methods such as ELISA have beeninvestigated with the aim of replacing theproblematic in vivo methods (Hendriksen,1988). One of the newer methods is anantibody binding test in which a vaccinedilution is mixed with an equal volume ofneutralizing antiserum followed by liverabies virus. This mixture is inoculated onto a chick embryo fibroblast culture andthe infectious foci detected by fluorescentantibody techniques. The potency of thevaccine dilution is thus proportional to thenumber of infectious foci on the cell sheet.This test has been validated in comparisonwith the NIH test and gave less variableand more reproducible data.
Viruses of poultry
With inactivated virus vaccines for poultry,it is completely feasible to test all prepara-

tions in the target species. The diseases ofmajor importance include Newcastledisease, avian infectious bronchitis andinfectious bursal disease (OIE, 1992).
Newcastle disease vaccines are tested bya number of methods (OIE, 1992). TheEuropean Pharmacopoeia indicates thevaccination of 20 birds at the minimumrecommended age by the route and dosegiven by the manufacturer. After 14 to 21days, the vaccinated birds, along with tencontrol birds, are each challenged with105 LD, of a suitable strain of Newcastledisease virus such as the Herts 33 strain.For the vaccine to pass the test, all controlbirds should die within six days ofchallenge and 90 percent of the vaccinatedbirds survive at least ten days with no signof disease.
The potency test used for avian infec-tious bronchitis (AIB) vaccines depends onthe type of protection required (OIE, 1992).To protect laying birds, 30 or more specificpathogen-free (SPF) birds are vaccinatedat the earliest possible age (not later thanthree weeks of age). A second group of 30control birds are included in the test andall are housed separately until four weeksbefore peak egg production. At this timethey are housed together and individualegg production is monitored until it isregular, at which time all birds arechallenged. Egg production is monitoredfor a further four weeks and the challengeshould be sufficiently severe to ensure aloss of at least 67 percent of production inthe control group during the first threeweeks of the post challenge period. Thegroup given one dose of inactivatedvaccine should show a drop of productionintermediate between the control groupand what is normally observed with liveAIB vaccines.
In fact, it is not unusual to carry out acomposite potency test with live as well asinactivated preparations. Sera are collectedfrom all birds at vaccination, four weeks
later and following challenge. None of thesera from the control group should showantibodies against the virus.
If the vaccine is required to protectagainst respiratory disease, groups of 20SPF birds, aged four weeks, are vaccinatedas indicated by the manufacturer. Theirantibody responses, as well as those of 20control birds, are determined four weekslater. All groups are housed together andthere should be no antibody response inthe control group. Finally, all birds arechallenged with 103 ID50 of virulent virusand killed four to seven days later. Sectionsof the trachea are examined for cilialmotility and at least 80 percent of thecontrol group should display completeciliostasis whereas the tracheal cilia of asimilar percentage of vaccinated birdsshould remain normal.
With infectious bursal disease (IBD)vaccines, an efficacy test is performedinitially and once only, using a typicalbatch of vaccine (OIE, 1992). In this test, 20SPF birds, near to point of lay, arevaccinated with a single dose of vaccineby the recommended route and theantibody response measured with refer-ence to a standard antiserum over a periodof four to six weeks post vaccination. Inthe United Kingdom, this antiserum maybe obtained from the Central VeterinaryLaboratory (CVL), Weybridge, UnitedKingdom. Eggs are collected for hatchingand 25 progeny chicks challenged at fourweeks of age by installation of eye dropscontaining 102ID5 of a virulent strain suchas CVL 52 / 70. Ten control birds of thesame breed are also challenged. After threedays, the bursa of Fabricius is removedfrom each bird and examined histologicallyor tested for the presence of virus antigenby the agar gel precipitin test. For the testto be acceptable, all control birds mustshow evidence of IBD infection whereasnot more than three of the progeny fromvaccinated hens should be affected.
Vaccine manual 405

406 Potency assessment of inactivated viral vaccines
For the routine vaccine potency test, 20chicks, approximately four weeks of age,are vaccinated as above. The vaccinatedbirds are housed with ten control birdsand the antibody responses of each birddetermined with reference to a standardantiserum over a period of four to sixweeks post vaccination. The mean anti-body level of the vaccinated birds shouldnot be significantly less than the levelrecorded in the efficacy test and the controlbirds should remain seronegative.
Viruses of horses
OIE (1992) describes six virus diseases ofhorses for which inactivated vaccines exist.These are Japanese, eastern, western andVenezuelan equine encephalomyelitis (JEE,EEE, WEE and VEE, respectively), equineinfluenza and equine rhinopneumonitis.The need for these vaccines relates both tothe high value of bloodstock and the factthat humans are hosts for all of the equineencephalomyelitis viruses listed above,occasionally with fatal consequences.
Potency testing of both EEE and WEE isperformed by inoculation of ten guineapigs with one-half of a horse dose ofvaccine on two separate occasions. Theinterval between the vaccinations shouldbe 14 to 21 days and the route used withthe guinea pigs should be as indicated forthe horse. Two to three weeks after thesecond dose, sera are collected and testedby a plaque-reduction neutralization test.The EEE and WEE titres should be 1.4and _1.32 respectively.
With JEE, a mouse protection test existsin which 30 mice, aged three to four weeks,are inoculated intraperitoneally with0.1 ml of a tenfold dilution of vaccine inphosphate-buffered saline. The vaccine isgiven twice at three-day intervals. Eightdays after the first inoculation the vacci-nated mice, along with an equivalentuninoculated group, are challenged withgraded doses of live virus and observed
for 14 days. For the vaccine to pass the test,the survival rate should be more than 40percent in the immunized group and themortality rate in the control group shouldbe more than 90 percent.
Inactivated VEE vaccines are tested inhorses. Each of 20 susceptible animals isinoculated subcutaneously as recom-mended and sera taken within 21 to 28days of vaccination. For a valid test, atleast 19 of 20 horses must have haemag-glutination inhibition (HI) antibody titresof at least 1 in 20 or serum neutralizingantibody titres of at least 1 in 40.
Equine influenza vaccines may be testedeither in horses or in guinea pigs. For thetarget species, one vaccine dose is inocu-lated by the recommended route into eachof five susceptible horses. A second doseof the same vaccine is injected after theperiod stated on the manufacturer's label.Blood is collected from each animal oneweek after the first vaccination and twoweeks after the second vaccination, seraare prepared and the haemagglutinatingactivity (HA) determined.
For the vaccine to pass the test, the HAantibody titre of each serum taken afterthe second vaccination should not be lessthan 1 in 64 and the serology after the firstvaccination must not show evidence of ananamnestic response. The latter safeguardsagainst the use of horses that have pre-existing low levels of immunity to thedisease. Such animals may be replaced andthe test repeated in fresh animals. Ingeneral, it is not necessary to carry out thistest with subsequent batches of vaccineprepared from the same seed lot system.Instead, ten guinea pigs are vaccinated asspecified on the label and blood samplestaken 21 days later. HA antibody titres aredetermined and should not be less than 1in 16.
Equine rhinopneumonitis is caused byan equine herpesvirus of which there aretwo antigenically, biochemically and bio-

logically distinguishable types referred toas EHV-1 and EHV-4. The former is themore common cause of abortion and thelatter is more commonly found with acuterespiratory disease of young horses.
Vaccine potency is tested preferentiallyin horses and, in the case of anti-abortionvaccine, in pregnant mares. Challenge isby the intranasal route with a virulentstrain of virus. In the case of vaccinescontaining inactivated EHV-1, the potencytest in horses may be substituted by aprotection test in which vaccinated ham-sters are challenged with a lethal dose ofhamster-adapted virus. Because EHV-4does not adapt to hamsters, vaccinescontaining this subtype may be tested bydemonstrating seroconversion of virus-neutralizing antibodies in the test animal.
CONCLUDING COMMENTS
It is worth reflecting on the role of vaccinepotency testing in the overall scheme ofvaccine production and usage. First andforemost it exists to ensure that thecustomer, often a regional or nationalveterinary authority in the context of thediseases reviewed here, receives a productof known minimum potency. Indeed, thesame authorities may control the officialpotency test and naturally wish to see anincrease in the minimum potency require-ments so that future batches of vaccinepurchased by them are more effective.
At the same time, the manufacturerobtains information from a potency testwhich may be of value in recognizingproblems during production and / orallows either the future production of morepotent vaccine or an increased output ofthe minimum potency product. The latteroption is particularly attractive because ofthe potential for increased profitability inan area where profit margins are relativelysmall.
Thus, the control authority and themanufacturer are occasionally in conflict
over the most appropriate passmark for avaccine. It is clear, however, that excessivedemands for more potent veterinaryvaccines may persuade the manufacturerto change to more lucrative products orresult in very costly vaccines. The netconsequence will often be the same. Thecustomer may not be able to maintain aprogramme of vaccination either becausethe producer no longer makes the vaccineor because the cost of the vaccine is toohigh. The latter is particularly relevant todeveloping countries where the fundsavailable for the purchase of animalvaccines are extremely limited.
With diseases of great economic impor-tance such as FMD the consequences of areduction in the level of vaccination forthe agricultural economy of a country maybe disastrous. There is a need, therefore,for a mutual understanding between thevaccine manufacturer and the controlauthority. In other words, control authori-ties should consult fully with vaccinemanufacturers so that all concernedappreciate the consequences of a require-ment for higher potency vaccine.
In the same vein, the move towardsreplacing official challenge tests in animalswith in vitro assays will be greatly facilita-ted by full and proper discussion betweenthe interested parties at all stages of theprocess.
BIBLIOGRAPHY
Ahl, R., Haas, B., Lorenz, R.J. & Wittman,G. 1990. Alternative potency test of FMDvaccines and results of comparativeantibody assays in different cell systemsand ELISA. Report of the Session of theResearch Group of the Standing TechnicalCommittee of the European Commissionfor the Control of Foot-and-Mouth Disease,Lindholm, Denmark. Rome, FAO.
Astudillo, V. & Wanderley, M. 1976. Métodosestadísticos para ensayos biológicos. Serie
Vaccine manual 407

408 Potency assessment of inactivated viral vaccines
de Manuales Didácticos, No 8. CentroPanamericano de Fiebre Aftosa.
DiMarchi, R., Brooke, G., Gale, C., Cracknell,V., Doel, T. & Mowat, N. 1986. Protectionof cattle against foot-and-mouth diseaseby a synthetic peptide. Science, 232:639-641.
Doel, T.R. & Pullen, L. 1990. Internationalbank for foot-and-mouth disease vaccine:stability studies with virus concentratesand vaccines prepared from them.Vaccine, 8: 473-478.
European Pharmacopoeia Commission. 1993.European Pharmacopoeia (Veterinary)Monograph 63. Sainte-Ruffine, France,Maisonneuve.
Finney, D.J. 1964. Statistical method in biologicalassay. London, Charles Griffin and Co.
Finney, D.J. 1971. Probit analysis. Cambridge,UK, Cambridge University Press.
Fontaine, J., Brun, A., Camand, R., Chappuis,G., Duret, C., Lombard, M., Moreau,Y., Precausta, P., Riviere, M., Roulet,C., Soulebot, J.P. & Stellman, C. 1985.Product testing: an introduction. In R.E.Spier and J.B. Griffiths, eds. Animal cellbiotechnology, Vol II, p. 312-314. London,Academic Press.
Gomes, I. & Astudillo, V. 1975. Foot-and-mouth disease: evaluation of mouseprotection test results in relation to cattleimmunity. Bol. Cent. Panam. Fiebre Aftosa,17-18: 9-16.
Hamblin, C., Barnett, I.T.R. & Hedger, R.S.1986. A new enzyme-linked immuno-sorbent assay (ELISA) for the detectionof antibodies against foot-and-mouthdisease virus. I. Development andmethod of ELISA. J. Immunol. Methods,93: 115-121.
Henderson, W. 1985. A personal history ofthe testing offoot-and-mouth disease vaccinesin cattle. The Massey Ferguson Papers.
Hendriksen, C.F.M. 1988. Laboratory animalsin vaccine production and control: replace-ment, reduction and refinement. KluwerAcademic Publishers.
Mulcahy, G., Pullen, L.A., Gale, C.,DiMarchi, R.D. & Doel, T.R. 1991.Mouse protection test as a predictor ofthe protective capacity of synthetic foot-and-mouth disease vaccines. Vaccine, 9:19-24.
OIE. 1992. Manual of standards for diagnostictests and vaccines. Paris, Office Interna-tionale des Epizooties.
Pay, T.W.F. & Hingley, P.J. 1986. The useof serum neutralizing antibody assayfor the determination of the potency offoot-and-mouth disease (FMD) vaccinesin cattle. Dev. Biol. Stand., 64: 153-161.
Pay, T.W.F. & Hingley, P.J. 1992. A potencytest method for foot-and-mouth diseasevaccine based on the serum neutralizingantibody response produced in cattle.Vaccine, 10: 707-713.
Pay, T.W.F. & Parker, M.J. 1977. Somestatistical and experimental designproblems in the assessment of FMDvaccine potency. In International Sympo-sium on Foot-and-Mouth Disease, Lyon,France, 1976. Dev. Biol. Stand., 35:369-383.
Soulebot, J.P., Milward, F. & Prevost, P.1993. In vitro potency testing of inacti-vated biologics: current situation in theEC. Vet. Microbiol., 37: 241-251.
Stellman, C., Bornarel, P., Lang, R. & Terré,J. 1968. Contrôle quantitatif du vaccinantiaphteux. Analyse statistique de larelation liant les titres d' anticorp sneutralisants au pourcentage de pro-tection bovine. Rec. Méd. Vét., 144:325-331.
Steward, M.W., Stanley, C.M., DiMarchi,R., Mulcahy, G. & Doel, T.R. 1991. High-affinity antibody induced by immuni-zation with a synthetic peptide is asso-ciated with protection of cattle againstfoot-and-mouth disease. Immunol., 72:99-103.
Sutmiiller, P., Gomes, I. & Astudillo, V.1984. Potency estimation of foot-and-mouth disease vaccines according to

Vaccine manual 409
antibody assay results. Bol. Cent. Panam.Fiebre Aftosa, 49-50: 31-34.
Vianna Filho, Y.L., Astudillo, V., Gomes,I., Fernandez, G., Rozas, C.E.E., Ravison,J.A. & Alonso, A. 1993. Potency control
of foot-and-mouth disease vaccine incattle. Comparison of the 50 percentprotective dose and the protectionagainst generalization. Vaccine, 11:1424-1428.

In vitro po ncy testing of inactivtec:biologics: current tiivation n IC2
Emopean
The EEC Council Directive 90/677 (EC,1990) defines an immunological veterinarymedicinal product (IVMP) as: "a veterinarymedicinal product administered to animalsin order to produce active or passiveimmunity"; and: "the quantitative particu-lars of an IVMP shall be expressed by massor by international units, or by units ofbiological activity or by the number ofgerms or by specific protein content wherepossible, as appropriate to the productconcerned". The mass, number of germsor specific protein content are not deter-mined in vivo but rather in vitro. Thisdefinition would allow, in principle, forthe replacement of potency tests performedin animals by in vitro tests. Such a changewould not only save animal lives (which isan ethical requirement) but also save costs(animal tests are particularly costly andoften of long duration) and solve somepractical difficulties certain tests canadequately be performed only in specificpathogen-free (SPF) animals, animalsthat are free of specific antibodies oranimals that have never previously en-countered the specific organism and, inmany cases, such animals are not available.Both industry and official laboratoriesshould obviously be in favour of suchchanges.
The directive cited above is part of awhole series of regulations, which areimplemented throughout the EuropeanUnion (EU), in the field of IVMPs. Theseregulations complement the monographs
J.P. Soulebot, F. Milward and P. Prevost'
of the European Pharmacopoeia which isitself widening its field of application. Theobject of these regulations is to ensure avery high level of safety and efficacy but,unfortunately, they often lead to theincreased use of animals in test procedures,especially target animals for routine safetytests and, for ethical, economic andpractical reasons, this is undesirable.
Although in the past the assessment ofbiological products particularly tests ofpotency of vaccines were mainly carriedout in animals, either laboratory species ordomestic livestock, such tests could beexpensive, time-consuming and, in the caseof some products, of only limited value.The advent of modern physico-chemical,immunological or molecular biologicalmethods of measuring with considerableprecision the essential immunizing compo-nent of antigens destined for the prepa-ration of vaccines, offers significantadvantages to those involved with devel-oping in-process quality control tests. Notonly are there advantages in terms ofprecision and the saving of time andfinancial costs, there is also no need for theuse of animals a not inconsiderable factorfrom the viewpoint of those concernedwith animal welfare.
' This paper is reproduced by kind permission ofElsevier Science Publishers By, Amsterdam, theNetherlands.
Vaccine manual 411

412 In vitro potency testing of inactivated biologics: current situation in the European Union
REGULATIONS
In the EU, three levels of rules must beconsidered. At the most general level,recently published Commission Directive92 / 18 / EEC (EC, 1992c) modifying theannex to Council Directive 81 / 852, indi-cates that potency tests may be: "basedupon in vitro or in vivo methods,... (and) inexceptional circumstances, potency testingmay be carried out at an intermediate stage,as late as possible in the productionprocess". This represents a significantopportunity, allowing for instance to movethe control test to a stage upstream of theaddition of adjuvants, thus avoiding allthe difficulties related to the need toseparate the active ingredients from theadjuvants and other ingredients for testing.However, the term "in exceptional circum-stances" considerably limits the scope ofthis opportunity.
The directive is supplemented by guide-lines including "General requirements forthe production and control of inactivatedmammalian bacterial and viral vaccines forveterinary use" (EC, 1992a) which, how-ever, does not give any further precisionconcerning potency tests and merely states:"the vaccine shall be shown to be ofsatisfactory potency using validatedmethods".
In the meantime, some countries havealready adopted species-specific guide-lines. In the United Kingdom, for example,guidelines are available for the productionand control of avian virus vaccines,veterinary bacterial vaccines, porcine virusvaccines, canine virus vaccines, equinevirus vaccines and bovine virus vaccines.These documents do not include anyparticular indication concerning in vitro orin vivo potency tests it is only stated that:"each batch of vaccine shall be shown tobe of satisfactory potency using an appro-ved method" (Veterinary Medicines Direc-torate, 1991) except in the avian guide-lines where the use of serological tests for
four specific vaccines (Newcastle disease,egg drop syndrome, infectious bronchitisand infectious bursal disease vaccines) areplanned (Veterinary Medicines Direc-torate, 1990).
The final level of rules within the EU arethe national pharmacopoeias, whichinclude IVMP monographs (for exampleBritish Pharmacopoeia Commission, 1985;Commission Nationale de Pharmacopée,1992). It should be noted that nationalpharmacopoeias must use the EuropeanPharmacopoeia monographs where theyexist, but may include monographs thatare not in the European Pharmacopoeia.
THE EUROPEAN PHARMACOPOEIA
The European Pharmacopoeia extends itsdomain of application beyond the EU, sinceit concerns at least all the member countriesof the Council of Europe, 19 nations in all.The Pharmacopoeia consists of mono-graphs, general notices and analyticalmethods.
MonographsThe European Pharmacopoeia includes 12monographs for killed vaccines and ageneral monograph for "veterinary vac-cines". None of these specifies the use of invitro tests. Five other monographs for killedvaccines are at the level of projectspublished for public appraisal (EuropeanPharmacopoeia Commission, 1991a, 1991b,1991c, 1991d and 1991e). None of theseprojects plans for in vitro tests, with theexception of the document concerning foot-and-mouth disease (FMD) vaccine. Thechapter pertaining to in-process control ofantigenicity states: "the content of antigenis determined by an in vitro method (e.g.146S-particle measurement by sucrosedensity gradient centrifugation and ultra-violet spectrophotometry at 259 nano-metres)". This test may be used for therelease of vaccine but only in cases ofextreme urgency. The section reads: "If the

test for potency has been carried out withsatisfactory results on a representativebatch of vaccine prepared from a givenbatch of antigen, then a batch of vaccineprepared from the same batch of antigenmay, in cases of extreme urgency andsubject to agreement by the nationalauthority, be released before completionof testing if it has been shown that thebatch has an antigen content not less thanthat of the representative batch, determi-ned in an in-process control by an in vitromethod."
It may seem that the European Pharma-copoeia excludes the use of in vitro testsand refers exclusively to challenge tests orvaccination followed by antibody titration.However, certain monographs allow that:"if the test for potency (in animals) hasbeen carried out with satisfactory resultson a representative batch of vaccine, thistest may be replaced by a manufacturer asa routine test on other batches of vaccineprepared from the same seed lot by analternative test for which satisfactorycorrelation of the results with those of thePharmacopoeia method has been estab-lished by a statistical evaluation, subject toagreement by the national authority."
General Notices. The preamble to Part IV-1, General Notices (European Pharmaco-poeia Commission, 1985) states that themonographs are official standards appli-cable within countries of the ContractingParties (countries of the Council of Europe)and that: "statements under the headingsIdentification, Tests, Assay and Potencyare mandatory requirements", but that:"with the agreement of the nationalauthority, alternative methods of analysismay be used for control purposes, provi-ded that the methods used enable anunequivocal decision to be made as towhether compliance with the standards ofthe monographs would be achieved if theofficial methods were used".
Analytical methodsAn opening in favour of substituting invitro test for in vivo assay seems to appear.The fifteenth fascicle (European Pharmaco-poeia Commission, 1991f) introduces in itschapter on analytical methods, underheading V 2.1.10, the important paragraphconcerning immunochemical methods:"These methods are employed to detect orquantify either antigens or antibodies". Ofcourse, it is underlined that: "the results ofimmunochemical methods depend on theexperimental conditions and the natureand quality of the reagents used. It isessential to standardize the components ofan immunoassay and to use, whereveravailable, international reference prepara-tions for immunoassays".
Two main types of methods are quotedas quantitative methods for determiningantigens. These are methods in which alabelled antigen or a labelled antibody isused and methods in which an unlabelledantigen or antibody is used. The lattergroup is divided into immunoprecipitationmethods such as single radial immuno-diffusion (SRID) and immunoelectropho-retic methods such as crossed immuno-electrophoresis, electroimmunoassay(often referred to as rocket immunoelectro-phoresis) and counter-immunoelectro-phoresis.
No technical details are described.However, validation. criteria and validationmethods are detailed. It is stated that aquantitative immunochemical method isnot valid unless:
the antibody or antigen does not signifi-cantly discriminate between test andstandard. For a labelled reactant, thecorresponding reactant does not signifi-cantly discriminate between labelledand unlabelled compound;the method is not affected by the assaymatrix, i.e. any component of the testsample or its excipients, which canvary from sample to sample and may
Vaccine manual 413

414 In vitro potency testing of inactivated biologics: current situation in the European Union
include high concentrations of otherproteins, salts, preservatives or conta-minating proteolytic activity;the limit of quantification is below theacceptance criteria stated in the indivi-dual monograph;the precision of the assay is such thatthe variance of the results meets therequirements stated in the individualmonographs;the order in which the assay is per-formed does not give rise to systematicerrors.
In order to verify these criteria, thevalidation design includes the followingelements:
the assay is performed in at leasttriplicate;the assay includes at least three differ-ent dilutions of the standard prepa-ration and three dilutions of samplepreparations of activity presumed tobe similar to the standard preparation;the assay layout is randomized:if the test sample is presented in serumor formulated with other components,the standard is likewise prepared;the test includes measurement of non-specific binding of the labelled reactant;for displacement immunoassay maxi-mum binding (zero displacement) isdetermined and dilutions cover thecomplete response range from valuesclose to non-specific binding to maxi-mum binding, preferably for bothstandard and test preparations.
The following is provided on the statis-tical calculation of results: "to analyse theresults, response curves for test andstandard (must be) analysed.... Significantnon-parallelism indicates that the antibodyor antigen discriminates between test andstandard and the results are not valid. Indisplacement immunoassays, the valuesfor non-specific binding and maximumdisplacement at high test or standardconcentration must not be significantly
different. Differences may indicate effectsdue to the matrix, either inhibition ofbinding or degradation of tracer".
From all that has been said aboutregulations in the EU, it can be concludedthat in vitro potency testing on finalproducts is almost never proposed but isnot excluded and that in vitro antigenquantification methods are indicated butwith no technical details. Validation criteriaand methods are more detailed, but no orfew data are available for statisticalcalculations. Reference preparations,which would be particularly useful, arenot available. Thus, in vitro tests areessentially used for in-process controls.Methods are generally internal to thedifferent laboratories and may be part ofthe industrial expertise under suchconditions, it is understandable that fewmethods have been standardized. Thefollowing are examples of widely usedmethods.
Foot-and-mouth disease. The antigeniccontent of FMD vaccine (Fargeaud, Fayetand Roumiantzeff, 1969) is determined byfirst preparing sucrose density gradients.Samples clarified by centrifugation are thenloaded on the gradients, ultracentri-fugation is performed and ultravioletspectrophotometric results are plotted. Thearea under the peak is proportional to theconcentration of 146S particles of thesample. Using a standard curve establishedwith different dilutions of a purified viralsuspension containing a known concen-tration of 146S particles, the concentrationof 146S particles in the test sample can becalculated.
Rabies and pseudorabies. Antigenic glyco-protein content is determined using asingle radial immunodiffusion test, de-rived from Ferguson's method (Fergusonand Schild, 1982). A concentration gradientis established for the antigen diffusing from

an external source into the gel mediumcontaining the corresponding antibody ata comparatively low concentration. Whenthe equilibrium between the external andthe internal reactants has been established,the circular precipitation area, originatingfrom the site of the external reactant, isdirectly proportional to the amount of theantigen applied and inversely proportionalto the concentration of the antibody in thegel. Various dilutions of the test glyco-protein and standard glycoprotein solu-tions are used. The formula for the linearresponse can be established as d2 = ac + bwhere: "d" is the diameter of the circularprecipitation area; "a" is the slope; "e" isthe dilution rate; and "b" is the originalintercept.
The titre of the test suspension isexpressed by the ratio of the slopesmultiplied by the concentration of thestandard expressed in micrograms permillilitre. For rabies, many other methodshave been proposed, from enzyme-linkedimmunosorbent assay (ELISA) tests(Bruckner et al., 1988) to antibody bindingtests (Barth et al., 1985) or even determi-nation of the in vitro production of specificinterleukin-2 (Joffret et al., 1991).
Tetanus vaccine and other clostridialvaccines. Current pharmacopoeia require-ments for tetanus vaccines for veterinaryuse specify a final product potency testbased on direct challenge of mice ortitration of antibodies from vaccinatedguinea pigs or rabbits. The titration ofantibodies is performed by a serumneutralization method against a standardtoxin in mice. In all cases, these tests requirethe use of animals. Although variations ofthese standard methods have been pro-posed to reduce the number of animals(Knight and Roberts, 1987; Huet, Relyveldand Camps, 1990), in vitro tests should beconsidered as alternatives. One of the firstobjectives could be to replace the existing
toxin neutralizing tests performed in miceby an in vitro antibody assay method. Nu-merous test systems have been proposed:gel diffusion, nephelometry, immuno-electrophoresis and ELISA (Calmels et al.,1981). The present availability of reagents,high standards of quality and widespreaduse of the technique would make theELISA test a good candidate to replace invivo testing. Many other researchers havedeveloped such a test and correlation within vivo methods has often been found to begood (Cox et al., 1983; Gentilli, Pini andCollotti, 1985).
Complete in vitro potency testing wouldrequire the direct titration of tetanus toxoidin the final product. Such methods havebeen proposed (Melville-Smith, 1985) andare currently in use for the identity testingof tetanus vaccines. The earliest test fordirect quantification of the tetanus toxoidis Ramon's flocculation test. Althoughcumbersome, it has the advantage ofreferring to an international standard andis used to quantify the tetanus toxoid priorto vaccine formulation (i.e. 100 Lf / dose).Toxoid measurement in the final productis more easily performed by gel diffusionor ELISA. When run against a standard, aquantitative estimation can be obtained.
While tetanus vaccines have been themost widely studied, all that has been saidcould also be applicable to veterinaryclostridial vaccines. In vitro antibodytitration methods have already beenproposed (Knight et al., 1990). The mainproblem connected with these approachesremains the reliability of measurement onadjuvanted vaccines and is discussed inConditions for the development of in vitrotests (p. 416).
Pasteurella multocida. In this example, invitro tests for the determination of dermo-necrotoxin content (DNT) have been madepossible owing to the much better knowl-edge that now exists of the pathogenesis of
Vaccine manual 415

416 In vitro potency testing of inactivated biologics: current situation in the European Union
the disease. Research has moved on from asituation where the etiology of atrophicrhinitis (AR) was ascribed to manyinfectious and non-infectious causes,through the narrowing of the cause to twobacteria, P. multocida and Bordetella bronchi-septica, to the discovery and proof throughchallenge models of the role of thedermonecrotic toxin (DNT) of P. multocida.This has allowed the preparation ofvaccines of progressively better-definedcontent. Current modern vaccines arebased on purified DNT toxoid which givesan opportunity to apply several in vitrotests.
Toxin determination, initially tested byintradermal injection in guinea pigs cannow be performed in vitro in embryonicbovine lung cells or Vero cells. This assaycan then be used to determine the neutral-izing antibody level.
An ELISA test has been designed tomeasure toxoid content in the activeingredient and the final vaccine. Using asandwich technique, the test has beensuccessfully used to titrate toxoid contentin adjuvanted vaccine. As in previousexamples, the critical point is the quality(purity and stability) of the standard. Thistest is used to standardize batch formu-lation and could be used as a releasemethod provided that a reference vaccinefrom the same production process withthe same amount of toxoid has been shownto be protective.
CONDITIONS FOR THE DEVELOPMENT OF
IN VITRO TESTS
Most vaccines are adjuvanted, either asaluminium hydroxide-adsorbed formu-lations or as oil emulsions. This makestesting more difficult and is a source ofvariability.
It is necessary either to separate theantigen in the vaccine, taking into accountthe loss or denaturation of antigen, or toadapt the test to use on the finished
product with possible interference fromother vaccine constituents.
Two ways around this difficulty wouldbe either to estimate the average amountin the final product and the variability of agiven process without attempting toretrieve the exact amount introduced inthe formulation (as seen for DNT) or toaccept the in-process testing upstream offormulation provided that all steps informulation are correctly described,validated and performed. The secondapproach is preferable because it allows aprecise determination of the amount ofantigen that will be introduced in thevaccine and thus constitutes a guarantee,provided that quality is ensured and thefinal steps of formulation are reproducible.This is why the possibility provided byDirective 92 / 18 /EEC (EC, 1992c) to carryout potency tests upstream in the process,even if limited to "exceptional circums-tances", is particularly important. Thisapproach is only acceptable under thefollowing three conditions, however:
batch-to-batch consistency must beformerly validated;a quality assurance system must beimplemented;the system must be properly maintain-ed and regularly subjected to a suitableinspection procedure.
The first condition is obvious. It may,however, be useful to remember that:"validation is the action of proving, inaccordance with the good manufacturingpractice (GMP) principles, that any proce-dure, process, equipment, material, activityor system actually leads to the expectedresults" (EC, 1992b) and that: "total va-lidation of manufacturing processes, inorder to ensure continuous conformity ofbatches" is required for IVMPs (EC, 1990).
Concerning the second condition, it isnot only necessary to validate batch-to-batch consistency, but it must also beshown that this batch-to-batch consistency

will last indefinitely the defect detectionand reaction system must be replaced by adefect prevention system. This will consistof developing an overall quality assurancesystem.
The International Organization forStandardization (ISO, 1991) defines qualityassurance as: "all those planned andsystematic actions necessary provideadequate confidence that a product orservice will satisfy given requirements forquality". EU good manufacturing practice(GMP) (EC, 1992b) adds: "Quality assur-ance is a wide-ranging concept whichcovers all matters which individually orcollectively influence the quality of aproduct. It is the total sum of the organizedarrangements made with the object ofensuring that medicinal products are ofthe quality required for their intended use.Quality Assurance, therefore, incorporatesGood Manufacturing Practice plus otherfactors outside the scope of this Guide."
Regarding GMP, principles and guide-lines were laid down for veterinarymedicinal products (VMPs) by Directive91 / 412 / EEC (EC, 1991) and are explainedin detail in the 162 pages of EC, 1992b, inwhich 16 pages are dedicated to the specificrequirements of IVMPs. GMP deals withthat part of quality assurance that ensuresthat products are consistently producedand controlled to the quality standardsappropriate to their intended use. GMPrefers to "personnel, premises, equipment,documentation, production, quality con-trol, contract manufacture and analysis,complaints and product recall as well asself-inspection". Its implementation iscompulsory and subject to inspection.
What would be the use of applying GMP,implementing a rigorous quality assurancesystem, if this did not ensure quality,especially in the final blending stages ofvaccine formulation, and thus allow thelimiting of final product testing? The laststeps at least should be subject to a
parametric release system, i.e. they shouldbe based on documented production datarather than on control data.
The third condition concerns the qualityassurance system maintenance (Soulebot,1992). Once implemented, the qualityassurance system, like any other system,can be maintained and avoid drifting onlyunder the influence of a double set ofpressures internal and external. Internalpressure is represented by verifications,such as self-inspections, as recommendedby GMP, but also the continuous attentionof top management, etc. External pressuresare those exerted by competition andcustomers. The latter exercise directpressure (by placing orders or not) orindirect pressure through legal authorities,audits and other official inspections. Suchinspections are, in all circumstances, of thegreatest importance as controls alone haveproved to be insufficient (nevertheless,controls should be submitted to GMP). Theapplication of GMP is then of primeimportance. Consequently, it is particularlyimportant that an efficient inspectionsystem be implemented for IVMPs. Thenew inspection system, concerning specifi-cally quality assurance and quality controlimplemented by the United Kingdom (Lee,1992) besides GMP general inspection, is abig step towards making this evolutioneasier by increasing the necessary confi-dence of all.
CONCLUSION
By following the suggestions made in thischapter, in vivo potency tests could beprogressively replaced by in vitro tests. Invivo tests would be used only for productdevelopment, establishment and valida-tion of correlations and exceptionalverifications. A last point must be empha-sized; there are no standardized in vitrotechniques or reference preparations in theEU, in spite of the fact that many tests areused or being developed. In order to avoid
Vaccine manual 417

418 In vitro potency testing of inactivated biologics: current situation in the European Union
future problems, it is particularly impor-tant that, as of now, efforts be made amongEurope, the United States and othercountries for the harmonization of newtechniques and standard preparations.
BIBLIOGRAPHY
Barth, R., Gruschkau, H., Milcke, L., Jaeger,O. & Weinmann, E. 1985. Validation ofan in vitro assay for the determinationof rabies antigen. Develop. Biol. Stand.,64: 87-92.
British Pharmacopoeia Commission. 1985.British Pharmacopoeia (Veterinary). Lon-don, Her Majesty's Stationery Office.
Bruckner, L., Palatini, M., Ackermann, M.,Muller, H.K. & Kihm, U. 1988. Reductionof the number of mice used for potencytesting of human and animal rabiesvaccines. Experientia, 44: 853-857.
Calmels, D., Audonnet, J.C., Tixier, G. &Desmettre, P. 1981. Etude comparativede différentes méthodes de titrage desantitoxines tétaniques, p. 439-450. 6thInt. Conf. Tetanus, Fondation Mérieux,Lyons, France.
Commission Nationale de Pharmacopée.1992. Pharmacopée Francaise, 10th edition,Sainte-Ruffine, France, Maisonneuve.
Cox, J.C., Premier, R.R., Finger, W. & Hurrel,J.G.R. 1983. A comparison of enzymeimmunoassay and bioassay for thequantitative determination of antibodiesto tetanus toxin. J. Biol. Stand., 11:123-127.
European Pharmacopoeia Commission. 1985.European Pharmacopoeia, 2nd edition.Sainte-Ruffine, France, Maisonneuve.
European Pharmacopoeia Commission.1991a. Vaccinum Influenzae ad sueminactivatum. Pharmeuropa, 3: 15.
European Pharmacopoeia Commission.1991b. Vaccinum Parvovirosis ad sueminactivatum. Pharmeuropa, 3: 81.
European Pharmacopoeia Commission.1991c. Vaccinum Aphtharum epizooti-
carum inactivatum pro ruminantibus.Pharmeuropa, 3: 82.
European Pharmacopoeia Commission.1991d. Vaccinum Bursitidis infectivaeaviariae inactivatum. Pharmeuropa, 3: 100.
European Pharmacopoeia Commission.1991e. Vaccinum Pseudopestis aviariaeinactivatum. Pharmeuropa, 3: 102.
European Pharmacopoeia Commission.1991f. European Pharmacopoeia, 15 fascicle,Chapter V. Sainte-Ruffine, France, Mai-sonneuve.
EC. 1990. Council Directive 90 / 677/ EEC of13 December 1990. Off. J. Eur. Comm., L373: 26-28 (31 December 1990).
EC. 1991. Commission Directive 91 / 412 /EEC of 23 July 1991. Off J. Eur. Comm.,L 228: 70-73.
EC. 1992a. Guidelines for the production andcontrol of inactivated mammalian vaccinesfor veterinary use, Draft No. 5, 111/3181/91 (March 1992).
EC. 1992b. Good manufacturing practice formedicinal products in the European Com-munity. The Rules Governing MedicinalProducts in the European Community(EEC /11I/ 3093 / 92-EN), January 1992,Vol. IV, p. 1-163.
EC. 1992c. Commission Directive 92 / 18 of20 March 1992, modifying the annex toCouncil Directive 81 / 852 /EEC in respectto the testing of veterinary medicinalproducts. Off J. Eur. Comm., L 97: 1-23(10 April 1992).
Fargeaud, D., Fayet, M.T. & Roumiantzeff,M. 1969. Analyse par centrifugationzonale en gradient de saccharose desparticules virales contenues dans unepreparation du virus de la Fièvre Aph-teuse. Revue d'Immunol., 3: 335-344.
Ferguson, M. & Schild, G.C. 1982. A singleradial immunodiffusion technique forthe assay of rabies glycoproteinantigen: application for potency test ofvaccine against rabies. J. Gen. Viral., 59:197-201.
Gentilli, G., Pini, C. & Collotti, C. 1985.

The use of an immunoenzymatic assayfor the estimation of tetanus antitoxinin human sera; a comparison withseroneutralization. J. Biol. Stand., 13:53-59.
Huet, M., Relyveld, E. & Camps, S. 1990.Méthode simple de contrôle de l'activitédes anatoxines tétaniques adsorbées.Biologicals, 18: 16-67.
ISO. 1991. Quality management and qualityassurance vocabulary, ISO 8402. Geneva,Switzerland, International Organizationfor Standardization.
Joffret, M.L., Zanetti, C., Morgeaux, S.,Leclerc, C., Sureau, P. & Perrin, P. 1991.Appraisal of rabies vaccine potency bydetermination of in vitro, specific inter-leukin-2 production. Biologicals, 19:113-123.
Knight, P.A. & Roberts, P.A.G. 1987. Anevaluation of some proposals for areduction in the number of animals usedfor the potency testing of diptheria andtetanus vaccines. J. Biol. Stand., 15:165-175.
Knight, P.A., Queminet, J., Blanchard, J.H.& Tilleray, J.H. 1990. In vitro tests forthe measurement of clostridia' toxins,toxoids and antisera. II. Titration ofClostridium perfringens toxins and anti-toxins in cell culture. Biologicals, 18:263-270.
Lee, A. 1992. Control of product batches(before and after registration). The Britishapproach. Develop. Biol. Stand., 79:175-177.
Melville-Smith, M.E. 1985. Single radialimmunodiffusion as a method for theidentification and quantification ofdiptheria and tetanus toxoids in adsorbedvaccines. J. Biol. Stand., 13: 77-86.
Soulebot, J.P. 1992. FEDESA's point of view:quality, application to IVMPs. Develop.Biol. Stand., 79: 201-211.
Veterinary Medicines Directorate. 1990.Guidelines for the production and controlof avian virus vaccines. MAL 74. Wey-
bridge, UK, Central Veterinary Labora-tory.
Veterinary Medicines Directorate. 1991.Guidelines for the production and controlof veterinary bacterial vaccines. MAL 76.Weybridge, UK, Central VeterinaryLaboratory.
Vaccine manual 419

Sterility management is the system thatcombines the continuous efforts of researchand development (R&D), production,quality control (QC) and qUality assurance(QA) in reducing and controlling the levelof microbiological contamination of prod-ucts. The principal sources of micro-biological contamination are personnel, airand equipment. Therefore, to maintain thesterility of a product, the "bioburden" ofthe premises has also to be controlled.
The risk of infection during the produc-tion, storage, sampling and testing of abatch of product has to be controlled,monitored and documented. Productionhas therefore to be in accordance withcurrent good manufacturing practice(GMP) and QC has to be in accordancewith both GMP and good laboratorypractice (GLP).
An important factor is that in R&D,production, QC and QA, all actions, results,findings and observations should beproperly documented, i.e. clear descrip-tions, which are dated, signed and easilyretrievable should be given.
Sterility is a built-in characteristic of theproduction process. During R&D of aproduct, special attention has to be givento minimize the risk of contamination inthe production process. Special consider-ation should also be given to the numberof aseptic handlings, the productionprocess must be designed in accordancewith the premises and utilities availableand, if there are incompatabilities betweenthe designed process and the productionfacilities, these should be addressed before
Sterility ricrnagement and te ing of vaccinesand raw materk Is for au iiiii!ous agents
G. Blocks
starting production. Changes in the processor in the production facilities after the startof production are less time-effective andcost-effective than establishing a well-designed process before starting produc-tion. There is also an increased risk whenproducing outside the boundaries of theproduct licence if adaptations are madeafter the start of production.
One essential component of a sterilitymanagement system is the assurance thatthe necessary samples are collected, stored,tested and interpreted in the propermanner. Trend analyses can be performedto determine consistent problem factors butcorrective actions need to be immediateand cannot wait for a trend analysistimetable.
Products that have to be sampledinclude: starting materials, intermediateproducts and final product. Utilities thatmust be sampled are: water systems, steamsystems and the compressed air system.Premises that need to be monitored arethose critical working areas where theproduct is in direct contact with theen vironment, including: surfaces, air,fingertips and the laboratories that are thebackground for the critical working areas.For each sampling point, test requirementshave to be defined, including the samplingmethod, the frequency of sampling, alertlevels and action levels.
Sterility is defined as the absence ofmicrobial agents in a product. Microbialagents can be bacteria, mycoplasmata,moulds, yeasts and viruses. An indicationof sterility can be obtained by performing
Vaccine manual 421

422 Sterility management and testing of vaccines and raw materials for adventitious agents
the appropriate tests for the absence ofmicrobial agents on a representativesample of the batch of product.
The selection criteria for tests to demon-strate sterility have to be based on theorigin and properties of the product, thepossible contaminants and the species forwhich the product is destined.
Tests of sterility may be limited in theirability to detect live and/ or inactivatedmicrobial agents and their residues. Duringinterpretation of test results, the followingpoints should be considered:
the range of species of microbial agentsdetected;
minimum detection levels of livemicrobial agents;
',minimum detection levels of inacti-vated microbial agents;
minimum detection levels of sub-lethally damaged microbial agents;sampling and storing procedures;QC laboratory procedures;the activity of antimicrobial agents.
The interpretation of test results there-fore has to be based on the validity of thetest procedures available for the particularproduct. Test results have to be comparedwith the results of positive and negativecontrol samples, which should be anintegral part of every test that is performed.
Special consideration should be given tometabolites of killed microbial agents suchas endotoxins. These can be the cause ofadverse effects in the target species andcan also influence the production process.
References are given at the end of thischapter for further details of guidelinesand appropriate tests.
SAMPLES
Samples can be taken from differentsources. The origin of the sample influencesthe sampling method. It is thereforenecessary to have standard operatingprocedures (SOPs) in which each samplingmethod is described. The sample should
be representative of the product fromwhich it is taken. It will be obvious that,before a sample is taken, the contents ofthe container must be homogenous.
Furthermore, special considerationshould be given to the prevention ofcontamination of the sample at the time ofsampling. Samples should only be takenby properly trained personnel.
GENERAL RECOMMENDATIONS
ON CONTROL TESTS
For non-biological starting materials andsterilized biological starting materials testsshould be made for bacterial and fungalsterility.
For biological starting materials testsshould be made for: bacterial and fungalsterility; the absence of Myco plasma spp.;and the viral sterility of product onsensitive cell cultures including primarycells from the species of origin.
For cell substrates tests should be madefor: bacterial and fungal sterility; theabsence of Myco plasma spp.; and the viralsterility of the product (i.e. tests forcytopathogenic viruses, haemadsorbentviruses, specific viruses of the species oforigin and specific viruses of the intendedspecies).
For bacterial seeds tests should be madefor: bacterial monoculture; and the absenceof Myco plasma spp.
For mycoplasmal seeds tests should bemade for: bacterial and fungal sterility; andmycoplasma monoculture.
For viral seeds tests should made for:bacterial and fungal sterility; and theabsence of Myco plasma spp. Tests shouldalso be performed on: primary cells of thespecies of origin of the virus; cells that aresensitive to viruses pathogenic for thespecies for which the vaccine is intended;and cells that are sensitive to pestiviruses.
On the final product to be administeredparenterally tests should be made for:bacterial and fungal sterility (in the case of

a live bacterial vaccine the test for bacterialmonocultures should be used); and theabsence of Myco plasma spp.
For the final product to be administerednon-parenterally tests should be made forbacterial and fungal sterility (if the testfails, a viable bacterial count may beperformed the maximum acceptancelevel is one non-pathogenic organism perdose and, in the case of a live bacterialvaccine, the test for bacterial monoculturesshould be used); and the absence ofMyco plasma spp.
TESTS FOR BACTERIOLOGICAL AND FUNGAL
STERILITY OF A PRODUCT
Tests of sterility are necessary for assessingsamples from a product that should bebacteriologically or fungally sterile, sincethey give information on the presence ofviable aerobic or anaerobic bacteria andof viable fungi. Tests for sterility are de-scribed in detail in various pharmaco-poeias. Based on the regulations that are inforce in the country of production and inthe country of destination of the product, asuitable pharmacopoeia should be selectedto be used as a reference for the preferredtest method.
Where sterilization is the final step inproduction, the validation of the sterili-zation process for a particular product andthe documentation on the actual sterili-zation run give the greatest assurance ofsterility.
In the case of aseptically filled products,the results of tests for bacteriological andfungal sterility must be combined with thevalidation of the production processes,such as filling, lyophilization and capping,and the actual batch record.
The working area in which control testsare performed should be protected againstcontamination at the same level as theproduction areas. Assurance that tests areperformed under suitable conditions isderived from the validation of the tests
(i.e. negative control samples) and frommicrobiological monitoring of the criticalworking areas (surface swabs, air samplesand fingertips) and also from the additionalnegative control samples included in everytest. The results of such negative controlsamples should be that no growth isobserved.
Test methods
Two test methods membrane filtrationand direct inoculation are described inthe European Pharmacopoeia. Wheneverit is possible, based on the nature of theproduct and on the capacities of the QClaboratory, the membrane filtration tech-nique should be used. The membranefiltration method is preferred over thedirect inoculation method because of thelower sensitivity to anti-microbial agentsin the product and because it involvesfewer aseptic handlings.
The suitability of a test for a particularproduct is derived from the validation ofthat test and from the positive controlsamples included in every test. Prepara-tions that are used as positive controlsamples should consist of 100 viablemicroorganisms (aerobes, anaerobes andfungi).
The results of the test on the positivecontrol samples should be that early andcopious growth is observed.
Interpretation of resultsTest media are observed at intervalsthroughout the incubation period. Theyare examined for macroscopic evidence ofmicrobiological growth.
The test results can be accepted if thetest is validated by the appropriatecontrols, i.e. if the negative control samplesdo not show evidence of microbiologicalgrowth and if the positive control samplesdo show evidence of microbiologicalgrowth.
If a product fails a test that has been
Vaccine manual 423

424 Sterility management and testing of vaccines and raw materials for adventitious agents
shown to be valid, an investigation mustbe undertaken by the QA section into thecauses of the contamination. Microscopicexamination of the contaminating organ-ism should be undertaken by means ofGram's-stained slides. In the case of aproduct that contains inactivated bacteria,special attention must be given to thepossibility of failure of the inactivationprocess. Only when it can be shown thatthe probable cause of contaminationoccurre'd during sampling or testing arethe results of the re-testing acceptable,otherwise the entire batch of product mustbe rejected.
If a product fails a re-test that is declaredvalid, all the previously mentioned pointsregarding the reasons for failing a testshould be considered. A second re-test isonly acceptable if the microorganismidentified is without doubt different fromthat isolated in the first test; if it is not, theentire batch of affected product must berejected.
If tests on negative control samplesfrequently (>1 percent of the samples)show microbial growth, the test should berevalidated with special attention given topossible sources of contamination (culturemedia, glassware, critical working area andlaboratory technique).
If tests on positive control samplesfrequently (>1 percent of the samples)show no growth, the test should berevalidated with special attention given tothe possibility of the presence of growth-inhibiting substances in the product.
If trend analysis of the results of tests ofa product show a rise in positive results,while the control samples give the expectedresults, investigations should be made intothe cause of the contamination of theproduct. Special attention should be givento the production process, sample takingtechniques and the quality of the containersused to fill the product and for the takingof samples.
TESTS TO DEMONSTRATE FREEDOM FROM
CONTAMINATION IN PRODUCTS
CONTAINING LIVE BACTERIAL OR
MYCOPLASMAL STRAINS
With bacterial seeds or products containinga live bacterial strain, the standard tests todemonstrate bacterial and fungal sterilitycannot be used since microbial growth willalways result. The same applies to sterilitytests on products containing live strains ofmycoplasmata. Nevertheless, it is asimportant to demonstrate freedom fromcontamination with such products as it iswith products containing inactivatedorganisms.
The tests used for this type of productare likely to be less sensitive than thoseused with inactivated preparations, mak-ing it even more important to ensure thatthe production conditions fully meet therequirements of GMP/GLP, that all controltests are completely validated and thatattention is given to the need for microbialmonitoring of the production process andthe associated sampling methods.
The tests to be used need to exclude asmuch as possible the presence of micro-biological strains other than the intendedone. Such tests are based on biochemical,serological or morphological properties.
Examples of testsPlating of samples on solid agar medium.Media to be used can be those that havegeneral growth-promoting properties,such as blood agar in Petri dishes, orspecific media, which have growth-promoting properties for a selected rangeof microbiological organisms.
The result of this type of test must be anearly and copious growth of only one typeof colony, which has the macroscopicproperties of the production strain. At leastfive colonies should be sampled indivi-dually and fixed and stained according toGram's method. The microscopic exami-nation of these Gram's-stained prepa-

rations should show only one type ofmicroorganism that has the characteristicsof the production strain. Where appro-priate, other staining techniques can alsobe applied.
Serological tests. Suitable laboratory testanimals are inoculated with the testsample. During the test no clinical signs ofdisease may be observed other than thosesigns that normally occur after inoculationof the tested product.
At the time of inoculation and after aninterval of three weeks (usually), bloodsamples are taken for serological testing.The paired blood samples should onlyshow a rise in the level of antibodies thatare correlated to the microbiological strainof the product. If evidence is found of othertypes of antibodies, the test should berepeated. If in the repeat test the sameantibodies are detected, the product mustbe rejected.
The test should always include at leasttwo animals that are not inoculated. Theirpaired sera are used as negative controlsand, if in the sera from the control animalsor from the test animals an unexpectedantibody increase is observed, there is ahigh probability that these animals wereinfected during the test. Such a situationdoes not constitute evidence of contam-ination of the sample.
Biochemical tests. There are several bio-chemical test kits available commercially.When using one of these kits, a negativecontrol sample consisting of a "blankproduct" should always be included. Ablank product is similar to the productunder test but does not contain theessential microbiological strain. If possibleit should be sterile.
If there are consistent results with thecontrol blank at the time of validation ofthe test, these values can be disregarded asbackground "noise". The results of the test
should always be in accordance with thebiochemical properties of the productionstrain.
If unexpected results are obtained, it willbe necessary to undertake a re-test and, ifin the re-test similar results are obtained,the product should be rejected.
TEST FOR THE PRESENCE OF BACTERIAL
ENDOTOXINS
If a batch of starting, intermediate orfinished product is negative in tests forbacterial sterility (i.e. no viable bacteriaare detected) it is still possible that thereare residues of inactivated bacteria. Amongthese inactivated bacteria are bacterialendotoxins, which can give rise to adversereactions in vaccinated animals or cancause undesirable effects during theproduction process.
In some cases it is not possible to removeall of these bacterial endotoxins. In such asituation a limited amount of endotoxinmay be acceptable. In all other cases, thepresence of bacterial endotoxins is theresult of bacterial infection and the productis therefore not acceptable. Products thatshould give a negative result in this testbut prove positive must be re-tested and,if the re-test confirms the finding of thefirst test, the batch of product should berejected.
TESTS FOR THE ABSENCE OF MYCOPLASMATA
IN PRODUCT
Two tests are described in the EuropeanPharmacopoeia. The first detects the avianstrains Myco plasma gallisepticum and M.synoviae using two different media. Theother test detects the non-avian strains M.hyopneumoniae and M. urealyticum. Duringvalidation of the test, it is necessary todemonstrate the sensitivity of the testsystem to neutralizing agents, which maybe part of the tested product. If neutralizingagents are present, a suitable inhibitorysubstance should be used. This inhibitory
Vaccine manual 425

426 Sterility management and testing of vaccines and raw materials for adventitious agents
substance must not interfere with thesensitivity of the test.
Positive controls are used to show thatthe test system is capable of detecting smallnumbers of mycoplasmata. Negativecontrols are included to show whethercontamination has occurred during thecourse of the test or during other laboratorymanipulations.
Special attention has to be given toproducts that normally contain livemycoplasmal strains. By using these testsand, where appropiate, tests capable ofgiving serological evidence of the presenceof other strains, assurance can be giventhat the product is not contaminated withother strains of mycoplasmatA.
For the interpretation of test resultstogether with the results of positive andnegative controls, refer to Tests forbacteriological and fungal sterility of aproduct (p. 423).
TESTS FOR VIRAL STERILITY OF PRODUCTS
Tests should be conducted on startingmaterials that contain material of animalorigin and on the final product. Startingmaterials of animal origin include themaster seed virus, the production cellsystem and the serum and trypsin usedduring the production process.
Samples that contain the master seedvirus or the live virus vaccine require to beinactivated in such a manner that thevaccine strain is inactivated withoutaffecting any contaminating viruses thatare present. Inactivation can be achievedby the use of serum with a high titre ofneutralizing antibodies specific to the seedvirus used to prepare the vaccine. Carehas to be taken in the preparation of theantiserum that the virus used is wellcharacterized and possibly purified bycloning. If not there is the possibility that,should there be a contaminating virus orviruses present in the original master seed,they may also be present in the antiserum
prepared with the latter. If possible theantiserum should have a different sourceand history than the master seed.
If this method of producing neutralizingantibodies is not possible, other methodsof selectively removing contaminants fromthe seed virus may be used.
Tests can be categorized as general teststhat demonstrate the presence of largegroups of viruses and tests that demon-strate the presence of a specific virus orgroup of viruses. Tests may also bedescribed in terms of their ability todemonstrate the presence of live virusesor to show that the sample under test caninduce the production of antibodies in testanimals against the specific virus or groupof viruses under consideration.
Tests for viral sterility are described indetail in several pharmacopoeias andguidelines. Based on the regulations thatare in force in the country of productionand in the country of destination of theproduct, the applicable set of guidelinesand tests should be selected.
The suitability of a test for any particularproduct will be indicated by the originalvalidation of the test (i.e. the results frompositive control samples) and also fromthe positive control samples included inevery subsequent test. In tests that giveevidence of the presence of live viralagents, the test cultures are observed atintervals during the incubation period andat its conclusion. Test cultures are observedfor both macroscopic and microscopicevidence of viral growth. The test is validand the results can be accepted if thenegative control samples do not showevidence of viral growth and if the positivecontrols do show evidence of typical viralgrowth.
If a product fails a test that is declaredvalid, an investigation must be made bythe QA section into the causes of theproduct failure. Identification of the virusstrain isolated should be made using a

suitable method. Only when it can beshown that the probable cause of contami-nation occurred during sampling ortesting, is a re-test acceptable, otherwisethe batch of product must be rejected.
If a product fails a valid re-test, the batchof product must be rejected.
If tests of negative control samplesfrequently (>1 percent of the samples)show the presence of virus, the test shouldbe revalidated with special attention givento possible contamination sources (i.e.starting materials, critical working areasand laboratory techniques).
If tests of positive control samplesfrequently (>1 percent of the samples)indicate the absence of virus growth, thetest should be revalidated.
If trend analysis of the tests of a productshow a rise in positive results, while thecontrol samples give the expected results,investigations should be made into thecause of the contamination of the product.Special attention should be given to theproduction process, sample taking tech-niques and the quality of the containersused to fill the product and for the takingof samples.
BACTERIOLOGICAL MONITORING OF
SERVICES
Only the minimum microbiological moni-toring of services is described here. Allother types of analyses on these systemsare not included. Depending on theproduction site and on the regulations thatare in force, an extended programme ofbacteriological monitoring may be advi-sable.
In the case of production problemsrelated to bacteriological sterility or thevalidation of a new or modified productionprocess, an extended programme is alsoadvisable. Such programmes may consistof a higher frequency of sampling, thesampling of additional work areas and theuse of other specific culture media, etc.
Some services provide basic require-ments or elements of the process and, withrespect to the clean steam and compressedair systems, their end products may comein direct contact with the biologicals thatare produced, up to the final stages ofproduction.
The services that have to be monitoredfor microbiological contamination includethe main water supply system, the purifiedwater (PUW) system, the water for injec-tion (WFI) system, the main steam system,the clean steam system and the compressedair system.
Services should be checked on a regularbasis, preferably every week, for thenumber of viable microorganisms presentand for the level of degradation productsof microorganisms such as endotoxins.
The standards for PUW and WFI aredefined in various pharmacopoeias. Con-densates of clean steam and compressedair have to be in accordance with therequirements for WFI.
Tests should be made on samples takenfrom sampling points that are close to thepoint of usage in the system.
If a sample does not fulfil the require-ments, another sample should be tested. Ifthis sample also fails to fulfil the require-ments, an investigation should be madeinto the cause of the contamination. Fromthe results of this investigation correctivemeasures such as sterilization and/ ormaintenance of the system should beinstituted.
BACTERIOLOGICAL MONITORING OF
PREMISES
Effective SOPs should be written todescribe the rooms that are sampled, thesampling points, the sampling techniques,the frequency of sampling and the time atwhich samples are taken. For air samples,the volume of air sampled should beprescribed and for surface swabs thenumber of square inches/ centimetres of
Vaccine manual 427

428 Sterility management and testing of vaccines and raw materials for adventitious agents
surface to be sampled should be pre-scribed.
The reasons for the bacteriologicalmonitoring of premises are:
to check on the effectivenesss ofpreviously validated sanitary, disin-fection and sterilization proceduressamples should be collected by usingsurface swabs or contact agar platesand air samplers. The frequency oftesting should be once a month forclean rooms and once every twomonths for other areas that are micro-biologically monitored;
to check on contamination levelsduring production.
Samples should be taken at criticalworking points such as: air (settle plates),surfaces (swabs or contact plates) andfingertips (contact plates). Furthermore,samples (swabs or contact plates) shouldbe taken from the environment of criticalworking areas (e.g. clean rooms and QClaboratories).
The following are recommended fre-quency levels for testing:
critical working areas (usually a laminarairflow cabinet) using settle platesshould be tested continuously duringproduction. (It is recommended thatplates should be changed every twohours, depending on how fast they dryout which is mainly dependent on thecomposition and thickness of themedium in the plate);
surfaces should be tested once perproduction day;fingertips should be tested once perworking day for every laboratorytechnician.
surfaces in the critical working areaenvironment should be tested once everyweek.
Sampling methods should be validatedand special attention should be given tothe detergents, disinfectants and sterilizingagents used in the production process since
residues of these can decrease the viabilityof microorganisms in the various samplestaken for testing. Where this is the case,neutralizing agents for these residuesshould be used.
BIBLIOGRAPHY
European Pharmacopoeia Commission. 1985.European Pharmacopoeia, second edition.Sainte-Ruffine, France, Maisonneuve.
EC. 1981. Council Directive 81 / 851 / EEC of28 September 1981 on the applicationof the laws of the Member States relatingto veterinary medical products.
EC. 1981. Council Directive 81 / 852 / EEC of28 September 1981 on the applicationof the laws of the Member States relatingto analytical, pharmaco-toxicological andclinical standards and protocols inrespect to the testing of veterinarymedicinal products.
EC. 1990. Council Directive 90/677/ EEC of13 December 1990 on the application ofthe laws of the Member States relatingto veterinary medicinal products andlaying down additional provisions forimmunological veterinary medicinalproducts.
EC. 1991. General Requirements for theproduction and Control of Live Mam-malian Bacterial and Viral Vaccines forVeterinary Use, ref. 111 / 3182 / 91-EN.
EC. 1991b. General Requirements for theProduction and Control of InactivatedMammalian Bacterial and Viral Vaccinesfor Veterinary Use, ref. 111 / 3181 / 91-EN.
EC. 1992. Requirements for the productionand control of porcine live and inacti-vated vaccines, ref. 111 / 3362 / 92-EN.
EC. 1992. Requirements for the productionand control of bovine live and inactivatedviral and bacterial vaccines, ref. 111/3487/ 92-EN.
EC. 1992. Requirements for the productionand control of ovine and caprine live

and inactivated viral and bacterialvaccines, ref. 111/3618/92-EN.
EC. 1993. Requirements for the productionand control of equine live and inactivatedviral and bacterial vaccines, ref. 111/3001 /93-EN.
EC. 1993. Requirements for the production
and control of fish live and inactivatedviral and bacterial vaccines.
USDA. 1994. Animals and animal products.CFR title 90. Animal and Plant HealthInspection Service, United StatesDepartment of Agriculture.
Vaccine manual 429


![1999 [Advances in Veterinary Medicine] Veterinary Vaccines and Diagnostics Volume 41 __ Evaluation of risks and benefits](https://img.pdfslide.us/doc/110x75/613ca5e89cc893456e1e7b63/1999-advances-in-veterinary-medicine-veterinary-vaccines-and-diagnostics-volume.jpg)