Embed Size (px)
Citation preview

F R A U N H O F E R I N S T I T U T E F O R I N D U S T R I A L E N G I N E E R I N G I A O
E D I T O R S : D i e t e r s p a t H | a n e t t e W e i s b e c k e r
A U T H O R S : M a t t H i a s p e i s s n e r | c o r n e l i a H i p p
THE POTENTIAL OF HUMAN-MACHINE INTERACTION FOR THE EFFICIENT AND NETWORKED PRODUCTION OF TOMORROW
pote
nzi
ale
der
Men
sch
-tec
hn
ik in
tera
ktio
n f
ür
die
eff
izie
nte
un
d v
ern
etzt
e pr
od
ukt
ion
vo
n m
org
en
fraunhofer verlag

1
Editors
Dieter Spath, Anette Weisbecker
Authors
Matthias Peissner, Cornel ia Hipp
THE POTENTIAL OFHUMAN-MACHINE INTERACTION FOR THE EFFICIENT AND NETWORKED PRODUCTION OF TOMORROW

2
CONTENTS
1 ABSTRACT .......................................................................... 4
2 INTRODUCTION ................................................................... 6
2.1 Objective .................................................................................................................................. 6
2.2 Procedure ................................................................................................................................. 7
2.2.1 Experts involved ....................................................................................................................... 7
2.2.2 Preparation for the study: identifying issues ......................................................................... 8
2.2.3 Expert workshop: underlying conditions, outlining developments and issues ................... 8
2.2.4 Individual interviews: in-depth and detailed look at issues .................................................. 9
2.3 Structure of the study ............................................................................................................. 10
3 CONDITIONS OF THE PRODUCTION OF TOMORROW............ 12
3.1 Networked and intelligent production .................................................................................. 14
3.2 Transparent systems with real-time information .................................................................. 16
3.3 Flexible deployment of personnel ......................................................................................... 18
3.4 Employeequalification ........................................................................................................... 20
3.5 Standardized processes and traceability ............................................................................... 22
3.6 Safe and secure systems ......................................................................................................... 24
3.7 Product variety and short product cycles .............................................................................. 26
3.8 Internationalization................................................................................................................. 28
3.9 Sustainability ........................................................................................................................... 30
3.10 Mobile devices ......................................................................................................................... –32
3.11 Social media ............................................................................................................................. 34
3.12 New technologies for human-machine interaction ............................................................. 36

3
4 CHALLENGES AND APPROACHES TO HUMAN-MACHINE INTERACTION IN PRODUCTION ........................................... 38
4.1 Design for humans .................................................................................................................. 38
4.1.1 Attractive design ...................................................................................................................... 38
4.1.2 Human-centered development processes .............................................................................. 40
4.1.3 More than a tool ...................................................................................................................... 42
4.2 The role of the human in networked production ................................................................. 47
4.2.1 The human as a sensor ............................................................................................................ 48
4.2.2 The human as a decision maker .............................................................................................. 50
4.2.3 The human as an instigator .................................................................................................... 52
4.3 Multimodal interaction .......................................................................................................... 56
4.4 Using the knowledge and intelligence of the system effectively ....................................... 58
4.4.1 Documentation and knowledge in the system ...................................................................... 58
4.4.2 System intelligence and automation hand-in-hand with the users ..................................... 60
4.5 One design – many variants ................................................................................................... 63
5 EXAMPLE PROJECTS ........................................................... 68
5.1 EPIK–Efficientuseofpersonnelthroughintelligentandadaptivecooperationand
information management in production ............................................................................... 69
5.2 KapaflexCy-Self-organizedcapacityflexibilityincyber-physicalsystems ........................ 72
6 SUMMARY AND INDEX OF GUIDELINES ............................. 74
6.1 Overview of requirements and guidelines for effective HMI design .................................. 76
6.2 Overview of requirements and guidelines for future-orientated HMI tools ...................... 77
6.2.1 SupportwithefficientHMIdevelopment .............................................................................. 77
6.2.2 Basics of intelligent and context-sensitive production control ............................................. 77
6.2.3 Interfaces and communication functionality ......................................................................... 77
6.2.4 Support for new technologies ................................................................................................ 77

4
The human-machine interface (HMI) is becoming increasingly
important for controlling and monitoring industrial processes.
For manufacturing companies, HMIs provide an excellent
contribution to productivity, efficiency and employee
motivation. Further, machine and equipment manufacturers
guarantee themselves a competitive advantage through
ergonomic HMIs. Attractive design should express the ability
of the company to innovate, demonstrate the technical
excellence of the machine and create characteristic features.
Further, In addition to methodical and design-related know-
how, development tools and engineering environments are
also responsible for the efficient creation of high-quality HMIs.
An earlier publication1 by Fraunhofer IAO outlines the quality
characteristics required of such modern HMIs. This study
expands on these results, looking at current and future trends
in production and the effects on the requirements that will be
made of HMIs and HMI engineering tools in the future.
The most important changes to the underlying conditions in
the production of tomorrow can be summarized under the
term “Industry 4.0.“ Sensors and actuators will be widely
networked in the production environment and will allow
intelligent and immediate reaction to relevant results and
changes. In addition to increasing product diversity for the
conditions of mass production, they allow increased flexibility
of production processes, which consequently requires a work
force with flexible working hours and diverse qualifications.
Other changes concern the increasing significance of security
and traceability of processes, which will lead to increasing
standardization amongst other things. Trends which are
already constant, such as internationalization and
sustainability, will also create new impulses in the future.
Furthermore, current IT such as social media, mobile devices
and alternative interaction technologies, will influence and
extend the underlying conditions and design freedom for
modern HMI solutions.
ABSTRACT1
1 Bierkandt, J., Peissner, M., Hermann, F. & Hipp, C. (2011). Usability und Human-Machine Interfaces in der Produktion. Studie Qualitätsmerkmale für Entwicklungswerkzeuge. [Usability and Human-Machine Interfaces in Production. A Study of Quality Characteristics for Development Tools] Dieter Spath, Anette Weisbecker (Ed.). Fraunhofer Verlag. Download at: http://wiki.iao.fraunhofer.de/images/studien/usability- und-human-machine-interfaces-in-der-produktion.pdf

5
In order to meet the upcoming challenges, there is a range of
requirements for HMI design and the HMI tools used: open
interfaces and compatibility with other IT systems is required in
order to be able to portray future networking scenarios in
efficient development processes. This also includes support
and meaningful use of methods of cooperation from Web 2.0
and new interaction technologies. Another issue is the
development in an interactive and user-orientated design
process that, in addition to efficient completion of tasks, also
includes emotional usage factors. Lastly, transparent and
accurate visualization is increasing in significance: both from
the monitoring of complex and sometimes abstract situations,
and also in order to offer effective support - especially in the
event of faults and exceptional situations. In doing so,
personalization and adaptation of the content, forms of
display and interaction mechanisms are of great interest.
In this study, requirements and guidelines for the design of
high-quality HMIs and the corresponding engineering tools are
formulated. They can serve as orientation in future HMI
projects, both for the design and development of attractive
HMIs and efficient engineering tools, as well as for the
selection of a suitable and future-proof HMI engineering
environment.

6
HMIs are frequently created with special development tools.
These tools make development easier, for example through
classic SCADA3 functionalities and drivers for machine
controllers. On the other hand, they sometimes limit the HMI
design possibilities and their design determines the manner in
which designers go about the design and implementation of
the HMI. Therefore, the selection of an HMI development tool
frequently influences the work entailed in development and
the quality of the resultant HMI to a considerable degree.
Fraunhofer IAO has already described quality characteristics of
such tools and the development of high-quality HMIs in a
study published at the end of 20114. This study focuses on
recommendations based on current requirements and
underlying conditions.
However, most HMI projects have a lifecycle of more than ten
years. In addition, a longer-term decision in relation to
technology is often connected with the selection of a
development tool. Therefore, already-foreseeable
developments and future requirements should be taken into
account when selecting an HMI tool.
2.1 Objective
Easily operable and attractively interfaces between humans
and machines support the user in more than just learning and
operating a system. They also serve to positively influence
purchase decisions and to support a company‘s own brand
communication. Intuitive user interfaces can be communicated
to customers as a clear step in innovation and are a feature
that distinguishes a company from its competitors.
In doing so, the human-machine interface (HMI) in today‘s
production goes far beyond the mere control of machine
functions. It serves, in particular, for the visualization of
progress during processes, instructions for manual activities,
the administration of recipes and production programs and
support for various monitoring tasks through to integrated
management of everything that occurs in the whole
production process. HMIs should therefore be understood with
a broader definition, including all points of contact between
the different user groups and the IT systems in the whole
production environment. Appropriate to the complexity, user-
orientated development processes2 have now established
themselves as a fundamental basis for successful HMI design.
Based on the understanding of the user groups, their tasks
and the conditions under which they use the systems,
operational processes and interactive concepts are developed,
tested and iteratively optimized. Thus, a high quality of
operation and an optimal adaptation of the HMI to the
working processes can be achieved. In addition, the graphic
design of the user interface has become more important in
recent years. A primary objective is the efficient visualization of
important information and interrelationships. Furthermore, it is
a case of creating an aesthetic identity that is able to create
trust, a connection and a positive attitude.
2 See ISO/TC 159/SC 4 (2010). ISO 9241-210:2010 Ergonomics of human- system interaction - Part 210: Human-centered design for interactive systems.
3 SCADA: Supervisory Control and Data Acquisition
4 Bierkandt, J., Peissner, M., Hermann, F. & Hipp, C. (2011). Usability und Human-Machine Interfaces in der Produktion. Studie Qualitätsmerkmale für Entwicklungswerkzeuge. [Usability and Human-Machine Interfaces in Production. A Study of Quality Characteristics for Development Tools] Dieter Spath, Anette Weisbecker (Ed.). Fraunhofer Verlag.
INTRODUCTION2

7
2.2 Procedure
The contents of this study were compiled on the basis of
workshops and interviews with relevant experts. In doing so,
the perspectives of production operation, IT and human-
machine interaction were covered. In order to combine the
future-orientated perspective of the study with a strong
relationship to practical application, experts from science and
practice were involved. The experts taking part provided, in
addition to experience within their own companies, valuable
input from cooperating companies, consulting projects and
larger training measures.
2.2.1 Experts involved
In addition to the authors, the following people made valuable
contributions to this study in workshops or individual
interviews (listed in alphabetical order):
� Markus Ammann,
VOLLMER WERKE Maschinenfabrik GmbH
� Mario Beck, KHS GmbH
� Jan Becker, KHS GmbH
� Wolfgang Buchkremer, ELOPAK GmbH
� Dr.-Ing. Stefan Gerlach, Fraunhofer IAO
� Lorenzo Guazelli, Danieli & C. Officine Meccaniche S.p.A.
� Dr. Fabian Hermann, Fraunhofer IAO
� Tobias Krause, Fraunhofer IAO
� Doris Janssen, Fraunhofer IAO
� Joachim Lentes, Fraunhofer IAO
� Hagen Nürk, IST METZ GmbH
� Friedrich Schneeberger, PAGO Fruchtsäfte GmbH
� Univ.-Prof. Dr.-Ing. Dr.-Ing. E. h. Dr. h. c. Dieter Spath,
Institutsleiter Fraunhofer IAO
� Phillip Werr, Ing. Punzenberger COPA-DATA GmbH
Therefore, the objective of this study is to consider the current
and future changes and developments in the production
environment and to analyze their potential effects on HMI
design. On this basis, the study identifies and explains:
� Design recommendations and best-practice approaches
for effective, pioneering HMI design.
� Requirements for future-proof HMI development tools.
This study therefore offers designers and developers of HMIs
an orientation aid for the strategic development of successful
design concepts. Furthermore, it supports companies in
selecting a suitable development tool, which equips them for
future developments. Additionally, the study offers
manufacturers and providers of development tools information
on trends and technologies which should be considered for
future developments and refinements.

8
1. Introduction:
Presentation of the objectives and display of the prior
considerations, including the main issues.
2. Future issues and trends:
Brainstorming, presentations and discussion on the
following main questions:
� What IT system properties will be important in the future
for efficient and human-orientated production?
� What technologies and working methods will be
important in the future?
� What does human work look like in the production of
tomorrow?
3. Strategies and objectives of the future
Brainstorming, presentations and discussions on the
following main questions:
� How will the strategic objectives of manufacturing
companies change in the future? (for example, use of
resources, security, etc.)
� How will the achievement of important objectives be
measured in the future? (key performance indicators)
� What strategies will be used to achieve objectives
efficiently in the future?
4. Summary and conclusion
2.2.2 Preparation for the study:
Identifying subject areas
Initially, subject areas which were chosen were considered to
be the main issues the study should address.. In doing so,
experiences and findings from numerous research and
development project from Fraunhofer IAO were included.
Furthermore, foreseeable technical progress and trends were
included - in particular from the current Industry 4.0
discussion. The main issues identified in this first stage include:
� Efficient process and cooperation models
� Networking and integration beyond the limits of
equipment, company and technology
� Ergonomic and attractive HMI design
� Efficient system engineering
� New technologies for human-machine interfaces
� Mobility and flexibility
� Individualization and context-adaptation
� Automation and support for actions
2.2.3 Expert workshop: Underlying conditions,
developments and issues
A workshop was carried out for the second stage in order to
structure and finalize the scope that the study examines. The
workshop lasted four hours and was moderated by Cornelia
Hipp and Matthias Peissner (both Fraunhofer IAO). Five more
experts from the Fraunhofer IAO took part. In the process, the
areas of production management, a digital factory / digital
engineering and human-machine interaction were covered.
Actual project experiences and estimations of future
underlying conditions, developments and issues, came up in
the workshops from these different perspectives. The
workshop agenda comprised of the following items:

9
The interview structure was based on the findings from the
expert workshops and comprised of the following topics:
1. Questions about the company and the interviewee‘s
personal role.
2. Open questions in relation to future developments that will
change the underlying conditions for efficient and human-
orientated production; including technologies, working
methods and the costs and efficiency of new
developments.
3. Questions in relation to opinions regarding trends and
future underlying conditions that were identified in the
expert workshops, for example, networking and
intelligence, transparency, the ability to work in real-time,
employee qualifications, standardization, security,
traceability, range of products, internationalization,
sustainability
4. Questions in relation to opinions with regard to production
support through new developments in human-machine
interaction that has been named in the expert workshops,
for example, user focus, design-for-error, mobile devices,
social web, new interaction technologies, adaptive and
individualized systems, visualization of information.
5. Open questions on other issues that appear important to
the interviewee and to prioritize the issues that have
already been discussed.
2.2.4 Individual interviews:
In-depth and detailed look at issues
The individual interviews were conducted in a semi-structured
manner: some over the phone, some in person. Depending on
the interviewee, the interviews were carried out so that the
interviewee could either, provide depth and detail on the
issues they were particularly familiar with, or could estimate
and clarify the extent the described trends and future
developments can be related to current and foreseeable
industrial practice.
2 . I N T R O D U C T I O N
1. Identifying issues
3. Individual interviews2. Expert workshop
Figure 1: Course of the study.

10
Chapter 5 serves to illustrate the concepts presented in the
main Chapter 3 and 4. Two research projects are shown, EPIK
and KapaflexCy, which exemplify the contribution that
human-machine interaction can provide for networked and
efficient production in the future.
In addition to a summary, Chapter 6 contains an overview of
all identified requirements and formulated guidelines with
regard to the design and engineering of human-machine
interaction.
2.3 Structure of the study
The results of the study can be broken down into two main
areas:
Firstly, changes to the future underlying conditions of
production were identified, which entail new demands for the
design of human-machine interfaces. These changes must
therefore be taken into account for both HMI design and for
the selection of suitable HMI engineering tools. The most
important of these underlying conditions to be expected are
described in Chapter 3.
Secondly, Chapter 4 is dedicated to the human-machine
interface. On one hand, new challenges arise for HMI design
from the predictable underlying conditions. On the other
hand, there is the potential for more efficient production from
the current research activities in the field of human-computer
interaction from the future. Against this backdrop, guidelines
for effective HMI design and guidelines for the selection of
future-proof HMI engineering tools are formulated in
Chapter 4.

11
2 . I N T R O D U C T I O N

12
The underlying conditions of industrial production are
changing. Some of the developments that will have a
characteristic influence in the future already have an effect
today, or are at least already foreseeable. In an HMI project,
many influential decisions are made which remain in place for
several years. Therefore, when selecting a suitable HMI
engineering environment, and for fundamental HMI design
decisions, it is not just the current requirements that need to
be taken into account. A responsible and future-proof project
also includes a forecast of the underlying conditions and
requirements of the future. Such developments presented in
this study were compiled on the basis of meetings and
workshops with experts (cf. Section 2.3) and concentrate on
the underlying conditions that are seen in close conjunction
with the design, development and use of human-machine
interfaces5.
CONDITIONS OF THE PRODUCTION OF TOMORROW
3
5 Another recent study by Fraunhofer IAO presents a detailed investigation of the future framework of production work:
Spath, D., Ganschar, O., Gerlach, S., Hämmerle, M., Krause, T. & Schlund, S. (2013). Produktionsarbeit der Zukunft – Industrie 4.0. Download unter http://www.iao.fraunhofer.de/images/iao-news/produktionsarbeit-der-zukunft.pdf

13
Figure 2: Underlying conditions for the production of tomorrow
Networked and intelligent production
Transparent systems with real-time information
Flexible deployment of staff
New technologies for human-machine interactionSocial media
Employee qualification
Standardized processes and traceability
Product diversity and short product cycles
InternationalizationSustainability
Mobile devices
Secure systems

14
3.1 Networked and intelligent production
In recent years, the fast and continued growth of technology
has resulted in increasingly better network solutions. Mobile
communication increases availability and enables new forms of
collaboration. These developments have also been deployed
within production; however, their potential is nowhere near
exhausted. For example, the social communication forms of
Web 2.0 are still used with a great degree of reservation.
Further, mobile internet usage for the intelligent connection
and networking of humans and machines can be expanded
upon considerably.
Comprehensive and intelligent networking provides great
potential for increasing efficiency in production. Information
from different sources can be combined and called upon from
any desired location. This way, comprehensive information
and important notices can be exchanged without losing time.
It is possible to react extremely quickly to short-term changes
and events. Needs-based, just-in-time, production can be
effectively supported as a result. In addition, service and
maintenance work can be conducted over long distances,
saving costs and time.

15
As a result of the high degree of networking, very large
amounts of data will be available. However, it will be a major
challenge to extract information from this in a way that can be
used profitably to optimize production processes. One
example is the precise calculation of the current production
load and the optimization thereof.
Intelligent production systems will tackle these two aspects:
the networking and the meaningful evaluation of data. In
doing so, information from different sources, such as
messages about machine status and information that is
provided to employees via their mobile devices, will be
integrated. Furthermore, an intelligent factory offers effective
mechanisms to be able to react appropriately to the
information recorded. Additionally, pre-defined and self-
learning information can permanently and automatically
ensure a high degree of efficiency by linking certain sensor
results to regulating mechanisms.
Networking is carried out at different levels:
� Sites in globalized production are networked. As a result
of this, it is possible to compare production processes.
Many companies already connect their branches around
the world in this way.
� Machines provide information on their own status and
thus allow monitoring via a central control room.
Networking also makes it possible to control the
machines from any desired location and to trigger
appropriate actions. Individual machines have already
been triggered to start remote maintenance in order to
ensure high-quality support.
� Superordinate production systems are networked with
their subcomponents, which sometimes come from
different manufacturers.
� Employees are increasingly equipped with mobile and
networked devices. Consequently, they become more
easily contactable and have the ability to retrieve
information when outside of the workplace. This
introduces numerous scenarios for increased efficiency.
� Interfaces to external software for production and
business processes such as ERP or document
management systems offer possibilities for two-way
communication with important data resources.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW

16
3.2 Transparent systems with real-time information
Today, we have comprehensive solutions for monitoring
production parameters. Information on the course of
production, the states of machines, faults and the localization
of these, as well as important key performance indicators
(such as the degree of utilization) can be displayed to the user
and provided graphically in various ways. With the increasing
level of automation and ever-more complex processes,
effective information visualization is now a fundamental
requirement for transparent production systems. Permanent
traceability of what the system is doing becomes especially
important if significant processes no longer have any physical
or directly-perceivable equivalence as a result of the increasing
use of software or through new technologies such as
biotechnology or nanotechnology6. Then there are completely
new challenges for clear and easy-to-understand
visualization.
In addition to appropriate graphical provision of information,
the time components also have a significant influence on the
transparency of the system. As a result of higher computer
processing power and transfer speeds, as well as new
interfaces, much information can now be displayed in real
time. For example, the status of machines and equipment, as
well as aggregated performance figures can be sent and
displayed live.

17
� Personalized display of information:
As a result of the increasing extent and complexity of the
information available, personalized selection and
preparation of the information is becoming increasingly
important. Not all information is as meaningful to all
employees. Management is interested in different
performance figures to those that interest operators.
Furthermore, the informational requirements of individual
people change over time and depend on the situation
and task. Therefore, optimum provision of layers for
different users and usage situations is important.
� Evaluation and further processing:
In order to be able to use the real-time data recorded
reasonably for optimization of the overall system, intelligent
automated functions are often required. These functions
integrate and interpret data and then deduce the
appropriate reaction accordingly. The development of such
mechanisms is sometimes cost-intensive and very
demanding. Furthermore, human decision-makers do not
always want to give up their influence completely.
Therefore, design approaches are required that allow
efficient co-existence of automated mechanisms and the
monitoring and optimization of these by human operators.
The advantages of transparent systems with real-time
information include, the following aspects:
� Quicker reactions:
Reaction times to changes in production systems can be
reduced significantly, because the necessary information
is available immediately. This is a significant advantage in
the areas of troubleshooting and fault rectification in
particular.
� Targeted measures:
Fine-granular intervention is possible as a result of the
exact identification of the sources of the problem.
� Traceability:
The processes are comprehensible and traceable for the
employees. This makes the monitoring of production
easier.
� Increased dynamics:
The data available can be used immediately for other
calculations and short-term optimizations. For example,
shift plans or resource planning can be created and
updated in real time. However, optimum use of real-time
systems also entails particular requirements.
� Requirements for employees:
Quick and appropriate reactions by employees require
certain abilities and subject knowledge, which may
possibly be only acquirable through additional
qualifications.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW
6 Other examples include high speeds that cannot be recorded without aids (such as drinks bottle filling with 50,000bottles per hour) or the monitoring of quality parameters that cannot be perceived by humans (such as during the painting of cars).

18
3.3 Flexible deployment of personnel
There is already a strong demand for the flexible deployment
of personnel. As a result of current developments, it is possible
to conclude that this demand will increase further.
The volumes have become highly volatile. Reliable
forecasts for staffing requirements are thus barely possible.
The extreme fluctuations in the economy lead to further
insecurity, which makes longer term planning difficult.
Many companies react to this with by increasing their
number of temporary workers. As a result of this, the
proportion of core employees, who are employed on a full-
time basis, is reduced. Further, the percentage of temporary
employees not only increases, but fluctuates.

19
In addition, employees will need to be more flexible in regards
to their main activities at work:
� Wider scope of duties – broader qualifications
As a result of the increased degree of automation and
the increased networking (cf. Section 3.1) the current
dominant 1:1 assignment of employee to machine will be
loosened. In the future, employees will be able to react
more flexibly to production events and execute very
different tasks. This increases the diversity of an
individual’s range of tasks. At the same time, a broad re-
qualification for different tasks and areas of activities is
important (cf. next section).
� Ready on call
In the future, ad-hoc work and short-term reactions to
critical events will be required. Networking and real-time
capability of systems, as well as being equipped with
mobile devices, provides the technical requirements for
this – including for outside normal working hours.
� In-service whilst mobile
Certain tasks can also be completed when outside the
workplace and from home.
On the other hand, new ideas for moreflexibleworking
time models were discussed, in order to react to the
fluctuating order situation. This included:
� The conscious creation of comprehensive time accounts
in months with high sales with a subsequent reduction of
time in phases with weak sales.
� More flexible changes of weekly working times and part-
time and full-time employment that can also reflect
changes in the personal prioritization of free time and
salary in different stages of life.
� Lifetime accounts that are kept regardless of the
company are also retained if a person changes employer.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW

20
3.4 Employeequalifications
In industries with a high degree of automation, a development
towards fewer employees with growing responsibilities and
tasks can be observed. There are increasing requirements
forqualifications, for machine operators in particular. They
must be familiar with different machines and manufacturing
processes, have knowledge of complete production lines and
processes and be able to react quickly and competently to
various problems. In addition, the tasks can be more complex,
as information from several networked facilities must be taken
into account at the same time.
In addition to this development, a current trend of increased
use of low-qualified and even unqualified employees is
reported, most of whom are from low-income regions. In such
situations, especially low production costs often occur as a
result of a low degree of automation and high usage of
lowly-qualifiedpersonnel. Furthermore, the product launch
time (time to market) can often be minimized if complex
automation solutions are not developed and it is possible to
start with manual production immediately.

21
In addition to ergonomic user interfaces, individually-tailored
qualificationmeasureswill increasingly be required to cover
the need for highly-qualified and flexibly-deployable staff.
Current and future developments that result in an increasing
requirement for further education include:
� Increasingly shorter product lifecycles and need for
flexibility. As a result, employees are frequently confronted
with new developments.
� An increase in the fluctuation of staff as a result of
reactions to short-term or seasonal events which are
implemented with the help of temporary employees.
These new employees must often be trained quickly (cf.
3.3).
� The increasing heterogeneity of the user groups (cf. 3.8).
Different circles of people must master the same
production processes.
� The lack of specialist employees in Western countries
which will progressively mean that employers are
confronted with the challenge of training new employees
themselves and preparing for company-specific
requirements in a targeted way.
� The demographic shift which will change the supply of
workers. Older employees will also need to become
familiar with new technologies and machines.
Ergo, the following requirements are characteristic of human-
machine interfaces in the future:
� High Usability
User interfaces must be designed in such a way that they
can also be understood and easily operated by employees
with little experience, no qualification and a low level of
education
� Personalization
User interfaces must allow employees with different
competencies and levels of education to use the system
equally effectively. This requirement favors the use of
mechanisms to personalize user interfaces (cf. Section
4.5).
� Keep knowledge in the system
User interfaces should contain the knowledge required
for carrying out tasks which are important to the user.
This will enable less-experienced employees to complete
these tasks and will support frequent change between
different areas of operations. A structured user guide and
context-sensitive systems can make a significant
contribution to this.
� Instructiveness
User interfaces must be instructional: i.e. they must
support the user in acquiring new skills and offer
incentives for them to gain more qualifications - even in
regards to the demographic shift.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW

22
3.5 Standardized processes and traceability
The traceability of actual production processes is becoming
more important. In certain industries, such as the
pharmaceutical and medical technology industries, there are
legal obligations for completely traceable documentation. In
other areas, companies use it to protect themselves against
claims for damages and complaints, as they can precisely
prove that quality management requirements have been
complied with. Depending on the industry, it is possible to
grant access to more than ten years of production data.
In conjunction with the vision of a paperless factory, there is
thus a need for saving and archiving of very large amounts
of data. Firstly, the technical challenges of saving, recovery
and archiving in formats that will remain for the long-term is
entailed. Secondly, there are also significant requirements for
the design of human-machine interfaces; the content that is
searched for must be able to be found easily and the data
structures must be shown in a comprehensible way on the
user interface.

23
In addition to the traceability, the potential for quality
assurance and continued optimization also go in favor of
increased documentation of the actual processes:
� With the monitoring and checking of the production
processes, adherence to requirements can be checked.
� The documentation can support a process of continuous
improvement. The data collated can be subsequently used
for analysis in order to identify issues for optimization. The
behavior and corresponding results of exceptional
situations, that have not yet been fully mastered, can be
used to create regularity and to develop precisely-adapted
procedural regulations.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW
A significant trend for safeguarding an invariable quality of
manufacturing is the standardization of processes.
Approaches to normalize procedures have already been used for
years with “lean production.“ With this, all manufacturing
stages in which the employees are involved are broken down
into clearly divided partial stages. This way, errors which occur
due to a lack of process specification can be avoided.
Furthermore, standardized processes allow a high degree of
user guidance through human-machine systems, in order to be
able to also efficiently include less qualified people in the
process. There are also certain advantages for the traceability. In
highly standardized processes, it can also be sufficient to
document deviations from the standard, such as manual
intervention in the event of a fault.
In addition to the standardization of processes within the
company, increased standardization of the communication
interfaces between machines, equipment and superordinate
systems, such as SCADA and MES, is expected. Existing
standards, such as the Weihenstephan Standard in the food
industry, for example, have a high degree of acceptance in the
marketplace. However, in many cases they do not go far
enough to ensure comprehensive networking beyond system
limits.

24
3.6 Safe and secure systems
Safety will be more important in production processes of the
future.
Occupational safety is the first issue here. For industrial
companies, the well-being of their employees is important not
only for ethical reasons, but also economic reasons. Sickness
and downtimes are risks that must be minimized in these
times of increasing volatility of orders in particular. In the
Western world, there is already a high, legally-regulated level
of safety that is likely to also increase in the interests of the
company in light of the lack of specialist personnel. However,
it is also foreseeable that workplace safety will increase in
importance in developing countries and corresponding
solutions and technologies will be increasingly requested.
Ultimately, in a safe and safeguarded environment, a sense of
the company valuing its own employees is also expressed. This
can lead to increased employee satisfaction, motivation and
thus increased productivity.

25
In addition to the security risks the use of IT brings, nowadays, it
is increasingly recognized that the progress of information
technology also provides enormous potential for increasing the
security of production. Problems and faults can be recognized at
an early stage, sometimes even predicted or avoided before
they occur. Furthermore, interactive systems can support the
analysisandeffectiverectificationoffaults (cf. Section
4.2.3).
Furthermore, secure production systems are important for
avoiding production downtime. Unexpected incidents that
entail larger repairs are connected to a high degree of
economic losses and endanger the ever-prominent success
indicator of the OEE (overall equipment efficiency). Production
downtime or limitations can also entail organizational and
logistical problems. This is particularly the case if production
planning is calculated on a time-critical basis (just-in-time
production).
As a result of the growing use of IT systems, IT security is also
becoming more important. A secure and reliable IT
infrastructure is becoming increasingly important in order to
avoid problems and downtime and to guarantee optimum
planning capabilities. A significant challenge results from the
increasing opening of the production networks. Whilst these
were previously completely self-sufficient and insular in the
past, they are becoming more open to external networks via
the internet. The major advantages that are consequently
created, for the use of mobile devices for networked and fast
communication between different companies and sites, are
faced with new security risks. A secure IT infrastructure
therefore includes security against attacks from outside,
system stability and options to restore previous states in the
event of system failures.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW

26
3.7 Product variety and short product cycles
Nowadays there are hardly any large production series that
have run for years in the same form. This trend, of low
quantities and small lots, will probably increase in coming
years. One reason for this is the massive shortening of product
lifecycles. Another is the increasing variety of products as part
of the megatrends of diversity and individualization. The
significant challenge of this development is the economical
allocation of engineering resources in terms of costs and time
to increasingly smaller production series. Approaches which
will gain significance include:

27
� Setting parameters instead of programming
Engineering tools in the future will mostly be measured
by their extent to provide and support complex and
dynamic production processes efficiently. With the
motto, “set parameters instead of programming,” a
promising approach is now being taken that allows a
basic program to be quickly and easily adapted by
entering case-specific parameters. Thus, a wide range of
different variants can be covered. Such creation of a
human-machine interface appropriate to the task is still a
challenge.
� Efficient tooling up
With low quantities and frequent changing of lots, the
minimization of the time and effort involved in tooling up
will become a certain strategic objective. Automated
solutions that combine lot and recipe management and
minimize manual retooling can provide great efficiency
advantages and eliminate sources of errors. Otherwise,
the system should be equipped so that the required
activities for retooling can be carried out easily, quickly
and without errors. Instructive user interfaces can offer
effective assistance with this.
� Modularization
As a result of the mass customization approach, attempts
are being made to transfer the advantages of cheap mass
production to individualized products. The
implementation is frequently based on a basic product
appropriate for the masses, with certain properties that
can be adapted to create numerous variants. Other
approaches of mass customization are based on building
block approaches for the modular creation of an
individual product
� Simpler manufacturing technologies
Simplification of multi-level production processes will also
be used to reduce the time and effort involved in
engineering. Generative manufacturing processes, which
are currently mainly used for rapid prototyping, offer
excellent potential for small quantities in particular.
� Hybrid automation solutions
In order to be able to keep up with the fast-paced
product cycle, it will be necessary to speed up the
planning process considerably. Hybrid automation models
are becoming increasingly relevant to minimize the time
between construction and production, while not losing
the advantages of automation. Following an extremely
short planning phase, primarily manual production can
be started. Then, increased automation and further
refinements can be progressively implemented.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW

28
3.8 Internationalization
Globalization characterizes the current and future conditions
of production decisively – through the following three aspects
in particular:
� International markets
We are moving in global markets. German and European
products are sold throughout the world and must assert
themselves against products from all parts of the world.
Domestic production also requires the purchase and supply
of raw materials and components from various countries.
� International cooperation and networks
Nowadays, products are frequently produced in
international collaborative networks. In doing so, the
production sites involved are often distributed throughout
different continents and consequently, members of the
different teams come from different cultures.
�Remote service and maintenance
The machines and equipment of leading manufacturers are
distributed to the whole world. However, direct contact and
immediate reactions are required in order to rectify
problems on a short term basis or to provide planned
maintenance and servicing.

29
�Glocalization
A successful HMI design for international sales markets and
user groups requires strategic positioning between global
design and localization. In doing so, the components of the
user interface that should be designed with a uniform
appearance; those that should be adapted to different
language areas and cultures must be clarified.
�Remote access
Remote access to significant information and functions of a
production system and individual machines will be a central
requirement for economic systems in the future. In
particular the possibility to properly carry out servicing and
maintenance that requires a high degree of technical
competence from long distances will gain in significance in
the future. In addition to a corresponding technical
infrastructure, an increasing number of companies are
recognizing the necessary requirements in HMI design,
which includes, appropriate interactive functions,
transparent visualization systems and effective
communication possibilities.
For the design of effective human-machine systems, the
following consequences and requirements arise:
� International HMI design
Optimum HMI design solutions require a deep understanding
of the user, their mental models, ways of working, and
requirements. In doing so, it is usually not sufficient to only
take the meanings of colors that differ between cultures into
account. Cultural standards also influence the interpretation
of icons and symbols, as well as the understanding of
processes and cooperation, working methods and learning
habits.
� International HMI engineering
Software solutions for the creation and administration of
human-machine interfaces should meet all requirements for
secure and efficient internationalization. In doing so, it is not
only important that HMIs are possible with different fonts,
language versions, reading directions etc., but also that the
engineering process for provision of more localized variants is
optimally supported. An example of this could be intelligent
mechanisms for the administration of different language
versions, which take into account factors such as different
text lengths on buttons.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW

30
3.9 Sustainability
“Sustainability” is often discussed in public life, politics and in
companies. The primary reasons for this are the fast-growing
world population, the high use of diminishing natural resources
and the build-up of waste products. Even today, production
systems are expected to take environmental perspectives into
account, just as much as social and economic perspectives.
Thus, a further increase in the significance of resources and
environmentally-friendly technology is clearly evident.
For companies, the question of the extent to which they can
achieve positive effects for their image and purchase decisions
by stressing sustainability arises. This applies for sustainability
when manufacturing the product as well as its subsequent use
by the customers.
Sustainable production processes can save costs. Often we
think of manufacturing processes that save energy and preserve
resources. In doing so, numerous solutions can be found such
as direct recycling of heat emitted, the minimization of water
consumption, the construction of lightweight machines and
the optimization of energy efficiency. This topic thus contains
much potential for pricing that is less than that of the
competition.

31
3 . U N D E R LY I N G C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW
When designing future-orientated human-machine interfaces,
the following requirements arise:
� Transparency
A fundamental requirement for the optimization will be
making the load of relevant resources transparent to
both employees and decision makers in an appropriate
way. In doing so, care should be taken to ensure that the
information is presented in a way which can be easily
interpreted and be classified as meaningful by the target
group.
� Motivation
Furthermore, it is important to be able to persuade the
employee towards the company objectives and to
influence their behavior in this direction. Design
approaches of “persuasive design”7 and “gamified
design”8 can make an important contribution in
changing attitudes and behavior through new insights
and positive incentives (cf. Section 4.1.3).
The reduction of transit routes is an important aspect. Firstly,
long transit routes between globally-distributed transport routes
of a production creation and usage chain are looked at
increasingly critically. Secondly, there are discussions as to
whether the immense daily commuter traffic can be minimized,
by relocating more production sites to cities. The term “urban
production” is also interesting with regard to the constant
growth of cities. For the first time in the history of mankind,
more people live in cities than in the country. Cities therefore
require more resources and produce more waste. This waste
could be interesting as a mine of resources for production in the
future. Industrial heat could also be used to heat residential
living quarters.
The issue is sometimes handled in conjunction with other
corporate social responsibility issues, such as health
management, ergonomics and occupational safety. The
latter considers sustainability of the company’s own human
resources and diverts the focus to the question of how the
health of the employees, performance and employee motivation
can be ensured on a long term basis. In addition to simple
measures of health protection such as the reduction of stored
chemicals not being sealed and the use of separate storage
rooms, health-promoting programs are increasingly offered to
employees.
7 Persuasive design aims to change the attitudes and behavior of the user in a positive way. In doing so, no pressure is exerted, but persuasion and social influence is used
8 Gamified design describes the application of design characteristics and mechanisms that are typical for interactive computer games and other areas such as work equipment, business applications, consumer products, etc.

32
� Furthermore, mobile phones can also be used to include
employees in the handling of faults or problems that do not
occur at production sites. This allows more flexible and
efficient reactions to critical events and increases the
productivity of the workforce. Certain activities can
therefore be carried out from home, which promotes more
flexible working times and an improved work-life balance.
Location-related services can also be implemented through the
localization of mobile devices. Thus the information and functions
offered can be adapted depending on the location of the user, in
order to implement limitations on machine operation when out
of sight. Or information that is particularly relevant to the current
location can automatically be displayed, for example detailed
information on machines that are in close proximity. If reasonable
measures have been taken, it is possible to minimize the time and
effort needed for interaction on mobile devices.
Finally, the location of the mobile device can also be used for the
management of the whole production process. For example,
when delegating urgent tasks, the current location of the
employees can be taken into account, in order to minimize
walking distances and reaction times. In addition, when
approaching a machine, the user of the device detected can
automatically be logged in as the user on the machine, in order
to implement personal documentation and rights management
reliably and efficiently.
3.10 Mobile devices
Mobile devices are now very widespread. According to the
German federal association BITKOM, as at April 16, 2012,
around 88% of all Germans (over the age of 14) use a mobile
phone and one in three Germans already own a smartphone9.
The sales figures of mobile phones worldwide have also
increased considerably in the past years10. As a result of browser-
based remote applications and the installation of special apps,
smartphones and tablets can now be used in many ways. Apps
are already used in the area of production too. As a result of the
expansion of mobile phone networks and wireless LAN, as well
as improved data transmission rates, such services that require a
good data connection can now be used when on the move.
In a networked production environment (cf. Section 3.1) mobile
devices can be used to access different information and systems
from anywhere. This results in a certain location-
independence, i.e. locational disconnection of the user from
the place where their actions have an effect:
� In particular for large-sized production areas, there is the
advantage that information from different floors can be
made available at any desired location. So employees who
are responsible for several machines or entire production
lines can always have a complete overview . They can also
receive notifications when an action is required and look-up
detail information about any desired equipment or process
from anywhere. This results in, interesting scenarios for an
ad-hoc documentation of notable items and quick
reactions to real-time information on faults or any other
urgent need for action (cf. Section 3.2).

33
There are special requirements when designing human-
machine interfaces for mobile devices, including the
following:
� The relatively small displays on most mobile devices require
careful selection of the information to be displayed. It is
often necessary to subdivide larger blocks of information
into smaller units and to offer navigation paths appropriate
to the tasks between the sub-stages.
� Entry of data is also laborious with mobile devices and
should be limited to inputs that are absolutely necessary.
Frequently-entered values can be offered as pre-selection.
Search functions can shorten long navigation paths and are
particularly effective if you have mastered autocomplete
and offer frequently-used options directly as a pre-
selection. In addition, alternative input technologies (such
as voice) offer great potential.
� Mobile communication still unfortunately suffers from
relatively low data transfer speeds. Communication
concepts that, for example, only require a punctual server
connection and otherwise work locally and save data on
the mobile device can compensate for this at least in part.
� The development of user interfaces that are usable on
several different platforms is still a great challenge – both
from the perspective of the technologies and efficient
engineering as well as the usability (cf. Section 4.5). In
addition, the user in the production hall, should experience
a seamless transition between the HMIs of mobile devices
and that of machine panels or PCs.
� If mobile devices are used for warnings and error messages,
it must be taken into consideration that they are not always
noticed visibly by the user. In this case, the use of acoustic
signals and vibration is recommended (cf. Section 4.3).
In light of the increasing prevalence of apps, smartphones and
tablets, it is conceivable that in the future machine-orientated
functions can also be made usable via mobile devices. Where
possible, no separate control panel will be required in certain
cases and the whole human-machine interface can - with the
exception of the emergency-off switch and a few mechanical
controls – be transferred to mobile devices.
Because mobile devices are primarily used by individual users as
a personal device, they offer the best conditions for
individualization of user interfaces. For example, the
extensiveness and depth of detail of the information displayed
can be adapted to the level of knowledge and needs of the
respective user.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW
9 BITKOM Bundesverband Informationswirtschaft, Telekommunikation und neue Medien e.V.: [German Federal Association for the Information Economy and New Media] Jeder Dritte hat ein Smartphone [Every Third Person Has a Smartphone] , Berlin, 2012, http://www. bitkom.org/de/presse/8477_71854.aspx (accessed on September 12, 2012)
10 Statista GmbH: Absatz von Mobiltelefonen weltweit in den Jahren 2005 bis 2011 (in Millionen Stück), [Sales of Mobile Phones Worldwide in the Years 2005 to 2011 (in Millions)] http://de.statista.com/statistik/daten/studie/192704/umfrage/absatz-von-mobiltelefonen-weltweit-seit-2005/ (accessed on September 12, 2012)

34
3.11 Social media
The corporate in-house use of social media in German
companies is still very low. At the end of 2011 / start of 2012,
fewer than 10% of companies stated that they use social
media in product development (7%), knowledge management
(7%) or production (3%)11.
However, in the future, the potential of social media, such as
wikis and blogs, for productive activities in the value chain is
expected to be significantly exploited. This provides attractive
opportunities to actively include employees in the processes of
production planning and control, knowledge management,
and continuous improvement. Areas where social media can
potentially be used include:

35
� The continuous improvement process (CIP) can also be
supported by social media. Accessibility via permanently-
used human-machine interfaces minimizes
communication barriers, allowing people to provide their
own suggestions and proposals for improvement. As a
result of the immediate visibility of the proposals and
corresponding possibilities for all employees to leave
comments, creativity, motivation and sense of teamwork
are reinforced.
In comparison to the technical implementation of such
approaches, the organizational questions, in relation to
integration within existing processes and structures, is certainly
the greater challenge. Exemplary problem areas include quality
assurance and the editing of user-generated content, the
specialist, organizational and social competence of different
user groups and the effective reuse of knowledge gleaned.
� Employees can make text contributions or audio and
video clips to help other employees, for example when
working on difficult tasks or when rectifying problems
that have been solved successfully. This can lead to
significant increases in the efficiency of help systems and
knowledge management – both on the part of the
user and also for those who create help systems and
documentation.
� Sensor information that constitutes the basis for
intelligent production processes can be supplemented,
corrected or validated by employees. In addition,
employees can contribute information on production
status, material and personnel resources and machine
status. This allows reliable production planning and
control, which can be optimized in real time. Fixed
assignments of working processes to individual
employees can be replaced or supplemented by means of
collaborative negotiation mechanisms, in order to use the
knowledge of all employees for optimum use of capacity.
� With blogs, current events and information can be
published. News can be positioned prominently, like on a
pin board and subscribers to the blog would be informed
automatically. For example, important messages for
people on the next shift can be passed on.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW
11 BITKOM Bundesverband Informationswirtschaft, Telekommunikation und neue Medien e.V.: [German Federal Association for the Information Economy and New Media] Social Media in deutschen Unternehmen [Social Media in German Companies] Berlin, 2012, https://www.bitkom.org/files/documents/Social_Media_in_deutschen_Unternehmen. pdf (accessed on 21 February, 2013)

36
3.12 New technologies for human-machine interaction
Technical progress, in particular for recognition technologies,
allows new forms of human-machine interaction that goes far
beyond pressing buttons and using the mouse. In addition to
multi-touch and touch gestures, voice applications are already
in use. Promising technologies with a longer perspective
include eye tracking, gaze control, tangible and touch
interfaces and gesture recognition in open spaces. New
interaction technologies offer the potential for companies to
distinguish themselves by means of innovative operation and
can – if they are used correctly – increase efficiency and also
be enjoyable to use.
However, in order for new methods of operation to be
successful, there must be usage scenarios where they provide
genuine added value and can be integrated into a coherent
and intuitive interaction design. The potential for new
interaction technologies that can be forecasted today includes:

37
� The merging of physical and virtual (IT) reality
Augmented reality (AR) offers massive potential for
efficient support for actions. Usually the view is
augmented through a special set of glasses or the camera
of a mobile device. This way, information on equipment
or items being worked on can be displayed, or correct
positioning and movements of the user’s hand can be
demonstrated1. In the area of employee training, virtual
reality (VR) approaches are especially interesting. With
simulated practice scenarios employees can train for
working procedures in a realistic setting without fear of
making mistakes with serious consequences.
Interaction mechanisms that are based on recognition
technology are generally prone to errors. It is therefore
important that such inputs are always accompanied with clear
feedback so that the user immediately notices any recognition
error and can correct this. Furthermore, with machine
operation in particular, there are frequently functions that
must be carried out completely reliably and directly in order to
avoid breakdowns or accidents. In these cases, the operating
mechanisms used must be safe and resistant to errors.
3 . C O N D I T I O N S O F T H E P R O D U C T I O N O F T O M O R R OW
12 See example: http://av.dfki.de/images/stories/Video/AR_Handbook-2013_v3.mp4
� Touchless interaction
In some areas touchless HMI interaction is of great
interest. Firstly, for hygienic reasons, be it because very
dirty fingers should not touch the touch screen or other
controls or because in a clean room environment, any
unnecessary control object should be avoided and
capacitive touch displays can often not be operated
when wearing gloves. Secondly, touch screen interaction
offers the possibility to carry out manual activities that
require both hands at the same time, whilst different
information is called up or even entered on the screen.
These advantages can be implemented by methods
including eye control, voice control and (sometimes)
gesture control.
� More efficient user inputs
With conventional input using menus and touch or a
mouse, the possible information stages are generally
limited to the objects that are currently displayed. As a
result of this, interaction sequences, to get to a simple
function, are often longer as they require navigation
through several submenus. With multi-touch and touch
gestures, special additional functions can be made
available by means of one single user interaction. Voice
detection also offers the basic possibility of calling up all
functions of a system at any time with a single command.
More impressive is the gain in efficiency that can be
achieved for comprehensive text inputs that can be
simply dictated or recorded via voice.

38
4.1 Design for humans
4.1.1 Attractive design
A growing number of companies recognize the strategic
significance of an attractive human-machine interface. In
production too, interaction design is increasingly understood
to be an important distinguishing tool. In addition to the pure
functionality, reliability and precision of the technical products,
the design is increasingly moving into the consciousness of
decision makers.
With a high-quality HMI design, three strategic objectives in
particular can be combined:
� Communication
The HMI is the (inter)face to the customer and the user. It
decisively determines the user’s experience with the
product and thus the impression that the customer
receives. An HMI that was developed with little care can
communicate a negative image and quality. However, if
this HMI communication is used in a targeted way, the
customer’s and user’s attitudes towards the product can
be positively influenced. At the start of an HMI design,
the properties and particular features that are to be
transported by the HMI and the design methods used for
this should therefore be clarified.
The following outline of challenges and approaches to
solutions identifies requirements and best practice approaches
for effective HMI design and outlines which specific properties
of an HMI engineering environment will be important for
successful HMI projects in the future. For better orientation,
these two types of requirements will be characterized with the
following graphic signs:
Future underlying conditions (see Chapter 3) place new and
amended requirements on the design of the human-machine
interfaces in production. In addition, in recent years,
procedures and approaches for solutions from the field of
human-computer interaction have developed that offer great
potential for efficient and successful interaction in the
production environment. Some of these approaches have
already established themselves in other fields and can – if
adapted accordingly – be transferred to application in industry.
One example is the targeted emphasis of emotional usage
factors, as they are sometimes used in the internet or in the
automotive industry. Other approaches such as multimodal
interaction or adaptive usage interfaces must, in contrast,
orientate themselves more towards current research results.
CHALLENGES AND APPROACHES TO HUMAN-MACHINE INTERACTION IN PRODUCTION
4
Requirements and best-practice
approaches for HMI design
Requirements for future-proof HMI
engineering tools

39
CHALLENGES AND APPROACHES TO HUMAN-MACHINE INTERACTION IN PRODUCTION
13 Bierkandt, J., Peissner, M., Hermann, F. & Hipp, C. (2011). Usability und Human-Machine Interfaces in der Produktion. Studie Qualitätsmerkmale für Entwicklungswerkzeuge. [Usability and Human-Machine Interfaces in Production. A Study of Quality Characteristics for Development Tools] Dieter Spath, Anette Weisbecker (Ed.). Fraunhofer Verlag.
� Innovation
HMI design not only helps to communicate and clarify
technical innovations to the user, but also has enormous
potential for innovation. For example, data that has been
present in the system for a long time can have completely
new value for the user as a result of being presented in a
new visualized form. Furthermore, HMI sketches and HMI
prototypes make technical possibilities and processes
directly perceivable. HMI illustrations are thus an excellent
means to exchange experiences with decision makers,
customers and users and to develop ideas for innovative
approaches.
� Productivity
The productivity of employees can be increased
considerably with user interfaces that feature a high level
of usability. An intuitive illustration requires quick
orientation and error-free operation. More efficient
interaction avoids unnecessary steps and speeds up the
processes. As a result, the time and effort for training
and support is reduced and many tasks can be completed
by different colleagues without specialization or longer
periods of induction (cf. flexible deployment of
personnel, Section 3.3). For HMI engineering tools,
usability plays a dual role: Firstly, it must allow the
creation of high-quality HMIs, and secondly, the time and
effort spent on engineering is reduced if the development
environment itself meets high usability requirements.
HMI Tool 1
Import f rom profess iona l
graphic s programs
HMI development tools should allow users to easily
import graphics from specialized graphics programs. Such
professional programs enable superior graphics creation,
allowing for the development of more attractive HMIs.
Attractive and easy-to-use HMIs place particular requirements
on the tools with which they are developed. The most
important of these requirements are already summarized in
the study entitled “Usability and Human-Machine Interfaces in
Production”1 from Fraunhofer IAO.

40
However, most HMI development tools are still not in a
position to effectively support such a process.
4.1.2 Human-centered development processes
Good design never serves its own purpose; instead it always
supports certain objectives and addresses actual target groups
in the process. The finding that people, in particular the user,
should be placed at the center of all considerations when
developing a new system is a significant insight of many
industrial companies in recent years.
The ISO standard 9241-210 “Human-centered design for
interactive systems”14 describes principles and procedures for
human-centered technical development (see Figure 3). In
addition to the active inclusion of future users into all phases
of development, this standard envisages intuitive refinement
and optimization of design drafts in order to ultimately
achieve a high probability of an efficiently-usable product
design.
Figure 3: Human-centered design process (ISO 9241-210)
HMI Des ign 1
HMI des ign in a human-centered
des ign process
User-orientated design processes have proven themselves
to be extremely successful and practical. Therefore,
companies that value high-quality HMI design are already
orientating their design and development processes in
accordance with the principles of ISO 9241-210.
14 ISO/TC 159/SC 4 (2010). ISO 9241-210:2010 Ergonomics of human-system interaction -- Part 210: Human-centered design for interactive systems.
Plan the human-centeredactivities
Understand and specifythe context of use
Specify the userrequirements
Evaluate: Sati�esrequirements?
Yes No
Produce design solutions

41
HMI Tool 2
Support for i terat ive des ign processes
Advanced HMI development tools should support
iterative design processes; thus, not only supporting the
realization of the end product, but also the development
and refinement of varying draft versions. Features of such
development tools include:
� Information architecture and navigation structure, as
well as support for the definition of the central objects
and views
� Creation of grid and layout templates that can be
used throughout all screen views
� Wireframes and the linking of these to storyboards
(for example via status diagrams or flow charts)
� Simple creation of interactive prototypes (click
dummies) on the basis of wireframes (for example for
early user tests)
� Graphically-created user interface elements that can
be kept as generic modules in a library in order to
be able to reference them in different interaction
scenarios
� Function for identifying, commenting and tracking
15 CIF: Common Industry Format. In a current ISO initiative, documentation formats for the (interim) results of a user centered design process are defined. ISO 25060 offers the framework for this: ISO/IEC TR 25060:2010 Systems and software engineering -- Systems and software product Quality Requirements and Evaluation (SQuaRE) -- Common Industry Format (CIF) for usability: General framework for usability-related information
proposals for improvement (such as from user tests) and
open and completed design decisions in the draft design
� Tailor-made views and processing possibilities for the
different roles in a design process, such as developers,
designers, product managers, user researchers. Also, the
possibility of these people working on simultaneously on
a project
� Support in the creation of documentation such as a user
interface specification
� A support function for requirements management in
the design process could be helpful. This could be, for
example, covered by a reference of design drafts for
requirements that are maintained and administered in a
software tool. A somewhat more laborious alternative
would be the management of requirements in the
HMI environment directly. For example, the HMI
environment could support CIF15 compliant report
formats for requirements specifications or usage context
descriptions
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

42
� Sense of wellbeing and lasting productivity through
usability
In addition to efforts to improve work-life balance, the
ergonomics of software solutions in particular should be
mentioned. The keyword “usability” summarizes the
properties of an interactive system that allows an
effective, efficient and satisfactory completion of working
tasks. As a result of a clear display of information and
easy operation, the productivity of human work can be
increased.
4.1.3 More than a tool
A major task for current HMIs is supporting the completion of
defined working tasks as efficiently as possible. In addition to
this pure “tool” function, HMIs can also have further effects
on corporate strategy. A fundamental distinction between
three levels of effect of HMIs can be made (see Figure 4):
� Occupational safety through design-for-error
A good interaction design relates completely
systematically to error situations such as system errors
(breakdowns) and operator errors (human error). Any
eventuality that could lead to unwanted results should be
considered during the design phase. Design strategies to
avoid the detection and rectification of errors are central
characteristics of a safe and economical system (cf.
Section 4.2.3).
Figure 4: Levels of employee orientation and their equivalent in HMI design
Engagement&
Identification
Wellbeing&
Lasting Productivity
Occupational Safety&
Avoidance of Down TimeDesign for Error
Usability
User Experience

43
User experience (UX) is now considered one of the major
factors for the success of a product. Whilst conventional
usability engineering is primarily aimed at successful
completion of working tasks and primarily concentrates on the
avoidance of problems and the resultant stress, user
experience considers issues through a holistic perspective:
� UX considers the human experience holistically and thus
includes emotions.
� UX is interested in the subjective perception of the user.
Objective facts take a backseat to subjective impressions.
� UX considers positive experiences in particular.
In contrast to classic usability perspectives, which are instead
aimed at avoiding negatives, positive feelings, such as
excitement, joy and trust, are the focus.
� Identification and motivation by user experience
Most innovations are barely conceivable without a
commitment that goes beyond the basic mandatory
workload of an employee. A continuous improvement
plan that accepts proposals for improvement from all
colleagues is a good example. However, a fundamental
requirement for this is an employee’s ability to identify
with their company and its objectives. Such employee
commitment can be promoted considerably by the design
of the human-machine systems. The keyword “user
experience” has been summarized in recent years to
mean the properties of an HMI that offer more than the
avoidance of operating problems. User experience means
positive emotions when using technical systems. This
frequently requires interesting characteristics and
attractive design.
Figure 5: User experience encourages employee commitment and creativity(Harbich & Hassenzahl, 2011).
Usability
UX
Execute
Expand
Engage
Evolve
Individual working stages can be carried out without impairment.
Finding new ways to achieve the overridingobjective in an unconventional way.
Motivation to engage yourself beyond the actual tasks.
Working objectives are achieved by means of a different type of execution.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

44
User experience can be achieved through extended
functionality to directed graphical provision. For example,
feedback on personal or group-related performance
parameters (such as “How much has already been produced in
this shift?”) can lead to experiences that relate to competence.
Approaches to rectifying errors or knowledge management
that build on the mechanisms of social media and
communities can address needs for popularity amongst
colleagues, connectedness (we help each other in difficult
situations) or influence (my proposal for a solution could be
included in the general process regulations for the whole
company).
Whilst the value of a positive user experience is beyond
question for the consumer goods industry, there are also
increasingly more companies that know how to use the
specific advantages in industry and when developing capital
goods. A study16 carried out by Siemens shows that designing
HMIs for positive user experience can lead to different patterns
of behavior at work. The authors identify the four ways of
working as EXECUTE, EVOLVE, EXPAND and ENGAGE. The
highest level is characterized by employees’ intrinsic
motivation, which can largely be positively influenced by UX
characteristics. Examples are playful elements (gamified
design) and the possibility to try out new forms of interaction
(see Figure 5).
In the framework model developed by Fraunhofer IAO,
“UXellence,” a positive user experience is directly connected
to the fulfillment of basic human requirements such as
competition (the need to be better than others) or
competence (the need to be able to do something well and to
improve at it) (see Figure 6). If an HMI offers opportunities in
which the basic requirements of the user can be met, a
positive user experiences can be created. The result of a
positive experience can lead to a stronger connection between
user and product and increased employee motivation.
16 Harbich, S. & Hassenzahl, M. (2011). Using behavioral patterns to assess the interaction of users and product. Int. J. Human-Computer Studies 69 (2011). 496–508.

45
HMI Des ign 2
Des ign for bas i c human needs
It is recommended that within the HMI conception and
design stage, solutions should address not only the
optimum completion of tasks, but also the user’s basic
human needs.
While doing so, different roles and target groups should be
considered.
Figure 6. User experience is an evaluative feeling – EXPERIENCE – when interacting with a product. This evaluation arises from the fulfillment or non-fulfillment of basic human needs.
Popularity Influence
CompetitionConnectedness
Physical Wellbeing
Stimulation
Collecting the meaningful
Self-fulfillment
Security Competence
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

46
A special example for the targeted addressing of basic human
needs in human-machine interfaces is “gamified design,”
which applies mechanisms and design approaches that are
familiar from computer games in order to achieve the highest
possible degree of involvement and user motivation. Major
elements in this are the design of certain aspects of tasks as a
challenge for the user, reward systems for successes and
competition with other players (users). The example in Figure 7
makes it clear that “game mechanisms” can be used in a
targeted manner to positively influence user motivation and
behavior.
Figure 7: The energy supplier PG&E uses the need for competition. A smart meter allows comparison of your own energy use with neighbors.
Figure 8: With their “One Liter Limited“ tap, the designers Yonggu Do, Dohyung Kim and Sewon Oh1 are increasing awareness of water consumption when washing hands.
17 http://www.yankodesign.com/2011/02/04/one-liter-limited/
“Persuasive design” follows similar objectives to “gamified
design”. The example in Figure 8 tries to positively influence
both the user’s awareness of water consumption and their
actual behavior. It does so by clearly displaying the limit of the
amount of water given without interruption (one liter). This is
just enough for a single action of washing hands.

47
4.2 The role of the human in networked production
In the context of “Industry 4.0”, (cf. Sections 3.1 and 3.2),
human workers in production are given new tasks and
functions (Figure 9). The central requirement for future HMI
solutions will be to effectively support these new user roles.
17 http://www.yankodesign.com/2011/02/04/one-liter-limited/
Figure 9: New functions of the human-machine interface
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

48
4.2.1 The human as a sensor
In order to obtain a real-time image of the production status
that is as complete and reliable as possible, information from
different sources is needed. Sensors for the automatic
detection and recording of material, location, correct
functioning, planned progress of a process, for example, are
increasingly being used. However, the performance of the
sensor has natural limits. Firstly, complex interactions often
cannot be recorded by sensors or can only be recorded after
laborious integration of more than one piece of sensor
information. Secondly, there remains some uncertainity, for
example, especially with the joint evaluation of distributed
sensors to detect a situation. Reliable and effective production
systems will therefore also have to rely on a human as an
additional “sensor.” The human can make an active
contribution to recording the situation and manage the
context; thus, optimizing the overall performance of the
sensors and, where necessary, correcting this. The following
recommendations can therefore be formulated for future-
orientated HMIs:
HMI Des ign 3
Di sp lay ing sensor data :
inc identa l and meaningfu l
A fundamental requirement for the involvement of humans
in the reliable recognition of situations is that the HMI
displays the information that is provided by sensor data.
The following requirements arise as a result:
� Incidental:
Information on the recorded status should be
permanent and displayed in such a way that it does
not impair the actual interaction task of the user.
As long as status monitoring is not the primary
task of the user, this information should be clearly
recognizable, though displayed discretely, as long
as no error situations have been detected. Often a
narrow status bar or a defined area of the heading
at the top of the display is appropriate for this. Other
status information can easily be integrated directly
into graphic representations of the machine or
production lines etc. Only if the user identifies a need
to act should the status display deliberately attract
the attention of the user, for example by graphic
accentuation by means of a dialog box if the user
must acknowledge something.
� Meaningful and a clear overview:
Statuses should not overwhelm the user and should
always display an appropriate level of detail. As a
result, the user can interpret and validate these easily.
The permanently-viewable display should relate to the
overall situation. The individual sensor information
can then be called up by the user if necessary. This
also allows the complexity of the information shown
to be reduced.

49
HMI Des ign 4
Access to detailed information and
correction of sensor information
It is important to keep the barrier to user entries as low
as possible. To do this, the time and effort required for
interaction must be minimized to the following steps:
� Detailed information on the status display should
be reachable with a single “click“ if possible. This
is particularly relevant if the user doubts that the
aggregated information is correct.
� Corrections to the status detected should be easily
achieved and allow comments to be added. Since
status changes can have serious consequences, careful
consideration should be given when determining
which user roles can make corrections and when
designing strategies to prevent errors and misuse.
Examples of strategies include person-based tracking
of changes and precautionary questions with explicit
confirmation from the user required.
HMI Tool 4
Se lf - learn ing and se lf -opt imi -
z ing context recogni t ion
Self-learning or self-optimizing mechanisms have great
benefits. If the context management system (MES,
SCADA, ERP) receives a correction made by a user, the
interpretation mechanisms for future calculations can then
be adapted in order to successively optimize the recording
of the situation.
HMI Tool 3
Two-way inter faces for
effect ive context record ing
To allow user inputs for recording situations, the technical
HMI environment must offer two-way interfaces to context
management systems (as a component of MES, SCADA
or ERP for example), which summarize and interpret
the sensor information. Information entered by the user
can then be included in the calculation of the recorded
situation.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N
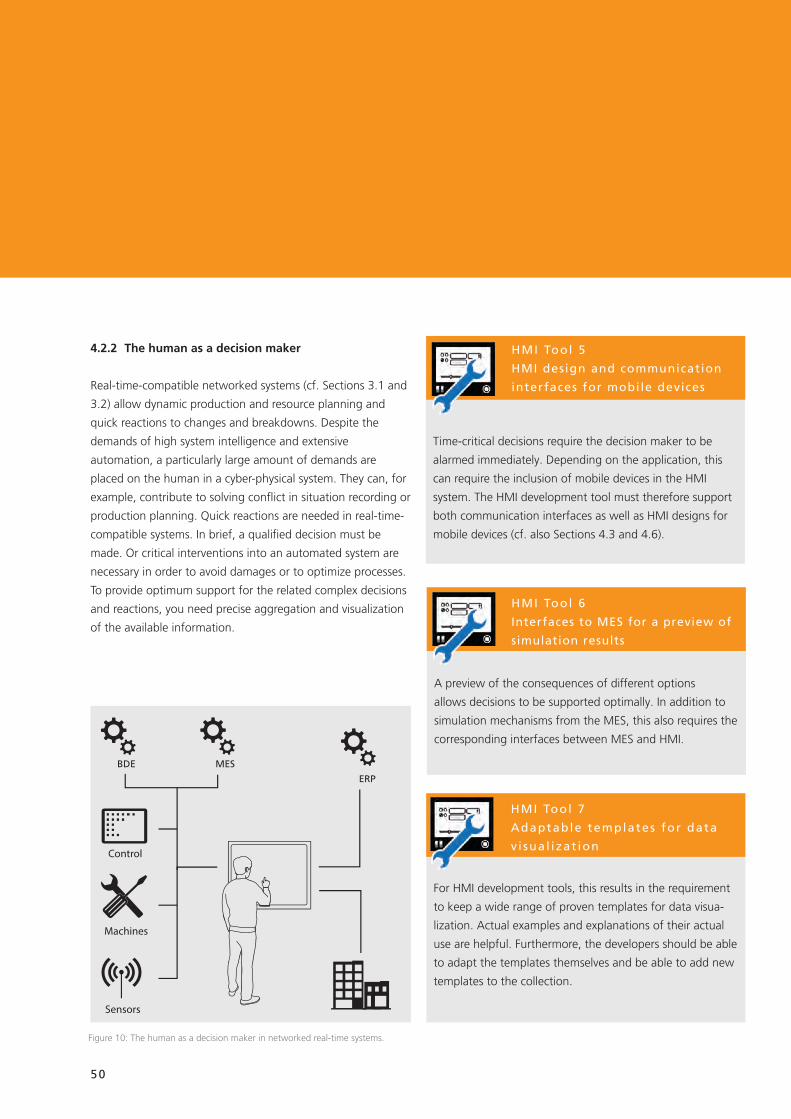
50
HMI Tool 5
HMI design and communication
interfaces for mobile devices
Time-critical decisions require the decision maker to be
alarmed immediately. Depending on the application, this
can require the inclusion of mobile devices in the HMI
system. The HMI development tool must therefore support
both communication interfaces as well as HMI designs for
mobile devices (cf. also Sections 4.3 and 4.6).
HMI Tool 6
Interfaces to MES for a preview of
simulation results
A preview of the consequences of different options
allows decisions to be supported optimally. In addition to
simulation mechanisms from the MES, this also requires the
corresponding interfaces between MES and HMI.
HMI Tool 7
Adaptable templates for data
v i sua l izat ion
For HMI development tools, this results in the requirement
to keep a wide range of proven templates for data visua-
lization. Actual examples and explanations of their actual
use are helpful. Furthermore, the developers should be able
to adapt the templates themselves and be able to add new
templates to the collection.
4.2.2 The human as a decision maker
Real-time-compatible networked systems (cf. Sections 3.1 and
3.2) allow dynamic production and resource planning and
quick reactions to changes and breakdowns. Despite the
demands of high system intelligence and extensive
automation, a particularly large amount of demands are
placed on the human in a cyber-physical system. They can, for
example, contribute to solving conflict in situation recording or
production planning. Quick reactions are needed in real-time-
compatible systems. In brief, a qualified decision must be
made. Or critical interventions into an automated system are
necessary in order to avoid damages or to optimize processes.
To provide optimum support for the related complex decisions
and reactions, you need precise aggregation and visualization
of the available information.
Figure 10: The human as a decision maker in networked real-time systems.
Control
Machines
Sensors

51
HMI Tool 8
Chat , wik i s and b logs
For chat, wikis and blogs or corresponding external
interfaces, (cf. HMI Design 6 Internal communication)
the HMI tool must provide the necessary technical
prerequisites.
HMI Des ign 5
Task-appropr iate and succ inct
v i sua l izat ion
In addition to the pure availability of information, effective
visualization is particularly important for decision making.
The user should have the primary information that they
need to make a decision displayed in a clear and concise
form. At this general level, it is hardly possible to provide
actual design recommendations for information visualiza-
tion18.
However, it is important that any incoming analysis of the
decision-maker groups addressed, their tasks, abilities and
people in charge always represents the basis of the design
and that information that does not appear to be really
necessary for actual decision making is consistently left out.
HMI Des ign 6
Interna l communicat ion v ia
soc ia l media
Discussions with colleagues are frequently necessary for de-
cision making. Ideally, communication with other platforms
is made possible directly by the human-machine platforms
on which the decision is then made directly. Different
communication options can therefore be of interest for the
HMI
� Real-time communication via voice or text chat
(instant messengers) for immediate coordination in
urgent cases.
� Wikis or blogs for longer-term exchange and to collect
knowledge on certain questions and decisions that are
made more frequently.
18 General basic principles of ergonomic design are not the main focus of this study. ISO 9241-12 (Ergonomic requirements for office work with visual display terminals (VDTs) -- Part 12: Presentation of information) offers some basic recommendations for the visualization of information, in particular for the organization of information, the use of graphical objects and conventional coding processes, such as symbols or abbreviations. Other general design guidelines are applicable for the color design in accordance with cultural convention and its use as a solely redundant means of coding information. Ultimately the design rules provide a conceptual framework, in particular for the grouping and arrangement of information according to human perception processes.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

52
4.2.3 The human as an instigator
With increasing automation, routine work is becoming rarer
and the complexity of the tasks is growing. The need for
support is also expanding as, in many cases, a broader range
of tasks need to be undertaken by employees(cf. Section 3.3).
Further, with employees facing new challenges, networking
and mobile devices allow flexibility in terms of time and
location. In addition, there is an increasing need to
permanently coordinate with others and to act as a
coordinated team in order to portray dynamic changes and
increased complexity. Further to the above-mentioned
communication requirements, there are the following
challenges:
HMI Des ign 7
Step-by- s tep ins t ruct ions
Clear instructions that also guide inexperienced users
through the completion of important tasks are becoming
increasingly important for modern HMIs. In addition to
texts, media such as graphics, 3D animations and videos
can be helpful for the presentation of instructions. HMI
designers should pay particular attention to optimize
support for non-productive tasks such as retooling and
rectifying faults.
HMI Tool 9
Integrat ion of mult imedia and
Modern HMI development tools are required to integrate
multimedia content such as graphics, videos and 3D ani-
mations. PDF documents should also be supported because
existing reference material from documentation can be
directly included without additional expense (cf. Bierkandt
et al., 201119).

53
HMI Des ign 8
Visualization of information in
the physical environment
In order to optimally support the execution of physical
activities and promote correct interpretations of physical
circumstances, the HMI design should be integrated into
the physical surroundings as much as possible. This means:
� Use physical context in the HMI design
The use of clear analogies to the objects and actions
of the physical world can enable the HMI design to
make an intuitive connection to the required user
action. Examples include realistic representations of
machines and objects on the display. In specialist
literature, this relationship between design and the
real world is often called “natural mapping“20.
� Expand HMI design beyond the limits of the screen
Effective information systems take on a holistic
approach by also considering their physical
surroundings. To achieve this, the information
displayed by the HMI is correspondingly used within
the surroundings. A simple example is the labeling of
machines or devices by icons that are also used in the
HMI or color coding of fluids using the same color for
the respective filling container.
Further, dynamic visualization of information in
the physical environment can be achieved through
technologies such as augmented reality. Instructions
for action, status messages and accompanying
detailed information can be projected directly onto
the respective object
HMI Des ign 9
Locat ion- independent prov i s ion
of informat ion
In order to exploit the full benefits of networking and the
use of mobile devices, significant information should be
offered and displayed regardless of location. For example,
the production panels of the equipment of a complete
line should be shown on control panels and mobile HMIs.
Particular design requirements here are the overview
of sometimes complex and extensive information and
effective possibilities for navigation.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N
19 Bierkandt, J., Peissner, M., Hermann, F. & Hipp, C. (2011). Usability und Human-Machine Interfaces in der Produktion. Studie Qualitätsmerkmale für Entwicklungswerkzeuge. [Usability and Human-Machine Interfaces in Production. A Study of Quality Characteristics for Development Tools] Dieter Spath, Anette Weisbecker (Ed.). Fraunhofer Verlag.
20 Norman, D. A. (1988). The Design of Everyday Things. New York: Doubleday.

54
With regard to human action, error consideration is a major
issue. The term “design-for-error” summarizes design
approaches that consciously focus on the possibility of errors
and employ targeted strategies to avoid and deal with errors.
Two perspectives are particularly relevant in production: firstly,
human errors must largely be precluded, especially if major
damage can arise as a result. Secondly, as part of the
automation of human action, the focus is increasingly placed
on situations involving system or machine errors in which the
human must intervene to rectify the error.
HMI Des ign 10
Des ign s t rateg ies to avo id
For regular manual activities, a systematic analysis of the
task should be carried out in order to identify all possible
error situations and to integrate appropriate error avoid-
ance mechanisms into the design of human-machine inter-
faces. Interesting examples of application are retooling and
replacement of devices, identification of materials via text
input or selection from a list, material in-feed by loading
and fitting, etc. Also, in addition to clear visualization of
information and direct feedback, effective design-for-error
strategies include the use of mandatory functions that use
“constraints“ to force the user into the correct actions or
the correct sequence21. Furthermore, requests for confirma-
tion before the execution of irreversible tasks help to direct
the user‘s attention to possible sources of error.
21 Norman, D. A. (1988). The Design of Everyday Things. New York: Doubleday.

55
HMI Design 11
Instructions on how to act in exceptional
situations or support via social media
In errors and exceptional situations, quick and correct
action is often especially important – and just as difficult,
because the user often does not have any defined and
practiced action strategies for these situations. As far as
possible, the system should offer detailed and practical
instructions on how to act precisely for difficult exceptional
cases in particular. Because it is often not possible to
foresee every possible error situation and to provide
appropriate support through instructions, the use of social
media is of particular interest in these cases (cf. HMI Design
6 Internal communication).
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

56
4.3 Multimodal Interaction
Multimodal interaction uses more than just one output
channel, such as graphics and audio, while at the same time,
offers the possibility of using different input methods, such as
voice input in addition to touch operation. With the user
inputs, there is a close relationship with the recognition
technologies looked at in Section 3.12.
Multimodal input mechanisms provide the possibility to
improve the precision of recognition technologies in which
several input signals are integrated and checked for
plausibility. Furthermore, multimodal interaction can increase
the accessibility, efficiency and ease of use, as well as the
flexibility of human-machine interfaces. Depending on user
skills or preferences as well as the usage situation, different
input and output formats are available that offer varying
advantages. Especially in the area of system output significant
benefits can be achieved with little effort.
Figure 11: In a research prototype of multimodal guidance of blind pedestrians, the IAT [Institute for Human Factors and Technology Management] at the University of Stuttgart shows how complex information can be provided by different vibration patterns and acoustic information without any graphic output.
HMI Des ign 12
Alternative input and output mecha-
nismswithagoodcost-benefitratio
A modern HMI design should also consider multimodal
possibilities beyond established graphical-manual
operation. In particular alternative input and output
mechanisms should be used if significant added value can
be achieved without great technical effort.
An example is touch displays, which in conjunction with
mobile devices, offer excellent support for flexible and needs-
based delegation of tasks and coordination of employees. The
employees wear a touch display on an armband that informs
them of a need to act and problems by vibrating.
Differentiation of alarming and informing is possible by means
of vibrations at different places on the armband (such as for
different machines), in different intensities or in different
vibration patterns (such as for different alarm categories) (see
Figure 11). The employees are thus immediately informed if
they need to take care of critical states and any specific need
to act – regardless of where they are and what they are
currently doing.

57
HMI Tool 10
Support for mult i - touch and
touch gestures
A modern HMI tool should support both multi-touch
operation and touch gestures. For these operating forms,
the HMI tool should provide a collection of proven
operation mechanisms that clarify the benefits of these
technologies to the developer and make it easier to
use them. Furthermore, efficient possibilities for the
adaptation and expansion of the set of available operation
mechanisms should be offered. For example, new input
gestures could easily be programmed by the developer
repeatedly demonstrating the gesture.
HMI Tool 13
Separat ion of d i sp lay and
interact ion log ic
Different input and output technologies often require
a specific optimization of the display of content. For
example, menus and buttons can have a different size
or arrangement depending on whether the interaction
is via a touch or pointing gesture or eye control and
whether it is via a large control panel or a small mobile
device. With various forms of input and output, it is clear
that information may require a variety of display forms
depending on the situation.
A significant basis of HMI tools is that the interaction logic
is kept strictly separate from the actual display. By this
it is possible to prepare and offer the same interaction
in different display formats efficiently and without
extensive reprogramming of the interaction logic. In
addition, a separation of display and logic (cf. model-view-
controller paradigm22) also offers major advantages for
effective cooperation of developers and designers in an
interdisciplinary team.
HMI Tool 11
Support for a l ternat ive cursor
inputs
It remains to be seen if alternative (and touch-less) cursor-
based input technologies will increase in significance.
Examples of this are control with a Wiimote or eye control.
A specific setup or “reworking“ of the cursor signal is often
necessary in order to filter out things such as involuntary
shaking of the hand or microsaccades of the eye. When
including such technology, it is therefore helpful if the
HMI development tool already offers the corresponding
functions for setting parameters and filters.
HMI Tool 12
Open to new input poss ib i l i t ie s
New interaction technologies often require HMIs to react
to new events (such as pointing gestures, recognition of a
voice command, etc.). Simple mapping of these new inputs
to existing events such as ASCII input or a mouse click is
often not sufficient. Therefore, HMI tools should be open
to the creation of new interaction events that can then
be linked to the interfaces of the interaction technologies
accordingly.
22 Gamma, E., Helm, R., Johnson R. & Vlissides J. (1994). Design Patterns: Elements of Reusable Object-Oriented Software. Reading, MA: Addison-Wesley.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

58
4.4 Effectively using the knowledge and intelligence of
a system
Human-machine interfaces will make an important
contribution to fully exploiting the potential of networked and
intelligent production (cf. Section 3.1). This is because
completely autonomous production systems that do not need
any human interventions or decision making are neither
realistic nor desirable. Firstly, it will be a matter of optimum
bundling, usage and provision of the data available in the
system. This should effectively take the burden off the user
and support them in their tasks (see also Section 4.2).
Secondly, system intelligence and automation must be
traceable and checkable for the user, in order to prevent an
escalation of system errors and ensure a higher degree of user
acceptance.
HMI Tool 14
Interfaces for network ing
with re levant IT sy s tems
If an HMI environment offers interfaces to other IT systems,
enormous increases in productivity can sometimes be
achieved with this. Interfaces to the following systems are
of particular interest:
� MES (Manufacturing Execution System) (cf. HMI Tool
3) also with the MES of other production sites,
� ERP (Enterprise Resource Planning),
� DMS (Document Management System),
� SCADA (Supervisory Control And Data Acquisition).
HMI Tool 15
Compatibil ity and openness in
relation to standards and protocols
Despite increasing standardization and harmonization,
for the exchange of information beyond system limits,
in addition to maximum compatibility, openness of the
interfaces is often required. For integrated production
systems, this results in the requirement that HMI
environments should master various standards, interfaces
and protocols and be open for formats outside of
established standards
4.4.1 Documentation and knowledge in the system
In order to completely exploit the potential of networked
production, HMI environments must provide the required
communication interfaces to the IT systems of production and
related corporate areas. Provision of suitable information is
often a major requirement for the creation of usable
knowledge from data. This requirement for ergonomic HMI
design, for historical data for example, can be handled by an
analysis of relevant situations, requirements and perspectives.
The HMI should also be in a position to always provide the
user with the information required for their current activity (cf.
also Section 4.2.3: The human as an instigator).

59
HMI Tool 16
Stat i s t i ca l and rea l - t ime data
f rom d ifferent perspect ives
Using appropriate data retention and provision, the
HMI tool should support the user in creating views with
comprehensive information on historical data and real-time
data from different perspectives, especially:
� Product: What work steps we carried out, by whom
and to what equipment? What irregularities or errors
occurred in the process?
� Machine/tool: What products were processed,
when and with what equipment? When did which
irregularities or errors occur? When was planned and
spontaneous maintenance and servicing carried out
and by whom?
� Lot/order: as for product. In addition, which products
are parts of the lot? What was the production pattern
(recipe) according to which the lot was created?
� Evaluation and KPI: What are the major key perfor-
mance indicators and parameters at the moment?
How have they developed over time and in relation to
relevant events?
HMI Tool 17
Data communicat ion f rom the
product ion sys tem
In order to allow access to important information, statistical
data and real-time data at any time and from any location,
HMI engineering environments must also provide data from
production outside of the production system. An interes-
ting example scenario for this is management accessing
current KPIs from the office or via mobile devices.
HMI Des ign 13
Address ing task - re lated
informat ion requi rements
During the conception of the HMI, there should be
thorough analysis in terms of the information that is poten-
tially needed by user groups for every operating step and
every screen view. After this, targeted information material
such as documentation, illustrations and explanations
should be provided.
HMI Tool 18
Templates for task -based
informat ion
HMI tools should support a variety of task-specific
information with suitable templates for display and
navigation.
HMI Des ign 14
Access to accompany ing
informat ion mater ia l
HMIs for more complex operating tasks should provide
uniform access mechanisms for accompanying information
material. In doing so, it must be ensured that the display of
the accompanying information can be implemented so that
the actual interaction task is impaired as little as possible.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

60
4.4.2 System intelligence and automation hand-in-hand
with the users
Networked and intelligent production systems offer great
potential for context-sensitive automation and optimization of
important planning and production processes. However, this
requires comprehensive knowledge of the complex
interrelationships of possible events and suitable system
reactions. Both here and with the necessary sensor
performance (cf. Section 4.2.1: The human as a sensor), it
makes sense to have close cooperation between the system
and the person. An example scenario in which the interaction
of system intelligence and user appears to be particularly
interesting is the context-dependent delegation of pending
work tasks to certain employees who are considered suitable
due to their role, experience, current activity and location. If
the person informed can also now forward work orders to
other colleagues or mediate the optimum allocation of tasks in
the team using corresponding communication possibilities,
then the proposals of the system can be refined or corrected
for the sake of optimum productivity and use of resources (cf.
EPIK example project, Section 5.1).
Intelligent automation must therefore be made transparent
and the user must be provided with the possibility to optimize
the system’s performance, by correcting errors, adding missing
knowledge and making difficult decisions if necessary. In
addition to the requirements stated in Chapter 4.2, the
following is also important for this.
Similar to the area of sensor performance (cf. HMI Design 4),
HMI Tool 19
Dynamic user prof i le
HMI tools should allow open and expandable user
administration that, in addition to statistically-defined user
properties, can also record dynamic user variables such as
the current location of the user or the last task that has
been completed.
HMI Tool 20
User- spec if i c messages
HMI engineering environments should support the
implementation of HMI messages relevant to individual
users and defined user groups (grouped by roles or skills,
for example). In addition to technical functionality, a clear
and easily-manageable possibility to define the messages is
important.

61
also the other functions of intelligent production control
should be transparent for, and controllable by, the user.
Different target groups will be interested in different
information and mechanisms: For example, the shift manager
may wish to receive insights and options to exert influence in
automatic task delegation. While on the other hand, the
production manager may want to review comprehensive
reactions to short-term changes in the overall situation of
orders and resources. The basic machine operator will
especially want to trace the mechanisms that concern them
personally and their direct surroundings, such as tracking and
managing the status of the equipment they are responsible
for.
HMI Tool 21
User- spec if i c task l i s t s
Current HMIs are usually assigned to a specific piece of
equipment and consequently display the tasks pending
on this machine or piece of equipment (“a dispatcher“).
As a result of the increased prevalence of mobile devices
and the passing of the 1:1 assignment of operators to
machines, it will become more important to be able to
generate personal task lists. The HMI tool should provide
the technical fundamentals and standard templates for this.
HMI Tool 22
Reject ing and forward ing task
as s ignments
The HMI tool should provide communication that offers
the possibility to reject assigned tasks and to forward task
assignments to other colleagues or groups of colleagues,
for example from the shift manager to his employees and
back again.
HMI Des ign 15
Consc ious dec i s ion for extent of
employee invo lvement
When conceiving the HMI, the possibilities of cooperative
organization of work and the delegation of tasks should
be analyzed in relation to shared interaction with system
intelligence and employees (cf. HMI Tool 22 Rejecting
and forwarding task assignments). In doing so, the
organizational conditions and the possible effects on the
process of production should be considered. Whenever
employee involvement in the coordination processes is
preferred, the above-described mechanisms should only
be deployed so that they do not favor misuse of the
possibilities to exert influence (such as avoiding work by
systematically rejecting tasks).
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

62
A fundamental aspect relates to the question of how much
processes are to be automated. In the occupational sciences,
this question is still a controversial topic of discussion. Whereas
a breakdown into MABA-MABA tables (»Men are better at«-
»Machines are better at«) shows the basic potential of an
optimal division of labor between man and machine, there is
now some cause to not exploit existing automation potential
in full. It has been shown that users who are included in the
working processes (manually) to a high degree can react
significantly quicker to exceptional situations than user who
are hardly involved due to a high level of automation23.
HMI Tool 23
Bidirectional interfaces to
intel l igent system components
In order to allow the display and editability of the
intelligent mechanisms and rules (cf. HMI Design 16), the
technical HMI environment must incorporate bidirectional
interfaces to the respective system components (such as a
component of the MES).
HMI Des ign 16
Intelligent mechanisms and rules
transparent and controllable
The HMI should grant certain user groups insights into the
fundamental mechanisms and rules of intelligent system
functions in order to allow transparency and better user
understanding. In doing so, simplified display forms are
sometimes necessary in order to ensure comprehensibility
and acceptance.
Furthermore, the intelligent mechanisms and rules should
be able to be adapted and expanded as the user is
continuously learning. Both in the display and manipulation
of intelligent mechanisms and rules, the precise extent and
form of display should be determined according to the
specific user group
HMI Des ign 17
Employee invo lvement in
automat ic processes
Automation strategies must be developed hand-in-hand
with the human-machine interfaces. Firstly, consideration
must be given to the manual and cognitive tasks that the
human performs that are to be automated. Secondly, it
should be ensured that despite automation, a high degree
of “user involvement“ can be retained. This will ensure a
significant ability to react in exceptional situations. This can
be achieved primarily through transparent visualizations
of automated processes (cf. HMI Design 16: Intelligent
mechanisms and rules transparent and controllable).
23 Lavie, T. & Meyer, J. (2010). Benefits and costs of adaptive user interfaces. Int. J. Hum.-Comput. Stud. 68, 8 (August 2010), S. 508-524.

63
4.5 One design – many variants
Many trends identified in this study require an HMI design that
provides display variations for different situations and contexts.
Example application scenarios include:
� Varying embodiments of a joint look and feel for
different machines on a production line or for the
different models or model variants of a machine or
equipment manufacturer (cf. Section 3.7 Product variety
and short product cycles).
� Information with different levels of comprehensiveness
and detail should be displayed for different user groups
(roles). Display variants should be selected depending on
user competencies (cf. Section 3.4 Employee
qualification).
� Particular individual aspects of the user require specific
adaptation; for example, the display of different
languages or a special graphical presentation for people
with visual impairments (cf. from Section 3.8
Internationalization).
� Varying layouts, display and interaction mechanisms for
different end devices, such as a control panel with touch
operation, smartphone, desktop computer with mouse
and keyboard, small monochrome display with hardware
keys, etc. (cf. Section 3.10 Mobile devices).
As a result of research, there are already approaches for
adaptive and adaptable user interfaces available, i.e. for
automatic adaptations to different contextual conditions and
for extensive adaptations by the user. Furthermore, there are
approaches for a model-based user interface design that can
operate different target platforms with a draft24. Some of
these approaches are still far from implementation in practice.
However, in the field of internet design, “responsive design” is
a promising approach gaining traction; it allows a dynamically-
changeable layout for websites.
A significant fundamental requirement for a design approach
with several HMI variants is a clean separation of interaction
logic and display (cf. HMI Tool 13 Separation of display and
interaction logic). Furthermore, the following criteria and
recommendations can be deduced for HMI design and future-
proof HMI tools:
24 See for example: Coutaz, J. (2010). User interface plasticity: model driven engineering to the limit!. In Proceedings EICS ‚10. New York: ACM. pp. 1-8. Nichols, J., Rothrock, B., Chau, D. H. & Myers, B. A. (2006). Huddle: automatically generating interfaces for systems of multiple connected appliances. In Proceedings UIST ‚06. New York: ACM. pp. 279-288. Paterno, F., Santoro, C. & Spano, L. D. (2009). MARIA: A universal, declarative, multiple abstraction-level language for service-oriented applications in ubiquitous environments. ACM Trans. Comput.-Hum. Interact. 16, 4, Article 19 (Nov. 2009), 30 pages. Peissner, M., Häbe, D., Janssen, D. & Sellner, T. (2012). MyUI: Generating accessible user interfaces from multimodal design patterns. In Proceedings EICS ‚12. New York: ACM. pp. 81-90.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

64
HMI Tool 24
Support for HMI des ign var iants
HMI engineering environments should support the
development of HMI variants in a targeted manner. For
foreseeable variants, such as different display sizes, langu-
ages or different user roles, the tool should offer a suitable
infrastructure with expandable and editable templates.
HMI Tool 25
Sett ing parameters ins tead of
programming
The approach of setting parameters in a basic program,
which is already established on part, also offers decisive
advantages if it is a matter of creating efficient different
variants of an HMI. Even if a parameter-based approach
might not cover all special cases exhaustively, an HMI tool
can nevertheless use this to offer very efficient support for
the development of consistent HMI variants.
HMI Tool 26
Support ing the c reat ion and use
of gener i c HMI e lements
HMI tools should support the creation and use of generic
elements such as widgets, controls, icons and graphics.
Consequently, consistency can be achieved within HMIs
and between their varients.
A modern approach for achieving consistency and for
the management of design knowledge in teams is design
patterns, which define solutions or aspects of a solution for
frequently-occurring design problems25.
HMI Design 18
Consistent display codes,
information architectures and
control
Despite addressing the varying requirements of specific
user groups, end devices and production processes, it
is very important that the consistency between design
variants is retained. A common look and feel is particularly
important for orientating the HMI user quickly to another
device or another machine, in order to achieve a high
degree of staffing flexibility (cf. Section 3.3). In doing so,
it is particularly important that uniform display codes,
information architectures and control mechanisms are
defined for use throughout all variants of the HMI.
25 Borchers, J. O. (2001). A pattern approach to interactive design. Chichester, UK: John Wiley & Sons Ltd.

65
HMI Tool 27
Support ing HMI
ind iv idua l izat ion
User-initiated individualization (cf. HMI Design 19:
Individualization by the user) must first be made possible
by the corresponding infrastructure of the HMI tools.
It is always favorable for the tool to provide diverse
individualization functions from which the developer or
designer can select to offer to the user. A current example
of extensive individualization is the treatment of HMI
views in the form of widgets. Such widgets allow the user
to individualize the HMI themselves by showing, hiding,
resizing or repositioning the widgets on the screen.
HMI Des ign 19
Ind iv idua l izat ion by the user
A modern HMI design should offer the user options
for individualization so that they are able to set up the
design themselves according to their individual and
contextual requirements. In doing so, a suitable extent of
individualization is to be determined in each case. In many
cases, setting the HMI language and the displayed font
size should be sufficient. With very comprehensive HMIs, a
user-defined composition and positioning of the displayed
views can be helpful to satisfy different information needs
depending on individual tasks and responsibilities.
HMI Des ign 20
High-qual i ty defaul t HMI
desp i te ind iv idua l izat ion
The extensive options for individualization on offer do
not replace HMI design that is precisely adapted to a
target group and the tasks at hand. An efficient and
understandable HMI must always be the default, allowing
the basic functions to be easily operated by all users.
The basis for this is a detailed understanding of the user
groups, their tasks and competencies and the environment
in which it is used.
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

66
HMI Tool 28
Sensor data and rules for
automatic adaptations
Automatic HMI adaptation requires reliable recognition of
the circumstances to which the HMI is to be adapted. A
prerequisite is that the HMI tool must feature interfaces to
different knowledge bases and offer mechanisms to define
adaptation rules.
HMI Des ign 21
Automat ic adaptat ion for
needs -based support
An HMI that automatically adapts to situational
requirements and current needs provides interesting
potential. Examples include:
� The adaptation of the information and help on offer
to the knowledge of the respective user can provide
an incentive for learning and individual development.
People who are new to the job or seasonal workers,
for example, can receive comprehensive explanations
that become shorter with time and practice. Further
information can then be offered instead.
� The adaptation of display parameters in accordance
with individual eyesight, reading distance and
environmental conditions, can optimize display
accessibility. An example of such is the automatic
adjustment of brightness and contrast according to
current lighting conditions.
� The adaptation of the range of information displayed
and interactions offered, in accordance with the user‘s
current location and current activity, as well as the
current system status can reduce the effort required
for interaction.
� Also, the sequence and dominance of menu entries
and function access must be adapted in order to
support frequent processes particularly efficiently.
As part of the HMI conception, the cost-benefit ratio must be
checked carefully because the implementation of adaptive
HMI can be expensive and complex. Furthermore, the
possibility of negative consequences of automatic adaptations
must also be taken into account and it must be ensured that
the adaptations are always transparent and controllable for
the user.

67
4 . C H A L L E N G E S A N D A P P R O A C H E S T O H U M A N - M A C H I N E
I N T E R A C T I O N I N P R O D U C T I O N

68
The following two reference projects from Fraunhofer IAO
demonstrate the trends and challenges described and show
possibilities for solutions. In doing so, it becomes clear that, in
addition to innovative HMI design strategies, technical
functional requirements also need to be created in order to
enable successful usage scenarios for the future.
EXAMPLE PROJECTS5

69
5.1 EPIK–Efficientuseofpersonnelthroughintelligent
and adaptive cooperation and information management
in production
The “EPIK”26 project, supported by the Baden-Württemberg
Stiftung [Baden-Württemberg Foundation] addresses some of
the issues looked at in this study. In particular the approach
shows possibilities for how the ideas of flexible deployment of
personnel (cf. Section 3.3) and individual qualification
measures can be implemented by employees through
individualized and adaptive systems (cf. Sections 3.4 and 4.5)
with the help of mobile devices. Such devices also serve to
determine the location of employees (cf. Section 3.10).
Project partners
� Fraunhofer IAO (coordinator)
� Fraunhofer IPA
� Hobart GmbH
� KHS GmbH
Contact
Matthias Peissner
Phone: +49 711 970-2311
Web
www.epik-projekt.de
Supported by
26 EPIK - Effizienter Personaleinsatz durch intelligentes und adaptives Koopera- tions- und Informationsmanagement in der Produktion [Efficient Deployment of Personnel through Intelligent and Adaptive Cooperation Management in Production]
In each situation, precisely the required competencies should
be available on site within the shortest period of time and with
the lowest expense. As a result of this, errors and breakdowns
can be avoided or rectified as quickly as possible during the
course of production.
In order to achieve this, “EPIK” recognizes the tasks by means
of machine messages and assigns suitable employees to the
tasks recognized. During the selection process, in addition to
authorization, other factors such as current availability,
experience of carrying out the task, and the location of the
employee in the production environment are used. These are
assigned different priorities depending on the urgency of a
task. The employees are informed of their assigned tasks via
mobile devices; everyone is equipped with one of these. For
example, Figure 12 C shows the list of tasks for an employee
who still has two tasks to complete. The employee has the
following options available in the EPIK main menu (see Figure
10 B). For example, the break function can be used to change
the availability status. In the time in which employees are
having a break, they are not taken into account by the system
for urgent tasks.
In addition, employees are supported in overcoming the
increased complexity of their tasks. With the help of an
individualized and context-adaptive human-machine interface,
increased efficiency for individual work assignments is
achieved. Depending on their competency and experience,
each employee receives precisely the information and
interaction possibilities that they need to complete the current
task.

70
There are no directions, because experienced employees are
familiar with how to accomplish tasks in the production
environment in most cases. A function for leaving comments
makes it possible to make knowledge available to others or to
improve the knowledge in the system. Notes on certain stages
of action can be written, which might be of interest to other
employees.
Inexperienced employees are supported at each stage when
working on their tasks. In addition to general information on
the tasks and the replacement parts required to work on
them, employees are given directions and detailed instructions
on what to do. Figure 12 D shows the help for an actual stage
of action. The dual coding with text and picture is to
contribute to easy understanding. In contrast, employees who
already have experience with certain types of tasks only have
an overview of the tasks to be complete. They can
nevertheless have the detailed information shown if necessary.
A - Virtual simulation environment B - Main menu
C - Task list D - Help when working on tasks
Figure 12: User interfaces of the EPIK demonstrator

71
Furthermore, the system offers interaction and communication
possibilities to promote the workforce organizing themselves
and allowing employees to rectify incorrect estimations made
by the intelligent system. For example, employees can reject or
pause certain delegated tasks. In the event that the
information is not sufficient when working on the task,
employees can request help from other colleagues.
“EPIK” was tested as part of a usability and user experience
test with people from production. In doing so, important
aspects of the system’s usability were taken into account, such
as information display, appropriateness to the target group,
efficient and effective operability, interaction design and the
selection of content. Furthermore, subjective assessments
were requested in order to consider people’s complete user
experience. Users evaluated the application as “useful,”
“clearly structured” and “easy to operate.”
5 . E X A M P L E P R O J E C T S
Ultimately, with the help of the planning table software i-Plant
(see Figure 12 A), an automated simulation of a filling plant
could be carried out and the data from several scenarios
collected. A comparison was made between task delegation
by EPIK and the fixed assignment of employees to machines,
each with a different number of employees. The conditions
(orders to be processed, number of bottles for which a
message is triggered, test period etc.) were the same for all
simulations carried out. An extensive analysis provided insights
into efficiency, utilization of resources and precision.

72
Fixed working times from 9:00am to 5:00pm are relics from
the past. In the future, working groups will coordinate their
schedules via their smartphones. Employees will therefore be
provided with greater flexibility and will be able to nominate
for shifts posted with short-notice. Work can then be carried
out as needed – precisely when the customer orders it.
In the “KapaflexCy” research project, solutions are developed
that allow the company to flexibly control its production
capacity together with its employees and partner companies at
short notice.
As a production base, Germany has the distinctive strength of
manufacturing technically-demanding and high-quality
products more quickly and reliably than competitors around
the world. A prerequisite for this is great flexibility of both the
production equipment and personnel. Streamlined production
in sync with the customer makes it necessary to control the
flexible deployment of staff as closely to real time as possible.
Nowadays short-term deployment of staff is still verbal.
Team leaders and shift managers coordinate the times when
employees are present and absent, request support from part-
time employees and temporary staff and plan the use of
temporary staff. To do this, they communicate daily with their
workers, personnel advisers, other team leaders and
temporary recruitment agencies – generally verbally and rarely
with sufficient advanced notice via email.
5.2 KapaflexCy-self-organized
flexibilityofcapacityincyber-physicalsystems
Project partners
� Fraunhofer IAO (coordinator)
� Universität Stuttgart IAT [Institute of Occupational
Science and Technology Management]
� BORGWarner BERU Systems GmbH
� Bruker Optik GmbH
� Flughafen Stuttgart GmbH [Stuttgart Airport
management company]
� Introbest GmbH & Co. KG
� Kaba GmbH
� SAP AG
� Seca GmbH & Co. KG
� Trebing & Himstedt
� Prozeßautomation GmbH & Co. KG
Contact
Dr.-Ing. Stefan Gerlach
Phone: +49 711 970-2076
Web
www.kapflexCy.de
Supported by

73
The new, self-organized control of capacity shortens the
reaction time for companies. If the order situation is
fluctuating and if markets are volatile, the system avoids
unproductive times and reduces the time and effort required
for controlling capacity. The employees enjoy transparent staff
planning and collaboratively agree their working times. With a
better balance between work, family and free time employee
motivation increases.
The project will present new forms of flexibility in capacity
through the use of real-time CPS data, mobile devices and
Web 2.0 technologies. As a result of this, the basis for new
products and services in the growth market of short-term
flexible staff planning is created.
It will be simpler and quicker in the future with mobile
smartphones and social media. For changes to shifts, all
considered employees will receive questions on their
availability to work. Virtually in “real time,” they then decide
as a group who is to provide the additional services. The
production employees will, in the future, be actively involved
in decisions on deployment planning and are themselves
responsible for increasing the flexibility of the company. They
are supported by mobile devices and a newly developed cyber-
physical system (CPS). The CPS provides, in real time,
information on the production environment and learns typical
requirement situations and the appropriate capacity profiles
for this.
5 . E X A M P L E P R O J E C T S
Figure 13: KapaflexCy allows self-organized control by smartphones and social media.

74
of the requirements and design recommendations that will
ensue for the design of efficient human-machine interfaces
and corresponding engineering tools now and in the
foreseeable future. In addition to the individual requirements
and guidelines, included is a page number which provides
reference to the complete text. It should be noted that not all
of these requirements have the same level of priority.
Depending on the industry, degree of automation and other
properties of the actual usage scenario, the individual guiding
principles can be categorized into dimensions such as
“immediate” to “medium-term/long-term” and
“indispensable” to “less important.” For people in a position
of responsibility who promote the design and development of
industrial human-machine systems, they can serve as
suggestions and orientation for future developments in the
future. Decision makers who are faced with the selection of a
suitable engineering environment can use them as a checklist
and evaluation criteria in order to estimate the suitability and
future-proofing of different options.
Human-machine interfaces have not been limited to the mere
control of simple machine functions for a long time. Human-
machine interaction already constitutes a strategically
important role for the manufacturers and operators of
production machines and equipment. As a result of increased
networking and virtualization of the production process, the
significance of comprehensive, informative and simultaneously
easily-notable visualization is increasing. Further, developments
in human resources and automation have led to a growing
need for personalized assistance to support non-productive
activities and rectify exceptional situations. New developments
and innovations from the field of information and
communication technology, such as social media, and the
increasing power of mobile devices present both new
challenges and great potential in this area.
This study considers current developments in the underlying
conditions of industrial production in the future and deduces
requirements and recommendations from these for the design
of human-machine interfaces. Furthermore, requirements and
quality criteria for future-proof HMI engineering tools have
been devised. As part of the development into “Industry 4.0”,
the interface to other IT systems within companies and beyond
company limits is becoming increasingly important. Moreover,
more complex user interfaces require a systematic user-
centered development process that should also be reflected in
the engineering environments. Lastly, the demands placed on
aesthetics and interactions are growing. As a result, there are
new requirements in the fields of graphic display and the
support for alternative input mechanisms.
The following two sections provide a summarizing overview
SUMMARY AND INDEX OFGUIDELINES
6

75

76
6.1 Overview of requirements and guidelines for effective HMI design
HMI Design 1 HMI design in a human-centered design process ........................................................................................40
HMI Design 2 Design for basic human needs ....................................................................................................................45
HMI Design 3 Displaying sensor data: incidental and meaningful .....................................................................................48
HMI Design 4 Easy access to detailed information and correction of sensor information ..................................................49
HMI Design 5 Task-appropriate and succinct visualization .................................................................................................51
HMI Design 6 Internal communication via social media ....................................................................................................51
HMI Design 7 Step-by-step instructions ............................................................................................................................52
HMI Design 8 Visualization of information in the physical environment ............................................................................53
HMI Design 9 Location-independent provision of information ..........................................................................................53
HMI Design 10 Design strategies to avoid errors .................................................................................................................54
HMI Design 11 Instructions on how to act in exceptional situations or support via social media ..........................................55
HMI Design 12 Alternative input and output mechanisms with a good cost-benefit ratio ...................................................56
HMI Design 13 Covering the need for task-related needs ...................................................................................................59
HMI Design 14 Access to accompanying information material ............................................................................................59
HMI Design 15 Conscious decision for the extent of employee involvement .......................................................................61
HMI Design 16 Intelligent mechanisms and rules transparent and controllable ....................................................................62
HMI Design 17 Employee involvement in automatic processes ............................................................................................62
HMI Design 18 Consistent display codes, information architectures and control mechanisms ..............................................64
HMI Design 19 Individualization by the user .......................................................................................................................65
HMI Design 20 High-quality default HMI despite individualization ......................................................................................65
HMI Design 21 Automatic adaptation for needs based support ..........................................................................................66

77
6 S U M M A R Y A N D I N D E X O F G U I D E l I N E S
6.2 Overview of requirements and guidelines for future-proof HMI tools
6.2.1SupportforefficientHMIdevelopment
HMI Tool 1 Import from professional graphics programs ...............................................................................................37
HMI Tool 2 Support for iterative design processes ........................................................................................................41
HMI Tool 7 Adaptable templates for data visualization .................................................................................................50
HMI Tool 9 Integration of multimedia and PDF .............................................................................................................52
HMI Tool 13 Separation of display and interaction logic .................................................................................................57
HMI Tool 16 Statistical and real-time data from different perspectives ............................................................................59
HMI Tool 18 Templates for task based information .........................................................................................................59
HMI Tool 24 Support for HMI design variants .................................................................................................................64
HMI Tool 25 Setting parameters instead of programming ...............................................................................................64
HMI Tool 26 Support for the creation and use of generic HMI elements .........................................................................64
6.2.2 Basics of intelligent and context-sensitive production control
HMI Tool 4 Self-learning and self-optimizing context recognition ..................................................................................49
HMI Tool 19 Dynamic user profile ..................................................................................................................................60
HMI Tool 20 User-specific messages ...............................................................................................................................60
HMI Tool 21 User-specific task lists .................................................................................................................................61
HMI Tool 27 Supporting HMI individualization ................................................................................................................65
HMI Tool 28 Sensor data and rules for automatic adaptations ........................................................................................66
6.2.3 Interfaces and communication functionality
HMI Tool 3 Two-way interfaces for effective context recording .....................................................................................49
HMI Tool 6 Interfaces to MES for a preview of simulation results ..................................................................................50
HMI Tool 14 Interfaces for the networking with relevant IT systems ................................................................................48
HMI Tool 15 Compatibility and openness in relation to standards and protocols .............................................................48
HMI Tool 17 Data communication from the production system ......................................................................................59
HMI Tool 22 Rejecting and forwarding tasks assignments ...............................................................................................61
HMI Tool 23 Bidirectional interfaces to intelligent system components ...........................................................................62
6.2.4 Support for new technologies
HMI Tool 5 HMI design and communication interfaces for mobile devices ....................................................................50
HMI Tool 8 Chat, wiki and blog ....................................................................................................................................51
HMI Tool 10 Support for multi-touch and touch gestures ...............................................................................................57
HMI Tool 11 Support for alternative cursor inputs ..........................................................................................................57
HMI Tool 12 Open to new input possibilities ..................................................................................................................57
78
legal information
Contact address:
Fraunhofer Institute for Industrial Engineering IAO
Nobelstraße 12
70569 Stuttgart
Germany
www.iao.fraunhofer.de
Matthias Peissner
Phone: +49 711 970-2311, Fax: -2300
Bibliographical information of the German National Library:
The German National Library records this publication in
the German National Bibliography; detailed bibliographical
information can be found on the internet at:
http://dnb.d-nb.de.
ISBN: 978-3-8396-0563-9
Printing and further processing
IRB Media Services
Fraunhofer Information Center for Planning and Building IRB,
Stuttgart
Chlorine-free and acid-free paper has been used for the
printing of this book.
© by Fraunhofer IAO, 2013
Publisher: Fraunhofer Verlag
Fraunhofer Information Center for Planning and Building IRB
Postal Address: 800469, 70504 Stuttgart, Germany
Address: Nobelstraße 12, 70569 Stuttgart, Germany
Phone: +49 711 970-2500, Fax: -2508
E-mail: [email protected]
www.verlag.fraunhofer.de
All rights reserved
This work, including all parts thereof, is protected by
copyright. Any reutilization that goes beyond the narrow
limits of copyright law is, without written consent from the
publisher, not permitted and liable to prosecution. This applies
in particular to duplicate copies, translations, microfilming and
storage in electronic systems. The reproduction of descriptions
of goods and trade names in this book does not allow the
assumption that such descriptions within the meaning of
trademark law are to be considered as free and thus likely
to be used by anybody. Insofar as reference is not directly or
indirectly made to laws, regulations or guidelines (such as DIN,
VDI), the publisher cannot assume liability for correctness,
completeness or currentness.