Embed Size (px)
Citation preview
Systems Engineering Procedia 4 (2012) 324 – 330
2211-3819 © 2011 Published by Elsevier Ltd. Selection and peer-review under responsibility of Desheng Dash Wu.doi:10.1016/j.sepro.2011.11.082
Available online at www.sciencedirect.com Systems Engineering
ProcediaSystems Engineering Procedia 00 (2011) 000–000
www.elsevier.com/locate/procedia
The 2nd
The Mobilization Point Choice Model of Sole-resource Demand in System Engineering
International Conference on Complexity Science & Information Engineering
Pingzhou Tang∗
North China Electric Power University, Beijing 102206, China
, Qi Zhang
Abstract
It is required that mobilization organization need make the decision-making plan of net-work construction in a relatively short time to match resource demand. This network can provide the resources for war and emergency rapidly, efficiently, and consistently. When mobilization implemented, mobilization organization establishes a materials agile mobilization supply network quickly based on the national economy mobilization centre, and fulfill the purpose of rapid supply. This paper studies the construction process of materials agile mobilization supply network in implementing stage and the mobilization point choice optimization model which will ensure the continuous production of the mobilization center from System Engineering perspective.
© 2011 Published by Elsevier Ltd. Selection and peer-review under responsibility of Desheng Dash Wu
Keywords: Mobilization Point Choice; Mobilization Material; Agile mobilization; supply network; System Engineering
∗Corresponding author. Tel.: +86-10-51963562.E-mail address: [email protected]
© 2011 Published by Elsevier Ltd. Selection and peer-review under responsibility of Desheng Dash Wu.2 Author name / Systems Engineering Procedia 00 (2011) 000–000
1. Introduction
The establishment of the mobilization center laid a good foundation to build material agile mobilization supply network in mobilization implementing stage. When mobilization implemented,mobilization organization establishes a materials agile mobilization supply network quickly based on the national economy mobilization centre according to the characteristics of materials demand, and fulfill the purpose of rapid supply of mobilization materials. The material agile mobilization supply network is established based on material requirement for war and emergency, and the requirement information is from armed forces and emergency organization directly.
When some kind of mobilization center responds mobilization materials production, single materials supply spot usually can't satisfy the requirements of the mobilization center, which therefore needs several materials supply place to participate in material mobilization activity. At the same time, once the war or emergency action unfolded, the material support must maintain a continuous supply. While in many cases, the material consumption rate may change with the time. Therefore, in the unsteady consumption circumstances, mobilization organization should select the appropriate mobilization production enterprise (referred as mobilization spot) to fulfill the mobilization center production continuously, reduce the number of the mobilization spots, and start mobilize production time.
At present, research on the multiple saving point emergency combination problems for continuous material consumption has made some achievements. From the system cost and reliability point of view, aiming at the shortest time and the least saving point, literatures [1-5] presented the solving method to get the shortest emergency time on single resource or multi-resources. Literatures [6] established two layer optimization mathematical model based on ‘shortest emergency time and least saving point’. All these studies assumed the constant materials consumption rate, and have not considered unsteady emergency material consumption rate. According to the actual war and emergency condition, this paper mainly solves the mobilization point selection problem with unsteady materials consumption.
2. The Description of the Problem
Set A1, A2,…, An as the mobilization point, A as the mobilization center, X as the value of the
mobilization material demand, yi as available material amount of Ai (yi ∑=
n
iiy
1
>0), i=1,2,…, n, and meet
≥x. The consumption rate of mobilization materials usually changes over time, which can be expressed by a continuous curve or separate function. Set function )(tf as mobilization materials attrition curve
uniformly, and ti (ti>0) as the time from mobilization point Ai
nttt <<< 21
to the mobilization center A,
. A scheme is required to determine the mobilization point and their respective amount of
materials provided. On the premise of continuous supply and the shortest time, the number of mobilization point is the least.
Suppose the material of the mobilization center can be continuously shipped, mobilization center do not have corresponding reserved materials, and do not consider production delay. In this assumption, mobilization materials consumption is consistent with the material consumption of the mobilization center. The continuous consumption concept under the condition of unsteady consumption rate isillustrated as follows.
Set Tf as finish time of the mobilization point in the mobilization activities, Ts (≥t1) as the start time of the mobilizing production, T as production duration time, which can be obtained by the equation below:
325Pingzhou Tang and Qi Zhang / Systems Engineering Procedia 4 (2012) 324 – 330
2 Author name / Systems Engineering Procedia 00 (2011) 000–000
1. Introduction
The establishment of the mobilization center laid a good foundation to build material agile mobilization supply network in mobilization implementing stage. When mobilization implemented,mobilization organization establishes a materials agile mobilization supply network quickly based on the national economy mobilization centre according to the characteristics of materials demand, and fulfill the purpose of rapid supply of mobilization materials. The material agile mobilization supply network is established based on material requirement for war and emergency, and the requirement information is from armed forces and emergency organization directly.
When some kind of mobilization center responds mobilization materials production, single materials supply spot usually can't satisfy the requirements of the mobilization center, which therefore needs several materials supply place to participate in material mobilization activity. At the same time, once the war or emergency action unfolded, the material support must maintain a continuous supply. While in many cases, the material consumption rate may change with the time. Therefore, in the unsteady consumption circumstances, mobilization organization should select the appropriate mobilization production enterprise (referred as mobilization spot) to fulfill the mobilization center production continuously, reduce the number of the mobilization spots, and start mobilize production time.
At present, research on the multiple saving point emergency combination problems for continuous material consumption has made some achievements. From the system cost and reliability point of view, aiming at the shortest time and the least saving point, literatures [1-5] presented the solving method to get the shortest emergency time on single resource or multi-resources. Literatures [6] established two layer optimization mathematical model based on ‘shortest emergency time and least saving point’. All these studies assumed the constant materials consumption rate, and have not considered unsteady emergency material consumption rate. According to the actual war and emergency condition, this paper mainly solves the mobilization point selection problem with unsteady materials consumption.
2. The Description of the Problem
Set A1, A2,…, An as the mobilization point, A as the mobilization center, X as the value of the
mobilization material demand, yi as available material amount of Ai (yi ∑=
n
iiy
1
>0), i=1,2,…, n, and meet
≥x. The consumption rate of mobilization materials usually changes over time, which can be expressed by a continuous curve or separate function. Set function )(tf as mobilization materials attrition curve
uniformly, and ti (ti>0) as the time from mobilization point Ai
nttt <<< 21
to the mobilization center A,
. A scheme is required to determine the mobilization point and their respective amount of
materials provided. On the premise of continuous supply and the shortest time, the number of mobilization point is the least.
Suppose the material of the mobilization center can be continuously shipped, mobilization center do not have corresponding reserved materials, and do not consider production delay. In this assumption, mobilization materials consumption is consistent with the material consumption of the mobilization center. The continuous consumption concept under the condition of unsteady consumption rate isillustrated as follows.
Set Tf as finish time of the mobilization point in the mobilization activities, Ts (≥t1) as the start time of the mobilizing production, T as production duration time, which can be obtained by the equation below:

326 Pingzhou Tang and Qi Zhang / Systems Engineering Procedia 4 (2012) 324 – 330
Author name / Systems Engineering Procedia 00 (2011) 000–000 3
[ ]dttfxT
∫= 0)(
(1)
Then, sf TTT += , during the time t from the start time of the mobilizing production, the amount of
material consumption tU can be expressed as:
tU = [ ]dttft∫0 )( (2)
Definition 1: Scheme F about Ts ∀is continuous feasible. For any t∈ ],[ fs TT ,then
{ }[ ]dttfy t
ttii
i
∫∑ ≥≤
0)( (3)
Where { }∑≤tti
ii
y stands for the amount of arrived materials in the t moment, and [ ]dttft
∫0 )( stands for the
amount of consumption material in the t moment.Suppose all scheme about production start time Ts
Φ≠SCsTmin
is continuous feasible, then, the solution of the optimal scheme is.
(4)
According to the theorem of the earliest emergency start time by literature [3,7], the lemma of the earliest emergency start time under the condition of the unsteady consumption can be illustrated as follows:
Lemma 1: if t1<t2<…<tn
=sT
, then the earliest production start time is
][max}...2,1{ kipi
tt −∈
(5)
In which, kt can be obtained from the formula ∑−
=
1
0
p
kky = [ ]dttft∫0 )( . Set y0 kt=0, is the time that the k-
th mobilization point reach the emergence place A. One of the important schemes should
satisfy ∑∑=
−
=
≤<p
kk
p
kk yyy
0
1
0
. Assuming 00 =y , then the corresponding optimal scheme is:
−= ∑−
=−− ),)(,(,),,(),,(
1
1112211
p
kkPpP yxAyAyAyAF
(6)
At a constant rate of consumption, literature [7] has given strict mathematical proof to the above conclusion. It can be proved in the same way as for the unsteady
3. Establishment of the Numerical Model
consumption rate case.
Bi-level planning modeling is usually used to study the optimization of the secondary system problems. The upper decision variables are x∈Rn1, and the objective function is F(x, y). The lower layer decision variables are y∈Rn2, and the objective function is F(x, y). x and y should meet the constraint of

327Pingzhou Tang and Qi Zhang / Systems Engineering Procedia 4 (2012) 324 – 330
4 Author name / Systems Engineering Procedia 00 (2011) 000–000
G(x,y)≤0. The upper decision variables x influence the lower layer decision variables y. Therefore, bi-level planning modeling model gives a good description of grading decision problem in the management system.
Setting mobilization point number as the upper problem, and mobilization production time as the lower problem, then the optimization model can be established as equation (7). In this model, the objectives of the earliest mobilization production start time and the smallest number of mobilizationpoints can be realized under the unsteady continuous mobilization materials consumption conditions.
==−
≤<
−
∑∑
∑
=
−
=
∈
=
nizz
yyy
tt
z
ii
p
ii
p
ii
kipi
n
ii
,,2,1,0)1(
s.t.
][max
s.t.
min
0
1
0
}...2,1{
1
(7)
In which, iz is the upper decision variable which can take 0 or 1, when the i-th mobilization point isin production, 1=iz , otherwise 0=iz .
it is the time needed for transforming materials from the i-th mobilization point iA to the mobilization center A,
nttt <<< 21.
kt is the sustainable time of materials in the mobilization center, which can be obtained from
[ ]dttfy tp
kk ∫∑ =
−
=0
1
0)(
.)(tf is the materials consumption rate in mobilization center.
x is the materials demand of mobilization center.iy is the available materials of the i-th mobilization point.
According to reference [3], the above model can be solved as following:
Set
≤≤≥= ∑−
=
1
01,min
p
ki npxypp , and 121 ==== pzzz , 021 ==== ++ npp zzz , the earliest
mobilization production start time can be obtained from sT = ][max}...2,1{ kkipi
ztt −∈
Then the lower level problem optimization scheme of (7) is
−= ∑−
=−− ),)(,(,),,(),,(
1
1112211
p
kkPpP yxAyAyAyAF
(8)
However, this algorithm can lead to large number of mobilization points, which will reduce the stability of mobilization production system, and increase the cost of the emergency. At the same time, too many mobilization points will unnecessarily interfere with the normal social life. Therefore, the number of mobilization points should be as small as possible, given the continuous consumption can be met. So the following criterion should be satisfied.
his ttT ≥+ phi ≤< )1,,2,1( −= pi (9)sT is the mobilization production start time. it is the sustainable time of materials iy (from the i-th
mobilization point) in the mobilization center under the consume rate )(tf . kt is the time needed for transforming materials from the next available mobilization point to the mobilization center A.
Set 11 == hi , and { }12 ,max hhttThh his >≥+= ;

328 Pingzhou Tang and Qi Zhang / Systems Engineering Procedia 4 (2012) 324 – 330
Author name / Systems Engineering Procedia 00 (2011) 000–000 5
Set 2hi = , and { }23 ,max hhttThh his >≥+= …
Through recurrence, the optimal solution of the upper planning problem in equation(7) can be solved. Representing the optimum number of mobilization points as q, it can be obtained the
121
====qhhh zzz , 0
1===
+ pq hh zz . Then the optimum scheme is
−= ∑−
=−−
),(),,(,),,(),,(1
1
*112211
q
Qqq
h
kkhhhhhhh yxAyAyAyAF (10)
4. Model Algorithm
Step 1: Initializing 0:,,0,0,0 21000 =<<<=== kttthtx n
Step 2: Set
≤≤≥= ∑−
=
1
01,min
p
ki npxypp , and 121 ==== pzzz ,
021 ==== ++ npp zzz
Then sT = ][max}...2,1{ kipi
tt −∈ can be obtained.
In which, kt can be obtained from ∑−
=
1
0
p
kky = [ ]dtt tf∫0 )( , which satisfies ∑∑
=
−
=
≤<p
kk
p
kk yyy
0
1
0. it is the time
needed for transforming materials from the i-th mobilization point iA to the mobilization center A,
nttt <<< 21 .Set 00 =x , then the corresponding feasible scheme is
−= ∑−
=−− ),)(,(,),,(),,(
1
1112211
p
kkPpP yxAyAyAyAF
.
Step 3: Set 1: hk =
According to the above conditions his ttT ≥+ phi ≤< )1,,2,1( −= pi
Set { } 11 :,,max ++ =>≥+= lhisl hkkhttThh .
Step 4: if 1+lh does not exist, take '' :, lll hkhh =< , turn step 3. Otherwise, turn to step 5.
Step 5: while k take all over 1 ~ p, get the optimal solution of the bi-level optimization problems,
namely, 121
====qhhh zzz , 0
1===
+ pq hh zz .
So the optimum scheme is
−= ∑−
=−−
),(),,(,),,(),,(1
1
*112211
q
Qqq
h
kkhhhhhhh yxAyAyAyAF . (11)
329Pingzhou Tang and Qi Zhang / Systems Engineering Procedia 4 (2012) 324 – 330
6 Author name / Systems Engineering Procedia 00 (2011) 000–000
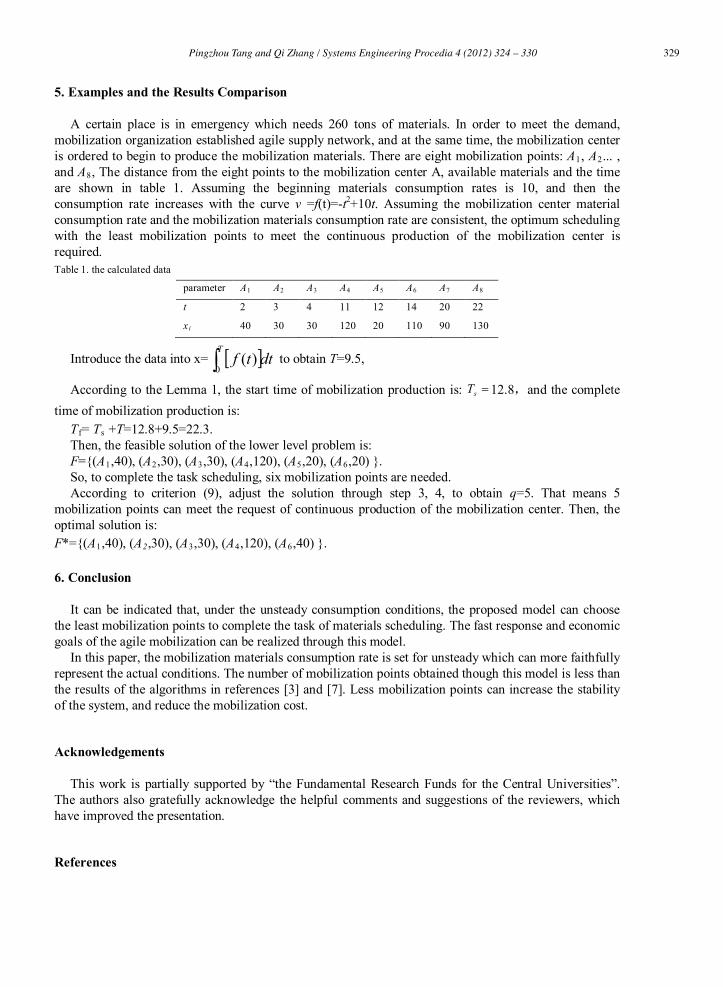
5. Examples and the Results Comparison
A certain place is in emergency which needs 260 tons of materials. In order to meet the demand, mobilization organization established agile supply network, and at the same time, the mobilization center is ordered to begin to produce the mobilization materials. There are eight mobilization points: A1, A2... , and A8, The distance from the eight points to the mobilization center A, available materials and the time are shown in table 1. Assuming the beginning materials consumption rates is 10, and then the consumption rate increases with the curve v =f(t)=-t2
Table 1. the calculated data
+10t. Assuming the mobilization center material consumption rate and the mobilization materials consumption rate are consistent, the optimum scheduling with the least mobilization points to meet the continuous production of the mobilization center isrequired.
parameter A A1 A2 A3 A4 A5 A6 A7 8
t 2 3 4 11 12 14 20 22
x 40i 30 30 120 20 110 90 130
Introduce the data into x= [ ]dttfT
∫0 )( to obtain T=9.5,
According to the Lemma 1, the start time of mobilization production is: =sT 12.8,and the complete time of mobilization production is:
Tf= TsThen, the feasible solution of the lower level problem is:
+T=12.8+9.5=22.3.
F={(A1,40), (A2,30), (A3,30), (A4,120), (A5,20), (A6So, to complete the task scheduling, six mobilization points are needed.
,20) }.
According to criterion (9), adjust the solution through step 3, 4, to obtain q=5. That means 5mobilization points can meet the request of continuous production of the mobilization center. Then, the optimal solution is:F*={(A1,40), (A2,30), (A3,30), (A4,120), (A6
6. Conclusion
,40) }.
It can be indicated that, under the unsteady consumption conditions, the proposed model can choose the least mobilization points to complete the task of materials scheduling. The fast response and economic goals of the agile mobilization can be realized through this model.
In this paper, the mobilization materials consumption rate is set for unsteady which can more faithfullyrepresent the actual conditions. The number of mobilization points obtained though this model is less than the results of the algorithms in references [3] and [7]. Less mobilization points can increase the stability of the system, and reduce the mobilization cost.
Acknowledgements
This work is partially supported by “the Fundamental Research Funds for the Central Universities”. The authors also gratefully acknowledge the helpful comments and suggestions of the reviewers, which have improved the presentation.
References

330 Pingzhou Tang and Qi Zhang / Systems Engineering Procedia 4 (2012) 324 – 330
Author name / Systems Engineering Procedia 00 (2011) 000–000 7
[1] Dayani Sedarage, Okitsugu Fujiwara, Huynh Trung Luong. Determining optimal order splitting and reorder level for N-supplier inventory systems, European Journal of Operational Research, 1999,116(5):389~404.
[2] Persson F. Olhager J. Performance simulation of supply chain designs, International Journal of Production Eco-nomics ,2002 ,77 :231-245.
[3] LIU Chun lin, HE Jian min. Selection of Optimal Scheme for Multi-depot Emergency Systems, Journal of Industrial Engineering/Engineering Management, 2000, 18:13-17.
[4] Elizabeth F Vergara, M outaz Khouja, Zbigniew Michalew icz. An evolutionary algorithm for optimizing materialflow in supply chains[ J], Computers & Industrial Engineering, 2002, 43: 407-421.
[5] Li, Jin, Zhang, Jiang-Hua; Zhu, Dao-Li. Multi-resource emergency scheduling model and algorithm in disaster chain, System Engineering Theory and Practice, 2011, 13:488-495.
[6] Luis G, Aeosta E, Roberto D G. Dual-based heuriatica for a hierarchical covering location problem, Compute & Operation Research, 2003, 30:65-180.
[7] LIU Chun-lin, SHEN Hou cai. Two-Objective Optimization Model for Discrete Emergent Sup-ply System. Chinese Journal of Management Science, 2003, 11:27-31.