Embed Size (px)
Citation preview
WATER TREATMENT
THE MODULAR
EXPERTS
Project Title: Whalsay WTW – Nanofiltration Membrane PlantClient: Scottish WaterProject Value: £4.3MDesign Start: 5th October 2015Manufacture Start: 27th May 2016Delivery to Site: 13th October 2016Commissioned / WIS: 30th March 2017Works Address: 2 Bothies, BU Water Symbister, Whalsay, Shetland Isle
CASE STUDYWHALSAY TTU
www.ross-eng.com
Construction of the new multi-million pound Water Treatment Works in the Eastern Shetland Island of Whalsay was delivered ahead of time and within budget by Ross-Shire Engineering’s, Water Technology department.
The project uses Nanofiltration (NF) and Reverse Osmosis (RO) technology to ensure customers on the island can continue to enjoy fresh, clean drinking water long into the future with this new treatment process. The works incorporate a new intake from Loch Huxter and associated raw water pump station (RWPS) and raw water main (circa 700m), 452m³/d NF modular membrane plant with reverse osmosis process, operating at a combined recovery of 90% on the Whalsay site.
The Modular and Transportable Treatment Unit (TTU) was constructed in Ross-shire Engineering’s Modular Facility of Excellence base in Muir of Ord. The footprint of the modules were increased to 18m × 4.1m to give the operators more clear access around the equipment, whilst still ensuring that they were suitable for road transportation. The six modules were shipped to Symbister and delivered onto site on the banks of Loch Huxter, in October 2016.
Project Overview:
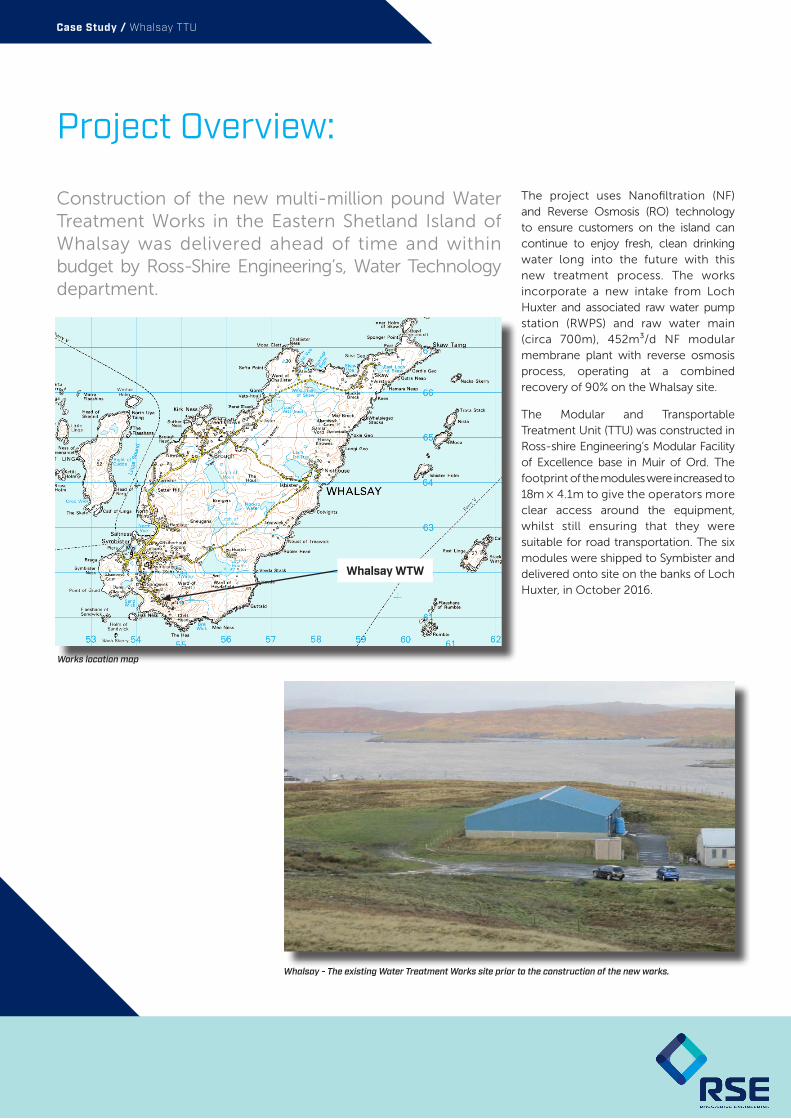
Works location map
Whalsay WTW
Whalsay - The existing Water Treatment Works site prior to the construction of the new works.
Case Study / Whalsay TTU
Project Overview:
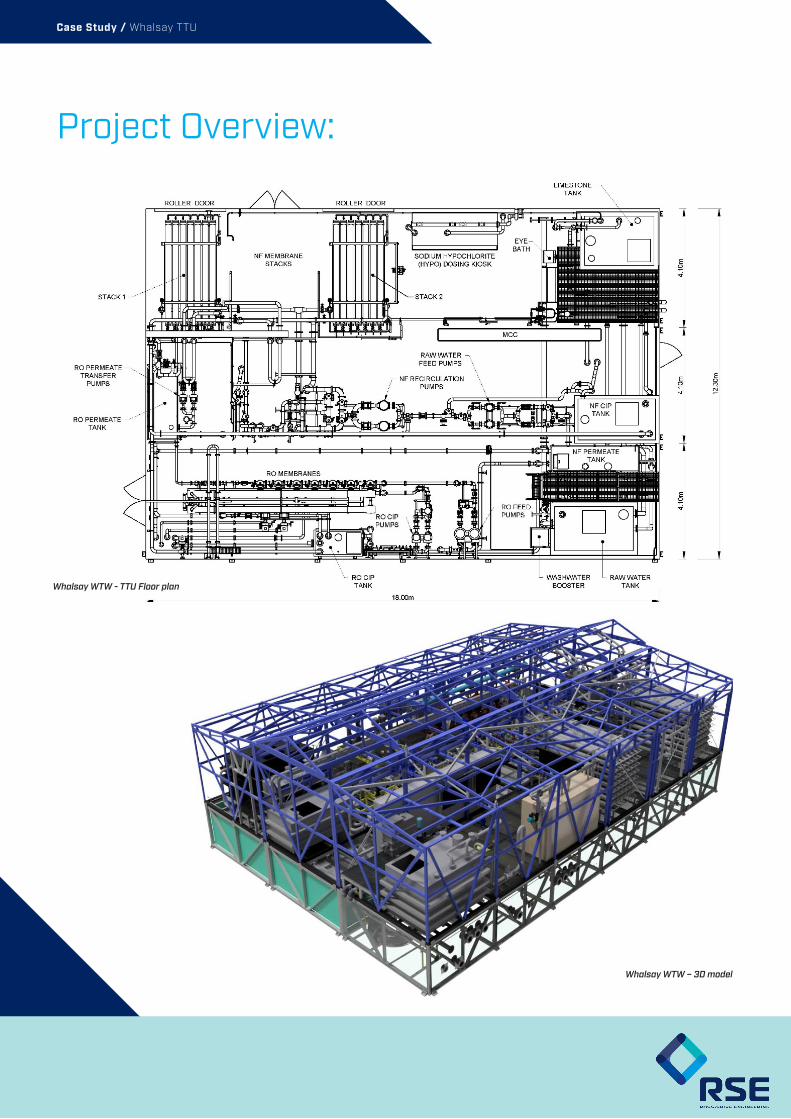
Whalsay WTW - TTU Floor plan
Whalsay WTW – 3D model
Case Study / Whalsay TTU
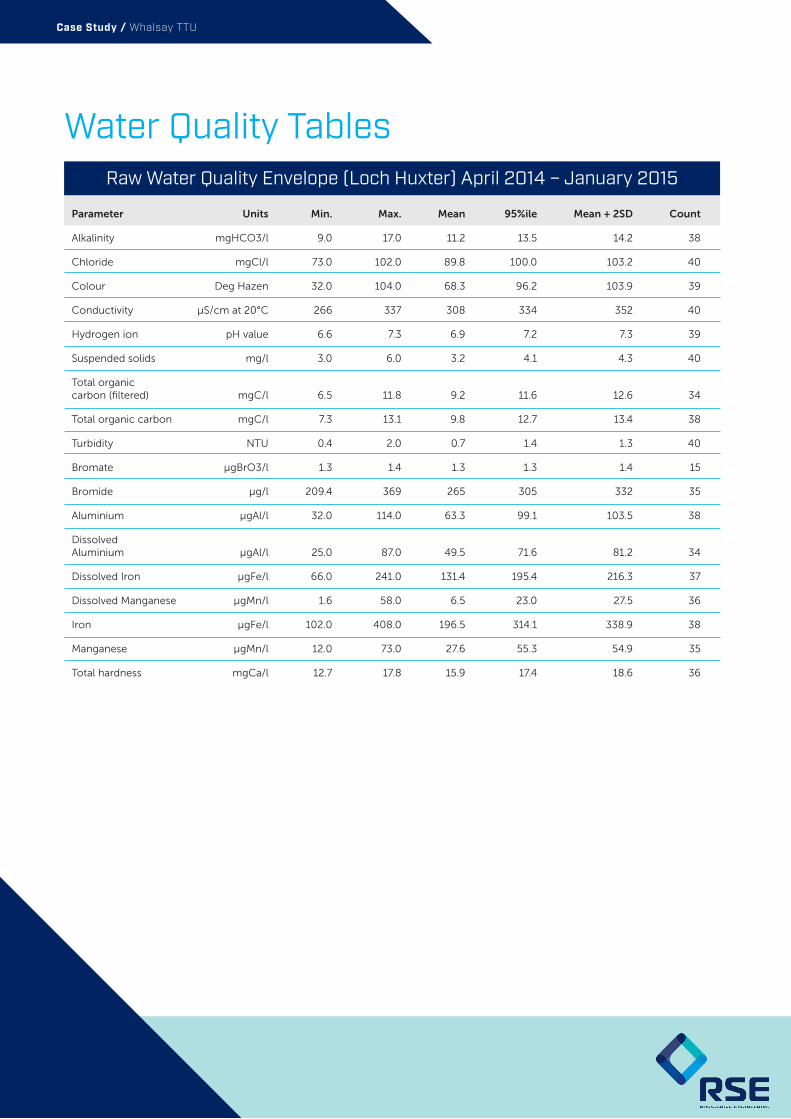
Raw Water Quality Envelope (Loch Huxter) April 2014 – January 2015
Water Quality Tables
Parameter Units Min. Max. Mean 95%ile Mean + 2SD Count
Alkalinity mgHCO3/l 9.0 17.0 11.2 13.5 14.2 38
Chloride mgCl/l 73.0 102.0 89.8 100.0 103.2 40
Colour Deg Hazen 32.0 104.0 68.3 96.2 103.9 39
Conductivity μS/cm at 20°C 266 337 308 334 352 40
Hydrogen ion pH value 6.6 7.3 6.9 7.2 7.3 39
Suspended solids mg/l 3.0 6.0 3.2 4.1 4.3 40
Total organic carbon (filtered) mgC/l 6.5 11.8 9.2 11.6 12.6 34
Total organic carbon mgC/l 7.3 13.1 9.8 12.7 13.4 38
Turbidity NTU 0.4 2.0 0.7 1.4 1.3 40
Bromate μgBrO3/l 1.3 1.4 1.3 1.3 1.4 15
Bromide μg/l 209.4 369 265 305 332 35
Aluminium μgAl/l 32.0 114.0 63.3 99.1 103.5 38
Dissolved Aluminium μgAl/l 25.0 87.0 49.5 71.6 81.2 34
Dissolved Iron μgFe/l 66.0 241.0 131.4 195.4 216.3 37
Dissolved Manganese μgMn/l 1.6 58.0 6.5 23.0 27.5 36
Iron μgFe/l 102.0 408.0 196.5 314.1 338.9 38
Manganese μgMn/l 12.0 73.0 27.6 55.3 54.9 35
Total hardness mgCa/l 12.7 17.8 15.9 17.4 18.6 36
Case Study / Whalsay TTU
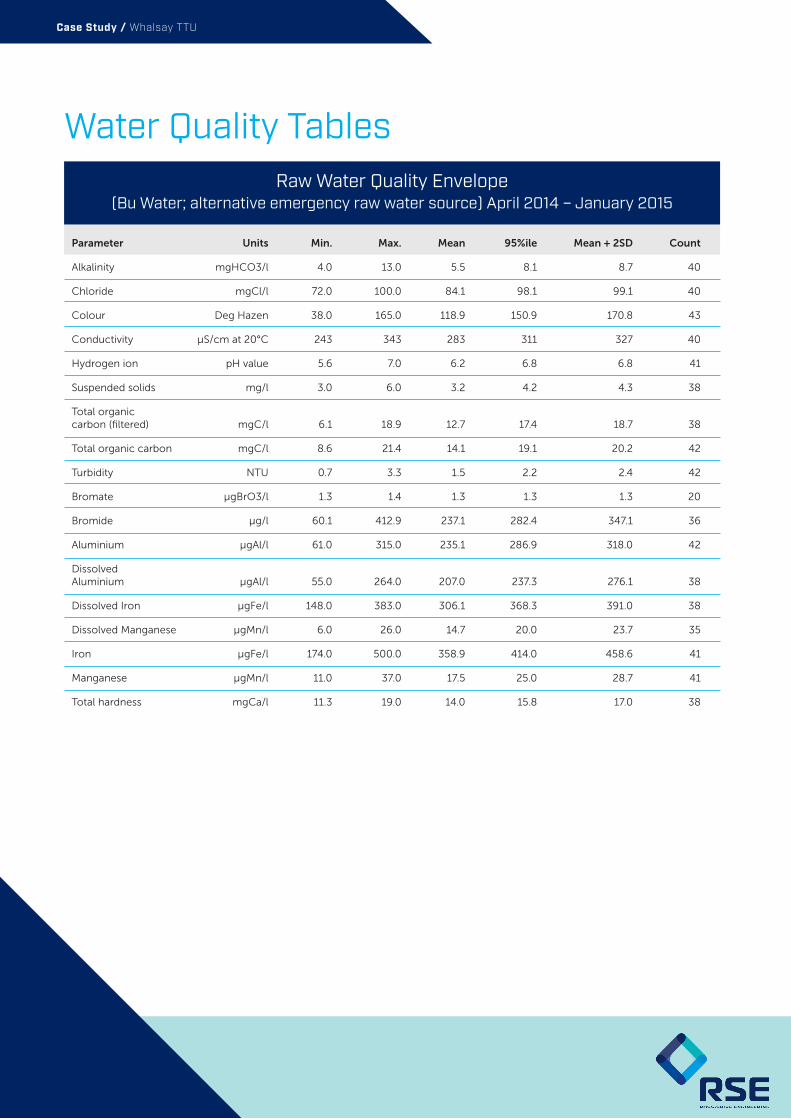
Raw Water Quality Envelope (Bu Water; alternative emergency raw water source) April 2014 – January 2015
Water Quality Tables
Parameter Units Min. Max. Mean 95%ile Mean + 2SD Count
Alkalinity mgHCO3/l 4.0 13.0 5.5 8.1 8.7 40
Chloride mgCl/l 72.0 100.0 84.1 98.1 99.1 40
Colour Deg Hazen 38.0 165.0 118.9 150.9 170.8 43
Conductivity μS/cm at 20°C 243 343 283 311 327 40
Hydrogen ion pH value 5.6 7.0 6.2 6.8 6.8 41
Suspended solids mg/l 3.0 6.0 3.2 4.2 4.3 38
Total organic carbon (filtered) mgC/l 6.1 18.9 12.7 17.4 18.7 38
Total organic carbon mgC/l 8.6 21.4 14.1 19.1 20.2 42
Turbidity NTU 0.7 3.3 1.5 2.2 2.4 42
Bromate μgBrO3/l 1.3 1.4 1.3 1.3 1.3 20
Bromide μg/l 60.1 412.9 237.1 282.4 347.1 36
Aluminium μgAl/l 61.0 315.0 235.1 286.9 318.0 42
Dissolved Aluminium μgAl/l 55.0 264.0 207.0 237.3 276.1 38
Dissolved Iron μgFe/l 148.0 383.0 306.1 368.3 391.0 38
Dissolved Manganese μgMn/l 6.0 26.0 14.7 20.0 23.7 35
Iron μgFe/l 174.0 500.0 358.9 414.0 458.6 41
Manganese μgMn/l 11.0 37.0 17.5 25.0 28.7 41
Total hardness mgCa/l 11.3 19.0 14.0 15.8 17.0 38
Case Study / Whalsay TTU
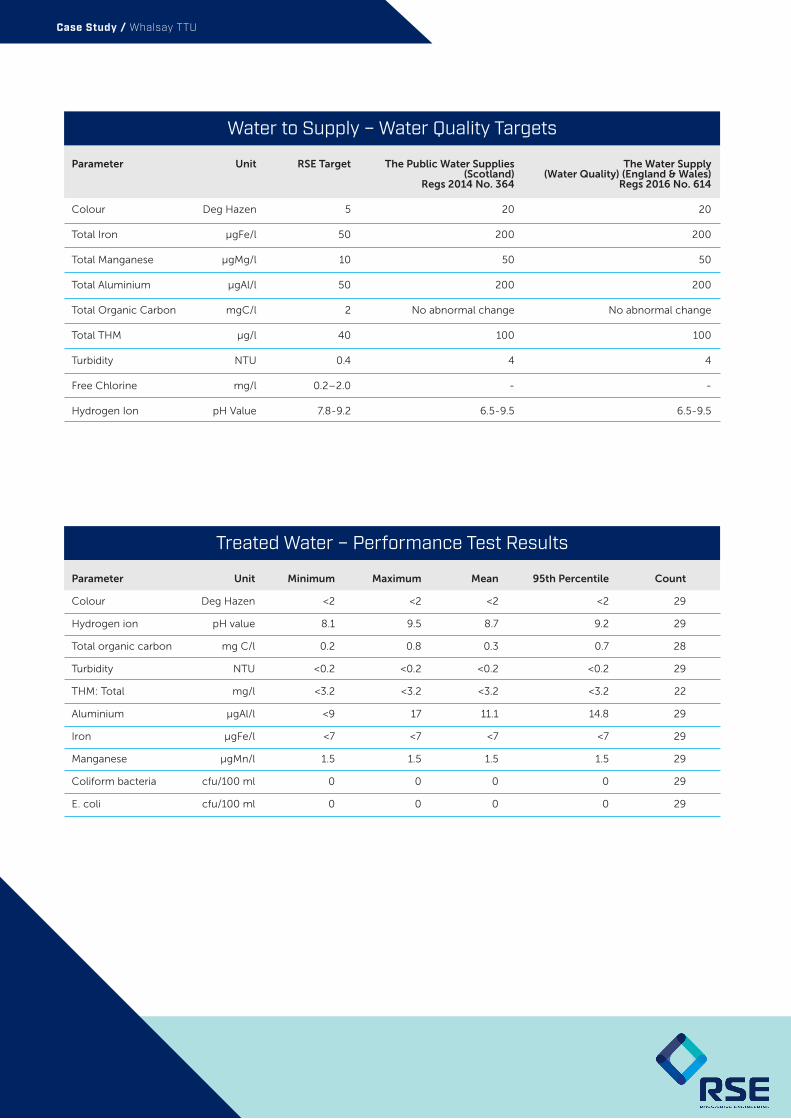
Parameter Unit RSE Target The Public Water Supplies The Water Supply (Scotland) (Water Quality) (England & Wales) Regs 2014 No. 364 Regs 2016 No. 614
Colour Deg Hazen 5 20 20
Total Iron μgFe/l 50 200 200
Total Manganese μgMg/l 10 50 50
Total Aluminium μgAl/l 50 200 200
Total Organic Carbon mgC/l 2 No abnormal change No abnormal change
Total THM μg/l 40 100 100
Turbidity NTU 0.4 4 4
Free Chlorine mg/l 0.2–2.0 - -
Hydrogen Ion pH Value 7.8-9.2 6.5-9.5 6.5-9.5
Water to Supply – Water Quality Targets
Parameter Unit Minimum Maximum Mean 95th Percentile Count
Colour Deg Hazen <2 <2 <2 <2 29
Hydrogen ion pH value 8.1 9.5 8.7 9.2 29
Total organic carbon mg C/l 0.2 0.8 0.3 0.7 28
Turbidity NTU <0.2 <0.2 <0.2 <0.2 29
THM: Total mg/l <3.2 <3.2 <3.2 <3.2 22
Aluminium μgAl/l <9 17 11.1 14.8 29
Iron μgFe/l <7 <7 <7 <7 29
Manganese μgMn/l 1.5 1.5 1.5 1.5 29
Coliform bacteria cfu/100 ml 0 0 0 0 29
E. coli cfu/100 ml 0 0 0 0 29
Treated Water – Performance Test Results
Case Study / Whalsay TTU
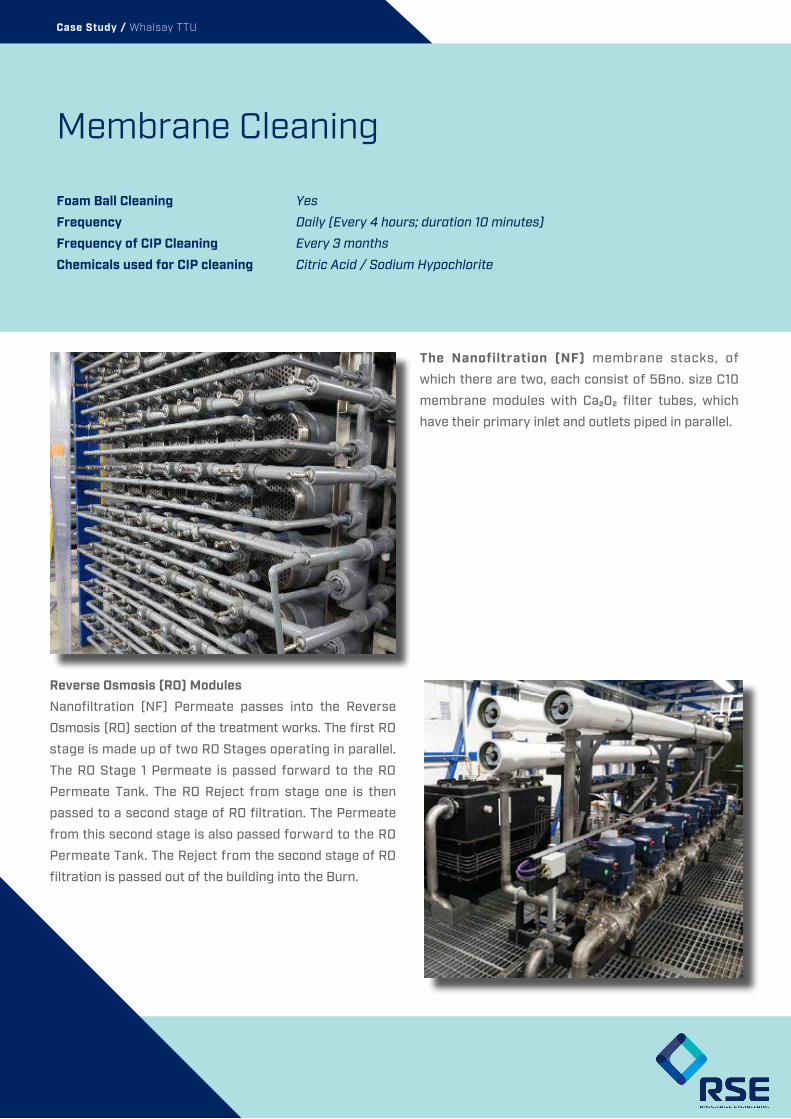
Foam Ball Cleaning Yes
Frequency Daily (Every 4 hours; duration 10 minutes)
Frequency of CIP Cleaning Every 3 months
Chemicals used for CIP cleaning Citric Acid / Sodium Hypochlorite
Case Study / Whalsay TTU
Membrane Cleaning
The Nanofiltration (NF) membrane stacks, of
which there are two, each consist of 56no. size C10
membrane modules with Ca202 filter tubes, which
have their primary inlet and outlets piped in parallel.
Reverse Osmosis (RO) ModulesNanofiltration (NF) Permeate passes into the Reverse
Osmosis (RO) section of the treatment works. The first RO
stage is made up of two RO Stages operating in parallel.
The RO Stage 1 Permeate is passed forward to the RO
Permeate Tank. The RO Reject from stage one is then
passed to a second stage of RO filtration. The Permeate
from this second stage is also passed forward to the RO
Permeate Tank. The Reject from the second stage of RO
filtration is passed out of the building into the Burn.

Chlorine Contact Pipe (CCP)The Chlorinated Water flows through the CCP to
ensure that there is the required contact time for
disinfection. Incorporating the 23.9m, 500mm, CCP
within the modular construction has reduced the
amount of civils work on site, reducing time and work
on site.
Case Study / Whalsay TTU
Waste Water TankThe 30,000 litre Waste Water Tank has been
incorporated within the modular structure, which
has allowed it to be constructed in steel and reduce
the amount of civil work on site.

Limestone Contact TankThe Disinfected Water feed flows up
through the Limestone Bed within the
Limestone Contact Tank to correct
the pH and re-mineralise the water.
If the Carbon Dioxide dosing is disabled, the pH control
is achieved by an actuated blend valve which allows
a proportion of the Permeate to bypass the limestone
and blend the outlet pH to within acceptable levels.
Trimming the amount of Permeate that is bypassed
corrects the pH level.
Case Study / Whalsay TTU
Carbon Dioxide (CO2) DosingDue to the nature of the existing mains distribution
network a need was identified to alter the pH
correction process to provide a greater degree of re-
mineralisation of the Disinfected water. To achieve this
CO2 is automatically dosed post the Limestone Contact
Tank. Control is based on pH value.
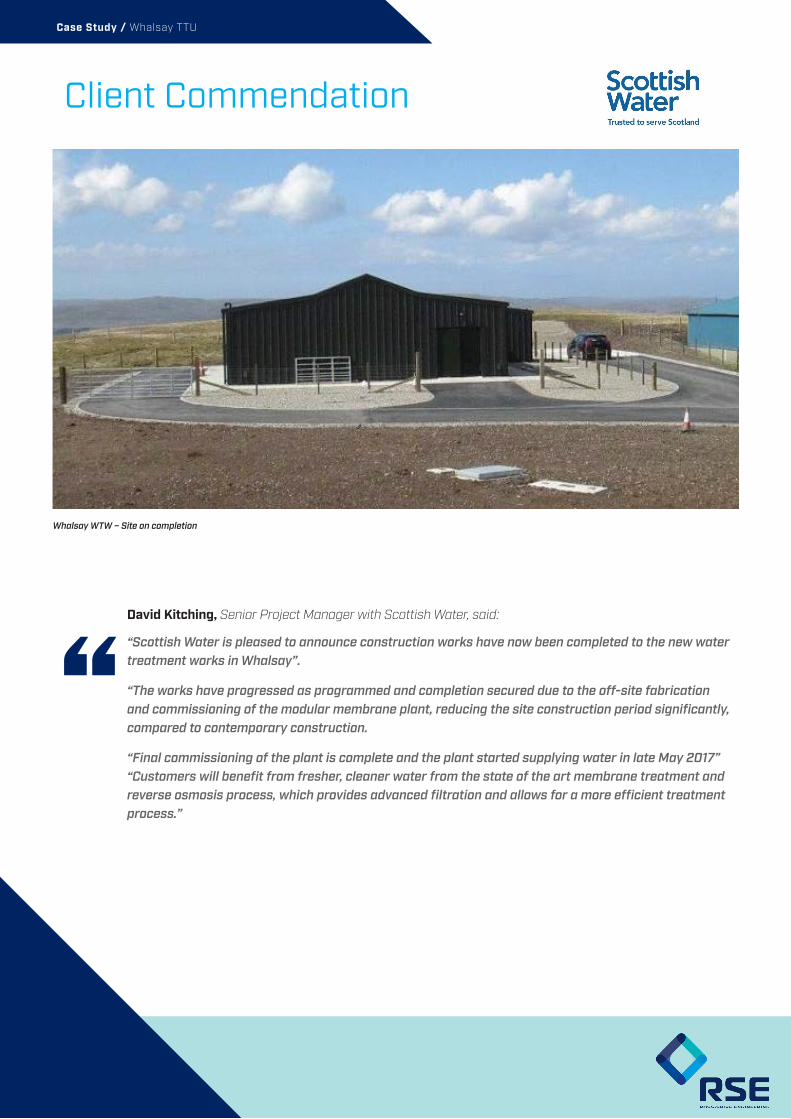
Client Commendation
“Scottish Water is pleased to announce construction works have now been completed to the new water treatment works in Whalsay”.
“The works have progressed as programmed and completion secured due to the off-site fabrication and commissioning of the modular membrane plant, reducing the site construction period significantly, compared to contemporary construction.
“Final commissioning of the plant is complete and the plant started supplying water in late May 2017” “Customers will benefit from fresher, cleaner water from the state of the art membrane treatment and reverse osmosis process, which provides advanced filtration and allows for a more efficient treatment process.”
David Kitching, Senior Project Manager with Scottish Water, said:
Case Study / Whalsay TTU
Whalsay WTW – Site on completion

• Membrane Plant building including welfare facilities
• Raw Water Tank
• Nanofiltration Membrane Filter Feed and recirculation Pumps, Strainers, Membrane Filtration Modules, Membrane Clean In Place (CIP) and Neutralisation facility and a Permeate Tank.
• Reverse Osmosis Feed Pumps, Membrane Filtration Modules, Membrane Clean In Place (CIP) and Neutralisation facility, Permeate Tank and Permeate Pumps.
• Disinfection (Sodium Hypochlorite dosing and Chlorine Contact Pipe (CCP))
• pH Correction (Carbon Dioxide Dosing and / or Limestone Contact Tank)
• Re-lift Pumps
• Final Water Flow Monitoring
• Water Quality Sampling for control and Regulatory purposes
• Chemical Waste Tank
• Motor Control Centres
• Local Control Panels
• Telemetry
Case Study / Whalsay TTU
Scope SummaryThe works incorporate a new intake from Loch Huxter and associated raw water pump station (RWPS) and raw water main (circa 700m), 452m3/d nanofiltration modular membrane plant with reverse osmosis process, welfare facilities and standby generator.
The plant includes





























