Embed Size (px)
Citation preview

SCANDINAVIAN YEARBOOK OF MARITIME TECHNOLOGY 2003
The new generation ofblasting mediasBy Per E. Cabrielsson, Corrosion Consultant g{ Inspector
Far too often ship owners face failures of their newbuildings. Failures,such as coating blisters, coatingdetachment and premature corrosionare often a direct result of the current
accepted means of surface preparation for e.g. erection joints, burns andother damages.
Historically, proper abrasiveblasting of these critical andpresumably most corrosive
areas in water ballast tanks and otherjoin up anas, was not considered practical. With the advent of a new, patented composite sponge-abrasive media,this has now changed and ship ownersas well as shipyardscan achieve premiersurface preparation. New times bringnew methods and with the launching ofthe Sponge-Jet blasting procedure, thisproblem could rather easily be solved.The time tor implementing these newmethods is here now. The Sponge-Jetmethod complies with SOLAS Part A-1,Regulation 3-2, based on IMO Recommendation A 798 of July 1, 1998, stating that ship's ballast tanks areas shallbe abrasive blasted.
Sponge-Jet 35PRecycler (left) andSponge-Jet 100-HP FeedUnit (right).
Sponge-Jet - why?The maritime disasters of the Erikn and
lately the Prestige should drive newthinking - not only from ship owner'sside, but also from classification societies, paint manufacturers and last, Innnot least from shipyard's side. There arereports, thai ships in a good condition,Inn where ballast tank coating has beenrated less than "good", have beenrejected by customers. Whatever couldhe done now in order to prevent furthermishaps, caused In rampant corrosionin water ballast tanks and cargo tanks.as v. ell as in cargo holds of bulk- andcombined carriers and to other ecological improvements, should be done.
Ihe Sponge-Jet method is actuallynot vei\ new. It has been on the market
For several years and has, by time,gained more and more supportersamongst various industrial segments.
Normally tree blasting in ballasttanks has been executed OnI\ at block
stage, leaving the edge areas of theblocks without preparation and coating, due to forthcoming join up hotworks. After the erection welding Insbeen performed, the erection joints havenormally been power tooled to a cleanliness degree mostly dictated by theshipyard. Free blasting has rightfullybeen considered detrimental to
the adjacent coated anas, due ^>vto abrasive ricocheting ant'hence damaging the existing coating system. Also ithe distribution of contaminants throughoutthe tank space hasadded to the negativeimpact to this kind ofsurface preparation.
As it is well know n. that a
successful coating system inballast tanks requires a clean andrugged (rough) surface in order to giveoptimum protection, it should he obvious that the use ot power tool equipment cannot provide such. This wasproven in practice on a recent atramax
Scandinavian Shipping Gazette • October 3, 2003
crude oil tanker ncwbuilding project inJapan, where power tooling to SSPC-Sl'l I, with an anchor pattern of min.2^ micron, had been specified on erection joints and burn damages in waterballast tanks. The yard tried to achievethis by using disc sanders, disc grinders,conical steel- and carborundumgrinders, but in vain. The substrate in
vicinity of the erection jointsremained blackish, due to
high current welding.Also the weld jointsremained insufficientlycleaned, as the powertools could not reach
the valleys of theuneven manual welds.Too heavy power tool
ing is also said to "burn"the steel surface too much.
Ihe anchor pattern was measured to10-35 micron RZ. The final solution,
recommended by the owner's siteinspectors, was to use Sponge-Jet,which eventuali) was accepted by theyard's management - and the results
57
SCANDINAVIAN YEARBOOK OF MARITIME TECHNOLOGY 2003
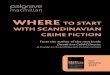
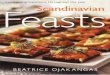
Comparing Abrasive Blasting Technologies
Conventional Abrasive Blasting Media
Single-component,
conventional abrasives are
propelled lo the sniface
using an air-driven system
Upon impact conventional
abrasives...
I Absorb the high speed collisionbyfracturing, andricochetinginto the air
I [ranvfir heal lo the substrate
I Strip the complete coating
system
Conventional abrasives
release all fractured
abrasives, contaminants.
and coating layers as
airborne dust
Conventional Abrasive Bonded Into Sponge Media
. ^Dial-componeat SpeegeMedia abrasives are
prtpelled to thesarface
using an air-drivensystem
Upaa impact Spanga Media
abrasives...
I Absorb collisionenergy
I Flatten and suppress the
release of loosened surface
contaminants
I f xpose its abrasiveswith little
abrasivefracturing and removecontaminants
I Selectivelyor completely stnp
the coaling system and profile
the substrate
Sponge Media abrasives
entrap most of what would
normally have become
airborne dust
were superior to normal industry practices. The anchor pattern of the Sponge-Jet-blasted areas was measured to40-75 micron RZ and a Masting degreeof SSPC-SP10 (Sa 211) was easily-achieved.
Sponge-jet - what?What is then Sponge-Jet and how doesit work?
The innovative Sponge-Jet Mastingconcept has been created and developedby Sponge-Jet Inc., of Portsmouth, NewHampshire in the United States andcontains a blend of completely newthinking in the abrasive blasting field.
The Sponge Blasting System consistsof a Sponge-Jet Feed Unit, Sponge-JetMedia Recycler and Sponge Media ofdifferent varieties, dependent of the surface to be treated. The Sponge-Jet Blast
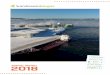
Sponge-Jet blasted bum damages - note the smooth overlap(boundary).
Units have recently been upgraded tosignificantly increase productionspeeds. They consist of a hopper, feedunit, pressure vessel, actuator, auger,control panel, separators and safetydevices.
The unit delivers the Sponge Mediato the surface in a somewhat different
way than normal abrasive blasting pots.There is an actuator inside the blastingpot, which stirs continuously theSponge-Jet Media, so that it is distributed evenly to the blasting hose andnozzle and prevents clogging and malfunctions of the equipment.
An auger (screw drive) controls theamount of the Media fed into the air
stream. The adjustment of blastingpressure and media is provided from apneumatic control panel. The Sponge-Jet Blast Units are available in a varietyof configurations; some include complete vacuum recovery and recyclingsystems, which were originally built forU.S. Navy shipyards.
The Blast Unit is supplied as a mobileunit, which is provided with a safetyframe work in order to protect it fromimpact damages.
The blasting nozzle is provided witha "dead man's handle" for safety reasons.
The Sponge-Jet Media recycler collects and classifies the used media into
three different categories; oversized,reusable and fines. Typically 60-90 percent of Sponge Media is reusable aftereach blasting cycle.
The Sponge Media is an open-celledpolyurethane particle in which differenttypes of abrasives are embedded. Dueto its nature, Sponge Media flattens atimpact and exposes the abrasive. Afterleaving the substrate the Media constricts, pulling and entrapping most ofwhat normally would have become airborne contaminants.
This means that, after contact themedia does not ricochet, as normalabrasives, but bounces somewhat backand falls down. This contributes considerably to final cleaning of the objectand surroundings. Also the normallyobserved dust distribution around the
blasting area is almost eliminated. Thecontaminated area may further be minimized by masking off lightly with e.g.plastic coverings. The amount of disposable material is minimized due tothe fact that the sponge media isreusable.
In order to meet different demands, avariety of sponge media is available, so
58 Scandinavian Shipping Gazette • October 3, 2003
that any needs from customers may befulfilled - standard Mmedias are:
>• Red media: For use on heavily corroded steel or heavy coatings/linings.Creates a deep profile. Abrasive: Steelgrit. Average recycles: 6.
>• Silver media: The ideal media forblasting of marine, industrial and commercial objects prior to applying anti-corrosive coatings. Fast cutting and creates a rather dense and sharp profilewith an anchor pattern of appr. 40-75micron Rz. Abrasive: Aluminiumoxide. Average recycles: 7.
>• Brown media: For blasting oflightly corroded objects and removal ofold, weathered coatings. May also beused for sweep blasting. Abrasive:Dupont Starblast (copper slag). Averagerecycles: 6.
>• White Mmedia: Removes coatingsfrom aluminium, fibreglass and othersensitive substrates. Abrasive: Plastic.
Average recycles: 8.>• Green media: For removal of
grease and oil from hard substrates andheavy machinery. Also ideal for removalof soot and smoke from steel and concrete substrates. Abrasive: Very mild.Average recycles: 10.
Sponge-jet - when?The risk of over blasting is greatlyreduced, due to the near perfect visibility of the surface by the operator whilepreparing the surface. In addition toerection joints and burn damages inwater ballast- and other tank spaces,the Sponge-Jet System may be used forrefurbishing of other objects onboardships, such as small portable and/orintegrated tanks and other internalspaces.
In principle, most areas, where freeblasting would be condemned, due toits tendencies of creating freely flyingdust particles and other pollution, maybe treated using the Sponge-Jet System.As previously mentioned, the dust creation from Sponge-Jet blasting is minimal and this may further be reduced bysimply erecting plastic sheathingsaround the area to be treated.
For "delicate" blasting operationsSponge-Jet is absolutely ideal. There is areported case, in which Sponge-Jet wasused for the removal of approximately2,000 square meters of poorly adhering,newly applied, epoxy coating (3rd coatin a .3 coat system) in water ballasttanks.
The poor adhesion was caused by
SCANDINAVIAN YEARBOOK OF MARITIME TECHNOLOGY 2003
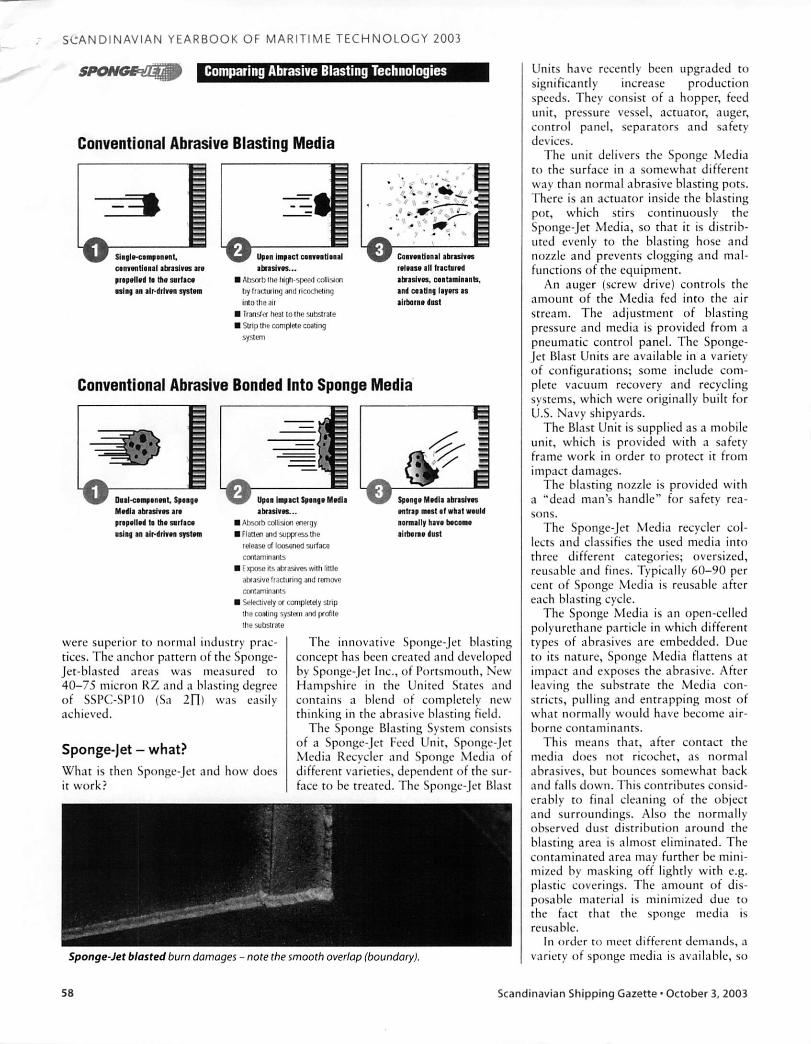
Aframax crude oil tanker newbuilding. Erection joints in water ballast tanks prepared withSponge-Jet.
applying the .3rd coat on a surface,where the steel was at its dew point. Athorough sweep blasting removed thepoorly adhering coating, without damaging the sound coatings underneath -only a slight roughening was recorded,which actually was considered a benefitfor the forthcoming new .3rd coat.
Amongst present users today, it isworthwhile to mention, that also theU.S. Navy has found this method to beuseful on several occasions.
Offshore oil platforms have also realized the benefit of this technology, noting significant environmental advantages that include recovery rates icap-
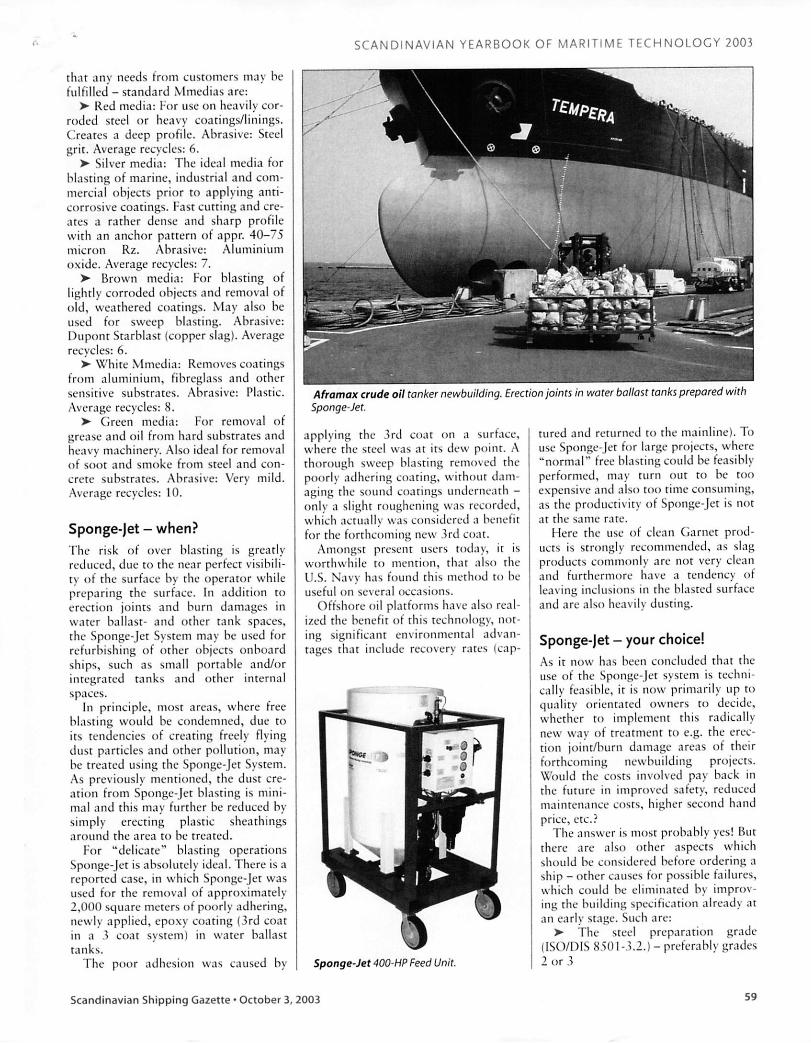
Sponge-Jet 400-HPFeed Unit.
tured and returned to the mainline). Touse Sponge-Jet for large projects, where"normal" free blasting could be feasibly-performed, may turn out to be tooexpensive and also too time consuming,as the productivity of Sponge-Jet is notat the same rate.
Here the use of clean Garnet products is strongly recommended, as slagproducts commonly are not very cleanand furthermore have a tendency ofleaving inclusions in the blasted surfaceand are also heavily dusting.
Sponge-jet - your choice!As it now has been concluded that theuse of the Sponge-Jet system is technically feasible, it is now primarily up toquality orientated owners to decide,whether to implement this radicallynew way of treatment to e.g. the erection joint/burn damage areas of theirforthcoming newbuilding projects.Would the costs involved pay back inthe future in improved safety, reducedmaintenance costs, higher second handprice, etc.?
The answer is most probably yes! Butthere are also other aspects whichshould be considered before ordering aship- other causes for possible failures,which could be eliminated by improving the building specification already atan early stage. Such are:
>• The steel preparation grade(ISO/DIS 8501 -3.2.) - preferably grades2 or .3
Scandinavian Shipping Gazette • October 3, 2003 59

SCANDINAVIAN YEARBOOK OF MARITIME TECHNOLOGY 2003
>• Residual chloride and sulphatecontent to be as low as possible (2-3Ug/cm2). A fresh water washing of theobject to be M.isted is recommended
>• The blasting degree of especiallywater ballast tanks should be at a minimum Sa 2T1 with an anchor pattern ofmin. SO micron
>• Sufficient stripe coating to be performed - also boundary areas to he-stripe coated
>• Do not use paint rollers - stripe-coat and touch up with round brushes
>• Minimum dry film thickness of aballast tank coating system should be300 micron
>• Do not apply single coatings thicker than recommended - the risk ofinternal stress, cracking of the coating,insufficient curing and solvent retentionto be eliminated
>• Always ensure that the areas to becoated are clean and dry
> Climatic conditions to be as perrecommendations during applicationand drying/curing
>• Confined spaces to be ventilated inorder to enhance proper solvent evaporation
>• Always choose coatings with areliable track record
The birth ofan aframax crude oil tanker.
> Aluminium pigmented coatingsblock ionic transmission more effectively than normally pigmented coatings
>• Ensure that the used coating is oforiginal formulation and not a "modified newbuilding" coating
>• Use well motivated, independentcoating inspectors for your newbuildingproject. The team leader, if more than
one inspector, should preferably be anexpatriate.
Implementing the above recommendations would also add somewhat to
the total investment in a newbuilding,but these are considered to be goodlong time investments, which, withoutdoubt, will pay back in the future.
FARTYGSMEKANO AB
The Ship Repairer in HelsingborgRedaregatan to, SE-252 25 Helsingborg, SwedenPhone +46-(o)42-i2 02 95, Fax +46-(o)42-i8 09 16E-mail [email protected] www.fartygsmekano.se
60 Scandinavian Shipping Gazette • October 3, 2003