Embed Size (px)
Citation preview
••••••••••••••••••••.,•••••••••••••••••••••••••••.,.,••'"
The Parks Canada
GLASS GLOSSARY
•... . Environment Environnement"'I"" Canada Canada
Canadian Parks Service canadienService des parcs
......................................................................................•..................
The Parks Canada
GLASS GLOSSARYfor the description of containers, tableware, flat glass, and closures
Olive Jones and Catherine Sullivan,with contributions by
George L. MillerE. Ann Smith
Jane E. HarrisKevin Lunn
Revised Edition
Studies in ArchaeologyArchitecture and History
National Historic Parks and SitesCanadian Parks Service
Environment Canada
©Minister of Supply and Services Canada 1985, 1989
Available in Canada through authorized bookstore agents and otherbookstores, or by mail from the Canadian Government PublishingCentre, Supply and Services Canada, Hull, Quebec, Canada K lA OS9.
En fr ancais ce numero s'intitule Glossaire du verre de Pares Canada (n?de catalogue R64-162-1985F). En vente au Canada par l'entremise denos agents libraires agrees et autres librairies, ou par la poste auCentre d'edition du gouvernement du Canada, Approvisionnements etServices Canada, Hull, Quebec, Canada KlA 059.
Price Canada: $12.25Price other countries: $14.70Price subject to change without notice.
Catalogue No.: R61-2/9-27-1989EISBN: 0-660-13245-1I55N: 0821-1027
Revised edition published under the authorityof the Minister of the Environment,Ottawa, 1989.
Editing, layout, and design: Barbara PattersonConcept for cover: Rod WonCover: Drawing by C. Piper
The opinions expressed in this report are those of the author and notnecessarily those of Environment Canada.
Parks publishes the results of its research in archaeology, architectureand history. A list of titles is available from Research Publications,Canadian Parks Service, 1600 Liverpool Court, Ottawa, Ontario,KIA OH3.
••••••••••••••••••••••••••••••••••••••••••••••••••••
......•..•....•......••..••......................•..........................................-..---
The Parks Canada Glass Glossary for the Description ofContainers, Tableware, Closures, and Flat Glass
Olive R. lones and Catherine Sullivan,with contributions byGeorge L. Miller, E. Ann Smith, lane E. Harris, and Kevin Lunn
1 Acknowledgements3 Introduction
7 Part I. Glass General
9 Catalogue Number9 Category
10 Material12 Colour14 Condition16 Commercial Marks17 Personalized Marks17 Manufacturing Techniques17 Mouth-blown Manufacture22 Free-blown Bottles22 Moulded Glassware23 Contact Moulding31 Pattern Moulding32 Optic Moulding33 Press Moulding35 Machine-made Container Manufacture39 Miscellaneous Manufacturing Techniques39 Finishes and Rims43 Bases and Feet47 Vented Moulds47 Lettered and Figured Plate Moulds49 Cutting49 Lampworking50 Glassware Decoration50 With Hot Glass55 With Chemicals55 With Abrasives57 With Adhesives58 Common Decorative Motifs58 Patterns
69 Part n. Glass Containers
71 Category71 Subcategory72 Popular Name (Model)73 Manufacture: Containers75 Commercial Marks76 Personalized Marks76 Decoration: Containers76 Container Descriptions78 Finish
••••79 Bore •80 Lip •81 String Rim •82 Neck •83 Shoulder83 Body Shape •8.5 Heel ..86 Resting Point/Surface •86 Base116 Container Dimensions •••12.5 Part UI. Glass Tableware •127 Category •127 Manufacture: Tableware •129 Base •129 Finish •130 Commercial Marks130 Decoration: Tableware •131 Subcategory •131 Bowl •133 Carafe133 Cruet/Castor •134 Decanter ..134 Dessert Glass •136 Mug/Cup •136 Pitcher137 Plate •138 Sal t and Salt Liner •138 Stemware •141 Drinking Glass ..142 Stemmed Serving Vessel143 Tumbler ..144 Miscellaneous Tableware ..14.5 Indefinite ..14.5 Undiagnostic14.5 Unidentified •..
•147 Part IV. Closures •149 Category .-149 Subcategory ..149 Stoppers ..1.57 Covers1.59 Lids ..160 Liners ..161 Patented Closures ....169 Part V. Flat Glass ..
•171 Category ..171 Subcategory •171 Manufacture171 Window Glass ..........
............•..................•........•......•....•....................•...,......................
173 Bibliography179 Index
Tables
72 Table 1. Category: Container74 Table 2. List of terms for container manufacture
127 Table 3. List of terms for tableware manufacture130 Table 4. Decorative techniques132 Table 5. Category: Tableware
Submitted for publication in 1981 by Olive Jones, CatherineSullivan, et al., Archaeological Research Division, Parks Canada,Ottawa•
••••..••..•..............••......••..••....•..............•..•..•••••••••..•••
•••••••••••••••••••••••••..•••--•••••-------..........
PREFACETO THE REVISED EDITION
Revisions have been made to Potash-LeadGlass (p, 12), Colour (p, 14), Lettered and FiguredPlate Moulds (p, 49), Enamelling (p, 57), Staining(p. 58), and Figures 52 and 91.
ACKNOWLEDGEMENTS
The Parks Canada Glass Glossary is the resultof many hours of discussion and work by themembers of the glass unit, both present and past.A particular debt is owed to Paul McNally, whosework on the table glass in Parks Canada'sarchaeological collections is the basis for thesections dealing with tableware. In addition,grateful acknowledgement is made to JeanneAlyluia, who participated in the preliminary workon the cataloguing system, and to Antony Paceyand Louise C. Lepine, who assisted substantiallyin the preparation of the preliminary edition.
Photographic work was done by Rock Chan,who is responsible for the bulk of the work,Georges Lupien, George Vandervlugt, Jean Jolin,Olive Jones, and Kevin Lunn. The drawings arethe work of Dorothy Kappler, Jane Moussette,Karen Gillies, and Derek Ford. Particular thanksare due Dorothy Kappler for her assistance withthe layout of the composite illustrations.
The majority of the objects illustrated arefrom Parks Canada's archaeological collections,but also illustrated are objects in the privatecollections of George Le Miller, Kevin Lunn, OliveJones, and Catherine Sullivan,
••••..........••..•....•..•••..••••..•••....•....••............•..••••....•••
INTRODUCTION
...................................................................................................,.,.,..
Background
The Parks Canada Glass Glossary grew outof an attempt to create a standardized systemfor the cataloguing of glass artifacts fromsites excavated by Parks Canada. Standardization became essential in the mid-1970s whenthe Parks Canada Material Culture Researchsection decided to participate in the NationalInventory Program, a computerized data storage and retrieval system offered by theNational Museums of Canada. Because theNational Inventory Program used natural language rather than numerical codes, it wasnecessary to standardize terminology as muchas possible to facilitate computer searches forobjects via various traits. Standardization wasalso extended to traits such as measurementsthat would not be used in computer searches•
The National Inventory data base wasviewed as a pool of potential research data. Indesigning a cataloguing manual for use withthe National Inventory system, therefore, anattempt was made to envisage all possibleresearch questions that might arise related totraits of glass artifacts. The resultingcataloguing process was of course very timeconsuming and has forced a rethinking of whatis essential to record•
Cataloguing
Although there has been a great deal ofdiscussion on classification and typology, wellsummarized by Hill and Evans (1972), cataloguing as part of the archaeological processhas basically been taken for granted and discussion of it in the archaeological literaturehas been minimal. In some institutions cataloguing is nothing more than putting a provenience number on the artifacts. At theother extreme there are institutions that gointo great detail in describing each artifact;cataloguing is treated like the process of excavation, where an attempt is made to recordeverything because the site cannot be reexcavated. Usually artifacts are not thrownaway after they are catalogued, so the needfor a complete description of everything thatcan be gleaned from every fragment is questionable. Anyone attempting to incorporateeverything in this glossary into their cata-
loguing process will be in danger of consumingtheir budget with only a catalogue of artifactsas a final product. Few projects can affordthis luxury if continued funding is expected•
What are some of the considerations involved in cataloguing? First, there is a needfor collections management. This includesnumbering the artifacts and making an inventory record of the artifacts from each unit toenable a researcher to be sure all artifacts arepresent when analysis begins. Beyond thatbasic need, each project should evaluate itsown uses for its catalogues and the types ofinformation needed to fulfill those needs.Some researchers use the catalogue as a toolin research but most catalogues are neverlooked at once completed, unless they arepublished. If collections are in open storage itis often much faster to visually scan thecollections than to read the catalogue records•Another consideration is whether the catalogue is to be of fragments or of objects.Cataloguing fragments can be a quickstraightforward process handled by relativelyinexperienced lab workers but cataloguing objects requires time and experienced personnel.Determining which fragments represent objects involves identifying functional forms,identifying parts of a whole, and deciding howmany of each type of object are present. Forexample, do the various pieces of wagon hardware in a collection belong to one or to morethan one wagon; which bottle necks belongwith which bases? If objects are to be catalogued, then the collection requires analysisbefore the cataloguing process begins. Thetime and cost involved have to be weighedagainst the expected results and use.
Different archaeological contexts havevarying potential for answering questionsabout the past and require different types ofinformation and research input. For example,if a site is known to have been occupied for 5years then dating the site using the artifactswould be of questionable value. The artifactscould, however, be used to test alreadyestablished chronologies or to study time lagor artifact use life. Nor do all excavated unitsneed be given the same degree of treatment;treatment should depend on the unit's abilityto contribute to interpretation of the site.Post-occupation fill from an unknown source,for example, would contribute very little
3
information. It would be appropriate torecognize different levels of cataloguingtreatment for different types of contextskeeping in mind the project research questionswhen selecting information to be collected andrecorded.
The above comments relate to site interpretation. Beyond that lies the area of artifact research. With the introduction of computers, archaeological catalogues have the potential to become accessible to researchersfrom institutions other than the one creatingthe catalogue. In addition to providing accessto stored information, the computerized catalogue record can facilitate research questionsinvolving correlation, distribution, and seriation which are essential for studies of chronology, typology, and technology. Many otherquestions related to and growing out of theseinterests can be thought of, along with otherresearch objectives such as pattern recognition and studies of association. It is probablethat almost every trait that can be identifiedfor glass containers and tableware could be ofuse for some research problem. However, theamount of time required for cataloguing, andthe cost of data entry into the computer,prevent such a universal approach.
Once again it is up to the research organization to establish what the objectives are interms of research, and what present and future obligations will be undertaken to provideinformation to other researchers. For example, efforts made to record traits used inestablishing chronologies for objects rarelyrecovered from archaeological sites would notbe a productive use of time. One cannot hopeto cover all research questions that couldcome up, and extensive descriptive cataloguing should not be substituted for research.(For a discussion of the use of the computer inmuseum cataloguing see Chenhall 1975.)
The Glossary
The Parks Canada Glass Glossary reflectsthe types of glass containers and tablewarerecovered from sites excavated by ParksCanada. These sites include French and British military forts and outposts, fur tradesites, domestic and industrial sites, and shipwrecks. In time period the bulk of the collections date from the 18th and 19th centuries.The vast majority of the glass used in Canadawas imported, first from France, then Britain,and later and to a lesser extent from the
4
United States. Other countries were alsosources of glass but not to any extent. Glassmade in Canada did not become a major factoruntil the second half of the 19th century.
The format of this glossary is loosely basedon the artifact cataloguing form adopted bythe Archaeology Research Division, NationalHistoric Parks and Sites Branch, Ottawa.Terms are listed under the appropriate subjectheadings, not alphabetically. The reader willnot find in the glossary an explanation ordefinition of each heading, nor has anyattempt been made to persuade the readerthat the subject breakdowns are the best onesfor a catalogue record. However, the overallorganization is intended to encourage the useof a structured catalogue record. Informationin Part I deals with general aspects of glassartifacts, such as their colour, condition, andmanufacturing techniques. Parts II-V dealwith aspects specific to containers, tableware,closures, and flat glass.
The glossary is intended as a reference toolfor people inventorying, cataloguing, researching, and discussing glass artifacts,specifically containers, tableware, closures,and flat glass. It provides guidance on terminology, measurements to take, and attributes todescribe. It is intended to assist in makingParks Canada's records and reports consistentin terminology and usage, and thus to helpmake one researcher's work comparable withanother's. It is not a cataloguing manual,although it is an indication of what we arelikely to include in the catalogue record.
The terminology, measurements, and attributes were chosen from several types of sources: documentary sources, such as glassmakers' catalogues; government and officialglass industry publications; usages developedover the past years by the glass unit at ParksCanada; research undertaken by that unit; andnumerous secondary sources. A number ofproblems were encountered in selecting the"right" term from these sources. For example,some widely used terms are too vague to bemeaningful; other terms have changed inmeaning over time; different terms were oftenused for the same attribute; and changes inthe glass artifacts themselves made certainterms obsolete.
The final choices of terminology, attributes, and measurements were based onexpediency and the following considerations:
Research potential - Attributes and measurements were chosen which help to esta-
•..•..•....•......••..•••........••..••..•..•......••••••..•..•....••....•••..
••••••••••••••••••••••••••••••••••••••••••••••.....'-'.....'....'.....
blish function, ascription, and date of manufacture.
Common usage - Many terms have been established over the years, both in the literature and in the glass unit. Wheneverpossible these were kept. In instanceswhere the terms are inaccurate but arecommonly understood, they were kept (e.g."wine" bottle).
Consistency - Some terms, although unsuitable in some way, were retained. Forexample, for late-18th century glassware,"down-tooled" lip describes both the manufacturing technique and the shape. For19th and 20th century glassware, however,when finishing tools and machines were inuse, the manufacturing aspect is no longertrue. But the shape continued to be madeand the term has been kept to describe theshape.
Visual reconstruction - Descriptive termswere often chosen to help in visualizing anobject when it is not immediately accessible.
Parks Canada archaeological collections - Thenature of the archaeological collections(types of glassware commonly recoveredand condition of the artifacts) made theelimination of a host of terms and usagespossible and necessitated the addition ofothers.
Accuracy - Terms that gave a clearer representation of an object were chosen overthose in common use that are confusingand/or meaningless. Terms with severaldifferent usages have been eliminated ordefined.
It is hoped that this glossary will be ofassistance for those working with glass fromarchaeological sites.
5
..•.-...••••••..•••till
••tilltill..................•....••••••....•••••••••••••
..............................................•..••••••........•..•..............•....,..........
PART I. GLASS GENERAL
7
•••••••..............•••••••..•..••..•........••..••......••..•....•......•..•
.,.,•.,----.,---.,.,•.,.,.,--••.,•--••.,•.,--••••.,...,---..•.,.,.........,
CATALOGUE NUMBER
By Oxford English Dictionary definition, acatalogue is
Now generally distinguished from a merelist or enumeration by a systematic ormethodical arrangement, alphabetical orother order, and often by the addition ofbrief particulars - descriptive or aidingidentification, indicative of locality,position, date, price or the like.
In archaeology, the catalogue number is thebasic link between the artifact or object andits provenience and whatever else has beenrecorded or described about the item. ParksCanada's catalogue numbers are assigned intwo parts. The first part consists of a sitenumber and a provenience number. At thislevel of labelling several artifacts could haveidentical numbers. If the collection is notbeing worked with or is being inventoried only,then these numbers are not likely to be addedto. However, if an artifact or object isselected for illustration, type collection, or ifthe provenience unit is being catalogued, it isgiven an object number. Object numbers havebeen broadly defined within the Parks Canadacataloguing system. Sometimes the numberrefers to a part of an object such as a bottleneck or occasionally to a whole bottle. Rarelydoes the object number represent a minimumvessel or object count. Therefore, adding upthe catalogue entries will not provide an object inventory. This is particularly true forsites with large assemblages where, for example, several hundred black glass bottle basescannot be matched up with a like number ofbottle necks.
It is recommended that catalogue numbersbe assigned after mending and cross-mendingto minimize confusion resulting from multiplenumbers •
CATEGORY
For purposes of cataloguing, glassware isdivided into several broad functional classifications. Not all of these categories have beendiscussed in detail in this glossary.
Container -- A general term for commercial
bottles and jars. However, we also includesuch items as canning jars, nursing bottles,and toiletry bottles for the dressing table.These last items would have been purchased for use, whereas the commercialcontainers would have been acquired because of their contents. Containers generally outnumber all other functional typesof vessel glass in archaeological assemblages.
Tableware - A general term for vessels usedto serve food and drink, and for glasswareused on the dining table, such as tumblers,bowls, and pitchers, and for decorativeitems such as vases. Tableware is generally the second most commonly occurringcategory of vessel glass in archaeologicalassemblages. Glass tableware comes in adiversity of shapes and levels of decoration, and can be useful as a tool in studyingsocioeconomic status. In la te-l 9th and20th century assemblages there can besome confusion between tableware andcontainers that were originally packers'ware for jelly, jam, and other products butwere used as tumblers when the productwas consumed.
Closures - These are separate items associated with containers or with tableware. If aclosure is attached to a specific object, thetwo items should be catalogued together.
Lighting devices - A term used for glass itemsassociated with illumination, such as lampchimneys, lamps, candlesticks, and lightbulbs (Woodhead et al. 1984).
Flat glass - Used for window glass and mirrorsand not for fragments of flat-sided containers or tableware. Flat glass occursfrequently in archaeological assemblages.
Miscellaneous glassware - A broad termcovering a host of glass objects such aspharmaceutical glassware, marbles, doorknobs, gemstones, clothing items, birdfeeders, insulators, and so on.
Unidentified glassware - A term used forglass artifacts whose function cannot atthe present be identified but which havepotential for identification; it is not usedfor nondescript fragments of glass.
9
Undiagnostic glassware - A term used formiscellaneous nondescript glass fragmentswhose function cannot be determined evenin the grossest sense and whose functionwill probably remain undetermined.
Burnt glass - A term used for glass that hasbeen affected by fire and, as a result, isnot identifiable beyond the fact that it isglass. On occasion an object may berecognizable in spite of being burnt andmay be catalogued in a specific category.However, fire distorts and melts glass insuch a way that the object may look significant when in fact it is not.
MATERIAL
Glass is defined by the British StandardsInstitution (hereafter referred to as BSI) as "aninorganic product of fusion which has cooledto a rigid condition without crystallizing" (BSI1962: 6). Characteristically
Glass is typically hard and brittle andhas a conchoidal fracture; it may becolorless or colored, and transparent toopaque; masses or bodies of glass may bemade colored, translucent, or opaque bythe presence of dissolved, amorphous, orcrystalline material (Society of GlassDecorators 1968: 21).
The major component of glass is silica,which in its pure form can be melted to formglass. Its fusion, however, requires such a hightemperature that it has never been commercially viable (Newman 1977: 284; Rosenhain1908: 5-6). Therefore an alkali has traditionally been added to the silica and served asa flux to lower the melting temperature of thesilica. As purer raw materials came to beused in an effort to obtain higher and moreconsistent qualities of glass, it was found thata non-alkaline base had to be added to thebatch to replace the natural impurities whichhad formerly occurred in the alkali and actedas stabilizers (Newman 1977: 184; Douglasand Frank 1972: 25-26). Glass with insufficient amounts of stabilizer suffers from crlzzling, a condition found on very early Englishlead glasses and some 18th century Frenchtumblers and stemware.
By the late-17th century, the three princi-
10
pal components of glass were silica (silicondioxide, Si02), commonly used in the form ofsand; flux (alkali), either soda (sodium oxide,Na20) or potash (potassium oxide, K20); andstabilizer (non-alkaline base), either lime (calcium oxide, CaO) or lead (lead oxide, PbO)(Rosenhain 1908: 35-53). These fluxes andstabilizers, in various combinations with eachother, have been used historically to definethe main different types of silicate glasses,types that remain in production into the 20thcentury. These types are soda-lime glass,potash-lime glass, potash-lead glass, and limeglass.
In the 20th century many other types ofglasses with different characteristics havebeen developed. The ability of the researcherto identify the type of glass by visual characteristics alone is limited and not dependable.In this regard colour is particularly unreliable.The only way to be absolutely sure of the glasscomposition is by chemical analysis, althoughinferences can be made on the basis of colour,style, and fluorescence once chemical analysishas established that comparable objects areconsistently of a particular glass type. Thedetermination of glass composition is mostuseful for the French period in Canada to helpdetermine country of origin for table glass(see McNally 1979).
Soda-Lime Glass
Also known as soda glass, this is one of themost ancient of glasses and one of the mostcommon. Before the late-18th century, sodawas added to the batch in the form of ashesobtained by burning certain marine plants,such as kelp and seaweed. Soda was and isstill used as a flux throughout the Mediterranean area, most notably in Venice. Althoughsoda glass normally had a bluish or greenishtint due to impurities being present in thebatch, by the 13th century Venetian glassmakers had discovered the secret of colour lessglass and soon became famous for their cristallo. Soda glass is light in weight and appearance and because it sets up quickly, it lendsitself to elaborate forms and decoration. Venetian cristallo was so popular and its quality sodifficult to imitate that in the 15th and 16thcenturies Venetian glassmakers were enticedto set up shops in other European cities. Astyle of table glass known as a la fa<;on deVenise was soon being made in all of the majorEuropean glass centres. This style, made in
••••••••••••••••••••••••••......••.-....•....•........•••..••
•..•....•••..•....•••••..•..••..•••..••..•••..•....•....•....••....•....-
soda-lime glass with soda imported chieflyfrom Spain, remained the dominant one untilcolourless potash glasses were perfected inEngland and Bohemia in the late-17th century.
In 1787 a Frenchman, Nicholas LeBlanc,developed a chemical process to convert common salt (sodium chloride) into soda. Thisprocess provided a purer, more dependable,and more readily available flux than that derived from plant sources (Douglas and Frank1972: 23; Biser ea. 1899: 30). Thus, during the19th century soda was the preferred flux formaking bottles, window glass, and lampshades in European countries (Douglas andFrank 1972: 40). The use of soda was furtherincreased by the development in 1863 by aBelgian, Ernest Solvay, of the ammonia process of producing soda (Biser ea, 1899: 30).This process was simpler, more effective, andcheaper than the LeBlanc process.
As far as table glass is concerned, by theend of the 19th century soda-lime glass wasgradually replacing potash-lead glass. Thiswas undoubtedly due in part to the improvedprocesses for obtaining soda but more importantly to a new glass formula developed in1864 by William Leighton in West Virginia.Although commonly called "lime" or "limeflint" glass, this glass was essentially a newcomposition of soda glass (McKearin andMcKearin 1948: 8) which produced a colourless glass with a brilliance approaching leadglass and with excellent qualities for pressmoulding. It was considerably cheaper thanlead glass and became the dominant type ofglass for inexpensive pressed table glass inNorth America (Douglas and Frank 1972: 40).
By the late-19th century, soda had becomethe major type of flux used in the productionof glass containers and pressed tablewares.With the introduction of automatic glassbottle-blowing machines, the use of soda incombination with lime resulted in a hard,stable glass which set up quickly and couldaccommodate the speed with which the bottleswere produced. Today, colourless bottles arestill made of soda-lime glass (Dominion GlassCompany Limited, ea. 1970: 3).
Potash-Lime Glass
The potash-lime glass industry was untilthe 19th century essentially a "forest" industry. Glassmakers in western and centralEurope, where soda was not readily available,made use of bracken fern and other woodland
plant ashes beginning in the 10th century.These wood ashes, high in potash content,were a good and available source of alkali asthe forests were so extensive and the asheswere obtained as a by-product of the glassmakers' wood-burning furnaces (Douglas andFrank 1972: 6).
The early potash-lime glasses were usuallya green colour due to iron being present in thesand. In Germany and Bohemia this glass wascalled Waldglas and common products includeddrinking glasses and window glass (Zerwick1980: 53).
In the 17th century much emphasis wasplaced on the development of colourless glassformulae. This was in part due to the difficulty in obtaining adequate supplies of soda formaking cristallo, but as well there was agradual shift in taste, particularly in Bohemia,towards heavier glasses which would lendthemselves to engraving. Bohemian craftsmenwere skilled in engraving natural rock crystaland by the end of the 16th century they wereengraving some glass (Douglas and Frank 1972:18). By 1680 a colourless glass made of potashand lime was developed in Bohemia. This"crystal" could be blown into thick, heavyforms and lent itself well to engraving andcutting (Douglas and Frank 1972: 26). Although Bohemian "crystal" was widely exported, table glass imitative of it was made inwestern Europe throughout the 18th century(McNally 1979: 10). During the 19th centurythis type of glass became less popular thanpotash-lead glass but it continued to be made,most particularly into luxury tablewares inBohemia.
In general, potash-lime glass declined inuse during the 19th century due to the switchto coal-burning furnaces and the new processes for obtaining soda. With the advent ofmachine-made glassware, potash-lime glasswas found to be not as suitable as soda-limeglass as it did not set up as quickly.
Potash-Lead Glass
Potash-lead glass, or lead glass, was firstdeveloped in England in 1676 by GeorgeRa venscroft. This glass is colourless, heavy,and lustrous, with a high refractive index. Italso sets up more slowly than soda-lime glassand, although it was first made into Venetianstyles, new styles of glassware which tookadvantage of all of these qualities were soonfashioned. Stemware was characterized by
11
solid bowl bases, straight, knopped, or balusterstems, often with air inclusions, and, perhapsmost importantly, cut and to a lesser extentengraved decoration (Zerwick 1980: 58-60).
By the second half of the l Sth century leadglass was being made in abundance in Englishand Irish glass factories. The secret of itsformula and manufacture was slow to spreadto the Continent, however. Although a demilead glass was being made in the Low Countries by mid-century (McNally 1979: 41), itwas only by 1780 that "the manufacture ofEnglish lead-crystal had become more or lesscommonplace on the Continent" (Charleston1959: 159).
Although chiefly used in the production ofmouth-blown table glass, lead glass was alsoused for making containers, in particular medicine vials (Noel Hume 1969: 43) and smallcondiment bottles, and also lamp chimneys(Douglas and Frank 1972: 40). In the UnitedStates lead glass was used in the manufactureof pressed glassware but was later replaced bythe new soda-lime glass developed by Leightonin the 1860s (Douglas and Frank 1972: 39-40).Today lead glass is still made in great quantities and is the preferred glass for fine tableware and cut glassware.
Presence of lead in l Sth century glassesmay be determined by using ultra-violet light.Under short-wave the characteristic fluorescence of English lead glasses is ice-blue; thedemi-lead is ice-purple. Glasses should alwaysbe compared to a glass with known composition and attribution. Similarity of compositionshould be confirmed using the long-wave light.The ice-purple fluorescence of some late 19thand 20th century colourless glasses mayormay not be due to the presence of lead.Fluorescence of glass under UV light is acomplex phenomena so must be used carefully.The lights are extremely useful as a sortingtool.
The density of the glass can be used toaccurately measure the percentage of lead inthe glass provided the glass does not have toomany air bubbles (Elville 1951: 256-61). Ablack lead-sulphide deposit on excavated glasses indicates the glass contains lead.
Lime Glass
The glass formula developed by Leighton inthe 1860s, and used for bottles and pressedtableware, is commonly known as lime glass,although in reality it is a soda-lime glass. Theterm "lime glass" is sometimes used, as in this
12
lime than the above types, resulting in a case,to distinguish the fact that lime is used as thestabilizer instead of lead (Peddle 1927: 75;McNally 1979: 9). The term has no bearing onwhether soda or potash was used as the flux.
True lime glass has greater amounts ofhigher or near equal proportion of lime to flux.Soda and/or potash may be present in the glassin smaller amounts. In addition there is anappreciable amount of iron oxide which, aswell as giving the glass a dark, greenishcolour, may have acted as a flux. This glass isextremely hard and stable and was generallyused in the manufacture of bottles (wine,spirits, beer) from the 16th through to the19th centuries. It is usually called bottle orgreen glass (Biser ea. 1899: 86). Because ofthe lime content, this glass has been termed"high lime glass" following the chemical analysis of some 18th century dark green bottleglass (see Costain 1978, 1979). In view of theuse of the term "lime glass" to describe glasses with lime as a stabilizer, the term "highlime glass" is preferable for this type of bottleglass, thus avoiding any possible confusion.
COLOUR
Because colour is a universal attribute ofglass and is convenient for mending and establishing minimal vessel counts, it has beenlatched onto by some archaeologists as a classification device. Although classification bycolour is simple to do, the end result is oflittle value for the following reasons: colourdoes not have a direct relation with glass type(the common green, amber, and brown glasscolours can occur in soda, potash, and limeglasses; many lead glasses are coloured); colour is not related to the technology of glassobject production (l.e. it has nothing to dowith whether the glass is free blown, mouldblown, pressed, or machine made); colour isonly weakly related to the function of theobject (almost all colours can be found in alltypes of objects, an obvious exception being"black" glass which does not occur in tableware). Given these factors there is littlejustification for using colour as a means ofclassification. There is a very broadchronology of popularity of various coloursover time; however that chronology cannot beapplied to individual glass objects with anysignificant level of meaning. An attempt willnow be made to explain the complexity ofcolour in glass and the problems in attributingmeaning to it.
•••••••...•...•••••••••••...•••••••....•••..till
till
•••....•••........•••
..............•••••••..•..•..••••••••....•..••................•..................
Colour in glass is usually produced by thepresence of metallic oxides in the batch. Thelevel of concentration of the oxides, theirdegree of oxidation or reduction, the thicknessof the glass, and the presence of other oxidesand impurities in the batch all affect thecolour produced. Among the metallic oxidesmost commonly used to produce and alter thecolour of glass are iron, manganese, cobalt,copper, tin, uranium, nickel, silver, andchromium.
Iron is a major element in the colour ofglass. Rather than being introduced by theglassmakers, iron occurs as a common impurity they go to great efforts to avoid. Iron iscommonly found in sand deposits, and depositswith very low levels of iron are highly valuedfor glassmaking. Other sources that can introduce unwanted iron into the glass batch include the clay used for crucibles, some fluxes,and the glass blowers' tools.
Before the last quarter of the 19th centuryiron impurities played a dominant role in thecolour of most commercial containers produced, imported, and used in North America.The glass manufacturer had three basic waysof dealing with iron in the glass batch: hecould ignore it and accept whatever colourcame out of the crucible; he could attempt tocontrol its oxidation to achieve a lighter colour; or he could add other metallic oxides oragents to either mask or change the colourimparted by iron .
A wide range of colours can be imparted toglass by iron impurities. Low levels of iron ina glass batch produced from an oxidizing environment yield glass in a range of pale yellowshades (Rosenhain 1908: 196); under conditionsof reduction a range of light green tints isproduced (Weyl 1959: 119). With higher levelsof iron present and melting in an oxidizingfurnace, the resulting glass will be brown likemodern beer bottles (Weyl 1959: 116). Largeamounts of iron and manganese in the batchproduce "black" glass such as that used forwine bottles (Biser ea, 1899: 118). Glass witha small amount of iron in the batch can bemade colourless by adding a small amount ofmanganese, "the great decolourizer," whichhelps oxidize the iron and provides a lightpurple tint to counter the green tint caused bythe iron (Rosenhain 1908: 192-93). However,with time glass decoloured with manganesegains a light purple tint due to ultraviolet raysfrom the sun (Biser ea. 1899: 43). Ironimpurities are common to all types of glasses•The wide range of colours (pale yellow, to
light green, to amber brown, to "black") coversthe most common colours for commercial containers before the 20th century.
From this discussion it can be seen that tobase a classification on colour produces atypology that is wound around a very commonimpurity in glass. Most archaeological institutions are poorly qualified in terms of technological knowledge and analytical facilities toestablish the relationship of the various typesof glass with the colour they happen to have.Given these limitations it is recommendedthat minimal time be spent in describing glasscolour, using means such as the Munsell colourcharts.
Beyond the commonly occurring coloursimparted by iron impurities, the glass manufacturer can create a range of colours usingother metallic oxides. Common ones are cobalt for blue glass, copper for green glass,nickel for green glass, and manganese forpurple glass. In addition to coloured glass,large amounts of colourless glass have beenand are still being produced both for tablewareand containers.
Attention will now be focussed on some ofthe more common non-iron colours in glasswhich occur on Parks Canada sites.
Colourless -- This term is used to describeglass with no colour and is preferable toterms like "clear," "White," "flint," or "crystal," which have not been used consistently by contemporary authors or in historicaldocuments. The production of colourlessglass has been a goal of glass manufacturers since early times. Colourless glassrequires silica (sand) almost free of ironand a flux and a stabilizer without noticeable impurities. Colourless soda-lime, potash-lime, and potash-lead glasses have allbeen manufactured in the past, and, exceptfor potash-lime glass, continue to be madetoday.
Solarized -- "Sun coloured amethyst." Thistype of glass is colourless when produced.Manganese, called the glassmakers' soap,was used to overcome the light green oryellow tint of iron oxide in the batch.However the resultant glass turns a slightpurplish tint after prolonged exposure tothe ultraviolet rays of the sun. This typeof glass was most common from the lastquarter of the 19th century until WorldWar I, but it does occur earlier, especiallyin 18th century French crizzled glasses.
13
Blue -- Cobalt is one of the strongest colourants available to glass manufacturers.The rich blue it produces was used particularly in the late-18th and 19th centuriesfor table glass such as salt dishes anddecanters, and for medicine and cosmeticcontainers.
Copper green - Imparted by the presence ofcopper oxide, this colour was used in 18thand 19th century tablewares. It should notbe confused with the more common shadesof light green produced by iron.
Purple - Manganese dioxide was used moreoften for decolourizing glass than for imparting colour. However, when used inslightly stronger concentrations it can produce several shades of purple, including asimulated black glass. It was used forpictorial flasks and some tableware.
Opaque white - Opaque white glass (popularlyknown as milk glass) was used both fortableware and commercial containers. Itcan be produced by using tin oxide or batguano which is high in calcium (Biser ea.1899: 105-6), but there are other opacifiers available as well (see Charleston1954). Opaque white glass was redevelopedby the Venetians in the early-16th century(Polak 1975: 58) and has continued inproduction since that time. In the late19th century it became more widely usedfor tablewares, containers, and lighting devices.
Black glass - "Black glass" is a term frequently used in the literature to refer to darkgreen glass liquor bottles of the 17th, 18th,and 19th centuries. "Black glass" can bealmost opaque and developed out of theswitch from wood to coal as a fuel forglass furnaces in England. "Black glass"has high levels of iron, manganese, carbon,and sometimes cobalt. During the pre1820 period, bottles made of "black glass"were the dominant type of containers usedin the liquor and. mineral water trades.True black glass is extremely difficult toobtain and most black objects, such asbeads, are, in fact, a dense purple colour.
The simplicity of the above discussion isdeceiving. Rarely is the issue of colour simplythe presence of one oxide. Once again it
14
needs to be stressed that classification ofglassware by colour does not identify the typeof glass but simply the oxide present. Theseoxides and colours blend into each other andform continuums. Classifications by suchelusive traits will be very arbitrary and ofdoubtful value.
In describing glass the following list ofcolours and modifiers should cover about 98%of glass artifacts from excavations.
Light - Used as a synonym for pale.
Dark - Used to describe intense colour inglass.
Opaque - Used to describe glass that transmits light but does not allow one to seeactual objects through it. Used to describemilk glass, black glass, and other colours ofglassware with the same quality. Genuinely opaque glass, i.e, glass that does nottransmit light, is extremely rare. Thisterm is not to be used to describe heavilypatinated glass.
Iridescent -- Used to describe glass that hasbeen deliberately manufactured with aniridescent surface, such as "carnival glass."This term should not be used to describepatination.
Marbled glass -- Popularly called "slag" glass.Two different colours of glass have beenstreaked together to resemble marble. Itwas particularly popular in the late-19thcentury for pressed glass novelty items andfor decorative window glass.
Common colours found in glass that can bemodified by the above terms include colourless, green, blue-green, blue, purple, amber,white, red, pink, and black.
CONDITION
The condition of glass recovered from excavations can be the result of the manufacturing of the object, use of the object, or exposure to the post-discard environment. Mostconditions of the glass have low potential foruse in establishing chronologies, or the identification of object function or social status.Unless some research objective can be
......••...•.................•...•..•......•................•..........•....•........••••••••••
--••..••••........••••••••......••..••••..•..•••..•....••••...,.,....,..,..
answered by the condition of the glass, it issuggested that time and effort in describing beminimized•
Most glass recovered from excavations isin the form of sherds. When cataloguing orinventorying it is helpful to record the diagnostic parts present such as necks, bases,stems, rims, handles, finials, etc. In addition,it is useful to know which objects are restorable to the extent that a complete profilecould be drawn. Complete objects should alsobe indicated in the inventory or catalogue.
Internal Features
Except in unusual circumstances it is unnecessary to describe or even discuss the following problems. However these flaws may beuseful in finding fragments of the same vesselwhen mending.
Bubble - A gas-filled cavity within glass (BSI1962: No. 7101). The number or size ofbubbles has absolutely no connection withthe age of the glass. "Seed bubble" is anextremely small bubble. "Blister" is arelatively large bubble.
Inclusions - Either "glassy" or "non-glassy" inclusions of composition different from thatof the surrounding glass. In dark greenglass bottles it often resembles greenscum. This condition of glass should not beconfused with deliberate inclusions used asdecoration.
Devitrification - Development of crystallinityin glass with progressive loss of transparency (BSI 1962: No. 7209).
Internal fractures - A network of internalfractures that do not extend to the surface. On archaeological specimens thiscondition is often found on glass that hasbeen exposed to heat. This should not beconfused with external fractures whichhave been produced for decorative reasons(see Crackle glass).
Surface Features
Orange peel - Surface irregularity of glassresembling the surface of an orange (BSI1962: No. 7306). Often found on bottlesblown in a full-sized mould•
Whittle-marks - A glass bottle collectors'term that describes a rippled or ruffledsurface that results from blowing the glassinto a metal mould that has not reached aheat comparable with the glass (Toulouse1969b: 525-26). This effect can occur onmachine-made bottles. Apsley Pellatt(I 849) has the following to say on thesubject:
All bottle moulds, while working, requireto be kept nearly at a red-heat, bymeans either of a small furnace, or apiece of hot Glass, which is held by a ladinside the mould upon a punty-iron,during the intervals it may be unoccupied by the two blowers. Without thisprecaution, the surface of the bottleswill be ruffled (Pellatt 1968: 104).
Striations - Grooves or lines, generally onbottle necks, which seem to be caused bythe manufacturing process. They are oftenspiralled slightly•
Patination - Layered crust that is produced bydecomposition of the glass (weathering)and is quite distinct from the unaffectedglass itself. Patination should be regardedas a natural process of decomposition ofglass buried in the ground or in water andexcept for unusual circumstances no particular notice should be taken of it. Thepresence of patination (or its absence) is noguarantee of age. Some glass is moreprone to decomposition and some environments tend to accelerate the process. Inslightly different burial locations differentparts of the same bottle may be affectedquite differently.
Bloom - A haze or film that forms on glass asa result of atmospheric action.
Pitting - Used to describe glass that has deepdepressed scars on the surface. It is oftenfound on glass that has been exposed toheat •
Crizzling - An important form of devitrification, often associated with certain types ofmid-18th century French tableware (MeNally 1979: 33-34). The surface of theglass has a fine network of crazing whichreduces the transparency of the glass. It iscaused by an unstable glass compositionwhere the calcium concentration is too low
15
and/or the alkali content is too high. Theglass is attacked by moisture in the atmosphere, causing leaching of the alkali, andwhen the glass is dehydrated the surfacebegins to deteriorate. The problem mayaffect the entire object but begins on thesurface. The surface of the glass often hasa dry scaly feel. The condition is oftenaccompanied by solarization.
Stability - Chemical durability, resistance toweathering.
Solarization -- Changing of glass colourthrough exposure to ultraviolet rays.
Use-marks - Unusual wear or abrasion on thesurface of an object should be noted.
Affected by fire - A general term used todescribe a glass object that has been incontact with sufficient heat to cause somechemical or physical alteration.
Water-worn - Glass that has been exposed tothe action of water, or water and sand,becomes cloudy and the edges of the glasstend to become rounded, rather like pebbles on a beach.
COMMERCIAL MARKS
Many glass containers and stoppers havecommercial markings including the followingtypes: trademarks, tradenames, contents, instructions for use or dosage, patent dates, etc.Trademarks or tradenames can be from theglass manufacturer, a bottler, a distributer, oreven a small pharmacy. Sometimes the container or vessel shape itself serves the samefunction as a commercial mark. This is particularly true for early patent medicines. Ontableware and lighting devices the commercialmarks are usually those of the manufacturer.These types of markings are among the mostuseful tools available for establishing chronological information for archaeological contexts and, even more importantly, the identification of products consumed by the site'soccupants. The following references are veryuseful in identifying trade and other commercial marks: Baldwin 1973; Chopping 1978;Morris 1978; Petersen 1968; Toulouse 1971;Urquhart 1976; Wilson and Wilson 1971.
16
The commonest methods of marking aredescribed below:
Embossed - Raised letters and symbolscreated on the glass through use of fullsize moulds, either blown, pressed, or machine-made (see Fig. 30). This was themost common form of commercial markingon containers and tableware in the l Sthand 19th centuries.
Paper label - A paper label can be attached tovarious parts of a container or other formof glassware. Paper labels were very common from the second half of the 19thcentury onwards.
Applied colour label (ACL) - Baked-on enamelcolours. The label becomes an integralpart of the glass. As a commercial label itis found primarily on soft drink bottles.Commercial use of ACLs began in 1934(Riley 1958: 145).
Acid-etched - Commercial marks are made byetching the glass surface with hydrofluoricacid. These are often found on tablewarebases, on druggists' shop furniture, and alight bulb in our collection has acid-etchedcommercial marks on it.
Gilded - Occasionally objects may be foundwith gilded markings. The gold is powdered, mixed with an adhesive agent, applied to the container, heated in a muffle,and polished. Gilded commercial marksare generally found on druggists' shop furniture bottles or other display containers.
Engraved - Commercial marks may be carvedinto the object by means of a copper wheeland an abrasive or a diamond point. Usedon druggists' shop furniture bottles, tolabel decanters and cruets, to mark gradations on cylinders and beakers, or designersignatures (for an example of engraving seeFig. 38a).
Glass labels - Used on druggists' shop furniture bottles. The label is of glass withpainted, gilded, or enamelled letters and iscemented onto the bottle. The bottlesfrequently have a recessed area designedfor attaching the label (see Whitall, Tatum& ce., 1896).
Seals - Applied glass blobs on the body or
••............•..•--..•..........•..••..•............•••••••........•••••..11
•
......•........••••..•..••..•......lit
•............................••..•••..•..••....•..
shoulder of an object are marked by pressing a small metal seal with an intagliodesign onto the hot glass. The inscriptionson the seals may apply to individuals, tocompanies, to kings, or to specific products. Seals were most frequently used oncontainers, and are more common on bottles dating before 1840.
PERSONALIZED MARKS
Occasionally containers or tableware arefound with initials or other marks scratchedinto the surface of the object. These do notappear to be commercial marks but appear tobe marks made by the person or persons whoowned or used the item.
MANUFACTURING TECHNIQUES
Identification of the method of manufacture of glassware can provide informationon chronology, sometimes on the country oforigin, and on differences in cost-status of theobjects, particularly for tableware. In addition, a written description of the manufacturing technique can aid the reader in visualizing the object. Certain techniques or methods can be associated with specific types ofobjects, e.g, optic moulding is usually used infabricating tableware and, in our collection,tumblers in particular•
The emphasis in this section of the glossaryis on containers, because the technique ofmanufacture of these items tends to be moreuseful than the same information on otherforms of glassware. There are, however, manyaspects of manufacture in this section that areusable for other functional types of glassware.
Tableware manufacturing techniques areless easy to utilize for dating than are themanufacturing methods used for producingcontainers. For one thing, there is continueduse of old techniques, and some techniqueswere in use in this branch of the industrybefore they were adopted by container manufacturers. There is more concern with anindividual item of tableware and often anattempt is made to disguise the method ofmanufacture, either by a more careful use ofmoulds, by decoration, or by firepolishing to
improve an object's appearance. As well,tableware is an article of fashion, changing instyle and shape, and these attributes are moreimportant interpretive tools for tablewarethan are manufacturing methods. An exception to this generality is an introduction datefor a technique, press moulding being the bestexample.
Mouth-blown Manufacture
Mouth-blown glassware is shaped with airpressure applied through a blowpipe by themouth. In cataloguing, the term is used as ageneral one, signifying a non-machine-made orpress-moulded container, and is used to describe the method of manufacture of a fragment that has no mould seams, no distinctivemould-blown texture, no distinctive freeblown traits, and no machine-made indicators•An example is 100 fragments of black glass"wine" bottle bodies; another is a "wine" bottlebase or finish of the 17th, 18th, or 19thcenturies, which was made by hand, but thebody of which was formed either with orwithout a mould.
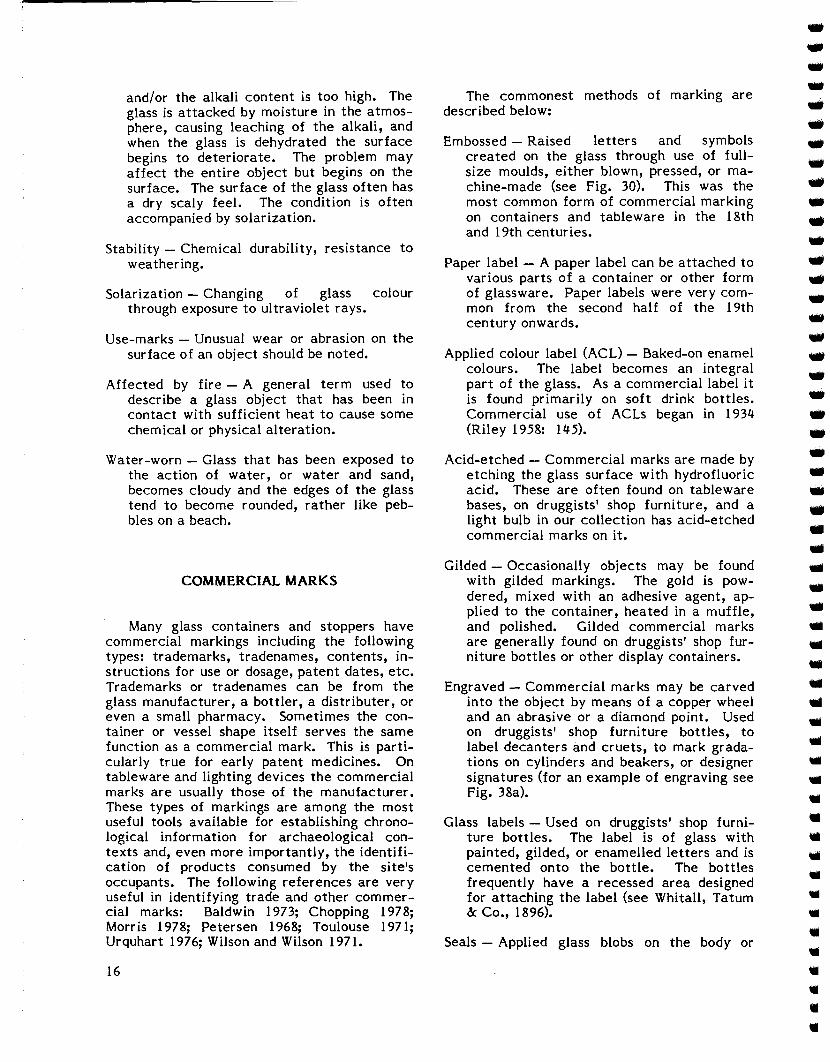
The steps involved in forming glasswarevary according to the object being made. Asan example of some of the processes involvedin mouth blowing, also called hand manufacture, a general outline of the method ofproducing a mouth-blown bottle is given below •
1. Using a hollow iron rod, called a blowpipe, a gatherer skims the surface of apot or tank of molten glass and collectsa small quantity on the pipe. He maymake a series of gathers until he has theright amount of glass on the blowpipe.
2. The blower rolls the gather of glass on aflat or slightly curved surface called amarver to centre the glass on the blowpipe and to chill it slightly. He mayintroduce a small amount of air at thispoint. He may further marver to formrough divisions of bottle parts, body andneck, in the gather •
3. He begins to blow air into the glass andto fashion it into a bottle. To do this hemay use a mould of the desired shape, orhe may use hand-held tools and naturalforces to form it without a mould.
17
18
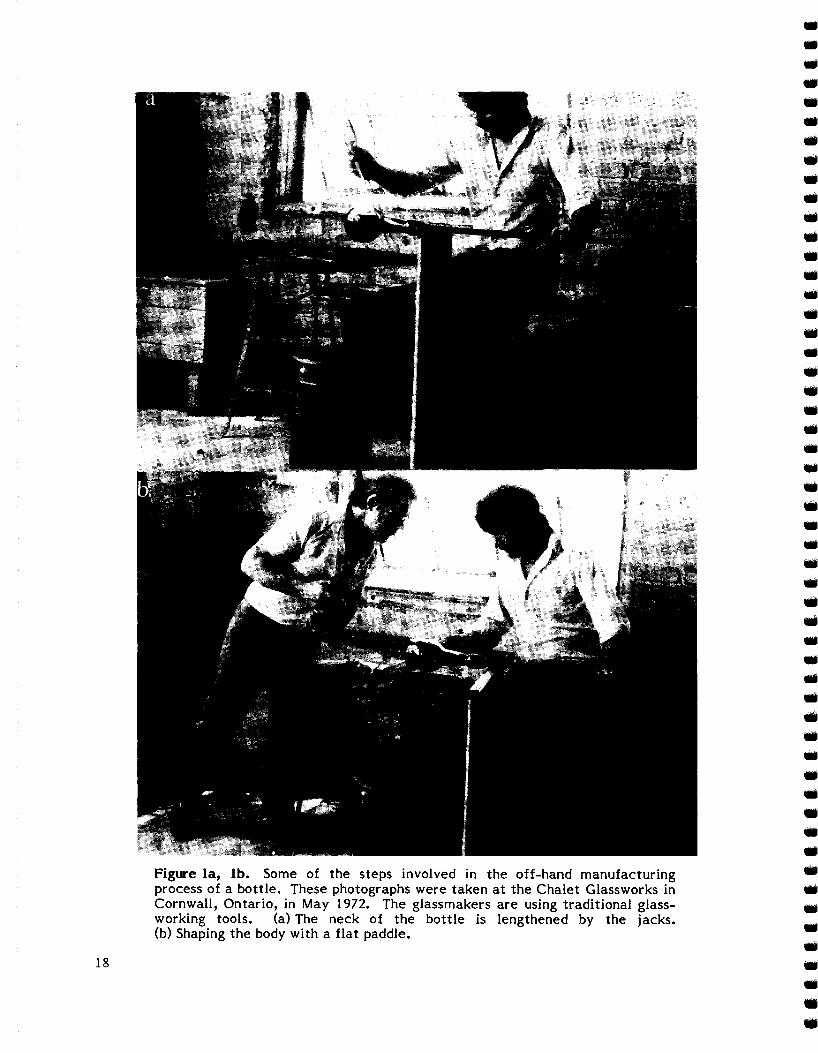
Figure la, lb. Some of the steps involved in the off-hand manufacturingprocess of a bottle. These photographs were taken at the Chalet Glassworks inCornwall, Ontario, in May 1972. The glassmakers are using traditional glassworking tools. (a) The neck of the bottle is lengthened by the jacks.(b) Shaping the body with a flat paddle.
••..•..••..••••..•••III..........•..•..•......•..........•..............III..........••..
....................••........••..••......••......•........•..•..•..•................,........
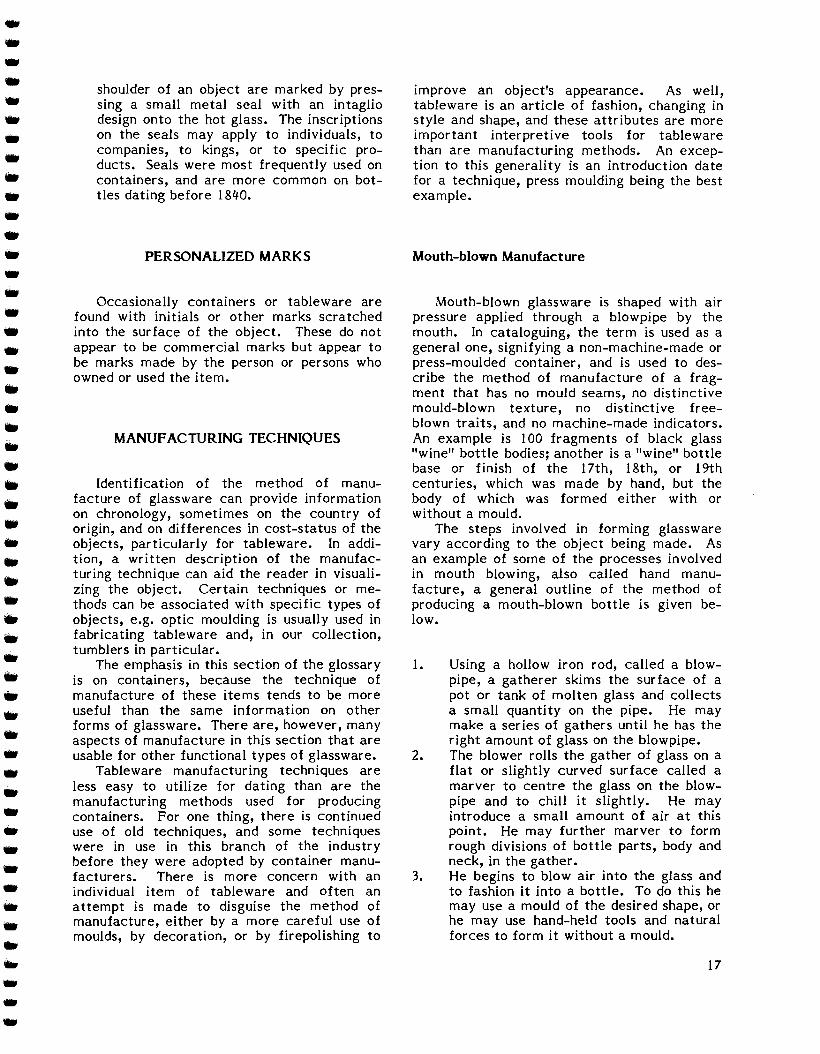
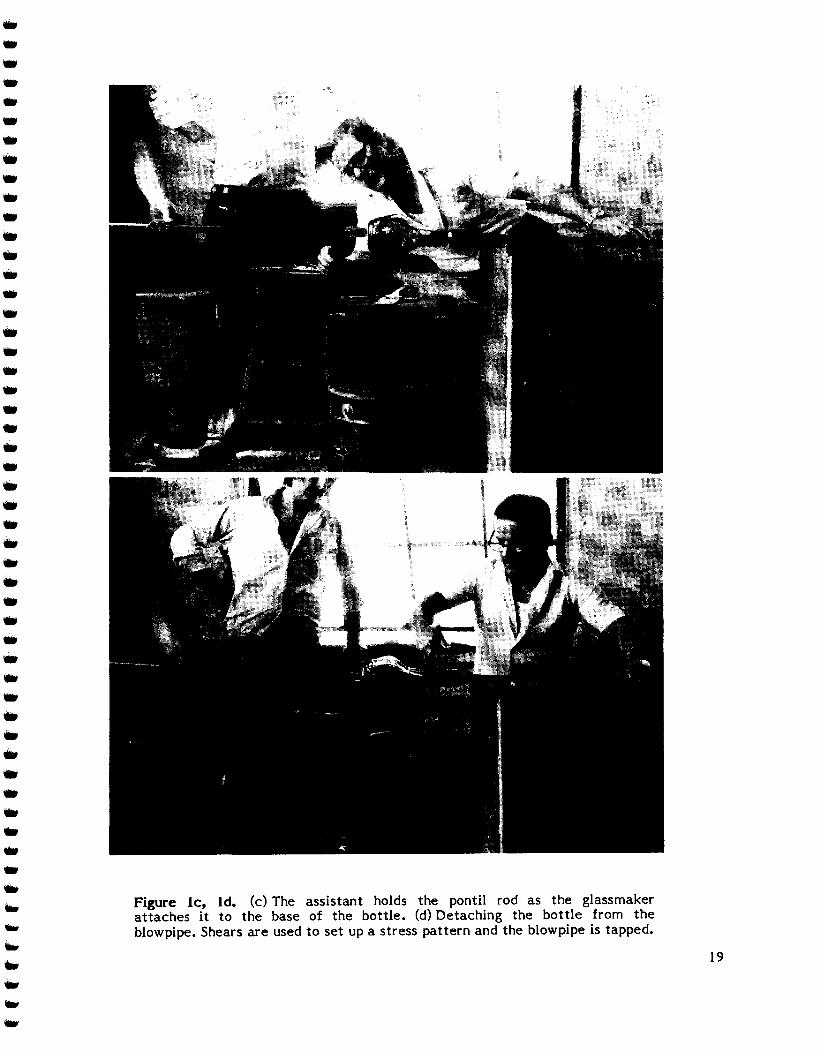
Figure le, Id. (c) The assistant holds the pontil rod as the glassmakerattaches it to the base of the bottle. (d) Detaching the bottle from theblowpipe. Shears are used to set up a stress pattern and the blowpipe is tapped•
19
20
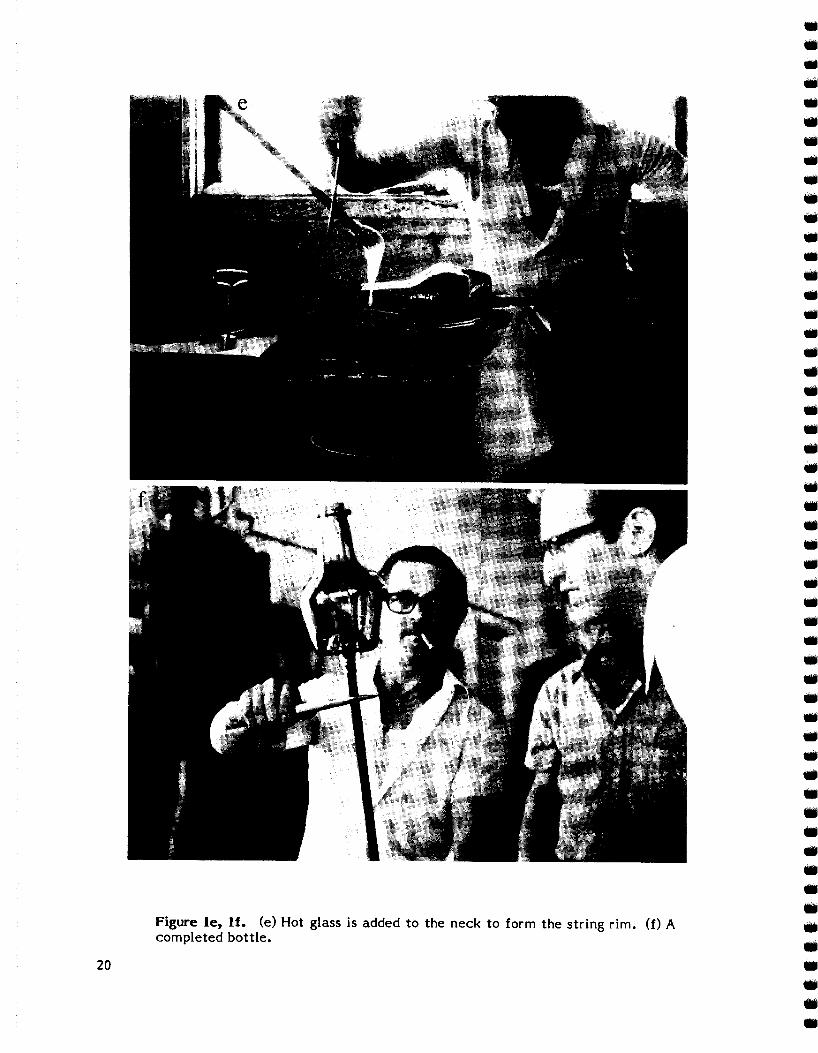
Figure le, If. (e) Hot glass is added to the neck to form the string rim. (f) Acompleted bottle.
......................•..........•..................•..................•..••......•........••....
21
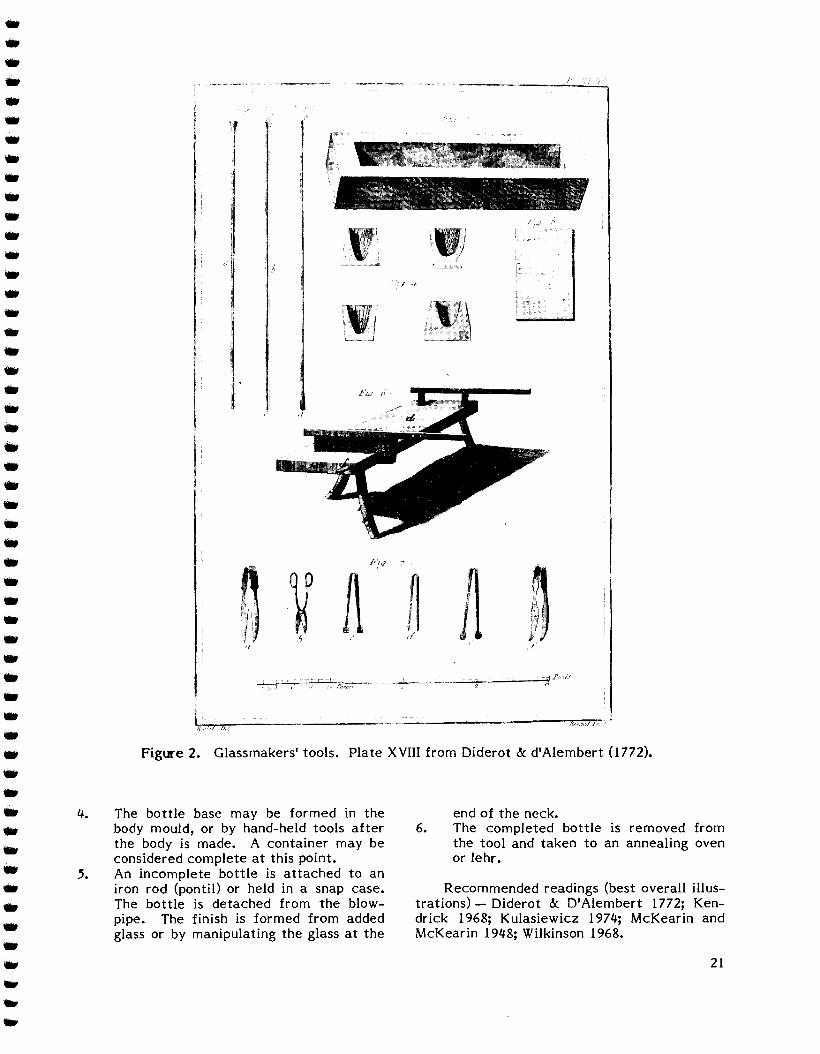
end of the neck.6. The completed bottle is removed from
the tool and taken to an annealing ovenor Iehr,
Recommended readings (best overall illustrations) - Diderot & D'Alembert 1772; Kendrick 1968; Kulasiewicz 1974; McKearin andMcKearin 1948; Wilkinson 1968.
Figure 2. Glassmakers'tools. Plate XVIII from Diderot & d'Alembert (1772).
The bottle base may be formed in thebody mould, or by hand-held tools afterthe body is made. A container may beconsidered complete at this point.An incomplete bottle is attached to aniron rod (pontil) or held in a snap case.The bottle is detached from the blowpipe. The finish is formed from addedglass or by manipulating the glass at the
5.
4.
......•••..•......••....•..................•................••....•....•....•....••........
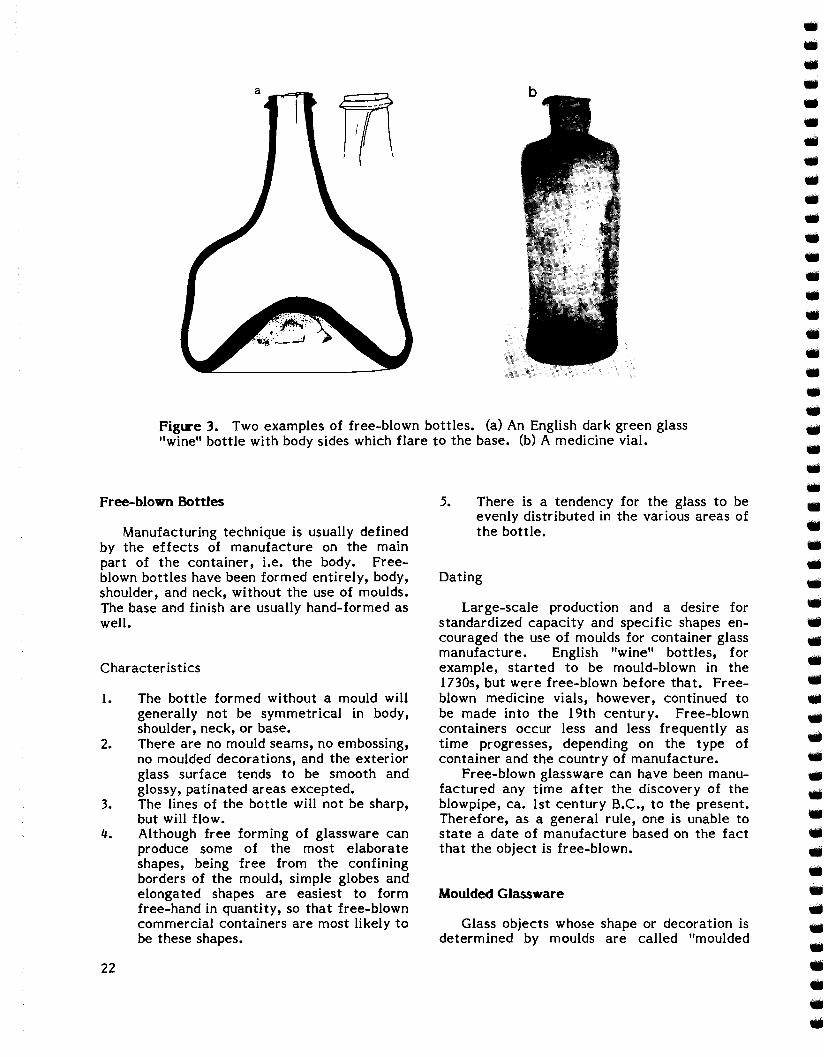
Figure 3. Two examples of free-blown bottles. (a) An English dark green glass"wine" bottle with body sides which flare to the base. (b) A medicine vial.
Characteristics
................till..•••..•..•III..•..III......•••..••..••..........•••••••....••....•
Glass objects whose shape or decoration isdetermined by moulds are called "moulded
5. There is a tendency for the glass to beevenly distributed in the various areas ofthe bottle.
Dating
Moulded Glassware
Large-scale production and a desire forstandardized capacity and specific shapes encouraged the use of moulds for container glassmanufacture. English "wine" bottles, forexample, started to be mould-blown in the1730s, but were free-blown before that. Freeblown medicine vials, however, continued tobe made into the 19th century. Free-blowncontainers occur less and less frequently astime progresses, depending on the type ofcontainer and the country of manufacture.
Free-blown glassware can have been manufactured any time after the discovery of theblowpipe, ea. lst century B.C., to the present.Therefore, as a general rule, one is unable tostate a date of manufacture based on the factthat the object is free-blown.
m,l 'a _-=l"'i.
22
1. The bottle formed without a mould willgenerally not be symmetrical in body,shoulder, neck, or base.
2. There are no mould seams, no embossing,no moulded decorations, and the exteriorglass surface tends to be smooth andglossy, patinated areas excepted.
3. The lines of the bottle will not be sharp,but will flow.
4. Although free forming of glassware canproduce some of the most elaborateshapes, being free from the confiningborders of the mould, simple globes andelongated shapes are easiest to formfree-hand in quantity, so that free-blowncommercial containers are most likely tobe these shapes.
Free-blown Bottles
Manufacturing technique is usually definedby the effects of manufacture on the mainpart of the container, I,e, the body. Freeblown bottles have been formed entirely, body,shoulder, and neck, without the use of moulds.The base and finish are usually hand-formed aswell.
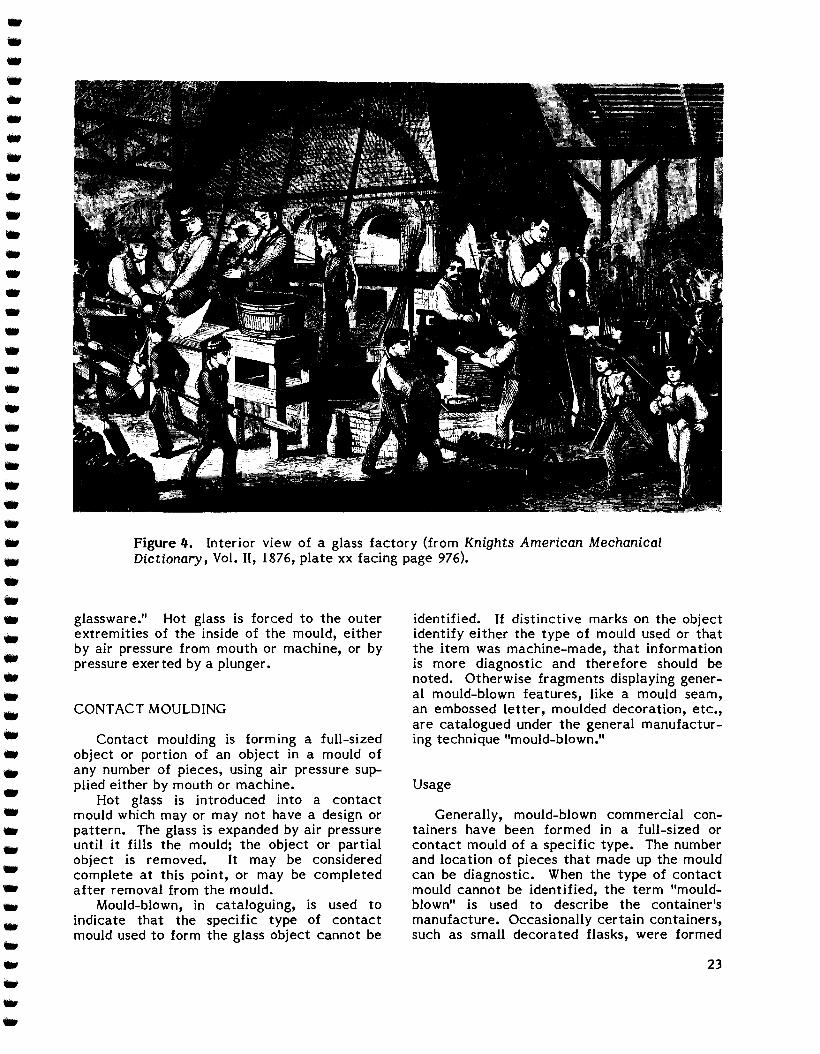
Figure 4. Interior view of a glass factory (from Knights American MechanicalDictionary, Vol. 11, 1876, plate xx facing page 976)•
...............................................................................................,...........,
glassware." Hot glass is forced to the outerextremities of the inside of the mould, eitherby air pressure from mouth or machine, or bypressure exerted by a plunger•
CONTACT MOULDING
Contact moulding is forming a full-sizedobject or portion of an object in a mould ofany number of pieces, using air pressure supplied either by mouth or machine.
Hot glass is introduced into a contactmould which mayor may not have a design orpattern. The glass is expanded by air pressureuntil it fills the mould; the object or partialobject is removed. It may be consideredcomplete at this point, or may be completedafter removal from the mould.
Mould-blown, in cataloguing, is used toindicate that the specific type of contactmould used to form the glass object cannot be
identified. If distinctive marks on the objectidentify either the type of mould used or thatthe item was machine-made, that informationis more diagnostic and therefore should benoted. Otherwise fragments displaying general mould-blown features, like a mould seam,an embossed letter, moulded decoration, etc.,are catalogued under the general manufacturing technique "mould-blown."
Usage
Generally, mould-blown commercial containers have been formed in a full-sized orcontact mould of a specific type. The numberand location of pieces that made up the mouldcan be diagnostic. When the type of contactmould cannot be identified, the term "mouldblown" is used to describe the container'smanufacture. Occasionally certain containers,such as small decorated flasks, were formed
23
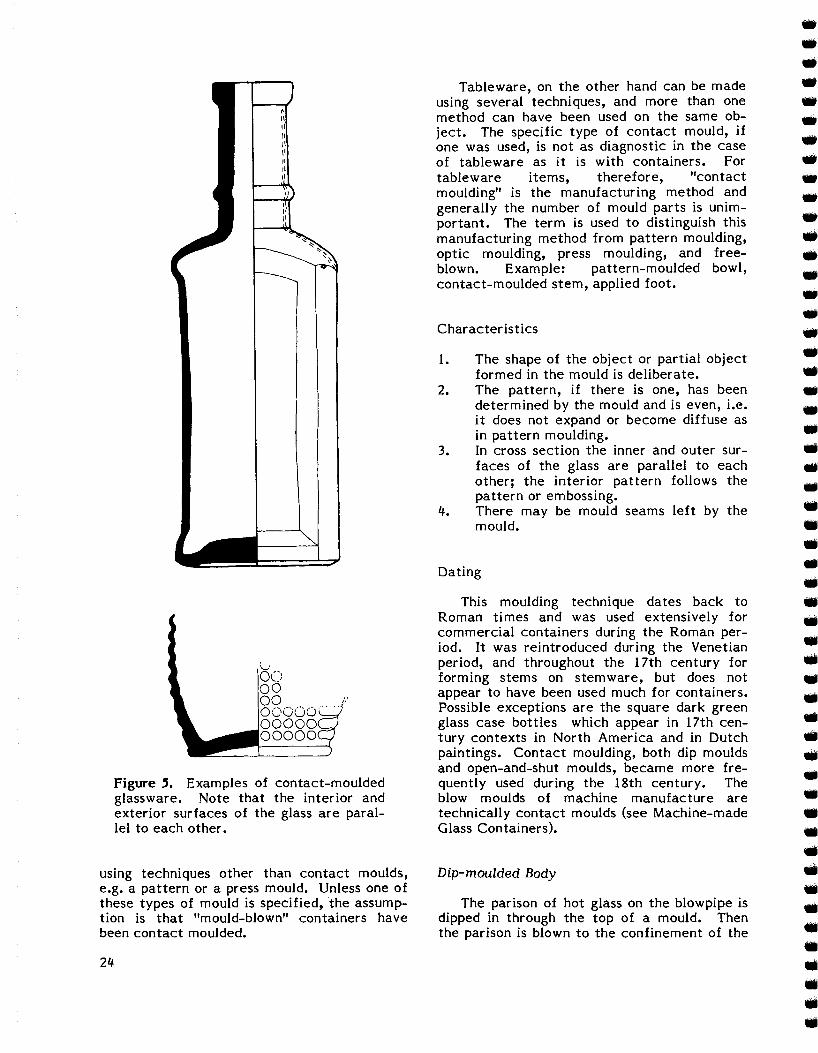
Figure 5. Examples of contact-mouldedglassware. Note that the interior andexterior surfaces of the glass are parallel to each other.
using techniques other than contact moulds,e.g. a pattern or a press mould. Unless one ofthese types of mould is specified, the assumption is that "mould-blown" containers havebeen contact moulded.
24
Tableware, on the other hand can be madeusing several techniques, and more than onemethod can have been used on the same object. The specific type of contact mould, ifone was used, is not as diagnostic in the caseof tableware as it is with containers. Fortableware items, therefore, "contactmoulding" is the manufacturing method andgenerally the number of mould parts is unimportant. The term is used to distinguish thismanufacturing method from pattern moulding,optic moulding, press moulding, and freeblown. Example: pattern-moulded bowl,contact-moulded stem, applied foot.
Characteristics
1. The shape of the object or partial objectformed in the mould is deliberate.
2. The pattern, if there is one, has beendetermined by the mould and is even, I,e,it does not expand or become diffuse asin pattern moulding.
3. In cross section the inner and outer surfaces of the glass are parallel to eachother; the interior pattern follows thepattern or embossing.
4. There may be mould seams left by themould.
Dating
This moulding technique dates back toRoman times and was used extensively forcommercial containers during the Roman period. It was reintroduced during the Venetianperiod, and throughout the 17th century forforming stems on stemware, but does notappear to have been used much for containers.Possible exceptions are the square dark greenglass case bottles which appear in 17th century contexts in North America and in Dutchpaintings. Contact moulding, both dip mouldsand open-and-shut moulds, became more frequently used during the 18th century. Theblow moulds of machine manufacture aretechnically contact moulds (see Machine-madeGlass Containers).
Dip-moulded Body
The parison of hot glass on the blowpipe isdipped in through the top of a mould. Thenthe parison is blown to the confinement of the
•••••••••••••..•••••......•••........•....•••..•••......•..•....•......••
25
b
J1\{'\
t, ~\
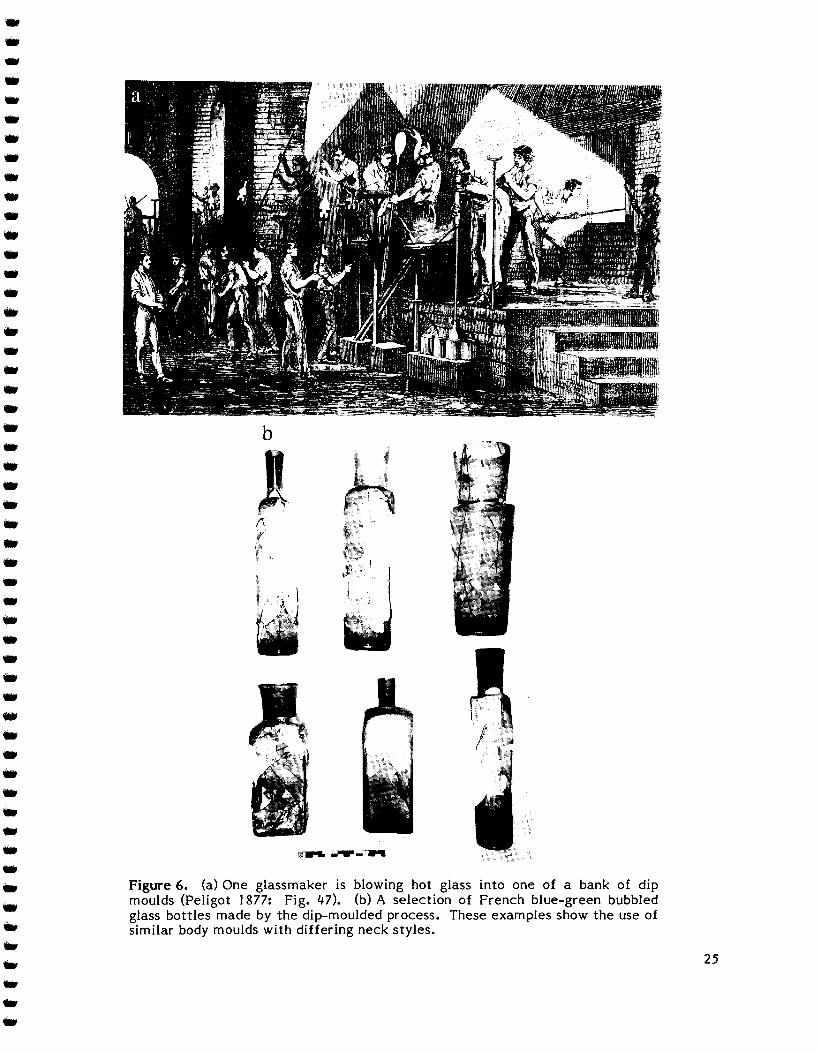
Figure 6. (a) One glassmaker is blowing hot glass into one of a bank of dipmoulds (Peligot 1877: Fig. 47). (b) A selection of French blue-green bubbledglass bottles made by the dip-moulded process. These examples show the use ofsimilar body moulds with differing neck styles .
•..•....••....••••••..•..•..,•......•..............•........•.............................
mould. This gives the body and sometimes thebase its shape. The shoulder and neck of thevessel are free-formed. After the bottle isblown to full size, it is pulled or lifted throughthe top of the mould by the still-attachedblowpipe. Generally the tops of dip mouldsare a little bit wider than the base to facilitate the removal of the full-blown bottle.Although dip moulds are often described asbeing one piece, those made for square bottlesmay actually consist of four boards nailedtogether to form an open-topped box. Whatever its construction, the dip mould does notopen to remove the object; rather the object istaken out of the mould through its open top.
Characteristics
1. There are no actual mould seams on thebottle, even on square or rectangularshapes, although there may be a bulge atthe body-shoulder junction. This iscaused by overblowing the glass whichbegins to expand over the top of themould.
2. The body shape must be straight up anddown or tapered towards the base; itcannot taper towards the shoulder. Dipmoulded bottles occur in square, cylindrical, octagonal, and rectangular varieties on our sites.
3. Body symmetry should be assured, although the shoulder height may vary.Subsequent activity during the formingprocess may also cause irregularities ofthe body, like basal sag on English "wine"bottles.
4. The glass surface in the body may betextured from contact with the mould;the shoulder and neck should be smoothand glossy. Eighteenth-century French"wine" bottles do not often exhibit thischaracteristic, possibly because theywere marvered after removal from themould.
5. Embossed lettering and horizontal designs should not appear on the body,shoulder, or neck, although a verticaldesign on the body (e.g, ribs) is possible.If a base part is included as part of themould, it may have embossing, letters,or decoration on it (Harr is 1979: 126,Fig. 6).
26
Dating
The beginning date is uncertain; the technique was certainly in use before the 18thcentury.
The introduction of dip moulding for themanufacture of English dark green glass"wine" bottles is probably the late l730s. Theuse of the mould in France is probably earlierthan in England, and dip moulds were stillbeing used in France in 1870 (Peligot 1877: 8).In the United States the mould type declinedin use during the second half of the 19thcentury, and the British probably followed asimilar timetable.
As a general rule this technique is notuseful for dating.
Two-piece Mould
The base, body, shoulder, and neck of thebottle are formed together in a two-piecebottle mould which is hinged either at thebottom or at the side. The finish is formed byhand tooling.
Characteristics
1. Mould seams extend from below the finish, down the neck and side of thebottle, across the base, and up the otherside of the bottle to below the finish.The body seams are often concealed intwo corners of a flat-sided bottle, diagonal to each other.
2. The basal mould seam may go across thebase in a straight line, or the base maybe keyed, Le, the mould seam crossesthe base, half circles the pushup area,and continues across the base.
3. There is sometimes a horizontal bulge orline around the base of the finish as aresul t of glass being blown beyond thetop of the mould.
4. The bottle should be symmetrical on theexterior. Glass distribution inside thebottle is often uneven.
5. There may be embossed letters and symbols on the body.
6. The glass may have the textured surfacetypical of moulded bottles.
7. Two-piece bottle moulds were commonlyused to make decorated flasks, roundbottomed and torpedo soft drink bottles,
••..••••..•••..••...,•..••...,•..•....................•........••....•................
and small proprietary medicine and flatsided bottles•
27
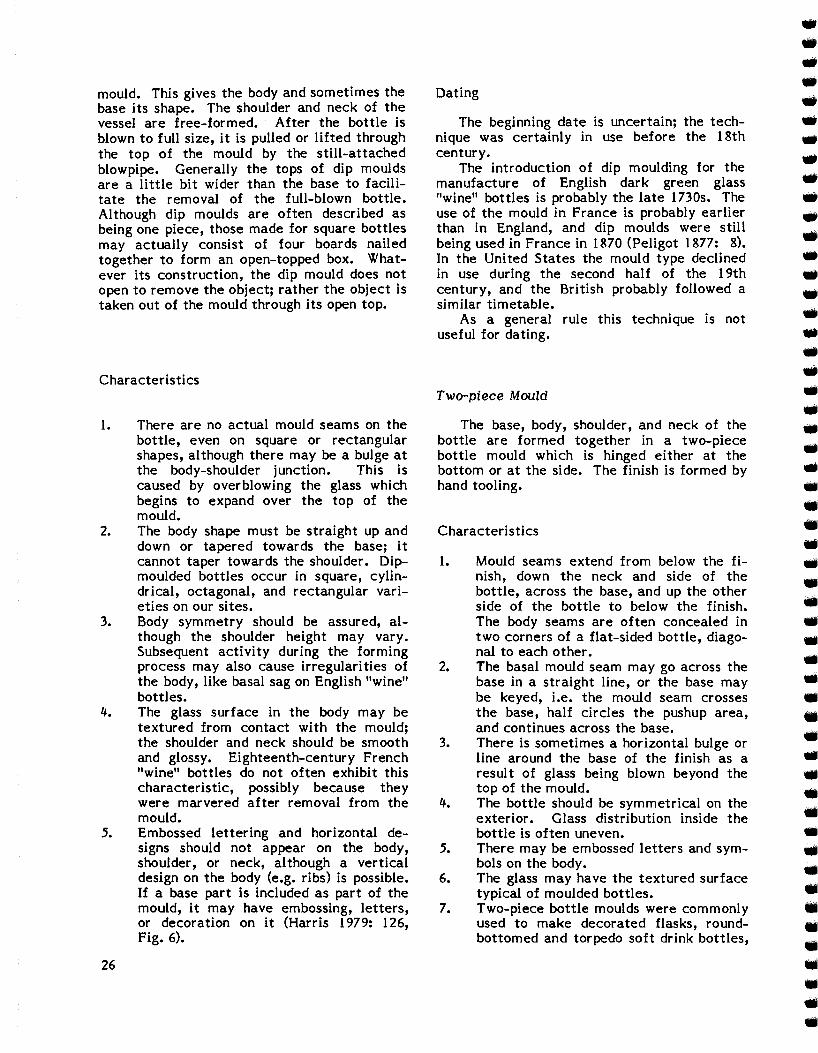
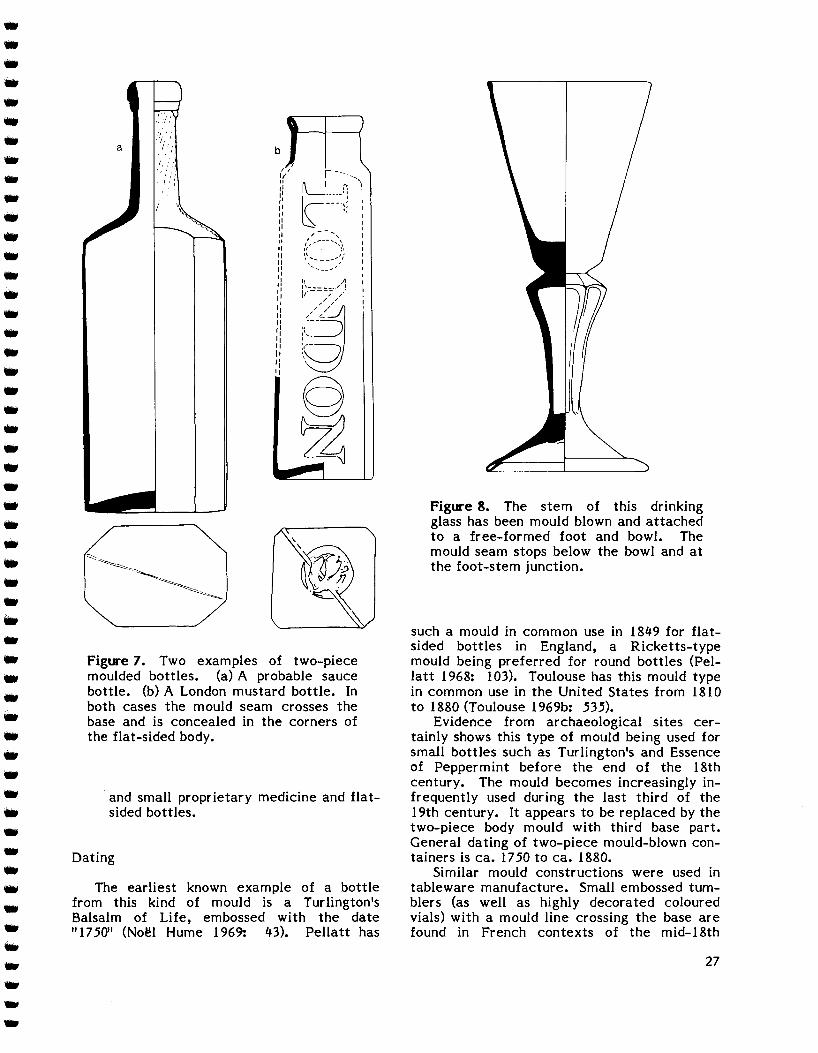
Figure 8. The stem of this drinkingglass has been mould blown and attachedto a free-formed foot and bowl. Themould seam stops below the bowl and atthe foot-stem junction•
such a mould in common use in 1849 for flatsided bottles in England, a Ricketts-typemould being preferred for round bottles (Pellatt 1968: 103). Toulouse has this mould typein common use in the United States from 1810to 1880 (Toulouse 1969b: 535).
Evidence from archaeological sites certainly shows this type of mould being used forsmall bottles such as Turlington's and Essenceof Peppermint before the end of the 18thcentury. The mould becomes increasingly infrequently used during the last third of the19th century. It appears to be replaced by thetwo-piece body mould with third base part•General dating of two-piece mould-blown containers is ea. 1750 to ea. 1880.
Similar mould constructions were used intableware manufacture. Small embossed tumblers (as well as highly decorated colouredvials) with a mould line crossing the base arefound in French contexts of the mid-18th
)
,~..,I11111
b
Figure 7. Two examples of two-piecemoulded bottles. (a) A probable saucebottle. (b) A London mustard bottle. Inboth cases the mould seam crosses thebase and is concealed in the corners ofthe flat-sided body .
I
"11I'1'd11'II 'I'1
Dating
The earliest known example of a bottlefrom this kind of mould is a Turlington'sBalsalm of Life, embossed with the date"17 50" (No~l Hume 1969: 43). Pellatt has
....................•••..••....•....•..............................................................
28
....•....•..••••••••••..••..••••..••..•••••••..••..••••••....•••••
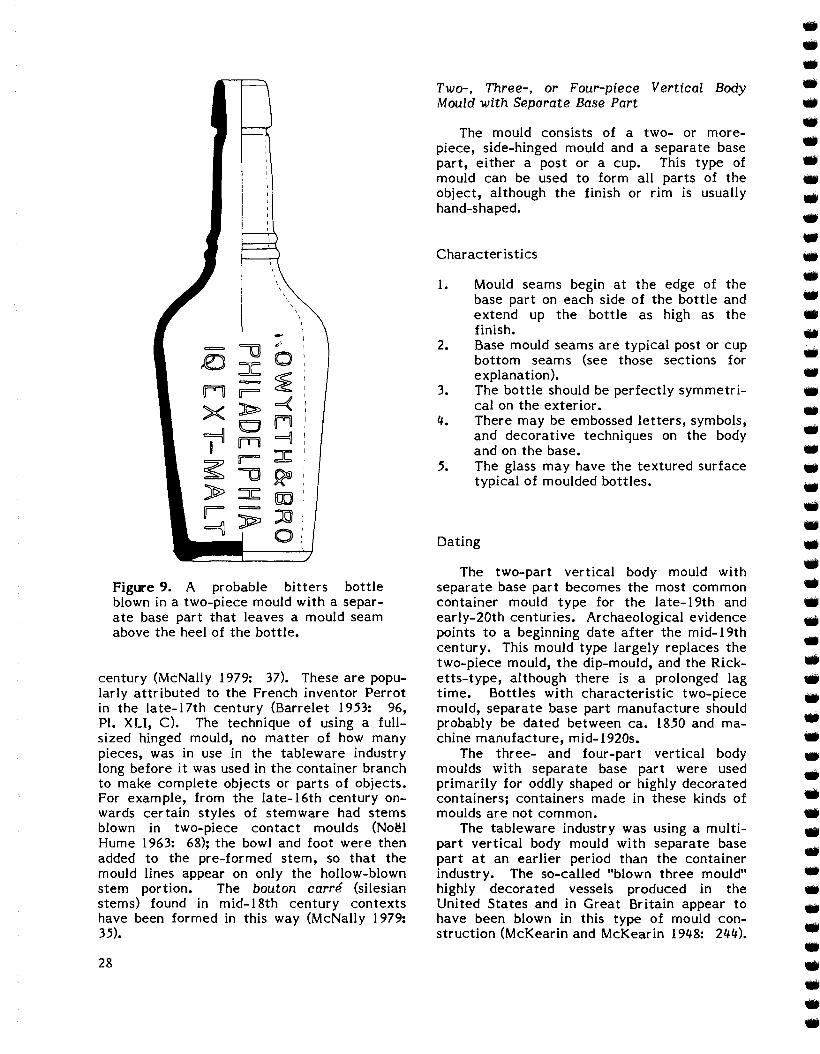
The mould consists of a two- or morepiece, side-hinged mould and a separate basepart, either a post or a cup. This type ofmould can be used to form all parts of theobject, although the finish or rim is usuallyhand-shaped.
Dating
1. Mould seams begin at the edge of thebase part on each side of the bottle andextend up the bottle as high as thefinish.
2. Base mould seams are typical post or cupbottom seams (see those sections forexplanation).
3. The bottle should be perfectly symmetrical on the exter ior •
4. There may be embossed letters, symbols,and decorative techniques on the bodyand on the base.
5. The glass may have the textured surfacetypical of moulded bottles.
Characteristics
The two-part vertical body mould withseparate base part becomes the most commoncontainer mould type for the late-19th andearly-20th centuries. Archaeological evidencepoints to a beginning date after the mid-19thcentury. This mould type largely replaces thetwo-piece mould, the dip-mould, and the Ricketts-type, although there is a prolonged lagtime. Bottles with characteristic two-piecemould, separate base part manufacture shouldprobably be dated between ea, 1850 and machine manufacture, mid-I920s.
The three- and four-part vertical bodymoulds with separate base part were usedprimarily for oddly shaped or highly decoratedcontainers; containers made in these kinds ofmoulds are not common.
The tableware industry was using a multipart vertical body mould with separate basepart at an earlier period than the containerindustry. The so-called "blown three mould"highly decorated vessels produced in theUnited States and in Great Britain appear tohave been blown in this type of mould construction (McKearin and McKearin 1948: 244).
Two-, Three-, or Four-piece Vertical BodyMould with Separate Base Part
=u ~"
,e) 0Ir1 0== ~
x ~=(
~\0 F'UM 9
~r= dh-=0 ~
~ ::lb w~~ :D'
0
Figure 9. A probable bitters bottleblown in a two-piece mould with a separate base part that leaves a mould seamabove the heel of the bottle.
century (McNally 1979: 37). These are popularly attributed to the French inventor Perrotin the late-17th century (Barrelet 1953: 96,PI. XLI, C). The technique of using a fullsized hinged mould, no matter of how manypieces, was in use in the tableware industrylong before it was used in the container branchto make complete objects or parts of objects.For example, from the late-16th century onwards certain styles of stem ware had stemsblown in two-piece contact moulds (No~1
Hume 1963: 68); the bowl and foot were thenadded to the pre-formed stem, so that themould lines appear on only the hollow-blownstem portion. The bouton carre (silesianstems) found in mid-18th century contextshave been formed in this way (McNally 1979:35).
••••••....••..••....•••.,..•....•••....••..••.,••••••••....••............
These objects are usuall y dated to the firsthalf of the 19th century.
Shoulder-height Multi-piece Moulds with Freeblown Shoulders(Toulouse 1969b: 532)
Character istics
1. There will be mould seams on the body,disappearing at the shoulder •
2. There should be a bulge at the bodyshoulder junction, as on dip-moulded bottles.
3. There may be embossing on the body, butnever on the shoulder .
4. The body will be symmetrical, but theshoulder may not be •
5. The surface of the body may be texturedfrom contact with the mould; the shoulder and neck surfaces should be smoothand glossy.
6. The body shape is not limited as in a dipmould; it can be any shape whatsoever.
Containers of this method of manufactureare uncommon on our sites and would beconsidered unusual •
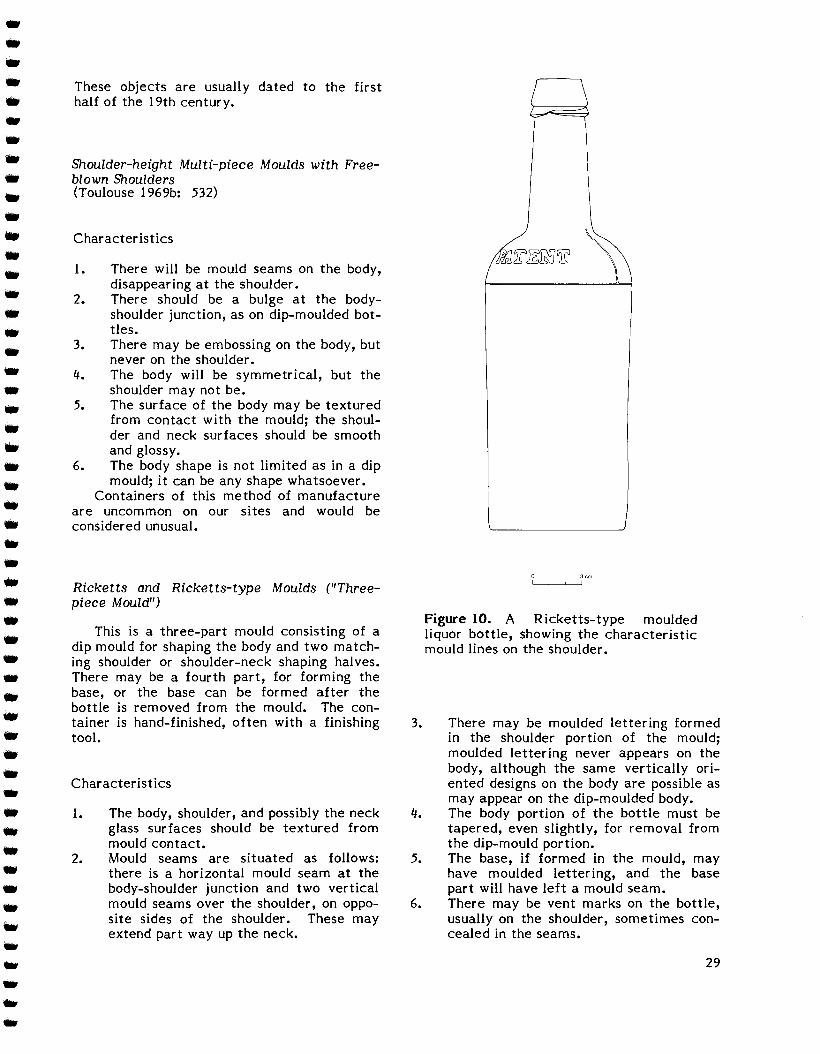
Ricketts and Ricketts-type Moulds ("Threepiece Mould")
This is a three-part mould consisting of adip mould for shaping the body and two matching shoulder or shoulder-neck shaping halves.There may be a fourth part, for forming thebase, or the base can be formed after thebottle is removed from the mould. The container is hand-finished, often with a finishingtool.
Characteristics
1. The body, shoulder, and possibly the neckglass surfaces should be textured frommould contact•
2. Mould seams are situated as follows:there is a horizontal mould seam at thebody-shoulder junction and two verticalmould seams over the shoulder, on opposite sides of the shoulder. These mayextend part way up the neck.
Figure 10. A Ricketts-type mouldedliquor bottle, showing the characteristicmould lines on the shoulder•
3. There may be moulded lettering formedin the shoulder portion of the mould;moulded lettering never appears on thebody, although the same vertically oriented designs on the body are possible asmay appear on the dip-moulded body.
4. The body portion of the bottle must betapered, even slightly, for removal fromthe dip-mould portion.
5. The base, if formed in the mould, mayhave moulded lettering, and the basepart will have left a mould seam.
6. There may be vent marks on the bottle,usually on the shoulder, sometimes concealed in the seams.
29
7. This type of mould was particularly popular for the manufacture of "wine" andliquor bottles, as well as other cylindrical bottles, like pharmaceuticals.
Dating
A patent was granted to Henry Ricketts in1821 for his three-part bottle mould whichfeatured a fourth mould part, l.e. a basemoulding section (Great Britain Patent Office1857). This base plate was operated by footlevers and could be moved up and down tomake bottles of various sizes and capacitieswhich were also symmetrical.
English and American glasshouses usedmoulds of this type, although they were notnecessarily Ricketts' patented moulds. Bymid-19th century a three-piece mould waspreferred to a two-piece body mould for roundpharmaceutical and toiletry bottles because itdid not leave obvious, unsightly mould seamson the body (Pellatt 1968: 103).
Some French factories were using Carillon(or Car illion's) three-piece mould for the manufacture of some kinds of bottles by the 1860s.This three-piece mould had vent holes in thebase and produced a bottle weighing 750 g,with a capacity of 70 cL (Peligot 1877: 304).
There is a suggestion in the literature(Noel Hume 1961: 105) that the "three-piecemould" predates 1821, but no proof of this hasbeen found. Research on dated "wine" bottlesindicates that Ricketts was producing bottlesin the patented mould by 1822 (Jones 1983).
Observation of material from our sitessuggests that the Ricketts-type mould wasused almost exclusively for dark green glassliquor bottles between ea, 1821 and ca. 1840.In the 1840s the mould began to be used forother kinds of bottles, such as pharmaceuticals. By the la te-l 9th century, use of theRicketts-type mould by the liquor trade hadvirtually disappeared, although it continued tobe used on pharmaceuticals, toiletries, inks,etc. A general date for this mould type is1820s to 1920s.
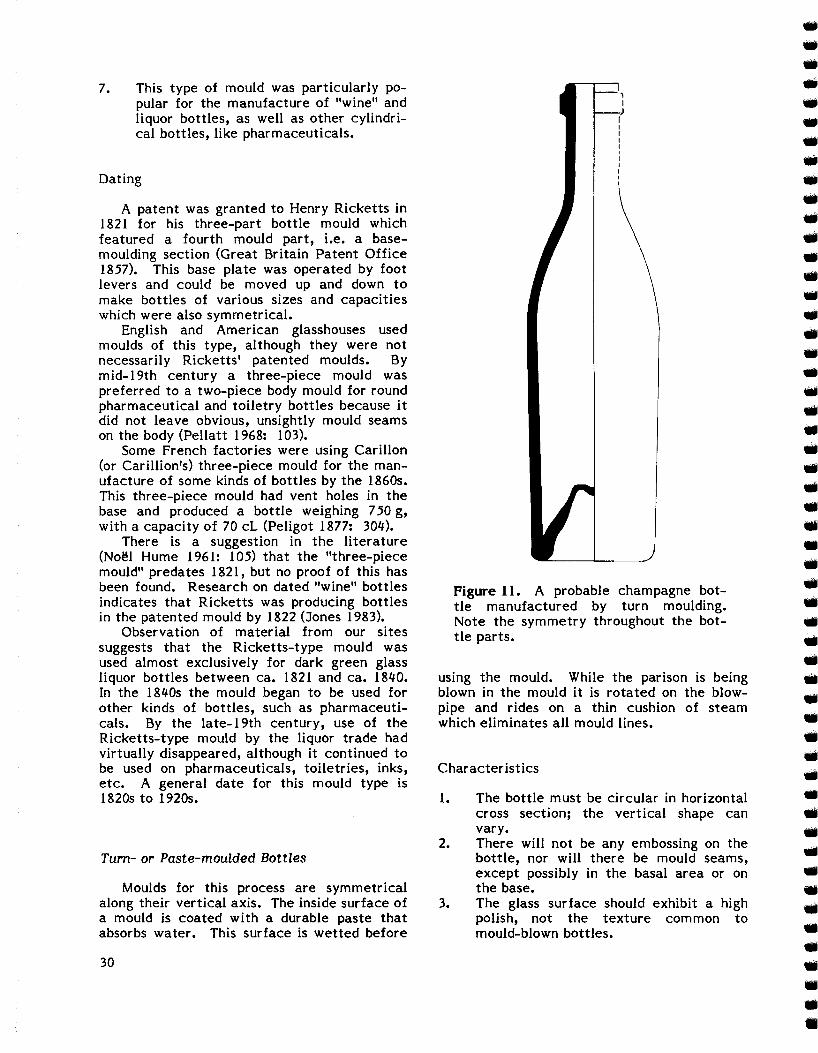
Turn- or Paste-moulded Bottles
Moulds for this process are symmetricalalong their vertical axis. The inside surface ofa mould is coated with a durable paste thatabsorbs water. This surface is wetted before
30
Figure 11. A probable champagne bottle manufactured by turn moulding.Note the symmetry throughout the bottle parts.
using the mould. While the parison is beingblown in the mould it is rotated on the blowpipe and rides on a thin cushion of steamwhich eliminates all mould lines.
Characteristics
1. The bottle must be circular in horizontalcross section; the vertical shape canvary.
2. There will not be any embossing on thebottle, nor will there be mould seams,except possibly in the basal area or onthe base.
3. The glass surface should exhibit a highpolish, not the texture common tomould-blown bottles.
••....••••••..••......•......•......•........•.................•......•••............•
31
The seam~ess bott~es are now made veryg,enerally. In factor ies, and the Foreign article, which was formerly staple is nowalmost entirely replaced by the domesticmake (Tatum 1900: 20329).
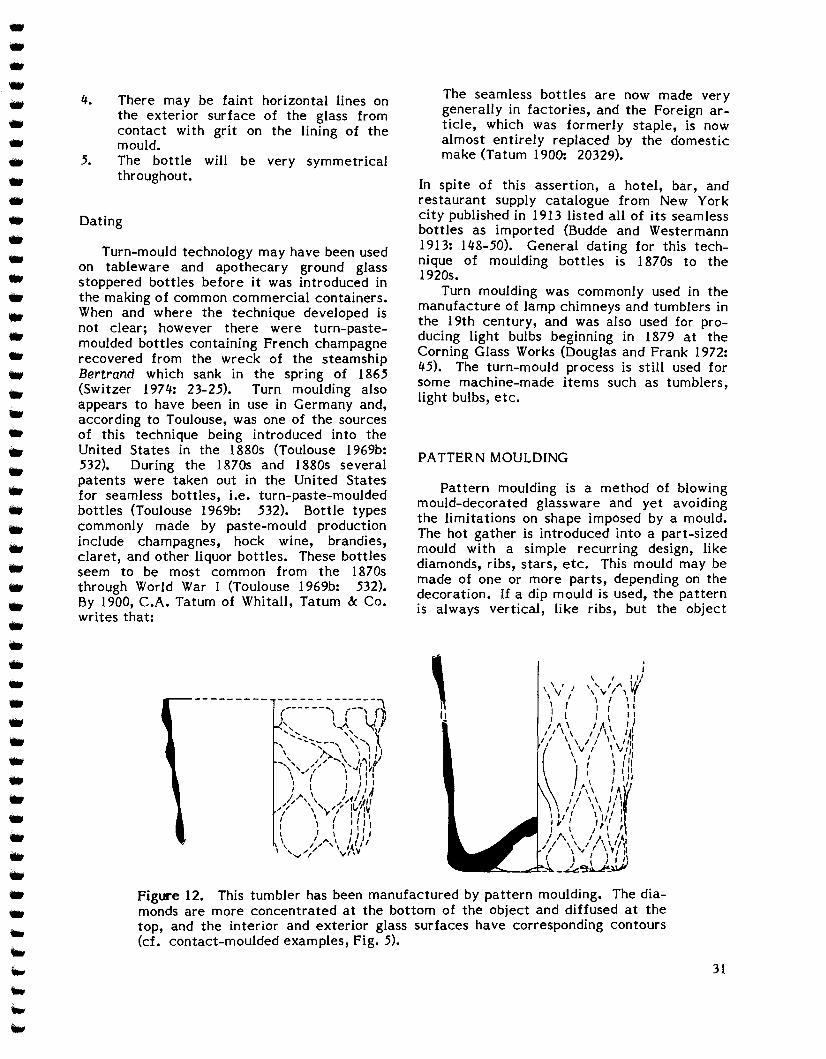
PATTERN MOULDING
In spite of this assertion, a hotel, bar, andrestaurant supply catalogue from New Yorkcity published in 1913 listed all of its seamlessbottles as imported (Budde and WestermannI?13: 148-50). General dating for this techruque of moulding bottles is 1870s to the1920s.
Turn moulding was commonly used in themanufacture of lamp chimneys and tumblers inthe, 19th, century, and was also used for producing light bulbs beginning in 1879 at theCorning Glass Works (Douglas and Frank 1972:45). The turn-mould process is still used forsome machine-made items such as tumblerslight bulbs, etc. '
Pattern moulding is a method of blowingmoul?-~eco,rated glassware and yet avoidingthe limitations on shape imposed by a mould.The hot gather is introduced into a part-sized~ould With. a simple recurring design, likediamonds, ribs, stars, etc. This mould may bemade of one or more parts, depending on the?ecoration. If a dip mould is used, the patternIS always vertical, like ribs, but the object
Dating
4. There may be faint horizontal lines onthe exterior surface of the glass fromcontact with grit on the lining of themould.
5. The bottle will be very symmetricalthroughout•
,I
, , I 1/\ \ , I \" I 1'\ 1/,.v , \'vl,~,
" \ I \ II I I 11, I , \ 11
, /l \ I I I I, , " 1/\ \ q', / '\ I' \' ",'
~v-. \\~i':\, I 1'1
J1 I 1 u\ I I"
1 t. \ I ~r"" \\ III\ I' , \ " \
11' \ ", ,.' I I 1/, '\I \ I r I ,, 1\ \ I J I 14
/1 \\ 1 ' \ \ ' 1\'I \"I\~"I
" ) ( ) I1 1
",,-_...:::r;-~ _~~~UJJ
Figure 12. This tumbler has been manufactured by pattern moulding. The diamonds are more concentrated at the bottom of the object and diffused at thetop, and the interior and exterior glass surfaces have corresponding contours(cf. contact-moulded examples, Fig. 5)•
Turn-mould technology may have been usedon tableware and apothecary ground glassstoppered bottles before it was introduced inthe making of common commercial containers.When and where the technique developed isnot clear; however there were turn-pastemoulded bottles containing French champagnerecovered from the wreck of the steamshipBer~rand which sank in the spring of 1865(Switzer 1974: 23-25). Turn moulding alsoappears to have been in use in Germany andaccording to Toulouse, was one of the sourcesof this technique being introduced into theUnited States in the 1880s (Toulouse 1969b:532). During the 1870s and 1880s severalpatents were taken out in the United Statesfor seamless bottles, i.e. turn-paste-mouldedbottles (Toulouse 1969b: 532). Bottle typescommonly made by paste-mould productioninclude champagnes, hock wine, brandies,claret, and other liquor bottles. These bottlesseem to be most common from the 1870sthrough World War I (Toulouse 1969b: 532).By 1900, C.A. Tatum of Whitall, Tatum &: Co.writes that:
•••••••....••....•••..••.,•••...,•...,•••.,.....,•.,.........,.,.............".....
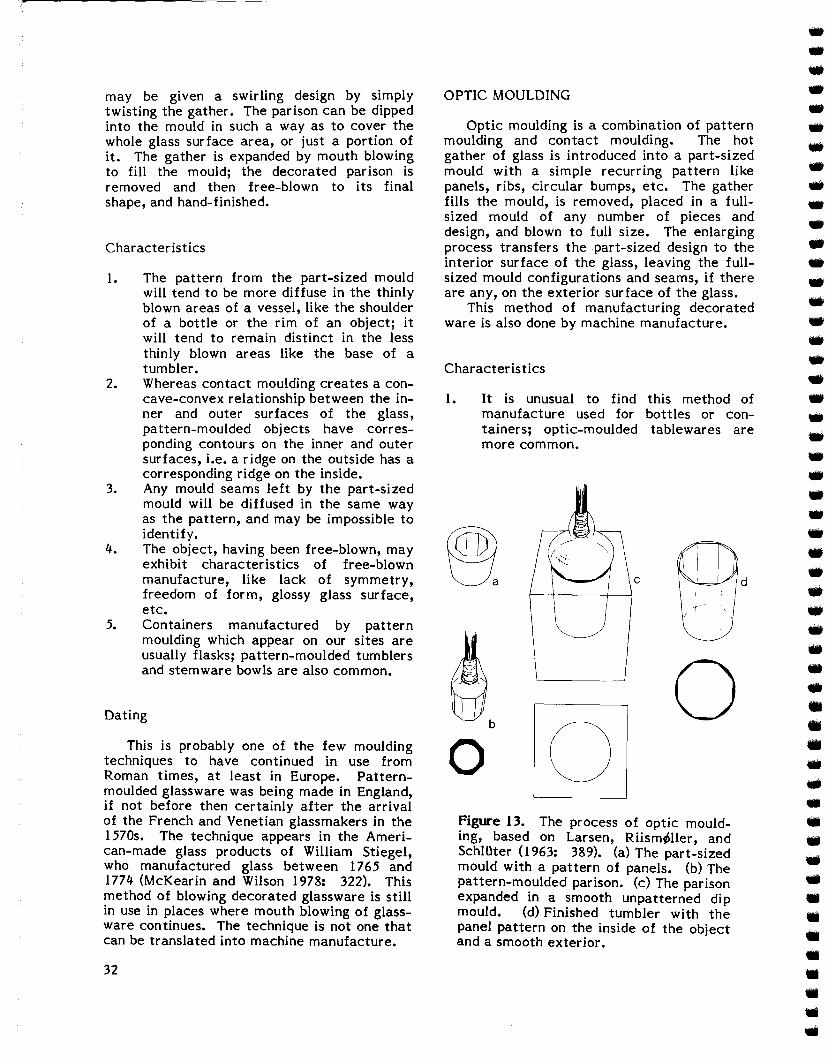
»
•....•..••••••..•••..••••....••..•..........•..••••••..•....•••••••••..
d
oc
ob
Figure 13. The process of optic moulding, based on Larsen, Riisrneller , andSchlOter (1963: 389). (a) The part-sizedmould with a pattern of panels. (b) Thepattern-moulded parlson, (c) The parisonexpanded in a smooth unpatterned dipmould. (d) Finished tumbler with thepanel pattern on the inside of the objectand a smooth exterior.
o
1. It is unusual to find this method ofmanufacture used for bottles or containers; optic-moulded tablewares aremore common.
Characteristics
OPTIC MOULDING
Optic moulding is a combination of patternmoulding and contact moulding. The hotgather of glass is introduced into a part-sizedmould with a simple recurring pattern likepanels, ribs, circular bumps, etc. The gatherfills the mould, is removed, placed in a fullsized mould of any number of pieces anddesign, and blown to full size. The enlargingprocess transfers the part-sized design to theinterior surface of the glass, leaving the fullsized mould configurations and seams, if thereare any, on the exterior surface of the glass.
This method of manufacturing decoratedware is also done by machine manufacture.
Dating
1. The pattern from the part-sized mouldwill tend to be more diffuse in the thinlyblown areas of a vessel, like the shoulderof a bottle or the rim of an object; itwill tend to remain distinct in the lessthinly blown areas like the base of atumbler.
2. Whereas contact moulding creates a concave-convex relationship between the inner and outer surfaces of the glass,pattern-moulded objects have corresponding contours on the inner and outersurfaces, i.e. a ridge on the outside has acorresponding ridge on the inside.
3. Any mould seams left by the part-sizedmould will be diffused in the same wayas the pattern, and may be impossible toidentify.
4. The object, having been free-blown, mayexhibit characteristics of free-blownmanufacture, like lack of symmetry,freedom of form, glossy glass surface,etc.
5. Containers manufactured by patternmoulding which appear on our sites areusually flasks; pattern-moulded tumblersand stem ware bowls are also common.
32
may be given a swirling design by simplytwisting the gather. The parison can be dippedinto the mould in such a way as to cover thewhole glass surface area, or just a portion ofit. The gather is expanded by mouth blowingto fill the mould; the decorated parison isremoved and then free-blown to its finalshape, and hand-finished.
Characteristics
This is probably one of the few mouldingtechniques to have continued in use fromRoman times, at least in Europe. Patternmoulded glassware was being made in England,if not before then certainly after the arrivalof the French and Venetian glassmakers in thel570s. The technique appears in the American-made glass products of William Stiegel,who manufactured glass between 1765 and1774 (McKearin and Wilson 1978: 322). Thismethod of blowing decorated glassware is stillin use in places where mouth blowing of glassware continues. The technique is not one thatcan be translated into machine manufacture.
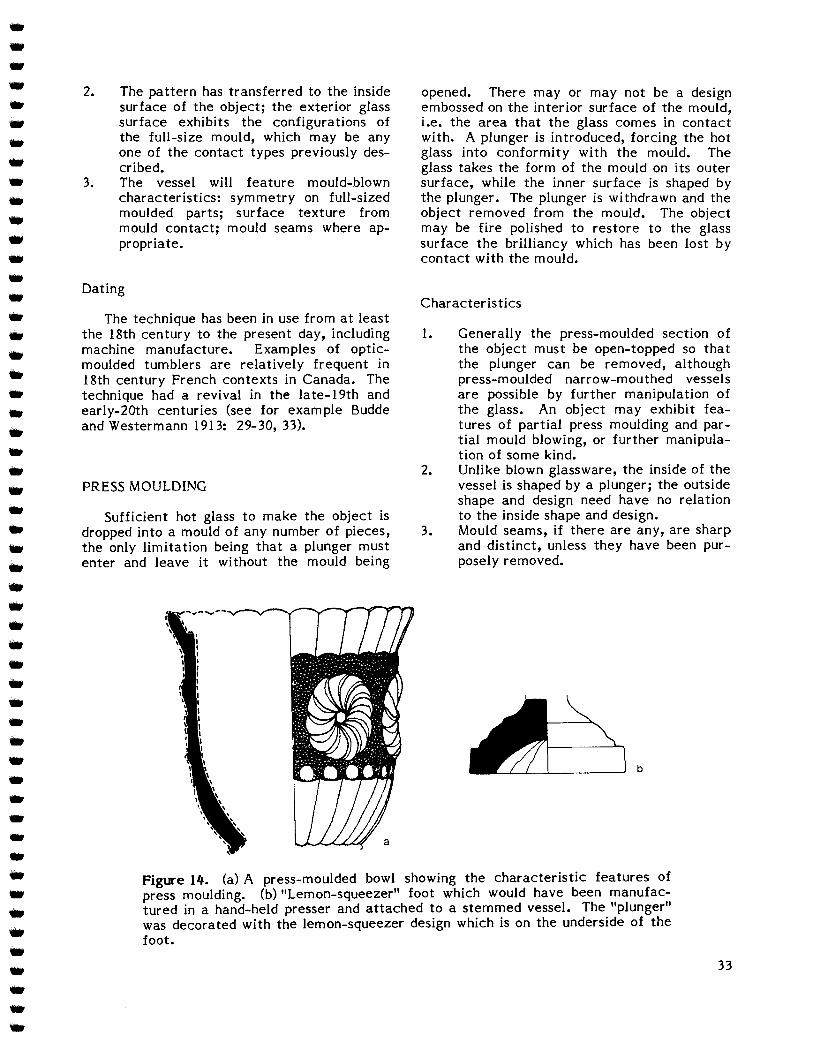
33
Figure 14. (a) A press-moulded bowl showing the characteristic features ofpress moulding. (b) "Lemon-squeezer" foot which would have been manufactured in a hand-held presser and attached to a stemmed vessel. The "plunger"was decorated with the lemon-squeezer design which is on the underside of thefoot.
Generally the press-moulded section ofthe object must be open-topped so thatthe plunger can be removed, althoughpress-moulded narrow-mouthed vesselsare possible by further manipulation ofthe glass. An object may exhibit features of partial press moulding and partial mould blowing, or further manipulation of some kind.Unlike blown glassware, the inside of thevessel is shaped by a plunger; the outsideshape and design need have no relationto the inside shape and design.Mould seams, if there are any, are sharpand distinct, unless they have been purposely removed.
1.
Characteristics
2.
3.
opened. There mayor may not be a designembossed on the interior surface of the mould,i,e, the area that the glass comes in contactwith. A plunger is introduced, forcing the hotglass into conformity with the mould. Theglass takes the form of the mould on its outersurface, while the inner surface is shaped bythe plunger. The plunger is withdrawn and theobject removed from the mould. The objectmay be fire polished to restore to the glasssurface the brilliancy which has been lost bycontact with the mould.
The pattern has transferred to the insidesurface of the object; the exterior glasssurface exhibits the configurations ofthe full-size mould, which may be anyone of the contact types previously described.The vessel will feature mould-blowncharacteristics: symmetry on full-sizedmoulded parts; surface texture frommould contact; mould seams where appropriate.
2.
3.
, .....,- ........ .,.-_...-,/"--/"--...,----".-...,y~I,,
PRESS MOULDING
Dating
,,.II
Sufficient hot glass to make the object isdropped into a mould of any number of pieces,the only limitation being that a plunger mustenter and leave it without the mould being
The technique has been in use from at leastthe l Sth century to the present day, includingmachine manufacture. Examples of opticmoulded tumblers are relatively frequent in18th century French contexts in Canada. Thetechnique had a revival in the late-19th andearly-20th centuries (see for example Buddeand Westermann 1913: 29-30,33).
..•..••••....••..•................•................•••....•..••••••••..•..--..
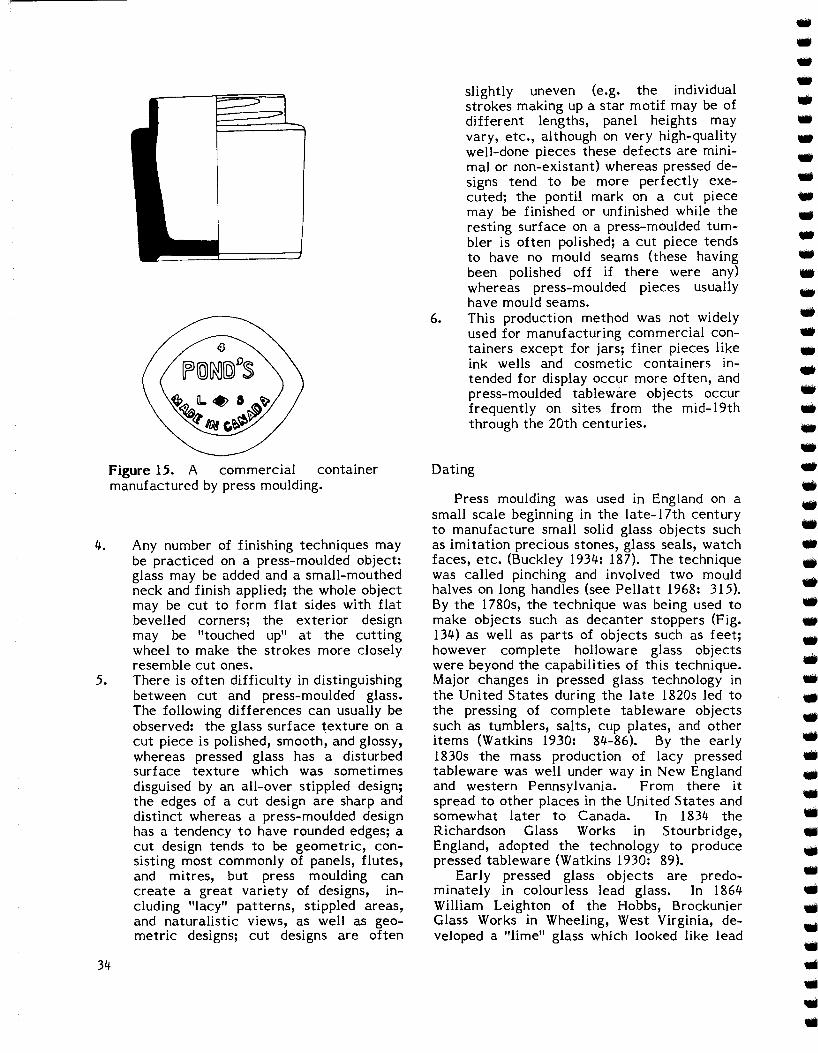
Figure 15. A commercial containermanufactured by press moulding.
4. Any number of finishing techniques maybe practiced on a press-moulded object:glass may be added and a small-mouthedneck and finish applied; the whole objectmay be cut to form flat sides with flatbevelled corners; the exterior designmay be "touched up" at the cuttingwheel to make the strokes more closelyresemble cut ones.
5. There is often difficulty in distinguishingbetween cut and press-moulded glass.The following differences can usually beobserved: the glass surface texture on acut piece is polished, smooth, and glossy,whereas pressed glass has a disturbedsurface texture which was sometimesdisguised by an all-over stippled design;the edges of a cut design are sharp anddistinct whereas a press-moulded designhas a tendency to have rounded edges; acut design tends to be geometric, consisting most commonly of panels, flutes,and mitres, but press moulding cancreate a great variety of designs, including "lacy" patterns, stippled areas,and naturalistic views, as well as geometric designs; cut designs are often
34
slightly uneven (e.g. the individualstrokes making up a star motif may be ofdifferent lengths, panel heights mayvary, etc., although on very high-qualitywell-done pieces these defects are minimal or non-existant) whereas pressed designs tend to be more perfectly executed; the pontil mark on a cut piecemay be finished or unfinished while theresting surface on a press-moulded tumbler is often polished; a cut piece tendsto have no mould seams (these havingbeen polished off if there were any)whereas press-moulded pieces usuallyhave mould seams.
6. This production method was not widelyused for manufacturing commercial containers except for jars; finer pieces likeink wells and cosmetic containers intended for display occur more often, andpress-moulded tableware objects occurfrequently on sites from the mid-19ththrough the 20th centuries.
Dating
Press moulding was used in England on asmall scale beginning in the late-17th centuryto manufacture small solid glass objects suchas imitation precious stones, glass seals, watchfaces, etc. (Buckley 1934: 187). The techniquewas called pinching and involved two mouldhalves on long handles (see Pellatt 1968: 315).By the 1780s, the technique was being used tomake objects such as decanter stoppers (Fig.134) as well as parts of objects such as feet;however complete holloware glass objectswere beyond the capabilities of this technique.Major changes in pressed glass technology inthe United States during the late 1820s led tothe pressing of complete tableware objectssuch as tumblers, salts, cup plates, and otheritems (Watkins 1930: 84-86). By the early1830s the mass production of lacy pressedtableware was well under way in New Englandand western Pennsylvania. From there itspread to other places in the United States andsomewhat later to Canada. In 1834 theRichardson Glass Works in Stourbridge,England, adopted the technology to producepressed tableware (Watkins 1930: 89).
Early pressed glass objects are predominately in colourless lead glass. In 1864William Leighton of the Hobbs, BrockunierGlass Works in Wheeling, West Virginia, developed a "lime" glass which looked like lead
..••...-••••..•••..•..•••....••••••••....•......••..••....•......•.-.-•......
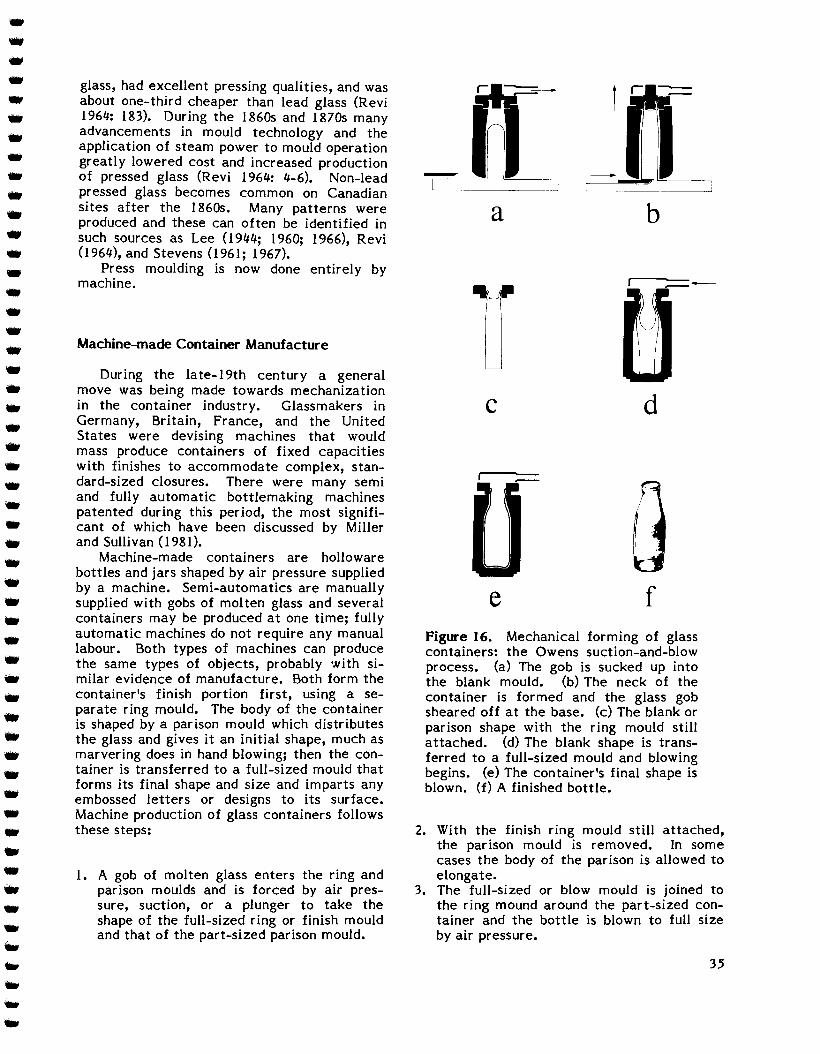
f
b
d
e
c
35
Figure 16. Mechanical forming of glasscontainers: the Owens suction-and-blowprocess. (a) The gob is sucked up intothe blank mould. (b) The neck of thecontainer is formed and the glass gobsheared off at the base. (c) The blank orparison shape with the ring mould stillattached. (d) The blank shape is transferred to a full-sized mould and blowingbegins. (e) The container's final shape isblown. (f) A finished bottle•
"'F" n =1a
2. With the finish ring mould still attached,the parison mould is removed. In somecases the body of the parison is allowed toelongate.
3. The full-sized or blow mould is joined tothe ring mound around the part-sized container and the bottle is blown to full sizeby air pressure.
1. A gob of molten glass enters the ring andparison moulds and is forced by air pressure, suction, or a plunger to take theshape of the full-sized ring or finish mouldand that of the part-sized parison mould•
Machine-made Container Manufacture
glass, had excellent pressing qualities, and wasabout one-third cheaper than lead glass (Revi1964: 183). During the 1860s and 1870s manyadvancements in mould technology and theapplication of steam power to mould operationgreatly lowered cost and increased productionof pressed glass (Revi 1964: 4-6). Non-leadpressed glass becomes common on Canadiansites after the 1860s. Many patterns wereproduced and these can often be identified insuch sources as Lee (1944; 1960; 1966), Revi(1964), and Stevens (1961; 1967).
Press moulding is now done entirely bymachine.
During the late-19th century a generalmove was being made towards mechanizationin the container industry. Glassmakers inGermany, Britain, France, and the UnitedStates were devising machines that wouldmass produce containers of fixed capacitieswith finishes to accommodate complex, standard-sized closures. There were many semiand fully automatic bottlemaking machinespatented during this period, the most significant of which have been discussed by Millerand Sullivan (1981)•
Machine-made containers are hollowarebottles and jars shaped by air pressure suppliedby a machine. Semi-automatics are manuallysupplied with gobs of molten glass and severalcontainers may be produced at one time; fullyautomatic machines do not require any manuallabour. Both types of machines can producethe same types of objects, probably with similar evidence of manufacture. Both form thecontainer's finish portion first, using a separate ring mould. The body of the containeris shaped by a parison mould which distributesthe glass and gives it an initial shape, much asmarvering does in hand blowing; then the container is transferred to a full-sized mould thatforms its final shape and size and imparts anyembossed letters or designs to its surface.Machine production of glass containers followsthese steps:
•••••••..•....••....•..•..•..........................•..--.......................
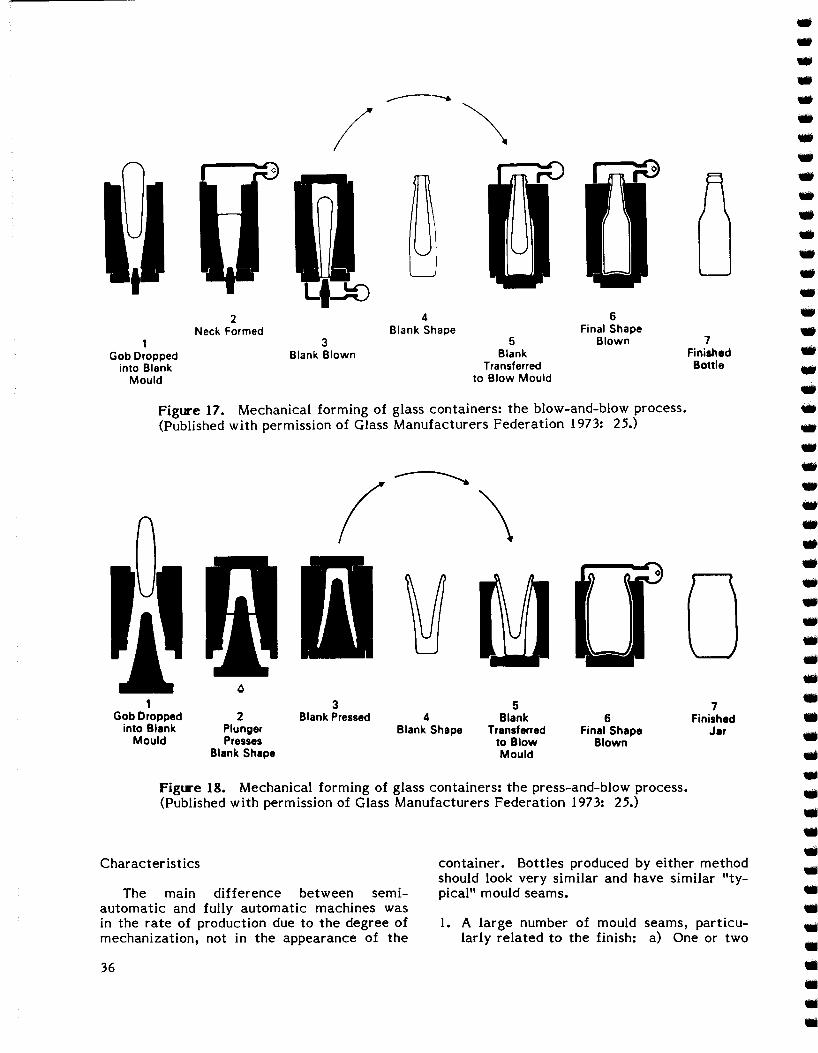
•..........•..••..•........................•..•..........•....••••....••..•••............
7Finished
Jar
7FinishedBottle
6Final Shape
Blown
6Final Shape
Blown
5Blank
Transferredto BlowMould
5Blank
Transferredto Blow Mould
1. A large number of mould seams, particularly related to the finish: a) One or two
container. Bottles produced by either methodshould look very similar and have similar "typical" mould seams.
4Blank Shape
4Blank Shape
3Blank Pressed
/
3Blank Blown
2PlungerPresses
Blank Shape
2Neck Formed
Figure 17. Mechanical forming of glass containers: the blow-and-blow process.(Published with permission of Glass Manufacturers Federation 1973: 25.)
Figure 18. Mechanical forming of glass containers: the press-and-blow process.(Published with permission of Glass Manufacturers Federation 1973: 25.)
,Gob Dropped
into BlankMould
,Gob Dropped
into BlankMould
Character istics
36
The main difference between semiautomatic and fully automatic machines wasin the rate of production due to the degree ofmechanization, not in the appearance of the
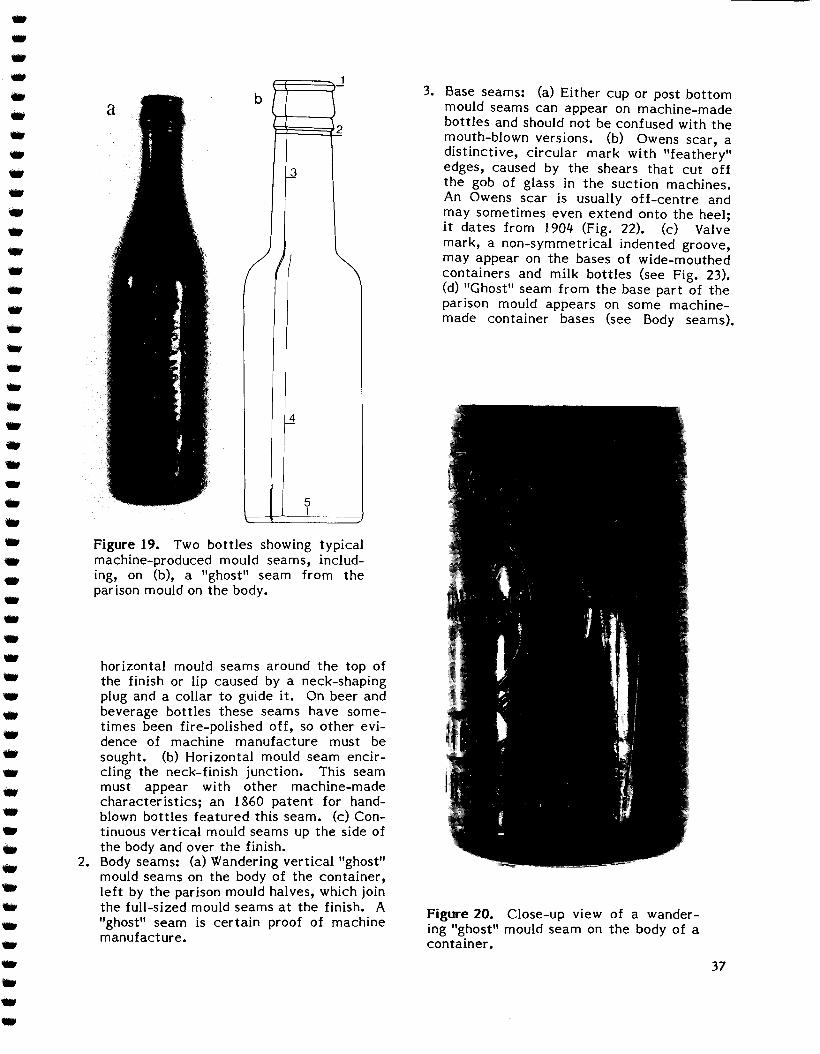
•••••••••••••••••••••••.,••••••••••••••••••••......•...••
1
b
2
.a
j
..1
5I ---
Figure 19. Two bottles showing typicalmachine-produced mould seams, including, on (b), a "ghost" seam from theparison mould on the body.
horizontal mould seams around the top ofthe finish or lip caused by a neck-shapingplug and a collar to guide it. On beer andbeverage bottles these seams have sometimes been fire-polished off, so other evidence of machine manufacture must besought. (b) Horizontal mould seam encircling the neck-finish junction. This seammust appear with other machine-madecharacteristics; an 1860 patent for handblown bottles featured this seam. (c) Continuous vertical mould seams up the side ofthe body and over the finish.
2. Body seams: (a) Wandering vertical "ghost"mould seams on the body of the container,left by the parison mould halves, which jointhe full-sized mould seams at the finish. A"ghost" seam is certain proof of machinemanufacture.
3. Base seams: (a) Either cup or post bottommould seams can appear on machine-madebottles and should not be confused with themouth-blown versions. (b) Owens scar, adistinctive, circular mark with "feathery"edges, caused by the shears that cut offthe gob of glass in the suction machines.An Owens scar is usually off-centre andmay sometimes even extend onto the heel;it dates from 1904 (Fig. 22). (c) Valvemark, a non-symmetrical indented groove,may appear on the bases of wide-mouthedcontainers and milk bottles (see Fig. 23).(d) "Ghost" seam from the base part of theparison mould appears on some machinemade container bases (see Body seams).
Figure 20. Close-up view of a wandering "ghost" mould seam on the body of acontainer.
37
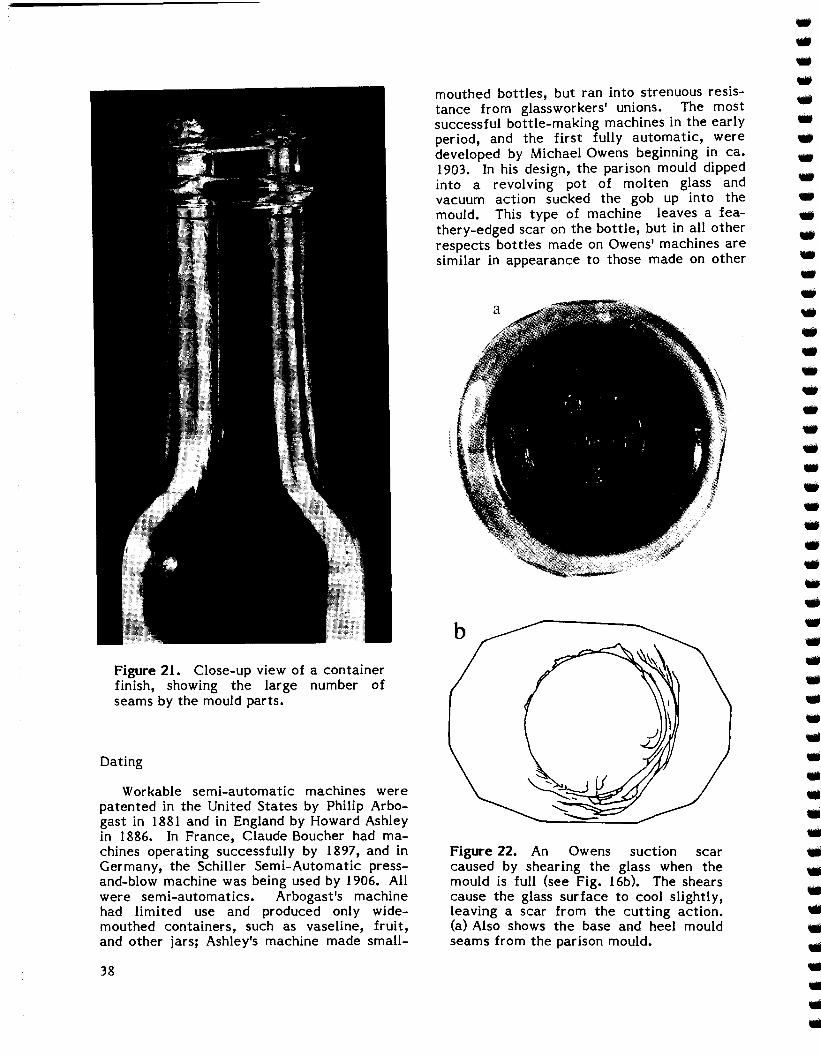
Figure 21. Close-up view of a containerfinish, showing the large number ofseams by the mould parts.
Dating
Workable semi-automatic machines werepatented in the United States by Philip Arbogast in 1881 and in England by Howard Ashleyin 1886. In France, Claude Boucher had machines operating successfully by 1897, and inGermany, the Schiller Semi-Automatic pressand-blow machine was being used by 1906. Allwere semi-automatics. Arbogast's machinehad limited use and produced only widemouthed containers, such as vaseline, fruit,and other jars; Ashley's machine made small-
38
mouthed bottles, but ran into strenuous resistance from glassworkers' unions. The mostsuccessful bottle-making machines in the earlyperiod, and the first fully automatic, weredeveloped by Michael Owens beginning in ea.1903. In his design, the parison mould dippedinto a revolving pot of molten glass andvacuum action sucked the gob up into themould. This type of machine leaves a feathery-edged scar on the bottle, but in all otherrespects bottles made on Owens' machines aresimilar in appearance to those made on other
Figure 22. An Owens suction scarcaused by shearing the glass when themould is full (see Fig. 16b). The shearscause the glass surface to cool slightly,leaving a scar from the cutting action.(a) Also shows the base and heel mouldseams from the parison mould.
............••••....•••......•..................••....................•••..•••..••......
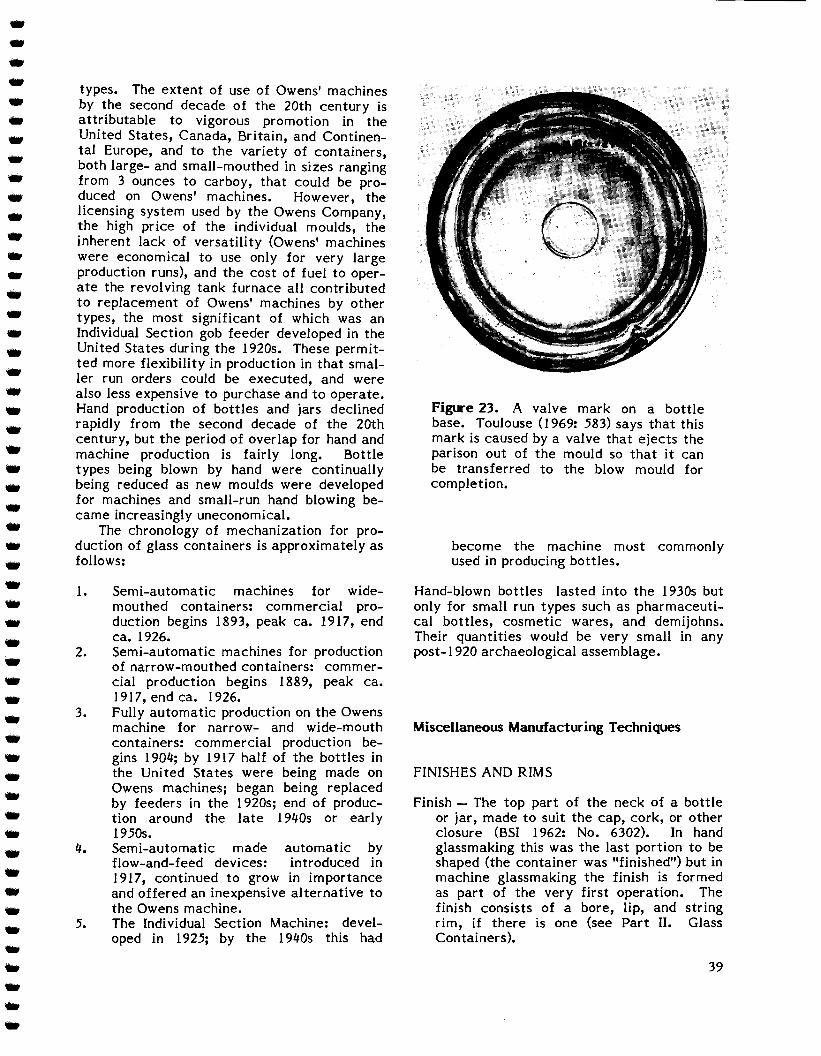
--ww....w........--..w..........w..................................................
types. The extent of use of Owens' machinesby the second decade of the 20th century isattributable to vigorous promotion in theUnited States, Canada, Britain, and Continental Europe, and to the variety of containers,both large- and small-mouthed in sizes rangingfrom 3 ounces to carboy, that could be produced on Owens' machines. However, thelicensing system used by the Owens Company,the high price of the individual moulds, theinherent lack of versatility (Owens' machineswere economical to use only for very largeproduction runs), and the cost of fuel to operate the revolving tank furnace all contributedto replacement of Owens' machines by othertypes, the most significant of which was anIndividual Section gob feeder developed in theUnited States during the 1920s. These permitted more flexibility in production in that smaller run orders could be executed, and werealso less expensive to purchase and to operate.Hand production of bottles and jars declinedrapidly from the second decade of the 20thcentury, but the period of overlap for hand andmachine production is fairly long. Bottletypes being blown by hand were continuallybeing reduced as new moulds were developedfor machines and small-run hand blowing became increasingly uneconomical .
The chronology of mechanization for production of glass containers is approximately asfollows:
1. Semi-automatic machines for widemouthed containers: commercial production begins 1893, peak ea. 1917, endea. 1926.
2. Semi-automatic machines for productionof narrow-mouthed containers: commercial production begins 1889, peak ca•1917, end ca. 1926•
3. Fully automatic production on the Owensmachine for narrow- and wide-mouthcontainers: commercial production begins 1904; by 1917 half of the bottles inthe United States were being made onOwens machines; began being replacedby feeders in the 1920s; end of production around the late 1940s or earl y1950s•
4. Semi-automatic made automatic byflow-and-feed devices: introduced in1917, continued to grow in importanceand offered an inexpensive alternative tothe Owens machine .
5. The Individual Section Machine: developed in 1925; by the 1940s this had
Figure 23. A valve mark on a bottlebase. Toulouse (I969: 583) says that thismark is caused by a valve that ejects theparison out of the mould so that it canbe transferred to the blow mould forcompletion.
become the machine most commonlyused in producing bottles•
Hand-blown bottles lasted into the 1930s butonly for small run types such as pharmaceutical bottles, cosmetic wares, and demijohns.Their quantities would be very small in anypost-I920 archaeological assemblage.
Miscellaneous Manufacturing Techniques
FINISHES AND RIMS
Finish - The top part of the neck of a bottleor jar, made to suit the cap, cork, or otherclosure (BSI 1962: No. 6302). In handglassmaking this was the last portion to beshaped (the container was "finished") but inmachine glassmaking the finish is formedas part of the very first operation. Thefinish consists of a bore, lip, and stringrim, if there is one (see Part n. GlassContainers).
39
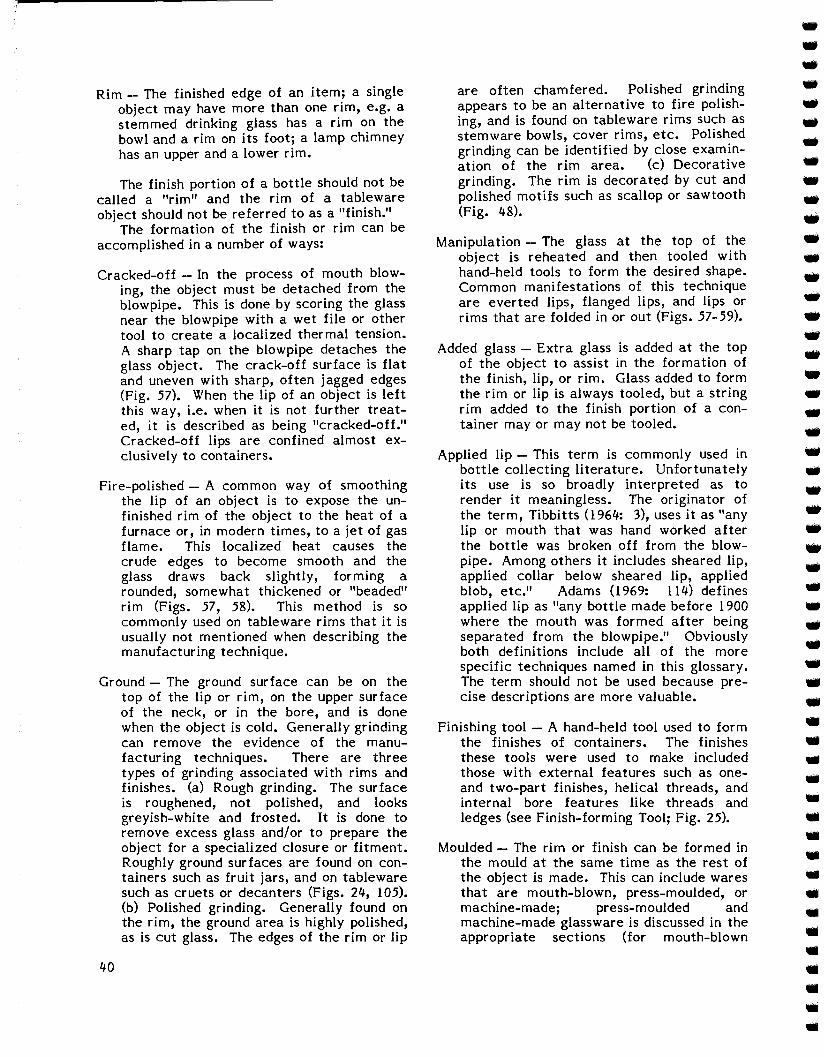
Rim -- The finished edge of an item; a singleobject may have more than one rim, e.g, astemmed drinking glass has a rim on thebowl and a rim on its foot; a lamp chimneyhas an upper and a lower rim.
The finish portion of a bottle should not becalled a "rim" and the rim of a tablewareobject should not be referred to as a "finish."
The formation of the finish or rim can beaccomplished in a number of ways:
Cracked-off - In the process of mouth blowing, the object must be detached from theblowpipe. This is done by scoring the glassnear the blowpipe with a wet file or othertool to create a localized thermal tension.A sharp tap on the blowpipe detaches theglass object. The crack-off surface is flatand uneven with sharp, often jagged edges(Fig. 57). When the lip of an object is leftthis way, i.e, when it is not further treated, it is described as being "cracked-off."Cracked-off lips are confined almost exclusively to containers.
Fire-polished -- A common way of smoothingthe lip of an object is to expose the unfinished rim of the object to the heat of afurnace or, in modern times, to a jet of gasflame. This localized heat causes thecrude edges to become smooth and theglass draws back slightly, forming arounded, somewhat thickened or "beaded"rim (Figs. 57, 58). This method is socommonly used on tableware rims that it isusually not mentioned when describing themanufacturing technique.
Ground -- The ground surface can be on thetop of the lip or rim, on the upper surfaceof the neck, or in the bore, and is donewhen the object is cold. Generally grindingcan remove the evidence of the manufacturing techniques. There are threetypes of grinding associated with rims andfinishes. (a) Rough grinding. The surfaceis roughened, not polished, and looksgreyish-white and frosted. It is done toremove excess glass and/or to prepare theobject for a specialized closure or fitment.Roughly ground surfaces are found on containers such as fruit jars, and on tablewaresuch as cruets or decanters (Figs. 24, 105).(b) Polished grinding. Generally found onthe rim, the ground area is highly polished,as is cut glass. The edges of the rim or lip
40
are often chamfered. Polished grindingappears to be an alternative to fire polishing, and is found on tableware rims such asstem ware bowls, cover rims, etc. Polishedgrinding can be identified by close examination of the rim area. (c) Decorativegrinding. The rim is decorated by cut andpolished motifs such as scallop or sawtooth(Fig. 48).
Manipulation - The glass at the top of theobject is reheated and then tooled withhand-held tools to form the desired shape.Common manifestations of this techniqueare everted lips, flanged lips, and lips orrims that are folded in or out (Figs. 57-59).
Added glass - Extra glass is added at the topof the object to assist in the formation ofthe finish, lip, or rim. Glass added to formthe rim or lip is always tooled, but a stringrim added to the finish portion of a container mayor may not be tooled.
Applied lip - This term is commonly used inbottle collecting literature. Unfortunatelyits use is so broadly interpreted as torender it meaningless. The originator ofthe term, Tibbitts (1964: 3), uses it as "anylip or mouth that was hand worked afterthe bottle was broken off from the blowpipe. Among others it includes sheared lip,applied collar below sheared lip, appliedblob, etc." Adams (1969: 114) definesapplied lip as "any bottle made before 1900where the mouth was formed after beingseparated from the blowpipe." Obviouslyboth definitions include all of the morespecific techniques named in this glossary.The term should not be used because precise descriptions are more valuable.
Finishing tool - A hand-held tool used to formthe finishes of containers. The finishesthese tools were used to make includedthose with external features such as oneand two-part finishes, helical threads, andinternal bore features like threads andledges (see Finish-forming Tool; Fig. 25).
Moulded - The rim or finish can be formed inthe mould at the same time as the rest ofthe object is made. This can include waresthat are mouth-blown, press-moulded, ormachine-made; press-moulded andmachine-made glassware is discussed in theappropriate sections (for mouth-blown
••....•..•......•..........••......•••..•..••........•........••••........••..........
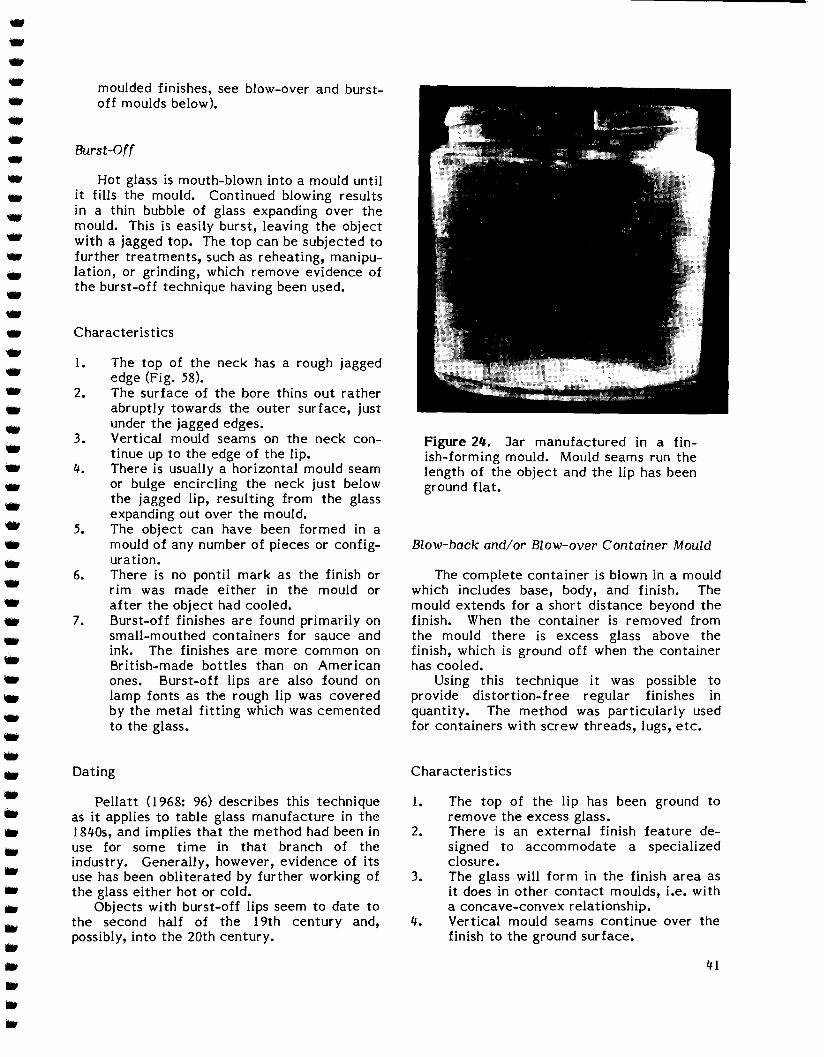
..•...............,................................................•........•..............•..••...
moulded finishes, see blow-over and burstoff moulds below}•
Burst-Off
Hot glass is mouth-blown into a mould untilit fills the mould. Continued blowing resultsin a thin bubble of glass expanding over themould. This is easily burst, leaving the objectwith a jagged top. The top can be subjected tofurther treatments, such as reheating, manipulation, or grinding, which remove evidence ofthe burst-off technique having been used•
Characteristics
1. The top of the neck has a rough jaggededge (Fig. 58)•
2. The surface of the bore thins out ratherabruptly towards the outer surface, justunder the jagged edges•
3. Vertical mould seams on the neck continue up to the edge of the lip.
4. There is usually a horizontal mould seamor bulge encircling the neck just belowthe jagged lip, resulting from the glassexpanding out over the mould•
5. The object can have been formed in amould of any number of pieces or configuration .
6. There is no pontil mark as the finish orrim was made either in the mould orafter the object had cooled.
7. Burst-off finishes are found primarily onsmall-mouthed containers for sauce andink. The finishes are more common onBritish-made bottles than on Americanones. Burst-off lips are also found onlamp fonts as the rough lip was coveredby the metal fitting which was cementedto the glass •
Dating
Pellatt (1968: 96) describes this techniqueas it applies to table glass manufacture in thel840s, and implies that the method had been inuse for some time in that branch of theindustry. Generally, however, evidence of itsuse has been obliterated by further working ofthe glass either hot or cold.
Objects with burst-off lips seem to date tothe second half of the 19th century and,possibly, into the 20th century.
Figure 24. Jar manufactured in a finish-forming mould. Mould seams run thelength of the object and the lip has beenground flat •
Blow-back and/or Blow-over Container Mould
The complete container is blown in a mouldwhich includes base, body, and finish. Themould extends for a short distance beyond thefinish. When the container is removed fromthe mould there is excess glass above thefinish, which is ground off when the containerhas cooled•
Using this technique it was possible toprovide distortion-free regular finishes inquantity. The method was particularly usedfor containers with screw threads, lugs, etc.
Characteristics
1. The top of the lip has been ground toremove the excess glass.
2. There is an external finish feature designed to accommodate a specializedclosure•
3. The glass will form in the finish area asit does in other contact moulds, Le, witha concave-convex relationship.
4. Vertical mould seams continue over thefinish to the ground surface.
41
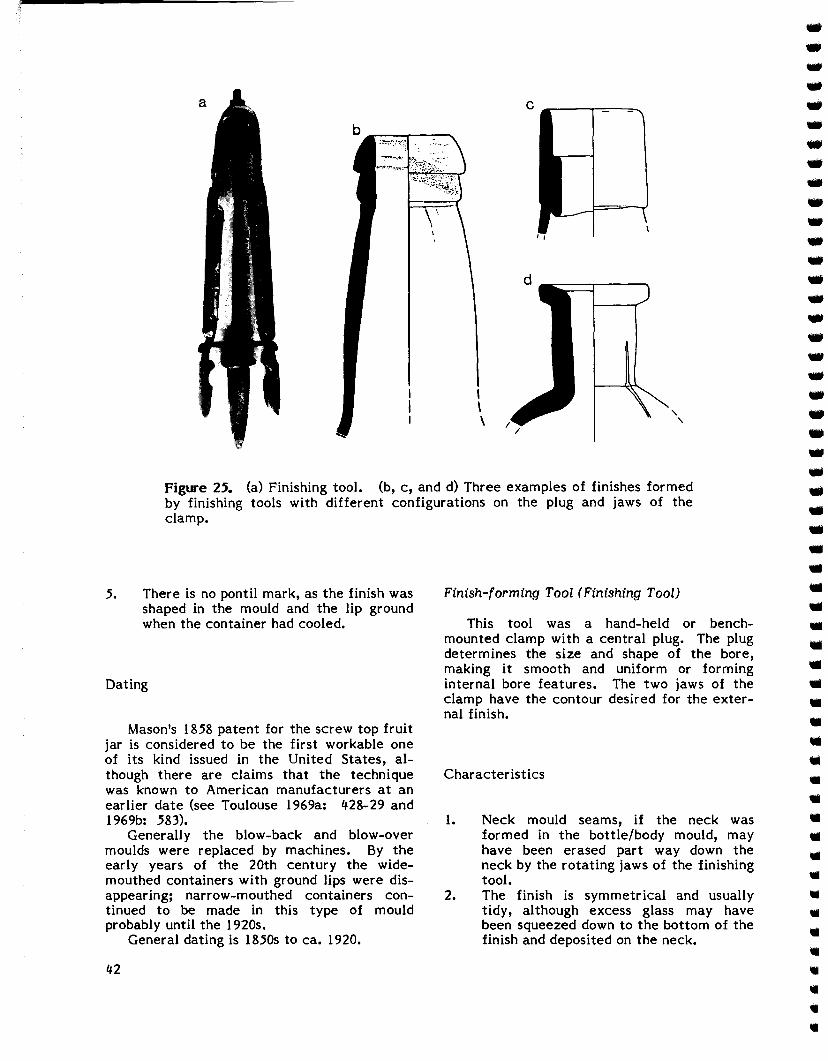
....•••••••••..••••••....•••..•......•......•..•..•......•..•....................
-,'\
,\\
1. Neck mould seams, if the neck wasformed in the bottle/body mould, mayhave been erased part way down theneck by the rotating jaws of the finishingtool.
2. The finish is symmetrical and usuallytidy, although excess glass may havebeen squeezed down to the bottom of thefinish and deposited on the neck.
This tool was a hand-held or benchmounted clamp with a central plug. The plugdetermines the size and shape of the bore,making it smooth and uniform or forminginternal bore features. The two jaws of theclamp have the contour desired for the external finish.
Characteristics
Finish-forming Tool (Finishing Tool)
....
Dating
42
5. There is no pontil mark, as the finish wasshaped in the mould and the lip groundwhen the container had cooled.
Figure 25. (a) Finishing tool. (b, c, and d) Three examples of finishes formedby finishing tools with different configurations on the plug and jaws of theclamp.
Mason's 1858 patent for the screw top fruitjar is considered to be the first workable oneof its kind issued in the United States, although there are claims that the techniquewas known to American manufacturers at anearlier date (see Toulouse 1969a: 428-29 and1969b: 583).
Generally the blow-back and blow-overmoulds were replaced by machines. By theearly years of the 20th century the widemouthed containers with ground lips were disappearing; narrow-mouthed containers continued to be made in this type of mouldprobably until the 1920s.
General dating is l850s to ea, 1920.
•••••••••••••••••••••••••••••••••••••••••••••••••••..-
3. Horizontal turn lines may appear on thesurface of the glass, above the point atwhich the mould seams were erased.
4. Finishing tools were used to make features in the bore of bottles, like threads,ledges, etc., as well as shaping the lipand string rim.
Dating
"Wine" bottles with seals dated in the mid1820s have finishes formed with a finishingtool. Finishing tools were being used in English and Scottish factories in about 1828(Bonternps 1868: 512). An English patent for1844 (Great Britain, Patent Office 1857b) describes a tool of this sort as being in commonuse among glassmakers. The tool was notmuch used in France until the 1860s and 1870s(Bonternps 1868: 513). Finishing tools continueto be used for mouth-blown bottles. A generalend date for our sites for finishing tools is themid-1920s, the end date for mouth-blown commercial containers.
General dates for the use of the finishingtool are 1820s to 1920s.
BASES AND FEET
Base - The base is the bottom part of anobject.
Foot - A foot is a horizontal projection whichmayor may not be joined by a stem to therest of the object.
The formation of the base or foot can beaccomplished in one of several ways:
Hand-tooled - Basal profiles are shaped by avariety of hand-held tools (for a discussionof some of these tools see Jones 1971).Only in particular instances is the identification of the pushup-forming tool useful inascription. For containers, hand tooling ofbases became increasingly infrequent inthe second half of the 19th century. Handtooled tableware continues to be made.Feet are also shaped using various types oftools (a specialized foot former is illustrated in Larsen, Riisrneller , and Schluter1963: 371, 382, and in Kulasiewicz 1974:69).
Moulded - The base or foot can be shaped inthe mould at the same time as the rest ofthe object is made; construction of themould varies. Moulded bases and feet areformed by mouth blowing, press moulding,and machine manufacture (see also Separate Base Part). Moulded bases can beidentified by the presence of embossedmarkings or decoration on the basal surface, by the positioning of the mould lineson the base or the heel, by the symmetryof exterior shape, and/or by vent marks.
Cut - Various areas of the base may beroughly ground or cut and polished,including the whole basal surface, theresting surface, or the pontil mark (see"Cutting" in Miscellaneous Techniques andPart Ill. Glass Tableware, Manufacture).
Separate Base Part
The base of a mouth-blown object may behand-formed after the object is removed fromthe mould, or the mould in which the body isformed may have a base-moulding part. In thetwo-piece mould, for example, the base maybe formed at the same time as the rest of theobject. Other moulds have a separate basepart or plate. As well as certain mouthblowing moulds, the separate base part isfound on machine moulds and on press moulds.
There are two types of separate base partsdescribed below solely for the reader's information. When cataloguing and inventoryingglassware, we make no specific mention of thetype of separate base part used because thefact does not contribute as effectively toattribution or to dating as some other techniques do.
Characteristics
1. There is a mould seam left by the basepart. The vertical body seams, if thereare any, join it.
2. There may be embossed letters and symbols and decoration on the base, as, forexample, on Ricketts-moulded bottles.For dating purposes these should be distinguished from letters and symbols onthe bases of machine-made bottles.
3. The base mould may be made up of anumber of base parts, each one leaving amould seam.
43
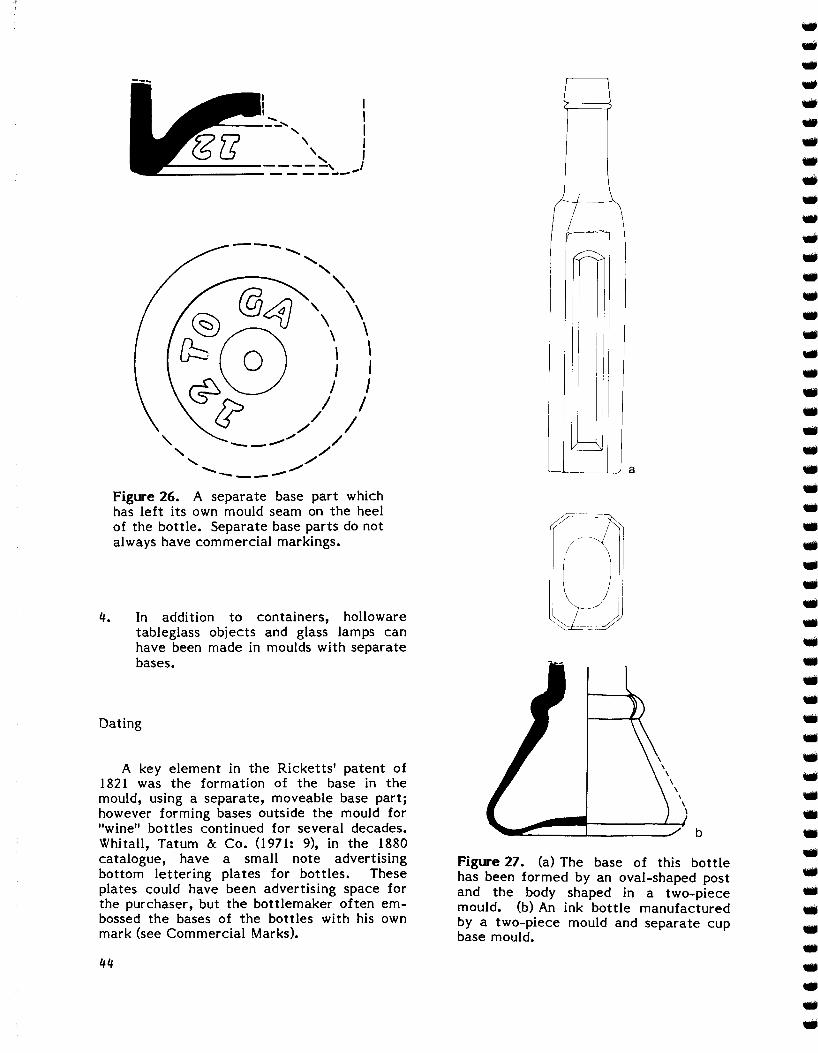
44
ww......W..•••....W
•............•••..........•••........•..•......••......••......•..
b
\
11
/
/
1
'---- ~ a
Figure 27. (a) The base of this bottlehas been formed by an oval-shaped postand the body shaped in a two-piecemould. (b) An ink bottle manufacturedby a two-piece mould and separate cupbase mould.
-----.," -,
\, \\ \
\ \} I
I II /
/.// /---" /" ./<; ,.."./...... __ .......
Dating
Figure 26. A separate base part whichhas left its own mould seam on the heelof the bottle. Separate base parts do notalways have commercial markings.
4. In addition to containers, hollowaretableglass objects and glass lamps canhave been made in moulds with separatebases.
A key element in the Ricketts' patent of1821 was the formation of the base in themould, using a separate, moveable base part;however forming bases outside the mould for"wine" bottles continued for several decades.Whitall, Tatum & Co. (1971: 9), in the 1880catalogue, have a small note advertisingbottom lettering plates for bottles. Theseplates could have been advertising space forthe purchaser, but the bottlemaker often embossed the bases of the bottles with his ownmark (see Commercial Marks).
•••••••••••••••••••••••••••••••••••••••••••
(A) Post bottom mould
This is a raised area centred in thebottom part of the bottle mould whichforms all or part of the bottle base. Itgives the container a well-formed, centredconcavity, and is used on containersformed in a mould of any number of pieces.
Characteristics
I. Toulouse (I 969b) seems to indicatethat the "post" is always circular, butthere is no reason to assume that ovalposts were not also used on flat-sidedcontainers to repeat the horizontalshape of the bottle (Fig. 27a).
2. The "post" leaves a mould seam, andthe profile is usually a shallow indentation.
3. The post bottom seam is located on orinside the resting point. The verticalbody seams, if there are any, join thepost seam.
(B) Cup bottom mould
The hot glass fits into, instead of onto,the base-forming area of the bottle mould."The part that shapes the bottom of thebottle is cut into the bottom plate as asmall depression or cup" (Toulouse 1969b:582).
Characteristics
1. A horizontal mould seam on the heelabove the resting point. This featuremay be accompanied by a bevelledheel.
2. The vertical body seams, if there areany, join the cup bottom seam.
Dating
Generally, this is found with two-piecevertical body moulds and also on machinemade bottles, and is useful only in a verygeneral way for dating containers. Ageneral date would be ca. 1850 to thepresent.
Empontilling
The pontil is a long iron rod attached tothe base or bottom of an object that is stillhot to hold the object while the lip, rim, orfinish is being formed (Fig. l c), When thepontil is detached from the object there is ascar left on the base, called a pontil mark.Four different empontilling methods have beenidentified based on the distinct pontil marksleft on the bases of glass objects. They areglass-tipped pontil (Fig. 102), sand pontil(Fig. 99), blowpipe pontil (Fig. 99), and bareiron pontil (see Jones 1971: 68-72 for detailedexplanations of each type).
On tableware items the pontil mark wasfrequently removed by grinding and polishing,leaving a shallow concavity in the base orbottom (see Fig. 102).
Dating
In use since Roman times, the pontil wasgradually replaced by the snap case (see below) beginning in the late 1840s (McKearin andWilson 1978: 517; Pellatt 1968: 95).
Based on archaeological evidence in NorthAmerica and on the general opinions expressedin contemporary literature, the snap case hadlargely replaced the pontil in container manufacture by the early 1870s. Some use of thepontil continued after that date, e.g, in themanufacture of demijohns. It would appear,too, that many bottle makers in Europe continued to use the pontil longer than theircounterparts in North America. For the purposes of dating North American containers abeginning date of ea. 1850 is used for theintroduction of the snap case (evidenced bythe absence of the pontil mark) and ea, 1870 isused as a general end date for the use of thepontil.
Dating the changeover in the manufactureof tableware is less certain as the use of thepontil in that branch of the industry seems tohave continued on a large scale for a longertime than in the container industry.
The use of the pontil has not entirely diedout. Pontil marks can still be found on handmade tablewares and specialty items and onproducts made in countries such as Mexico,India, and Afghanistan. Empontilling of anysort is unnecessary with machine manufacture.
45
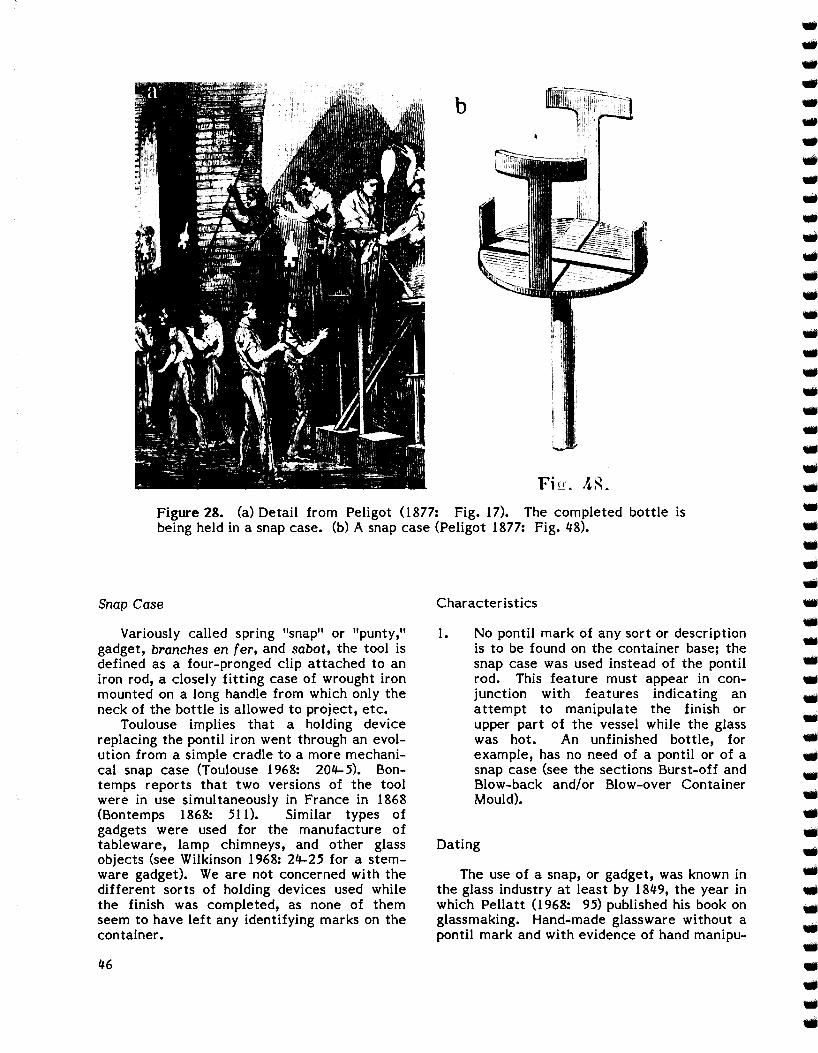
Figure 28. (a) Detail from Peligot (1877: Fig. 17). The completed bottle isbeing held in a snap case. (b) A snap case (Peligot 1877: Fig. 48).
Snap Case
Variously called spring "snap" or "punty,"gadget, branches en fer, and sabot, the tool isdefined as a four-pronged clip attached to aniron rod, a closely fitting case of wrought ironmounted on a long handle from which only theneck of the bottle is allowed to project, etc.
Toulouse implies that a holding devicereplacing the pontil iron went through an evolution from a simple cradle to a more mechanical snap case (Toulouse 1968: 204-5). Bontemps reports that two versions of the toolwere in use simultaneously in France in 1868(Bonternps 1868: 510. Similar types ofgadgets were used for the manufacture oftableware, lamp chimneys, and other glassobjects (see Wilkinson 1968: 24-25 for a stemware gadget). We are not concerned with thedifferent sorts of holding devices used whilethe finish was completed, as none of themseem to have left any identifying marks on thecontainer.
46
b
Characteristics
1. No pontil mark of any sort or descriptionis to be found on the container base; thesnap case was used instead of the pontilrod. This feature must appear in conjunction with features indicating anattempt to manipulate the finish orupper part of the vessel while the glasswas hot. An unfinished bottle, forexample, has no need of a pontil or of asnap case (see the sections Burst-off andBlow-back and/or Blow-over ContainerMould).
Dating
The use of a snap, or gadget, was known inthe glass industry at least by 1849, the year inwhich Pellatt (1968: 95) published his book onglassmaking. Hand-made glassware without apontil mark and with evidence of hand manipu-
.....,.,...,.....,.........
...................
.
...
.
.
.........
.................................
.........
.....
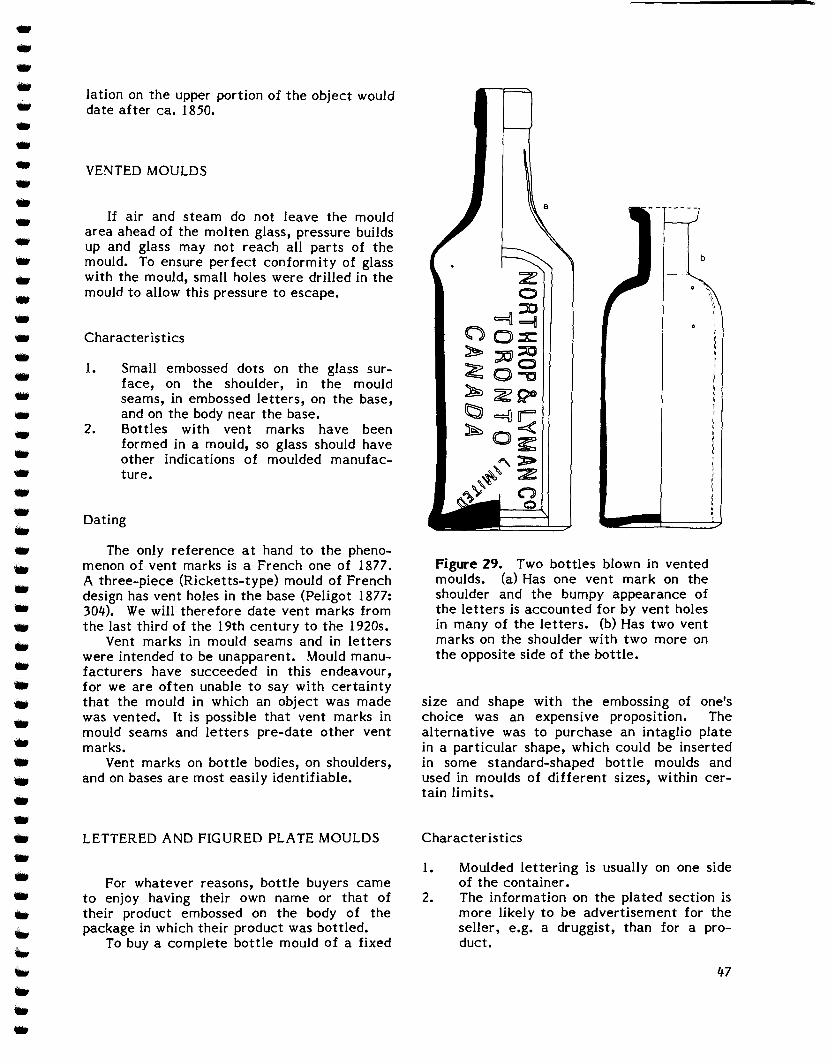
Character istics
47
, b
Figure 29. Two bottles blown in ventedmoulds. (a) Has one vent mark on theshoulder and the bumpy appearance ofthe letters is accounted for by vent holesin many of the letters. (b) Has two ventmarks on the shoulder with two more onthe opposite side of the bottle.
size and shape with the embossing of one'schoice was an expensive proposition. Thealternative was to purchase an intaglio platein a particular shape, which could be insertedin some standard-shaped bottle moulds andused in moulds of different sizes, within certain limits•
1. Moulded lettering is usually on one sideof the container.
2. The information on the plated section ismore likely to be advertisement for theseller, e.g. a druggist, than for a product •
LETTERED AND FIGURED PLATE MOULDS
Dating
If air and steam do not leave the mouldarea ahead of the molten glass, pressure buildsup and glass may not reach all parts of themould. To ensure perfect conformity of glasswith the mould, small holes were drilled in themould to allow this pressure to escape•
VENTED MOULDS
Characteristics
For whatever reasons, bottle buyers cameto enjoy having their own name or that oftheir product embossed on the body of thepackage in which their product was bottled•
To buy a complete bottle mould of a fixed
I. Small embossed dots on the glass surface, on the shoulder, in the mouldseams, in embossed letters, on the base,and on the body near the base•
2. Bottles with vent marks have beenformed in a mould, so glass should haveother indications of moulded manufacture•
lation on the upper portion of the object woulddate after ea, 1850•
The only reference at hand to the phenomenon of vent marks is a French one of 1877•A three-piece (Ricketts-type) mould of Frenchdesign has vent holes in the base (Peligot 1877:304). We will therefore date vent marks fromthe last third of the 19th century to the 1920s•
Vent marks in mould seams and in letterswere intended to be unapparent. Mould manufacturers have succeeded in this endeavour,for we are often unable to say with certaintythat the mould in which an object was madewas vented. It is possible that vent marks inmould seams and letters pre-date other ventmarks.
Vent marks on bottle bodies, on shoulders,and on bases are most easily identifiable.
.........,.......,...........................................,........,..................,...,
....,
.,........,
.,.,
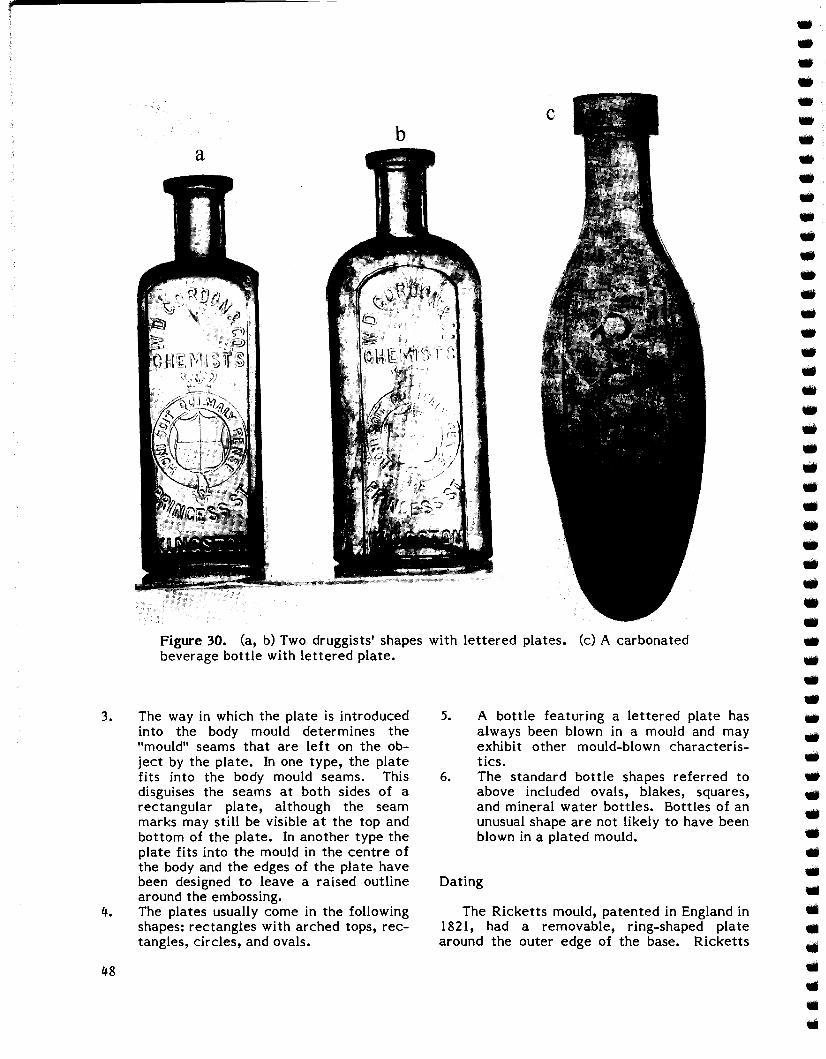
Figure 30. (a, b) Two druggists' shapes with lettered plates. (c) A carbonatedbeverage bottle with lettered plate.
3.
4.
48
b
The way in which the plate is introducedinto the body mould determines the"mould" seams that are left on the object by the plate. In one type, the platefits into the body mould seams. Thisdisguises the seams at both sides of arectangular plate, although the seammarks may still be visible at the top andbottom of the plate. In another type theplate fits into the mould in the centre ofthe body and the edges of the plate havebeen designed to leave a raised outlinearound the embossing.The plates usually come in the followingshapes: rectangles with arched tops, rectangles, circles, and ovals.
5. A bottle featuring a lettered plate hasalways been blown in a mould and mayexhibit other mould-blown characteristics.
6. The standard bottle shapes referred toabove included ovals, blakes, squares,and mineral water bottles. Bottles of anunusual shape are not likely to have beenblown in a plated mould.
Dating
The Ricketts mould, patented in England in1821, had a removable, ring-shaped platearound the outer edge of the base. Ricketts
••..•..•....•••..••..••..III
•..........••..........•••............•..IIIIII....•••...•tI
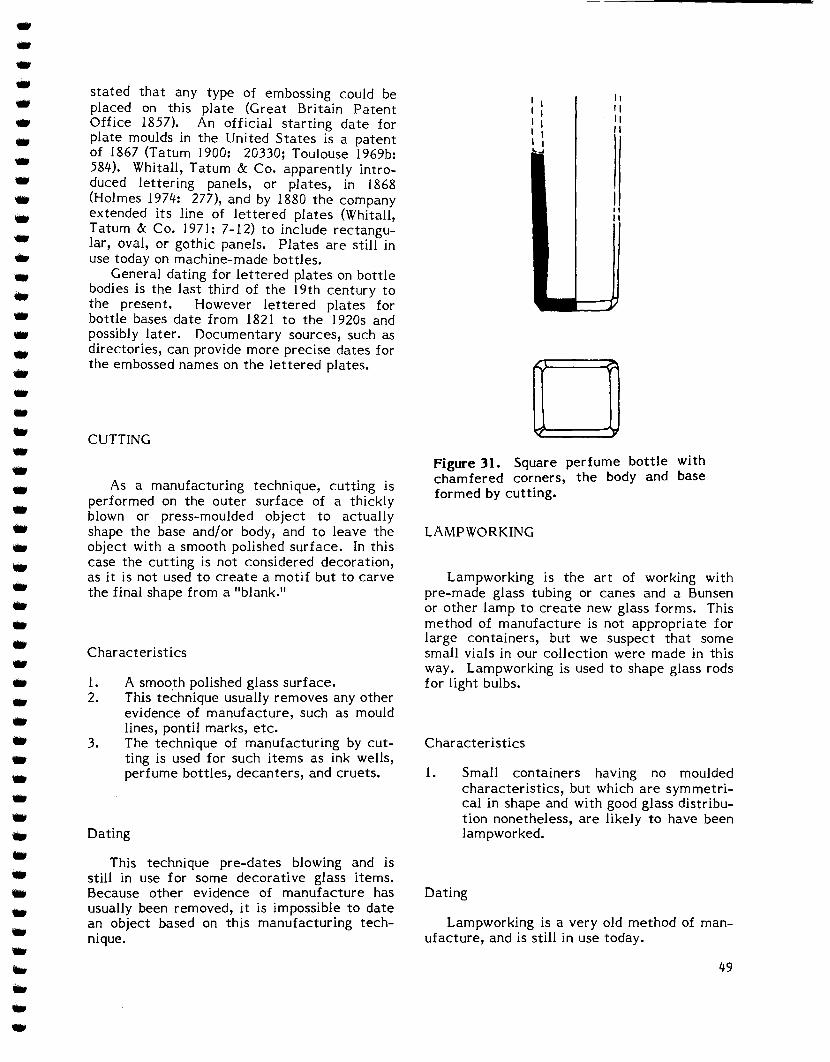
49
LAMPWORKING
Characteristics
11111111
1111
I II II II I, I....
Larnpworking is a very old method of manufacture, and is still in use today.
Dating
Figure 31. Square perfume bottle withchamfered corners, the body and baseformed by cutting.
1. Small containers having no mouldedcharacteristics, but which are symmetrical in shape and with good glass distribution nonetheless, are likely to have beenlampworked.
Lampworking is the art of working withpre-made glass tubing or canes and a Bunsenor other lamp to create new glass forms. Thismethod of manufacture is not appropriate forlarge containers, but we suspect that somesmall vials in our collection were made in thisway. Lampworking is used to shape glass rodsfor light bulbs.1. A smooth polished glass surface.
2. This technique usually removes any otherevidence of manufacture, such as mouldlines, pontil marks, etc.
3. The technique of manufacturing by cutting is used for such items as ink wells,perfume bottles, decanters, and cruets.
stated that any type of embossing could beplaced on this plate (Great Britain PatentOffice 1857). An official starting date forplate moulds in the United States is a patentof 1867 (Tatum 1900: 20330; Toulouse 1969b:584). Whitall, Tatum & Co. apparently introduced lettering panels, or plates, in 1868(Holrnes 1974: 277), and by 1880 the companyextended its line of lettered plates (Whitall,Tatum & Co. 1971: 7-12) to include rectangular, oval, or gothic panels. Plates are still inuse today on machine-made bottles.
General dating for lettered plates on bottlebodies is the last third of the 19th century tothe present. However lettered plates forbottle bases date from 1821 to the 1920s andpossibly later. Documentary sources, such asdirectories, can provide more precise dates forthe embossed names on the lettered plates.
Dating
CUTTING
This technique pre-dates blowing and isstill in use for some decorative glass items.Because other evidence of manufacture hasusually been removed, it is impossible to datean object based on this manufacturing technique.
As a manufacturing technique, cutting isperformed on the outer surface of a thicklyblown or press-moulded object to actuallyshape the base and/or body, and to leave theobject with a smooth polished surface. In thiscase the cutting is not considered decoration,as it is not used to create a motif but to carvethe final shape from a "blank."
Characteristics
•..•..•......•..•..............••..................................................................
GLASSWARE DECORATION
With Hot Glass
COLOUR
Glass is composed of a mixture of silica,usually as sand, alkali in the form of potash orcarbonate of soda, and a flux, which is usuallylime or oxide of lead. Mixed together andmelted at a high temperature, these ingredients produce a greenish or amber-colouredglass. Altering the batch ingredients by theaddition of various metallic oxides producesglasses of many colours, or glass which iscompletely colourless. As well, glass can bemade transparent, translucent, or opaque byaltering the ingredients (see Colour).
MOULDING
Glassware can be decorated by varioustypes of moulded manufacture, including contact moulding, pattern moulding, opticmoulding, and press moulding. Each of thesemethods of manufacture must embellish theobject's shape for the method of manufactureto be considered decoration (see the Manufacturing section of the glossary for details ofthese methods).
INCLUSIONS
This refers to both glassy and non-glassymaterial which is intentionally trapped orplaced inside hot glass, and includes air,opaque glass, and other materials.
Air bubbles - These are bubbles of air of anyshape or size, intentionally trapped inside aportion of an object; they are not presentbecause the glass is of poor quality. Decorative air bubbles are often found in thestem of a wine glass, within a knop orbaluster, in the base of a bowl of a stemware item, or in a stopper finial, etc.
Air twist - Air bubbles are encased in hotglass and the glass drawn out to elongateand twist the bubbles. Patterns of the airtwist are similar to opaque twist, single ordouble series, and occur most often in
50
stemware items. If the glass is made oflead, the ascription and date are mostlikely English, ca. 1740-70 (Hughes 1956:98-99).
Opaque twist - Opaque twists are formed withcanes of opaque glass which have beenencased in colourless glass and then tooledor manipulated to form designs of single ordouble twists. Opaque twists occur inmarbles and in stems. A stemware objectwith an opaque twist has been formed inthree parts, Le, bowl or top, stem, andfoot. The opaque glass is most commonlywhite, but transparent and opaque twists ofother colours do occur. The technique wasparticularly popular in the British tableglass industry between ca. 1750 andea, 1780 (Hughes 1956: 110-11). Theopaque twist is a variation of the millefioritechnique which dates to the 1st centuryB.C. In the 16th century the Venetiansrevived the art of cane forming and manipulation, using canes of glass to fashionfiligree, millefiori, and (rnillefiori) mosaicvessels and beads (Polak 1975: 58).
Mixed twist - This is a combination of air andopaque twist in the same object.
Spangled - Cased glass with a metallic inclusion of biotite or mica between the layers.In the American version the first gather ofglass is opaque white or transparentcoloured glass; the second layer is colourless. The English variation features a darkopaque body with a second layer ofcoloured or colourless glass. Both dateafter 1883 (Revi 1959: 176-81).
Silveria - Silveria was the name given to aprocess for decorating glassware developedby John Norwood in ca. 1900. However, thedecoration itself dated from at least asearly as the fourth quarter of the 19thcentury. The term is now used as representative of a decorative technique inwhich a thin layer of metallic foil is sandwiched between two layers of tansparentglass, either coloured or colourless (Revi1959: 189-91).
SUPERIMPOSED GLASS
The following is a list and explanations ofsome glass-on-glass decorative techniques.
••••••••••••••••••••••.-••••••••••••••••••.......••....IIIIII....
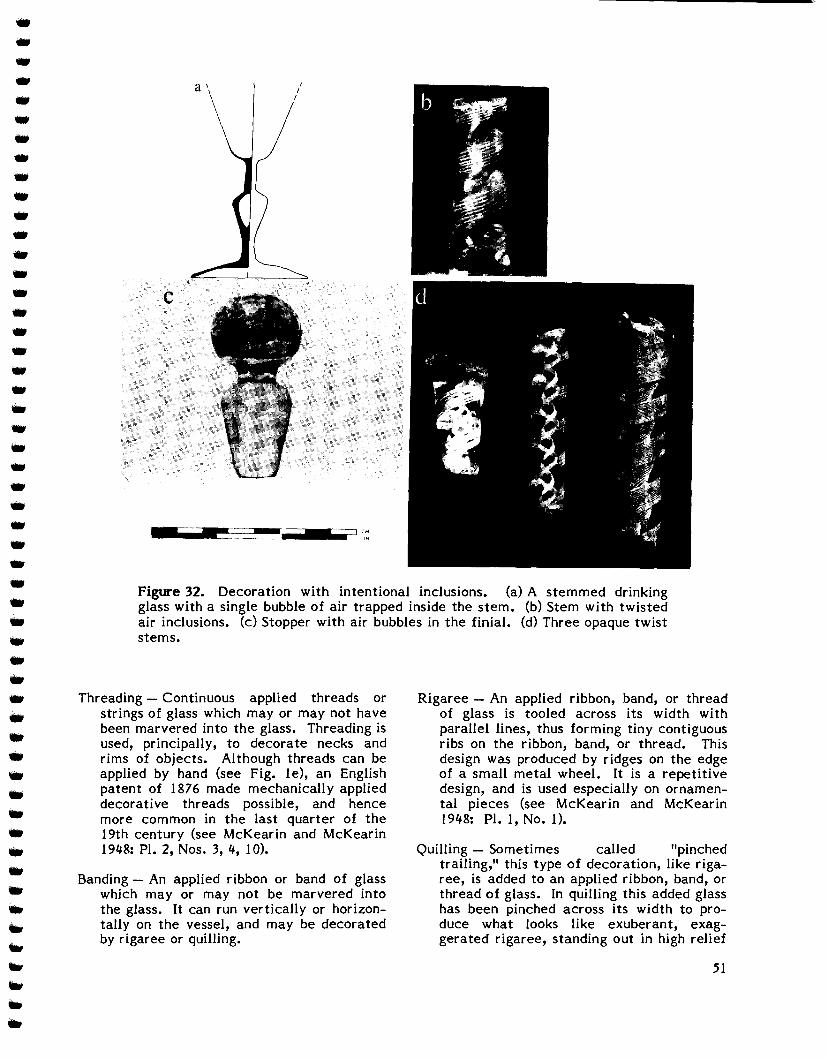
Figure 32. Decoration with intentional inclusions. (a) A stemmed drinkingglass with a single bubble of air trapped inside the stem. (b) Stem with twistedair inclusions. (c) Stopper with air bubbles in the finial. (d) Three opaque twiststems•
•••••..•••••••••••......•••••....•......•......••..••.....................•
Threading - Continuous applied threads orstrings of glass which mayor may not havebeen marvered into the glass. Threading isused, principally, to decorate necks andrims of objects. Although threads can beapplied by hand (see Fig. le), an Englishpatent of 1876 made mechanically applieddecorative threads possible, and hencemore common in the last quarter of the19th century (see McKearin and McKearin1948: PI. 2, Nos. 3, 4, 10).
Banding - An applied ribbon or band of glasswhich mayor may not be marvered intothe glass. It can run vertically or horizontally on the vessel, and may be decoratedby rigaree or quilling•
Rigaree - An applied ribbon, band, or threadof glass is tooled across its width withparallel lines, thus forming tiny contiguousribs on the ribbon, band, or thread. Thisdesign was produced by ridges on the edgeof a small metal wheel. It is a repetitivedesign, and is used especially on ornamental pieces (see McKearin and McKearin1948: PI. 1, No. 1).
Quilling - Sometimes called "pinchedtrailing," this type of decoration, like rigaree, is added to an applied ribbon, band, orthread of glass. In quilling this added glasshas been pinched across its width to produce what looks like exuberant, exaggerated rigaree, standing out in high relief
51
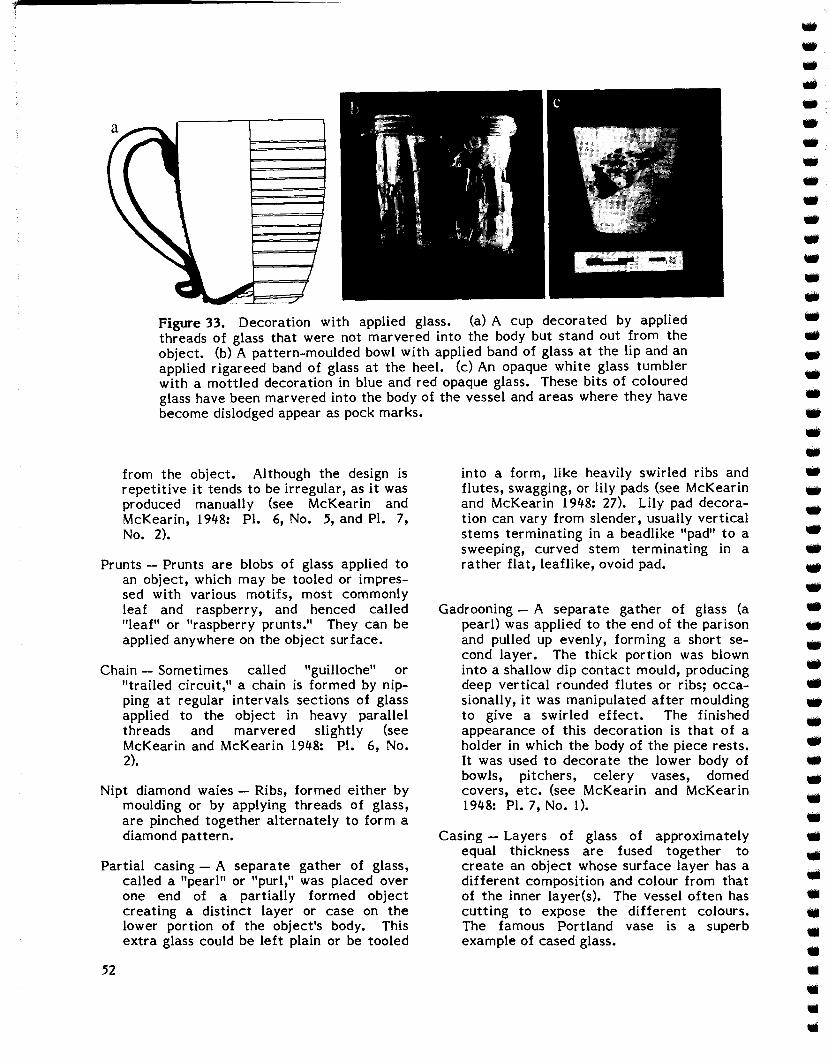
Figure 33. Decoration with applied glass. (a) A cup decorated by appliedthreads of glass that were not marvered into the body but stand out from theobject. (b) A pattern-moulded bowl with applied band of glass at the lip and anapplied rigareed band of glass at the heel. (c) An opaque white glass tumblerwith a mottled decoration in blue and red opaque glass. These bits of colouredglass have been marvered into the body of the vessel and areas where they havebecome dislodged appear as pock marks.
from the object. Although the design isrepetitive it tends to be irregular, as it wasproduced manually (see McKearin andMcKearin, 1948: PI. 6, No. 5, and PI. 7,No. 2).
Prunts -- Prunts are blobs of glass applied toan object, which may be tooled or impressed with various motifs, most commonlyleaf and raspberry, and henced called"leaf" or "raspberry prunts," They can beapplied anywhere on the object surface.
Chain - Sometimes called "guilloche" or"trailed circuit," a chain is formed by nipping at regular intervals sections of glassapplied to the object in heavy parallelthreads and marvered slightly (seeMcKearin and McKearin 1948: PI. 6, No.2).
Nipt diamond waies - Ribs, formed either bymoulding or by applying threads of glass,are pinched together alternately to form adiamond pattern.
Partial casing - A separate gather of glass,called a "pearl" or "purl," was placed overone end of a partially formed objectcreating a distinct layer or case on thelower portion of the object's body. Thisextra glass could be left plain or be tooled
52
into a form, like heavily swirled ribs andflutes, swagging, or lily pads (see McKearinand McKearin 1948: 27). Lily pad decoration can vary from slender, usually verticalstems terminating in a beadlike "pad" to asweeping, curved stem terminating in arather flat, leaflike, ovoid pad.
Gadrooning - A separate gather of glass (apearl) was applied to the end of the parisonand pulled up evenly, forming a short second layer. The thick portion was blowninto a shallow dip contact mould, producingdeep vertical rounded flutes or ribs; occasionally, it was manipulated after mouldingto give a swirled effect. The finishedappearance of this decoration is that of aholder in which the body of the piece rests.It was used to decorate the lower body ofbowls, pitchers, celery vases, domedcovers, etc. (see McKearin and McKearin1948: PI. 7, No. 1).
Casing - Layers of glass of approximatelyequal thickness are fused together tocreate an object whose surface layer has adifferent composition and colour from thatof the inner layerfs). The vessel often hascutting to expose the different colours.The famous Portland vase is a superbexample of cased glass.
..•......••..•••••••....••••......••..........•....•..•..•.....1111..IIIIIIIII
••..••
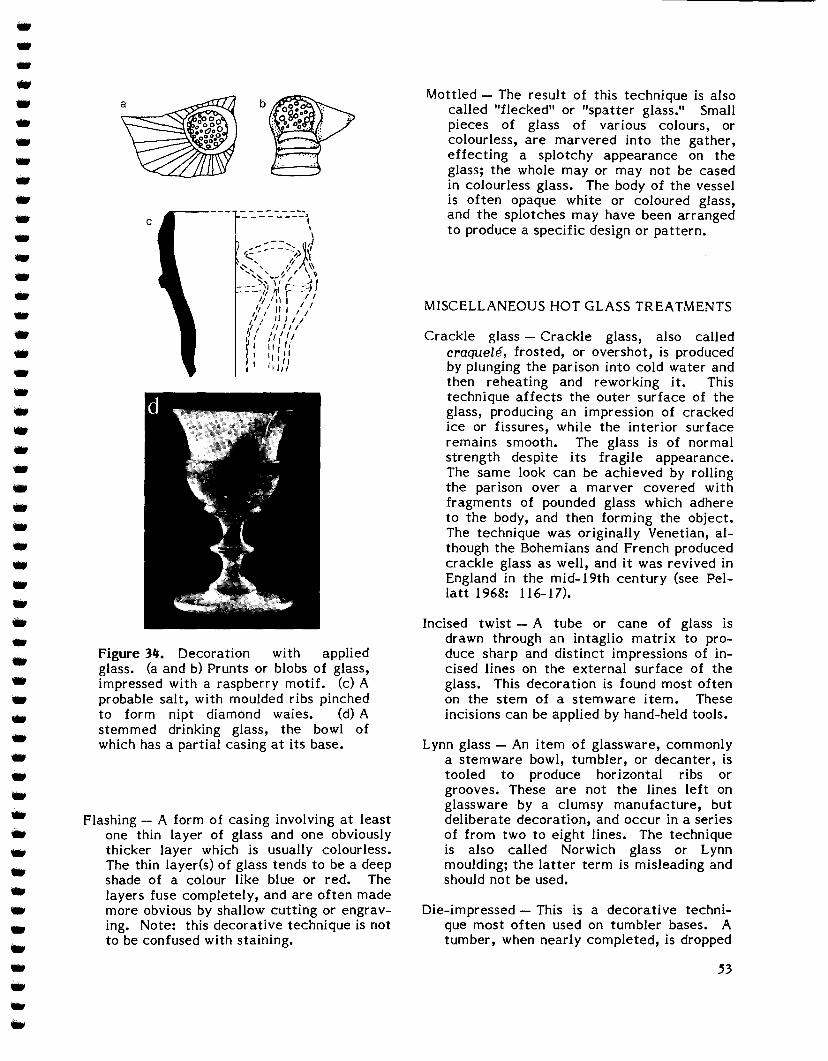
•••....••..•••---•••••..•••••••..••••••..••....••..••.........,..
b
c
Figure 34. Decoration with appliedglass. (a and b) Prunts or blobs of glass,impressed with a raspberry motif. (c) Aprobable salt, with moulded ribs pinchedto form nipt diamond waies. (d) Astemmed drinking glass, the bowl ofwhich has a partial casing at its base.
Flashing - A form of casing involving at leastone thin layer of glass and one obviouslythicker layer which is usually colourless.The thin Iayerts) of glass tends to be a deepshade of a colour like blue or red. Thelayers fuse completely, and are often mademore obvious by shallow cutting or engraving. Note: this decorative technique is notto be confused with staining.
Mottled - The result of this technique is alsocalled "flecked" or "spatter glass." Smallpieces of glass of various colours, orcolourless, are marvered into the gather,effecting a splotchy appearance on theglass; the whole mayor may not be casedin colourless glass. The body of the vesselis often opaque white or coloured glass,and the splotches may have been arrangedto produce a specific design or pattern.
MISCELLANEOUS HOT GLASS TREATMENTS
Crackle glass - Crackle glass, also calledcraquete, frosted, or overshot, is producedby plunging the parison into cold water andthen reheating and reworking it. Thistechnique affects the outer surface of theglass, producing an impression of crackedice or fissures, while the interior surfaceremains smooth. The glass is of normalstrength despite its fragile appearance.The same look can be achieved by rollingthe parison over a marver covered withfragments of pounded glass which adhereto the body, and then forming the object.The technique was originally Venetian, although the Bohemians and French producedcrackle glass as well, and it was revived inEngland in the mid-19th century (see Pellatt 1968: 116-17)•
Incised twist - A tube or cane of glass isdrawn through an intaglio matrix to produce sharp and distinct impressions of incised lines on the external surface of theglass. This decoration is found most oftenon the stem of a stem ware item. Theseincisions can be applied by hand-held tools.
Lynn glass - An item of glassware, commonlya stemware bowl, tumbler, or decanter, istooled to produce horizontal ribs orgrooves. These are not the lines left onglassware by a clumsy manufacture, butdeliberate decoration, and occur in a seriesof from two to eight lines. The techniqueis also called Norwich glass or Lynnmoulding; the latter term is misleading andshould not be used.
Die-impressed - This is a decorative technique most often used on tumbler bases. Atumber, when nearly completed, is dropped
53
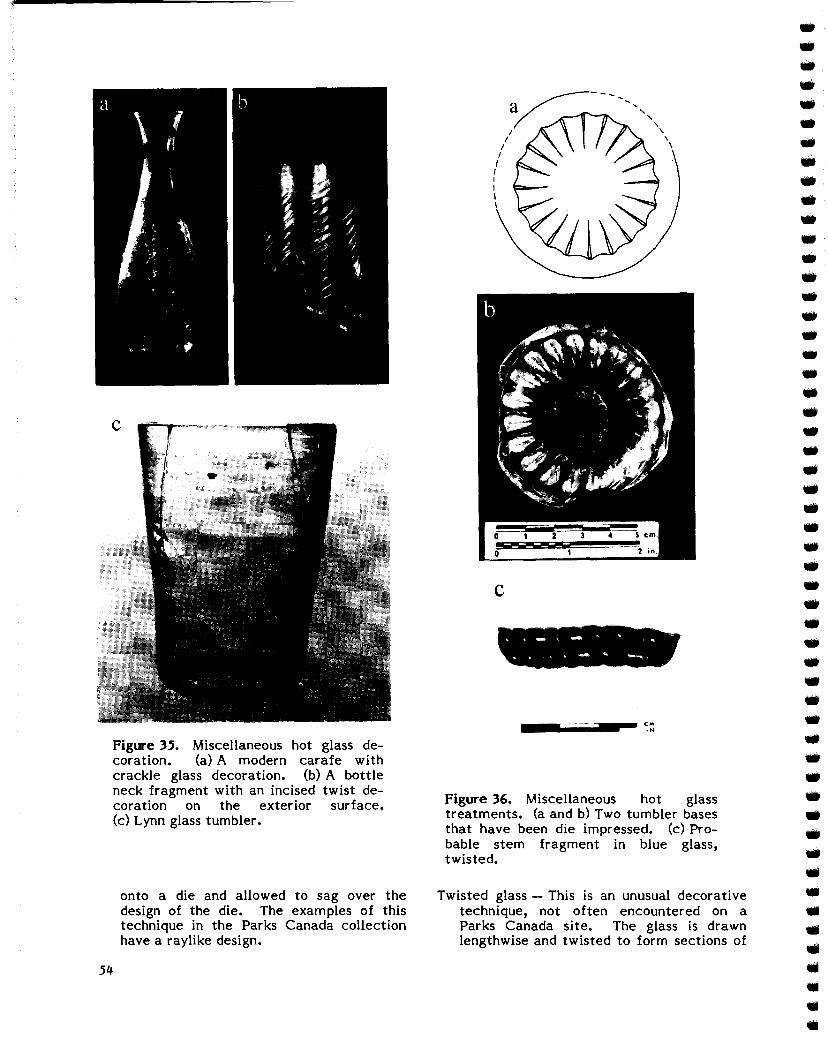
Figure 35. Miscellaneous hot glass decoration. (a) A modern carafe withcrackle glass decoration. (b) A bottleneck fragment with an incised twist decoration on the exterior surface.(c) Lynn glass tumbler.
onto a die and allowed to sag over thedesign of the die. The examples of thistechnique in the Parks Canada collectionhave a raylike design.
54
c
... , ..... , ~ '" '" .."''' ~ ........ ~ ~.
___........... c ..
IN
Figure 36. Miscellaneous hot glasstreatments. (a and b) Two tumbler basesthat have been die impressed. (c) Probable stem fragment in blue glass,twisted.
Twisted glass - This is an unusual decorativetechnique, not often encountered on aParks Canada site. The glass is drawnlengthwise and twisted to form sections of
•••••••••••••••....•••....••••••••..•..••••••••••....••..........•
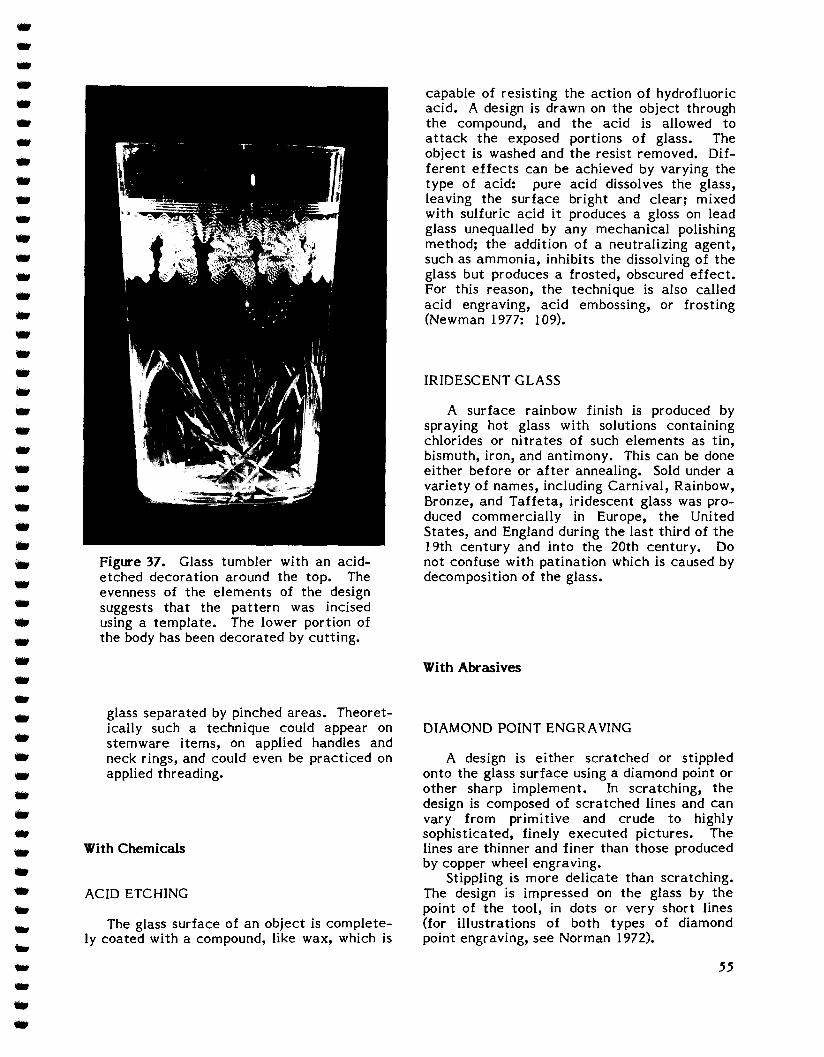
--•--•••••••••••••--•••••••••••••••••••••............,•
Figure 37. Glass tumbler with an acidetched decoration around the top. Theevenness of the elements of the designsuggests that the pattern was incisedusing a template. The lower portion ofthe body has been decorated by cutting.
glass separated by pinched areas. Theoretically such a technique could appear onstemware items, on applied handles andneck rings, and could even be practiced onapplied threading.
With Chemicals
ACID ETCHING
The glass surface of an object is completely coated with a compound, like wax, which is
capable of resisting the action of hydrofluoricacid. A design is drawn on the object throughthe compound, and the acid is allowed toattack the exposed portions of glass. Theobject is washed and the resist removed. Different effects can be achieved by varying thetype of acid: pure acid dissolves the glass,leaving the surface bright and clear; mixedwith sulfuric acid it produces a gloss on leadglass unequalled by any mechanical polishingmethod; the addition of a neutralizing agent,such as ammonia, inhibits the dissolving of theglass but produces a frosted, obscured effect.For this reason, the technique is also calledacid engraving, acid embossing, or frosting(Newman 1977: 109).
IRIDESCENT GLASS
A surface rainbow finish is produced byspraying hot glass with solutions containingchlorides or nitrates of such elements as tin,bismuth, iron, and antimony. This can be doneeither before or after annealing. Sold under avariety of names, including Carnival, Rainbow,Bronze, and Taffeta, iridescent glass was produced commercially in Europe, the UnitedStates, and England during the last third of the19th century and into the 20th century. Donot confuse with patination which is caused bydecomposition of the glass.
With Abrasives
DIAMOND POINT ENGRAVING
A design is either scratched or stippledonto the glass surface using a diamond point orother sharp implement. In scratching, thedesign is composed of scratched lines and canvary from primitive and crude to highlysophisticated, finely executed pictures. Thelines are thinner and finer than those producedby copper wheel engraving.
Stippling is more delicate than scratching.The design is impressed on the glass by thepoint of the tool, in dots or very short lines(for illustrations of both types of diamondpoint engraving, see Norman 1972).
55
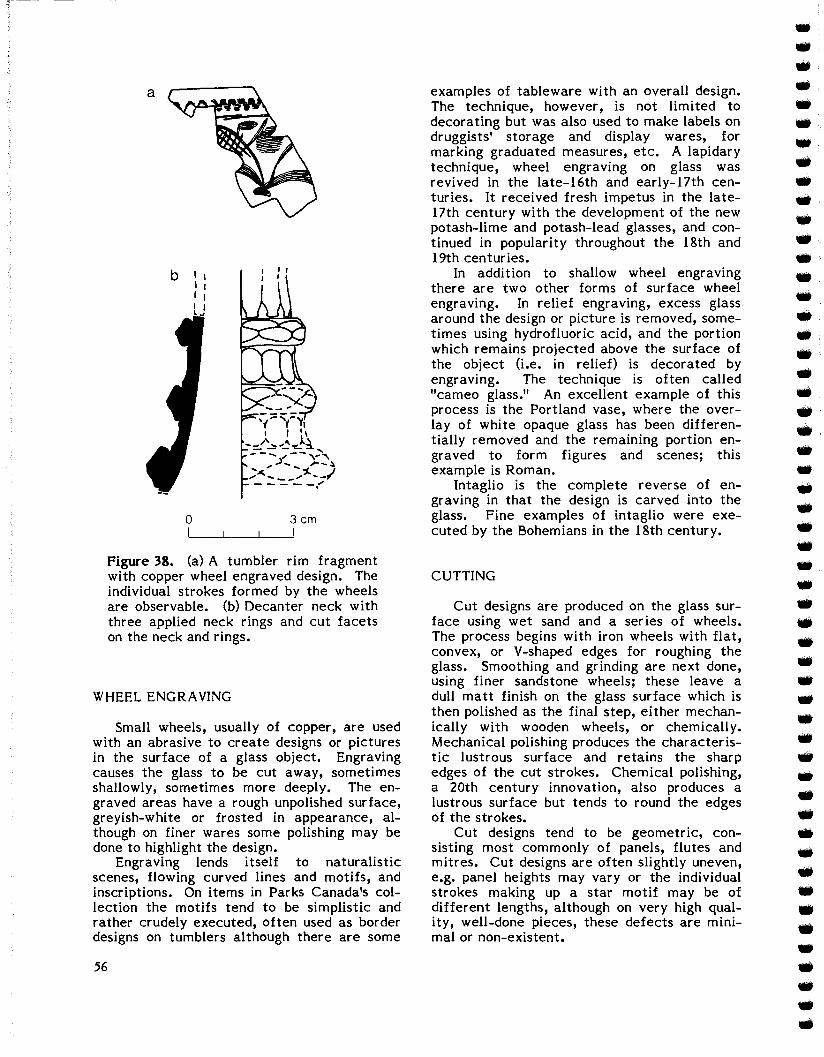
56
WHEEL ENGRAVING
•••••..••••••..••••......•••..•••••••••••••....••••....••••••..•
CUTTING
Cut designs are produced on the glass surface using wet sand and a series of wheels.The process begins with iron wheels with flat,convex, or V-shaped edges for roughing theglass. Smoothing and grinding are next done,using finer sandstone wheels; these leave adull matt finish on the glass surface which isthen polished as the final step, either mechanically with wooden wheels, or chemically.Mechanical polishing produces the characteristic lustrous surface and retains the sharpedges of the cut strokes. Chemical polishing,a 20th century innovation, also produces alustrous surface but tends to round the edgesof the strokes.
Cut designs tend to be geometric, consisting most commonly of panels, flutes andmitres. Cut designs are often slightly uneven,e.g, panel heights may vary or the individualstrokes making up a star motif may be ofdifferent lengths, although on very high quality, well-done pieces, these defects are minimal or non-existent.
examples of tableware with an overall design.The technique, however, is not limited todecorating but was also used to make labels ondruggists' storage and display wares, formarking graduated measures, etc. A lapidarytechnique, wheel engraving on glass wasrevived in the late-16th and early-17th centuries. It received fresh impetus in the late17th century with the development of the newpotash-lime and potash-lead glasses, and continued in popularity throughout the 18th and19th centuries.
In addition to shallow wheel engravingthere are two other forms of surface wheelengraving. In relief engraving, excess glassaround the design or picture is removed, sometimes using hydrofluoric acid, and the portionwhich remains projected above the surface ofthe object (i,e, in relief) is decorated byengraving. The technique is often called"cameo glass." An excellent example of thisprocess is the Portland vase, where the overlay of white opaque glass has been differentially removed and the remaining portion engraved to form figures and scenes; thisexample is Roman.
Intaglio is the complete reverse of engraving in that the design is carved into theglass. Fine examples of intaglio were executed by the Bohemians in the 18th century.
o 3 cmI I
a
b 'II II I, Il ..
Figure 38. (a) A tumbler rim fragmentwith copper wheel engraved design. Theindividual strokes formed by the wheelsare observable. (b) Decanter neck withthree applied neck rings and cut facetson the neck and rings.
Small wheels, usually of copper, are usedwith an abrasive to create designs or picturesin the surface of a glass object. Engravingcauses the glass to be cut away, sometimesshallowly, sometimes more deeply. The engraved areas have a rough unpolished surface,greyish-white or frosted in appearance, although on finer wares some polishing may bedone to highlight the design.
Engraving lends itself to naturalisticscenes, flowing curved lines and motifs, andinscriptions. On items in Parks Canada's collection the motifs tend to be simplistic andrather crudely executed, often used as borderdesigns on tumblers although there are some
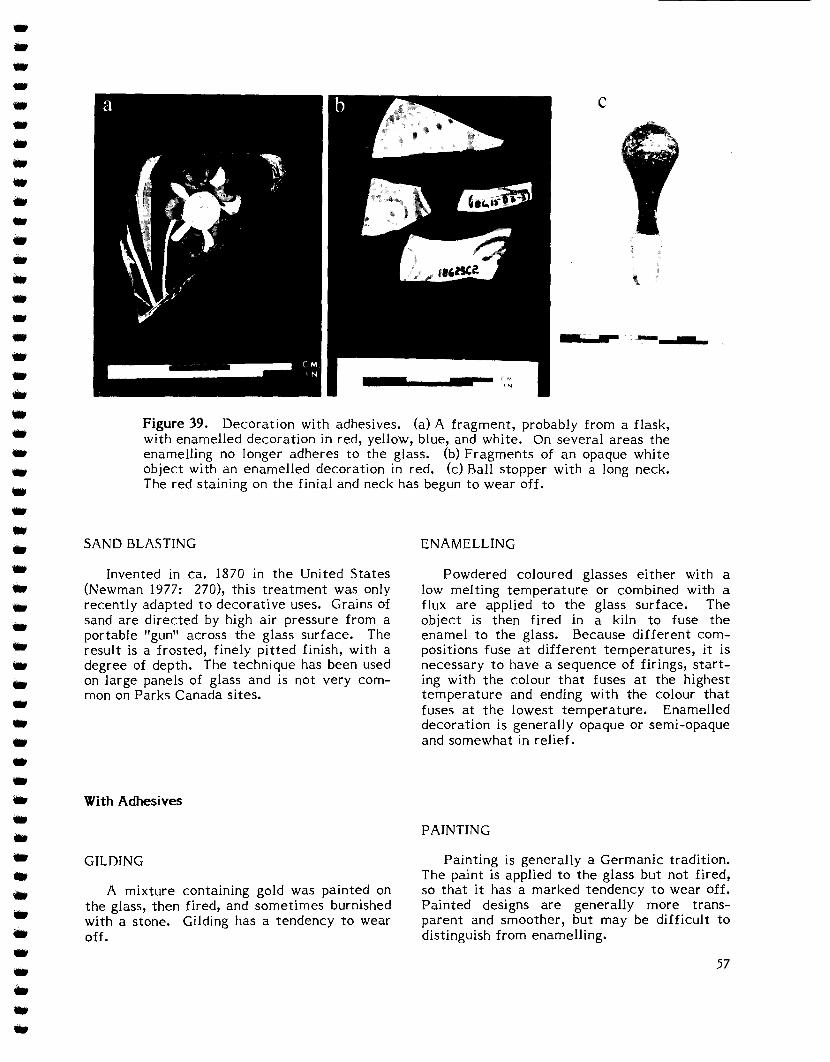
Figure 39. Decoration with adhesives. (a) A fragment, probably from a flask,with enamelled decoration in red, yellow, blue, and white. On several areas theenamelling no longer adheres to the glass. (b) Fragments of an opaque whiteobject with an enamelled decoration in red. (c) Ball stopper with a long neck.The red staining on the finial and neck has begun to wear off .
--............•..•••....•....•..........••••....••••••............•....•....•
SAND BLASTING
Invented in ea. 1870 in the United States(Newrnan 1977: 270), this treatment was onlyrecently adapted to decorati ve uses. Grains ofsand are directed by high air pressure from aportable "gun" across the glass surface. Theresult is a frosted, finely pitted finish, with adegree of depth. The technique has been usedon large panels of glass and is not very common on Parks Canada sites.
With Adhesives
GILDING
A mixture containing gold was painted onthe glass, then fired, and sometimes burnishedwith a stone. Gilding has a tendency to wearoff .
c
- ... --
ENAMELLING
Powdered coloured glasses either with alow melting temperature or combined with aflux are applied to the glass surface. Theobject is then fired in a kiln to fuse theenamel to the glass. Because different compositions fuse at different temperatures, it isnecessary to have a sequence of firings, starting with the colour that fuses at the highesttemperature and ending with the colour thatfuses at the lowest temperature. Enamelleddecoration is generally opaque or semi-opaqueand somewhat in relief.
PAINTING
Painting is generally a Germanic tradition.The paint is applied to the glass but not fired,so that it has a marked tendency to wear off.Painted designs are generally more transparent and smoother, but may be difficult todistinguish from enamelling.
57
STAINING
"A material which, when applied to glassand heated, will penetrate the glass surfaceand change its colour" (Society of GlassDecorators 1968: 39). Silver is used forcolours in the yellow tones, copper for reds.On firing, the stain penetrates the glass todevelop a coloured skin. Used as an inexpensive substitute for flashing and to colourwindows. Staining was widely used in the1890s and early 20th century to decoratecheap tablewares. The colour, usually red,wears off easily (Fig. 39c), suggesting that theprocess may have been changed in some wayor poorly done. Crude engraving - floralmotifs and souvenir mottoes - sometimes cutsthrough to the colourless glass underneath.
SILVERING GLASS
In an English patent of 1848 (Revi 1959:192) the interior surface of a hollow vessel orof a flat glass sheet is coated with silvernitrate; an American patent of 1869 uses acoating of lithage, with red lead and oil addedto seal the silvering compound and protect it.The French and Bohemians were developingtheir own processes for producing the sameeffect, so ascription is difficult. The silveringmixture could also be put between the walls ofa double-walled object. The technique wasused to decorate witchballs, mirrors, doorknobs, and other vessels for table and decorative use, and is not commonly found on ourarchaeological sites.
COMMON DECORATIVE MOTIFS(Figs. 40-51)
Flutes -- Repeating pattern of distinct, concave units parallel to each other, eitheradjacent to each other or at short intervals.
Ribs - Repeating pattern of convex units parallel to each other.
Ribs/Flutes - Repeating pattern in whichneither the concave nor convex units predominate.
Panels - These are generally flat, and divide acircular horizontal cross section into a six-
58
or eight-sided one. The panels or sides aregenerally of consistent or repeating sizes.
Notches - A series of short nicks.Hobnails -- A group of bumps (square, circular,
or diamond-shaped) rounded on top.
Fan - A fan shape.
Scallop -- A round-topped design, usually onthe rim of an object.
Facets -- A facet is a hollow or flat cut of aparticular shape (round, oval, ovoid, rectangular) and generally small.
Mitre -- A mitre is a V-shaped groove.
Sawtooth - A pattern, usually repeating andoften on the rim of an object, of pointeddiamond-shaped bumps.
Cross-hatching - A series of lines crossingover each other. In glass, these are mostcommonly created by engraving.
Stippling -- A series of small dots.
Starburst - Rays radiate from commoncentre, i.e, there is no centre facet.
Sunburst - Rays radiate from a commoncentre facet.
Diamonds - A diamond shape.
PATTERNS
Glassware can be decorated by pressmoulding, cutting, engraving, and so on. Generally only pressed patterns have been givennames, although in the late-19th and 20thcenturies some cut glass patterns are alsonamed. Names and numbers for pressed patterns can be found in the voluminous collecting literature on pressed glass and in glassware catalogues. As the same or similarpattern can have several different names, citethe source used. The following publicationsillustrate many American and Canadian patterns: Innes 1976; Lee 1944, 1960, 1966;MacLaren 1968; Revi 1964; Stevens 1967;Thuro 1976. British pressed glass appears inLattimore 1979; Morris 1978; Murray 1982.
•......•••.......•....••••••....•••..•..•..........••••••••....••....••......
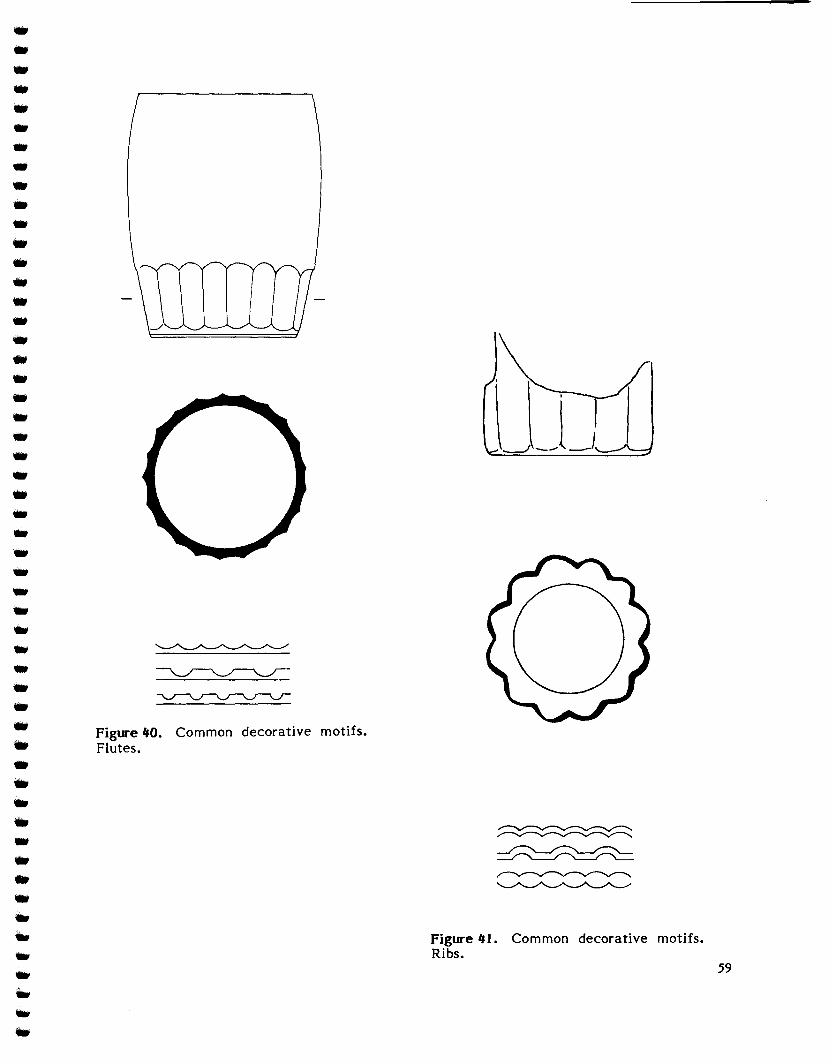
....................•....•......•..............•..........................•.........................
Figure 40. Common decorative motifs•Flutes•
Figure 41. Common decorative motifs.Ribs •
59
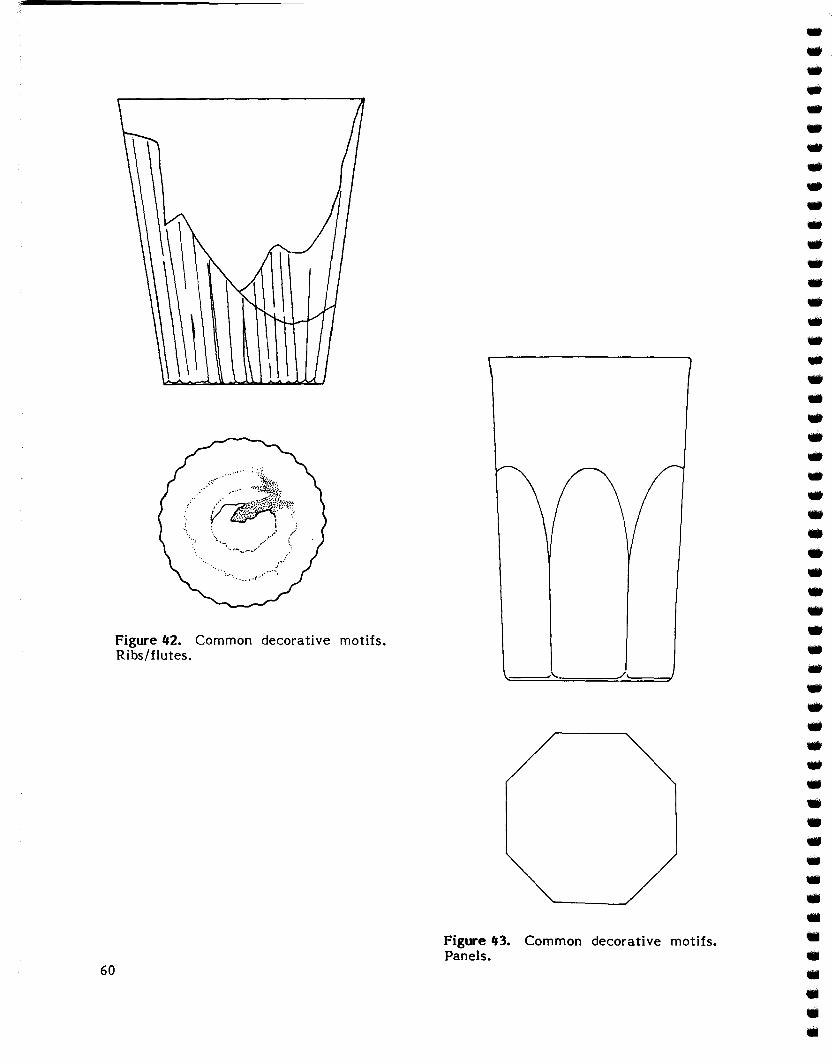
Figure 42. Common decorative motifs.Ribs/flutes.
60
Figure 43.Panels.
Common decorative motifs.
•.,•••.,.,.,••....,.,.,•••.,•.,•...,.,•••••••.,•••..•.,••••••••••••••
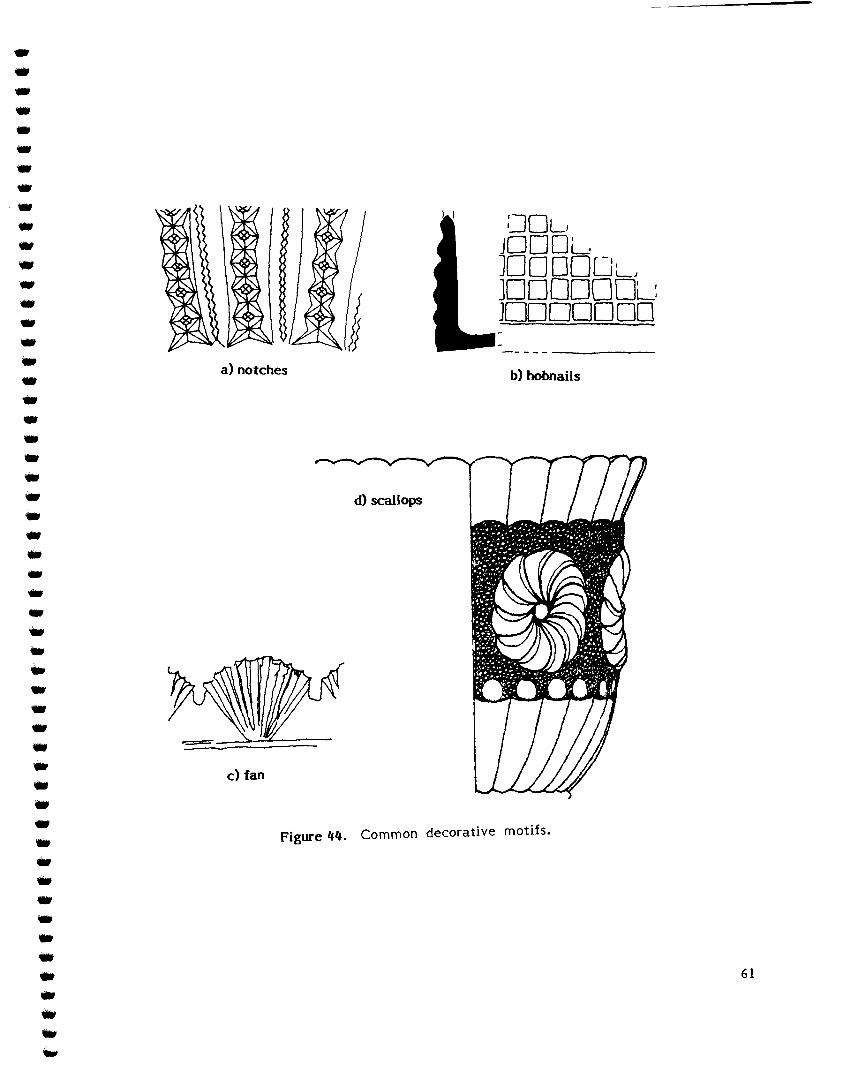
Figure 44. Common decorative motifs •
•••••••...••••••....•,....•.......•..•....................•..•••••..•..•••..•......'"
a) notches
c) fan
d) scallops
~.JOLI
JOODGJOODOLJ~JJODDOOOL:JOOOOOOO----------
b) hobnails
61
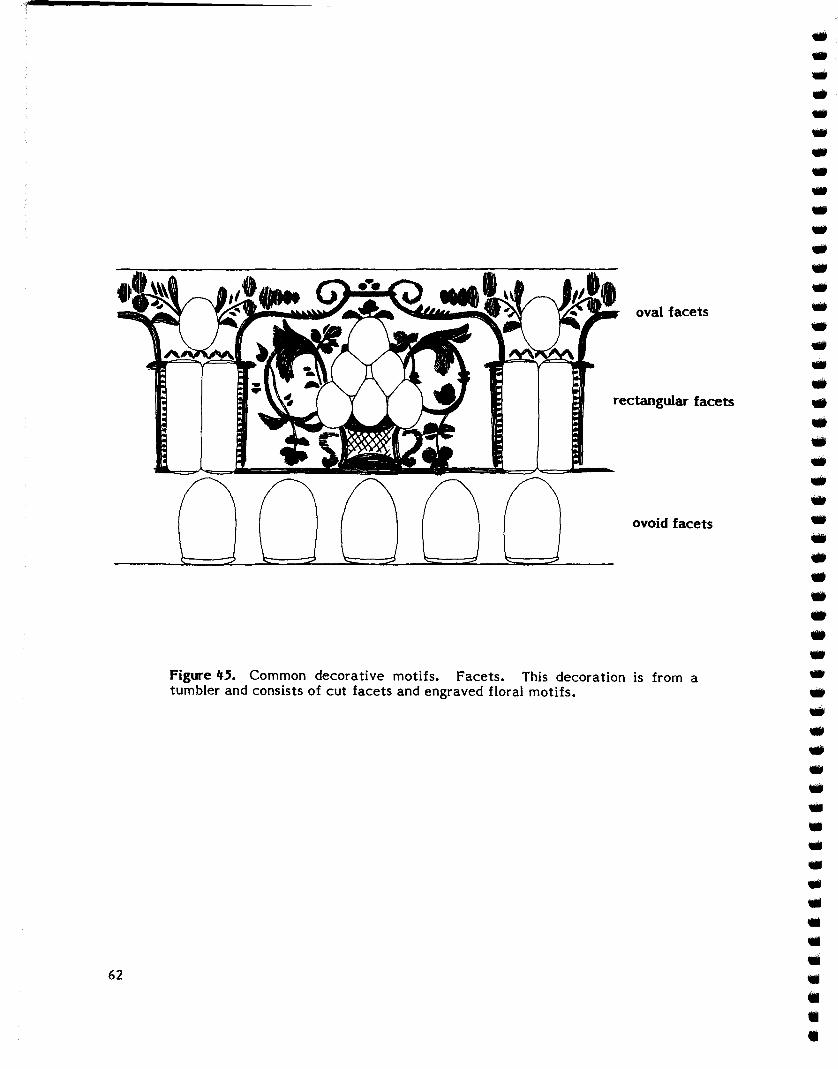
62
oval facets
rectangular facets
ovoid facets
Figure 45. Common decorative motifs. Facets. This decoration is from atumbler and consists of cut facets and engraved floral motifs.
....•....•............•..•....•..........•......••..•••..........•..•............••••••
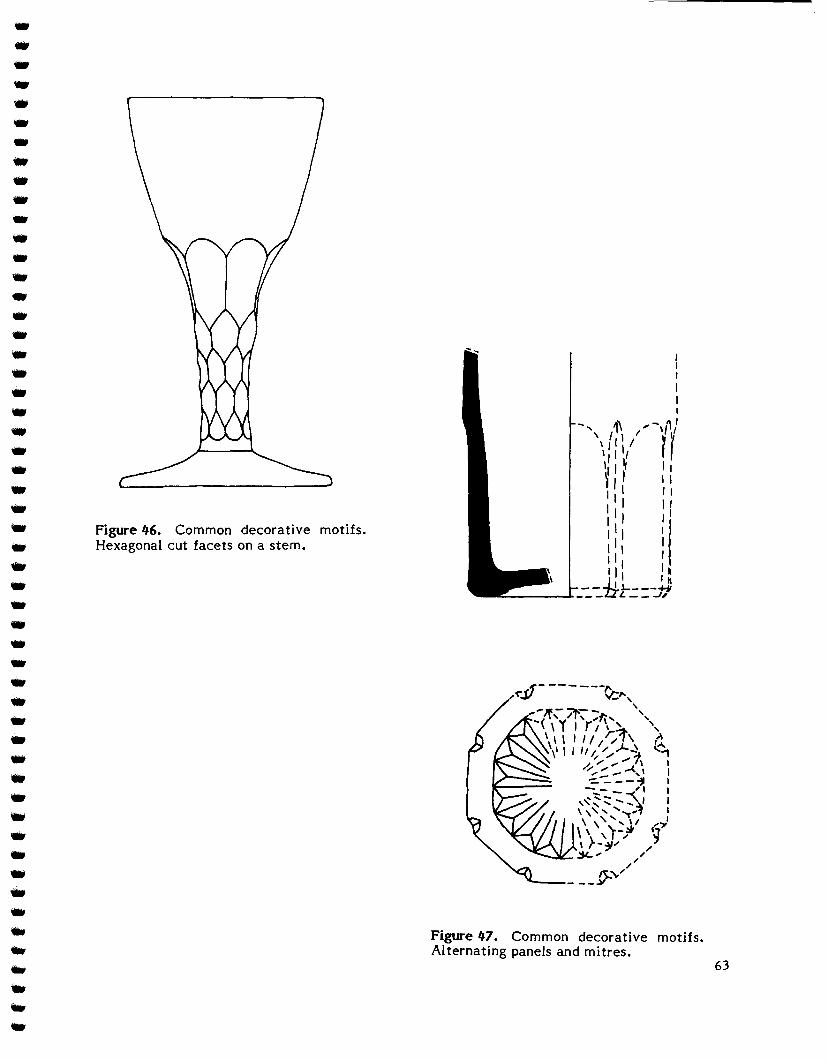
•••••••••••••••••••••••••.,.,•.,•.,.,.,.,.,•.,.,.,.,.,•.,.,.............•
Figure 46. Common decorative motifs.Hexagonal cut facets on a stem•
Figure 47. Common decorative motifs.Alternating panels and mitres•
63
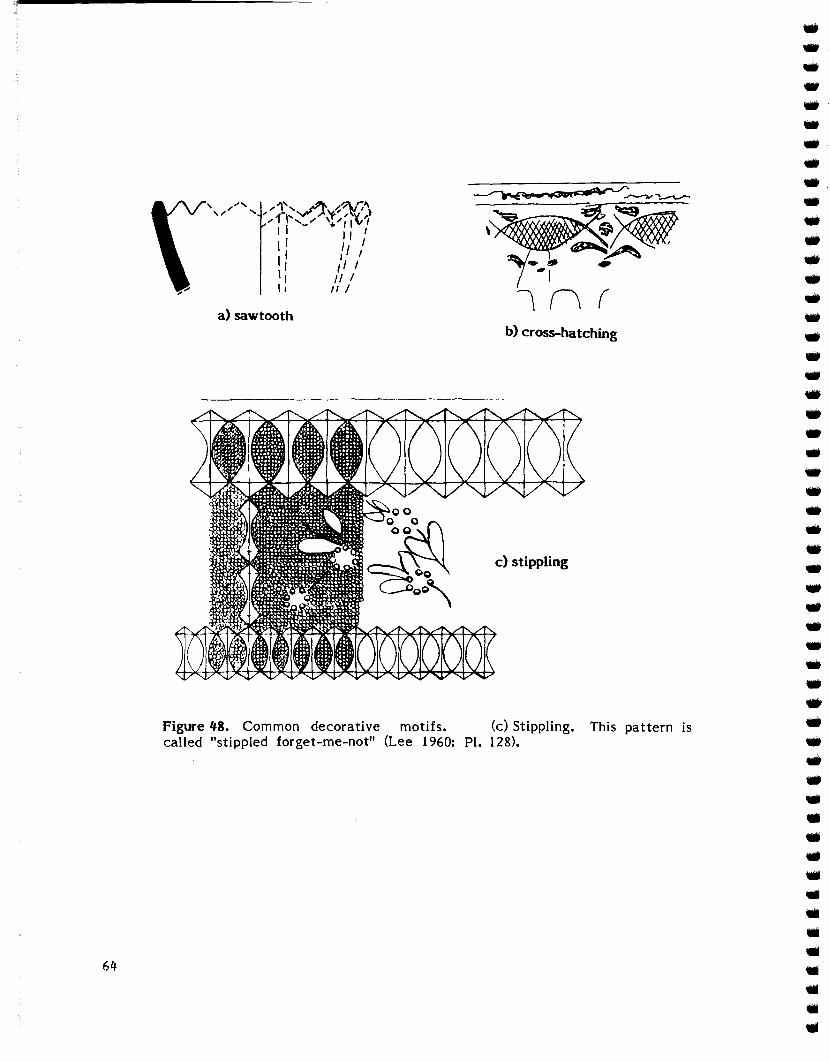
Figure 48. Common decorative motifs. (c) Stippling. This pattern iscalled "stippled forget-me-not" (Lee 1960: PI. 128).
..•............••................•............••..•..........•..••......•......•••••••..
,(\(b) cross-hatching
cl stippling
a) sawtooth
" /" ...1',.A /.'-"1;""... ,,,,.....,- ,).:f' "\"'",' }... 1 ",_" \/,IV't
I I 11 I
If/I /I ,I
I, I 1 /'I /1 /I. /I /
64
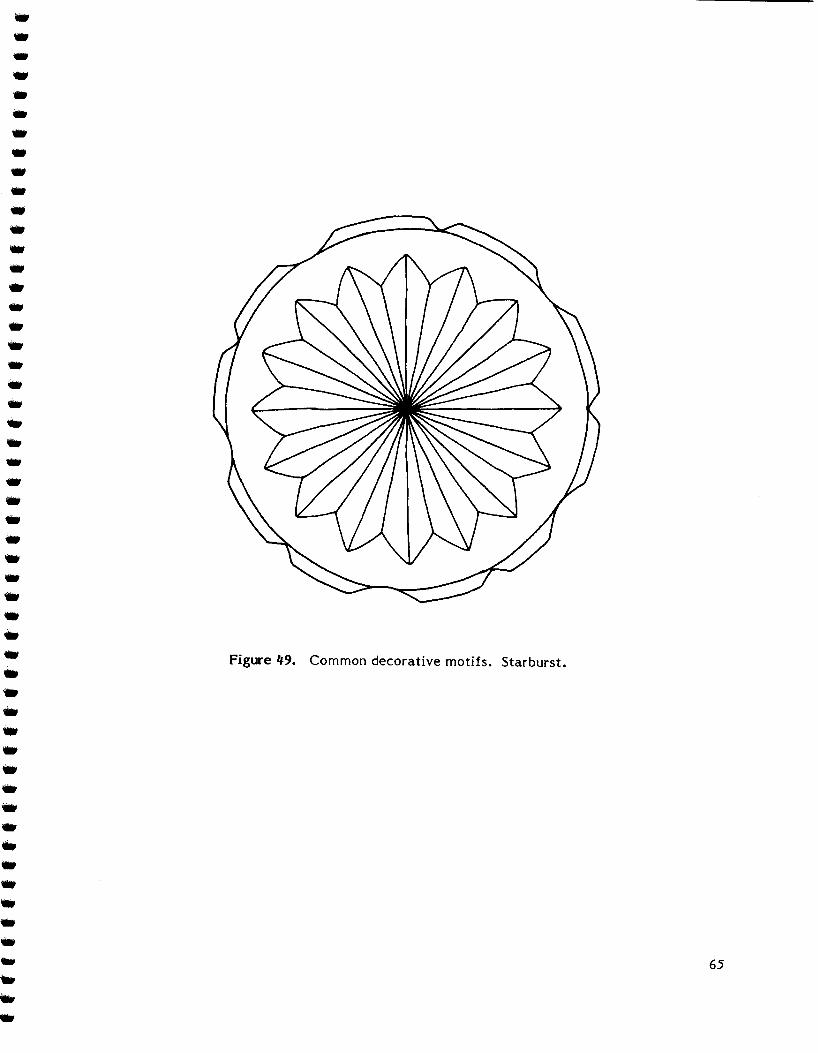
......................................................................•.............................,.,....
Figure 49. Common decorative motifs. Starburst •
65
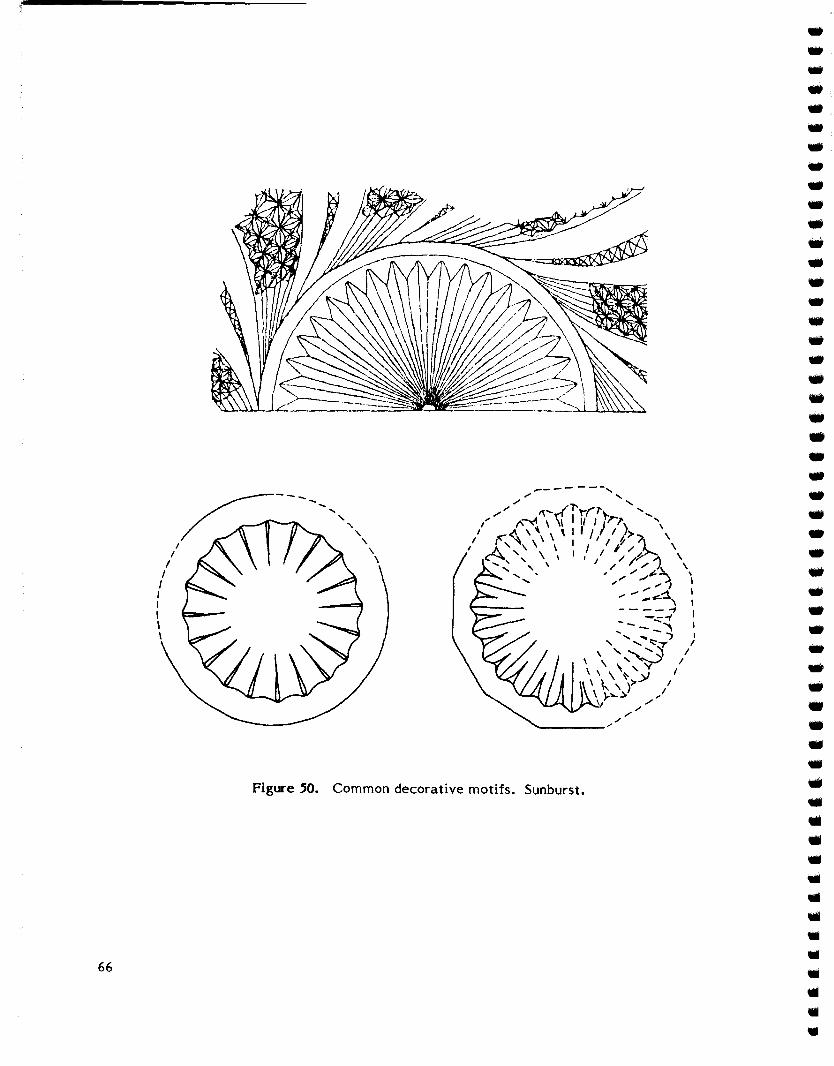
66
Figure .50. Common decorative motifs. Sunburst.
....•....•..••..••••..•••..•..•••..••..•..........•••........•..•..................
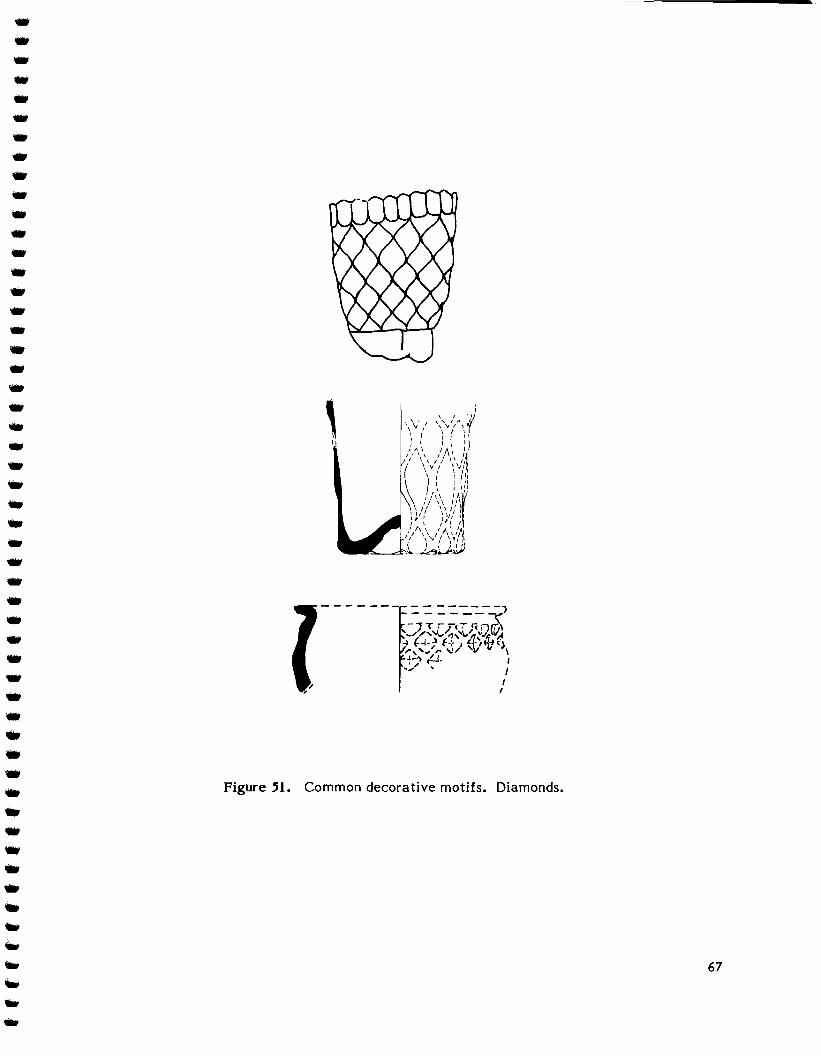
,I,
67
Figure.51. Common decorative motifs. Diamonds.
..•---•..--•--......--.......,.,--........••.,•.,•..•.,..•..•.......•...
•..•......•..•...,..••....••.,•••••.,.,.,.,.,...,.,••.,..•••••..•....••••••..•
•••••••••••••••••......••...•...••••...•...•••••.........•.,••.,••••..........iIIIIr
PART II. GLASS CONTAINERS
69
•••••••••..•......••••....•..•....•••••..........•................••..••••••
.,
.,
.,.,.,
.,
.,
.,••••••.,.,••.,•.,•.,••.,.,•.,.,.,.,•.,••••••.,•.,•...................
CATEGORY
Container - Container is a general termapplied to glass bottles and jars {BSI 1962:No. 6200. Generally a bottle has a smallmouth, but may have a comparatively widemouth, and a long or at least a welldefined neck. A jar has a wider mouth, thediameter of which approaches that of thebody, and usually has a non-existent orvery short neck. The difference betweenthe two is commonly understood.
SUBCATEGORY
Food - A bottle or jar sold prepackaged withfood, sauces, spices, etc., or empty, withthe intention that it be filled in the homeand stored until required. This definitionexcludes nursing bottles•
Household - This subcategory is a rather largeone, including bottled products whose function is maintenance and repair, e.g, waxesand polishes and oils for machines andhome furnishings •
Inks/mucilage - This includes master ink bottles, fancy ink wells which were refilled inthe home, and commercial containers soldholding ink. Mucilage bottles may be difficult to identify; ink-style commercial containers were often used to sell mucilage.
Liquor - A narrow-mouthed bottle whose colour, shape, and/or size are associated withthe packaging and selling of alcoholic beverages.
Medicine - Bottles and jars of varying shapesand sizes used for storage, dispensing, andsale of medications•
Nursing - Bottles are usually easy to identify,their special function dictating featurescommon to the majority of them. Theywould have been sold empty, and may beembossed•
Soft drink/mineral water - Bottles used to sellnatural and artificial mineral water, softdrinks, or gingerbeers. Bottles often havespecial design features to deal with theinternal pressure exerted by carbonation•"Blob" tops and rounded bases make thisstyle of bottle, for some time periods,more easily distinguishable than other subcategories.
Toiletries - This includes bottles and jars soldcontaining cosmetics and perfumes, as wellas fancy containers sold to have commercial products transferred to them •
Miscellaneous - This includes items which areidentified but which do not fit in with theother functional styles, e.g. snuff.
Indefinite - This term is used as a subcategoryfor three distinct types of containers: 1.Containers known to have been used asmulti-purpose containers for very differentsorts of products, e.g. a machine-madegallon-size glass-eared packer (Putnam1965: 173, 197). 2. Containers that couldhave been used for more than one function,commonly food or medicine. 3. Containerswhose function could be identified if moreof the artifact were present, e.g, flat octagonal bases in dark green glass, flanged orfolded finishes, blue-green bubbled glassbases, and base fragments of light greenglass cylindrical bottles.
Undiagnostic - These are fragments that haveno potential for identification as they haveno identifiable features beyond the factthat they were containers.
Unidentified - This is used for containerswhose style does not suggest a known function, but which have a potential for identification. Although the overall shape isknown the container is not recognized, orthe embossing, decoration, or words maybe distinctive but incomplete, or the shapeis unusual.
71
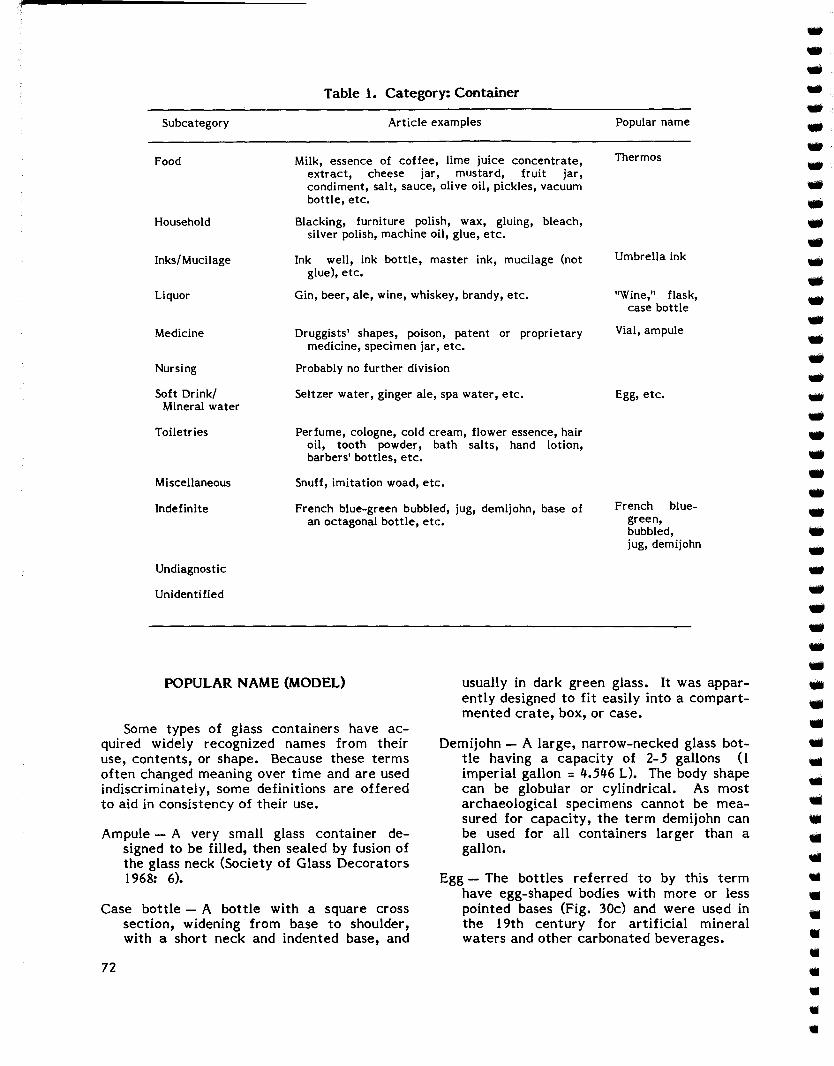
72
POPULAR NAME (MODEL)
Case bottle - A bottle with a square crosssection, widening from base to shoulder,with a short neck and indented base, and
Ampule - A very small glass container designed to be filled, then sealed by fusion ofthe glass neck (Society of Glass Decorators1968: 6).
••••••••••••••••••••••••••••••••••••......••••••••••••..
Egg, etc.
French bluegreen,bubbled,jug, demijohn
Vial, ampule
Popular name
Umbrella ink
Thermos
"Wine," flask,case bottle
Egg - The bottles referred to by this termhave egg-shaped bodies with more or lesspointed bases (Fig. 30c) and were used inthe 19th century for artificial mineralwaters and other carbonated beverages.
usually in dark green glass. It was apparently designed to fit easily into a compartmented crate, box, or case.
Demijohn - A large, narrow-necked glass bottle having a capacity of 2-5 gallons (Iimperial gallon = 4.546 L). The body shapecan be globular or cylindrical. As mostarchaeological specimens cannot be measured for capacity, the term demijohn canbe used for all containers larger than agallon.
Article examples
French blue-green bubbled, jug, demijohn, base ofan octagonal bottle, etc.
Table 1. Category: Container
Probably no further division
Perfume, cologne, cold cream, flower essence, hairoil, tooth powder, bath salts, hand lotion,barbers' bottles, etc.
Druggists' shapes, poison, patent or proprietarymedicine, specimen jar, etc.
Milk, essence of coffee, lime juice concentrate,extract, cheese jar, mustard, fruit jar,condiment, salt, sauce, olive oil, pickles, vacuumbottle, etc.
Blacking, furniture polish, wax, gluing, bleach,silver polish, machine oil, glue, etc.
Snuff, imitation woad, etc.
Seltzer water, ginger ale, spa water, etc.
Ink well, ink bottle, master ink, mucilage (notglue), etc.
Gin, beer, ale, wine, whiskey, brandy, etc.
Miscellaneous
Indefinite
Subcategory
Nursing
Unidentified
Undiagnostic
Medicine
Liquor
Toiletries
Soft Drink/Mineral water
Inks/Mucilage
Food
Household
Some types of glass containers have acquired widely recognized names from theiruse, contents, or shape. Because these termsoften changed meaning over time and are usedindiscriminately, some definitions are offeredto aid in consistency of their use.
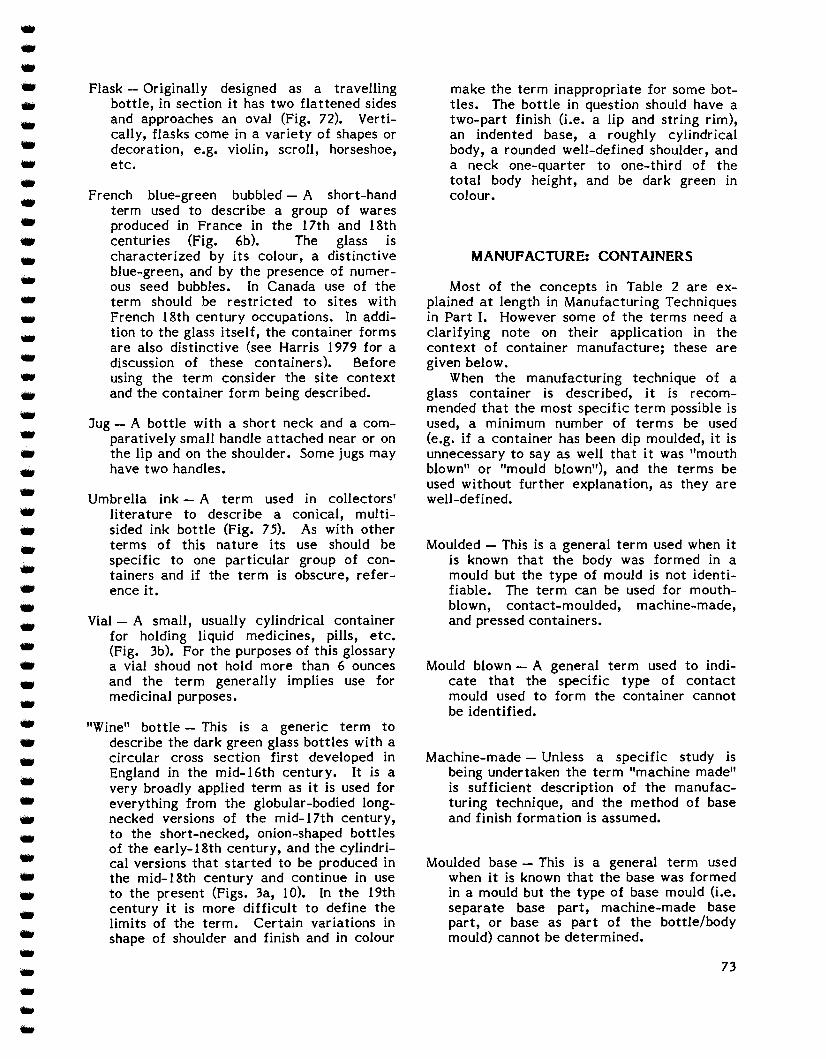
........•..•....••••••----•......••..............•..•..........•...................,
Flask - Originally designed as a travellingbottle, in section it has two flattened sidesand approaches an oval (Fig. 72). Vertically, flasks come in a variety of shapes ordecoration, e.g. violin, scroll, horseshoe,etc.
French blue-green bubbled - A short-handterm used to describe a group of waresproduced in France in the 17th and 18thcenturies (Fig. sb). The glass ischaracterized by its colour, a distinctiveblue-green, and by the presence of numerous seed bubbles. In Canada use of theterm should be restricted to sites withFrench 18th century occupations. In addition to the glass itself, the container formsare also distinctive (see Harris 1979 for adiscussion of these containers). Beforeusing the term consider the site contextand the container form being described.
Jug - A bottle with a short neck and a comparatively small handle attached near or onthe lip and on the shoulder. Some jugs mayhave two handles•
Umbrella ink - A term used in collectors'literature to describe a conical, multisided ink bottle (Fig. 75). As with otherterms of this nature its use should bespecific to one particular group of containers and if the term is obscure, reference it.
Vial - A small, usually cylindrical containerfor holding liquid medicines, pills, etc.(Fig. 3b). For the purposes of this glossarya vial shoud not hold more than 6 ouncesand the term generally implies use formedicinal purposes.
"Wine" bottle - This is a generic term todescribe the dark green glass bottles with acircular cross section first developed inEngland in the mid-16th century. It is avery broadly applied term as it is used foreverything from the globular-bodied longnecked versions of the mid-17th century,to the short-necked, onion-shaped bottlesof the early-18th century, and the cylindrical versions that started to be produced inthe mid-18th century and continue in useto the present (Figs. 3a, 10). In the 19thcentury it is more difficult to define thelimits of the term. Certain variations inshape of shoulder and finish and in colour
make the term inappropriate for some bottles. The bottle in question should have atwo-part finish (i,e, a lip and string rim),an indented base, a roughly cylindricalbody, a rounded well-defined shoulder, anda neck one-quarter to one-third of thetotal body height, and be dark green incolour.
MANUFACTURE: CONTAINERS
Most of the concepts in Table 2 are explained at length in Manufacturing Techniquesin Part I. However some of the terms need aclarifying note on their application in thecontext of container manufacture; these aregiven below.
When the manufacturing technique of aglass container is described, it is recommended that the most specific term possible isused, a minimum number of terms be used(e.g. if a container has been dip moulded, it isunnecessary to say as well that it was "mouthblown" or "mould blown"), and the terms beused without further explanation, as they arewell-defined.
Moulded - This is a general term used when itis known that the body was formed in amould but the type of mould is not identifiable. The term can be used for mouthblown, contact-moulded, machine-made,and pressed containers•
Mould blown - A general term used to indicate that the specific type of contactmould used to form the container cannotbe identified•
Machine-made - Unless a specific study isbeing undertaken the term "machine made"is sufficient description of the manufacturing technique, and the method of baseand finish formation is assumed.
Moulded base - This is a general term usedwhen it is known that the base was formedin a mould but the type of base mould (i,e,separate base part, machine-made basepart, or base as part of the bottle/bodymould) cannot be determined.
73
Table 2. List of terms for container manufacture
FinishCracked off
orMoulded finish (general)
orMouth-blown moulded finish or Burst-off or blow-over
orFinishing tool
orFire polished
orGround
orManipulation of glass at the end of the neck
and/orAdded glass
Empontilled (Blowpipe)or
(Sand)or
(Glass-tipped)or
(Bare iron)
74
Body/bottleMouth blown
orFree blown
orMachine-made
orCut body
orLampworked
orMoulded
BaseMoulded base
orSeparate base part
andCut base
orPossibly empontilled
orNot empontilled
andPushup-forming mark
or Contact Moulded
or Pattern mouldedor Optic mouldedor Press moulded
or Dip mouldor 2-piece mouldor Ricketts-typeor 2-, 3-, or 4-piece
vertical bodyor Shoulder height
multi-pieceor Turn/pasteand/or Vented mouldand/or Plate Mould
••••••••••••••••••••....•••..•••••••..•••••..•••..........•......
............................................................................................•...,.,........
Separate base part - We make no distinction,at this time, between cup and post bottommoulds; both are separate parts from thebody/bottle forming mould. This term isused either alone when the type ofbody/bottle mould cannot be determined(e.g. mould blown, separate base part) or asa further definition of the type ofbody/bottle mould (e.g. two-piece bodywith separate base part).
Cut base - Various areas of the base may beroughly ground or cut and polished,including the whole basal surface, theresting surface, or the pontil mark.
Pushup-forming mark - In certain studies, itmay be of interest to note the type ofmark created by a pushup-forming tool •These marks can occur as depressions or asiron oxide deposits. Common shapes arepointed, quatrefoil, trifoil, circular dome,etc. (see Jones 1970•
Empontilled - The different types of empontilling techniques and marks are discussedextensively in Jones (1971). As it is frequently difficult to distinguish between thetypes, it is acceptable simply to note thepresence of the pontil mark unless it isuseful in the study being undertaken, e.g,in l Sth century French and English contexts •
Possibly empontilled - In some instances, particularly in dark green glass liquor bottlesof the mid-19th century, it is very difficultto decide if the bottle has or has not beenempontilled•
Not empontilled - Use of this term indicatesthat enough of the base is present todetermine that the object does not andnever did have a pontil mark on its basalsurface. It is not necessary to record thisfact when the date of the site indicatesthat empontilling is rare•
Moulded finish - This is a general term used,for example, when the fragment of glasshas a contact-moulded lug and could havebeen mouth-blown in a bottle mould ormachine-made•
Mouth-blown moulded finish - A general termused when it cannot be determined whetherthe bottle mould used to make the finishwas a burst-off or a blow-over mould•
Manipulation of glass at the end of the neck -This is a general term used to distinguish
among lips formed from added glass, lipsformed by cracking off and fire polishingor grinding, and lips formed by shaping theglass at the end of the neck. This lattertechnique varies in its interpretive importance. For lip forms normally made thisway, such as flanged or folded lips, it isunimportant to note that this techniquewas used. For lips found on dark greenglass English "wine" bottles of the ca•1790-1820 period, the change from manipula tion of glass already present to addingglass to form the lip has dating implications.
Added glass - When a string rim is present ona finish that has not been blown in a mould,the string rim has almost always beenformed from added glass. Adding glass toform the lip as well as the string rimbegins in the late-18th century on English"wine" bottles, and gradually becomes theaccepted technique in the 19th century forall kinds of bottles, particularly those withfinishes formed by finishing tools. Theterm "applied lip" is frequently found inbottle collecting literature, but it is sobroadly used (see Tibbitts 1964: 3) that it ismeaningless and it is used different!y bydifferent authors •
Concerning oneself with Manipulation ofGlass and Added Glass is a matter of judgement, depending on the time periods and typeof container involved, as well as the nature ofthe study being undertaken•
COMMERCIAL MARKS
Many glass containers have markings puton by glass manufacturers, wholesalers, orretailers. Commercial marks include companytrademarks, product labels, and various kindsof display labels, but no matter how beautifully applied these are not considered to bedecorative. The most common methods of
75
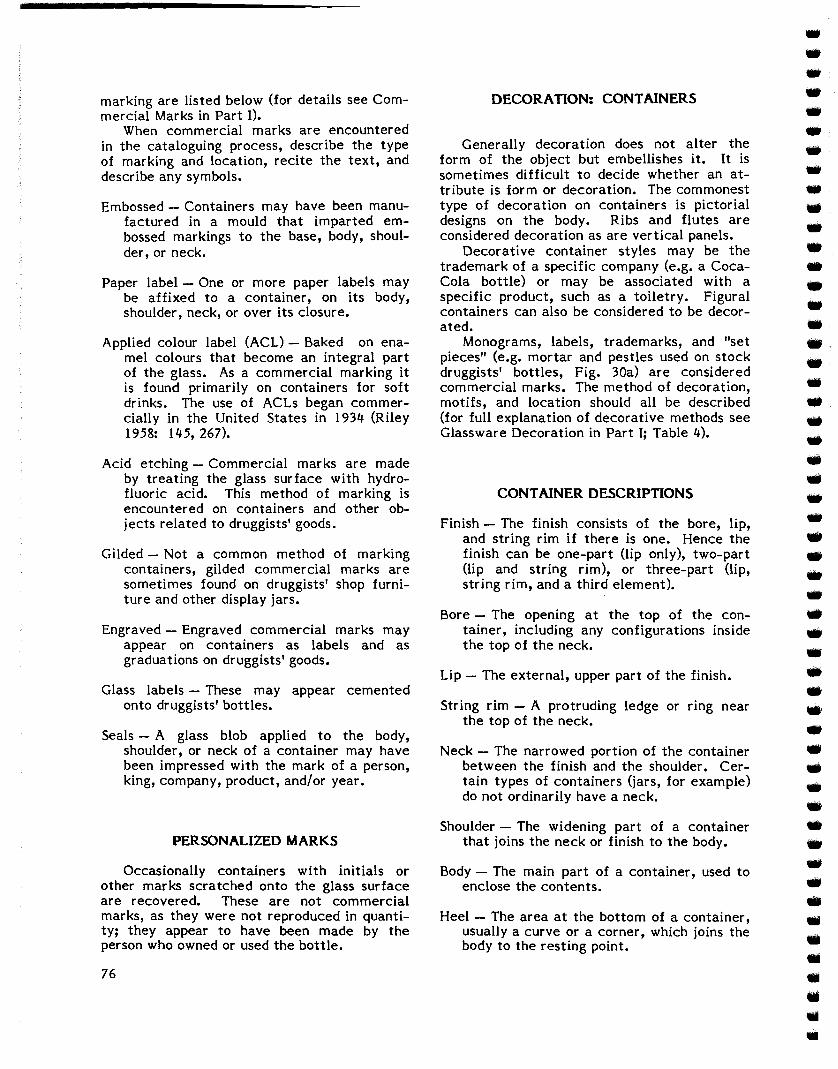
marking are listed below (for details see Commercial Marks in Part n,
When commercial marks are encounteredin the cataloguing process, describe the typeof marking and location, recite the text, anddescribe any symbols.
Embossed - Containers may have been manufactured in a mould that imparted embossed markings to the base, body, shoulder, or neck.
Paper label - One or more paper labels maybe affixed to a container, on its body,shoulder, neck, or over its closure.
Applied colour label (ACL) - Baked on enamel colours that become an integral partof the glass. As a commercial marking itis found primarily on containers for softdrinks. The use of ACLs began commercially in the United States in 1934 (Riley1958: 145,267).
Acid etching - Commercial marks are madeby treating the glass surface with hydrofluoric acid. This method of marking isencountered on containers and other objects related to druggists' goods.
Gilded - Not a common method of markingcontainers, gilded commercial marks aresometimes found on druggists' shop furniture and other display jars.
Engraved - Engraved commercial marks mayappear on containers as labels and asgraduations on druggists' goods.
Glass labels - These may appear cementedonto druggists' bottles.
Seals - A glass blob applied to the body,shoulder, or neck of a container may havebeen impressed with the mark of a person,king, company, product, and/or year.
PERSONALIZED MARKS
Occasionally containers with initials orother marks scratched onto the glass surfaceare recovered. These are not commercialmarks, as they were not reproduced in quantity; they appear to have been made by theperson who owned or used the bottle.
76
DECORAnON: CONTAINERS
Generally decoration does not alter theform of the object but embellishes it. It issometimes difficult to decide whether an attribute is form or decoration. The commonesttype of decoration on containers is pictorialdesigns on the body. Ribs and flutes areconsidered decoration as are vertical panels.
Decorative container styles may be thetrademark of a specific company (e.g, a CocaCola bottle) or may be associated with aspecific product, such as a toiletry. Figuralcontainers can also be considered to be decorated.
Monograms, labels, trademarks, and "setpieces" (e.g, mortar and pestles used on stockdruggists' bottles, Fig. 30a) are consideredcommercial marks. The method of decoration,motifs, and location should all be described(for full explanation of decorative methods seeGlassware Decoration in Part I; Table 4).
CONTAINER DESCRIPTIONS
Finish - The finish consists of the bore, lip,and string rim if there is one. Hence thefinish can be one-part (lip only), two-part(lip and string rim), or three-part (lip,string rim, and a third element).
Bore - The opening at the top of the container, including any configurations insidethe top of the neck.
Lip - The external, upper part of the finish.
String rim - A protruding ledge or ring nearthe top of the neck.
Neck - The narrowed portion of the containerbetween the finish and the shoulder. Certain types of containers (jars, for example)do not ordinarily have a neck.
Shoulder - The widening part of a containerthat joins the neck or finish to the body.
Body - The main part of a container, used toenclose the contents.
Heel - The area at the bottom of a container,usually a curve or a corner, which joins thebody to the resting point.
....•..........•..••••••••••••....•.-.-•........•••..•...........•..••..••..••
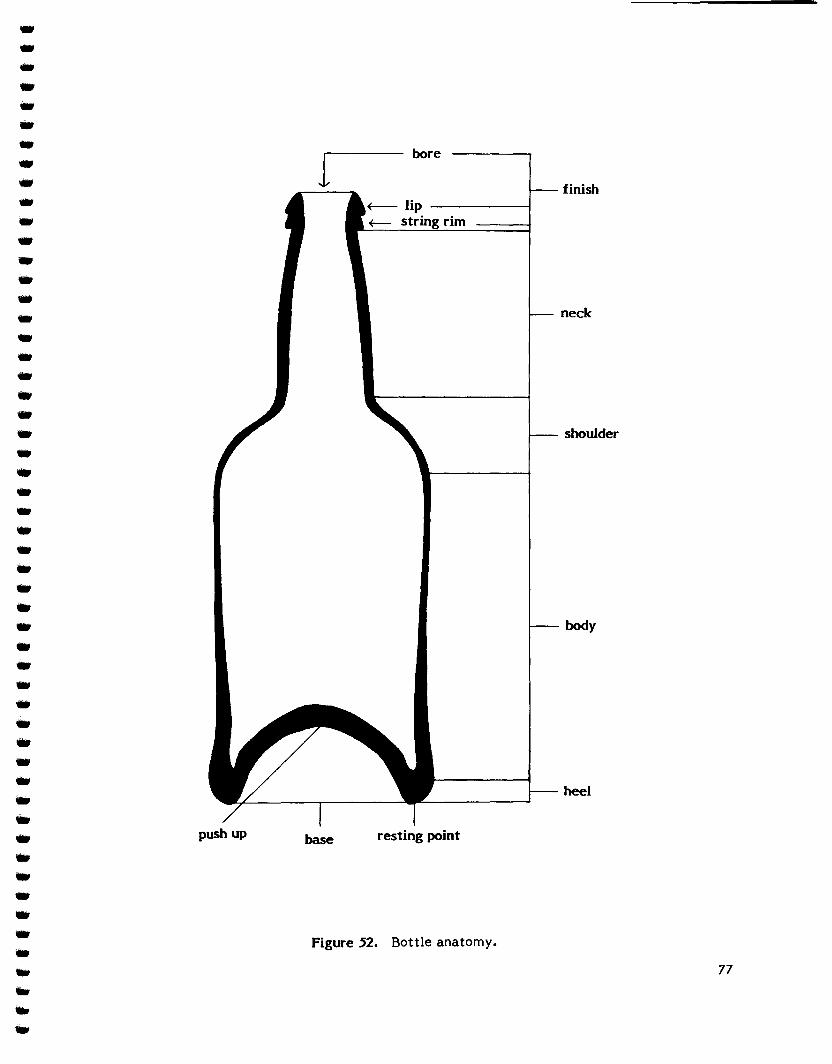
base resting point
77
body
heel
shoulder
finish
neck
f-- lipf-- string rim
bore
1
Figure 52. Bottle anatomy•
push up
............................................................................................•................
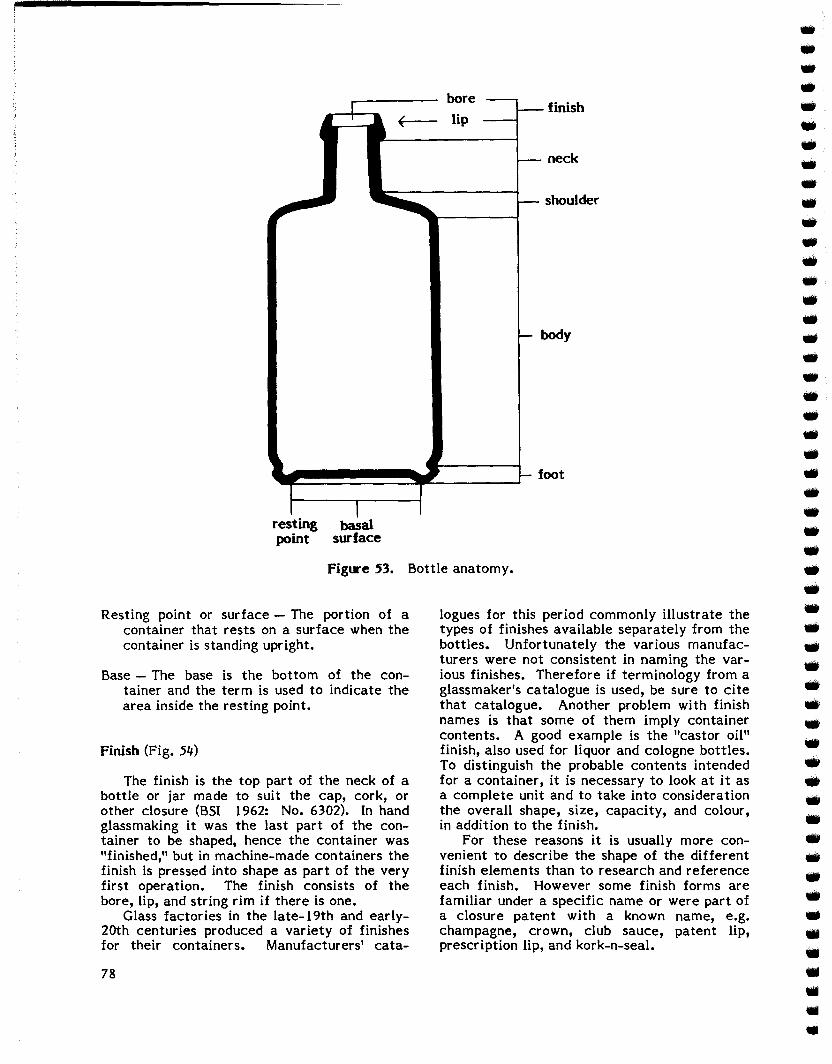
bore
~ lip
Figure .53. Bottle anatomy.
resting basalpoint surface
••••••••••••••••••••••••••••••••••••••••••••••••••••...
neck
finish
shoulder
body
foot
logues for this period commonly illustrate thetypes of finishes available separately from thebottles. Unfortunately the various manufacturers were not consistent in naming the various finishes. Therefore if terminology from aglassmaker's catalogue is used, be sure to citethat catalogue. Another problem with finishnames is that some of them imply containercontents. A good example is the "castor oil"finish, also used for liquor and cologne bottles.To distinguish the probable contents intendedfor a container, it is necessary to look at it asa complete unit and to take into considerationthe overall shape, size, capacity, and colour,in addition to the finish.
For these reasons it is usually more convenient to describe the shape of the differentfinish elements than to research and referenceeach finish. However some finish forms arefamiliar under a specific name or were part ofa closure patent with a known name, e.g,champagne, crown, club sauce, patent lip,prescription lip, and kork-n-seal,
Resting point or surface - The portion of acontainer that rests on a surface when thecontainer is standing upright.
78
Base - The base is the bottom of the container and the term is used to indicate thearea inside the resting point.
The finish is the top part of the neck of abottle or jar made to suit the cap, cork, orother closure (BSI 1962: No. 6302). In handglassmaking it was the last part of the container to be shaped, hence the container was"finished," but in machine-made containers thefinish is pressed into shape as part of the veryfirst operation. The finish consists of thebore, lip, and string rim if there is one.
Glass factories in the late-19th and early20th centuries produced a variety of finishesfor their containers. Manufacturers' cata-
Finish (Fig. 54)
.,
.,
.,
.,
.,
.,
.,
.,
.,
.,
.,...,
.,
.,
.,
.,
.,
.,
.,
.,
.,
.,
.,
.,
.,.,
.,
.,
.,...,...,.,.......,
.,
.,
.,
.,
.,...,.........,
.,..
Finishes can be formed by manipulatingglass at the end of the neck, by shaping glassadded to the end of the neck, by use of thefinish-forming tool, or by being blown in amould.
One-part finish - Used to distinguish finisheswhich consist of only a lip.
Two-part finish - Used to distinguish finisheswith a lip and a string rim.
Three-part finish - Used to distinguish a finishthat has a third element in addition to thelip and string rim.
COMMON FINISHES (Fig. 55)
Champagne - Is formed by a finishing tool andconsists of a wide, flat string rim a fewmillimetres below a flat-topped or a downward-sloping lip. In spite of its name thechampagne finish style is a common finishfor all types of French wine and for hockwine bottles. This finish style has itsorigins in the finishes used on 18th centurydark green glass "wine" bottles, but it isdistinguished from them by its regularity(formed by the finishing tool) and by theform of the string rim •
Crown - The style of finish designed to take acrown closure. It can be formed by afinishing tool or by machine. Patented inthe United States in 1892 (Lief 1965: 17), itis used extensively for beer, soft drink, andmineral water bottles. Although the formof the lower element ("string rim") mayvary somewhat, it is unnecessary to describe the minute variations of this finish •
Club sauce - A three-part finish found onsauce bottles, such as Lea and PerrinsWorcestershire Sauce, consisting of a shortrounded lip, a longer down-tooled or flattened element, and a short rounded ordown-tooled string rim. The finish generally has a "stopper finish" or cork seat inthe bore•
Davis-type - A common two-part finish foundprimarily on late-19th and early-20th century patent and proprietary medicine bottles and occasionally on druggists' ware,toiletries, and extract bottles. The lip has
a rounded profile with a rounded or flattop. Just below the lip the string rim isdown-tooled, rounded, or V-shaped,although on some examples it is so poorlyformed as to be barely discernible. Thestring rim is approximately half the heightof the lip and occupies about one-third ofthe overall finish height. Lip diameter isonly a few millimetres larger than thestring rim. Because this type of finish isfrequently found on Perry Davis VegetablePainkiller bottles, it was decided to call ita "Davis-type,"
Patent lip - This is a one-part finish usedextensively on medicine and small-mouthedfoods, such as extracts, in the 19th and20th centuries. It consists of a narrow lipwhich is flat on top and flat on its sidewith a bevelled underside (Fig. 60).
Prescription lip - A one-part finish, used, asits name implies, on medicine bottles, inthe 19th and 20th centuries. The narrowlip is flat on its side and the top slopestowards the bore (Fig. 60).
Bore (Fig. 56)
The bore is the opening at the top of thecontainer, including any conformation of theinside surface of the finish. "Mouth" may alsobe used in a general way as in "wide-mouthed"or "narrow-mouthed" container•
Because of the wide variety of closuresdeveloped in the late-19th and early-20th centuries that required specialized features in thebore, no attempt has been made to describe allof these in this glossary. Only the morecommon bore configurations will be shown.Finishes with specialized bores may be calledby the name of the closure provided a bibliographic reference is cited. An example wouldbe a Twitchell Floating Ball stopper•
Occasionally markings caused by the manufacturing process may be found in the bore,such as the line marking the addition of glassto form the finish, or the edge of a folded-inlip•
Cap seat - The ledge just inside the bore thatis designed to hold a cap or disc. Commonly found on milk bottles (American Ceramic Society 1948: 3).
79
Stopper finish or cork seat - A ledge partwaydown the bore to accommodate a glassstopper with its shank wrapped in cork.The ledge is intended to keep the corkfrom dropping down into the bottle whenthe stopper is removed. In most archaeological specimens the cork has dried andshrunk around the stopper so that when thestopper is removed, the cork is too.
Internal thread -- A raised screw thread on theinside of the neck. It is designed to take aglass or composition stopper with matchingthreads. Patents featuring internal threadson containers began to appear in GreatBritain in the l840s.
Ground - The bore is ground to accommodatea glass stopper with a ground shank. In thefinal grinding process the two are groundtogether so that the stopper is individualized for a particular bottle.
Constricted - Sometimes there is a constriction in the bore, generally opposite thestring rim. This feature is particularlycommon on 18th and early-19th centurydark green glass English "wine" bottles andit is difficult to interpret. It may havehelped keep the cork in place in the neck,or may simply have been an accident ofmanufacture.
Lip (Figs. 57-60
The lip is the upper part of the finish,located next to the bore; it varies from aplain, cracked-off surface to a complexmoulded form. For containers the word "rim"is not recommended.
For convenience the lip may be spoken ofas having two parts, a top and a side. If it isthe top that is being described, this should bemade clear. Otherwise, unmodified shapeterms refer to the side profile of the lip, e.g,down-tooled lip. For some finishes, such asare found on champagne bottles and 18th century dark green glass liquor bottles, only thetop of the lip is present.
Flat top - Lip has a horizontal top.
Sloped top - The lip is flat but slopes downward and outward.
80
Straight finish - A general term used whenthe neck-finish profile is continuous.There is no string rim and no significantprojection of the lip. Types of straightfinish include cracked-off, fire-polished,folded-in, and blow-over lips; its mostcommon occurrence is on 18th centuryFrench "blue-green" containers (Fig. sb),
Cracked-off - To "crack-off" a containerfrom the blowpipe, the glass near the blowpipe is scored with a wet file or other tool.This creates a localized thermal tension sothat a sharp tap on the blowpipe detachesthe glass object. The crack-off surface isflat and uneven, with sharp often jaggededges. The top of the neck is usuallyreheated slightly to relieve the thermaltension and this process smooths these jagged edges but does not significantly alterthe crack-off surface. This type of lip isfound on 18th century dark green glassEnglish and French "wine" bottles, on 18thcentury French "blue-green" narrowmouthed containers, and continues toappear in the 19th century.
Fire-polished - By re-exposing glass to sufficient heat the glass can be made smoothand glossy and sharp edges are rounded.For lips this results in the top of the lipbeing rounded and slightly thickened.
Burst-off - The top of the lip is rough andjagged (see Miscellaneous ManufacturingProcesses).
Everted or flared - A slight widening of thetop of the bore. This may make a flattopped lip appear V-shaped. The flared oreverted lip is not as severely flared as theflanged lip nor as vertical as the straightfinish.
Flanged - The lip projects outward horizontally and may actually be sloped slightly. It isrelatively thin. Flanged lips are formed bymanipulating the glass at the end of theneck. Common on medicine vials and inuse for much of the 18th and 19th centuries.
Folded-in and folded-out - The lip is foldedback on itself to form an even roundededge. It can be folded inwards or outwardsand can then be tooled into other shapes,everted or flanged, or left as a straight
•••••••••..•••••••••••..•..••••.-•••••...-•••..••...........•..•..•••
........................•••..........•••........•............•........•....•......•....tIP
•....
finish. The folded-in lip is found generallyon vials and mustard bottles. It appears tobe in use by the first decade of the 19thcentury, and to have gone out of fashion bythe last quarter of the 19th century.
Ground lip - The top surface of the lip isground (Fig. 61)•
Down-tooled - Profile of the side of the lipslopes outward and downward. It may bestraight or slightly curved.
Flattened - Profile of the side of the lip isflat.
Tapered down - Profile of the side of the lipslopes inward from the top of the lip to theneck.
Rounded - Profile of the side of the lip isrounded.
V-tooled - The upper and lower surfaces havebeen tooled to give a V-shaped profile.
V-shaped - The profile is V-shaped but wasnot necessarily V-tooled. It is only important to make this distinction on 18th century dark green glass English "wine" bottles. For finishes formed by a finishingtool, "V-shaped" can be used.
Prescription - Top of the lip slopes down towards the bore, the side slopes down andslightly inwards, and the bottom slopesslightly downwards and sharply inwards(Whitall Tatum & ce, 1876: 4; 1919: 12).The upper edge of the lip is suitable fordropping. Generally found on medicinebottles of the late-19th and early-20thcenturies•
Patent lip - Flat on top, flat on sides. Generally found on medicine or extract bottlesof the late-19th and early-20th centuries.
Pouring lip - Alteration of a lip form to makea beak for pouring liquids. Frequentlyfound on large ink bottles of the late-19thand early-20th centuries•
Threaded lip - A continuous projection, orseries of projections, designed to hold aclosure by twisting or screwing it intoplace, the threaded lip was an uncommonfeature on containers before patents for
making external threads were taken out inthe United States beginning in the mid1850s. Mouth-blown examples are frequently found with the top of the lipground. A complex type of finish and oneof the most frequently used on modernmachine-made containers•
Continuous thread - A continuous spiral projecting glass ridge on the finish of a container, intended to mesh with the thread ofa screw-type closure (Lief 1965: 26-29,45). The thread usually circumscribes thebottle one to two times.
Interrupted thread - Threads on the finish ofglass containers that are not continuous,having gaps at seam areas to avoidscratching coatings on closures (Lief 1965:46).
Lug - A glass finish with a number of shortraised threads on the outside of the neck(Moody 1963: 301). Two to four lugs aregenerally found. A brake or stop may beprovided at one end of each lug•
String Rim (Figs. 62, 63)
The string rim is the ledge or ring thatprotrudes from the neck just under the lip. Inhand manufacture it is generally formed fromadded glass but it may also be formed in themould•
Although a similar feature to the stringrim is found on machine-made containers, theterm is not really suitable to use for them,particularly for containers with a threaded lip(see Bead, below).
Rounded trail or untooled laid-on-ring - Thestring rim is formed by rotating the container while a thin stream of glass flowsfrom a small gather on a pontil. This typeof string rim is basically unshaped•
Down-tooled - The string rim profile slopesoutward and downward.
Up-tooled - The lower surface of the stringrim is tooled upwards and outwards with aflat or rounded top.
V-tooled - The string rim has been tooled onits upper and lower surface into a V-shape.
81
V-shaped - The profile resembles a V-shapebut was not V-tooled. It is only importantto make this distinction between V-shapedand V-tooled on 18th century dark greenglass "wine" bottles. On 19th centurybottles with finishes formed by finishingtools "V-shaped" can be used.
Flattened - The side of the string rim is flattened.
Rounded - The string rim has a tooled roundedprofile.
Rounded with flattened top and bottom - Aprotuberant string rim found on 18th century French "wine" bottles.
Decorated - Occasionally the string rim maybe decorated with tooled or incised ribs.European spa water bottles often had thisfeature.
Bead - On machine-made containers withthreaded lips the feature occupying theposition of string rim is referred to as the"bead" (Fig. 63; see Moody 1963: 11). The"bead" can serve two functions, l.e, as asealing surface or as a place to grasp thejar during the manufacturing process tominimize the danger of distorting thefinish (Toulouse 1969b: 394).
Neck
The neck is the narrowed portion of acontainer between the finish and the shoulder(BSI 1962: No. 6301).
SHAPES (Fig. 64)
Tapered - The neck decreases in diameterfrom the base of the neck to the finish.
Cylindrical - The neck maintains a constantdiameter from its base to the finish.
Roughly cylindrical - The neck maintains,more or less, the appearance of a constantdiameter from its base to its finish, although the diameter may in fact vary fromone part to another. These irregularitiescan be expected from hand-manufacturedbottles.
82
Bulged - A deliberate bulge in the centre ofthe neck or towards the base. A bulgedneck should not be confused with either aball neck or neck rings.
Tapered down - The neck gradually expands indiameter from the base of the neck to thefinish. This feature is most common on18th century "blue-green bubbled" Frenchcontainers.
Rudimentary - The neck is so short as to bealmost non-existent. Basically the rudimentary neck is a brief constriction between the shoulder and the finish. Thistype is found most frequently on snuffbottles and on some case bottles.
Non-existent - There is no connecting constriction between the finish and shoulder orbetween the finish and body.
NECK TREATMENTS (Fig. 65)
Ball neck - A single ring encircling the middleor lower portion of the neck of a container,usually a recessed panel bottle. This ringis not a part of the finish and is usuallyformed in a mould.
Neck ring - Two or more rings, separate fromthe finish, encircle the neck in a singlegroup or in a series. Generally they areformed in the mould; however, as withdecanters, neck rings could be made byadding glass to the neck. In the latter casespecific mention should be made of thisaddition (i.e, "applied neck rings"). Location and number of rings should berecorded.
Marks - Markings may occur on the neck although this is an infrequent occurrence.Type of marking, orientation, and locationshould be recorded. The illustrated example (Fig. 65d) has an embossed name encircling the base of the neck.
Ground - The exterior surface of the upperpart of the neck may be ground. This isusually done to accommodate a closure orfitment which is attached to the outersurface of the neck.
......•....•••....•..•......•......................••••........•..•....•••......•....••
•....---..•..••••--•--••••..•••....---•..•--..•............,.............,•
Shoulder
The shoulder is the widening part of acontainer which joins the neck or finish to thebody (Toulouse 1969a: 527).
FORMS (Fig. 66)
Rounded - The most common shoulder form, ahemispherical shape.
Sloped down - A gentle slope outwards anddownwards from the base of the neck tothe junction with the body. Generally astraight slope but it may have a slightcurve.
Champagne - An elongated, tapered shoulderas found on champagne-style bottles.There is no distinct neck-shoulder junction.
Horizontal - The shoulder forms a roughly 90 0
angle with the body but will usually beslightly rounded at the body-shoulderjunction. This shape is usually found onnon-cylindrical bottles.
Scooped - The shoulder slope is concave.
Non-existent - There is no connecting areabetween the body and the neck or betweenthe body and the finish. Many jars do nothave shoulders (see Fig. 64).
SHOULDER TREATMENTS (Fig. 67)
Marks - Markings may occur on the shoulder.Type of marking, orientation, and locationshould be recorded. The illustrated example is embossed.
Decoration - Shoulders may be decorated,flutes or panels being the most commonform of decoration.
Stepped - Horizontal "steps" encircling theshoulder.
Grooved - Treatment sometimes found on inkbottles, the shoulder is horizontal and hastwo or more grooves designed to hold apen. The illustrated example (Fig. 67) hasflattened areas at the four corners as wellas the four grooves•
Body Shape
The body is the main part of a container,enclosing the contents (Toulouse 1969a: 527).
In describing the body three perspectivesare considered: horizontal plane, verticalplane, and overall view. It may not always benecessary to describe all three perspectivesbut the cataloguer and researcher should beaware of which one they are considering.
Body horizontal - Profile of the horizontalplane near a midsection of the body. Containers are usually described primarily bytheir horizontal body cross section and thisprofile is thus the first aspect of thecontainer body to be considered. There areinnumerable variations and the most common forms are illustrated (Figs. 68-72) asguidance for the type of terminology touse.
Body vertical - Profile of the vertical planeof the body with the "front" (the side ofgreatest dimension) in full view.
Body general - Discussion of general bodyfeatures would include markings, decoration, as well as terms that describe thethree-dimensional form of the body, e.g,when the body vertical is "straight," andthe body horizontal is "circular," the threedimensional term "cylindrical" is more evocative of the bottle shape. If theresearcher chooses to use container namesfound in trade catalogues the name shouldbe considered as a body general term.Bibliographic references should be cited asdifferent companies would produce bottlesof very similar appearance and call themby different names.
BODY HORIZONTAL (Figs. 68-72)
Circular or round - All radii along a horizontal plane of the body should be of equallength.
Ovoid - A general term used when the sides ofthe body are curved but are not round anddo not have angled corners. In druggists'catalogues of the late-19th and early-20thcenturies the term "oval" is used for avariety of body shapes, many of them notoval or ovoid at all; generally the trueshape should be described.
83
Kidney - Bodies which are ovoid in shape butone of the longer sides is concave in relation to the rest of the body.
Round with flat sidels) - The majority of thebody is round but there are one or moreflattened sides to it.
Ovoid with flat sidefs) - The body is ovoidwith one or more flat sides.
Square - All four sides of the body are ofequal length; intersections of the projectedsides are at right angles to each other.
Rectangular - A four-sided body having opposite sides parallel and of equal length.Projected sides are at right angles to eachother.
Octagonal - An eight-sided body. True octagonal has eight sides of equal length. Flatoctagonal has two long sides of equallength and parallel to each other and sixshort sides of equal length.
Triangular - A three-sided body.
5-sided, 6-sided, 1a-sided, 12-sided, etc.Body with multi-sides of equal length.
(Not illustrated.)
Flask - A modified rectangle, usually withtwo flat, parallel sides and both endsrounded. The form may be confused withthe ovoid body; however the flask is acommonly understood shape which is usually associated with alcoholic beverages.The body vertical profile varies considerably depending on the time period. In thelate-19th and early-20th centuries many ofthe variations are named (e.g, shoofly,picnic, book, warrented),
Chamfered corners - Bottles with flat-sidedbodies may have the corners chamfered orbevelled. The chamfered corners must beshorter than the sides. If the angled corneris equal to or greater in length than any ofthe sides of the body (as in a flat octagonal), the angled plane is considered a side.When the chamfer is flat the term "chamfer" is used. When the chamfer is agroove, however, the term "concave chamfer" should be used to distinguish a hollowed from the flat variety.
84
Strapped - Term used to describe the raisedmoulded bands of glass oriented vertically(from base-body to neck-shoulderjunctures) along the short curved sides ofovoid bodies. Two commonly occurringbottles with this feature are the "Unionoval" and the "Warrented flask."
Recessed panels - Indented areas on a body,generally rectangular with arched tops,often referred to as "panelled bottles" incollecting literature. If the total numberof panels on a body is known, indicate thenumber as follows: two recessed panels,three recessed panels, etc. If only part ofa side is recessed as in the front of thePerry Davis Vegetable Painkiller bottle,then the term "partial" can be used. Unless the bottle is extremely well-known itis unwise to extrapolate or infer the totalnumber of recessed panels if the completehorizontal plane is not present.
BODY VERTICAL (Figs. 73, 74)
Straight - Viewing the vertical body profile,the sides are parallel to each other and thevertical axis.
Tapered up - Straight sides with the greatestbody dimension at the base.
Tapered - Straight sides with the greatestbody dimension at the shoulder.
Round - Viewing the vertical body profile, thebody is round.
Ovoid - Viewing the vertical body profile, thebody is ovoid.
BODY GENERAL (Figs. 75, 76)
Three-dimensional Shapes
Cylindrical - The body area is of equal diameter from the body-shoulder junction tothe body-base junction. Roughly cylindrical can be used for bottles which haveirregularities caused by hand manufacture.Tapered cylinder can be used for bottlessuch as dark green glass English "wine"bottles which have a slight taper to thebody, the largest diameter being at theshoulder.
•••......•••..••••••..•••••••••••..••••••••••••••••••••••••
.,.,.,.,.,.,.,.,.,...,.,.,.,.,...,.,.,...,.,.,.,...,.,.....,...,...............,...,.,.,...,........
Conical - The body area suggests a cone. Thegreatest diameter of the body wlII be atthe base-body junction. The body shouldshow extreme tapering to be classified asconical.
Barrel - The body vertical is ovoid with thecurvature climaxing at midsection; thebody horizontal is round.
Spherical - Three-dimensional ball shape.
Globular - An irregular sphere, commonlyfound on early-18th century English "wine"bottles•
Egg - Body is ovoid in body vertical and roundin body horizontal. The egg shape shouldinclude a round or pointed base. Commonly found in soft drink or mineral waterbottles.
Figural - The overall shape of the body and/orthe surface markings suggest an object, ananimal, or a human, such as a slipper, afiddle, a fish, Santa Claus, etc. Name thefigure represented.
Philadelphia oval - An exception to the general recommendation not to use trade catalogue names for descriptive terminology.In most late-19th and early-20th centurydruggists' catalogues of United States andCanadian companies, the Philadelphia ovalwas a commonly recognized form. In horizontal section it is ovoid with one flat side(see Fig. 68) and is straight-sided vertically(Fig. 30b).
Surface Features
Marked - All types of commercial marks (embossing, paper labels, acid etching, etc.)should be described•
Decorated - The body may be decorated byembossed designs such as Masonic emblems, sunbursts, swans, etc. Such thingsas panels are considered decoration whenthey extend only partway up the body;panels that go all the way up the bodychange the body shape and are not considered to be decoration. All types ofdecoration (embossed, acid etched, cut,etc.) should be described•
Graduated - Containers that are marked withone or more divisions for measuring purposes (BSI 1962: No. 6421). These may bemoulded, engraved, acid etched, or paintedon•
Fragments
When body sherds are to be described andit is impossible to determine the intended bodyshape, the terms "flat" or "curved" should beused•
Heel (Fig. 77)
The heel is the area of a container thatincludes the curve, or corner, that joins thebody to the resting point (Toulouse 1969a:527)•
Bulged - A rounded bulge in the heel areawhich can be a deliberate shape or can bean accident of the manufacturing process.Examples of deliberately shaped bulges arefound on olive oil bottles of the late-19thcentury (Fig. 73). The unintentionallybulged heels, which used to be called "basalsag," are characteristic of English "wine"bottles dating from ea, 1740 to the 1820s,but other forms of bottles may also exhibitthis feature. The bulged heel is a differentshape from the footed base, and the twoshould not be confused.
Abrupt - The base-body junction is distinct,the straight sides of the body turn abruptlyto the resting point•
Rounded - The heel is a gentle curve from thebody to the resting point•
Chamfered - The heel, which would normallybe abrupt, is beveled, The chamfered heeldates from the second half of the 19thcentury into the 20th century.
Footed - See Footed Base•
Insweep - An inward curved or tapered portion of a glass container that joins thelower part of the sides to the base (B.S.I1962: No. 6313). This is a feature foundon modern bottles and is designed tostrengthen the Murgatroyd belt, the area
85
of a container that receives the greatestthermal shock (Wyatt 1966: 22).
Non-existent - Containers that do not have aresting point do not have a heel. Anexample of this type of container would bean egg-shaped mineral water bottle.
Marked - Occasionally commercial markingsare found on the heel. This is usually a20th century feature.
Decorated - Occasionally the heel is decorated.
Resting Point/Surface (Fig. 78)
The resting point or resting surface is thatpart that rests on a surface when the container is standing upright. The contact mayormay not be continuous. In most cases it isunnecessary to comment on the restingpoint/surface but the following features maybe noted.
Rocker - An imperfection, a container withan accidentally deformed bottom so it doesnot stand solidly (American CeramicSociety 1948: 9). (Not illustrated.) This isa common problem with dark green glass"wine" bottles of the 18th and early-I 9thcenturies.
Four-point - Found on case bottles in whichthe four corners of the bottle are the onlypoints on which the bottle stands. The heelarches slightly between these four points.
Flat - A distinct flattened area that serves asthe resting surface. This area will vary inwidth and has usually been formed bymoulding. The outer shape will follow thebody horizontal but the inner contour mayvary from it. Some flat resting points maybe ground and polished by cutting (italics).
Mould line -- In some containers the mould linemay form the resting point. (Not illustrated.)
Marked - Embossed lettering around the perimeter of the base may form the restingsurface.
86
Stippled - A deliberate surface effect foundon machine-made containers, consisting ofa regular pattern of slightly raised "pimples."
Completely flat - When the base is completely flat, the whole base becomes the restingpoint.
Base (Fig. 79)
The base is the bottom of a container, andthe term is used to indicate the area inside theresting point and particularly the basal profile.Sometimes, however, it is more convenient toconsider the heel and resting point as part ofthe base, as when measuring base dimensionsand for containers with a "footed base."
Basal surface - The area inside the restingpoint, including the pushup or moulded indentation and the pontil mark.
Basal profile - Describes the exterior profileof the basal surface. Most bases areindented but some may be flat or evenconvex.
Indented base - A general term used to describe a basal surface that is pushed up intothe interior of a container.
Pushup - When the basal indentation is deep,it is referred to as a pushup, The term isnot suitable for bases with a slight indentation.
Footed base - A deliberate projection, usuallysharply angled, at the base of the body, thefoot forms a stand for the container.Generally found on bottles of the secondhalf of the 19th and the 20th centuries.
Pontil mark - The scar or mark left on thebase of glassware after the removal of thepontile Different types of empontillingtechniques leave different types of pontilmarks (see Jones 1971: 62-73). The typeand size of the mark may be useful indetermining country of origin for darkgreen glass liquor bottles (described inManufacturing Techniques in Part I).
••........•..••••..•••....•..•..•..••••....••••••••..•..••••................
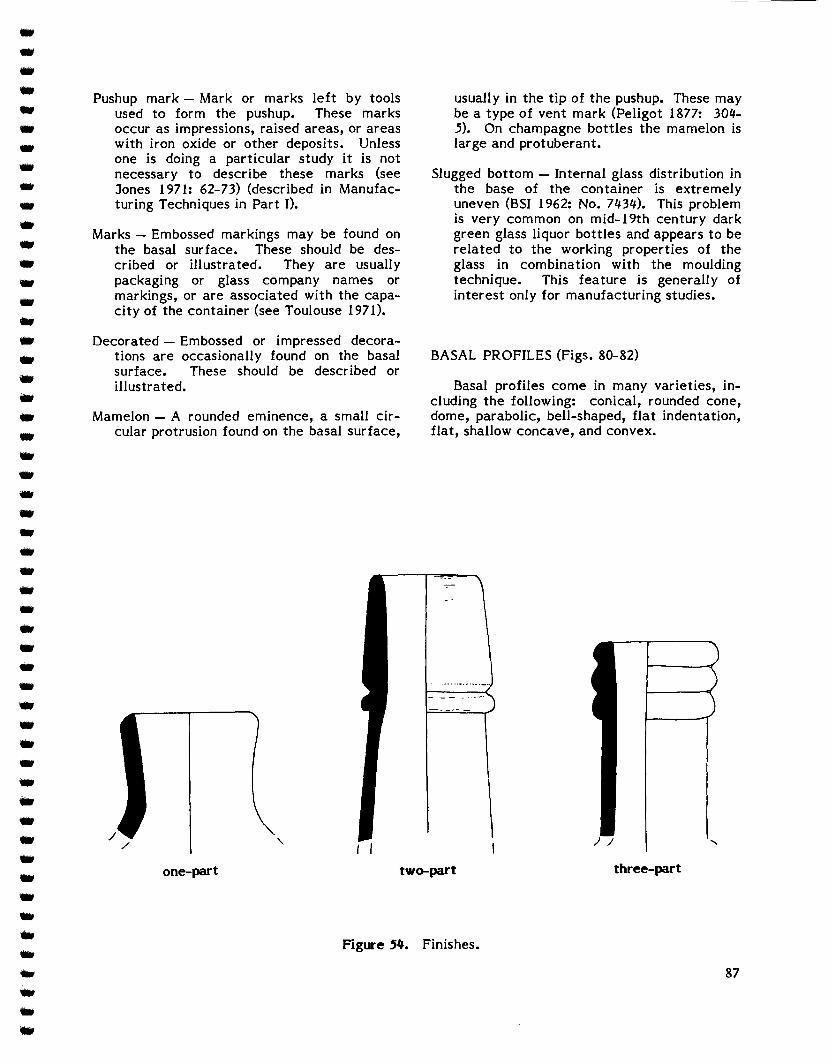
87
three-part
\
usually in the tip of the pushup. These maybe a type of vent mark (Peligot 1877: 3045). On champagne bottles the mamelon islarge and protuberant.
Slugged bottom - Internal glass distribution inthe base of the container is extremelyuneven (BSI 1962: No. 7434). This problemis very common on mid-19th century darkgreen glass liquor bottles and appears to berelated to the working properties of theglass in combination with the mouldingtechnique. This feature is generally ofinterest only for manufacturing studies.
BASAL PROFILES (Figs. 80-82)
Basal profiles come in many varieties, including the following: conical, rounded cone,dome, parabolic, bell-shaped, flat indentation,flat, shallow concave, and convex.
two-part
I I
Figure '4. Finishes•
'\
one-part
Mamelon - A rounded eminence, a small circular protrusion found on the basal surface,
Marks - Embossed markings may be found onthe basal surface. These should be described or illustrated. They are usuallypackaging or glass company names ormarkings, or are associated with the capacity of the container (see Toulouse 1970•
Decorated - Embossed or impressed decorations are occasionally found on the basalsurface. These should be described orillustrated•
Pushup mark - Mark or marks left by toolsused to form the pushup. These marksoccur as impressions, raised areas, or areaswith iron oxide or other deposits. Unlessone is doing a particular study it is notnecessary to describe these marks (seeJones 1971: 62-73) (described in Manufacturing Techniques in Part O•
.,
.,
.,
.,
.,
.,
.,.....,.....,.....,.....,
.,
.,
.,.......................,
.,.............,
.,.......,.,.,........,
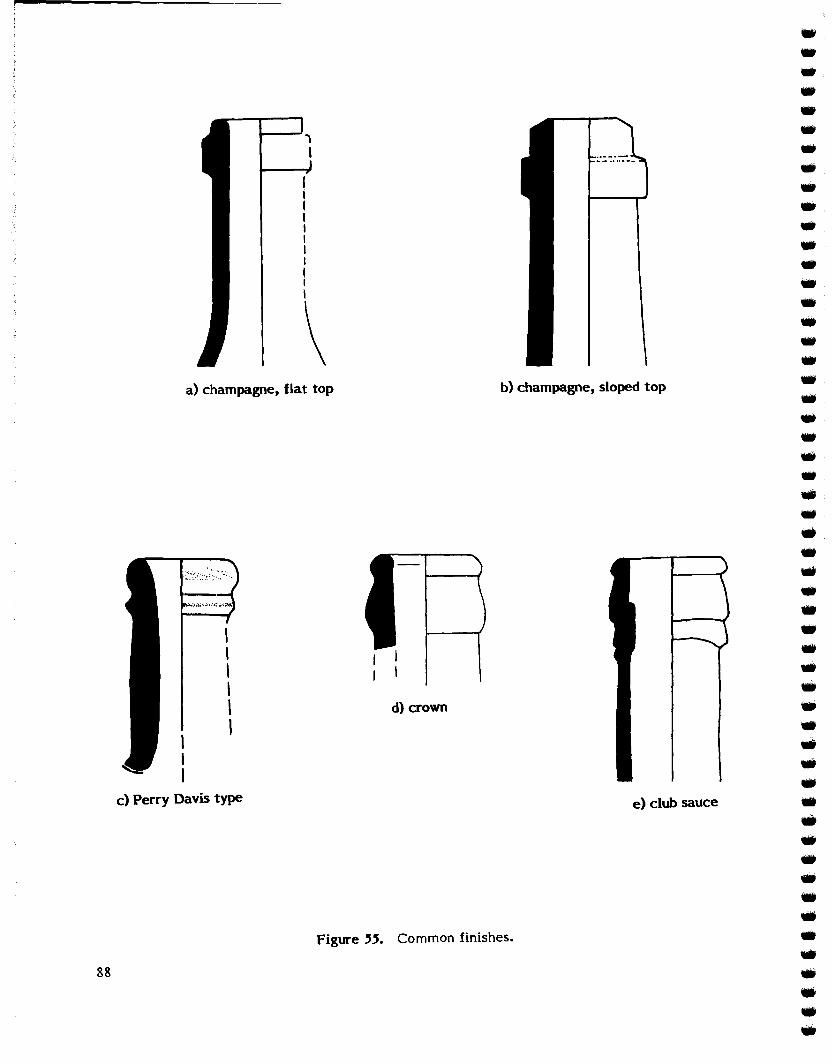
......•..............••••••......••..••....•••••..•........•......•..••....••......
e) club sauce
b) champagne, sloped top
d) crown
",
Figure .5.5. Common finishes.
I,II,I
a) champagne, flat top
cl Perry Davis type
88
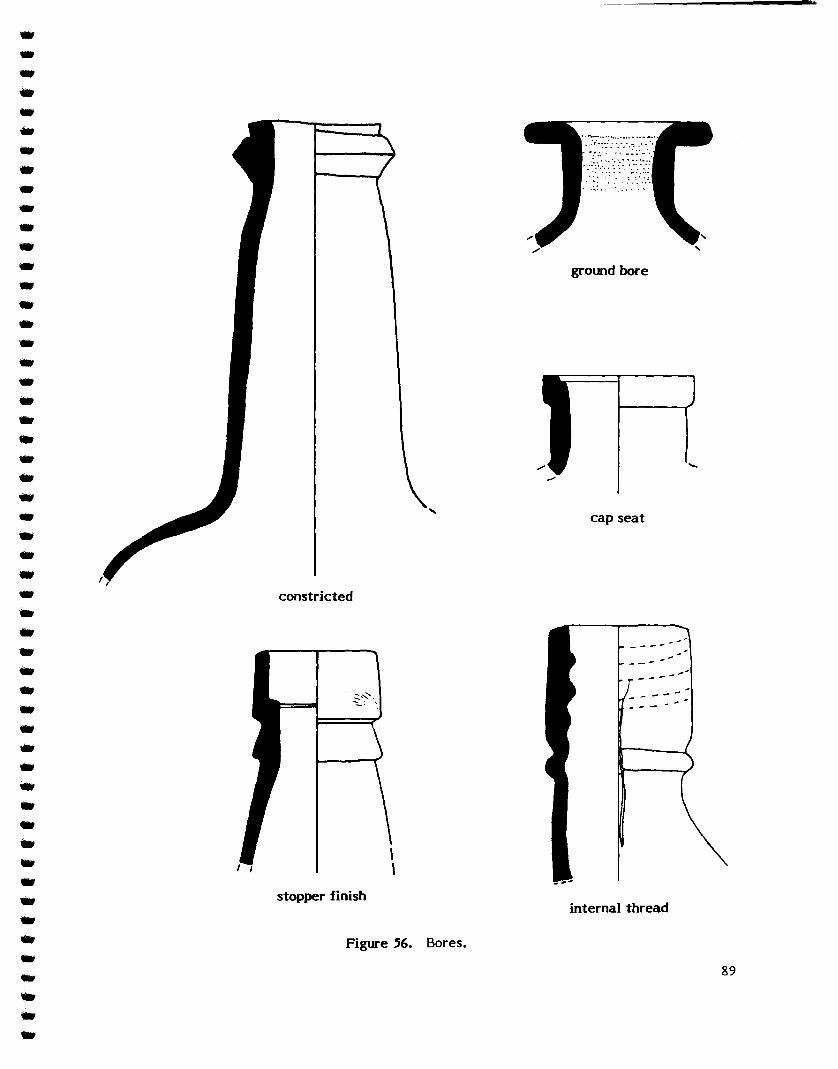
89
--- --
cap seat
ground bore
internal thread
Figure .56. Bores•
constricted
stopper finish
..........•..........•..........................•....................••••....•..•.,..............
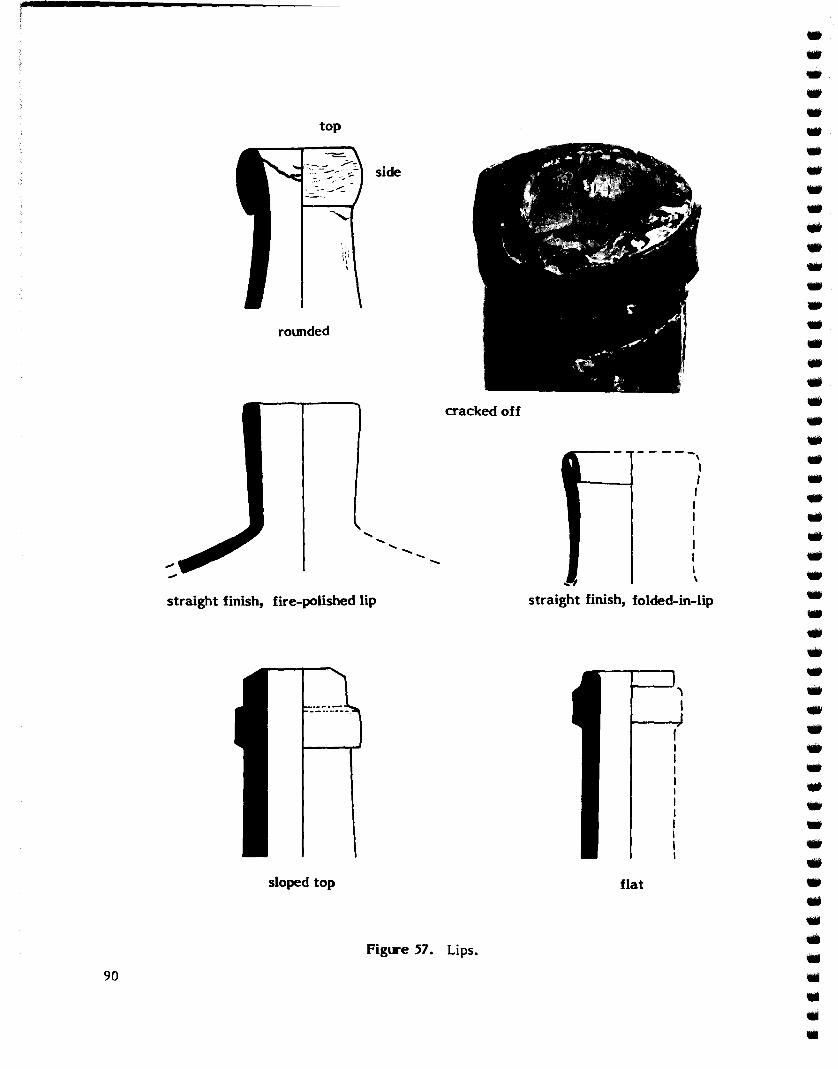
.......•..••••..•••••••••••..•••..••••......•..................•........-•...III
•
I,,IIIIII\
"I
flat
- - - ---,
straight finish,folded-in-lip
side
cracked off
Figtre 57. Lips.
..... ..... .... -- .....
top
rounded
sloped top
straight finish, fire-polished lip
90
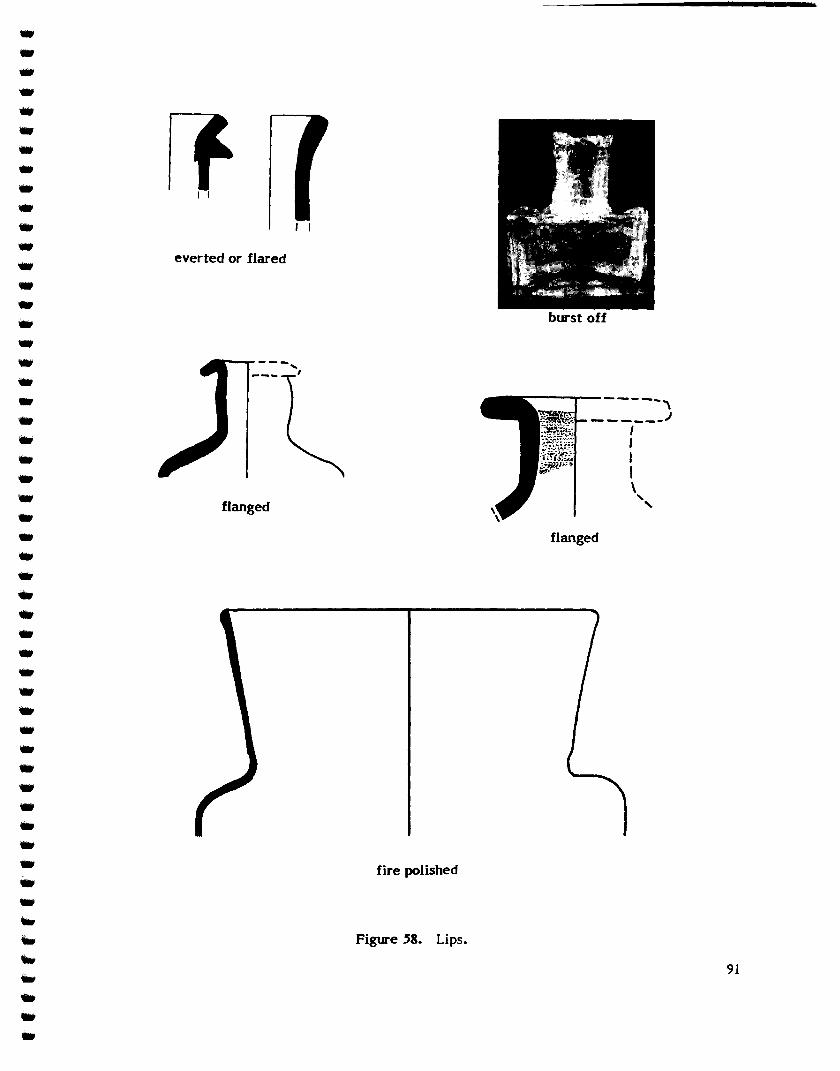
91
-----,------)
I,II\"-
"flanged
fire polished
Figure .58. Lips•
, I
flanged
everted or flared
IfI I
--.,.,.,...,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,...,...,.............,...,
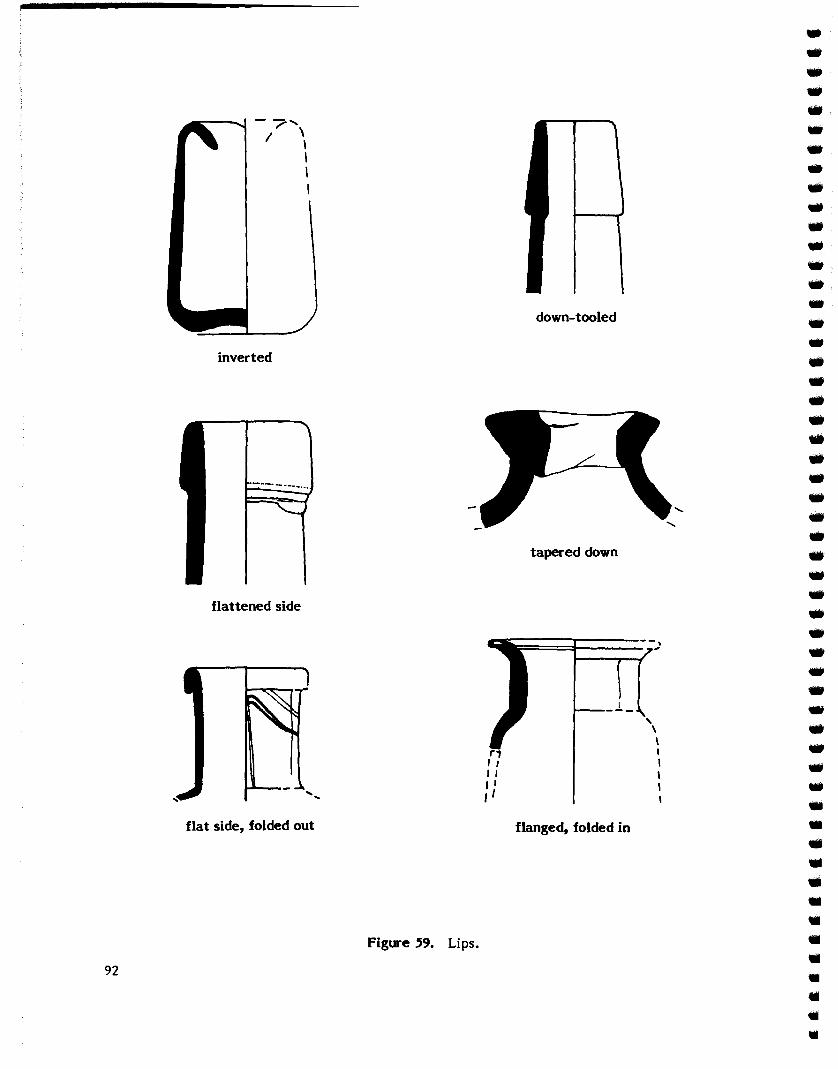
•••••••..•••••••..•..•••..•••••••••..••..•••••........•••..••••
,\\I,,,,
_1.-
down-tooled
tapered down
flanged, folded in
~~===--~
r,J IJ I
",I
Figure .59. Lips.
-7'''\I \,,
I
---*----
inverted
flattened side
flat side, folded out
...
92
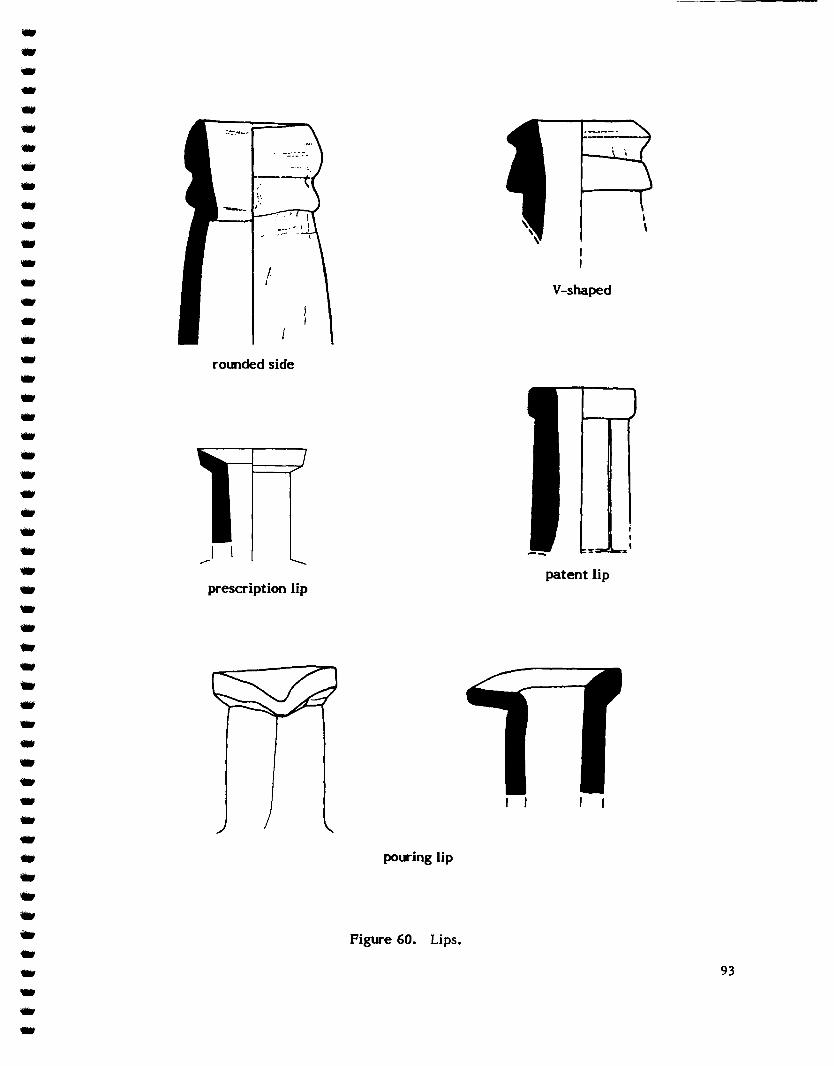
93
I\
V-shaped
patent lip
pouring lip
Figure 60. Lips.
rounded side
prescription lip
I--
..........................................................................................••--......
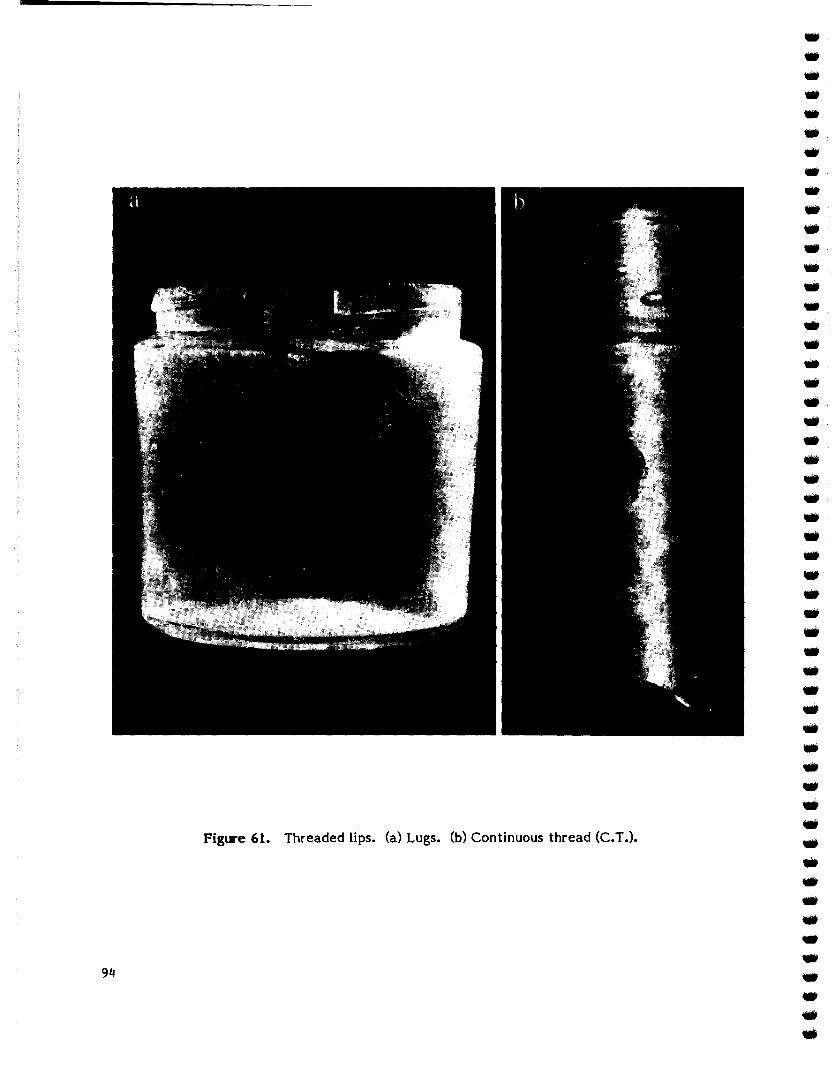
Figlre 61. Threaded lips. (a) Lugs. (b) Continuous thread (C.T.).
94
••••••..••••••••••••....•••••.-••••••••••..•••....••..•••••....
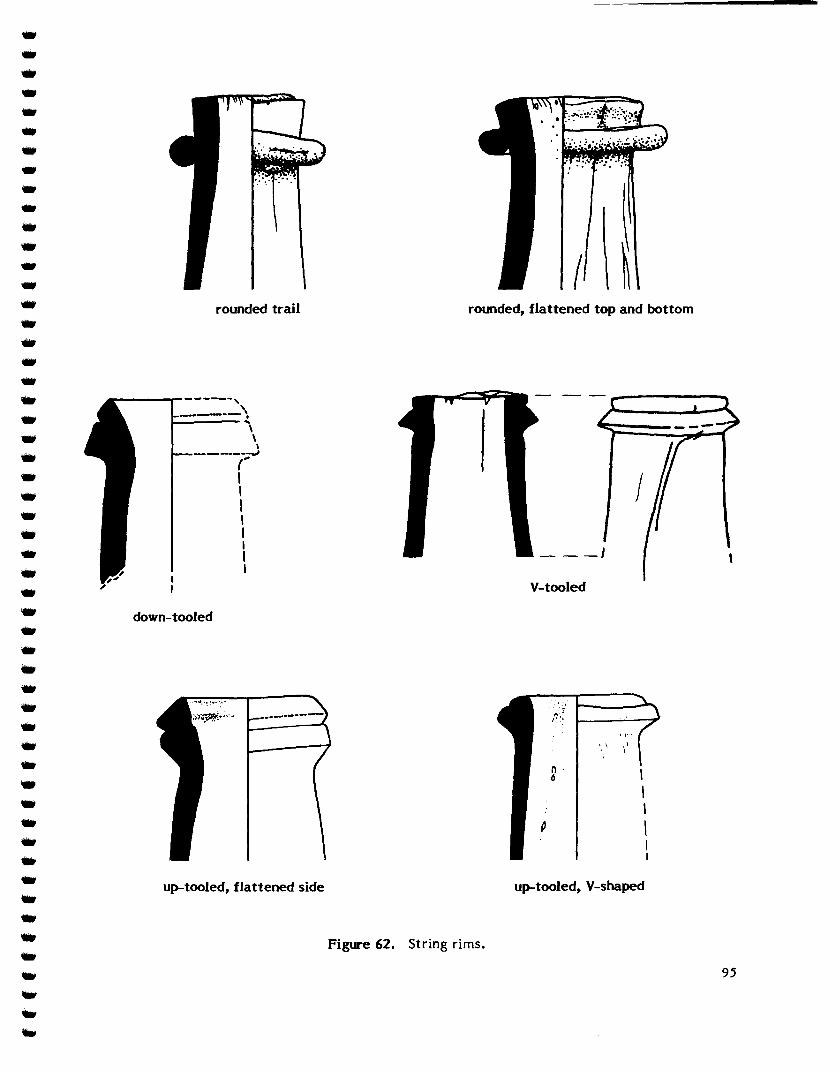
95
IIIIII
---I
V-tooled
up-tooled, V-shaped
rounded, flattened top and bottom
Figure 62. String rims.
rounded trail
up-tooled, flattened side
down-tooled
...--..-,r-------,,--\..
\\
\--------J(...
I,I,IIII
•••••••••••••••..,••..,..,••..,••••••••..,•..,••..,•••..,•..,..,..,••..,•........
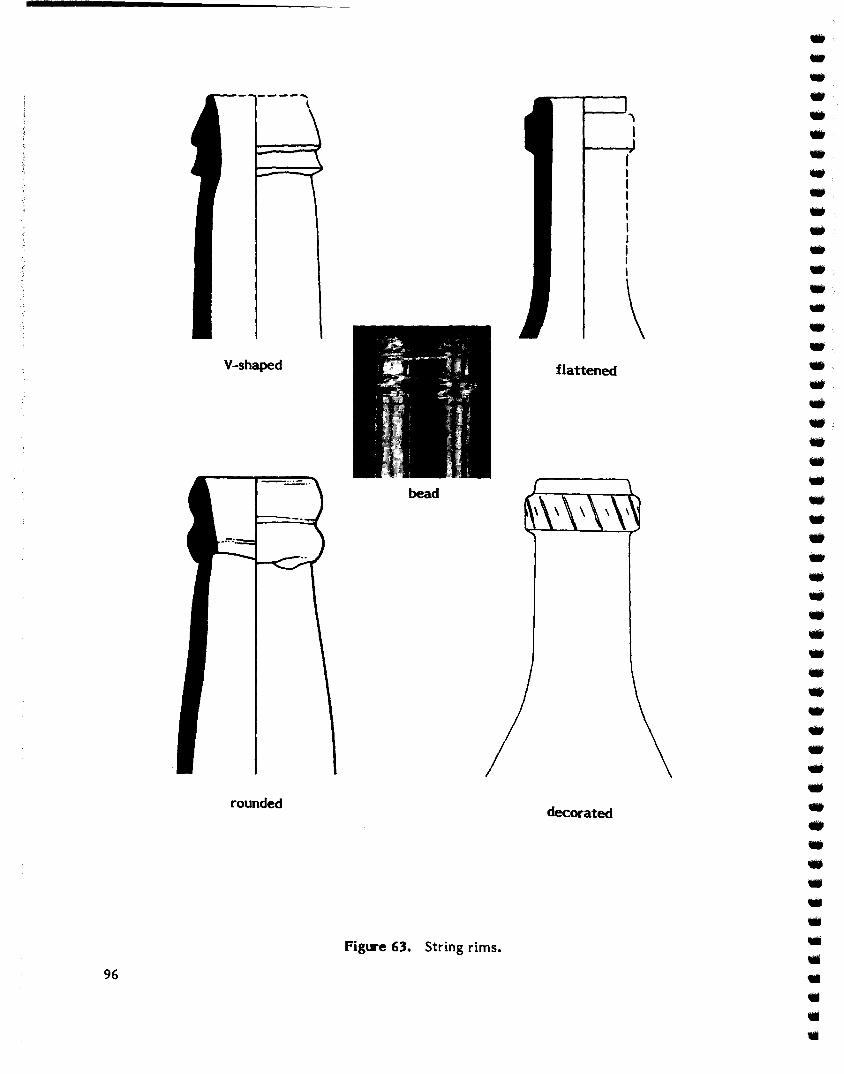
rounded
•••••••••..•••••••..•....•••..•....•••..••••••••....•......•......•
"IfiIIIIIIIII
\flattened
decorated
bead
Figure 63. String rims.
,1
------,
V-shaped
96
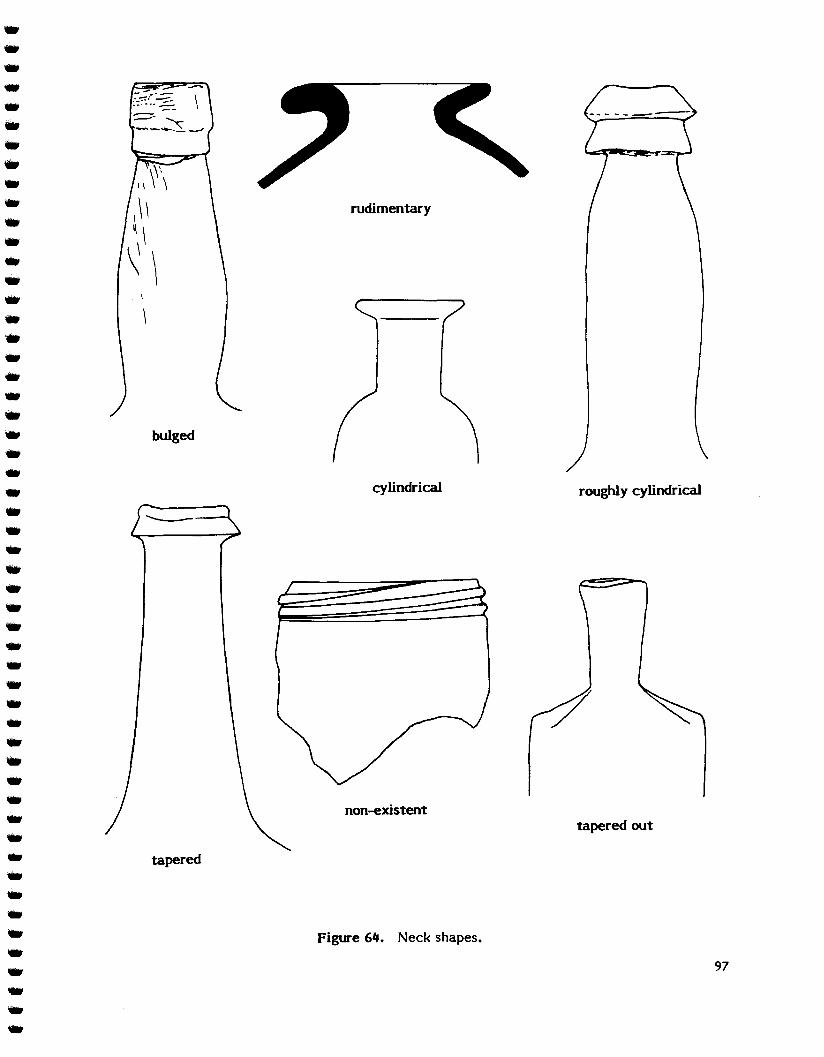
97
roughly cylindrical
tapered out
cylindrical
rudimentary
non-existent
Figure 64. Neck shapes•
bulged
tapered
-----..::::" --::::-..--,-...-
.,
.,
.,.,.,.,.,--.,.,
.,
.,•.,...,•.,.,.,.,.,••.,.,..,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,
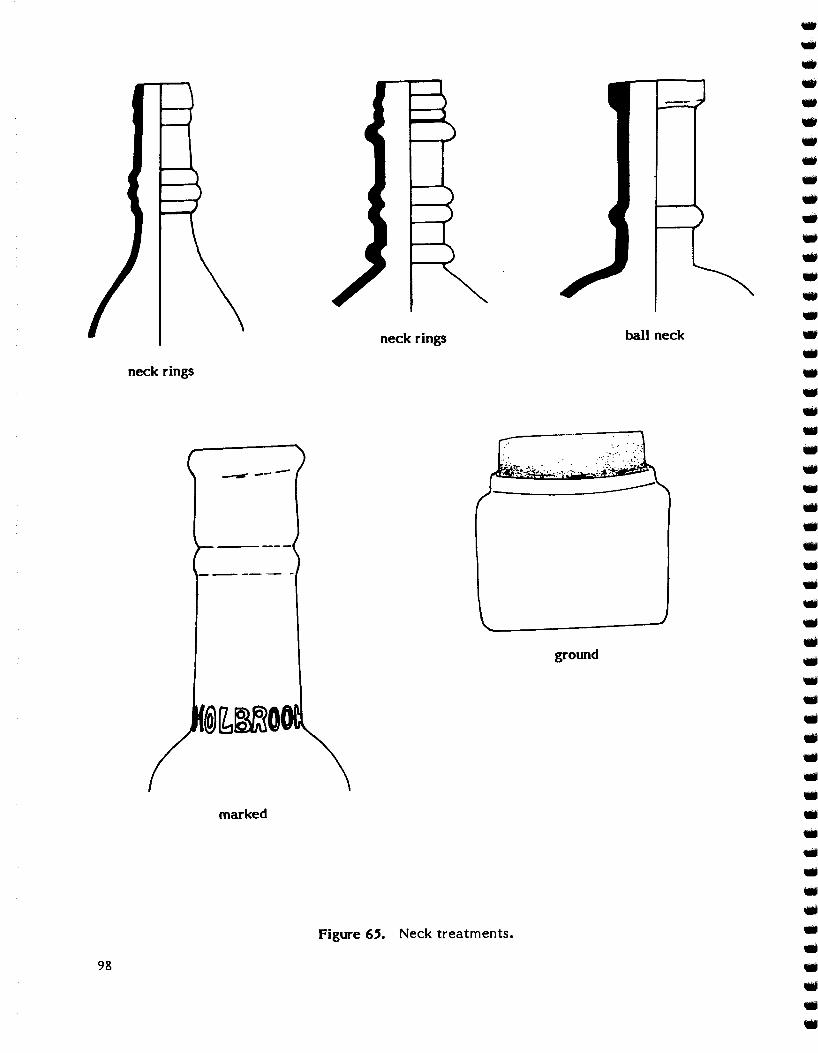
.
.....
.....••••......•••..............•.......•.-....•..••........•...........•.................
ball neck
ground
neck rings
Figure 6.5. Neck treatments.
--w6' -----
marked
neck rings
98
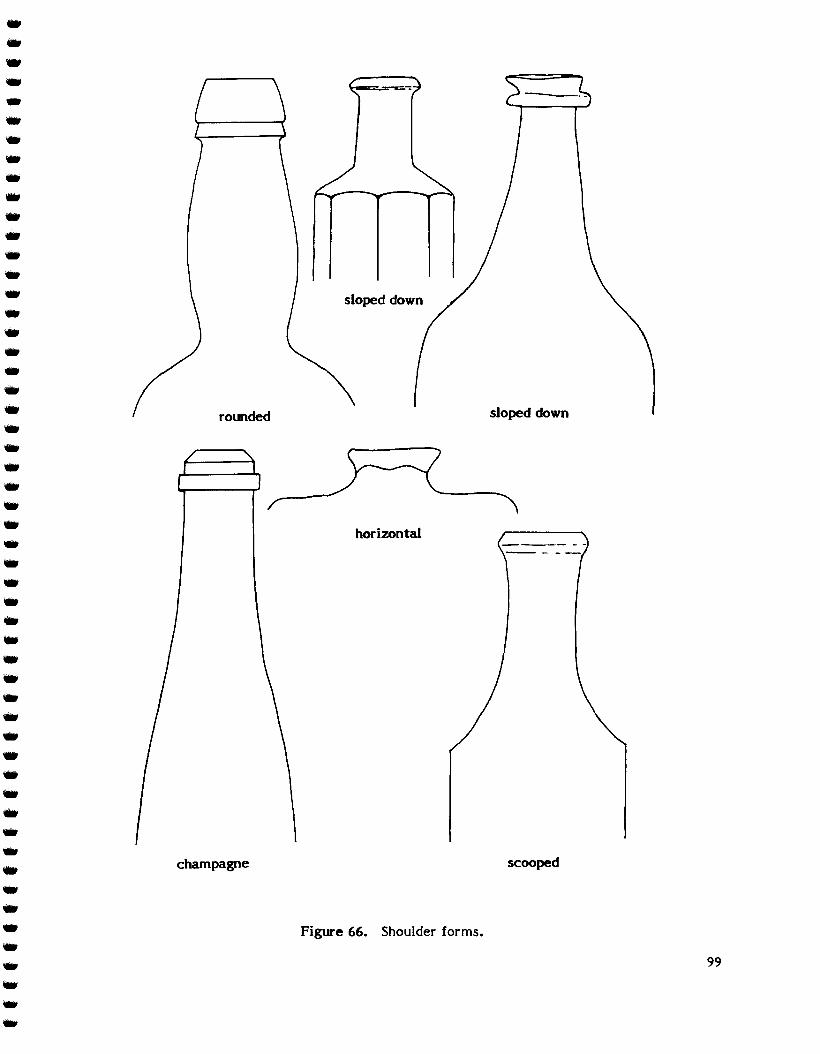
99
scooped
sloped down
horizontal
sloped down
Figure 66. Shoulder forms•
---~-""""/ ,
rounded
champagne
.,.,
.,.,
.,.,
.,.,
.,.,.,.,.,
.,.,.,.,.,
.,.,
.,.......,.......,...................................,.....,...,..
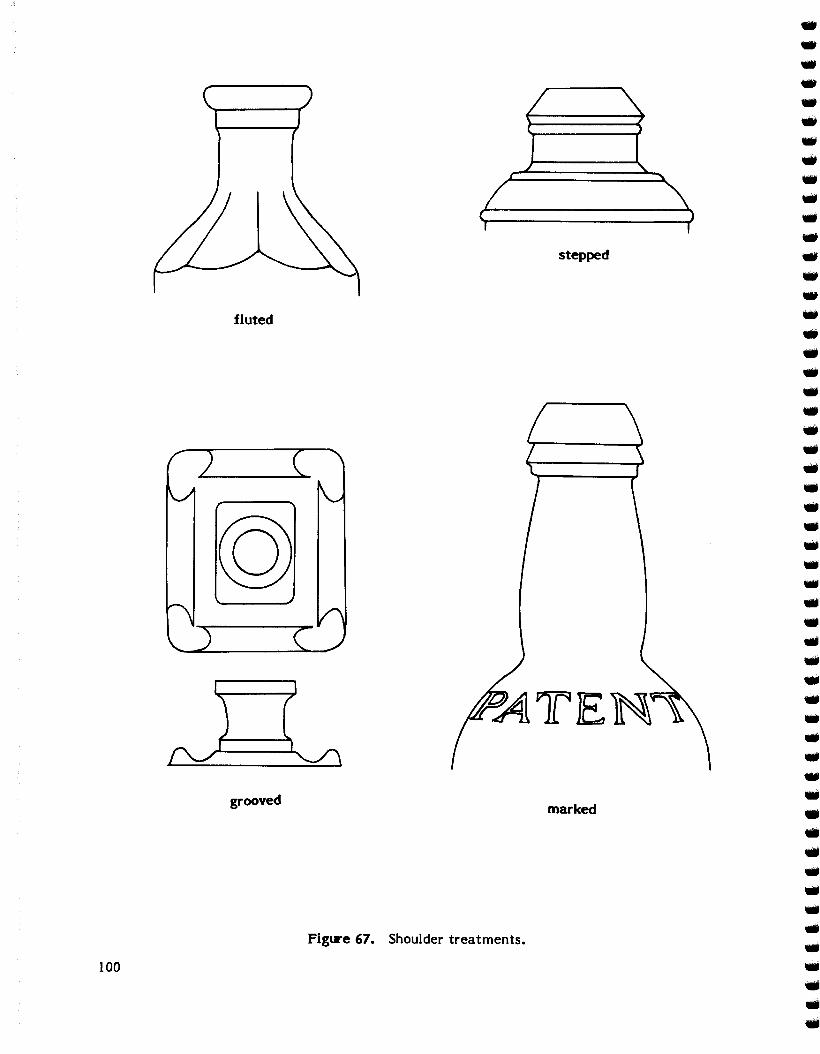
..••..••..............••..•..........•........•..•......•..............•..••....••....
stepped
fluted
Figure 67. Shoulder treatments.
grooved marked
©
100
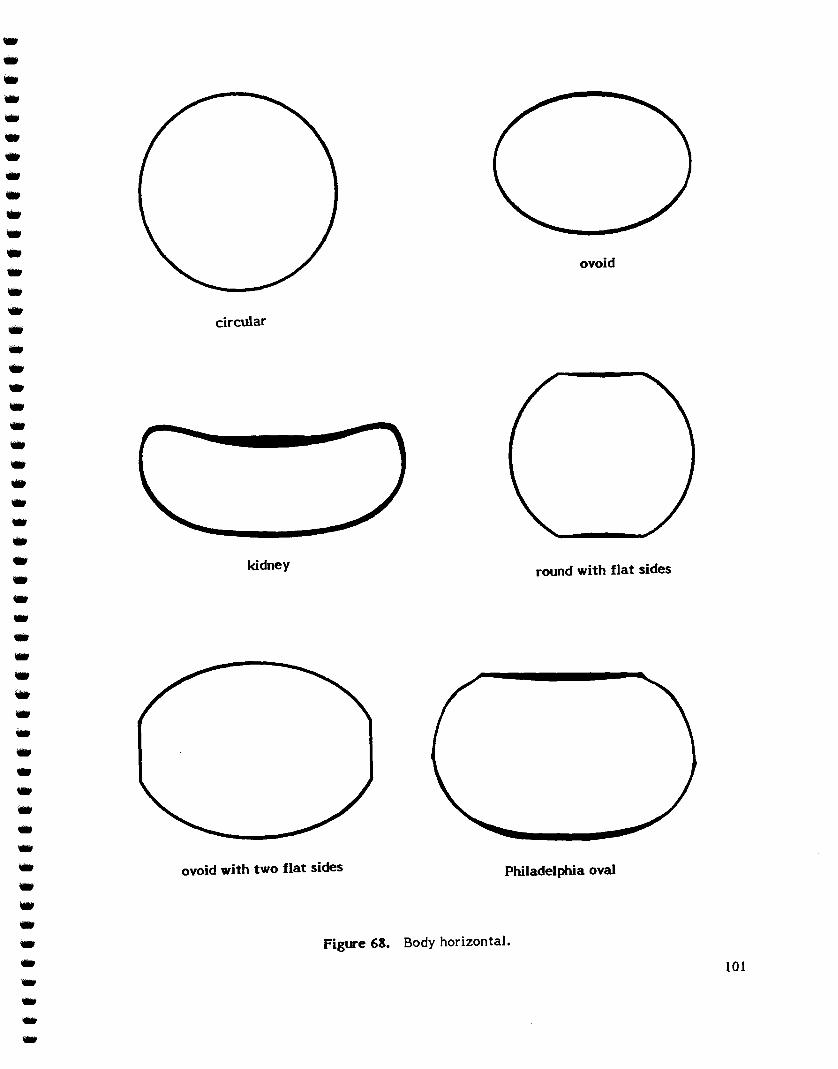
101
ovoid
round with flat sides
Philadelphia oval
Figure 68. Body horizontal.
kidney
circular
ovoid with two flat sides
••••••••••••••••••••••••••••••••••••••••••••••••••
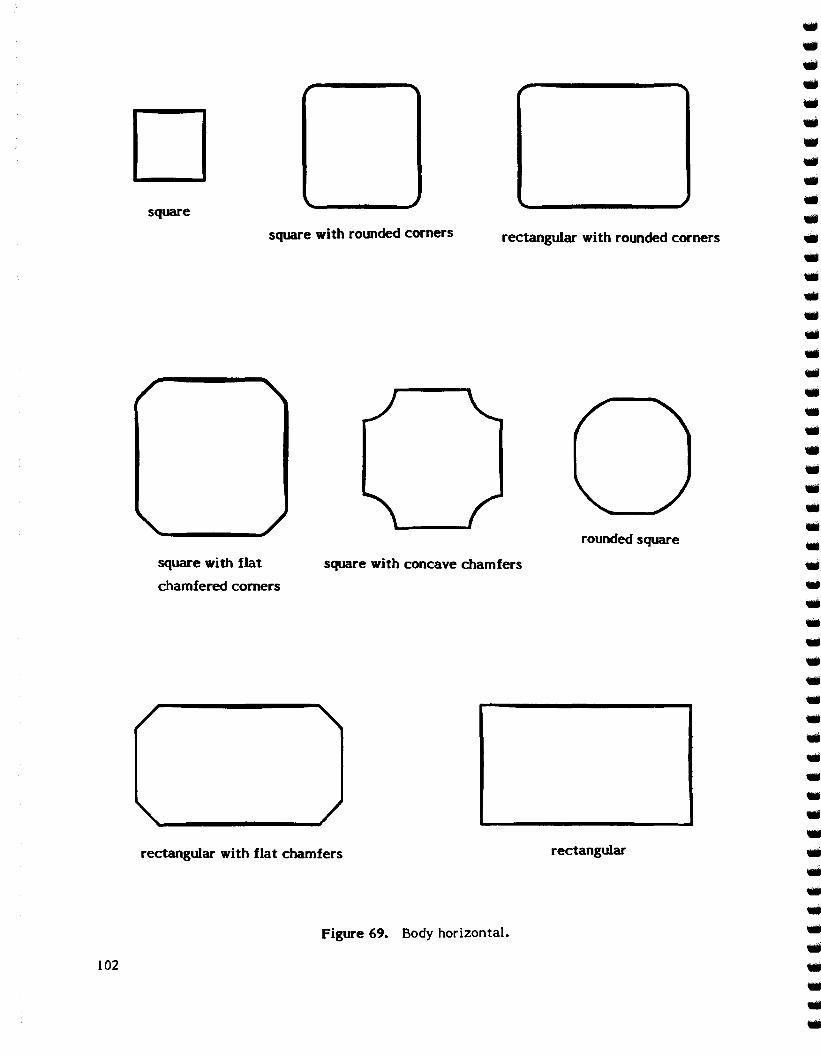
rectangular with flat chamfers
Figure 69. Body horizontal.
D
....................till....................till..............................................till..............
rounded square
rectangular
rectangular with rounded corners
square with concave chamfers
square with rounded corners
square with flat
chamfered corners
square
102
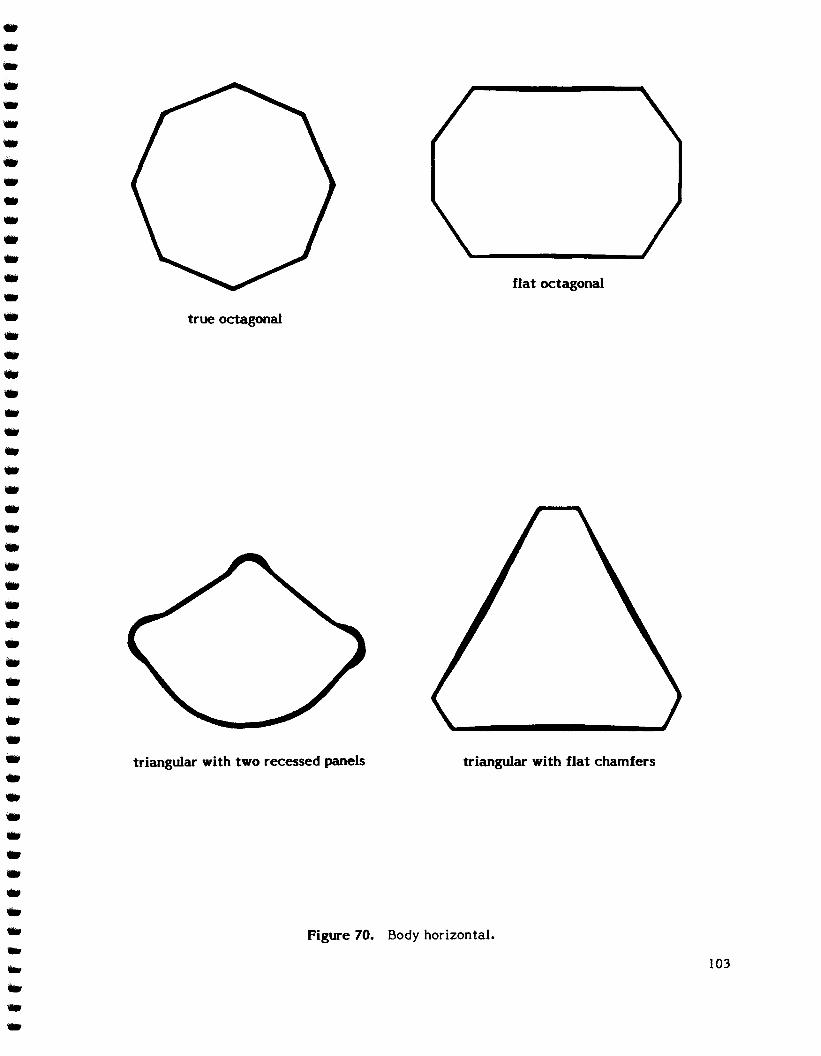
Figure 70. Body horizontal•
......................•......•............................•.............................................
true octagonal
triangular with two recessed panels
flat octagonal
triangular with flat chamfers
103
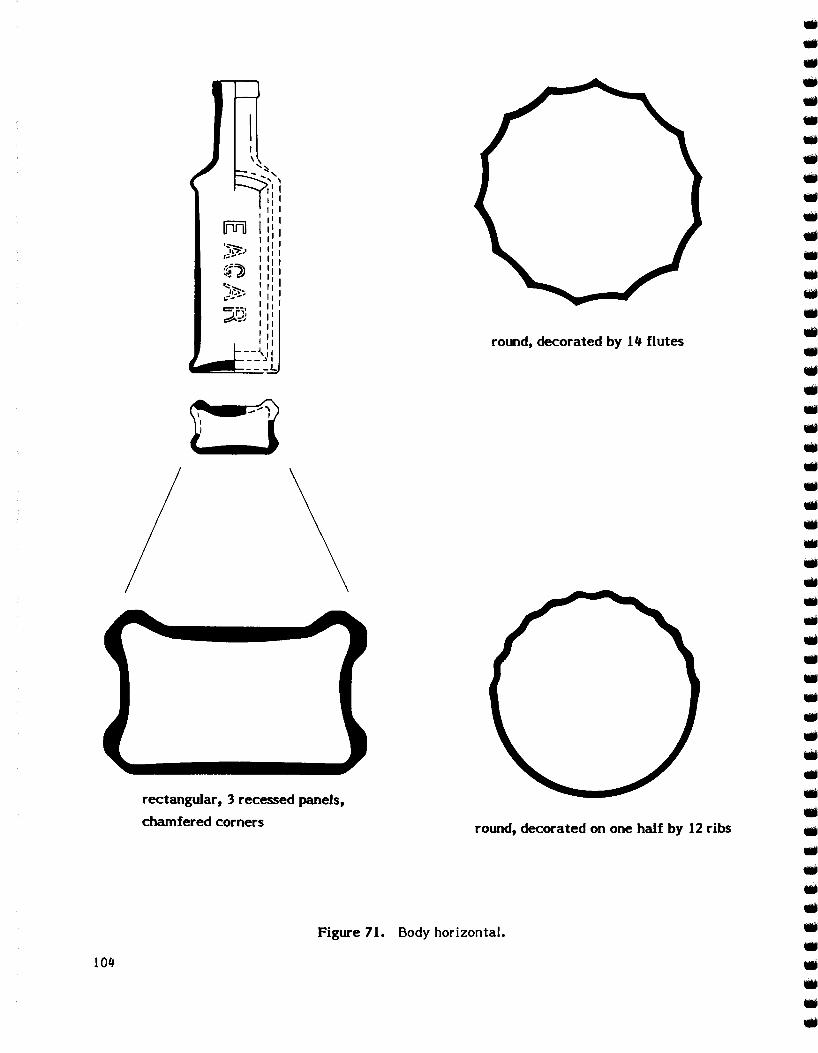
•.............-•........•..........-••.....-•.-.....-•.-...-••.-III...-•....III
•.-III
••III......
round, decorated by 14 flutes
round, decorated on one half by 12 ribs
Figure 71. Body horizontal.
I, \,~
, "'," ,II1
I I
ffi I II I
•....".. I I,;I~) I I
,~~ ::"'1~-:, I I,:_- I 11=__, I 11~~~ I1I
I111,1I1 1____\'1
___L
rectangular, 3 recessed panels,
chamfered corners
104
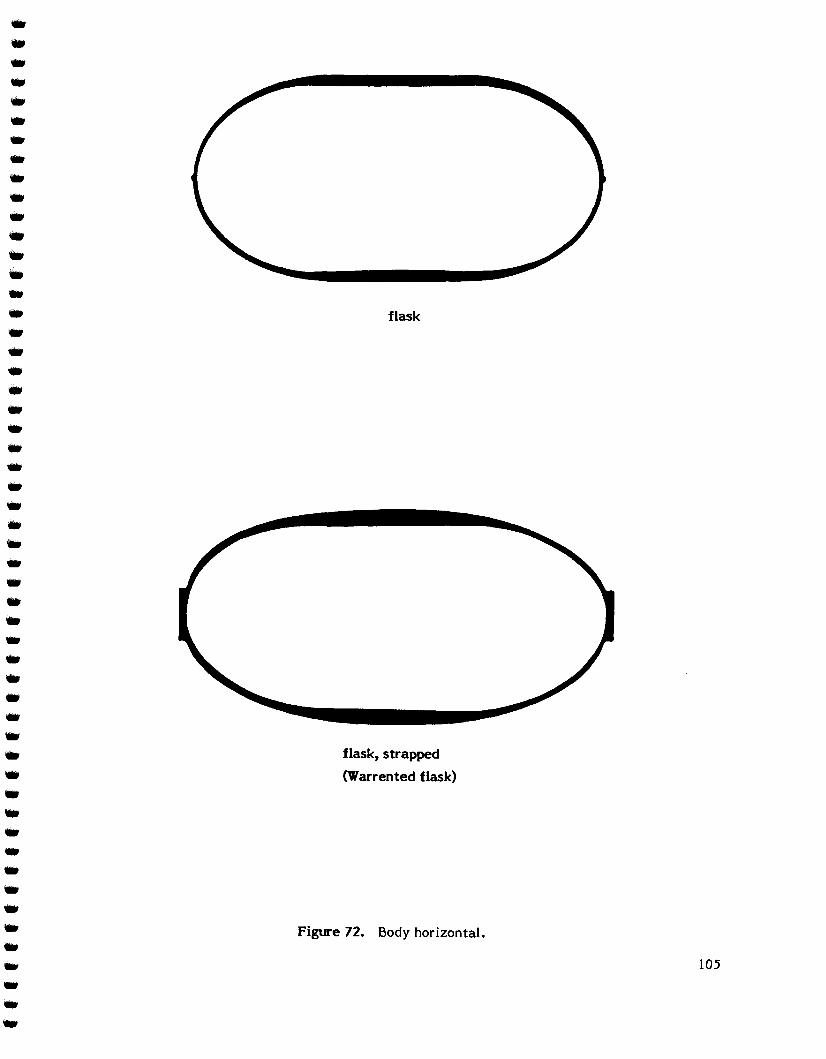
•••••.,.,.,.,•••.,.,.,•.,.,••.,•.,••..••••••..••.,.,•...,.,•.,.,•...--.,
flask
flask, strapped
(Warrented flask)
Figure 72. Body horizontal.
105
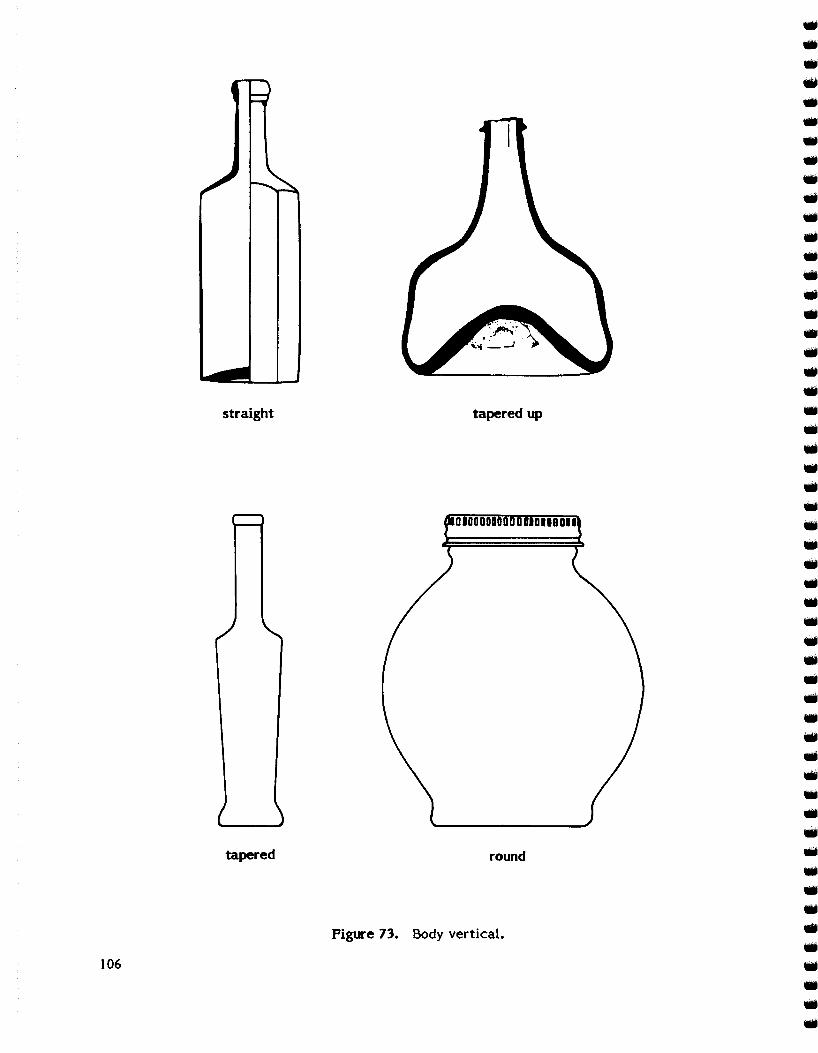
106
straight
tapered
tapered up
DIOOODOOODD OIDUDa..
round
Figtre 73. Body vertical.
......................................
.......•....................•....................•.........
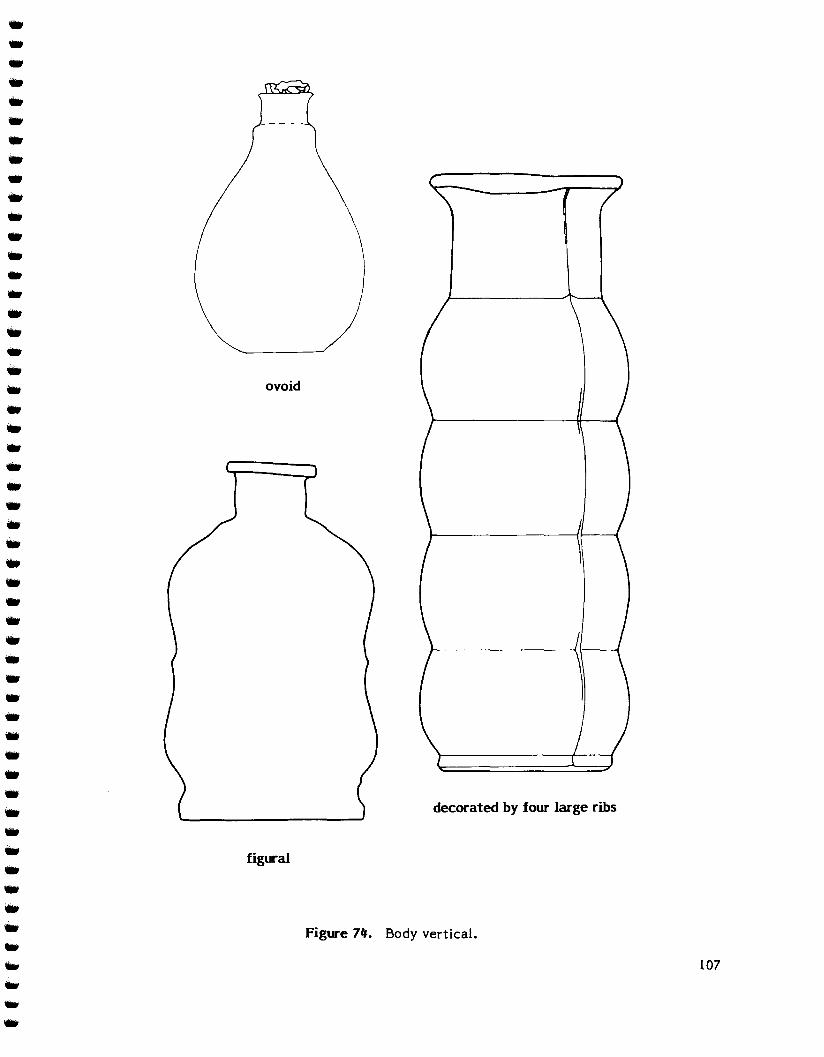
••.,••••.,.,•••.,.,.,.,.,••.,...,..•........•...........,.....,•....••....•.............,
ovoid
figural
decorated by four large ribs
Figure 74. Body vertical •
107
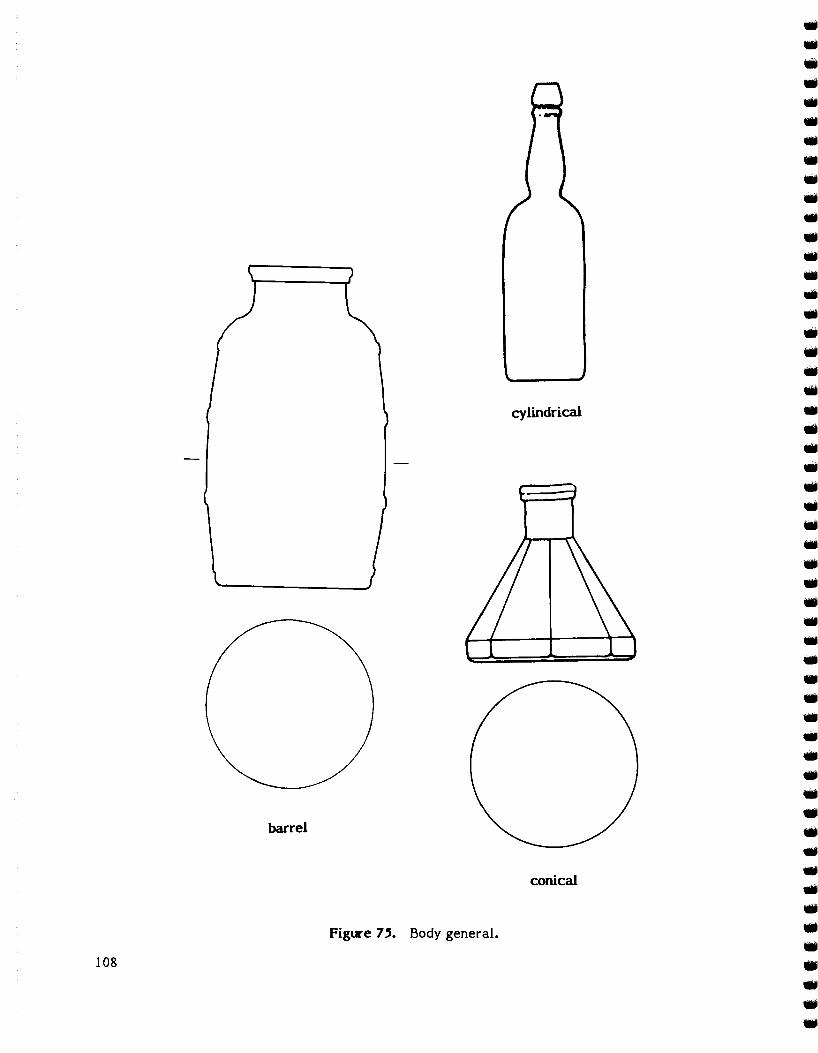
108
barrel
cylindrical
conical
Figure 75. Body general.
••....••..••..•..•..•..•......••..•..........•......•..•..••............•••••••..
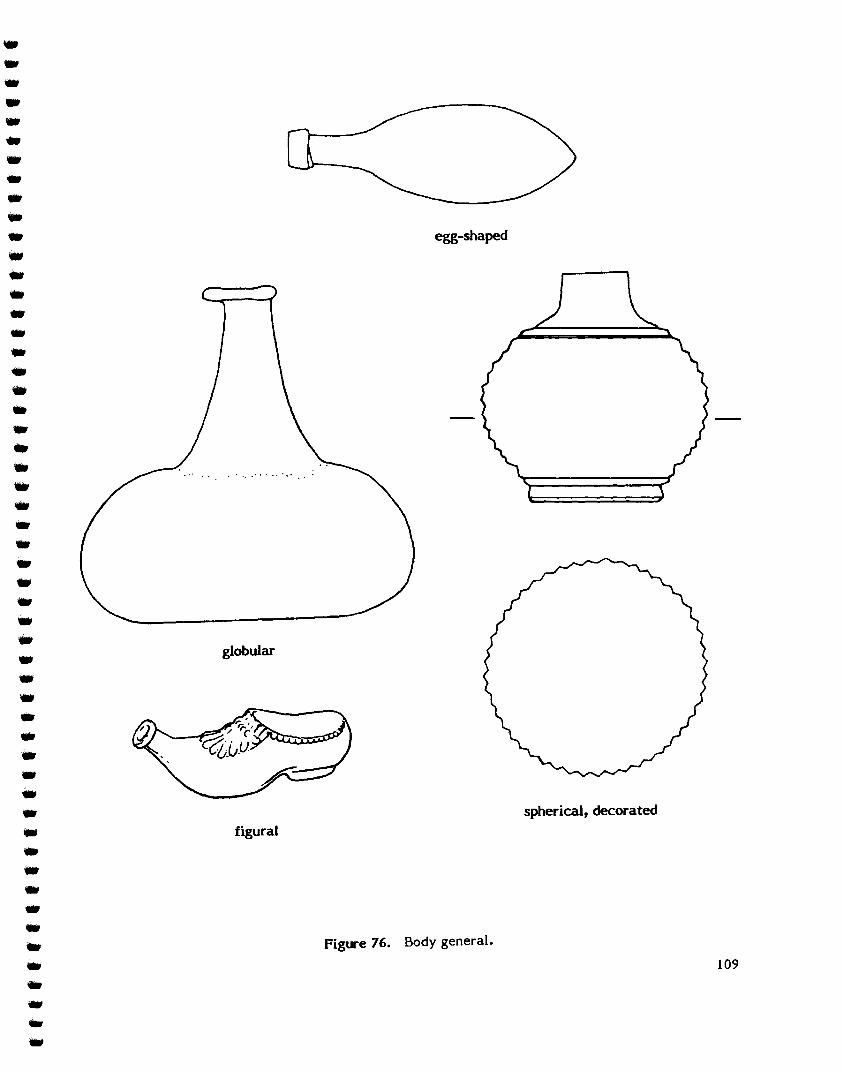
Figure 76. Body general •
109
spherical, decorated
egg-shaped
figural
globular
••....................••..............................•......•....•••..................--
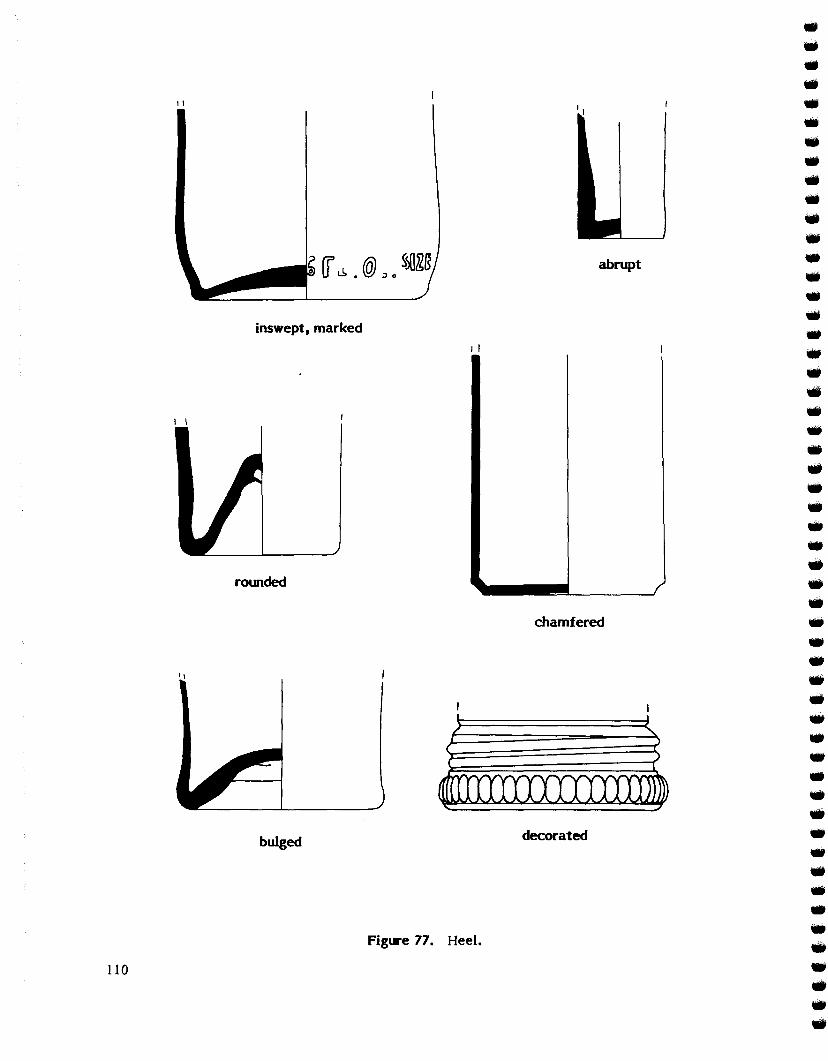
.......-•.....................•..•......•..............•..•......•....••.................••..
abrupt
'I
chamfered
decorated
Figure 77. Heel.
bulged
inswept, marked
rounded
1\
I I
110
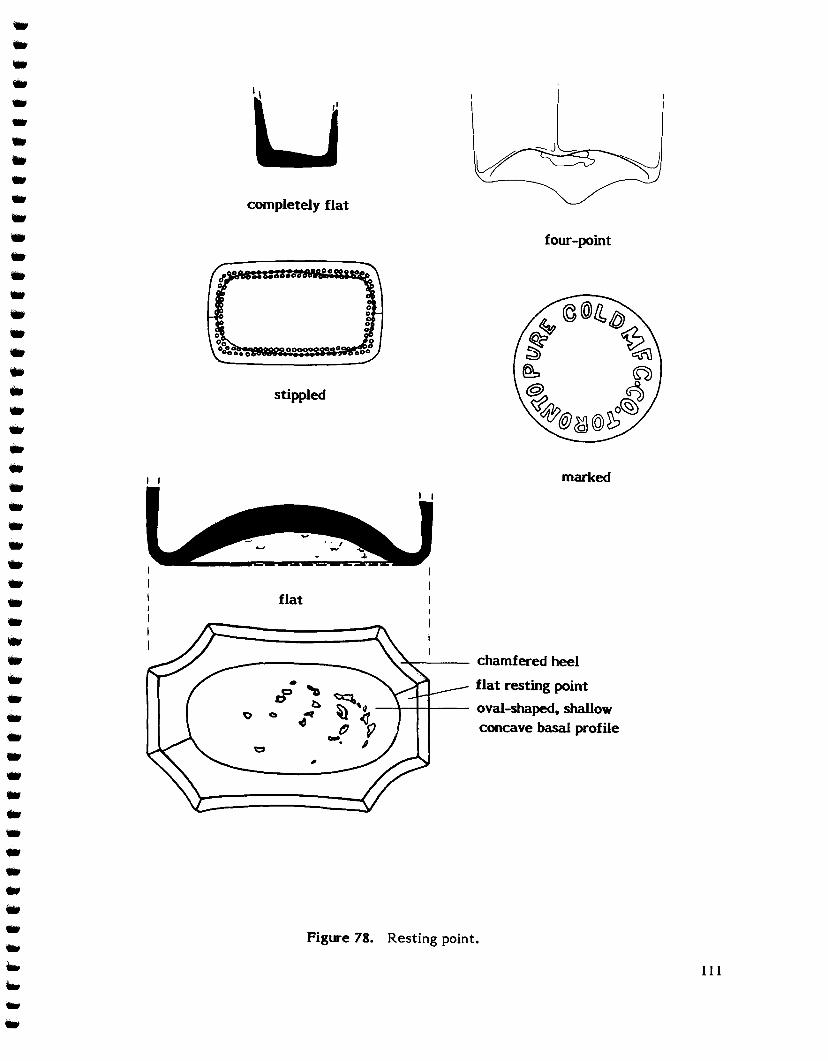
111
marked
o
00
0000
stippled
four-point
completely flat
Figure 78. Resting point .
~" - -" "4J _ ...
- .i.I~I
I II flat II I
I II I
I '"~r-I_- chamfered heel
• "D flat resting point
s? b ~,~ --\--ri-- oval-shaped, shallowo Co <fJ41f (l 4V! concave basal profile
-. I
.,....,•.,••...•..•........•.......,..•••.......,•.,.,•.,......••...••••...•.,.,.,.,.,.......,.,
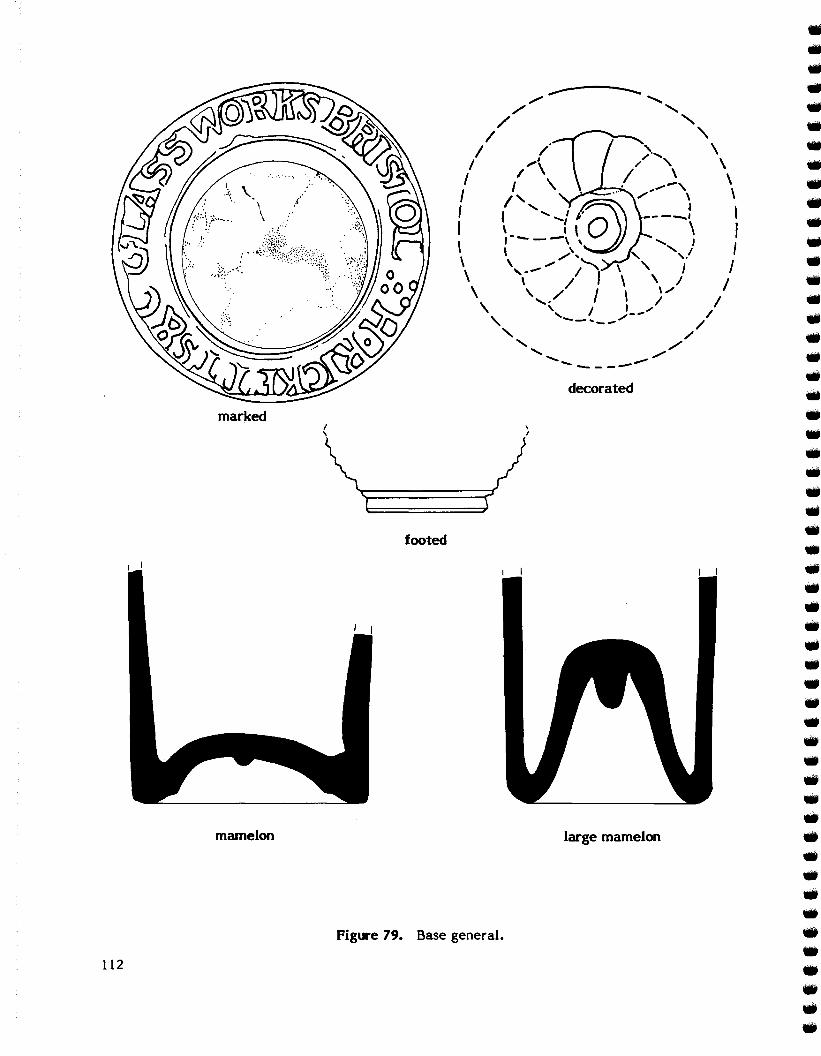
79 Base general.Figure •
\I\ )
\::)======~f
••III..IIIIII........................................................•..•............••......••......
decorated
large mamelon
....-----.....,./ ........,
/' '\/ \
/ \/ \
/ \I II I' I: I\ /\ /\ /' /, /
" /'....... ./
<, --........ ----
footed
marked
mamelon
112
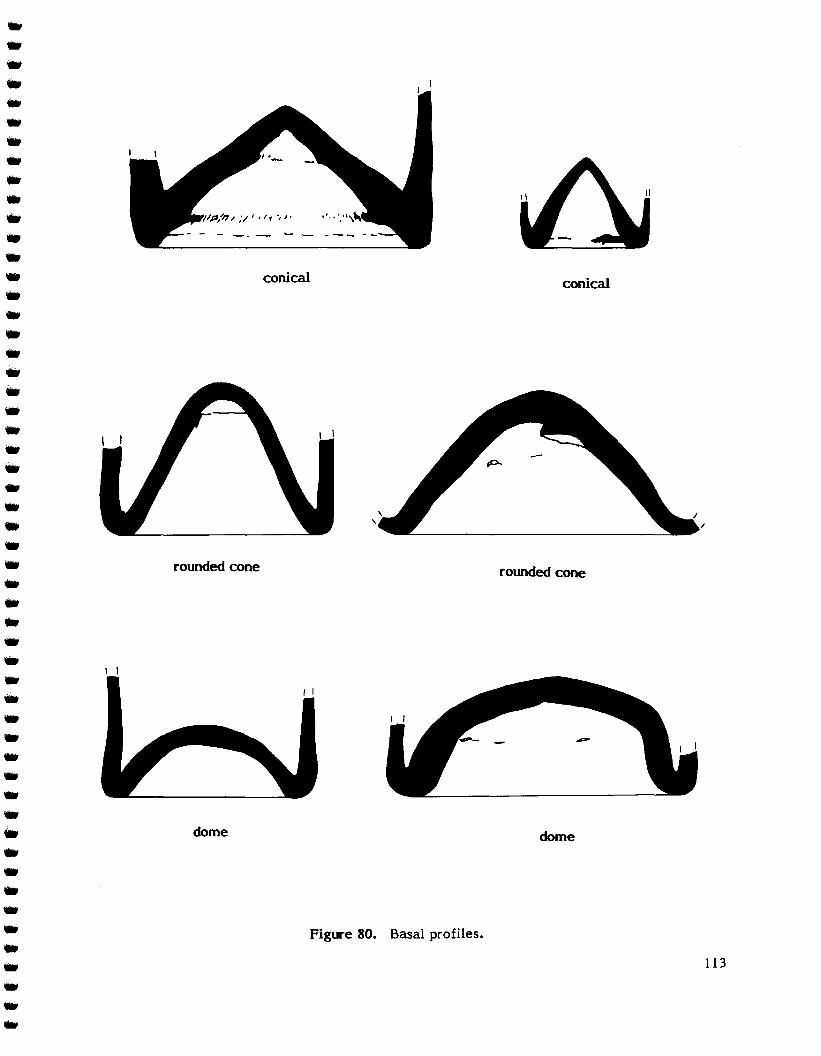
113
Figure 80. Basal profiles.
, I
conical conical
dome dome
rounded cone rounded cone
\ \
..................................•....••....•••....•..•....•..•••..........••..•..••....
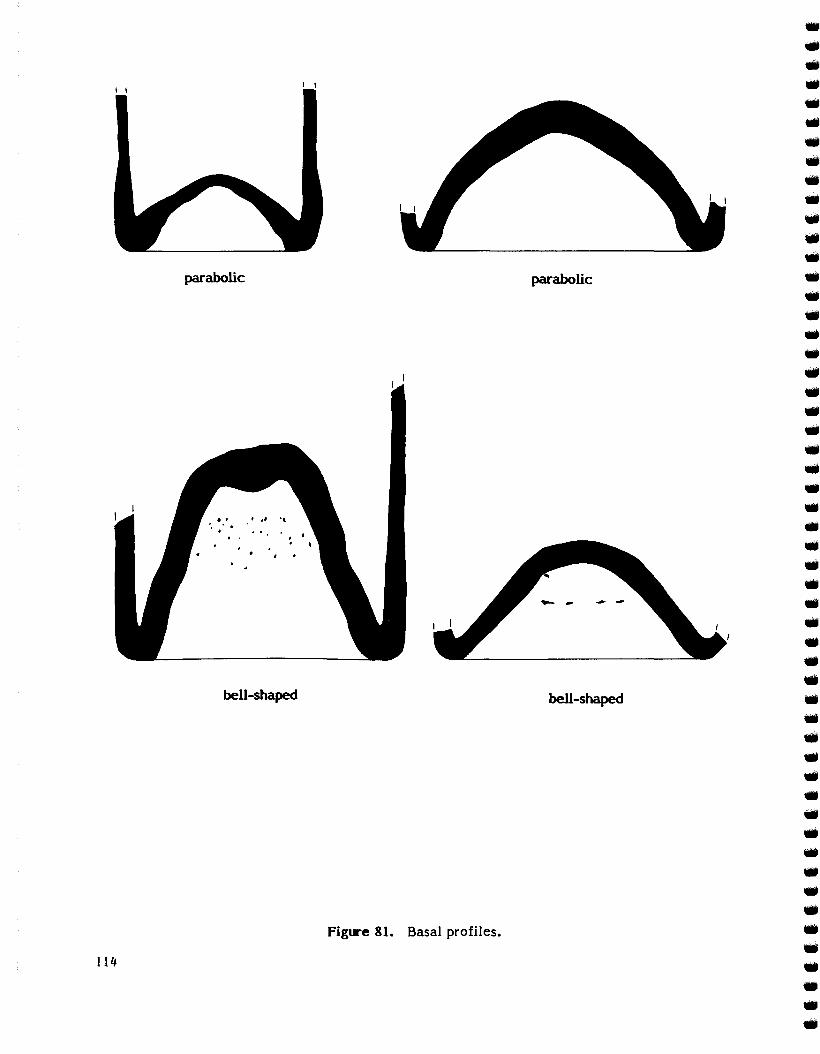
I I
114
parabolic
bell-shaped
I I
parabolic
bell-shaped
Figure 81. Basal profiles.
•.................•..••.......•...................••.........................................•••..
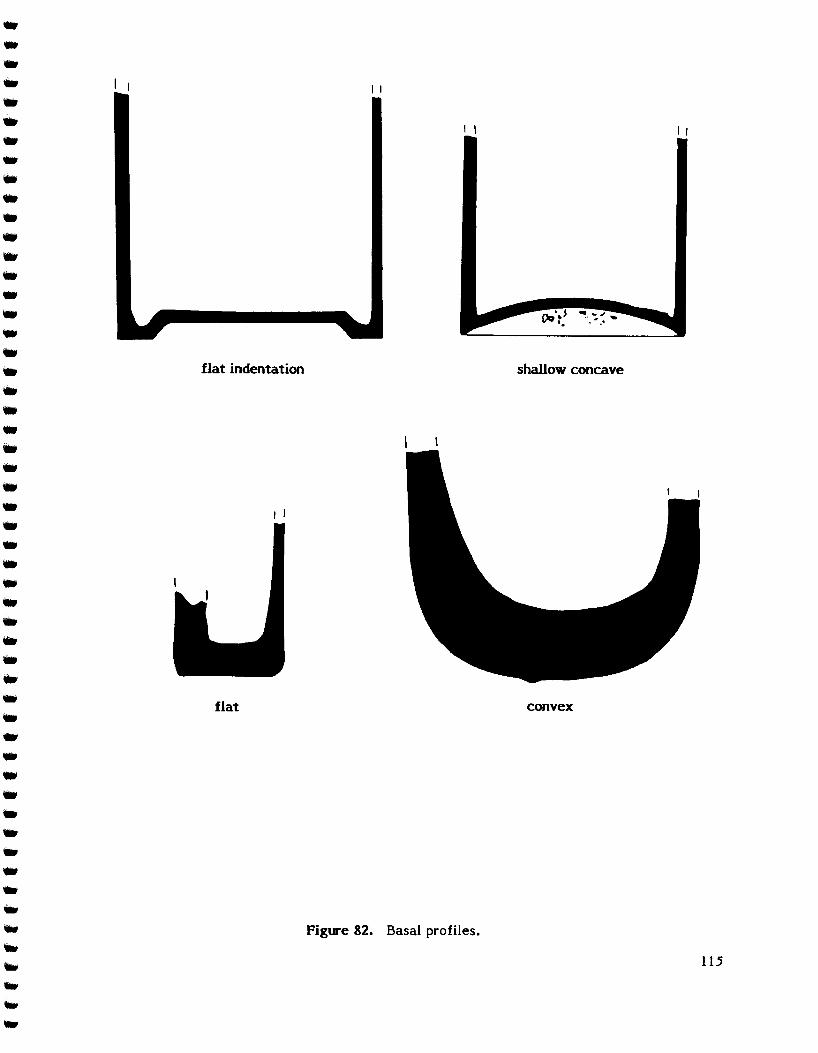
115
I I
~ -"", ,...'
convex
shallow concave
I ,
I I
Figure 82. Basal profiles•
I I
flat
flat indentation
•......••..•..............••...,.,...,.,.,...,.....................,.,.....,•.,..••....,..,......,..
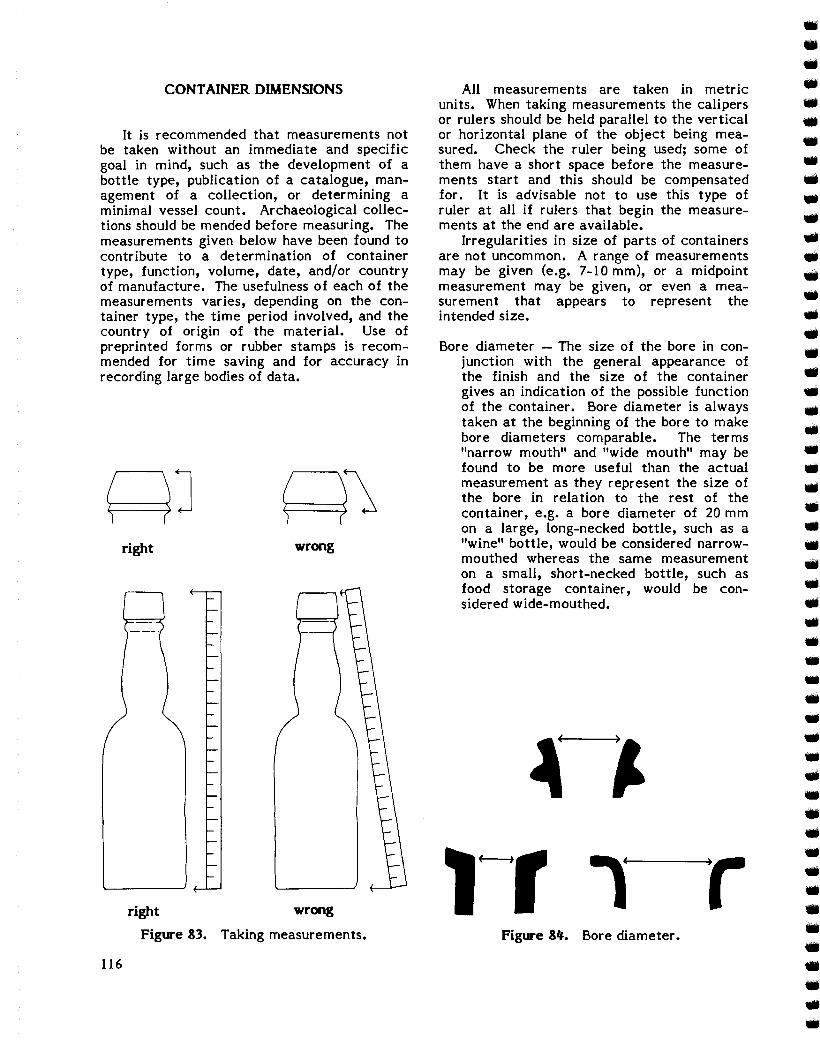
••..•....•...........•..•................••..•••......•..........•..••......•..•••....
rFigure 84. Bore diameter.
Bore diameter - The size of the bore in conjunction with the general appearance ofthe finish and the size of the containergives an indication of the possible functionof the container. Bore diameter is alwaystaken at the beginning of the bore to makebore diameters comparable. The terms"narrow mouth" and "wide mouth" may befound to be more useful than the actualmeasurement as they represent the size ofthe bore in relation to the rest of thecontainer, e.g, a bore diameter of 20 mmon a large, long-necked bottle, such as a"wine" bottle, would be considered narrowmouthed whereas the same measurementon a small, short-necked bottle, such asfood storage container, would be considered wide-mouthed.
All measurements are taken in metricunits. When taking measurements the calipersor rulers should be held parallel to the verticalor horizontal plane of the object being measured. Check the ruler being used; some ofthem have a short space before the measurements start and this should be compensatedfor. It is advisable not to use this type ofruler at all if rulers that begin the measurements at the end are available.
Irregularities in size of parts of containersare not uncommon. A range of measurementsmay be given (e.g, 7-10 mm), or a midpointmeasurement may be given, or even a measurement that appears to represent theintended size.
wrongright
CONTAINER DIMENSIONS
right wrong
Figure 83. Taking measurements.
116
It is recommended that measurements notbe taken without an immediate and specificgoal in mind, such as the development of abottle type, publication of a catalogue, management of a collection, or determining aminimal vessel count. Archaeological collections should be mended before measuring. Themeasurements given below have been found tocontribute to a determination of containertype, function, volume, date, and/or countryof manufacture. The usefulness of each of themeasurements varies, depending on the container type, the time period involved, and thecountry of origin of the material. Use ofpreprinted forms or rubber stamps is recommended for time saving and for accuracy inrecording large bodies of data.
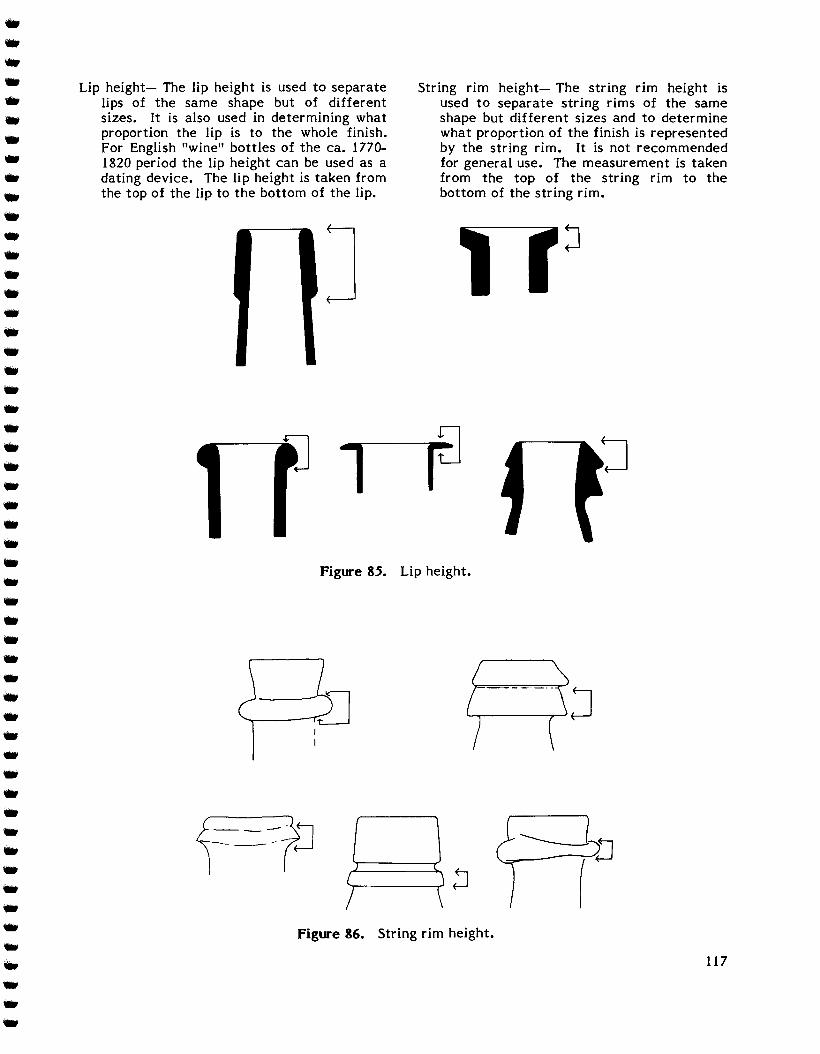
String rim height- The string rim height isused to separate string rims of the sameshape but different sizes and to determinewhat proportion of the finish is representedby the string rim. It is not recommendedfor general use. The measurement is takenfrom the top of the string rim to thebottom of the string rim.
117
Figure 86. String rim height•
Figure 8.5. Lip height.
Lip height- The lip height is used to separatelips of the same shape but of differentsizes. It is also used in determining whatproportion the lip is to the whole finish.For English "wine" bottles of the ea, 17701820 period the lip height can be used as adating device. The lip height is taken fromthe top of the lip to the bottom of the lip.
••••••••••••••••••••••..••••..••••..••••••••..••••..........•
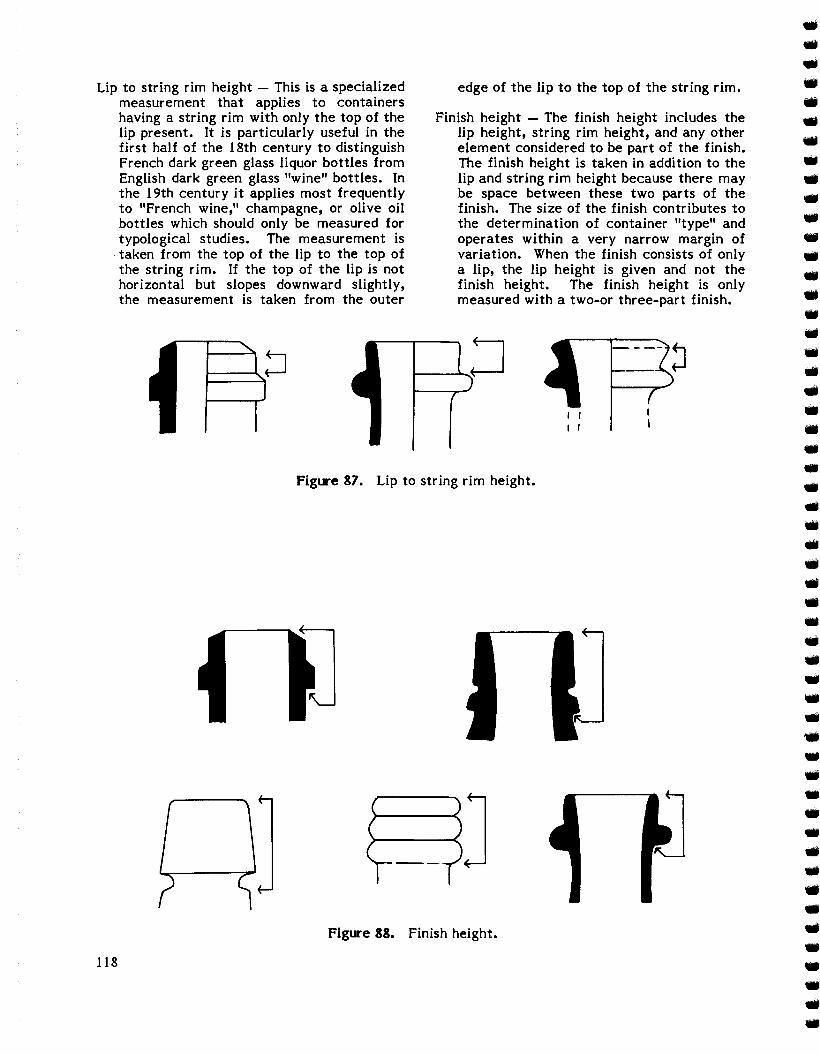
.
..............-•..••............•......•.-..••..•..........................................
edge of the lip to the top of the string rim.
Finish height - The finish height includes thelip height, string rim height, and any otherelement considered to be part of the finish.The finish height is taken in addition to thelip and string rim height because there maybe space between these two parts of thefinish. The size of the finish contributes tothe determination of container "type" andoperates within a very narrow margin ofvariation. When the finish consists of onlya lip, the lip height is given and not thefinish height. The finish height is onlymeasured with a two-or three-part finish.
Figure 87. Lip to string rim height.
Figure 88. Finish height.
Lip to string rim height - This is a specializedmeasurement that applies to containershaving a string rim with only the top of thelip present. It is particularly useful in thefirst half of the 18th century to distinguishFrench dark green glass liquor bottles fromEnglish dark green glass "wine" bottles. Inthe 19th century it applies most frequentlyto "French wine," champagne, or olive oilbottles which should only be measured fortypological studies. The measurement istaken from the top of the lip to the top ofthe string rim. If the top of the lip is nothorizontal but slopes downward slightly,the measurement is taken from the outer
118
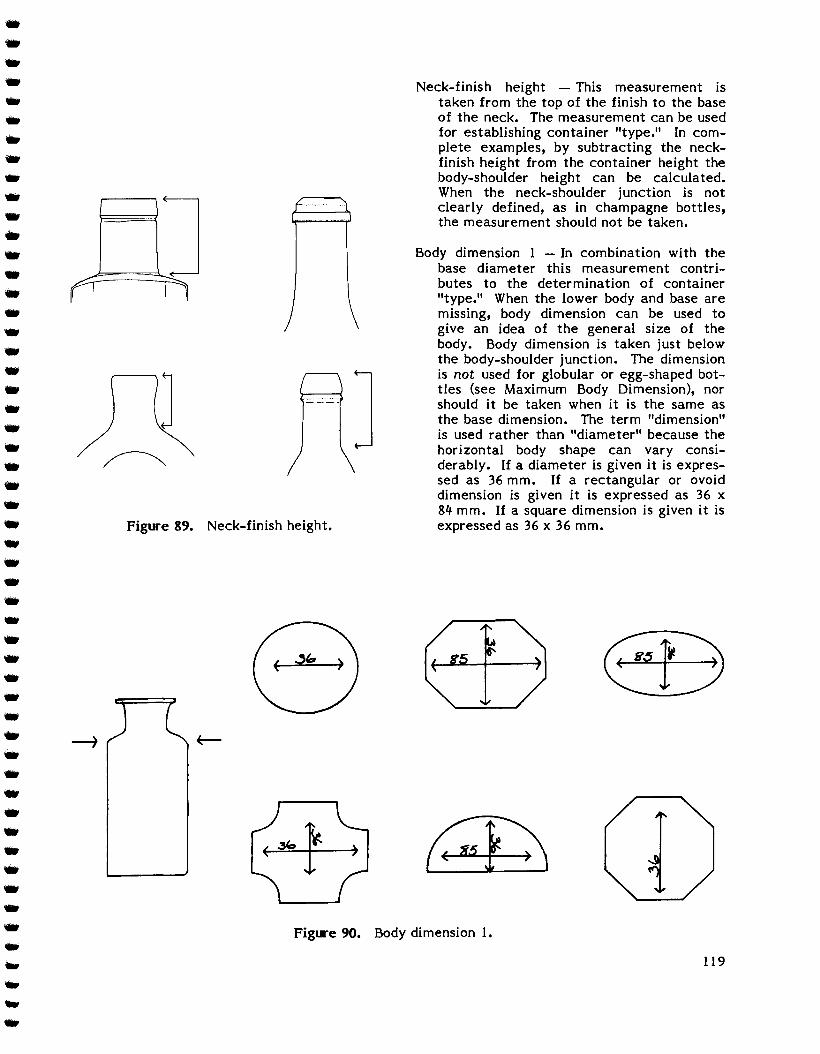
119
Neck-finish height - This measurement istaken from the top of the finish to the baseof the neck. The measurement can be usedfor establishing container "type." In complete examples, by subtracting the neckfinish height from the container height thebody-shoulder height can be calculated•When the neck-shoulder junction is notclearly defined, as in champagne bottles,the measurement should not be taken•
Body dimension 1 - In combination with thebase diameter this measurement contributes to the determination of container"type." When the lower body and base aremissing, body dimension can be used togive an idea of the general size of thebody. Body dimension is taken just belowthe body-shoulder junction. The dimensionis not used for globular or egg-shaped bottles (see Maximum Body Dimension), norshould it be taken when it is the same asthe base dimension. The term "dimension"is used rather than "diameter" because thehorizontal body shape can vary considerably. If a diameter is given it is expressed as 36 mm. If a rectangular or ovoiddimension is given it is expressed as 36 x84 mm. If a square dimension is given it isexpressed as 36 x 36 mm•
Figure 90. Body dimension 1•
Figure 89. Neck-finish height.
J ]-:'>.
.......,.....,........•..............................................................................
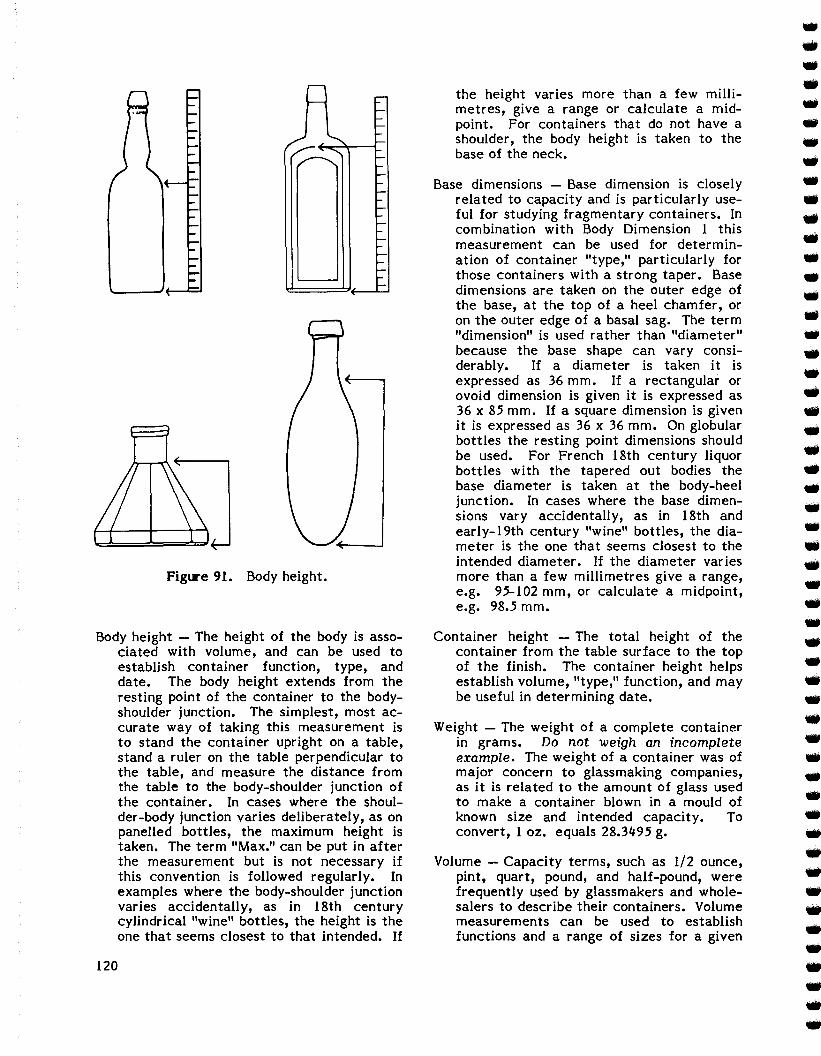
Figure 91. Body height.
Body height - The height of the body is associated with volume, and can be used toestablish container function, type, anddate. The body height extends from theresting point of the container to the bodyshoulder junction. The simplest, most accurate way of taking this measurement isto stand the container upright on a table,stand a ruler on the table perpendicular tothe table, and measure the distance fromthe table to the body-shoulder junction ofthe container. In cases where the shoulder-body junction varies deliberately, as onpanelled bottles, the maximum height istaken. The term "Max," can be put in afterthe measurement but is not necessary ifthis convention is followed regularly. Inexamples where the body-shoulder junctionvaries accidentally, as in 18th centurycylindrical "wine" bottles, the height is theone that seems closest to that intended. If
120
the height varies more than a few millimetres, give a range or calculate a midpoint. For containers that do not have ashoulder, the body height is taken to thebase of the neck.
Base dimensions - Base dimension is closelyrelated to capacity and is particularly useful for studying fragmentary containers. Incombination with Body Dimension 1 thismeasurement can be used for determination of container "type," particularly forthose containers with a strong taper. Basedimensions are taken on the outer edge ofthe base, at the top of a heel chamfer, oron the outer edge of a basal sag. The term"dimension" is used rather than "diameter"because the base shape can vary considerably. If a diameter is taken it isexpressed as 36 mm. If a rectangular orovoid dimension is given it is expressed as36 x 8.5 mm. If a square dimension is givenit is expressed as 36 x 36 mm. On globularbottles the resting point dimensions shouldbe used. For French 18th century liquorbottles with the tapered out bodies thebase diameter is taken at the body-heeljunction. In cases where the base dimensions vary accidentally, as in 18th andearly-19th century "wine" bottles, the diameter is the one that seems closest to theintended diameter. If the diameter var iesmore than a few millimetres give a range,e.g. 9.5-102 mm, or calculate a midpoint,e.g. 98•.5 mm.
Container height - The total height of thecontainer from the table surface to the topof the finish. The container height helpsestablish volume, "type," function, and maybe useful in determining date.
Weight - The weight of a complete containerin grams. Do not weigh an incompleteexample. The weight of a container was ofmajor concern to glassmaking companies,as it is related to the amount of glass usedto make a container blown in a mould ofknown size and intended capacity. Toconvert, 1 oz. equals 28.349.5 g.
Volume - Capacity terms, such as 1/2 ounce,pint, quart, pound, and half-pound, werefrequently used by glassmakers and wholesalers to describe their containers. Volumemeasurements can be used to establishfunctions and a range of sizes for a given
..........••..•..•..••....................•••......•....•••..•....•..•..••..••••••
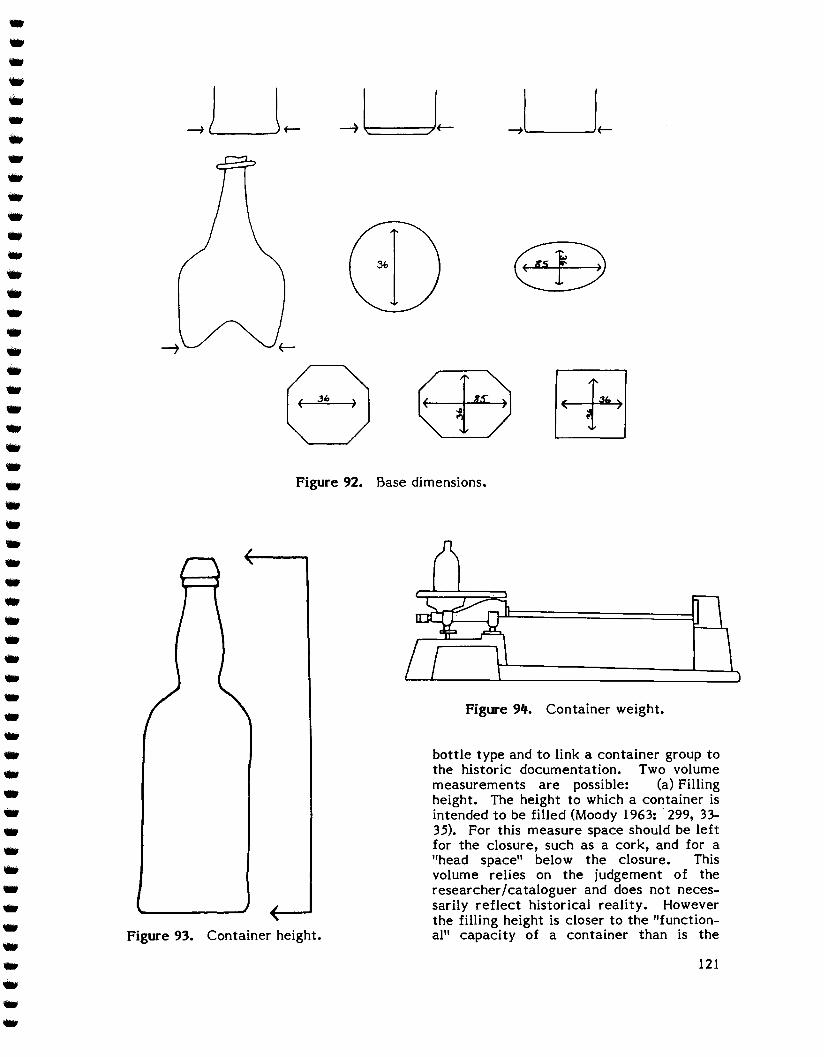
121
Figure 94. Container weight•
bottle type and to link a container group tothe historic documentation. Two volumemeasurements are possible: (a) Fillingheight. The height to which a container isintended to be filled (Moody 1963: ·299, 3335). For this measure space should be leftfor the closure, such as a cork, and for a"head space" below the closure. Thisvolume relies on the judgement of theresearcher/cataloguer and does not necessarily reflect historical reality. Howeverthe filling height is closer to the "functional" capacity of a container than is the
Figure 92. Base dimensions•
8EBEB
Figure 93. Container height.
•••....•..•....•••••....••••..••..•••••••..••............•..•................
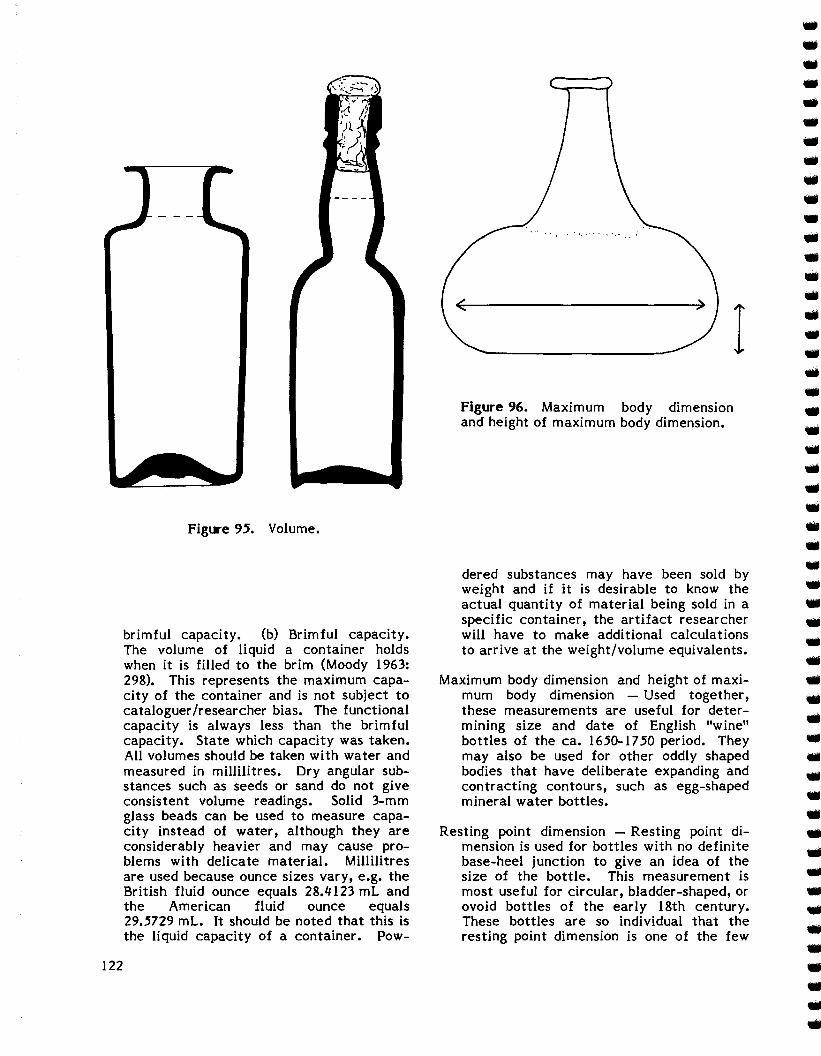
122
Figure 9.5. Volume.
brimful capacity. (b) Brimful capacity.The volume of liquid a container holdswhen it is filled to the brim (Moody 1963:298). This represents the maximum capacity of the container and is not subject tocataloguer/researcher bias. The functionalcapacity is always less than the brimfulcapacity. State which capacity was taken.All volumes should be taken with water andmeasured in millilitres. Dry angular substances such as seeds or sand do not giveconsistent volume readings. Solid 3-mmglass beads can be used to measure capacity instead of water, although they areconsiderably heavier and may cause problems with delicate material. Millilitresare used because ounce sizes vary, e.g, theBritish fluid ounce equals 28.4123 mL andthe American fluid ounce equals29.5729 mL. It should be noted that this isthe liquid capacity of a container. Pow-
IFigure 96. Maximum body dimensionand height of maximum body dimension.
dered substances may have been sold byweight and if it is desirable to know theactual quantity of material being sold in aspecific container, the artifact researcherwill have to make additional calculationsto arrive at the weight/volume equivalents.
Maximum body dimension and height of maximum body dimension - Used together,these measurements are useful for determining size and date of English "wine"bottles of the ea, 1650-1750 period. Theymay also be used for other oddly shapedbodies that have deliberate expanding andcontracting contours, such as egg-shapedmineral water bottles.
Resting point dimension - Resting point dimension is used for bottles with no definitebase-heel junction to give an idea of thesize of the bottle. This measurement ismost useful for circular, bladder-shaped, orovoid bottles of the early 18th century.These bottles are so individual that theresting point dimension is one of the few
.•..•................•............-•••..........•.............................................
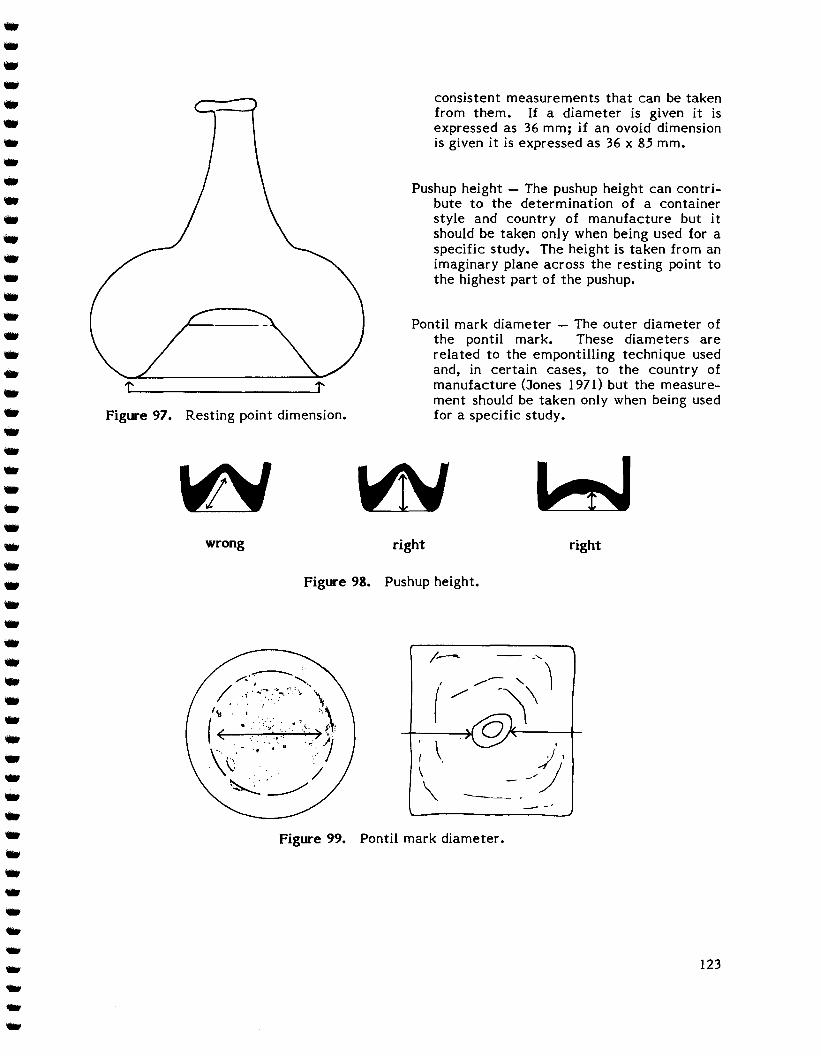
right
consistent measurements that can be takenfrom them. If a diameter is given it isexpressed as 36 mm; if an ovoid dimensionis given it is expressed as 36 x 85 mm.
Pontil mark diameter - The outer diameter ofthe pontil mark. These diameters arerelated to the empontilling technique usedand, in certain cases, to the country ofmanufacture (Jones 1971) but the measurement should be taken only when being usedfor a specific study.
Pushup height - The pushup height can contribute to the determination of a containerstyle and country of manufacture but itshould be taken only when being used for aspecific study. The height is taken from animaginary plane across the resting point tothe highest part of the push up•
right
Figure 98. Pushup height•
Figure 99. Pontil mark diameter •
123
wrong
.......-,/
I "~' ~ ~';:.:. "\.
" . '., : . ,'\I .: • ..~. > "'\
( .:", \. A,( ',: ... ) ,,'. '. .~. 1\s'-' ... j~'~
Figure 97. Resting point dimension•
.,
.,.,.,
.,.,•.,•.,.,.,.,.,.,.,.,•.,.,.,.,.,••.,.,.,.,.,••.,.,.,•.,.,.,•.,.,.,.,..............
•............••••••....••••....•••..•........••................•..•..•••••..••..•..
........•..........•........--•........•............•..................•............•......
PART Ill. GLASS TABLEWARE
125
••••••••.-..•..•••••••••..•..•••••••••..••..••••..•••••..........
---.....,.,...,.,.,.,•--.,.,...,...,........•....•.............,•.........................,....
CATEGORY
Tableware - A general term applied to glassware used on the table and associated withfood and drink, as well as some items ofdecorative glassware, such as vases.
MANUFACTURE: TABLEWARE
The body forming techniques in the list oftableware manufacture terms are explained atlength in Manufacturing Techniques in Part I.However the terms used to describe parts,miscellaneous treatments, and so on are explained here as they apply to tableware.
One-, two-, three-, four-part manufactureStemware can be made of several differentpieces of glass attached to each other. Asthe number of parts is often considered indistinguishing one type of stemware fromanother the number of parts is usuallynoted. (a) One-part. Stemware made ofone piece of glass. This is a very ancientforming technique which continued into the18th century. Examples appear in Frenchcontexts at the Fortress of Louisbourg(McNally 1979: 25). The glass is blowninto a large bubble and the base of thebubble is pushed back into the cavity. Thebowl, stem, and foot are then formed withthe surface of the bubble base forming thebase of the bowl. This results in a glasswith single thickness in the bowl and double thickness in the stem and foot. Largeair bubbles are usually trapped between thetwo layers. The type is easily recognizable. (b) Two-part. Also called a"drawn stem." The stemware object ismade of two pieces of glass, the bowl andstem formed from one piece, the footadded. The stems of these items aregenerally plain. Cc) Three-part. The bowl,stem, and foot are formed from separatepieces of glass. This technique tends to beused for more elaborate stems with knops,enamel twists, air twists, and so on. (d)Four-part. In addition to the foot andbowl, the stem is made in two parts•Generally used for elaborately knopped examples and is not often found on our sites(see Haynes 1959: 206).
Table 3. List of termsfor tableware manufacture
BodyMouldedMouth blownFree blownMachine-madePress mouldedContact mouldedPattern mouldedOptic mouldedTurn moulded
PartsApplied handles, applied foot,
1-, 2-, 3-, 4-part manufacture
MiscellaneousFolded foot, ground resting point,
cut body, pinched
BasePontil mark unfinishedPontil mark finishedPontil mark roughly groundNot empontilled
FinishGround lip, ground bore, ground neck,
folded lip, cut lip or rim, (and otherunusual finish, rim, or lip treatments; donot bother to report fire polishing, asthis is very common)
Applied handles - Handles formed from aseparate gather of glass and applied to anobject. The alternative method is found onpressed objects where the handles areformed in the mould with the main body ofthe object. This is technically difficult,however, and frequently the two items arepressed separately and the handle appliedto the object•
Applied foot - Used for forms that do notnecessarily have feet, such as tumblers,mugs/cups, pitchers, and so on. The foot isa separate gather and is applied to the baseof the object.
Folded foot - The rim of the stemware foot isfolded back on itself, usually by tucking itunderneath•
127
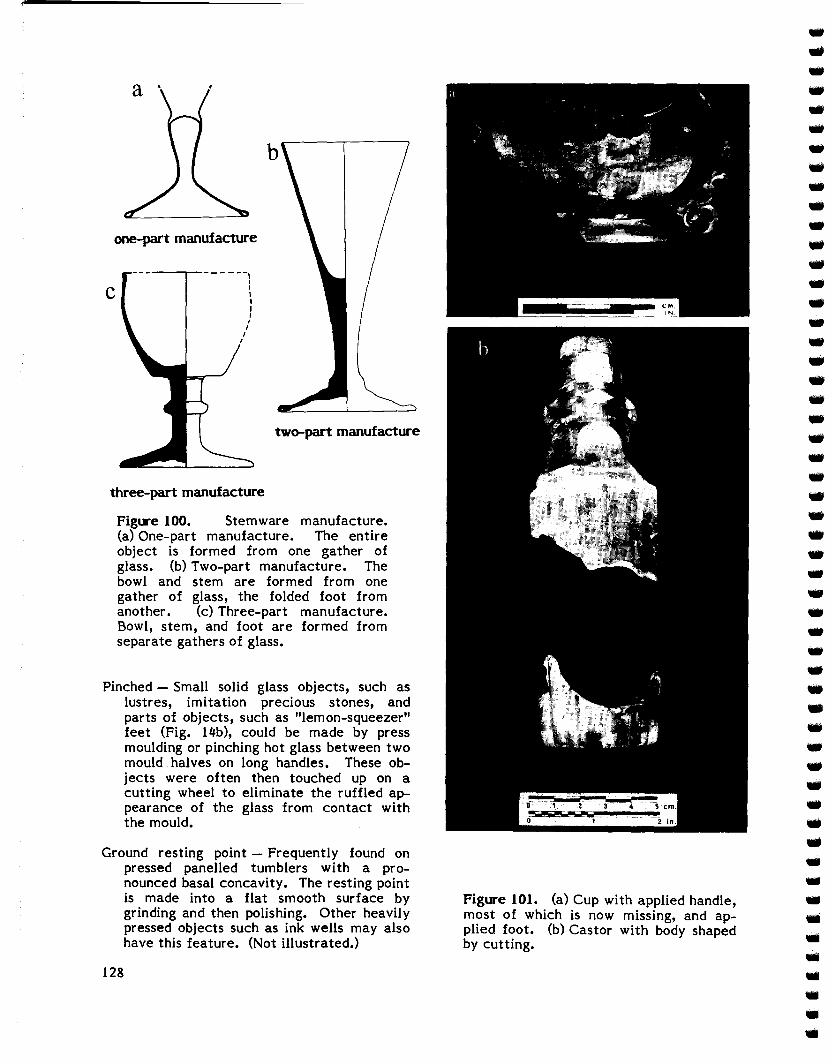
128
•..•••••••..•....•..•........•••..•..••••..••....•....••••••••..••..•..
Figure 101. (a) Cup with applied handle,most of which is now missing, and applied foot. (b) Castor with body shapedby cutting.
two-part manufacture
._-....--- - - - --IIIIIIII
II
I
c
Pinched - Small solid glass objects, such aslustres, imitation precious stones, andparts of objects, such as "lemon-squeezer"feet (Fig. 14b), could be made by pressmoulding or pinching hot glass between twomould halves on long handles. These objects were often then touched up on acutting wheel to eliminate the ruffled appearance of the glass from contact withthe mould.
three-part manufacture
Figure 100. Stemware manufacture.(a) One-part manufacture. The entireobject is formed from one gather ofglass. (b) Two-part manufacture. Thebowl and stem are formed from onegather of glass, the folded foot fromanother. (c) Three-part manufacture.Bowl, stem, and foot are formed fromseparate gathers of glass.
one-part manufacture
Ground resting point - Frequently found onpressed panelled tumblers with a pronounced basal concavity. The resting pointis made into a flat smooth surface bygrinding and then polishing. Other heavilypressed objects such as ink wells may alsohave this feature. (Not illustrated.)
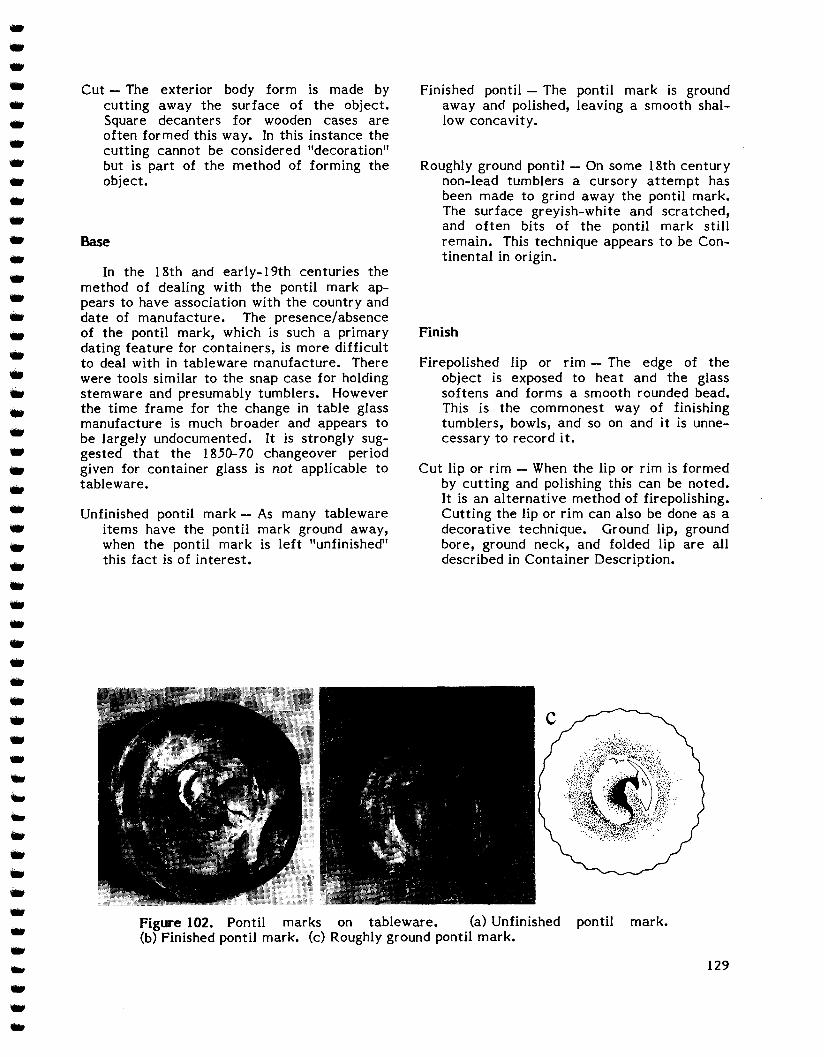
129
Figure 102. Pontil marks on tableware. (a) Unfinished pontil mark•(b) Finished pontil mark. (c) Roughly ground pontil mark.
.,
.,••.,•.,•••••••.,••.,..••••••••••••••....••••.............,...,.,...,..•..
Cut - The exterior body form is made bycutting away the surface of the object.Square decanters for wooden cases areoften formed this way. In this instance thecutting cannot be considered "decoration"but is part of the method of forming theobject.
Base
In the 18th and early-19th centuries themethod of dealing with the pontil mark appears to have association with the country anddate of manufacture. The presence/absenceof the pontil mark, which is such a primarydating feature for containers, is more difficultto deal with in tableware manufacture. Therewere tools similar to the snap case for holdingstemware and presumably tumblers. Howeverthe time frame for the change in table glassmanufacture is much broader and appears tobe largely undocumented. It is strongly suggested that the 1850-70 changeover periodgiven for container glass is not applicable totableware.
Unfinished pontil mark - As many tablewareitems have the pontil mark ground away,when the pontil mark is left "unfinished"this fact is of interest.
Finished pontil - The pontil mark is groundaway and polished, leaving a smooth shallow concavity.
Roughly ground pontil - On some 18th centurynon-lead tumblers a cursory attempt hasbeen made to grind away the pontil mark.The surface greyish-white and scratched,and often bits of the pontil mark stillremain. This technique appears to be Continental in origin.
Finish
Firepolished lip or rim - The edge of theobject is exposed to heat and the glasssoftens and forms a smooth rounded bead.This is the commonest way of finishingtumblers, bowls, and so on and it is unnecessary to record it.
Cut lip or rim - When the lip or rim is formedby cutting and polishing this can be noted.It is an alternative method of firepolishing.Cutting the lip or rim can also be done as adecorative technique. Ground lip, groundbore, ground neck, and folded lip are alldescribed in Container Description.
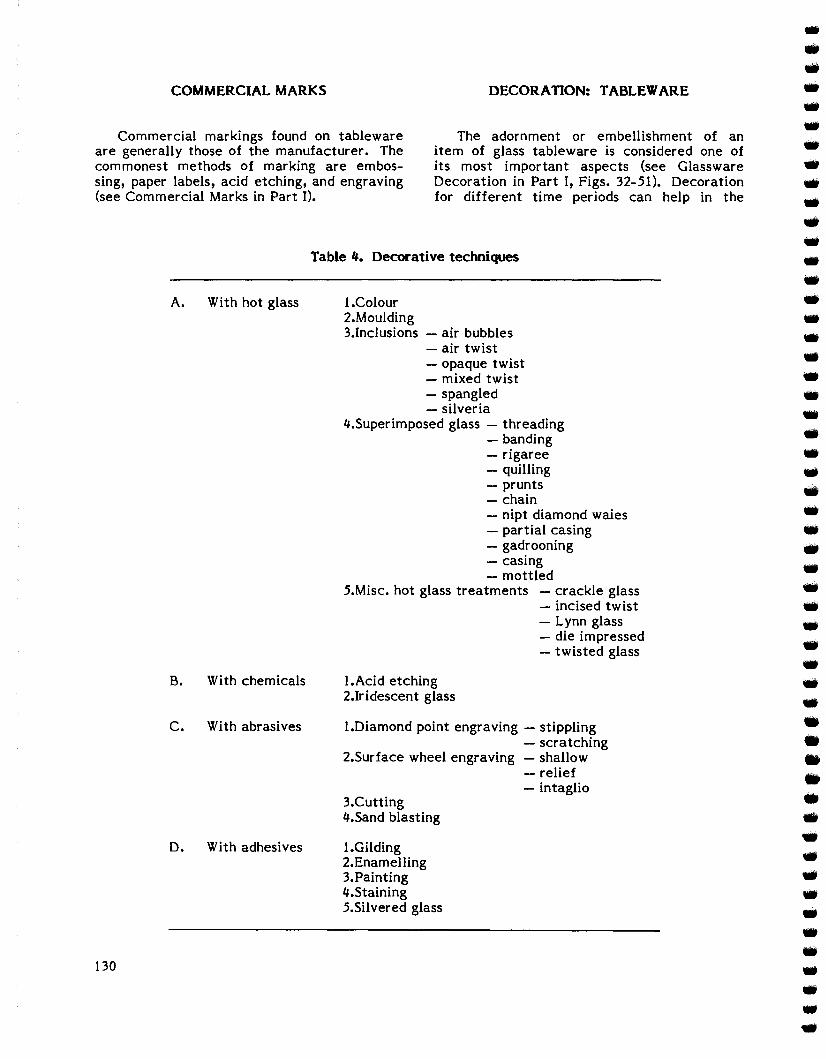
COMMERCIAL MARKS
Commercial markings found on tablewareare generally those of the manufacturer. Thecommonest methods of marking are embossing, paper labels, acid etching, and engraving(see Commercial Marks in Part O.
130
A. With hot glass
B. With chemicals
C. With abrasives
D. With adhesives
DECORATION: TABLEWARE
The adornment or embellishment of anitem of glass tableware is considered one ofits most important aspects (see GlasswareDecoration in Part I, Figs. 32-50. Decorationfor different time periods can help in the
Table 4. Decorative techniques
I.Colour2.Moulding3.Inclusions - air bubbles
- air twist- opaque twist- mixed twist- spangled- silveria
4.Superimposed glass - threading- banding- rigaree- quilling- prunts- chain- nipt diamond waies- partial casing- gadrooning- casing- mottled
5.Misc. hot glass treatments - crackle glass- incised twist- Lynn glass- die impressed- twisted glass
I.Acid etching2.Iridescent glass
I.Diamond point engraving - stippling- scratching
2.Surface wheel engraving - shallow- relief- intaglio
3.Cutting4.Sand blasting
I.Gilding2.Enamelling3.Painting4.Staining5.Silvered glass
••••••••••..••••..•....••••....•••..•••..•••••••••••..•••••..•..
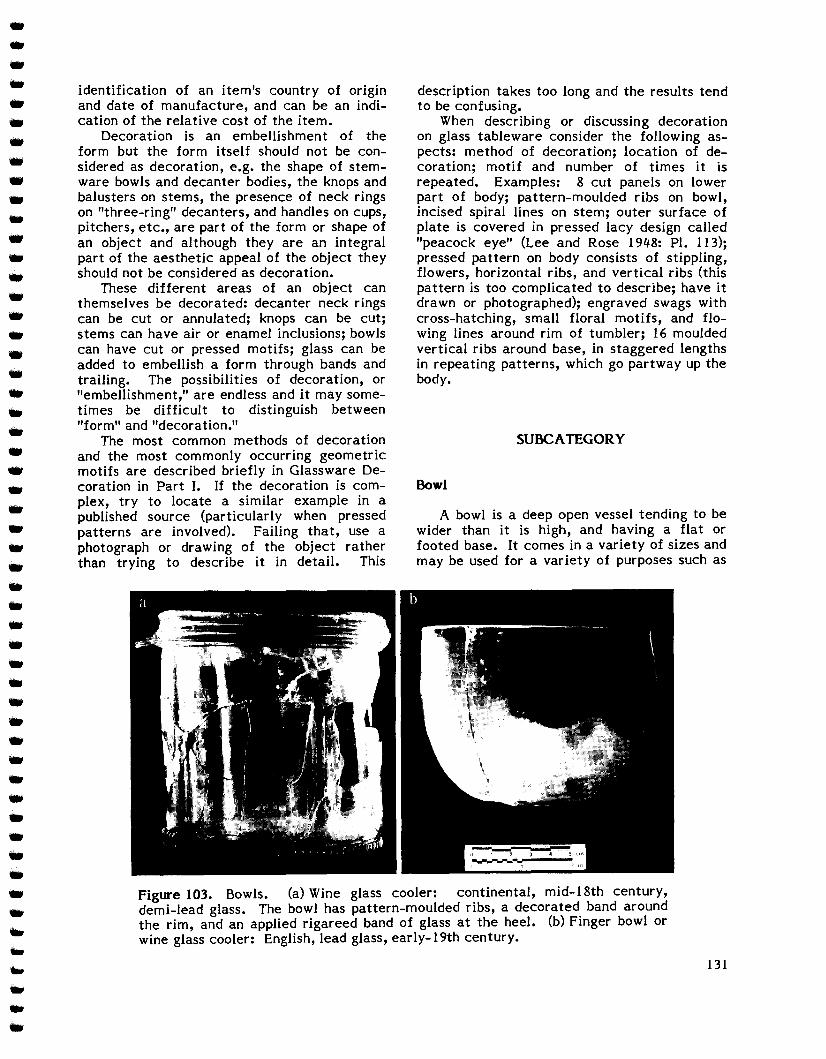
131
Figure 103. Bowls. (a) Wine glass cooler: continental, mid-18th century,demi-Iead glass. The bowl has pattern-moulded ribs, a decorated. band aroundthe rim, and an applied rigareed band of glass at the heel. (b) Flnger bowl orwine glass cooler: English, lead glass, early-19th century•
••••••.,••.,••.,•.,.,••••••.,••••••.....,••........••••.,•..••.............,
identification of an item's country of orrgmand date of manufacture, and can be an indication of the relative cost of the item.
Decoration is an embellishment of theform but the form itself should not be considered as decoration, e.g. the shape of stemware bowls and decanter bodies, the knops andbalusters on stems, the presence of neck ringson "three-ring" decanters, and handles on cups,pitchers, etc., are part of the form or shape ofan object and although they are an integralpart of the aesthetic appeal of the object theyshould not be considered as decoration.
These different areas of an object canthemselves be decorated: decanter neck ringscan be cut or annulated; knops can be cut;stems can have air or enamel inclusions; bowlscan have cut or pressed motifs; glass can beadded to embellish a form through bands andtrailing. The possibilities of decoration, or"embellishment," are endless and it may sometimes be difficult to distinguish between"form" and "decoration."
The most common methods of decorationand the most commonly occurring geometricmotifs are described briefly in Glassware Decoration in Part I. If the decoration is complex, try to locate a similar example in apublished source (particularly when pressedpatterns are involved). Failing that, use aphotograph or drawing of the object ratherthan trying to describe it in detail. This
description takes too long and the results tendto be confusing.
When describing or discussing decorationon glass tableware consider the following aspects: method of decoration; location of decoration; motif and number of times it isrepeated. Examples: 8 cut panels on lowerpart of body; pattern-moulded ribs on bowl,incised spiral lines on stem; outer surface ofplate is covered in pressed lacy design called"peacock eye" (Lee and Rose 1948: PI. 113);pressed pattern on body consists of stippling,flowers, horizontal ribs, and vertical ribs (thispattern is too complicated to describe; have itdrawn or photographed); engraved swags withcross-hatching, small floral motifs, and flowing lines around rim of tumbler; 16 mouldedvertical ribs around base, in staggered lengthsin repeating patterns, which go partway up thebody.
SUBCATEGORY
Bowl
A bowl is a deep open vessel tending to bewider than it is high, and having a flat orfooted base. It comes in a variety of sizes andmay be used for a variety of purposes such as
132
serving food, mixing food, or holding water atthe table. It may have a cover.
Finger bowl - Also called "wine glass cooler"and "wine glass rinser ," One of the morecommon bowl forms found on 18th andearly-19th century sites. The bowls appearto have been filled with water and arefrequently seen in period paintings withstem ware upended in the bowl.
Sugar bowl - A small bowl used for sugar,often covered.
••..••••••••..•••••••..•..•....••••••..•..••..................................
Popular name
Jelly glass, etc.
Firing glass, rummergoblet, verre-iouqereFooted bowl, salver,celery vase
Creamer
Prussian style,ship's decanter etc.
Description - Describe the following parts:COVER; RIM; BODY; BASE; FOOT orFOOT RING.
Suggested measurements - RIM DIAMETER,BASE or RESTING POINT DIAMETER,VESSEL HEIGHT (from table to rim),
Article examples
Drinking glass
Handle, cover, etc.
Table 5. Category: Tableware
Tray, dish, egg cup, vase, etc.
(Mise. sherds of table glass, burnt, etc.)
Broc, ewer
Mug, cup
Commercial container
Stemmed serving vessel
Cup plate
Commercial container
Commercial container
Finger bowl, sugar bowl
Cruet, castor, indefinite, commercialcontainer
Commercial container
Plate
Undiagnostic
Mise. tableware
Unidentified
Pitcher
Indefinite
Tumbler
Salt and salt liner
Stemware
Mug/cup
Decanter
Dessert glass
Bowl
Cruet/castor
Carafe
Subcategory
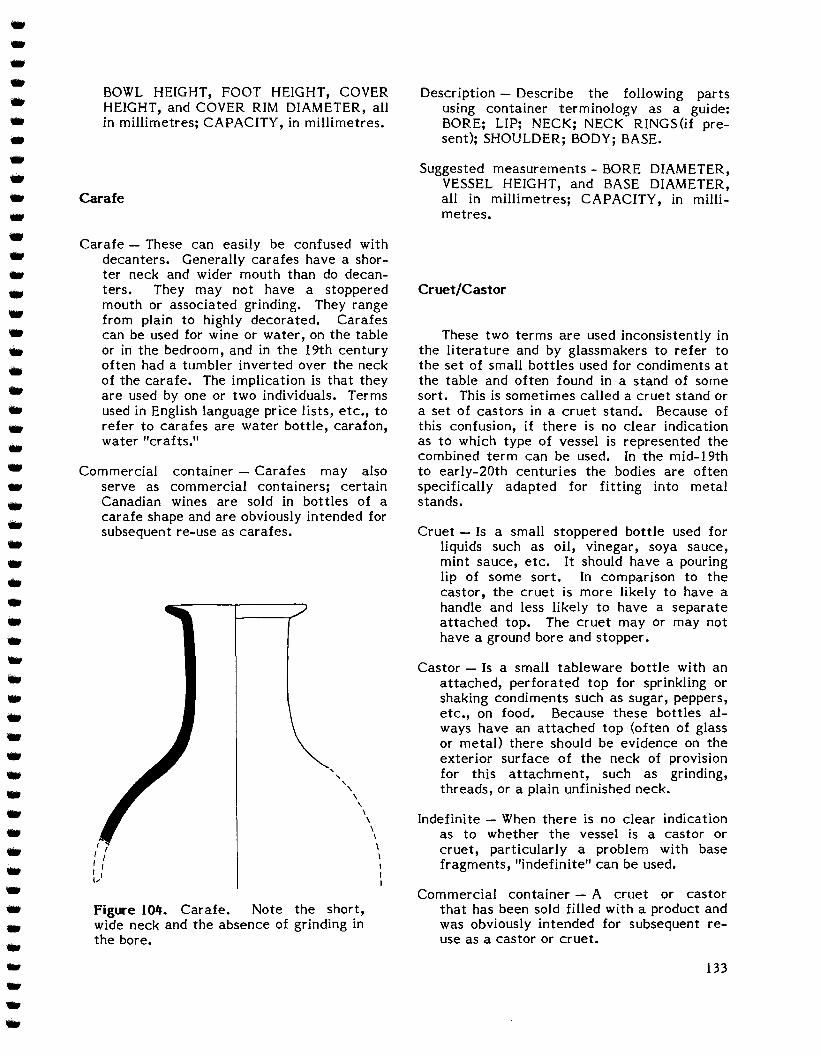
Carafe
Figure 104. Carafe. Note the short,wide neck and the absence of grinding inthe bore.
BOWL HEIGHT, FOOT HEIGHT, COVERHEIGHT, and COVER RIM DIAMETER, allin millimetres; CAPACITY, in millimetres.
Description - Describe the following partsusing container terminology as a guide:BORE; LIP; NECK; NECK RINGS (if present); SHOULDER; BODY; BASE.
Suggested measurements - BORE DIAMETER,VESSEL HEIGHT, and BASE DIAMETER,all in millimetres; CAPACITY, in millimetres.
Cruet/Castor
133
Cruet - Is a small stoppered bottle used forliquids such as oil, vinegar, soya sauce,mint sauce, etc. It should have a pouringlip of some sort. In comparison to thecastor, the cruet is more likely to have ahandle and less likely to have a separateattached top. The cruet mayor may nothave a ground bore and stopper•
Castor - Is a small tableware bottle with anattached, perforated top for sprinkling orshaking condiments such as sugar, peppers,etc., on food. Because these bottles always have an attached top (often of glassor metal) there should be evidence on theexterior surface of the neck of provisionfor this attachment, such as grinding,threads, or a plain unfinished neck.
Commercial container - A cruet or castorthat has been sold filled with a product andwas obviously intended for subsequent reuse as a castor or cruet•
Indefinite - When there is no clear indicationas to whether the vessel is a castor orcruet, particularly a problem with basefragments, "indefinite" can be used.
These two terms are used inconsistently inthe li terature and by glassmakers to refer tothe set of small bottles used for condiments atthe table and often found in a stand of somesort. This is sometimes called a cruet stand ora set of castors in a cruet stand. Because ofthis confusion, if there is no clear indicationas to which type of vessel is represented thecombined term can be used. In the mid-19thto early-20th centuries the bodies are oftenspecifically adapted for fitting into metalstands•
"""-,\
\\\\\
\\III
, ..I ', II'I)
Carafe - These can easily be confused withdecanters. Generally carafes have a shorter neck and wider mouth than do decanters. They may not have a stopperedmouth or associated grinding. They rangefrom plain to highly decorated. Carafescan be used for wine or water, on the tableor in the bedroom, and in the 19th centuryoften had a tumbler inverted over the neckof the carafe. The implication is that theyare used by one or two individuals. Termsused in English language price lists, etc., torefer to carafes are water bottle, carafon,water "crafts."
Commercial container - Carafes may alsoserve as commercial containers; certainCanadian wines are sold in bottles of acarafe shape and are obviously intended forsubsequent re-use as carafes.
•••••••••..•..•••••••..•..••....................•....•..............••............
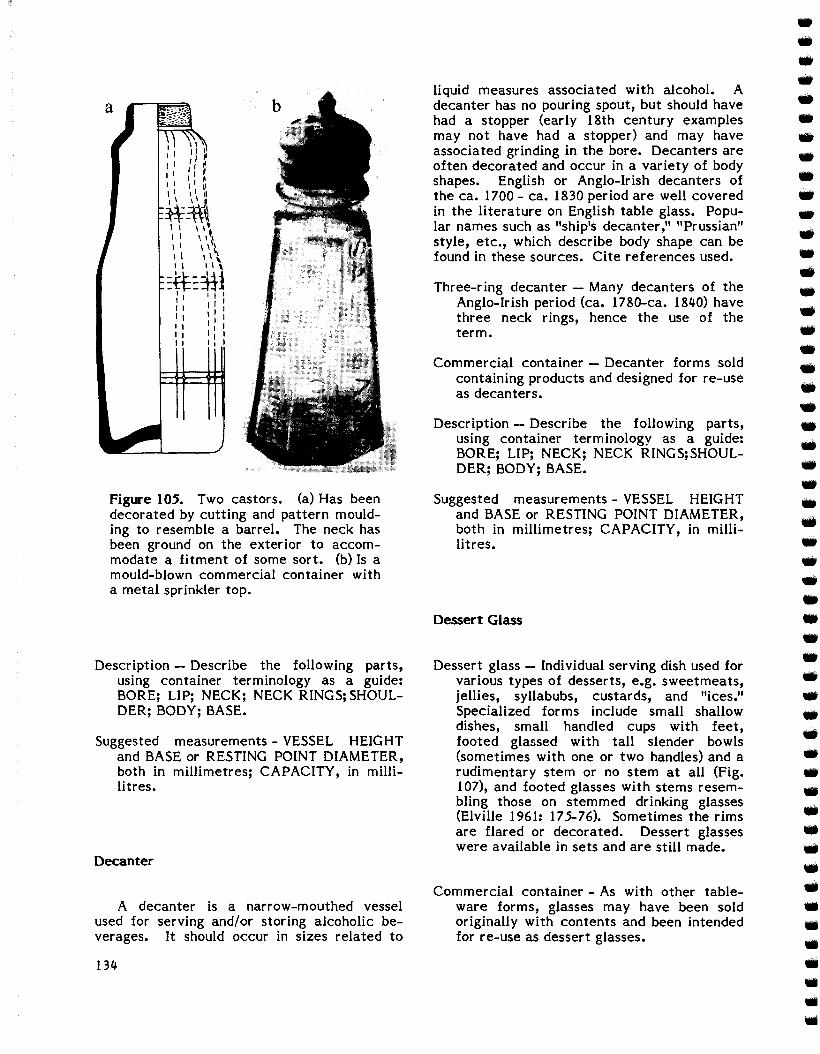
Figure 10.5. Two castors. (a) Has beendecorated by cutting and pattern moulding to resemble a barrel. The neck hasbeen ground on the exterior to accommodate a fitment of some sort. (b) Is amould-blown commercial container witha metal sprinkler top.
Description - Describe the following parts,using container terminology as a guide:BORE; LIP; NECK; NECK RINGS; SHOULDER; BODY; BASE.
Suggested measurements - VESSEL HEIGHTand BASE or RESTING POINT DIAMETER,both in millimetres; CAPACITY, in millilitres.
Decanter
A decanter is a narrow-mouthed vesselused for serving and/or storing alcoholic beverages. It should occur in sizes related to
134
liquid measures associated with alcohol. Adecanter has no pouring spout, but should havehad a stopper (early 18th century examplesmay not have had a stopper) and may haveassociated grinding in the bore. Decanters areoften decorated and occur in a variety of bodyshapes. English or Anglo-Irish decanters ofthe ca. 1700 - ea, 1830 period are well coveredin the literature on English table glass. Popular names such as "ship's decanter," "Prussian"style, etc., which describe body shape can befound in these sources. Cite references used.
Three-ring decanter - Many decanters of theAnglo-Irish period (ea. 1780-ca. 1840) havethree neck rings, hence the use of theterm.
Commercial container - Decanter forms soldcontaining products and designed for re-useas decanters.
Description - Describe the following parts,using container terminology as a guide:BORE; LIP; NECK; NECK RINGS;SHOULDER; BODY; BASE.
Suggested measurements - VESSEL HEIGHTand BASE or RESTING POINT DIAMETER,both in millimetres; CAPACITY, in millilitres.
Dessert Glass
Dessert glass - Individual serving dish used forvarious types of desserts, e.g, sweetmeats,jellies, syllabubs, custards, and "ices."Specialized forms include small shallowdishes, small handled cups with feet,footed glassed with tall slender bowls(sometimes with one or two handles) and arudimentary stem or no stem at all (Fig.107), and footed glasses with stems resembling those on stemmed drinking glasses(Elville 1961: 175-76). Sometimes the rimsare flared or decorated. Dessert glasseswere available in sets and are still made.
Commercial container - As with other tableware forms, glasses may have been soldoriginally with contents and been intendedfor re-use as dessert glasses.
•••..•••..••......•..•••••••••..•••....•••••••........••••....•..•..•..
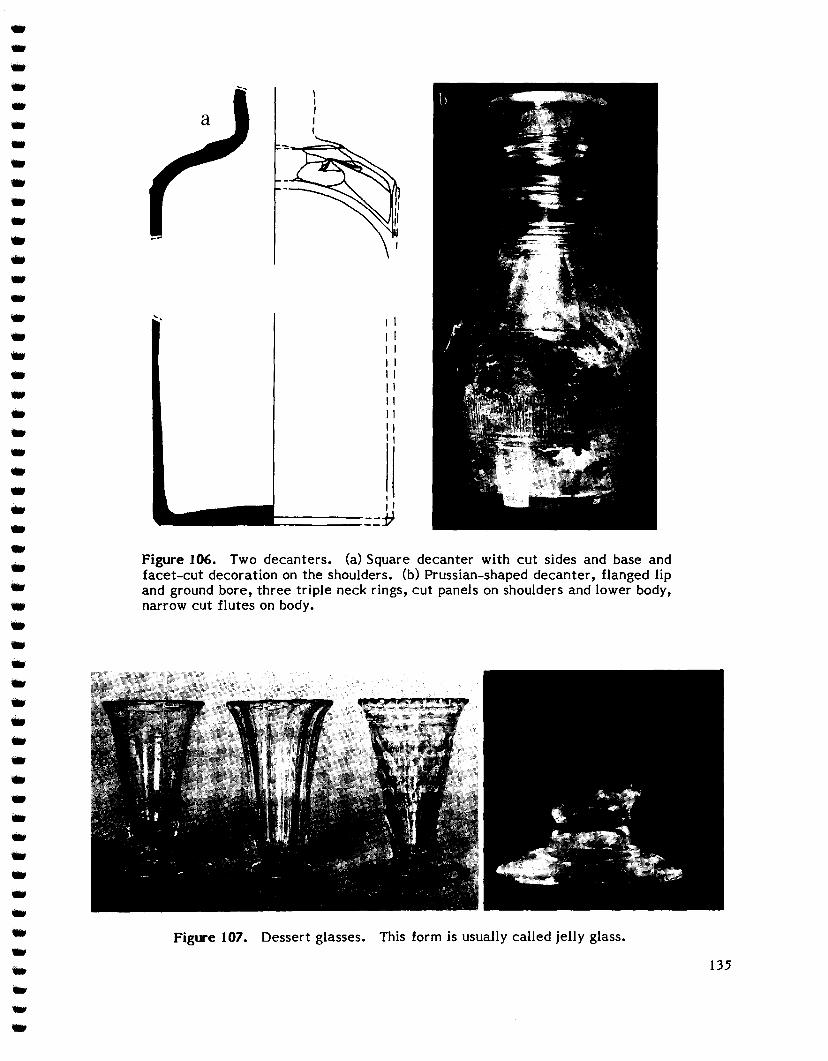
135
I I1 II II I111111111111
I1 1======--:11
Figure 107. Dessert glasses. This form is usually called jelly glass.
Figure 106. Two decanters. (a) Square decanter with cut sides and base andfacet-cut decoration on the shoulders. (b) Prussian-shaped decanter, flanged lipand ground bore, three triple neck rings, cut panels on shoulders and lower body,narrow cut flutes on body•
•••••••••••.,••••••.,•.,••.,••.,•.,.,.,.,.,.,.,...,.,•.,.,.,.,.,.,----......•
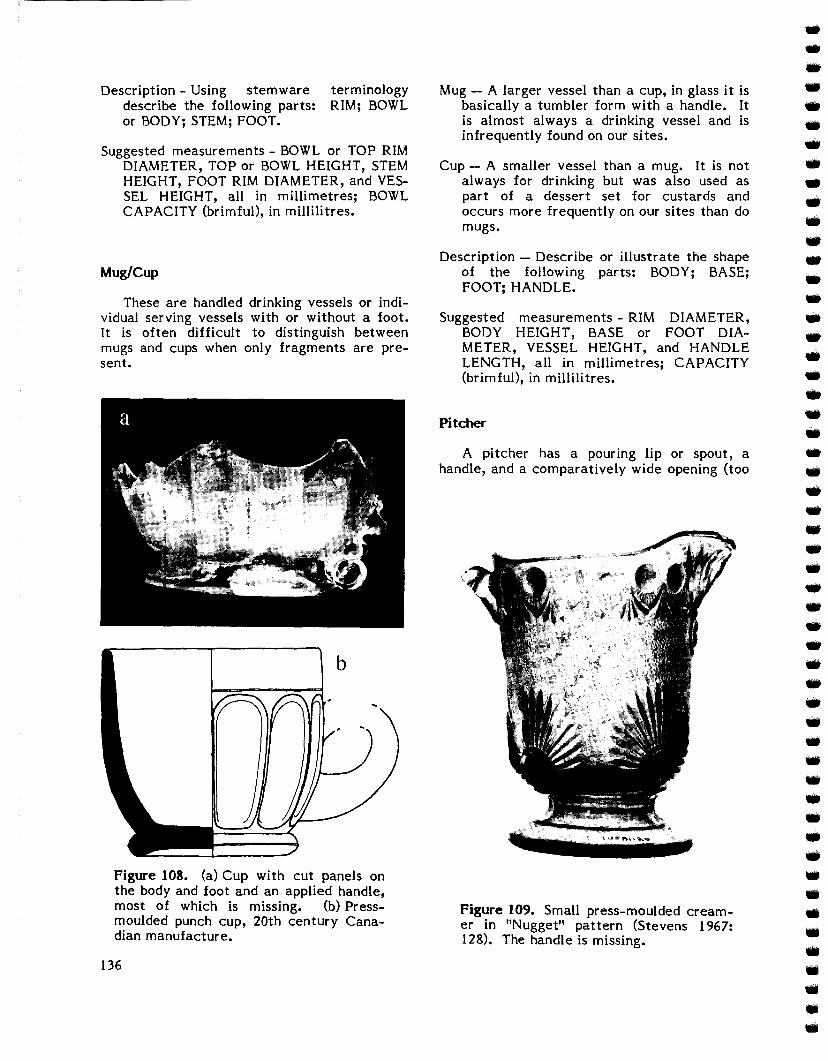
Description - Using stemware terminologydescribe the following parts: RIM; BOWLor BODY; STEM; FOOT.
Suggested measurements - BOWL or TOP RIMDIAMETER, TOP or BOWL HEIGHT, STEMHEIGHT, FOOT RIM DIAMETER, and VESSEL HEIGHT, all in millimetres; BOWLCAPACITY (brimful), in millilitres.
Mug/Cup
These are handled drinking vessels or individual serving vessels with or without a foot.It is often difficult to distinguish betweenmugs and cups when only fragments are present.
Figure 108. (a) Cup with cut panels onthe body and foot and an applied handle,most of which is missing. (b) Pressmoulded punch cup, 20th century Canadian manufacture.
136
Mug - A larger vessel than a cup, in glass it isbasically a tumbler form with a handle. Itis almost always a drinking vessel and isinfrequently found on our sites.
Cup - A smaller vessel than a mug. It is notalways for drinking but was also used aspart of a dessert set for custards andoccurs more frequently on our sites than domugs.
Description - Describe or illustrate the shapeof the following parts: BODY; BASE;FOOT; HANDLE.
Suggested measurements - RIM DIAMETER,BODY HEIGHT, BASE or FOOT DIAMETER, VESSEL HEIGHT, and HANDLELENGTH, all in millimetres; CAPACITY(brimful), in millilitres.
Pitcher
A pitcher has a pouring lip or spout, ahandle, and a comparatively wide opening (too
iF
Figure 109. Small press-moulded creamer in "Nugget" pattern (Stevens 1967:128). The handle is missing.
.•••••..•••••••••••••••.-••••..••••.......-•..•..•..•••............•..
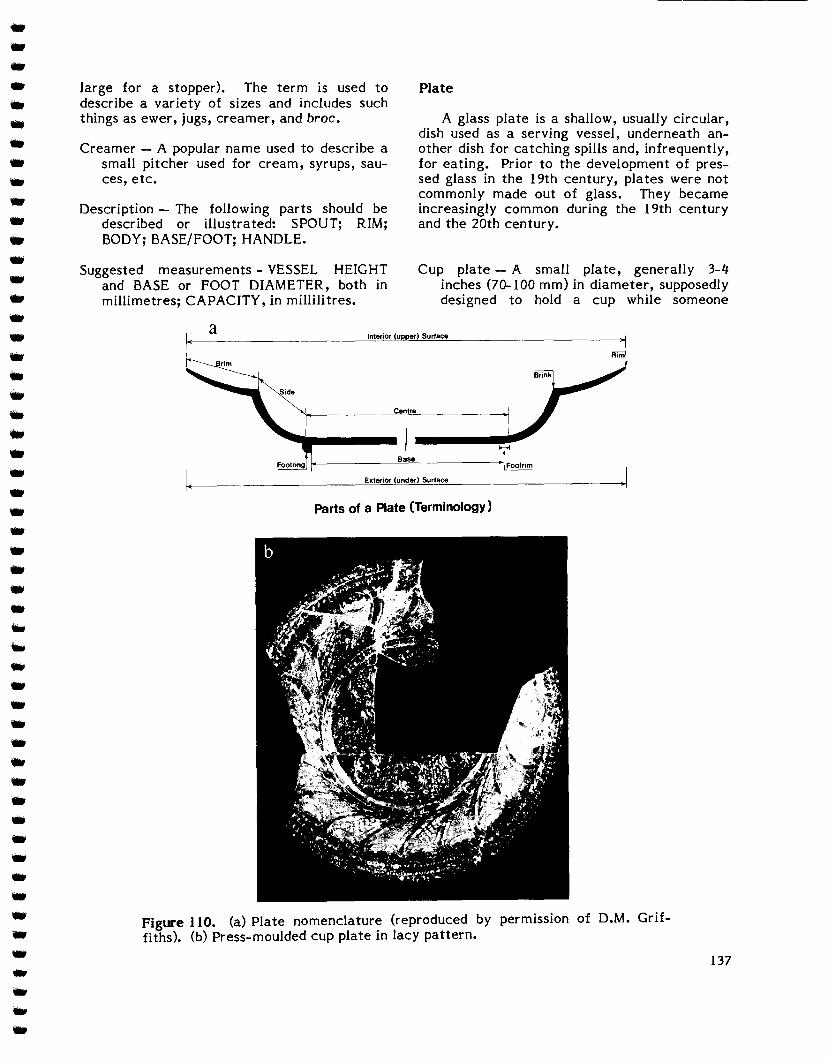
Exterior (under) Surface
Interior (upper) Surface
Plate
A glass plate is a shallow, usually circular,dish used as a serving vessel, underneath another dish for catching spills and, infrequently,for eating. Prior to the development of pressed glass in the 19th century, plates were notcommonly made out of glass. They becameincreasingly common during the 19th centuryand the 20th century.
Cup plate - A small plate, generally 3-4inches (70-100 mm) in diameter, supposedlydesigned to hold a cup while someone
Base
Centre
Figure 110. (a) Plate nomenclature (reproduced by permission of D.M. Griffiths). (b) Press-moulded cup plate in lacy pattern•
137
Parts of a Plate (Terminology)
Description - The following parts should bedescribed or illustrated: SPOUT; RIM;BODY; BASE/FOOT; HANDLE.
large for a stopper). The term is used todescribe a variety of sizes and includes suchthings as ewer, jugs, creamer, and broc.
Creamer - A popular name used to describe asmall pitcher used for cream, syrups, sauces, etc•
Suggested measurements - VESSEL HEIGHTand BASE or FOOT DIAMETER, both inmillimetres; CAPACITY, in millilitres.
•••••.,•.,.,•.,•.,•••.,•...,......•••.,...,.,.,.........,•...,....•...,.,.,.......,.,........
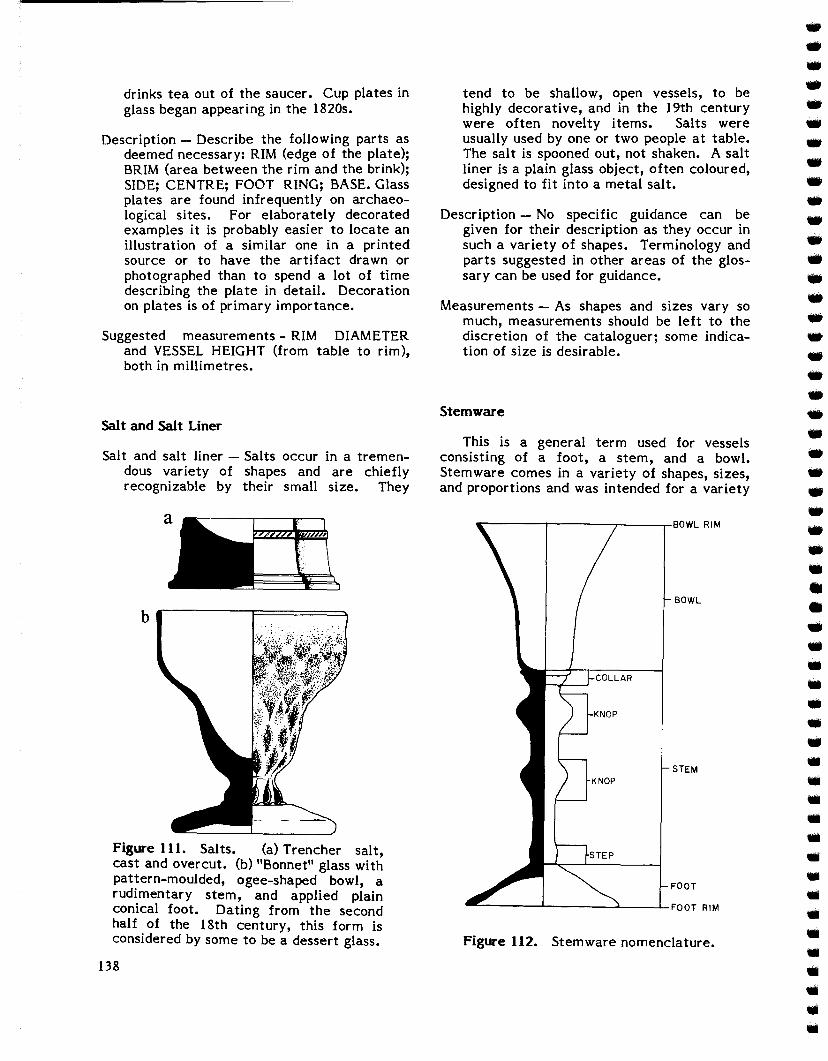
drinks tea out of the saucer. Cup plates inglass began appearing in the 1820s.
Description - Describe the following parts asdeemed necessary: RIM (edge of the plate);BRIM (area between the rim and the brink);SIDE; CENTRE; FOOT RING; BASE. Glassplates are found infrequently on archaeological sites. For elaborately decoratedexamples it is probably easier to locate anillustration of a similar one in a printedsource or to have the artifact drawn orphotographed than to spend a lot of timedescribing the plate in detail. Decorationon plates is of primary importance.
Suggested measurements - RIM DIAMETERand VESSEL HEIGHT (from table to rim),both in millimetres.
Salt and Salt Liner
Salt and salt liner - Salts occur in a tremendous variety of shapes and are chieflyrecognizable by their small size. They
b .----~====.
Figure 111. Salts. (a) Trencher salt,cast and overcut. (b) "Bonnet" glass withpattern-moulded, ogee-shaped bowl, arudimentary stem, and applied plainconical foot. Dating from the secondhalf of the 18th century, this form isconsidered by some to be a dessert glass.
138
tend to be shallow, open vessels, to behighly decorative, and in the 19th centurywere often novelty items. Salts wereusually used by one or two people at table.The salt is spooned out, not shaken. A saltliner is a plain glass object, often coloured,designed to fit into a metal salt.
Description - No specific guidance can begiven for their description as they occur insuch a variety of shapes. Terminology andparts suggested in other areas of the glossary can be used for guidance.
Measurements - As shapes and sizes vary somuch, measurements should be left to thediscretion of the cataloguer; some indication of size is desirable.
Stemware
This is a general term used for vesselsconsisting of a foot, a stem, and a bowl.Stemware comes in a variety of shapes, sizes,and proportions and was intended for a variety
~----r----y----,....BOWLRIM
BOWL
STEM
FOOT
~'---_---l_---~--.LFOOT RIM
Figure 1l2. Stemware nomenclature.
•••..•••••••••....•••••••......••••••......•••••••..•••••••••••
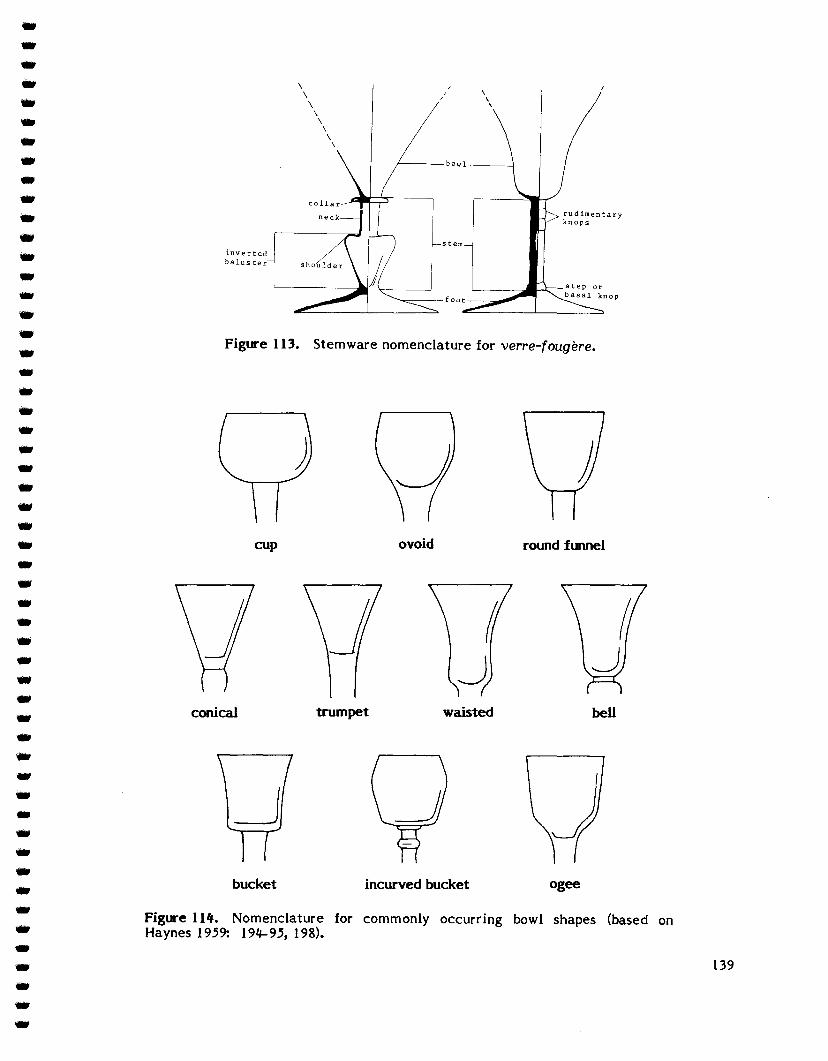
139
rudimentaryknops
bell
ogee
round funnel
waisted
ovoid
L-__~""'~ step or'____==--- foot basal knop
incurved bucket
trumpet
\ I
\ I \I ,
\ ,\
\\
\\
bowl
bucket
cup
Figure 113. Stemware nomenclature for verre-iouqere•
invertedbaluster
conical
Figure 114. Nomenclature for commonly occurring bowl shapes (based onHaynes 1959: 194-95, 198).
........................................................................--..--......--......
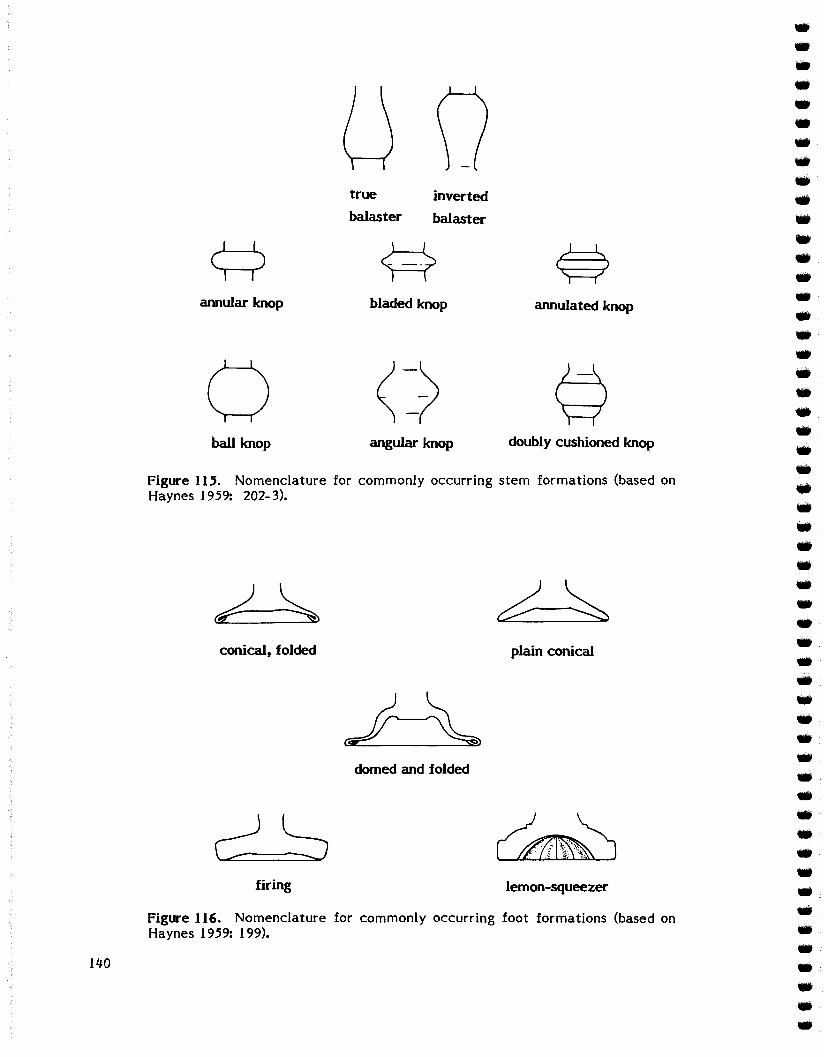
•••••••••••••••••••••••••••••••••••••••••••••••••••••
annulated knop
plain conical
doubly cushioned knop
lemon-squeezer
inverted
balaster
b1aded knop
angular knop
domed and folded
true
balaster
firing
conical, folded
ball knop
oannular knop
Figure 116. Nomenclature for commonly occurring foot formations (based onHaynes 1959: 199).
Figure 11.5. Nomenclature for commonly occurring stem formations (based onHaynes 1959: 202-3).
140
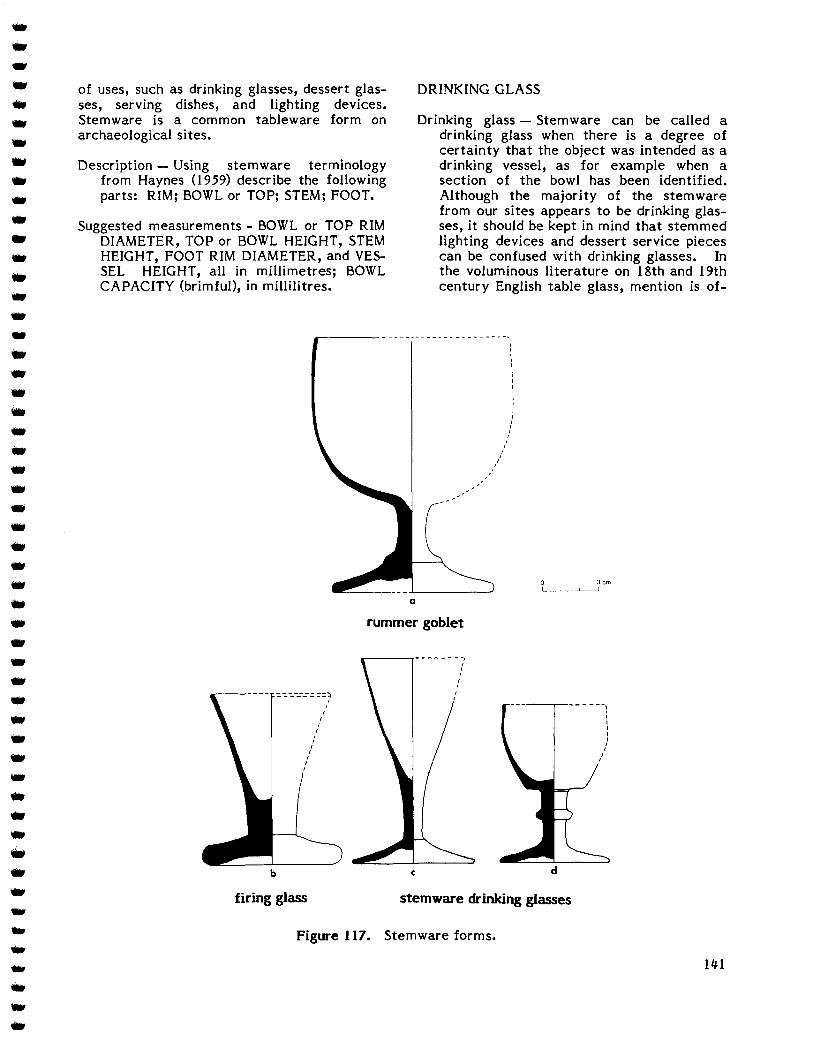
a
------1III,}
II
I
d
3 cm,--,----,,----,,
Drinking glass - Stemware can be called adrinking glass when there is a degree ofcertainty that the object was intended as adrinking vessel, as for example when asection of the bowl has been identified•Although the majority of the stemwarefrom our sites appears to be drinking glasses, it should be kept in mind that stemmedlighting devices and dessert service piecescan be confused with drinking glasses. Inthe voluminous literature on 18th and 19thcentury English table glass, mention is of-
DRINKING GLASS
c
stemware drinking glasses
rummer goblet
r-------,-------iII
fI
II
- - - - :..':::..---.=..: ==:,I
I
b
firing glass
,..------ ------- --- -- - - -- - ---
141
Figure 117. Stemware forms•
Description - Using stemware terminologyfrom Haynes (1959) describe the followingparts: RIM; BOWL or TOP; STEM; FOOT •
of uses, such as drinking glasses, dessert glasses, serving dishes, and lighting devices •Stemware is a common tableware form onarchaeological sites.
Suggested measurements - BOWL or TOP RIMDIAMETER, TOP or BOWL HEIGHT, STEMHEIGHT, FOOT RIM DIAMETER, and VESSEL HEIGHT, all in millimetres; BOWLCAPACITY (brimful), in millilitres.
••••..•..•......•••••..•••..•....•••••••••••..•................................
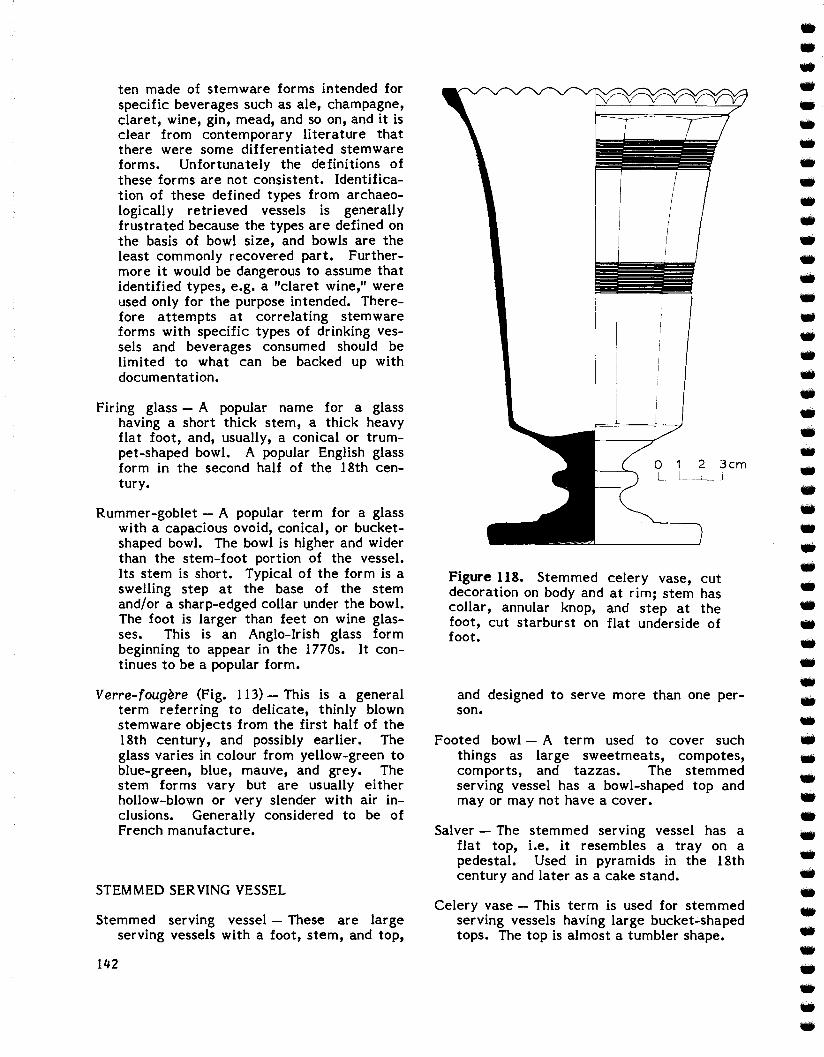
and designed to serve more than one person.
Celery vase - This term is used for stemmedserving vessels having large bucket-shapedtops. The top is almost a tumbler shape.
Salver - The stemmed serving vessel has aflat top, Le, it resembles a tray on apedestal. Used in pyramids in the 18thcentury and later as a cake stand.
••••••••••••••••••••••••••••••••••••••••••••••••••••
2 3cmi
Figure 118. Stemmed celery vase, cutdecoration on body and at rim; stem hascollar, annular knop, and step at thefoot, cut starburst on flat underside offoot.
Footed bowl - A term used to cover suchthings as large sweetmeats, compotes,comports, and tazzas. The stemmedserving vessel has a bowl-shaped top andmayor may not have a cover.
ten made of stemware forms intended forspecific beverages such as ale, champagne,claret, wine, gin, mead, and so on, and it isclear from contemporary literature thatthere were some differentiated stemwareforms. Unfortunately the definitions ofthese forms are not consistent. Identification of these defined types from archaeologically retrieved vessels is generallyfrustrated because the types are defined onthe basis of bowl size, and bowls are theleast commonly recovered part. Furthermore it would be dangerous to assume thatidentified types, e.g, a "claret wine," wereused only for the purpose intended. Therefore attempts at correlating stemwareforms with specific types of drinking vessels and beverages consumed should belimited to what can be backed up withdocumentation.
Rummer-goblet - A popular term for a glasswith a capacious ovoid, conical, or bucketshaped bowl. The bowl is higher and widerthan the stem-foot portion of the vessel.Its stem is short. Typical of the form is aswelling step at the base of the stemand/or a sharp-edged collar under the bowl.The foot is larger than feet on wine glasses. This is an Anglo-Irish glass formbeginning to appear in the 1770s. It continues to be a popular form.
Firing glass - A popular name for a glasshaving a short thick stem, a thick heavyflat foot, and, usually, a conical or trumpet-shaped bowl. A popular English glassform in the second half of the 18th century.
142
STEM MED SERVING VESSEL
Stemmed serving vessel - These are largeserving vessels with a foot, stem, and top,
verre-Iouqere (Fig. 113) - This is a generalterm referring to delicate, thinly blownstemware objects from the first half of the18th century, and possibly earlier. Theglass varies in colour from yellow-green toblue-green, blue, mauve, and grey. Thestem forms vary but are usually eitherhollow-blown or very slender with air inclusions. Generally considered to be ofFrench manufacture.
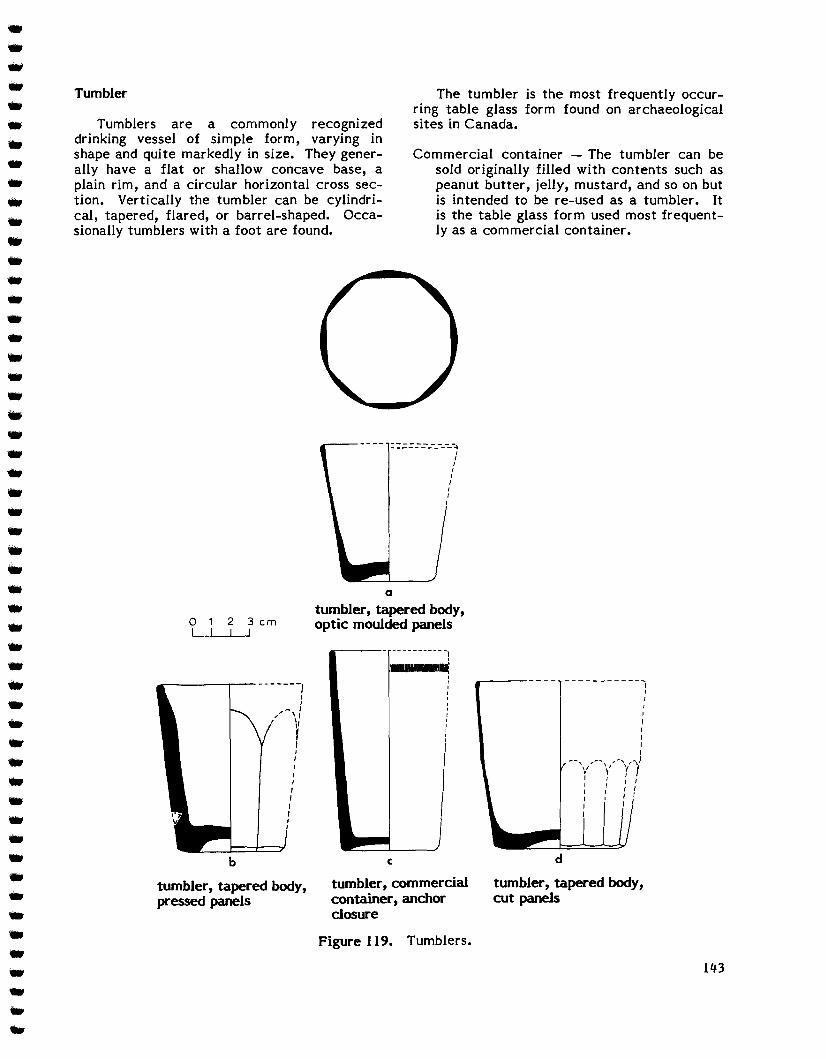
143
-----------,,,,III,II
,. --, ...-', ... -, ,,\,'/ ~/ Y (I / I I
I I ": ,I I,'I II
d
tumbler, tapered body,cut panels
The tumbler is the most frequently occurring table glass form found on archaeologicalsites in Canada.
Commercial container - The tumbler can besold originally filled with contents such aspeanut butter, jelly, mustard, and so on butis intended to be re-used as a tumbler. Itis the table glass form used most frequently as a commercial container.
---- :===::::-~~,I
II,
I,,I
tumbler, commercialcontainer, anchorclosure
c
------- -----------1--,rIrI,II,I,,,
Figure 119. Tumblers•
a
tumbler, tapered body,optic moulded panels
b
2 3 cmI I
oI
tumbler, tapered body,pressed panels
-----,---------,II
/-, II I,
~I,I,,,
I,,,II,
Tumbler
Tumblers are a commonly recognizeddrinking vessel of simple form, varying inshape and quite markedly in size. They generally have a flat or shallow concave base, aplain rim, and a circular horizontal cross section. Vertically the tumbler can be cylindrical, tapered, flared, or barrel-shaped. Occasionally tumblers with a foot are found.
..........•..........•......................•..........••........•................................
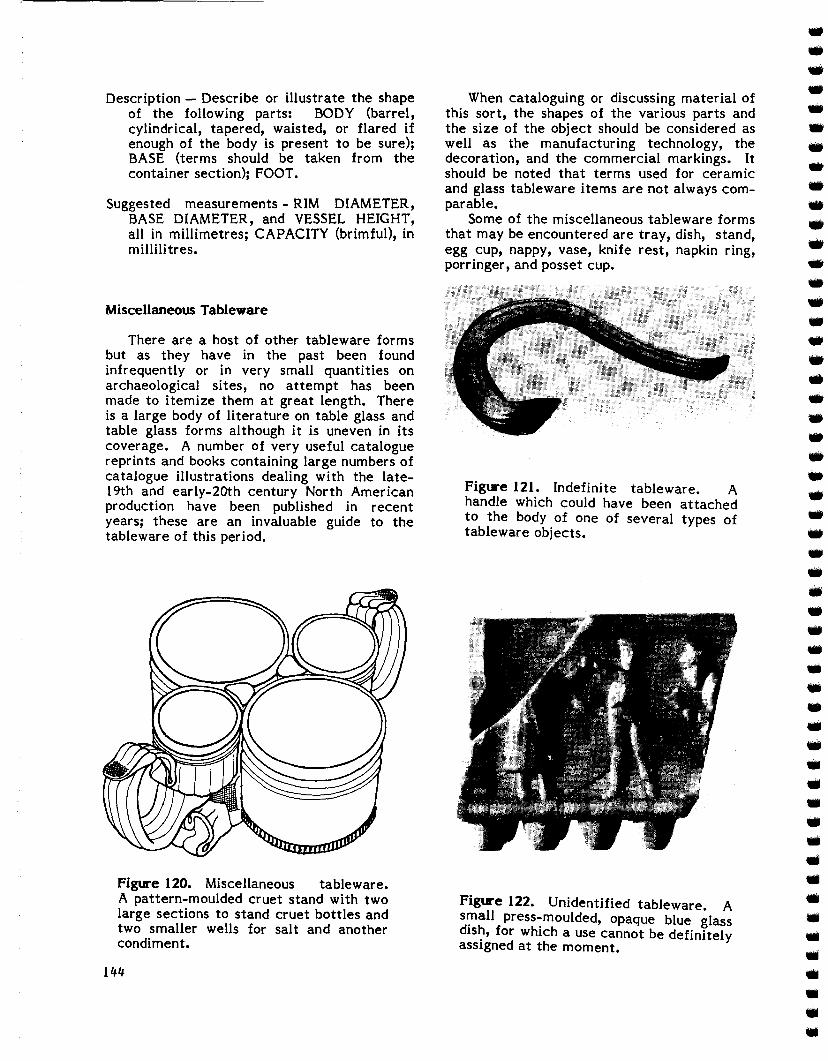
Description - Describe or illustrate the shapeof the following parts: BODY (barrel,cylindrical, tapered, waisted, or flared ifenough of the body is present to be sure);BASE (terms should be taken from thecontainer section); FOOT.
Suggested measurements - RIM DIAMETER,BASE DIAMETER, and VESSEL HEIGHT,all in millimetres; CAPACITY (brimful), inmillilitres.
Miscellaneous Tableware
There are a host of other tableware formsbut as they have in the past been foundinfrequently or in very small quantities onarchaeological sites, no attempt has beenmade to itemize them at great length. Thereis a large body of literature on table glass andtable glass forms although it is uneven in itscoverage. A number of very useful cataloguereprints and books containing large numbers ofcatalogue illustrations dealing with the late19th and early-20th century North Americanproduction have been published in recentyears; these are an invaluable guide to thetableware of this period.
Figure 120. Miscellaneous tableware.A pattern-moulded cruet stand with twolarge sections to stand cruet bottles andtwo smaller wells for salt and anothercondiment.
144
When cataloguing or discussing material ofthis sort, the shapes of the various parts andthe size of the object should be considered aswell as the manufacturing technology, thedecoration, and the commercial markings. Itshould be noted that terms used for ceramicand glass tableware items are not always comparable.
Some of the miscellaneous tableware formsthat may be encountered are tray, dish, stand,egg cup, nappy, vase, knife rest, napkin ring,porringer, and posset cup.
Figure 121. Indefinite tableware. Ahandle which could have been attachedto the body of one of several types oftableware objects.
Figure 122. Unidentified tableware. Asmall press-moulded, opaque blue glassdis~, for which a use cannot be definitelyassigned at the moment.
••..•••••..•..••••....•..••..••••••••....••......••..•....•..••..•........
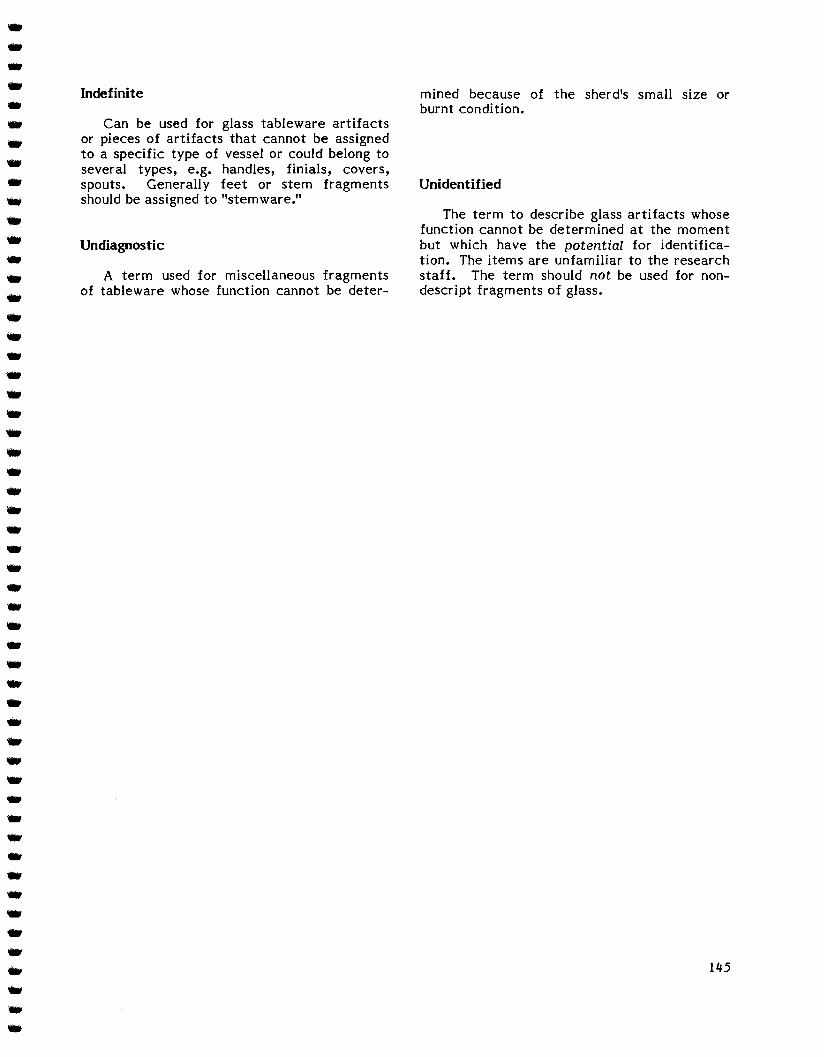
.,
.,
.,
.,
.,
.,.,.,.,
.,.,.,
.,.,
.,
.,.,
.,.,.,
.,.,.,.,
.,.,.,
.,
.,
.,
.,
.,---.,--.,.,.,
.,
.,.,.,•......
Indefinite
Can be used for glass tableware artifactsor pieces of artifacts that cannot be assignedto a specific type of vessel or could belong toseveral types, e.g. handles, finials, covers,spouts. Generally feet or stem fragmentsshould be assigned to "sternware,"
Undiagnostic
A term used for miscellaneous fragmentsof tableware whose function cannot be deter-
mined because of the sherd's small size orburnt condition.
Unidentified
The term to describe glass artifacts whosefunction cannot be determined at the momentbut which have the potential for identification. The items are unfamiliar to the researchstaff. The term should not be used for nondescript fragments of glass.
145
......•..•........•..••......•......••..•....•••....••••••......................•..•1IIlI
•••••••••••••••••••••--••••••••••..••••••.,•••.,.,.,.,.,.,.,
PART IV. CLOSURES
147
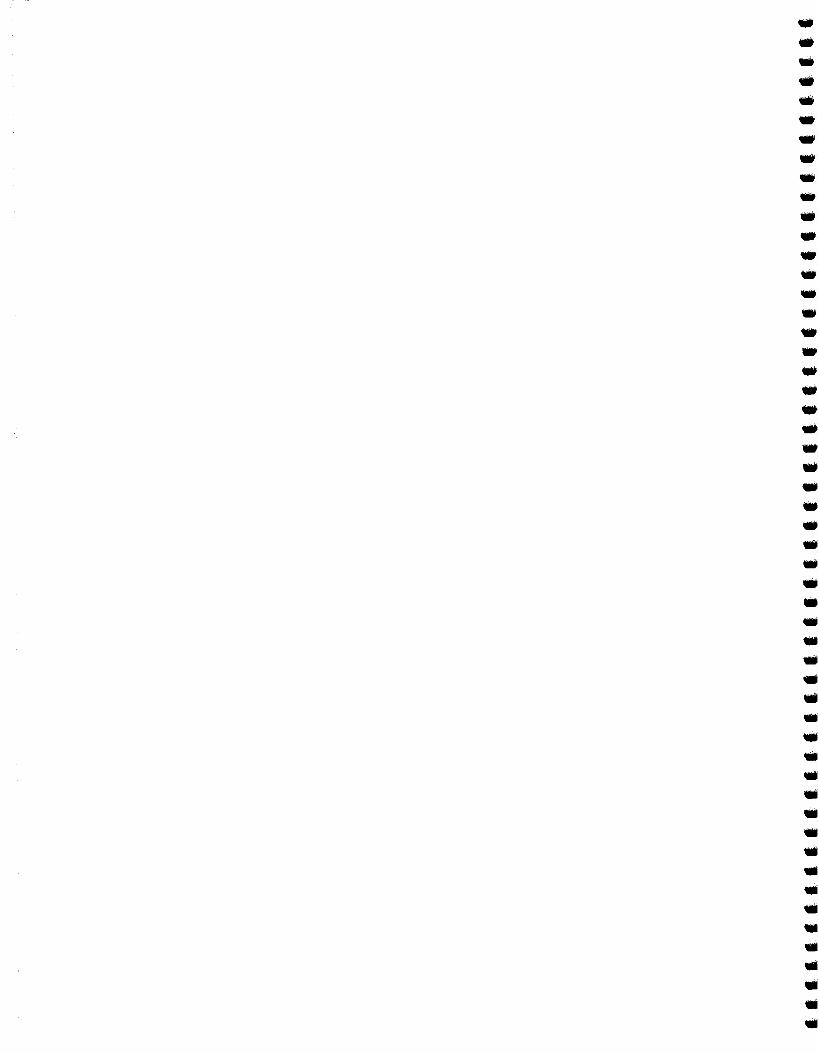
••••••••....•....••••....•..•..••..•..•••....•......••..............•••....
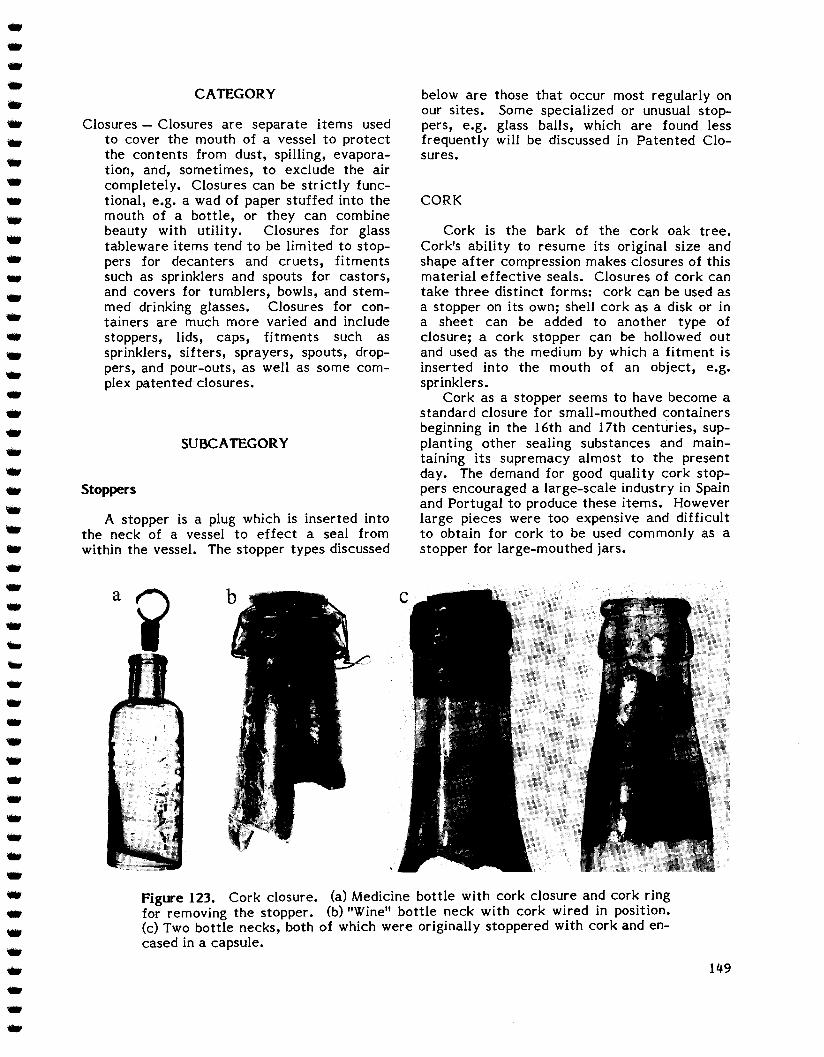
149
Figure 123. Cork closure. (a) Medicine bottle with cork closure and cork ringfor removing the stopper. (b) "Wine" bottle neck with cork wired in position.(c) Two bottle necks, both of which were originally stoppered with cork and encased in a capsule.
below are those that occur most regularly onour sites. Some specialized or unusual stoppers, e.g, glass balls, which are found lessfrequently will be discussed in Patented Closures•
CORK
Cork is the bark of the cork oak tree.Cork's ability to resume its original size andshape after compression makes closures of thismaterial effective seals. Closures of cork cantake three distinct forms: cork can be used asa stopper on its own; shell cork as a disk or ina sheet can be added to another type ofclosure; a cork stopper can be hollowed outand used as the medium by which a fitment isinserted into the mouth of an object, e.g.sprinklers.
Cork as a stopper seems to have become astandard closure for small-mouthed containersbeginning in the l sth and l Zth centuries, supplanting other sealing substances and maintaining its supremacy almost to the presentday. The demand for good quality cork stoppers encouraged a large-scale industry in Spainand Portugal to produce these items. Howeverlarge pieces were too expensive and difficultto obtain for cork to be used commonly as astopper for large-mouthed jars.
a~
CATEGORY
SUBCATEGORY
Closures - Closures are separate items usedto cover the mouth of a vessel to protectthe contents from dust, spilling, evaporation, and, sometimes, to exclude the aircompletely. Closures can be strictly functional, e.g. a wad of paper stuffed into themouth of a bottle, or they can combinebeauty with utility. Closures for glasstableware items tend to be limited to stoppers for decanters and cruets, fitmentssuch as sprinklers and spouts for castors,and covers for tumblers, bowls, and stemmed drinking glasses. Closures for containers are much more varied and includestoppers, lids, caps, fitments such assprinklers, sifters, sprayers, spouts, droppers, and pour-outs, as well as some complex patented closures.
A stopper is a plug which is inserted intothe neck of a vessel to effect a seal fromwithin the vessel. The stopper types discussed
Stoppers
•••..•..•..•..••..........•..--....•....•..................••..•••..••......
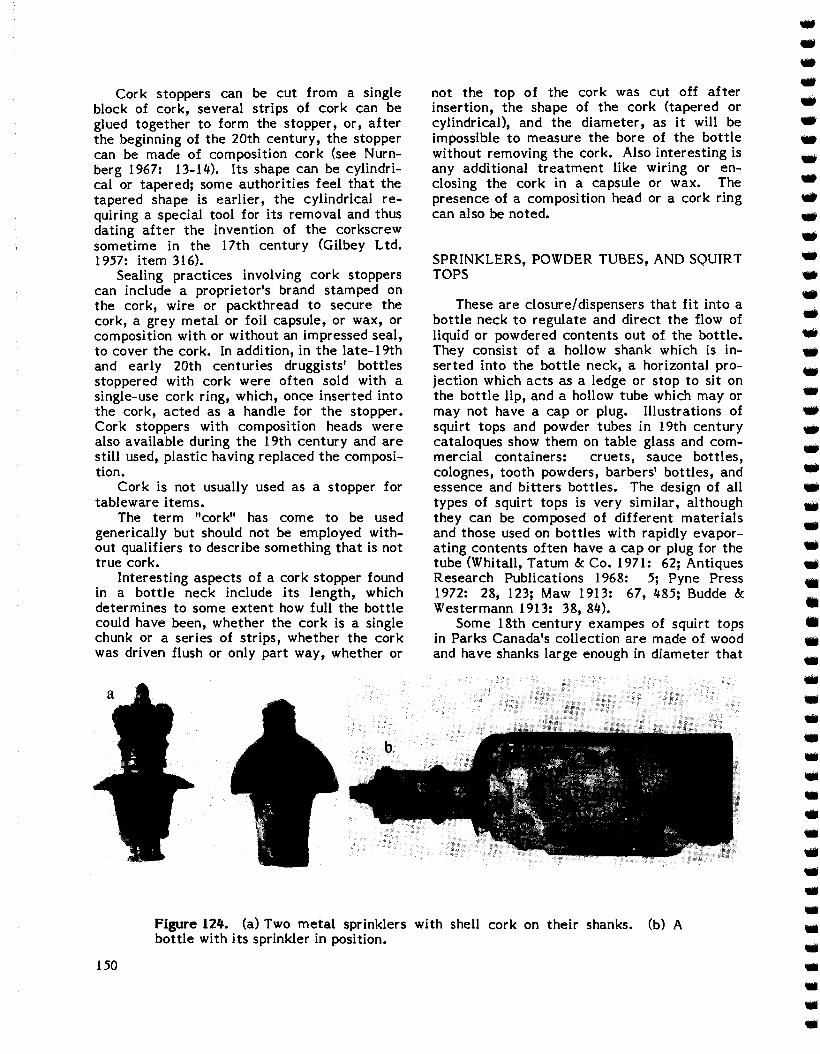
150
Figure 124. (a) Two metal sprinklers with shell cork on their shanks. (b) Abottle with its sprinkler in position.
•••••••••..•••••,.•••••••..••..•••••••..••..••..•....................
These are closure/dispensers that fit into abottle neck to regulate and direct the flow ofliquid or powdered contents out of the bottle.They consist of a hollow shank which is inserted into the bottle neck, a horizontal projection which acts as a ledge or stop to sit onthe bottle lip, and a hollow tube which mayormay not have a cap or plug. Illustrations ofsquirt tops and powder tubes in 19th centurycataloques show them on table glass and commercial containers: cruets, sauce bottles,colognes, tooth powders, barbers' bottles, andessence and bitters bottles. The design of alltypes of squirt tops is very similar, althoughthey can be composed of different materialsand those used on bottles with rapidly evaporating contents often have a cap or plug for thetube (Whitall, Tatum & Co. 1971: 62; AntiquesResearch Publications 1968: 5; Pyne Press1972: 28,123; Maw 1913: 67,485; Budde &Westermann 1913: 38, 84).
Some 18th century exampes of squirt topsin Parks Canada's collection are made of woodand have shanks large enough in diameter that
SPRINKLERS, POWDER TUBES, AND SQUIRTTOPS
not the top of the cork was cut off afterinsertion, the shape of the cork (tapered orcylindrical), and the diameter, as it will beimpossible to measure the bore of the bottlewithout removing the cork. Also interesting isany additional treatment like wiring or enclosing the cork in a capsule or wax. Thepresence of a composition head or a cork ringcan also be noted.
Cork stoppers can be cut from a singleblock of cork, several strips of cork can beglued together to form the stopper, or, afterthe beginning of the 20th century, the stoppercan be made of composition cork (see Nurnberg 1967: 13-14). Its shape can be cylindricalor tapered; some authorities feel that thetapered shape is earlier, the cylindrical requiring a special tool for its removal and thusdating after the invention of the corkscrewsometime in the 17th century (Gilbey Ltd.1957: item 316).
Sealing practices involving cork stopperscan include a proprietor's brand stamped onthe cork, wire or packthread to secure thecork, a grey metal or foil capsule, or wax, orcomposition with or without an impressed seal,to cover the cork. In addition, in the late-19thand early 20th centuries druggists' bottlesstoppered with cork were often sold with asingle-use cork ring, which, once inserted intothe cork, acted as a handle for the stopper.Cork stoppers with composition heads werealso available during the 19th century and arestill used, plastic having replaced the composition.
Cork is not usually used as a stopper fortableware items.
The term "cork" has come to be usedgenerically but should not be employed without qualifiers to describe something that is nottrue cork.
Interesting aspects of a cork stopper foundin a bottle neck include its length, whichdetermines to some extent how full the bottlecould have been, whether the cork is a singlechunk or a series of strips, whether the corkwas driven flush or only part way, whether or
Figure 12.5. Three stoppered glass bottles•
..................................................................................................
they may have been forced into a bottle withthe intention that they not be removed; metalexamples in Figure 124 have cork around anarrow shank and were probably transferablefrom one bottle to another.
GLASS STOPPERS
Glass stoppers consist of a shank, which isthe plug, and a finial, the portion by which thestopper is grasped for removal. These twoparts may be joined by a neck.
To prevent the stopper from slipping intothe vessel, the shank may have screw threadsto twist into place inside the neck or the finialportion of the stopper may rest on the lip ofthe container. If airtightness is desired in theclosure, to prohibit evaporation for example,the shank may be ground to fit the bore or astrip of shell cork may be wrapped around theshank. An early reference to grinding glassstoppers is quoted by Helen McKearin (1971:123) and dates from 1665. Loose or ungroundglass stoppers have been dated as early as1500 B.C. (Holscher 1965: 467).
The finial portion of the stopper, if it isintended for an item of tableware or decorative glassware, may be decorated in a stylecomplementary to the item; if for a commercial container the finial may have commercialmarkings, usually on its top•
Stopper shanks are usually tapered; theirbottoms may be squared or rounded. Thisshape may be obscured by jagged glass or by apontil mark.
Glass stoppers for tableware and decorative glassware items are not uncommon in the18th and 19th centuries. Until 1841 they wereindividually manufactured; in that year anAmerican mould was patented that allowed 10stoppers to be press moulded at one time(Watkins 1942: 370). However, moulding thestopper was a minor part of the expense ofproduction. Because each ground glass stopperis a unique fit to the bottle with which it isground, manufacturing cost is rather highcompared with other available types of stoppers; this restricted the use of glass stoppersfor commercial containers. For example, inthe 1880 Whitall, Tatum & Company catalogueprescription ware in the 1/2-ounce to 8-ounce
151
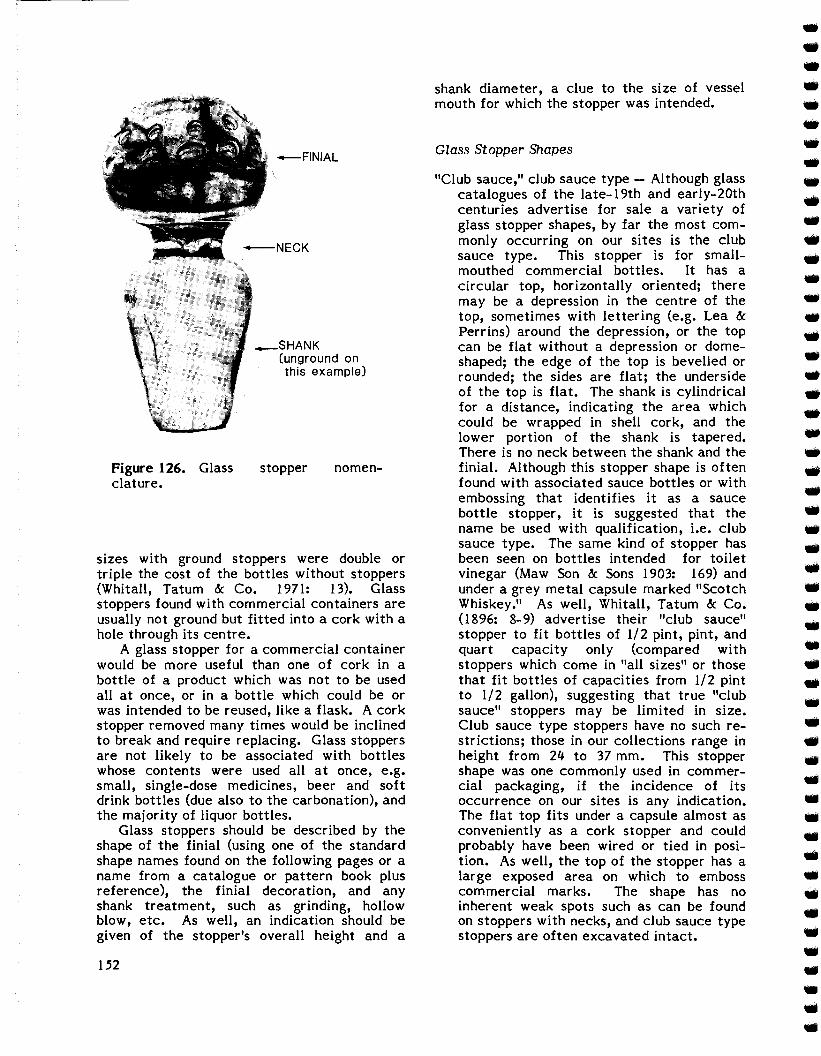
152
sizes with ground stoppers were double ortriple the cost of the bottles without stoppers(Whitall, Tatum & ce. 1971: 13). Glassstoppers found with commercial containers areusually not ground but fitted into a cork with ahole through its centre.
A glass stopper for a commercial containerwould be more useful than one of cork in abottle of a product which was not to be usedall at once, or in a bottle which could be orwas intended to be reused, like a flask. A corkstopper removed many times would be inclinedto break and require replacing. Glass stoppersare not likely to be associated with bottleswhose contents were used all at once, e.g,small, single-dose medicines, beer and softdrink bottles (due also to the carbonation), andthe majority of liquor bottles.
Glass stoppers should be described by theshape of the finial (using one of the standardshape names found on the following pages or aname from a catalogue or pattern book plusreference), the finial decoration, and anyshank treatment, such as grinding, hollowblow, etc. As well, an indication should begiven of the stopper's overall height and a
-FINIAL....•..•..........••....••••........•........•........•......•....•....•••..
Glass Stopper Shapes
......shank diameter, a clue to the size of vessel •mouth for which the stopper was intended. •
•"Club sauce," club sauce type - Although glass
catalogues of the late-19th and early-20thcenturies advertise for sale a variety ofglass stopper shapes, by far the most commonly occurring on our sites is the clubsauce type. This stopper is for smallmouthed commercial bottles. It has acircular top, horizontally oriented; theremay be a depression in the centre of thetop, sometimes with lettering (e.g. Lea &Perr ins) around the depression, or the topcan be flat without a depression or domeshaped; the edge of the top is bevelled orrounded; the sides are flat; the undersideof the top is flat. The shank is cylindricalfor a distance, indicating the area whichcould be wrapped in shell cork, and thelower portion of the shank is tapered.There is no neck between the shank and thefinial. Although this stopper shape is oftenfound with associated sauce bottles or withembossing that identifies it as a saucebottle stopper, it is suggested that thename be used with qualification, i,e. clubsauce type. The same kind of stopper hasbeen seen on bottles intended for toiletvinegar (Maw Son & Sons 1903: 169) andunder a grey metal capsule marked "ScotchWhiskey." As well, Whitall, Tatum & ce.(1896: 8-9) advertise their "club sauce"stopper to fit bottles of 1/2 pint, pint, andquart capacity only <Compared withstoppers which come in "all sizes" or thosethat fit bottles of capacities from 1/2 pintto 1/2 gallon), suggesting that true "clubsauce" stoppers may be limited in size.Club sauce type stoppers have no such restrictions; those in our collections range inheight from 24 to 37 mm. This stoppershape was one commonly used in commercial packaging, if the incidence of itsoccurrence on our sites is any indication.The flat top fits under a capsule almost asconveniently as a cork stopper and couldprobably have been wired or tied in position. As well, the top of the stopper has alarge exposed area on which to embosscommercial marks. The shape has noinherent weak spots such as can be foundon stoppers with necks, and club sauce typestoppers are often excavated intact.
nomen-stopper
_SHANK(unground onthis example)
Figure 126. Glassclature.
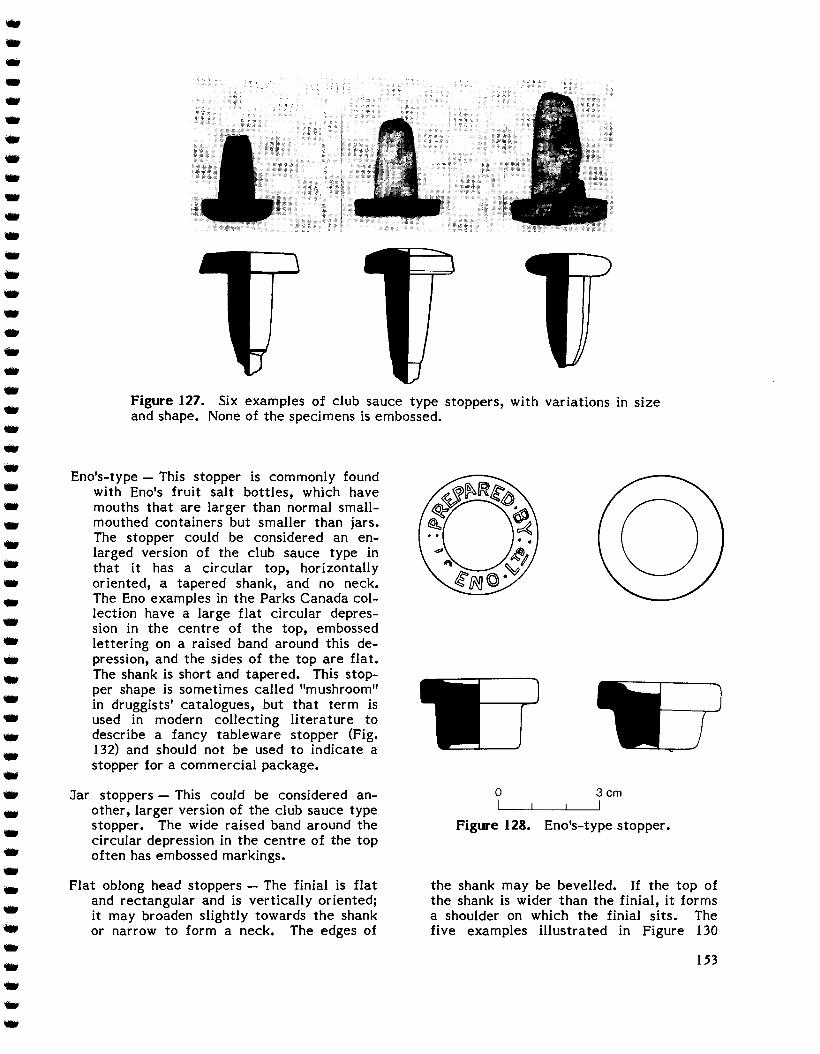
153
o 3cmI I
Figure 128. Eno's-type stopper•
the shank may be bevelled. If the top ofthe shank is wider than the finial, it formsa shoulder on which the finial sits. Thefive examples illustrated in Figure 130
Figure 127. Six examples of club sauce type stoppers, with variations in sizeand shape. None of the specimens is embossed•
Eno's-type - This stopper is commonly foundwith Eno's fruit salt bottles, which havemouths that are larger than normal smallmouthed containers but smaller than jars•The stopper could be considered an enlarged version of the club sauce type inthat it has a circular top, horizontallyor iented, a tapered shank, and no neck.The Eno examples in the Parks Canada collection have a large flat circular depression in the centre of the top, embossedlettering on a raised band around this depression, and the sides of the top are flat •The shank is short and tapered. This stopper shape is sometimes called "mushroom"in druggists' catalogues, but that term isused in modern collecting literature todescribe a fancy tableware stopper (Fig •132) and should not be used to indicate astopper for a commercial package•
Jar stoppers - This could be considered another, larger version of the club sauce typestopper. The wide raised band around thecircular depression in the centre of the topoften has embossed markings•
Flat oblong head stoppers - The finial is flatand rectangular and is vertically oriented;it may broaden slightly towards the shankor narrow to form a neck. The edges of
---.....................,...........,....................................................
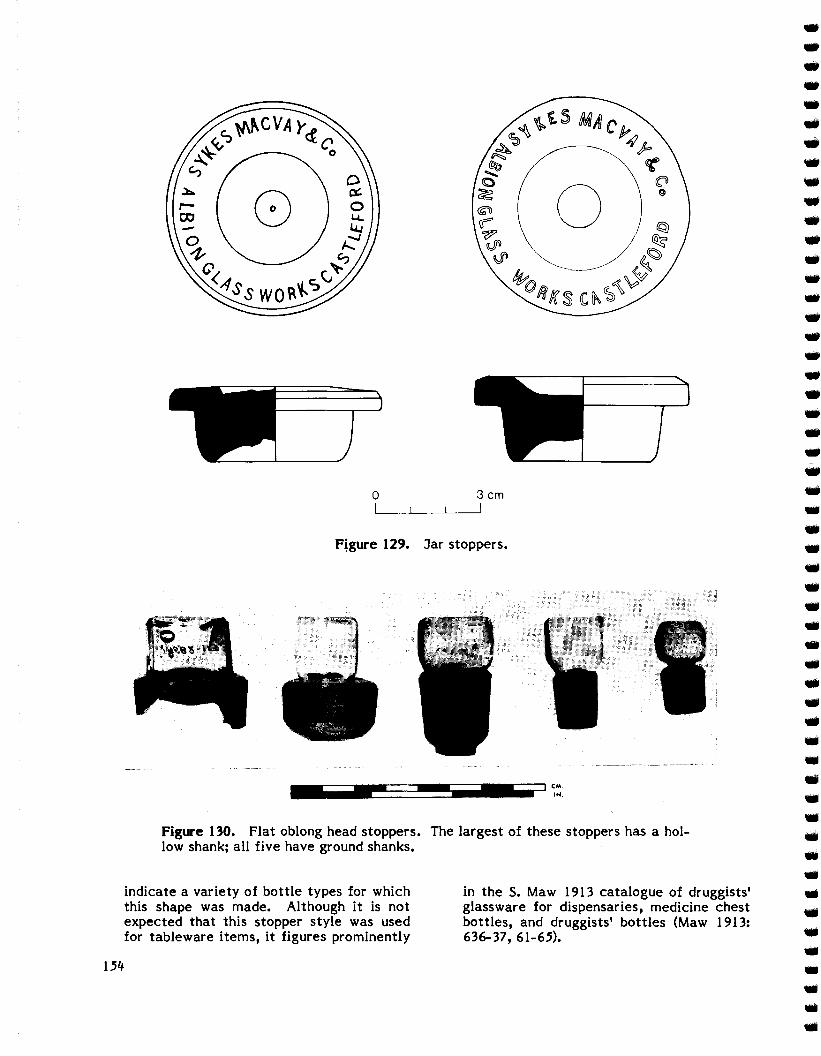
•••..•.-..•••..................•..••......•..••••••••..•..•..........\ill..............
in the S. Maw 1913 catalogue of druggists'glassware for dispensaries, medicine chestbottles, and druggists' bottles {Maw 1913:636- 37, 61-6.5}.
Figure 129. Jar stoppers.
oI
Figure 130. Flat oblong head stoppers. The largest of these stoppers has a hollow shank; all five have ground shanks.
indicate a variety of bottle types for whichthis shape was made. Although it is notexpected that this stopper style was usedfor tableware items, it figures prominently
1.54
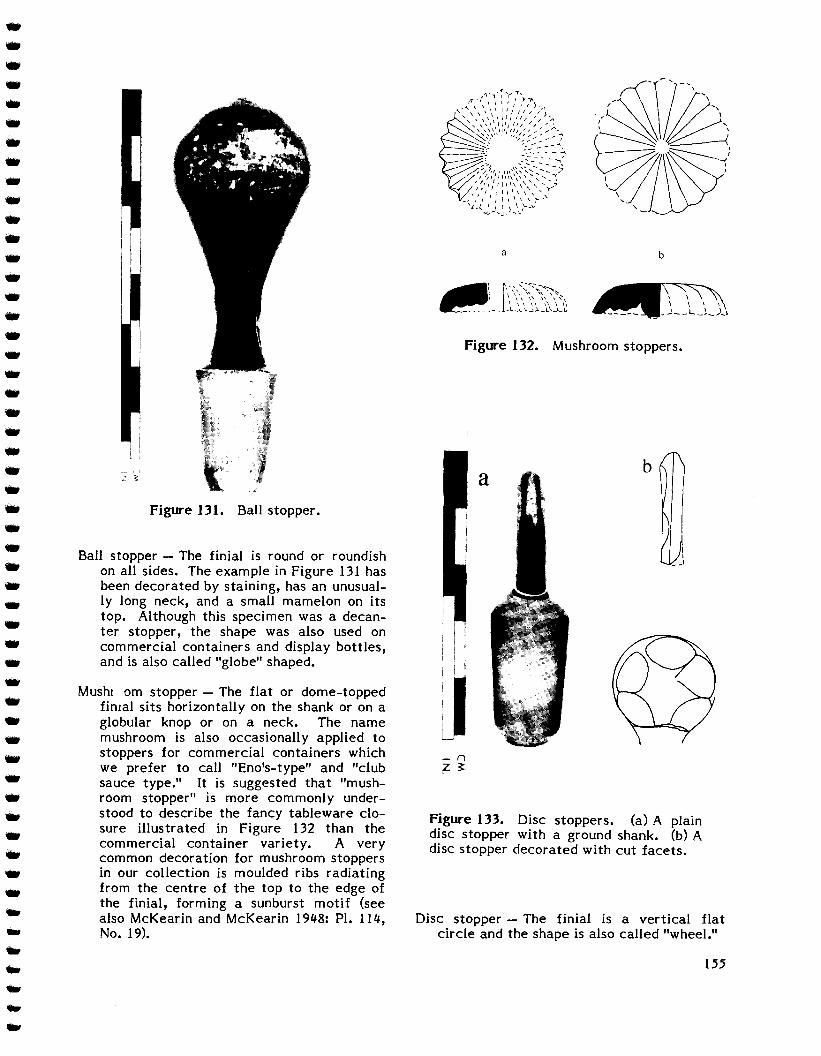
b
b
AIf~\ \ \. \\_____ _...!__L_~_)_~
a
a
_fiZ ~
I II I
155
Figure 132. Mushroom stoppers•
i I! !
Figure 133. Disc stoppers. (a) A plaindisc stopper with a ground shank. (b) Adisc stopper decorated with cut facets •
Disc stopper - The finial is a vertical Hatcircle and the shape is also called "wheel."
Figure 131. Ball stopper•
Ball stopper - The finial is round or roundishon all sides. The example in Figure 131 hasbeen decorated by staining, has an unusually long neck, and a small mamelon on itstop. Although this specimen was a decanter stopper, the shape was also used oncommercial containers and display bottles,and is also called "globe" shaped•
Mushr om stopper - The flat or dome-toppedfinial sits horizontally on the shank or on aglobular knop or on a neck. The namemushroom is also occasionally applied tostoppers for commercial containers whichwe prefer to call "Eno's-type" and "clubsauce type." It is suggested that "mushroom stopper" is more commonly understood to describe the fancy tableware closure illustrated in Figure 132 than thecommercial container variety. A verycommon decoration for mushroom stoppersin our collection is moulded ribs radiatingfrom the centre of the top to the edge ofthe finial, forming a sunburst motif (seealso McKearin and McKearin 1948: PI. 114,No. 19).
••••..•.,..•.,.,.,.,••.,.,.,.,.,...,.,•.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,.,..............
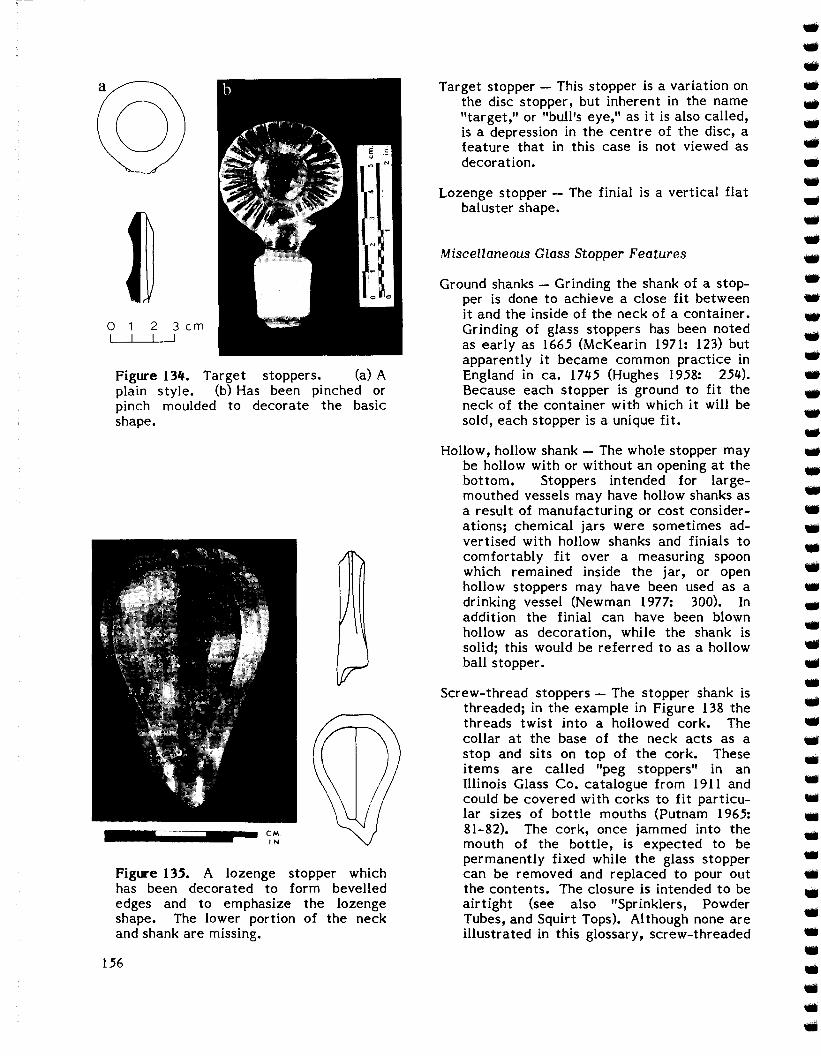
156
......•••.-...........••....••••....••..•••......••••••••....••..............
Miscellaneous Glass Stopper Features
Hollow, hollow shank - The whole stopper maybe hollow with or without an opening at thebottom. Stoppers intended for largemouthed vessels may have hollow shanks asa result of manufacturing or cost considerations; chemical jars were sometimes advertised with hollow shanks and finials tocomfortably fit over a measuring spoonwhich remained inside the jar, or openhollow stoppers may have been used as adrinking vessel (Newman 1977: 300). Inaddition the finial can have been blownhollow as decoration, while the shank issolid; this would be referred to as a hollowball stopper.
Screw-thread stoppers - The stopper shank isthreaded; in the example in Figure 138 thethreads twist into a hollowed cork. Thecollar at the base of the neck acts as astop and sits on top of the cork. Theseitems are called "peg stoppers" in anIllinois Glass Co, catalogue from 1911 andcould be covered with corks to fit particular sizes of bottle mouths (Putnam 1965:81-82). The cork, once jammed into themouth of the bottle, is expected to bepermanently fixed while the glass stoppercan be removed and replaced to pour outthe contents. The closure is intended to beairtight (see also "Sprinklers, PowderTubes, and Squirt Tops). Although none areillustrated in this glossary, screw-threaded
Ground shanks - Grinding the shank of a stopper is done to achieve a close fit betweenit and the inside of the neck of a container.Grinding of glass stoppers has been notedas early as 1665 (McKearin 1971: 123) butapparently it became common practice inEngland in ca. 1745 (Hughes 1958: 254).Because each stopper is ground to fit theneck of the container with which it will besold, each stopper is a unique fit.
Lozenge stopper - The finial is a vertical flatbaluster shape.
Target stopper - This stopper is a variation onthe disc stopper, but inherent in the name"target," or "bull's eye," as it is also called,is a depression in the centre of the disc, afeature that in this case is not viewed asdecoration.
Figure 134. Target stoppers. (a) Aplain style. (b) Has been pinched orpinch moulded to decorate the basicshape.
Figure 13.5. A lozenge stopper whichhas been decorated to form bevellededges and to emphasize the lozengeshape. The lower portion of the neckand shank are missing.
o 2 3cmI I I
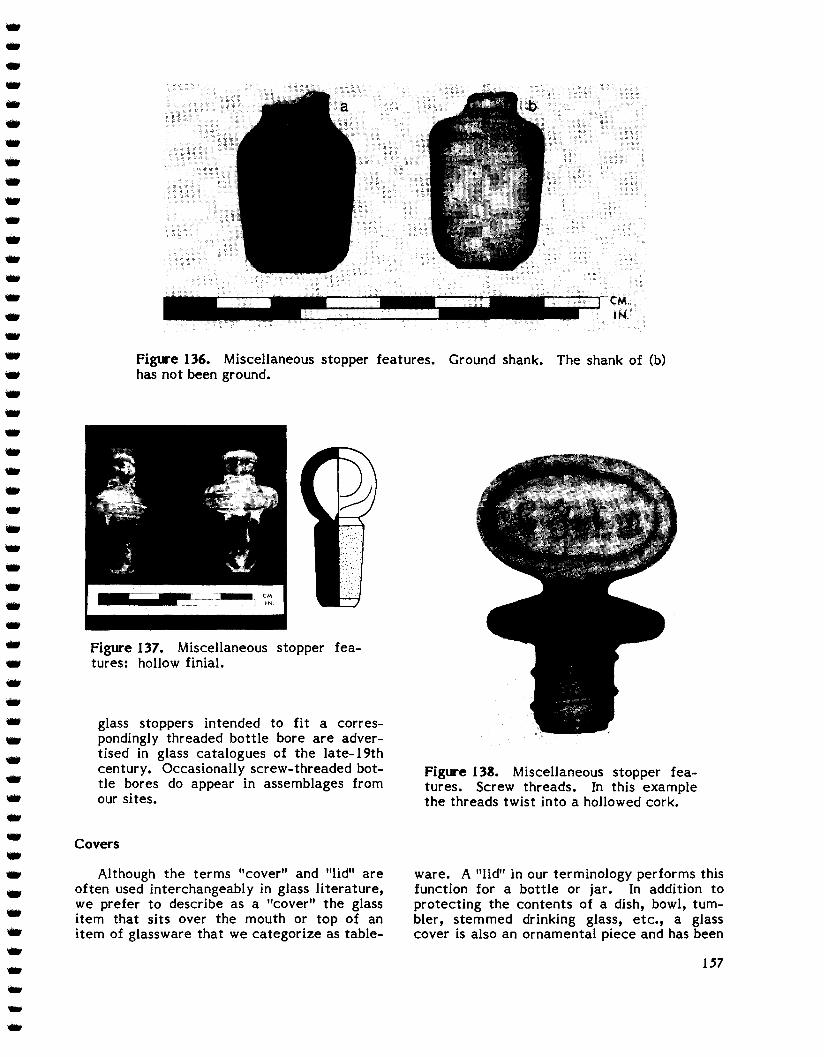
157
Figure 138. Miscellaneous stopper features. Screw threads. In this examplethe threads twist into a hollowed cork•
ware. A "lid" in our terminology performs thisfunction for a bottle or jar. In addition toprotecting the contents of a dish, bowl, tumbIer, stemmed drinking glass, etc., a glasscover is also an ornamental piece and has been
Figlre 136. Miscellaneous stopper features. Ground shank. The shank of (b)has not been ground•
glass stoppers intended to fit a correspondingly threaded bottle bore are advertised in glass catalogues of the late-19thcentury. Occasionally screw-threaded bottle bores do appear in assemblages fromour sites•
Figure 137. Miscellaneous stopper features: hollow finial •
Although the terms "cover" and "lid" areoften used interchangeably in glass literature,we prefer to describe as a "cover" the glassitem that sits over the mouth or top of anitem of glassware that we categorize as table-
Covers
--...................................................................................-
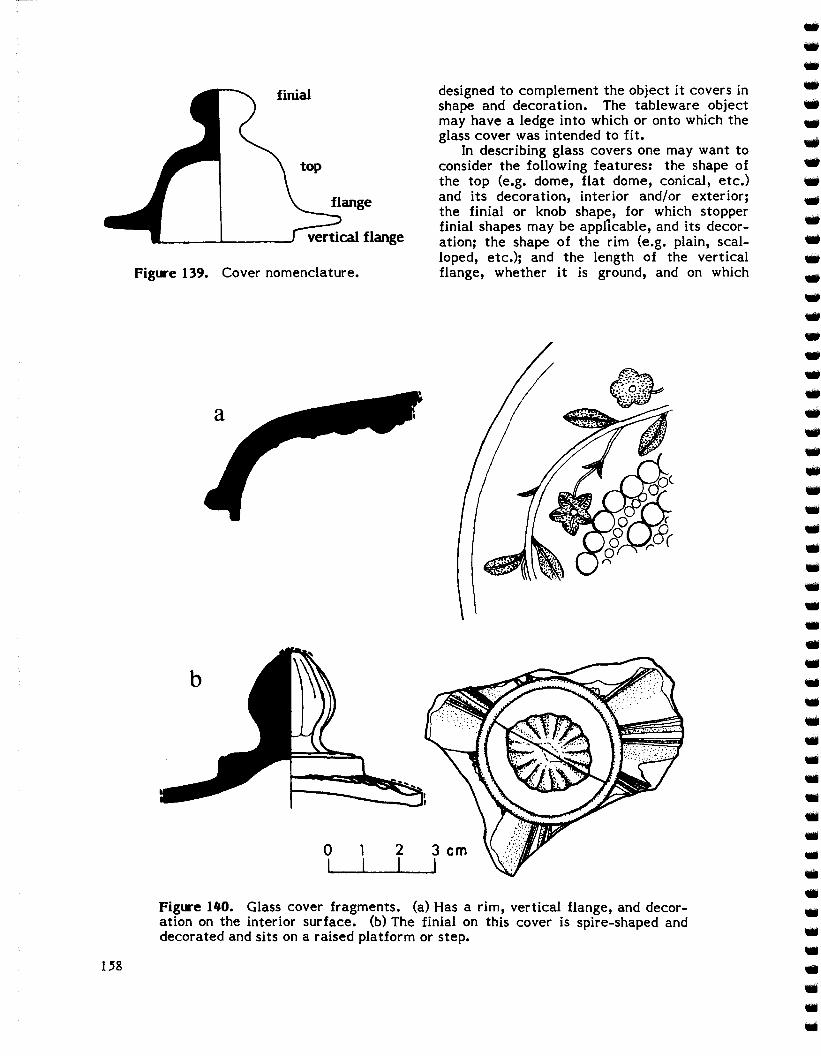
o 1 2 3 cmL.l..-L.J
••••••••......••••••••••••..••.-..•••••..........••..••••••..........
designed to complement the object it covers inshape and decoration. The tableware objectmay have a ledge into which or onto which theglass cover was intended to fit.
In describing glass covers one may want toconsider the following features: the shape ofthe top (e.g, dome, flat dome, conical, etc.)and its decoration, interior and/or exterior;the finial or knob shape, for which stopperfinial shapes may be applicable, and its decoration; the shape of the rim (e.g, plain, scalloped, etc.); and the length of the verticalflange, whether it is ground, and on which
Figure 140. Glass cover fragments. (a) Has a rim, vertical flange, and decoration on the interior surface. (b) The finial on this cover is spire-shaped anddecorated and sits on a raised platform or step.
Figure 139. Cover nomenclature.
158
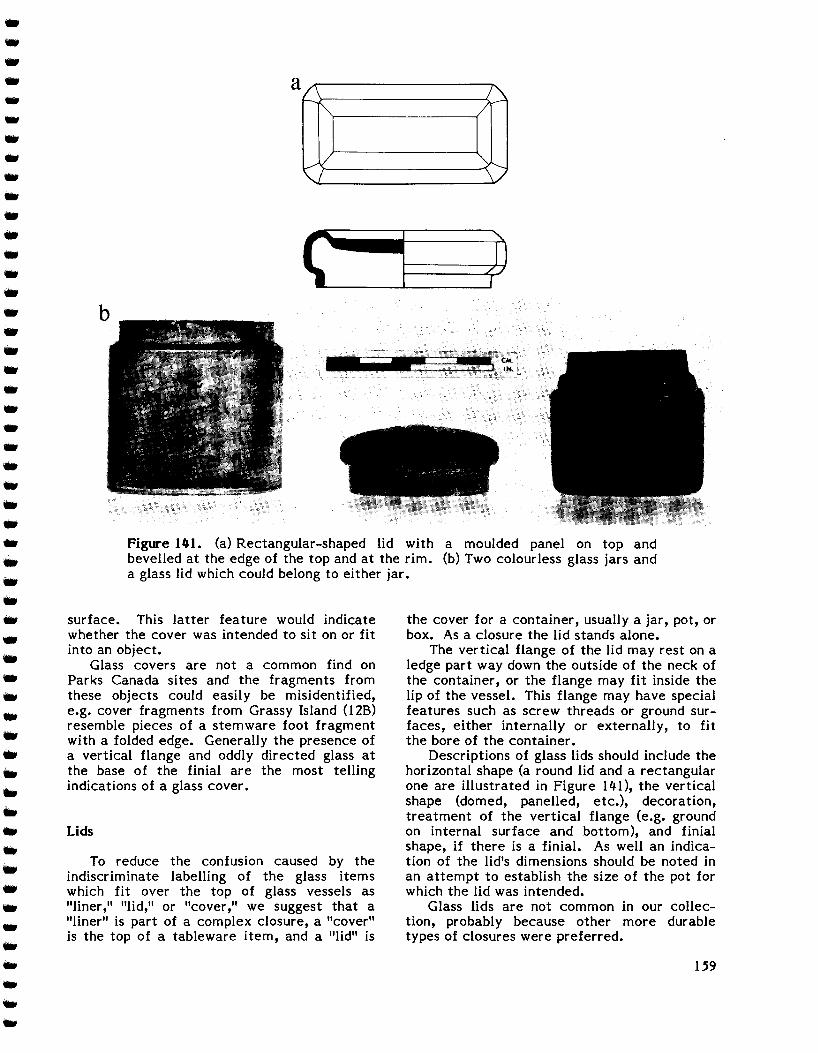
159
the cover for a container, usually a jar, pot, orbox. As a closure the lid stands alone•
The vertical flange of the lid may rest on aledge part way down the outside of the neck ofthe container, or the flange may fit inside thelip of the vessel. This flange may have specialfeatures such as screw threads or ground surfaces, either internally or externally, to fitthe bore of the container•
Descriptions of glass lids should include thehorizontal shape (a round lid and a rectangularone are illustrated in Figure 141), the verticalshape (domed, panelled, etc.), decoration,treatment of the vertical flange (e.g. groundon internal surface and bottom), and finialshape, if there is a finial. As well an indication of the lid's dimensions should be noted inan attempt to establish the size of the pot forwhich the lid was intended.
Glass lids are not common in our collection, probably because other more durabletypes of closures were preferred.
/ )~ /
v ./ ~'--\
a
Figure 141. (a) Rectangular-shaped lid with a moulded panel on top andbevelled at the edge of the top and at the rim. (b) Two colourless glass jars anda glass lid which could belong to either jar.
Lids
surface. This latter feature would indicatewhether the cover was intended to sit on or fitinto an object•
Glass covers are not a common find onParks Canada sites and the fragments fromthese objects could easily be misidentified,e.g, cover fragments from Grassy Island (12B)resemble pieces of a stemware foot fragmentwith a folded edge. Generally the presence ofa vertical flange and oddly directed glass atthe base of the finial are the most tellingindications of a glass cover•
To reduce the confusion caused by theindiscriminate labelling of the glass itemswhich fit over the top of glass vessels as"liner," "lid," or "cover," we suggest that a"liner" is part of a complex closure, a "cover"is the top of a tableware item, and a "lid" is
••••••••••••••.,.,••.,.,•••••.,......••......•.,..................••.............
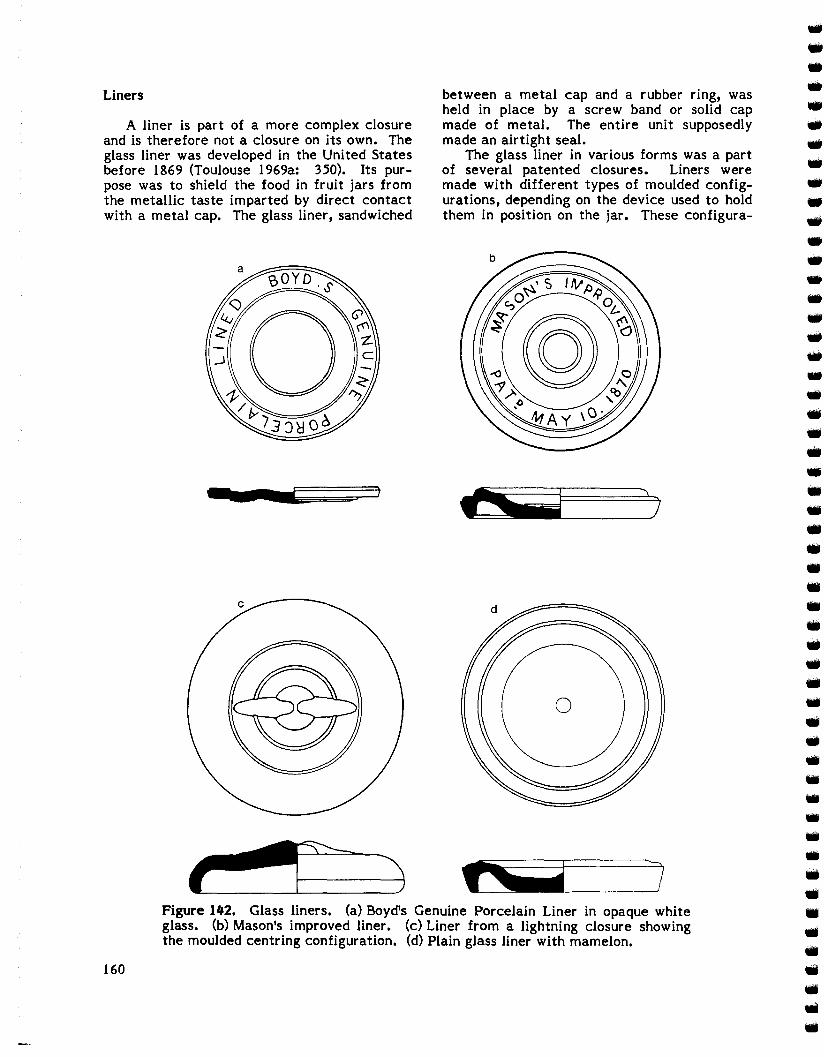
........•••........••••......•......l1li
••..•..•..•...-••.-••III
•IIIl1li
l1li
III....•III..........
between a metal cap and a rubber ring, washeld in place by a screw band or solid capmade of metal. The entire unit supposedlymade an airtight seal.
The glass liner in various forms was a partof several patented closures. Liners weremade with different types of moulded configurations, depending on the device used to holdthem in position on the jar. These configura-
Figure 142. Glass liners. (a) Boyd's Genuine Porcelain Liner in opaque whiteglass. (b) Mason's improved liner. (c) Liner from a lightning closure showingthe moulded centring configuration. (d) Plain glass liner with mamelon.
A liner is part of a more complex closureand is therefore not a closure on its own. Theglass liner was developed in the United Statesbefore 1869 (Toulouse 1969a: 350). Its purpose was to shield the food in fruit jars fromthe metallic taste imparted by direct contactwith a metal cap. The glass liner, sandwiched
Liners
160
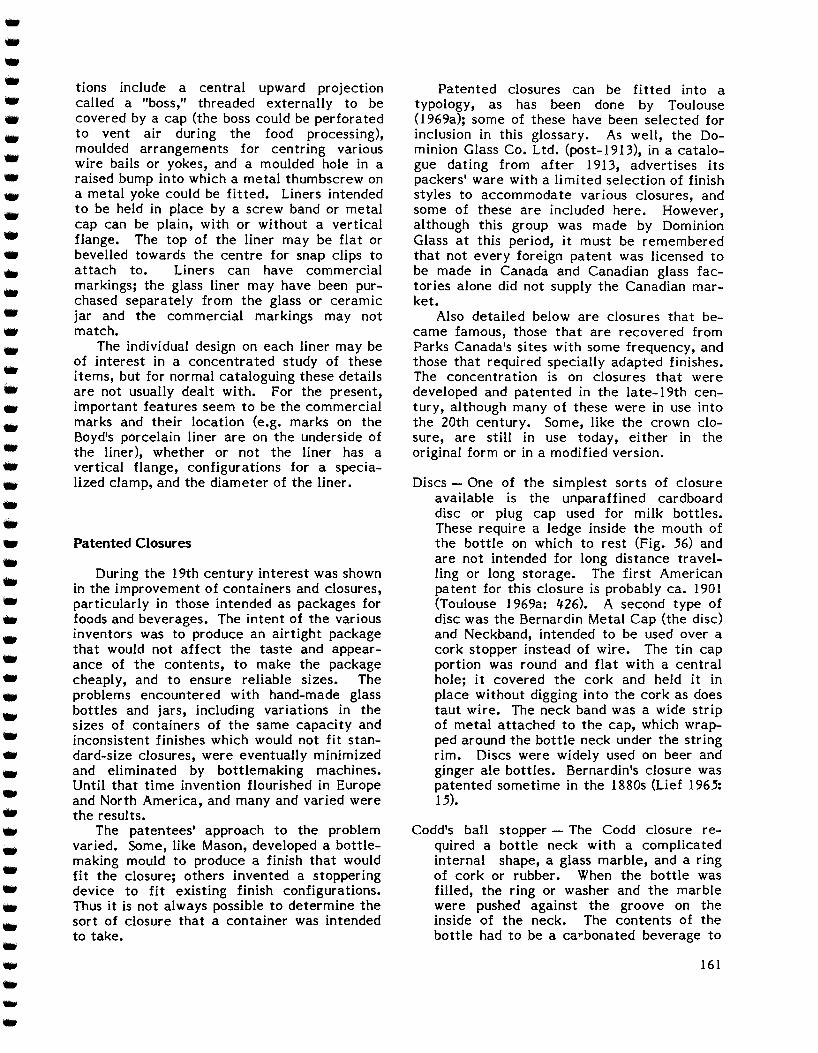
•••.,.,.,.,•.,•.,.,.,.,.,.,.,...,.,...,.,.,...,.,.,•.......,.,.,•.,.,••......••.,...,.,.,...,.,
tions include a central upward projectioncalled a "boss," threaded externally to becovered by a cap (the boss could be perforatedto vent air during the food processing),moulded arrangements for centring variouswire bails or yokes, and a moulded hole in araised bump into which a metal thumbscrew ona metal yoke could be fitted. Liners intendedto be held in place by a screw band or metalcap can be plain, with or without a verticalflange. The top of the liner may be flat orbevelled towards the centre for snap clips toattach to. Liners can have commercialmarkings; the glass liner may have been purchased separately from the glass or ceramicjar and the commercial markings may notmatch.
The individual design on each liner may beof interest in a concentrated study of theseitems, but for normal cataloguing these detailsare not usually dealt with. For the present,important features seem to be the commercialmarks and their location (e.g, marks on theBoyd's porcelain liner are on the underside ofthe liner), whether or not the liner has avertical flange, configurations for a specialized clamp, and the diameter of the liner.
Patented Closures
During the 19th century interest was shownin the improvement of containers and closures,particularly in those intended as packages forfoods and beverages. The intent of the variousinventors was to produce an airtight packagethat would not affect the taste and appearance of the contents, to make the packagecheaply, and to ensure reliable sizes. Theproblems encountered with hand-made glassbottles and jars, including variations in thesizes of containers of the same capacity andinconsistent finishes which would not fit standard-size closures, were eventually minimizedand eliminated by bottlemaking machines.Until that time invention flourished in Europeand North America, and many and varied werethe results.
The patentees' approach to the problemvaried. Some, like Mason, developed a bottlemaking mould to produce a finish that wouldfit the closure; others invented a stopperingdevice to fit existing finish configurations.Thus it is not always possible to determine thesort of closure that a container was intendedto take•
Patented closures can be fitted into atypology, as has been done by Toulouse(l969a); some of these have been selected forinclusion in this glossary. As well, the Dominion Glass Co, Ltd. (post-1913), in a catalogue dating from after 1913, advertises itspackers' ware with a limited selection of finishstyles to accommodate various closures, andsome of these are included here. However,although this group was made by DominionGlass at this period, it must be rememberedthat not every foreign patent was licensed tobe made in Canada and Canadian glass factories alone did not supply the Canadian market •
Also detailed below are closures that became famous, those that are recovered fromParks Canada's sites with some frequency, andthose that required specially adapted finishes •The concentration is on closures that weredeveloped and patented in the late-19th century, although many of these were in use intothe 20th century. Some, like the crown closure, are still in use today, either in theoriginal form or in a modified version.
Discs - One of the simplest sorts of closureavailable is the unparaffined cardboarddisc or plug cap used for milk bottles•These require a ledge inside the mouth ofthe bottle on which to rest (Fig. 56) andare not intended for long distance travelling or long storage. The first Americanpatent for this closure is probably ca. 1901(Toulouse 1969a: 426). A second type ofdisc was the Bernardin Metal Cap (the disc)and Neckband, intended to be used over acork stopper instead of wire. The tin capportion was round and flat with a centralhole; it covered the cork and held it inplace without digging into the cork as doestaut wire. The neck band was a wide stripof metal attached to the cap, which wrapped around the bottle neck under the stringrim. Discs were widely used on beer andginger ale bottles. Bernardin's closure waspatented sometime in the 1880s (Lief 1965:15).
Codd's ball stopper - The Codd closure required a bottle neck with a complicatedinternal shape, a glass marble, and a ringof cork or rubber. When the bottle wasfilled, the ring or washer and the marblewere pushed against the groove on theinside of the neck. The contents of thebottle had to be a carbonated beverage to
161
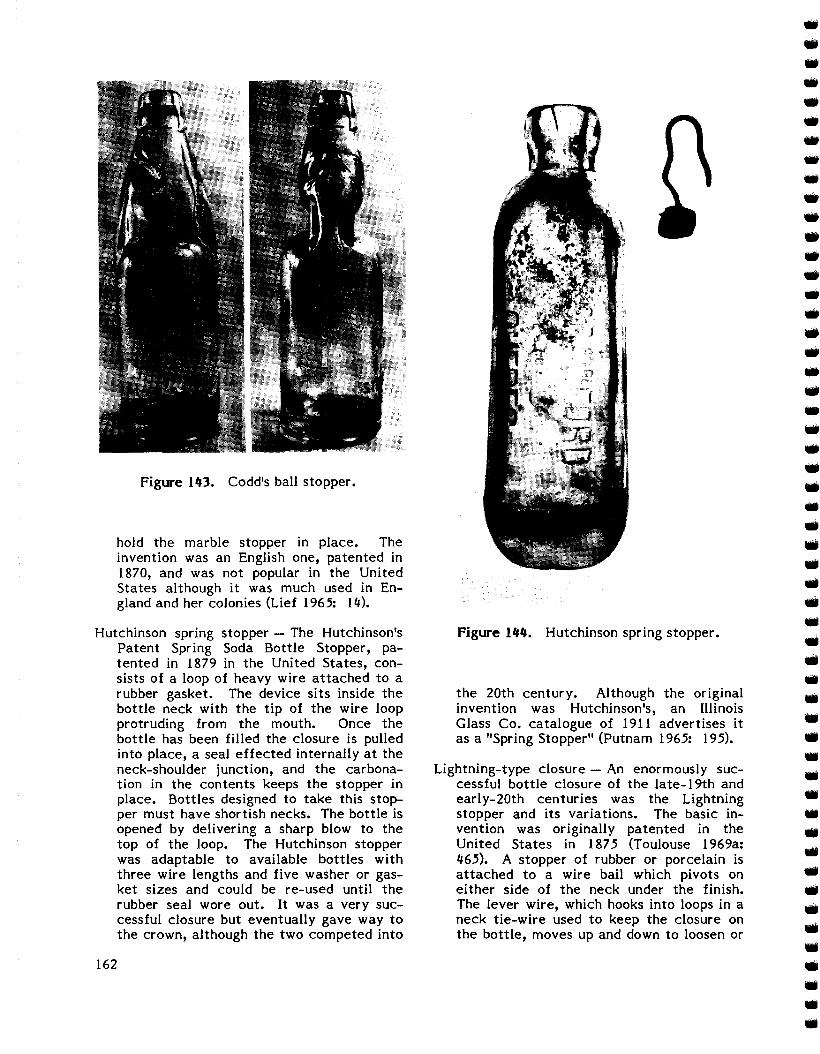
Figure 143. Codd's ball stopper.
hold the marble stopper in place. Theinvention was an English one, patented in1870, and was not popular in the UnitedStates although it was much used in England and her colonies (Lief 1965: 14).
Hutchinson spring stopper - The Hutchinson'sPatent Spring Soda Bottle Stopper, patented in 1879 in the United States, consists of a loop of heavy wire attached to arubber gasket. The device sits inside thebottle neck with the tip of the wire loopprotruding from the mouth. Once thebottle has been filled the closure is pulledinto place, a seal effected internally at theneck-shoulder junction, and the carbonation in the contents keeps the stopper inplace. Bottles designed to take this stopper must have shortish necks. The bottle isopened by delivering a sharp blow to thetop of the loop. The Hutchinson stopperwas adaptable to available bottles withthree wire lengths and five washer or gasket sizes and could be re-used until therubber seal wore out. It was a very successful closure but eventually gave way tothe crown, although the two competed into
162
Figure 144. Hutchinson spring stopper.
the 20th century. Although the originalinvention was Hutchinson's, an IllinoisGlass Co, catalogue of 1911 advertises itas a "Spring Stopper" (Putnarn 1965: 195).
Lightning-type closure - An enormously successful bottle closure of the late-19th andearly-20th centuries was the Lightningstopper and its variations. The basic invention was originally patented in theUnited States in 1875 (Toulouse 1969a:465). A stopper of rubber or porcelain isattached to a wire bail which pivots oneither side of the neck under the finish.The lever wire, which hooks into loops in aneck tie-wire used to keep the closure onthe bottle, moves up and down to loosen or
••••••••••••••..•.-..•..•••..•..••••.-..........•••..•••..•......•••••
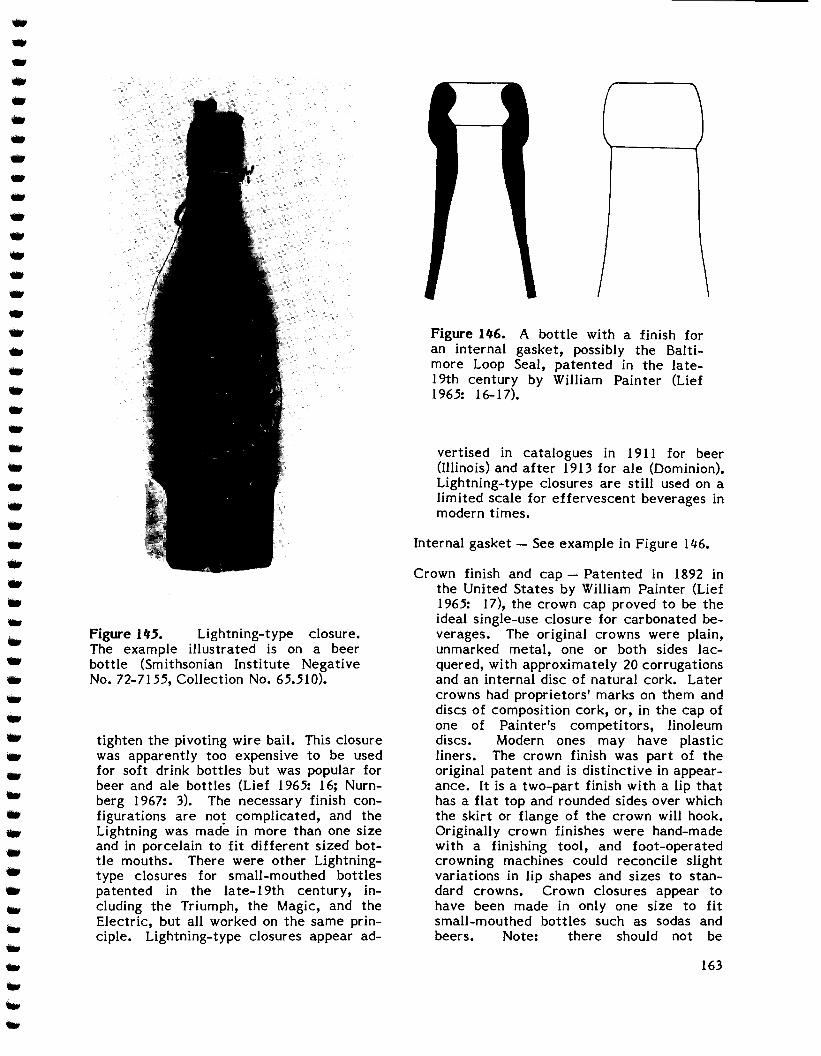
..........•••....•..........••...,...,...............,....,......•.,••.,.,.....,.,.,..........,....,
Figure 14'. Lightning-type closure.The example illustrated is on a beerbottle (Smlthsonian Institute NegativeNo. 72-7155, Collection No. 65.510).
tighten the pivoting wire bail. This closurewas apparently too expensive to be usedfor soft drink bottles but was popular forbeer and ale bottles (Lief 1965: 16; Nurnberg 1967: 3). The necessary finish configurations are not complicated, and theLightning was made in more than one sizeand in porcelain to fit different sized bottle mouths. There were other Lightningtype closures for small-mouthed bottlespatented in the late-19th century, including the Triumph, the Magic, and theElectric, but all worked on the same principle. Lightning-type closures appear ad-
Figure 146. A bottle with a finish foran internal gasket, possibly the Baltimore Loop Seal, patented in the late19th century by William Painter (Lief1965: 16-17>•
vertised in catalogues in 1911 for beer(Illinois) and after 1913 for ale (Dominion)•Lightning-type closures are still used on alimited scale for effervescent beverages inmodern times•
Internal gasket - See example in Figure 146•
Crown finish and cap - Patented in 1892 inthe United States by William Painter (Lief1965: 17), the crown cap proved to be theideal single-use closure for carbonated beverages. The original crowns were plain,unmarked metal, one or both sides lacquered, with approximately 20 corrugationsand an internal disc of natural cork. Latercrowns had proprietors' marks on them anddiscs of composition cork, or, in the cap ofone of Painter's competitors, linoleumdiscs. Modern ones may have plasticliners. The crown finish was part of theoriginal patent and is distinctive in appearance. It is a two-part finish with a lip thathas a flat top and rounded sides over whichthe skirt or flange of the crown will hook.Originally crown finishes were hand-madewith a finishing tool, and foot-operatedcrowning machines could reconcile slightvariations in lip shapes and sizes to standard crowns. Crown closures appear tohave been made in only one size to fitsmall-mouthed bottles such as sodas andbeers. Note: there should not be
163
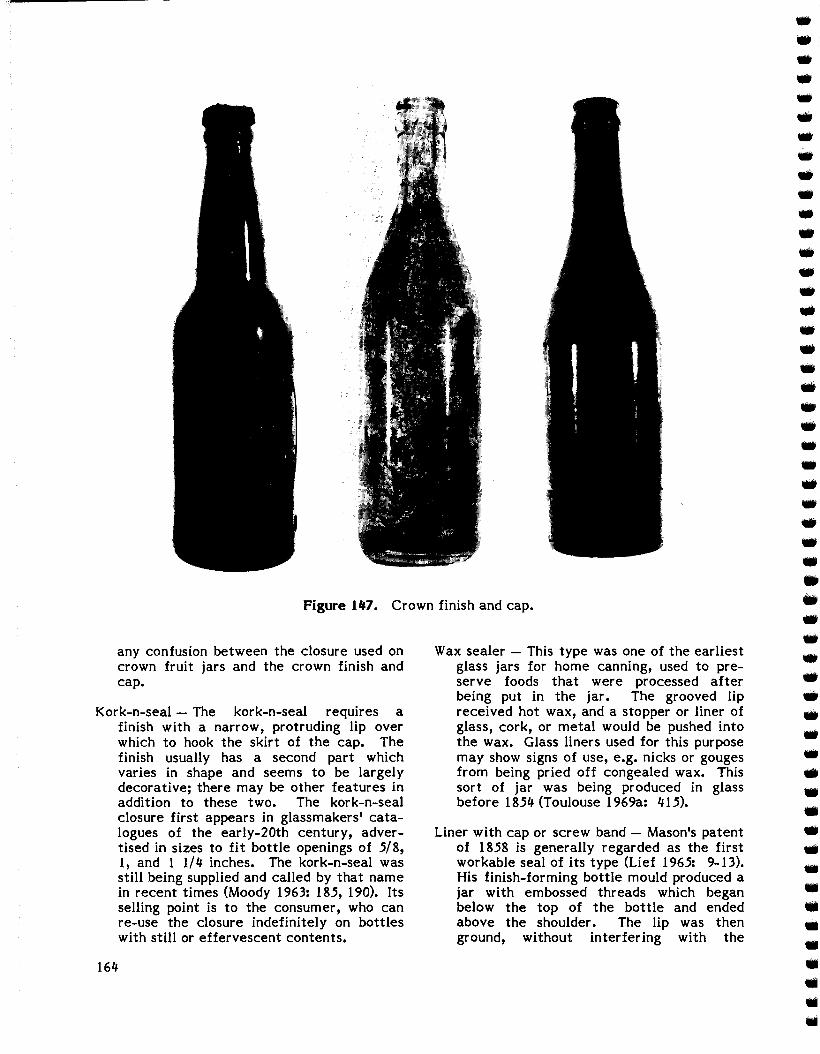
Figure 147. Crown finish and cap.
•••••••....•••..••..•..•••..••..••••••......••••••••••..••••••..•
Liner with cap or screw band - Mason's patentof 1858 is generally regarded as the firstworkable seal of its type (Lief 1965: 9-13).His finish-forming bottle mould produced ajar with embossed threads which beganbelow the top of the bottle and endedabove the shoulder. The lip was thenground, without interfer ing with the
Wax sealer - This type was one of the earliestglass jars for home canning, used to preserve foods that were processed afterbeing put in the jar. The grooved lipreceived hot wax, and a stopper or liner ofglass, cork, or metal would be pushed intothe wax. Glass liners used for this purposemay show signs of use, e.g, nicks or gougesfrom being pried off congealed wax. Thissort of jar was being produced in glassbefore 1854 (Toulouse 1969a: 415).
Kork-n-seal - The kork-n-seal requires afinish with a narrow, protruding lip overwhich to hook the skirt of the cap. Thefinish usually has a second part whichvaries in shape and seems to be largelydecorative; there may be other features inaddition to these two. The kork-n-sealclosure first appears in glassmakers' catalogues of the early-20th century, advertised in sizes to fit bottle openings of 5/8,1, and 1 1/4 inches. The kork-n-seal wasstill being supplied and called by that namein recent times (Moody 1963: 185, 190). Itsselling point is to the consumer, who canre-use the closure indefinitely on bottleswith still or effervescent contents.
any confusion between the closure used oncrown fruit jars and the crown finish andcap.
164
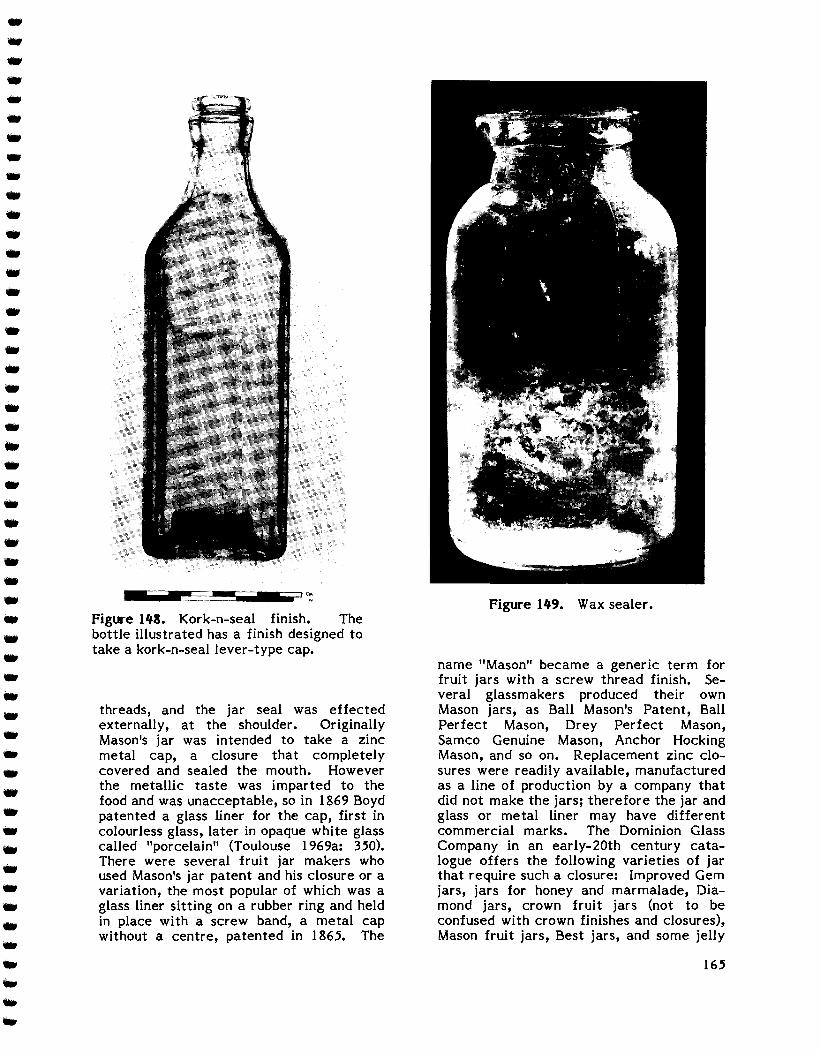
.,................•..•...............,.........................................................
Figure 148. Kork-n-seal finish. Thebottle illustrated has a finish designed totake a kork-n-seallever-type cap•
threads, and the jar seal was effectedexternally, at the shoulder. OriginallyMason's jar was intended to take a zincmetal cap, a closure that completelycovered and sealed the mouth. Howeverthe metallic taste was imparted to thefood and was unacceptable, so in 1869 Boydpatented a glass liner for the cap, first incolourless glass, later in opaque white glasscalled "porcelain" (Toulouse 1969a: 350).There were several fruit jar makers whoused Mason's jar patent and his closure or avariation, the most popular of which was aglass liner sitting on a rubber ring and heldin place with a screw band, a metal capwithout a centre, patented in 1865. The
Figure 149. Wax sealer.
name "Mason" became a generic term forfruit jars with a screw thread finish. Several glassmakers produced their ownMason jars, as Ball Mason's Patent, BallPerfect Mason, Drey Perfect Mason,Samco Genuine Mason, Anchor HockingMason, and so on. Replacement zinc closures were readily available, manufacturedas a line of production by a company thatdid not make the jars; therefore the jar andglass or metal liner may have differentcommercial marks. The Dominion GlassCompany in an early-20th century catalogue offers the following varieties of jarthat require such a closure: Improved Gemjars, jars for honey and marmalade, Diamond jars, crown fruit jars (not to beconfused with crown finishes and closures),Mason fruit jars, Best jars, and some jelly
165
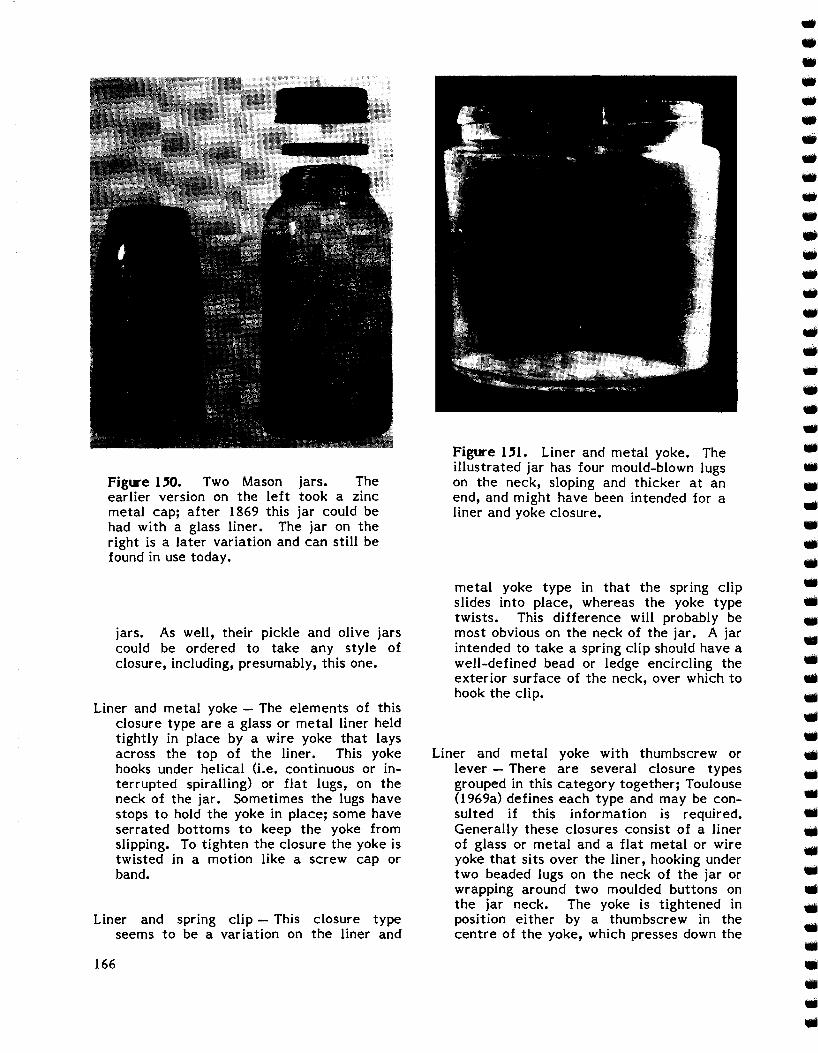
Figure 1.50. Two Mason jars. Theearlier version on the left took a zincmetal cap; after 1869 this jar could behad with a glass liner. The jar on theright is a later variation and can still befound in use today.
jars. As well, their pickle and olive jarscould be ordered to take any style ofclosure, including, presumably, this one.
Liner and metal yoke - The elements of thisclosure type are a glass or metal liner heldtightly in place by a wire yoke that laysacross the top of the liner. This yokehooks under helical (i,e, continuous or interrupted spiralling) or flat lugs, on theneck of the jar. Sometimes the lugs havestops to hold the yoke in place; some haveserrated bottoms to keep the yoke fromslipping. To tighten the closure the yoke istwisted in a motion like a screw cap orband.
Liner and spring clip - This closure typeseems to be a variation on the liner and
166
Figure 1.51. Liner and metal yoke. Theillustrated jar has four mould-blown lugson the neck, sloping and thicker at anend, and might have been intended for aliner and yoke closure.
metal yoke type in that the spring clipslides into place, whereas the yoke typetwists. This difference will probably bemost obvious on the neck of the jar. A jarintended to take a spring clip should have awell-defined bead or ledge encircling theexterior surface of the neck, over which tohook the clip.
Liner and metal yoke with thumbscrew orlever - There are several closure typesgrouped in this category together; Toulouse(l969a) defines each type and may be consulted if this information is required.Generally these closures consist of a linerof glass or metal and a flat metal or wireyoke that sits over the liner, hooking undertwo beaded lugs on the neck of the jar orwrapping around two moulded buttons onthe jar neck. The yoke is tightened inposition either by a thumbscrew in thecentre of the yoke, which presses down the
..........••••..•.,••....•....................•......•....•....•••.............•.-........
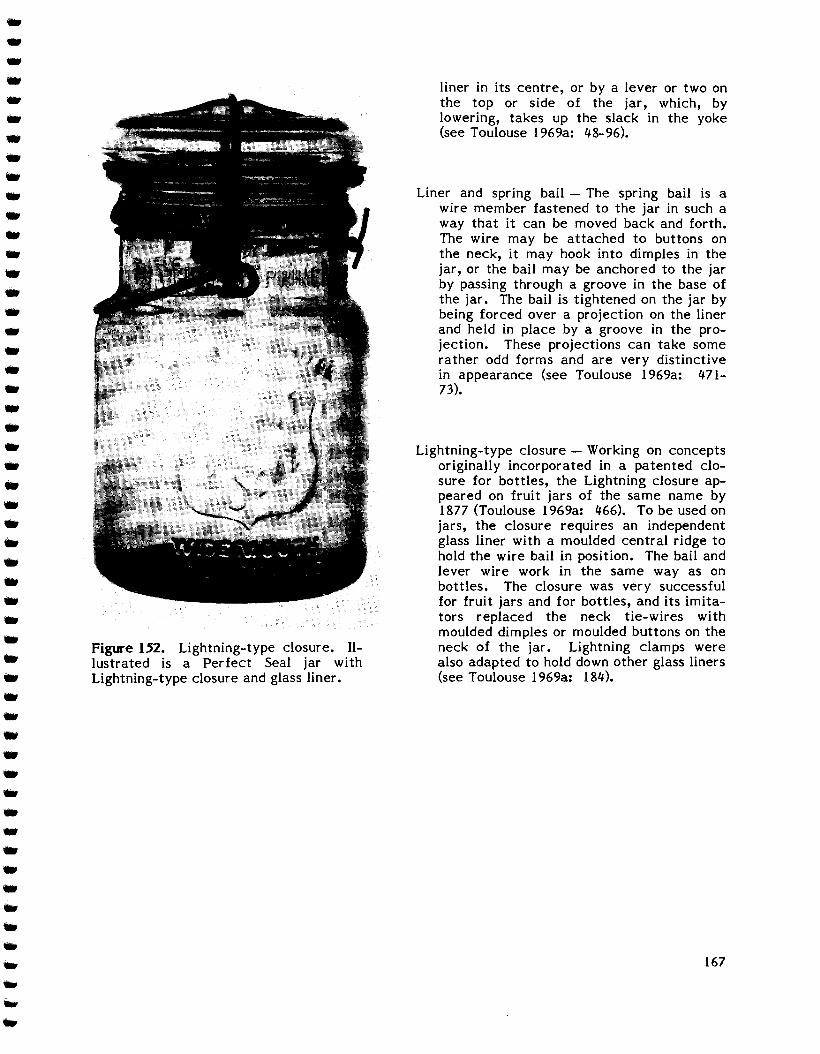
....,.............,....,
.,......,
.,..........,....,....,
.,.,
.,•.,.......,...,....••.,••.,.,.,.,.,.,......,.........,
Figure 152. Lightning-type closure. Illustrated is a Perfect Seal jar withLightning-type closure and glass liner•
liner in its centre, or by a lever or two onthe top or side of the jar, which, bylowering, takes up the slack in the yoke(see Toulouse 1969a: 48-96)•
Liner and spring bail - The spring bail is awire member fastened to the jar in such away that it can be moved back and forth •The wire may be attached to buttons onthe neck, it may hook into dimples in thejar, or the bail may be anchored to the jarby passing through a groove in the base ofthe jar. The bail is tightened on the jar bybeing forced over a projection on the linerand held in place by a groove in the projection. These projections can take somerather odd forms and are very distinctivein appearance (see Toulouse 1969a: 47173) •
Lightning-type closure - Working on conceptsoriginally incorporated in a patented closure for bottles, the Lightning closure appeared on fruit jars of the same name by1877 (Toulouse 1969a: 466). To be used onjars, the closure requires an independentglass liner with a moulded central ridge tohold the wire bail in position. The bail andlever wire work in the same way as onbottles. The closure was very successfulfor fruit jars and for bottles, and its imitators replaced the neck tie-wires withmoulded dimples or moulded buttons on theneck of the jar. Lightning clamps werealso adapted to hold down other glass liners(see Toulouse 1969a: 184).
167
•••..••••.-..-•..••••••••................•••..••........••••..•••••••..•
--..........--.,....--.,------.,---.....,............--......--..---........
PART V. FLAT GLASS
169
•••••••••••••.-•.........•...•••••...•...•••..••.-•••••...•...•......•....-••..
.....................,......................................................................................,...
CATEGORY
Flat glass - This category refers to windowsand to mirrors and pieces of such articlesand is not used for describing pieces offlat-sided containers, tableware, lenses,etc.
SUBCATEGORY
Two types of flat glass are commonly recovered from archaeological sites, Le, window glass and mirrors. Unless there remainssome indication of the silvering on the back,mirror fragments are usually indistinguishablefrom window glass fragments. However mirrors tended to be made from plate glass, whichshould be kept in mind when looking at pre19th century assemblages. In that period itwould be unusual for North American dwellings to have plate glass windows. Becausemirrors are made with either window or plateglass, the rest of this discussion can drop thedistinction between mirrors and windows •
MANUFACTURE
Until the 20th century window glass waseither blown or cast. Blown window glass wasproduced by two processes, the crown methodand cylinder blowing. Both of these processesare described in many sources (Roenke 1978:5-9; Wilson 1972: 44-56).
Distinguishing between crown and cylinderglass is difficult unless certain parts of theglass are present. With crown glass, theproduct of the glassblower was a round "table"of glass with a "bull's-eye" in the centre wherethe pontil was attached to it. The "bull's-eye"will be thicker and have a rough breakawayfrom the pontil rod. If part of the rim fromcrown glass is present, it will be curved andbeaded at the rim. Cylinder glass was blownin a cylinder, the ends removed, a line cutdown the length of the cylinder, and then itwas opened into a flat sheet. This processstretches the inside surface and compacts theoutside surface, sometimes causing an unevensurface quality to the glass, but a fairly large
piece is needed to identify the glass as beingcylinder made.
Cylinder and crown window glass were produced in both England and France. In England,crown glass came into popularity in the lastquarter of the 17th century and lasted wellinto the 19th century, when cylinder glassagain became dominant. This also appearstrue for window glass production in the UnitedStates. Towards the end of the 19th centurymechanical means were developed for blowingcylinder glass. By 1903 the Lubbers Cylinderblowing machine could produce cylinders40 feet (I foot = 0.3048 m) in length and 40inches (I inch = 25.4 mm) in diameter (Douglas1958: 678)•
Plate glass is the third major type of flatglass recovered from archaeological sites. Itwas produced by casting molten glass on hugemetal tables. The resulting plate of glass hada clouded surface from contact with the metaland air cooling. Finishing plate glass meantgrinding and polishing both surfaces and theresulting produce was not cheap. Productionof plate glass in France developed with the aidof Venetian glassmen and government encouragement in the 1660s (Scoville 1950: 27;Barber 1977: 13-33). Large-scale, continuousEnglish plate glass production began in thelate-18th century. Because plate glass wasfairly expensive compared with crown andcylinder glass, it is fairly rare on our sites•When fragments of plate glass are recovered,one should always keep in mind that they maybe from mirrors. A couple of attributes helpin distinguishing plate glass from other windowglass: plate glass tends to be two to fourtimes thicker than other flat glass and itssurfaces may still show signs of having beenpolished; occasionally the edges of plate glasspanes are ground to a bevelled edge•
WINDOW GLASS
Rarely are whole window panes recoveredfrom excavations. However, it is not uncommon to recover pieces that can give onedimension, either the width or length. Thisshould always be recorded as it could behelpful in restoration. If a small excavationunit such as a trash pit has what appears to bethe remains of one piece of window glass, thenit might be worthwhile fitting enough togetherto enable measurement of length and width.
171
Window glass in the 17th and 18th centuries often came in the form of small panes,cut in diamond, triangular, and other shapes.This type of window glass often was framedwith lead caming. If the glass can be examined before it has been cleaned, the edges ofthe glass sometimes have differential patination from where the lead caming held it in thecasement. This sometimes enables the researcher to recognize acute angles that wereintended as opposed to those resulting fromaccidental breakage. Such angles should berecorded to help in reconstructing what thewindow would have looked like.
Thickness of window glass has lately comeunder consideration as a chronological variable. Karl G. Roenke undertook a massivestudy of 19th century window glass from sitesin the Pacific Northwest of the United States.Over 21 000 fragments of window glass from15 sites were each measured in three placesfor thickness. These measurements weretaken in increments of 0.01 inch. Plotting ofthis data has demonstrated an increasingthickness in pane glass through the 19th century (Roenke 1978: 51). However the primarymodel thickness for each site never involvedmore than 45% of the pane glass sample and in12 of the 15 collections it was less than onethird of the site sample. This suggests thatone should have a fairly large sample of window glass before attempting to use it as achronological tool. Roenke makes the pointthat his chronology has been worked out forone geographic region and that it may notwork for other areas. As well, experience hasshown that when enough pane glass has beenrecovered from a feature or level to considerusing it for chronological purposes, thereusually is also an abundance of more datableartifacts such as ceramics or glass vessels.The very nature of window glass suggests thatone should take great pains to avoid using itfor dating except under special situations.Window panes generally have a long artifactlife. It would not be unusual for window panesto last over 50 years before being broken anddiscarded. In other words if you have a trashpit with window glass, ceramics, and bottleglass and you dated all three groups, you wouldexpect the window glass to date considerablyearlier than the other artifacts. It is sug-
172
gested that attempts at dating window glassshould be restricted to such situations as association with a building when a possible date ofconstruction is wanted. Another possibilityfor useful information from window glassthickness would be as a suggestion of roughlywhen a site was first occupied. In almost allother cases it is difficult to see much value inmeasuring thickness of window glass.
Window Glass Treatments
Decorated flat glass - Plate glass is sometimes decorated by press moulding designson one surface, sand blasting, or by chipping one surface with a glue and heatprocess. All of these types of decorationare meant to leave the glass translucentbut not transparent. This type of glass isoften associated with commercial structures such as banks or office buildings. Indomestic dwellings it is associated withbathroom windows. A second major typeof decorated flat glass is the coloured glasswhich can be found in domestic dwellingsdating in the later part of the 19th centuryor in churches. Recovery of decorated flatglass has not been in sufficient quantity towarrant working out a chronology of itsdevelopment.
Prism glass - This form of flat glass wasdeveloped as an aid to directing sunlight bybending it as it passes through the window.Its use would be for commercial buildingson lower levels which are partly blockedfrom the sunlight by tall buildings or otherobstructions. One surface of the panepresents a parallel series of prisms whilethe other is smooth.
Wired window glass - This type of glass wasdeveloped in the 1880s for strength andsecurity (Pittsburgh Plate Glass Co, 1923:138). The wire, which resembles chickenwire, is embedded in the glass. Uses forthis type of glass are mostly in industrialand commercial structures for such thingsas sky lights, elevator windows, and factory windows. Wired glass often has amoulded decorated surface.
......•.........•••...••...•••.........•...............................•...•......•......•...•..•••......•••..
BIBLIOGRAPHY
--.,.,.,.,.,........•..•.,•.,....•.......,...,•..•.,..•...,.,.,.......................,...,....,
Adams, John P.1969. Bottle Collecting in New England: AGuide to Digging, Identification, and Pricing•New Hampshire Publishing Co., Somersworth,New Hampshire•
American Ceramic Society1948. "Glass Glossary." American CeramicSociety Bulletin, Vol. 27, No. 9, pp. 353-62.Columbus, Ohio •
Angus-Butterworth, L.M.1948. The Manufacture of Glass. PitmanPublishing Corporation, New York, New York.
Antiques Research Publications1968. Soda Fountain Supplies and Furnishingsof the Early 1900's. Taken from the pages ofearly 20th century catalogues for AmericanCold sundries and G.H. Jenkinson Companies,Antiques Research Publications, Chattanooga,Tennesee•
Bain, Trevor1965. The Impact of Technological Change onthe Flat Glass Industry and the Unions' Reactions to Change: Colonial Period to thePresent. Ph. D. Diss., University of California, Berkeley, California (University Microfilms, Ann Arbor, Michigan, 1977).
Baldwin, Joseph H•1973. A Collector's Guide to Patent andProprietary Medicine Bottles of the Nineteenth Century. Thomas Nelson, New York,New York•
Barker, T.C.1968. "The Glass Industry." The Developmentof British Industry and Foreign Competition:1875-1914, Studies in Industrial Enterprise•Ed, Derek H. Aldcroft, University of TorontoPress, Toronto, Ontario. pp. 307-25.1977. The Glassmakers Pilkington: the Riseof an International Company 1826-1976•Weidenfeld and Nicolson, London, England.
Barnett, George E•1926. Chapters on Machinery and Labor , Harvard University Press, Cambridge, Massachusetts•
Barrelet, James1953. La verrerie en France de l'epoque galloromaine it nos jours. Librairie Larousse, Paris,France•
Beatson, Clark & Co, Ltd•1952. The Glass Works Rotherham: 1751-1951.Beatson, Clark & Co. Ltd., Rotherham, Yorkshire, England.
Belden, Louise C.1975. "The Colonial Dessert Table." Antiques, Vol. CVIII, No. 6 (December),pp. 1156-63. New York, New York.
Biser, Benjamin F•ea, 1899. Elements of Glass and Glassmaking•A Treatise Designed for the Practical Glassmaker Comprising Facts, Figures, Recipes,and Formulas for the Manufacture of Glass,Plain and Colored, Glass and Pottery Publishing Co., Pittsburg, Pennsylvania.
Bontemps, G.1868. Guide du verrier, Traite historique etpratique de la fabrication des verres, cristaux,vitraux, Librairie du Dictionnaire des Arts etManufactures, Paris, France.
British Standards Institution (BSI)1962. "Glossary of Terms Used in the GlassIndustry." British Standard, 3447. London,England.
Buckley, Francis1934. "Old English Glass. The BirminghamGlass Pinchers," Glass, Vol. 11 (May), pp. 187-88. -----
Budde & Westermann1913. Importers and Manufacturers of GlassWare, Hotel China, Bar & Restaurant SupjilleSCatalogue No. 101. Budde & Westermann,New York, New York•
Chance, Henry1883. "Crown and Sheet Glass." The Principles of Glass-Making. Ed. Harry J. Powell,George Bell and Sons, London, England.pp. 101-39.
173
Charleston, R.J.1954. "English Eighteenth-century OpaqueWhite Glass." Antiques, Vol. LXVI, Nos. 4, 6<October and December), pp. 294-97, 488-91.New York, New York.1959. "English Glass-Making and its Spreadfrom the XVIIth to the Middle of the XIXthCentury." Annales du 1Er congres internationald'etude historique du verre des "Journeesinternationales du verre, Liepe, 20-24 aoGt1959," Editions du Secretariat generalpermanent des "Journees internationales duverre," Liege, pp. 15.5-72.
Chenhall, Robert G.1975. Museum Cataloging in the ComputerAge. American Association for State andLocal History, Nashville, Tennessee.
Chopping, George C.1978. Bottles of the Canadian Prairies. D.W.Friesen & Sons, Ltd., Altona, Manitoba.
Cooper, William1835. The Crown Glass Cutter and Glazier'SManual. Oliver & Boyd, Edinburgh, Scotland.
Costain, Charles1978. "Analysis of a Series of French Eighteenth Century Glassware." Manuscript on file,National Historic Parks and Sites Branch,Parks Canada, Ottawa, Ontario.1979. "Analysis of Glass Samples from Louisbourg, Nova Scotia." Manuscript on file, National Historic Parks and Sites Branch, ParksCanada, Ottawa, Ontario.
Davies, Isabel1973. "Window Glass in Eighteenth-CenturyWilliamsburg." Five Artifact Studies, ColonialWilliamsburg Occasional Papers in Archae~, Vol. I, pp. 78-79. Williamsburg, Virginia.
Davis, Pearce1949. The Development of the AmericanGlass Industry. Harvard Economic Studies,Vol. LXXXVI. Harvard University Press,Cambridge, Massachusetts.
Diderot &: D'Alembert1772. Encyc1opedie, ou Dictionnaire raisonnedes sciences, des arts et des metiers.... Vol.10.
174
Dominion Glass Company LimitedPost-1913. Packers' Glassware Catalogue No.11. Dominion Glass Company Limited, Montreal, Quebec.ea. 1970. Sealed in Glass. Dominion GlassCompany Limited, Montreal, Quebec.
Douglas, R.W."Glass Technology." A History of Technology:Volume V: The Late Nineteenth Centuryc.1850 to c.1900. Ed, Charles Singer et al.,Oxford University Press, New York, NewYork, pp. 671-82.
Douglas, R.W., and Susan Frank1972. A History of Glassmaking. G.T. Foulis& Co, Ltd., Henley-on-Thames, Oxfordshire,England.
Elville, E.M.1961. The Collector's Dictionary of Glass.Country Life Ltd., London, England.
Gitbey, W. &: A. Ltd.1957. The Compleat Imbiber, A CentenaryExhibition of Drinking through the Centuries;presented by W. & A. Gilbey Ltd., at the CafeRoyal, 21st May-7th June, 1957. W. & A.Gilbey Ltd., London, England.
Glass Manufacturers' Federation1973. Making Glass. Glass Manufacturers'Federation, London, England.
Great Britain, Patent Office1857a. Glass Bottles, Ricketts' Specification,A.D. 1821, No. 4623. Printed by George Eyreand William Spottiswoode, London, England.1857b. Manufacturing, Stoppering and Covering Bottles, Jars, Pots, etc., A.D. 1844, No.10,449. Printed by George Eyre and WilliamSpottiswoode, London, England.
Hampe, Edward C. Jr., and Merle Wittenberg1964. The Lifeline of America: Developmentof the Food Industry. McGraw-Hill Book Company, New York, New York.
Harris, H.G.1883. "Plate Glass." The Principles of GlassMaking. Ed. Harry J. Powell, George Bell andSons, London, England. pp. 140-72.
........••......•......•..••..........•....•............••..............•..WIll..........•..till..
---------••--••--••••...........•...•.....................•..•..............,.,......,.....
Harris, Jane E.1979. "Eighteenth-Century French Blue-GreenBottles from the Fortress of Louisbourg, NovaScotia." History and Archaeology, No. 29,pp. 83-149. Ottawa, Ontario.
Haynes, E. Barrington1959. Glass Through the Ages. Penguin Book,Harmondsworth, Middlesex, England.
Henrivaux, Jules1909. "Fabrication rnecanique des bouteilles."La Nature, Vol. 37, No. 1904 (20 November),pp. 292-95. Paris, France.
Hill, J.H., and R.K. Evans1972. "A Model for Classification and Typology." Models in Archaeology. Ed, DavidL. Clarke, Methuen & Co. Ltd., London, England. pp. 231-73.
Holmes, Janet1974. "Glass and the Glass Industry." TheBook of Canadian Antiques. Ed, Donald BlakeWebster, McGraw-Hill Ryerson Ltd., Toronto,Ontario. pp. 268-81.
Holscher, H.H.1953. "Feeding and Forming." Handbook ofGlass Manufacture: A Book of Reference forthe Plant Executive, Technologist and Engineer. Comp. and Ed. Fay V. Tooley, OgdenPublishing Company, New York, New York.pp. 299-388.1965. "Hollow and Specialty Glass: Background and Challenge, Part Three." The GlassIndustry (August), pp. 464-68, 478.
Hughes, G. Bernard1956. English, Scottish and Irish Table GlassFrom the Sixteenth Century to 1820. Bramhall House, New York, New York.1958. English Glass for the Collector, 16601860. Lutterworth Press, London, England.
Innes, Lowell1976. Pittsburgh Glass 1797-1891: A Historyand Guide for Collectors. Houghton Mifflin,Boston, Massachusetts.
Jarves, Deming1968. Reminiscences of Glass-Making.Beatrice C. Weinstock, Great Neck, NewYork, New York. (Reprint of 1865 edition.)
Jerome, Harry1934. Mechanization in Industry. NationalBureau of Economic Research, New York, NewYork.
Jones, Olive1971. "Glass Bottle Push-Ups and PontilMarks." Historical Archaeology, Vol. 5,pp. 62-73. Lansing, Michigan.1983. "The Contribution of the Rickett's Moldto the Manufacture of the English 'Wine' Bottle, 1820-1850." Journal of Glass Studies,Vol. 25, pp. 167-77. Corning, New York.
Kendrick, Grace1968. The Mouth-Blown Bottle. EdwardsBrothers Inc., Ann Arbor, Michigan.
King, Thomas B.1965. "History of the Canadian Glass Industry." Journal of the Canadian Ceramic Soci~, Vol. 34, pp. 86-91.1977. "19th Century Bottle Molds." Glasfax10th Anniversary Seminar, Montreal, Quebec,June 11. pp. 53-61.
Knight, E.H.1876. Knight's American Mechanical Dictionary: Being a Description of Tools, Instruments, Machines, Processes and Engineering;History of Inventions; General TechnologicalVocabulary and Digest of Mechanical Appliances in Science and the Arts, Volume 11. Hurd& Houghton, New York, New York.
Kulasiewicz, Frank1974. Glassblowing. Watson-Guptill Publications, New York, New York .
Larsen, Alfred, Peter Riismeller, and MogensSchlUter1963. Dansk Glas 1825-1925. Nyt NordiskForlag Arnold Busck, Copenhagen, Denmark.
Lattimore, Colin R.1979. English 19th-century Press-MouldedGlass. Barrie & Jenkins, London.
Lee, Ruth Webb1944. Victorian Glass: Specialties of theNineteenth Century, 12th ed. Lee Publications, Wellesley Hills, Massachusetts.1960. Early American Pressed Glass: A Classification of Patterns Collectible in Sets Together with Individual Pieces for Table Decoration, 34th ed. Lee Publications, WellesleyHills, Massachusetts.
175
1966. Sandwich Glass: the History of theBoston & Sandwich Glass Company, 10th ed,Lee Publications, Wellesley Hills, Massachusetts.
Lee, Ruth Webb, and James H. Rose1948. American Glass Cup Plates: The FirstClassified Check List and Historical Treatiseon the Subject. Lee Publications, WellesleyHills, Massachusetts.
Lief, Alfred1965. A Close-Up of Closures: History andProgress. Glass Container ManufacturersInstitute, New York, New York.
Nova Scotia4 Historical
McKearin, George S., and Helen McKearin1948. American Glass. Crown Publishers,New York, New York.
McKearin, Helen1970. Bottles, Flasks and Dr. Dyott, CrownPublishers, New York, New York.1971. "Notes on Stopping, Bottling and Binning." Journal of Glass Studies, Vol. XIII,pp. 120-27. Corning, New York.
McKearin, Helen, and Kenneth M. Wilson1978. American Bottles & Flasks and TheirAncestry. Crown Publishers, New York, NewYork.
McNally,Paul1971. Table Glass Excavated at Fort Beausejour, N.B. Manuscript Report Series Number21, National Historic Parks and Sites Branch,Parks Canada, Ottawa, Ontario.1979. "French Table Glass from the Fortressof Louisbourg, Nova Scotla." History andArchaeology, No. 29, pp. 3-81. Ottawa,Ontario.1982. "Table Glass in Canada, 1700-1850."History and Archaeology, No. 60. Ottawa,Ontario.
Maw, S. Son & Sons1903. Book of Illustrations to S. Maw, Son &Sons' Quarterly Price-List. S. Maw, Son &Sons, London, England.1913. Catalogue of Medical, Surgical andDruggists' Sundries. S. Maw, Son & Sons,London, England.
176
Meigh, Edward1934. "Notes on the Design of Glass Bottles."Journal of the Society of Glass Technology,Vol. 18, pp. 122-27. Sheffield, England.1960. "The Development of the AutomaticGlass Bottle Machine: A Story of SomePioneers." Glass Technology, Vol. 1, No. 1(February), pp. 25-50. Sheffield, England.1972. The Story of the Glass Bottle. C.E.Ramsden & Co., Stoke-on-Trent, England.
Miller, George, and Catherine Sullivan1981. "Machine-made Glass Containers andthe End of Production for Mouth-blown Bottles." Research Bulletin, No. 171, Parks Canada, Ottawa.
Moody, B.E.1963. Packaging in Glass. Hutchinson, London, England.
Morris, Barbara1978. Victorian Table Glass & Ornaments.Barrie & Jenkins, London, England.
Murray, Sheilagh1982. The Peacock and the Lions. A Historyand Manual for Collectors of Pressed Glass ofthe North-east of England. Oriel Press,Stocksfield, Northumberland.
Newman, Harold1977. An Illustrated Dictionary of Glass.Thames and Hudson, London, England.
No@l Hume, Ivor1961. "The Glass Wine Bottle in ColonialVirginia." Journal of Glass Studies, Vol. III,pp. 90-117. Corning, New York, New York.1963. "Some English Glass from Colonial Virginia." Antiques, Vol. LXXXIV, No. 1 (July),pp. 68-71. New York, New York.1969. "Glass in Colonial Williamsburg'sArchaeological Collections." Colonial Williamsburg Archaeological Series, No. 1. Williamsburg, Virginia.
Norman, Barbara1972. Engraving and Decorating Glass. Davidand Charles, Newton Abbott, Devon, England.
Nurnberg, John J.1967. Crowns - The Complete Story, 4th ed,Lont and Overkamp Publishing, Paterson, NewJersey.
..••..•..•..•••....•......••..•..•..••••••••••..•••....•......•......•..•••
..---..........•.......,•.,............•••..•.......,...........................,.,...,..
Peddle, C.l.1927. Defects in Glass. Glass Publications,London, England•
Peligot, Eug.1877. Le verre: son histoire, sa fabrication.G. Masson, Paris, France.
Pellatt, Apsley1968. Curiosities of Glass Making: withDetails of the Processes and Productions ofAncient and Modern Ornamental Glass Manufacture. Ceramic Book Company, Newport,Mon., England. (Reprint of 1849 editlon.)
Peterson, Arthur G.1968. 400 Trademarks on Glass. WashingtonCollege Press, Takoma Park, Maryland.
Phillips, c.r,1947. Glass: the Miracle Maker: Its History,Technology and Applications. Pitman Publishing, New York, New York.
Pittsburgh Plate Glass Company1923. Glass History, Manufacture and ItsUniversal Application. Pittsburgh Plate GlassCompany, Pittsburgh, Pennsylvania.
Polak, Ada1975. Glass: Its Makers and Its Public.Weidenfeld & Nicolson, London, England•
Putnam, H.E.1965. Bottle Identification. H.E. Putnam,Fontana, California•
Pyne Press, The1972. Pennsylvania Glassware, 1870-1904.Compiled by the Editors of The Pyne Press,American Historical Catalog Collection, ThePyne Press, Princeton•
Revi, Albert C.1957. Nineteenth Century Glass, Its Genesisand Development. Thomas Nelson & Sons,New York, New York•1964. American Pressed Glass and Figure Bottles. Thomas Nelson & Sons, New York, NewYork.
Riley, John l •1958. A History of the American Soft DrinkIndustry, Bottled Carbonated Beverages, 18071957. American Bottlers of CarbonatedBeverages, Washington, D.C.
Roenke, Karl G.1978. "Flat Glass: Its Use as a Dating Toolfor Nineteenth Century Archaeological Sitesin the Pacific Northwest and Elsewhere."Northwest Anthropological Research Notes,Memoire No. 4, Vol. 12, No. 2, Pt. 2. Moscow,Idaho.
Rosenhain, WaIter1908. Glass Manufacture. Archibald Constable & Co., London, England•
Scoville, Warren C•1948. Revolution in G1assmaking: Enterpreneurship and Technological Change in theAmerican Industry 1880-1920. Harvard University Press, Cambridge, Massachusetts.1950. "Capitalism and French G1assmaking1640-1789." University of California Publications in Economics, Vol. 15. University ofCalifornia Press, Los Angeles, California.
Society of Glass Decorators1968. Glossary of Decorating Terminology•Society of Glass Decorators, New York, NewYork.
Stern, Boris1927. "Productivity of Labor in the GlassIndustry." Bulletin of the United StatesBureau of Labor Statistics, No. 441. Government Printing Office, Washington, D.C.
Stevens, Gerald1961. Early Canadian Glass. Ryerson Press,Toronto, Ontario•1967. Canadian Glass: c. 1825-1925. RyersonPress, Toronto, Ontario.
Switzer, Ronald R.1974. "The Bertrand Bottles: A Study of the19th-century Glass and Ceramic Containers."National Park Service Publications in Archeolssz- No. 12. Washington, D.C.
Tatum, C.A.1900. "One Hundred Years of Achievement inAmerican Glass Manufacture." ScientificAmerican Supplement, Vol. XLIX, No. 1268(April 21), pp. 20329-30•
Thuro, Catherine M.V.1976. Oil Lamps: The Kerosene Era in NorthAmerica. Wallace-Homestead, Des Moines,Iowa•
177
Tibbitts, lohn C.1964. 1200 Bottles Priced: A Bottle PriceGuide, Catalogue, and Classification System.The Little Glass Shack, Sacramento, Calif.
Tillinghast, lames C.1969. Catalogue. May 1st, 1888. SmithBrothers, Practical Cutlers, 349 WashingtonStreet, Boston, Mass., Importers, Manufacturers and Dealers in Barbers' Supplies, Cutleryand Toilet Articles. Published as referencematerial, lames C. Tillinghast, Marlow, N.H.
Tooley, Fay V., Compiler and Editor1953. Handbook of Glass Manufacture: ABook of Reference for the Plant Executive,Technologist and Engineer. Ogden PublishingCo., New York, New York.
Toulouse, Julian H.1967. "When Did Hand Bottle Blowing Stop?"The Western Collector, Vol. 5, No. 8 (August),pp. 41-45. San Francisco, California.1968a. "The Men Behind the Fruit Jar." Spinning Wheel, Vol. 24, No. 9 (September), pp. 1820, 40.1968b. "Empontilling - A History (Conclusion)." The Glass Industry (April), pp. 204-5.New York.1969a. Fruit Jars. Thomas Nelson &. Sons,Camden, New Jersey.1969b. "A Primer on Mold Seams." TheWestern Collector, Part 1, Vol. 7, No.U(November), pp. 526-35; Part 2, Vol. 7, No. 12(December), pp. 578-87. San Diego, California.1971. Bottle Makers and their Marks. ThomasNelson, New York, New York.
Turner, W.E.S.1938. "The Early Development of BottleMaking Machines in Europe." Journal of theSociety of Glass Technology. Vol. 22, pp. 25058. Sheffield, England.
Urquhart, o.1976. Bottlers and Bottles, Canadian. S. &. O.Urquhart, Toronto, Ontario.
Walbridge, William S.1920. American Bottles Old &. New: A Storyof the Industry in the United States. TheOwens Bottle Co., Toledo, Ohio.
Watkins, Lura Woodside1930. Cambridge Glass 1818 to 1888: TheStory of the New England Glass Company.Bramhall House, New York, New York.
178
1942. "Deming Jarves and the Stopper Mold,"Antiques, Vol. 41 (June), pp. 370-71. NewYork, New York.
Weyl, Woldemar A.1959. Coloured Glasses. Dawson's of PallMall, London, England.
Whitall, Tatum &. ce.1876. Catalogue Flint and Green Glassware.Whitall, Tatum &. Co., Philadelphia, Pennsylvania.1896. 1897 Annual Price List. Whitall,Tatum &. Co., Manufacturers of Druggists',Chemists' and Perfumers' Glassware....Whitall, Tatum &. Co., Philadelphia, Pennsylvania.1919. 1919-1920 Price List: Whitall TatumCompany, Manufacturers of Druggists', Chemists', and Perfumers' Glassware.... WhitallTatum &. Co., Philadelphia, Pennsylvania.1967. Drug, Perfume and Chemical Bottles,1902. Compiled and Published by D. James,Antiques Research Publications, Chattanooga,Tennessee.1971. Whitall, Tatum &. Co. 1880, Flint Glassware, Blue Ware, Perfume and Cologne Bottles, Show Bottles and Globes, Green Glassware, Stoppers, Druggists' Sundries. The PynePress, Princeton, New Jersey.
Wilkinson, R.1968. The Hallmarks of Antique Glass.Richard Madley, London, England.
Wilson, Bill, and Betty Wilson1971. 19th Century Medicine in Glass. 19thCentury Hobby &. Publishing Co., AmadorCity, California.
Wilson, Kenneth M.1972. New England Glass and Glassmaking.Thomas Y. Crowell Co., New York, New York.
Woodhead, E.I., C. Sullivan, and G. Gusset1984. Lighting Devices in the National Reference Collection, Parks Canada. Parks Canada,Ottawa.
Wyatt, Victor1966. From Sand-core to Automation: AHistory of Glass Containers. Glass Manufacturers' Federation, London, England.
Zerwick, Chloe1968. A Short History of Glass. ComingMuseum of Glass, Corning, New York.
..••••••••••••••••••••••..•••••••••....•••••.-••..•..•............
INDEX
.,
.,
.,.,
.,
.,
.,
.,
.,
.,
.,•.,.....,...,.,.....,•.,•.,•.,•.,.,.,.,.,•.,••••.,•.,.,•.,............-
A
Acid etchingcommercial marks, 16, 75-76, 130decoration, 53, Fig. 37
Affected by fire. See Burnt glassAir bubble
decoration, 50, Fig. 32impurity, 15
Air twist, 50, Fig. 32Ampule, 72Applied colour label (ACL), 16, 76Applied lip, 40, 75
B
Ball neck, 82, Fig. 65Banding, 51, Fig. 33Base, container. See also Heel; Pushup;Resting point
definition, 78, Figs. 52, 53description, 86-87, Fig. 79manufacture, 17-42 passim, 43-47, 73, 75,86-87, Figs. 1c, Id, 2, 6, 7, 9, 15-18, 22,23, 26-28, 31
measurement, 120-23 passim, Figs. 92,97-99
Bead, container, 82, 166, Fig. 63Black glass. See Coloured glassBloom, 15Blow-back, 41-42, 46, 75, 164-65, Fig. 24Blow-over. See Blow-backBody, container
definition, 76, Figs. 52, 53description, 83-85, Figs. 68-76manufacture, 17-45 passim, 47-49, Figs•1-7, 9-11, 15-20, 24, 29-31
measurement, 119-20, 122, Figs. 90, 91,96
Bore, container. See also Finish, containerdefinition, 76, Figs. 52, 53description, 79-80, Fig. 56measurement, 116, Fig. 84
Bottle. See ContainerBowl, 131-33, Figs. 14, 103Bubble. See Air bubbleBulged
heel, 85, Fig. 77neck, 82, Fig. 64
"BUll's-eye," 171Burnt glass, 10, 16Burst-off, 41, 46, 75, 80, Fig. 58
C
Cap seat, 79, 161, Fig. 56Capacity, container, 120-22, Fig. 95
tableware, 132-44 passimCarafe, 133, Figs. 35, 104Carnival glass. See Coloured glass, iridescentCase bottle, 72, Figs. 66 (horizontal), 78 (four-point)
Casing, 52-53, Fig. 34Castor, 133-34, Figs. 101, 105Cataloguing
about, 3-4, 9closures, 149-67 passimcolour, 12-14commercial marks, 16condition, 14-15containers, 71-78 passim, 116-23 passim,Tables 1, 2
flat glass, 171-72manufacturing techniques, 17material, 10patterns, 58record structure, see Category, Subcategory
tableware, 127-45 passimCategory, 9-10, 71, 127, 149, 171, Tables 1, 5Celery vase, 142, Fig. 118Chain, 52Chamfer, 84, 85, Figs. 69, 77Champagne bottle, Fig. 11
finish, 79, Fig. 55shoulder, 83, Fig. 66
Classification, 9-10, 12-14, Tables 1, 5, seealso Category, Subcategory
Clear glass. See Colourless glassClosure, 9, 34, 40, 78-82 passim, 133-42passim, 149-67
Club saucefinish, 79, Fig. 55stopper, 152-56 passim, Fig. 127
Codd's ball stopper, 161-62, Fig. 143Coloured glass, 12-14, 50, 172
"black" glass, 14blue, 14dark, 14green, 14iridescent, 14, 15 (patinatlon), 55light, 14marbled, 14opaque, 14opaque white, 14, Fig. 33cpurple, 14
179
Colourless glass, 10-12, 13, 50Composition, 10-12, 15-16, 34-35, 50Condition, 14-16Constricted bore, 80, Fig. 56Container
as tableware, 133-43 passim, Figs. 105,119c
closure, 149-67 passim, Figs. 123-30,136-38, 141-52
commercial mark, 75-76decoration, 50-58 passim, 76decorative motif, 58, 76definition, 9, 71, Table 1description, 76-87, Figs. 52-82functional group, 71manufacture, 17-49, 73-75, Figs. 1-7, 9-11, 15-31, Table 2
measurement, 116-23, Figs. 83-99part, Figs. 52, 53personalized mark, 76popular name, 72-73
Cork, 149-50, 152, Figs. 123, 124Cork seat, 80, 152, Fig. 56Cosmetic container. See Toiletry containerCover, 157-59, Figs. 139, 140Cracked-off, 40, 75, 80, Figs. id, 57Crackle glass, 53, Fig. 35. See also Fracture,internal
Creamer, 137, Fig. 109Crizzling, 10, 15-16Cross-hatching, 58, Fig. 48Crown finish and cap, 79, 163-64, Figs. 55, 147Crown glass, 171Cruet, 133-34Cruet stand, Fig. 120Cup, 134, 136, Figs. 33, 108Cup plate, 137-38, Fig. 110Cutting
decorative technique, 12, 34, 56, Figs. 37,38, 45, 46, 106
manufacturing technique, 40, 43, 49, 75,128-29, Figs. 31, 101, 102, 106a
Cylinder glass, 171Cylindrical, 82, 84, Figs. 64, 75
D
Davis-type finish, 79, Fig. 55Decanter, 133, 134, Figs. 38, 106Decoration
motif, 58, Figs. 40-51on closure, 155-59 passim, Figs. 131-35,140
on container, 76, Figs. 63, 71, 74, 76, 77,79
on flat glass, 172
180
on tableware, 130-31, Figs. 103-22 passim,Table 4
technique, 50-58, Figs. 32-39Decorative motif, 58, Figs. 40-51Decorative technique, 50-58, Table 4Demijohn, 72Derni-Iead glass, 12Dessert glass, 134-36, 138, 141, 142, Figs. 107,111
Devitrification, 15Diamond, 52, 58, Figs. 34, 51Die-impressed, 53-54, Fig. 36Disc, 161Down-tooled, 5, 81, Figs. 59, 62
E
Egg bottle, 72, 85, Figs. 30, 76Embossing
commercial mark, 16, 75-76, Figs. 7b, 9,15, 30
decoration, 50, Fig. 51technique of manufacture, 17-39 passim,43-45, 47-49
Enamel twist. See Opaque twistEnamelling, 57, Fig. 39Engraving
as commercial mark, 16, 76, 130as decorative technique, 12, 55-56, Figs.38, 45
Eno's, 153, 155, Fig. 128Everted, 80, Fig. 58
F
Facet, 58, Figs. 45, 46Fan, 58, Fig. 44Figural container, 85, Fig. 76Finger bowl, 132, Fig. 103Finial, 151-59, passim, Figs. 126, 139, 140Finish, container. See also Bore; Closure; Lip;String rim
definition, 76, Figs. 52-53description, 78-79, Figs. 54-55, 57manufacture, 33-39 passim, 39-43, 46, 75,79, Figs. Id, le, 15-18, 21, 24,25
measurement, 116-19, Figs. 84-89Finishing tool, 40, 42-43, 79, Fig. 25Fire-polished, 17, 33, 40, 75, 80, 129, Figs.57, 58
Firing glass, 142, Fig. 117Flange, 158-59, Figs. 139, 140Flanged lip, 80, Fig. 58Flared. See EvertedFlashing, 53. See also Staining
•..........•••........•..••••••••..•••••................•.-•..••........••......
......................................................................................................
Flask, 73, 84, Fig. 72Flat glass, 9, 171-72Flattened, 81, 82, Figs. 59, 63Flute, 58, 76, Figs. 40, 42, 67Folded
foot, 127, Figs. 8, 100lip, 80, Figs. 7b, 57, 59
Food container, 71, Figs. 7, 19b, 55 (clubsauce), 61 (lugs), 65 (marked)
Foot, container, 86, Figs. 53, 79Foot, tableware
description, 132-44 passim, Fig. 116manufacture, 34, 43, 127-28, Figs. 8, 14,100-102
Fracture, internal, 15, 53Free-blown. See Manufacture, free-blowing
G
Gadrooning, 52Gasket, 163, Fig. 146Gilding, 16, 57, 76Glass label, 16, 76Goblet, 142, Fig. 117Graduations, 85Grinding. See also Cutting; Engraving
base, 43, 45, 75, 128-29, Fig. 102finish and rim, 40, 75, 80, 81, 82, 129, 133,151-52, 164-65, Figs. 24, 56, 65, 105
stopper, 151-52, 156-59 passim, Figs•130-36
window glass, 171Groove, 83, Fig. 67Ground. See Grinding
H
Heel, container. See also Base, containerdefinition, 76, Fig. 52description, 85-86, Fig. 77
Hobnail, 58, Fig. 44Household container, 71Hutchinson spring stopper, 162, Fig. 144
I
Inclusion, 15, 50, Fig. 32Indefinite, 71, 133, 145, Fig. 121Ink container, 71, 73, 83, Figs. 27, 58 (burstoff), 59 (inverted), 75 <Conical)
Insweep, 85-86, Fig. 77
J
Jar. See ContainerJug, 73
K
Kick-up. See PushupKork-n-seal, 164, Fig. 148
L
Label, 16, 75-76, 130Lampworking, 49Lead glass. See Potash-lead glass; Demi-Ieadglass
Lid, 157-59, Fig. 141Lighting device, 9, 31, 41, 49, 141Lightning closure, 162, 167, Figs. 145, 152"Lime" glass, 11, 12, 34-35Liner, 159, 160-61, 164-67, Figs. 142, 150, 151Lip, container. See also Finish, container
definition, 76, Figs. 52, 53description, 80-81, Figs. 57-61measurement, 117, 118, Figs. 85,87
Liquor container, 71. See also Case bottle;Champagne bottle; Flask; "Wine" bottle
Lug, 81, 166, Fig. 61, 151Lynn glass, 53, Fig. 35
M
Machine-made containers and tableware. SeeManufacture, machine
Mamelon, 87, 155, Figs. 79, 131Manufacture, Tables 2, 3
adding glass, 75, 79, 127, Figs. le, 101base and foot, 17-42 passim, 43-47, 73, 75,86-87, 127-28, Figs. le, Id, 2, 6-9, 14-18,22, 100-102
contact moulding, 23-31, 32-33, 35-39,41-45, 47-49, 50, 75, Figs. 4-11, 16-18,24, 26, 27, 29, 30
cutting, 40, 43, 49, 75, 128-29, Figs. 31,101, 102, 106a
empontilling, 21, 45-47, 75, 86, 129, Figs.le, Id, 102
finish and rim, 33-39 passim, 39-43, 46, 75,129, Figs. Id, le, 15-18, 21, 24, 25
finishing tool, 40, 42-43, 79, Fig. 25free-blowing, 22, 24, 32, Figs. I, 3lampworking, 49machine, 32, 35-39, 40, 43, 45, 73, 75, 78,Figs. 16-23
181
mould-blowing, 23-33, 3.5-39, 40-42,43-4.5,47-49, 73, 7.5, Figs. 4, 6
mouth-blowing, 17-33, 40-42, 43-4.5,47-49, 73, 7.5, Figs. 1, 4, 6
optic moulding, 24, 32-33, .50, Fig. 13pattern moulding, 24, 31-33, .50, Figs. 2, 12pinching, 34, 128, Figs. 14, 134press moulding, 11, 23, 24, 33-3.5, 40, 43,.50, .58, 127, 128, 1.51, 172, Figs. 14, 1.5, 18,108-111,119,122,127
snap case, 4.5, 47, 7.5, 129, Fig. 28tooling, 17-21, 40, 43, 7.5, 79, 80-81, Figs.la, Ib, 2
Manufacturing technique, 17-49, 73-7.5,127-29, 1.51, 161, 164-6.5, 171, Figs. 1, 2, 4, 6,13, 16-18, 100, Tables 2, 3. See alsoDecorative techniqueMark, commercial, 16-17, 7.5-76, 130
on containers, 82, 83, 8.5, 86, 87personalized, 17, 76
Mason's fruit jar, 42, 161, 164-6.5, Figs. 142,1.50
Material. See CompositionMeasurement
closures, 1.50-61 passimcontainer, 116-23, Figs. 83-99tableware, 132-44 passimwindow glass, 171-72
Medicine container, 71, Figs. 3, .5 (top), 9, 29,30a, 30b, 55, 60 (prescription lip), 60 (patentlip), 123, 12.5, 148
Milk glass. See Coloured glass, opaque whiteMineral water container. See Soft drinkcontainer
Mirror, 171Miscellaneous glassware, 9, 71, 144Mitre, .58, Fig. 47Mold. See MouldMottled, .53, Fig. 33Mould
blow-back, blow-over, 41-42, 46, 7.5,164-6.5, Fig. 24
burst-off, 41, 46, 7.5, 80, Fig • .58contact, 23-31, 32-33, 3.5-39, 41-4.5,47-49, .50, 7.5, Figs. 4-11, 16-18, 24, 26,27, 29, 30
cup-bottom, 43-4.5, 7.5, Fig. 27dip, 24-26, Fig. 6finishing tool, 40, 42-43, 79, Fig. 2.5four-piece body, separate base part, 28-29,43-4.5, 7.5
machine, 32, 3.5-39, 40, 43, 4.5, 73, 7.5, 78,Figs. 16-23
mark left by, 1.5, 22-39 passim, 41-4.5passim, 47-49, Figs• .5-1.5,19-27,29-30
optic, 24, 32-33, .50, Fig. 13paste, 30-31, Fig. 11
182
pattern, 24, 31-33, .50, Figs. 2, 12pinching, 34, 128, Figs. 14, 134plate, 47-49, Fig. 30post-bottom, 43-4.5, 7.5, Fig. 27press, 11, 23, 24, 33-3.5, 40, 43, .50, .58, 127,128, 1.51, 172, Figs. 14, 1.5, 18, 108-111,119, 122, 127
Ricketts, Ricketts-type, 29-30, 47-49,Figs. 10, 79
shoulder height, multi-piece, 29three-piece. See Ricketts, Ricketts-typethree-piece, separate base part, 28-29,43-4.5, 7.5
turn, 30-31, Fig. 11two-piece body, separate base part, 28-29,43-4.5, 7.5, Figs. 9, 26, 27
two-piece bottle, 26-28, Figs. 4, 7, 8vented, 47, Fig. 29
Moulded glassware, 22-23, .50, 73-7.5. See alsoManufacture, Mould
Mouth. See Bore, containerMouth-blown manufacture. See Manufacture,mouth-blowing
Mucilage container, 71Mug, 136
N
Neck, containerdefinition, 76, Figs• .52, .53description, 82, Figs. 64, 6.5measurement, 119, Fig. 89
Neck ring, 82, 133-34, Figs. 6.5, 106Nipt diamond waies, .52, Fig. 34Notch, 58, Fig. 44Nursing bottle, 71
o
Octagonal body, 84, Fig. 70Opaque twist, .50, Fig. 32Optic mould. See Mould, opticOrange peel, 1.5
p
Painting, 57Panel, 58, 76, 8.5, Figs. 43, 47
recessed panel, 84, Fig. 5 (top), 71Paper label, 16, 76, 130Patent lip, 79, 81, Fig. 60Patination, 14, 1.5, 55Perfume container. See Toiletry containerPhiladelphia oval, 8.5, Figs. 30b, 68
•••••••..............................••..••..•..•••...........•..•....•••••••....
•---•••••••......•..••..---....--......•••••......................,.,........,
Pitcher, 136-37, Fig. 109Pitting, 15Plate, 137-38, Fig. 110Plate glass, 171Pontil, 21, 45-47, Figs. lc, Id, 2
mark, 45-47, 75, 86, 123, 129, Figs. 79(marked), 80 <Conical, rounded cone), 99,102
Potash-lead glass, 11-12, 34-35Potash-lime glass, 11Pouring lip, 81, 133, 134, 136-37, Figs. 60, 109Powder tube, 150-51Prescription lip, 79, 81, Fig. 60Pressed glass. See Manufacture, pressingPrism glass, 172Prunt, 52, Fig. 34. See also SealPushup, container. See also Base, container
description, 86-87, Figs. 80-81measurement, 123, Fig. 98
Q
Quilling, 51-52
R
Resting point, container. See also Base,container
definition, 78, Figs. 52, 53description, 86, Fig. 78tableware, ground resting point, 128
Rib, 58, 76, Figs. 41-42Ricketts (mould), 27, 29-30, 43, 44, 47, 48-49,112, Figs. 10, 79
Rigaree, 51, Fig. 33Rim, tableware, 39-43, 129Rounded, 81-87 passim, Figs. 57, 62, 63, 66,68, 71, 77, 80
Rudimentaryneck, 82, Fig. 64stem, 134, Figs. 107, 111
Rummer, 142, Fig. 117
s
Salt, 138, Figs. 34, 111Salver, 142Sand blasting, 57Sawtooth, 58, Fig. 48Scallop, 58, Fig. 44Seal, 16-17, 76. See also PruntShank, 151-57, Fig. 126Shoulder, container
definition, 76, Figs. 52, 53
description, 83, Figs. 66, 67Silveria, 50Silvering, 58Slag glass. See Coloured glass, marbledSlugged bottom, 87Snap case, 45-47, 75, 129, Fig. 28Soda-lime glass, 10-11, 34-35Soft drink container, 71, 72-73, Figs. 30, 76b,143, 144
Solarized glass, 13, 16Spangled, 50Sprinkler, 150-51, Fig. 124Squirt top, 150-51, Fig. 124Staining, 58, Fig. 39Starburst, 58, Fig. 49Stemware
description, 134, 138-42, Figs. 8, 32, 34,46, 112-18manufacture, 127-29, Figs. 8, 100
Stepped, 83, Fig. 67Stippling, 34, 58, 86, Figs. 48, 78Stopper, 149-57, Figs. 123-38Stopper finish, 80, Fig. 56Straight finish, 80, Fig. 57Strapped, 84, Fig. 72Striation, 15String rim, container. See also Finish,container
definition, 76, Fig. 52description, 81-82, Figs. 62, 63manufacture, 75, 81, Fig. lemeasurement, 117-18, Fig. 86
Subcategory, 131, 149, Tables 1, 5Sunburst, 58, Fig. 50
T
Tablewareclosure, 149-59 passim, Figs. 131-36, 139,140
commercial mark, 130decoration, 50-58, 130-31, Figs. 32-39,Table 4
decorative motif, 58, Figs. 40-.51definition, description, measurement, 9,127-4.5, Figs. 100-22, Tables 3-5
manufacture, 17-49 passim, 127-29, Figs.8, 12-14, 100, Table 3
Tapered, 81, 82, 84, Figs. 59, 64, 73Threaded
closure, 156-57, 159, 164-66, Fig. 138decoration, 51, Fig. 33finish, 80, 81, 82, Figs• .56, 61
Toiletry container, 71, Figs. 15, 31, 76(figural), 124c
183
Tumbler, 133, 143-44, Figs. 12, 33, 35-37, 40,42, 43, 119
Twisted glass, 50, 53, 54-55, Figs. 32, 35, 36
u
Undiagnostic glassware, 10, 71, 145Unidentified glassware, 9, 71, 145Up-tooled, 81, Fig. 62Use mark, 16
vverre-iouqere, 142, Fig. 113
184
Vial, 73, Fig. 3Volume. See CapacityV-shaped, 81, 82, Figs. 60, 62, 63
w
Water-worn, 16Wax-sealer, 164, Fig. 149Whittle mark, 15Window glass, 171-72"Wine" bottle, 73, Figs. 3a, 10, 60 (V-sbaped),62, 63 (V-shaped), 80 (top left and dome)
Wine glass cooler. See Finger bowlWine glass rinser , See Finger bowl
•..............••..•....•..••....••............•••..••....••......••....••••••....