Embed Size (px)
Citation preview

MPI Test Rings
Filing CWI Violation Complaints
www.aws.org
April 2012 / Vol. 15 / No. 2
THE MAGAZINE FOR MATERIALS INSPECTION AND TESTING PERSONNEL
Inspection in the Power-Generation Industry
Cover April 2012_IT Spring 4/06 3/20/12 10:47 AM Page C1

Visit www.olympus-ims.com
Phased array probesOlympus offers a large selection of phased array probes. This includes focused, matrix, and dual matrix arrays that are ideal for the more demanding weld inspections.
This second generation OmniScan flaw detector increases testing efficiencies, ensuring superior manual and advanced AUT application performance with faster setups, test cycles, and reporting, in addition to universal compatibility with all phased array modules.
The OmniScan MX2 offers a high acquisition rate and new powerful software features—in a portable, modular instrument—to efficiently perform manual and automated inspections.
OMNISCAN MX2Be truly in touch with phased array
THE STANDARD IN PHASED ARRAY, REDEFINED
This second generation OmniScan flaw detector increases testing efsuperior manual and advand reporting, in ad
The OmniScan MX2 of
THE STATA
eneration OmniScan flaw detector increases testing efsuperior manual and advanced AUT
ting, in addition to universal compatibility with all phased ar
The OmniScan MX2 offers a high acquisition rate and new pow
ANDARD IN PHA
eneration OmniScan flaw detector increases testing ef application performance with f
ersal compatibility with all phased ar
ers a high acquisition rate and new pow
ARD IN PHASED ARRA
eneration OmniScan flaw detector increases testing efficiencies, ensuring ormance with faster setups, test c
ersal compatibility with all phased array modules.
ers a high acquisition rate and new powerful software features—in a
AYRAY,Y, REDEFINED
ficiencies, ensuring aster setups, test cycles,
ray modules.
eatures—in a
EDEFINED
The OmniScan MX2 ofportable, modular instrument—to ef
OMNISCAN Be truly in touch with phased array
The OmniScan MX2 offers a high acquisition rate and new powtable, modular instrument—to ef
OMNISCAN MX2Be truly in touch with phased array
ers a high acquisition rate and new powtable, modular instrument—to efficiently perform manual and automated inspections.
Be truly in touch with phased array
ers a high acquisition rate and new powerful software features—in a orm manual and automated inspections.
eatures—in a orm manual and automated inspections.
Visit www.olympus-ims.com
.olympus-ims.com
For Info go to www.aws.org/ad-index
olympus ndt_FP_TEMP 3/16/12 3:36 PM Page C2

Vol. 15 / No. 2
Features
15 19 23
The Role of Ultrasonic Inspection in the Power-Generation Industryby Lionel Delannoy / Various technological advances, including time of
flight diffraction and phased array techniques for weld and pipe
combinations, are detailed / 15
Understanding Test Ring Specimensby Patrick Jenkins / The differences between the original Ketos ring and
AS5282 ring are clarified, along with specification features and proper
use / 19
Advice for Inspectors in the Energy Industryby John L. Mendoza / Being prepared, managing time efficiently, and using
strong character development skills are necessary for inspectors to succeed
in the power-generation field / 23
Ethics Alert: How to File an Ethics Violation Complaintby Joseph P. Kane / The author provides a guide to why a CWI complaint
would not be acted upon, what happens when a complaint is properly filed,
and his opinion on how to proceed if you are referred to a hearing panel / 26
DepartmentsEditor’s Note................................6
News Bulletins .............................8
Mail Bag ....................................12
Print and Product Showcase ......14
The Answer Is ............................29
Mark Your Calendar...................31
Certification Schedule................32
Just the Facts ..............................33
Technology Notes ......................35
Advertiser Index ........................36
Inspection Trends / Spring 2012 5
INSPECTION TRENDS (ISSN 1523-7168) is
published quarterly by the American Welding
Society. Editorial and advertising offices are located
at 550 NW LeJeune Rd., Miami, FL 33126;
telephone (305) 443-9353. Printed by R. R.
Donnelley & Sons Co., Senatobia, Miss.
Subscriptions $30.00 per year for noncertified,
nonmembers in the United States and its
possessions; $50.00 per year in foreign countries;
$20.00 per year for noncertified members and
students; $10.00 single issue for nonmembers and
$7.00 single issue for members. American Welding
Society is located at 550 NW LeJeune Rd., Miami,
FL 33126-5671; telephone (305) 443-9353.
Periodicals postage paid in Miami, Fla., and
additional mailing offices.
POSTMASTER: Send address changes to
Inspection Trends c/o American Welding Society,
550 NW LeJeune Rd., Miami, FL 33126-5671.
Readers of Inspection Trends may make copies of
articles for personal, archival, educational, or
research purposes, and which are not for sale or
resale. Permission is granted to quote from articles,
provided customary acknowledgment of authors
and sources is made. Starred (*) items excluded from
copyright.
AWS MISSION STATEMENT
The mission of the American Welding Society is to advance the science, technology, and application of welding and allied processesworldwide, including joining, brazing, soldering,cutting, and thermal spraying.
Today’s ultrasonic scanning equipment,such as this USM Vision from GE, fea-tures a menu-directed setup that allowsthe operating software to calculate theultrasonic parameters for each weld andpipe combination. (Photo courtesy ofFabricom, Brussels, Belgium.)
TOC Layout April 2012_Layout 1 3/19/12 1:43 PM Page 5

Editor’s NoteBy Mary Ruth Johnsen
Dear Readers,
These days there’s a lot of talk
about the energy industry. Granted,
much of that talk centers on the
rising price of a gallon of gasoline,
but the industry as a whole is in the
news these days. There are
discussions on electric cars,
alternative forms of energy, and
whether we should tap into our oil
reserves or make better use of natural gas. Politicians and
environmentalists debate whether construction of the Keystone XL
pipeline is in the nation’s best interest. Announcements came in
November that three major oil refineries would be closing in the
Philadelphia, Pa., area, and another in January brought news of the
closing of one in the U.S. Virgin Islands that is one of the world’s ten
largest refineries. The March 16th, one-year anniversary of the
earthquake and tsunami in Japan reminded us of the stricken Fukushima
Daiichi nuclear power plant and reopened debate on whether we should
start construction of new nuclear plants in the United States. That
discussion, in turn, regenerates talk about our nation’s aging
infrastructure, including fossil-fuel- and natural-gas-fired power plants.
Two articles in this issue of Inspection Trends are related to power
generation; one focuses on the equipment used for inspections today and
the other on the role of inspectors in the industry. Both mention the age
of many of our power-generating facilities and the bane of the industry,
unscheduled outages. The articles bring up the expected shortages in the
number of skilled inspection personnel and the pressures brought on
inspectors to fudge on their professional ethics.
There’s a lot I don’t know about the energy industry, but I do know
that all the elements of the industry are related and that all of them affect
our lives and our bottom lines as consumers. If the industry’s costs go
up, those expenses are eventually passed to us, and if there’s an accident
somewhere, it’s the environment that we live in that’s harmed.
Therefore, I want the welders who build and maintain the elements of
our energy system to be the most highly skilled and most well equipped
welders around. I want the people who inspect those welds to be the
most knowledgeable, have access to the most up-to-date equipment, and
possess the highest integrity of any inspectors ever, and I want
Inspection Trends to help make them the best inspectors they can be.
PublisherAndrew [email protected]
EditorMary Ruth [email protected]
Associate EditorsHoward [email protected]
Kristin [email protected]
Production EditorZaida [email protected]
Senior Production CoordinatorBrenda [email protected]
National Sales DirectorRob [email protected]
Advertising Sales RepresentativeLea [email protected]
Senior Advertising Production ManagerFrank [email protected]
Subscriptions RepresentativeSylvia [email protected]
American Welding Society550 NW LeJeune Rd.Miami, FL 33126(800/305) 443-9353
Copyright
Copyright © 2012 by American Welding Society in bothprinted and electronic formats. The Society is not responsible for any statement made or opinion expressedherein. Data and information developed by the authors ofspecific articles are for informational purposes only andare not intended for use without independent, substantiating investigation on the part of potential users.
Inspection Trends / April 20126
New Editors Note April 2012_Layout 1 3/19/12 1:28 PM Page 6

member recruitment_FP_TEMP 3/19/12 10:02 AM Page 7

News Bulletins
Inspection Trends / April 20128
Remote Visual Inspection Equipment HelpsUnlock Ancient Secrets
Specially adapted and standard remote visual inspection
equipment has been used to carry out an internal inspection
of a newly discovered tomb, dating from the first century.
The equipment, from the Inspection Technologies sector of
GE Measurement & Control, was used to provide high-
definition video images of ossuaries within the tomb to
enable archeological experts to read the inscriptions.
The tomb was revealed during building work in the town
of East Talpiot, just outside the old city of Jerusalem. Prof.
James D. Tabor, University of North Carolina (UNC), and
Prof. Rami Arav, University of Nebraska, were granted
exploration licenses as principal investigators under the
academic supervision of UNC. Religious groups and the
Israel Antiquities board stipulated that no one could enter the
tomb, nor remove or retrieve anything from it. It was recalled
that GE equipment had been used during a similar tomb
exploration in 2005 and so the company was contacted.Bill Tarant, GE’s Ontario sales manager, carried out the
2005 exploration and took part in the latest project. He
Fischer’s Feritscope® FMP30 is the ideal solution for fast, precise measurement of ferritecontent of constructional steels,welded claddings, austenitic stainless steels and duplex steels.
• Non-destructive measurement in the range of 80% Fe or 0-120WRC number.
• Battery or AC powered• Large, backlit display• Automatic probe recognition • Statistical evaluation• USB interface• Multiple application memories• FISCHER DataCenter Software
1-800-243-8417 • 1-860-683-0781 • Fax: 1-860-688-8496www.Fischer-Technology.com • [email protected]
Measurementof the Ferrite Content in Austenitic
and Duplex Steel
FERITSCOPE® FMP30
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
A view of the inside of the tomb on the screen of the XLG3.
News Bulletins Spring IT 2012_Layout 1 3/19/12 1:10 PM Page 8

Inspection Trends / Spring 2012 9
explained the problems faced: “In 2005, we gained entry to
the tomb through a sole pipe. With the current project, we
had to drill three 8-in. holes through 2 m of rock into the
tomb. The tomb was 1 m in height but any inspection
equipment needed to be able to extend over 3 m to obtain the
required coverage. We solved the problem by using a
mechanical/pneumatic arm, designed by Walter Klassen, who
is a well-known prop maker for feature films. This was fitted
to a GE CA-Zoom PTZ (pan-tilt-zoom) camera, which was
used to obtain the images inside the tomb. A second CA-
Zoom PTZ was inserted in one of the other holes to monitor
the movement of the first camera.”
Although the first images were good, the researchers
asked if the definition could be improved so that the
inscriptions on the ossuaries could be read, not only on site,
but also by viewers of a film that was being made. This
required major development work, resulting in a customized
high-definition camera. To support the work of the cameras,
GE’s XLG3 video probe was also used to provide images of
extremely difficult-to-access areas within the tomb.
The discoveries in the tomb were revealed in a
documentary film and an accompanying book that was
launched February 28 at the Discovery Museum in New
York, N.Y.
Stork Technical Services Awarded Major WestAfrica Subsea Inspection Project
Stork Technical Services, Dyce, Aberdeen, UK, recently
received a contract valued at approximately $15.7 million for
subsea inspection activity with a major operator. The project
See that the bolting’s done right.
TR
AI
NI
NG
•F
IE
LD
SU
PP
OR
T•
TE
CH
NI
CA
LE
XP
ER
TI
SE
Scan for installation/inspection video link
or go to our website appliedbolting.com
1 800 552 1999
the best way to bolt!Squirter DTIs*®
You have questions, we can help.
Drive a Squirter® at:Booth # 327
*USA's only manufacturer of Quenched &Tempered DTIs per ASTM, RCSC and FQA.
For info go to www.aws.org/ad-index
The PTZ camera inside the tomb, illuminated by the XLG3.
News Bulletins Spring IT 2012_Layout 1 3/19/12 1:25 PM Page 9

is offshore West Africa, and it is the company’s first subsea
project in the region.
The project involves the complete underwater inspection
of a floating production, storage, and offloading vessel and
loading facilities’ subsea infrastructure to ensure integrity of
the hull and associated equipment. Approximately 60 Stork
employees will be involved with the project.
To service the contract and for other future projects, the
company has entered a 15-month charter of the specialized
dive support vessel, Adam’s Vision, which is equipped with
azimuth thrusters and a DPII dynamic positioning system.
X-Ray Industries Acquires Arcadia Aerospace
X-Ray Industries, Troy, Mich., recently acquired Arcadia
Aerospace Industries, LLC, Punta Gorda, Fla. Arcadia
provides Nadcap-certified inspection of composite airframe
components, as well as inspection system optimization
consulting, design, upgrading, and integrated system
manufacturing for the aerospace industry.
X-Ray Industries is a privately held group of companies
that includes X-R-I Testing, a provider of NDE services;
MobileX for onsite nondestructive inspection of parts using
digital X-ray imaging; CIS for nontraditional inspection of
composites with co-located capability; Test Equipment
Distributors, which serves the equipment and supply needs of
NDE professionals; PPI Aerospace, a Nadcap-accredited
chemical processing and surface engineering company; and
now Arcadia Aerospace.
ASQ Partners with The Manufacturing Instituteto Train Next Generation of Skilled Workers
The American Society for Quality (ASQ) is bringing its
expertise and certification offerings in quality to The
Manufacturing Institute’s Manufacturing Skills Certification
System, which is endorsed by the National Association of
Manufacturers. ASQ offers 17 certifications, including
Certified Quality Technician, Certified Calibration
Technician, Certified Quality Engineer, and Certified Quality
Inspector, all of which will be promoted within the Skills
Certification System.
In doing so, ASQ joins forces with The Manufacturing
Institute and 14 other organizations, including the American
Welding Society, in an effort to educate a workforce that is
needed to fill the gap caused by retiring workers and to help
companies compete in a global economy. The Skills
Certification System will also include ASQ’s full training
portfolio, which includes certification preparation training
and professional development for workers at any stage of
their careers.
“We’re excited about this new partnership with ASQ,”
Inspection Trends / April 201210
For info go to www.aws.org/ad-index
News Bulletins Spring IT 2012_Layout 1 3/19/12 1:25 PM Page 10

said Emily Stover DeRocco, president of The Manufacturing
Institute. “As a global leader in quality, ASQ will train and
provide workers with the advanced skills manufacturers need
now and in the future.”
The Skills Certification System was developed to
directly address the deficits in manufacturing education and
training that are limiting the pool of qualified candidates for
high-quality manufacturing jobs. For more information about
ASQ and the other organizations offering skills certification
programs, visit www.themanufacturinginstitute.org and click
on “Education and Workforce.”
TUV Rheinland Receives Nadcap Accreditationfor NDE Inspections
The Woodstock, Ala., office of TUV Rheinland
Industrial Solutions, Inc., recently received Nadcap
accreditation for nondestructive inspections. This
complements the mechanical testing accreditation previously
awarded to the Aliquippa, Pa., facility.
The company, a subsidiary of TUV Rheinland North
America, is a full-service inspection, testing, and certification
company that provides both field and laboratory inspection
services, including all NDE methods, QC/QA functions, and
materials testing. Nadcap was created in 1990 by SAE
International and is administered by the not-for-profit PRI.
More information about Nadcap is available at www.pri-network.org.
SGS Offering Ultrasonic TKY Weld JointInspection Training in China
The SGS NDT Training and Examination Center
recently acquired authorization from the British Institute of
Nondestructive Testing to provide PCN training and
examinations for the ultrasonic testing of nodes, nozzles, and
T welds, which are generally referred to as TKY weld joints,
in China. It is believed this will make SGS the first
organization in China to offer this type of training. The SGS
NDT Training and Examination Center is located in
Shanghai.
The Personnel Certification in NDT (PCN) categories for
these types of welds are indicated as (3.7/3.8/3.9) on PCN
certificates. SGS will offer three training programs. The first
is aimed at NDE personnel who already hold a valid PCN on
UT Level 2 in the welds sector, either in butt plate or butt
pipe. Another will be for inspection personnel who are
interested in improving their UT skills without taking the
final PCN exam; the third will be for non-NDE workers such
as sales, marketing, and management personnel to provide
basic knowledge of UT theory and practice.
Inspection Trends / Spring 2012 11
Publi
catio
ns
ASNT Helps You Achieve
With publications needed for nondestructive
testing information, the catalog shows ASNT’s
full-range of method handbooks, personnel
qualification, training materials, study guides,
journals and standard documents.
In the field, in the lab, in the shop, on the floor
or in the classroom, ASNT’s publications help
you achieve positve outcomes.
Shop online at ShopASNT at www.asnt.org/shopasntPhone (614) 274-6003, (800) 222-2768 forUS and Canada, FAX (614) 274-6899
For info go to www.aws.org/ad-index
News Bulletins Spring IT 2012_Layout 1 3/19/12 1:26 PM Page 11

Mail Bag
Inspection Trends / April 201212
A Tip to Help Spot FraudulentlyUsed Stamps
I recently read the article titledVisual Inspection Tips from the Pros(Inspection Trends, Fall 2011) andfound Eugene Hornberger’s write-up,Beware of Unscrupulous Companiesand Individuals, interesting. Somethingyou may want to pass on as a tip tohelp in identifying this type ofunethical practice and to protect thoseaffected is something rather simple.
Each time CWIs use their stamp,they should always sign their namethrough the stamp. The stamp by itselfcan easily be copied and used manytimes, but if it is signed and dated(signature through the stamp), it ismuch more difficult to copy, especiallyon multiple documents on the same siteor project. With the signature throughthe stamp, it makes it very easy to seethat a stamp with a signature is being
used fraudulently. No one canrepeatedly sign their name exactly thesame way in the same location everytime. It’s no magic pill, but it doesmake it more difficult, and if found,makes it easy to detect.
Just some free advice I thoughtyou might like to pass on.
Bob BoyerCWI and Quality ManagerMikropul/Pneumafil LLC, IFDCharlotte, N.C.
Reader Comments on WelderQualification Tests
Ken Erickson did a nice job ofanswering the question on visualacceptance of Welder QualificationTests (The Answer Is, Winter 2012Inspection Trends).
I’m the guy who helps fabricationshops get in compliance with D1.1. I’m
always baffled by what I find. At oneshop I was taken aside and asked,“Now let’s be honest, you don’t alwaysrequire them to be visually acceptable,right?”
My favorite was a 3G up, limitedthickness test that had evolved (ordevolved) to the following: The weldercomplete three test plates, then he andthe inspector agree on which is theirfavorite, then they bend test that plate.It was explained to me as being “thesame as a test and a retest being takenall at once.”
Took a long time to fix that shop. This is good work if you can get it,
and even in this economy, work seemsplentiful.
Paul W. CameronCWI and Senior Welding EngineerMcNeilus, An Oshkosh Corp.CompanyDodge Center, Minn.
In hydrotesting, time is money.We save you both.
The GripTight® high pressure test plug uses proven self gripping features to safely, quickly, and effectively test pipe — whether it’s pipe spools, pipe rack modules or process modules. The greater the test pressure, the greater the grip. Available to ANSI N45.2 and 10CFR50 Appendix B quality requirements. EST Group is ISO-9001 certified. When time equals money, add GripTight to the equation.
We invite you to see all that we can do for you at http://estgroup.cwfc.com
For info go to www.aws.org/ad-indexFor info go to www.aws.org/ad-index
Mailbag Spring IT 2012_Layout 1 3/19/12 1:40 PM Page 12

certification (cwf)_FP_TEMP 3/19/12 10:27 AM Page 13

Print and Product Showcase
Inspection Trends / April 201214
Video Probe Offers ManyNew Features
The XL Go+ portable VideoProbefeatures the XpertSuite™ of features toprovide increased efficiency andreliability in a range of inspection tasksin confined, hard-to-reach locations.The features include XpertVision™, abattery-powered monitor that connectseasily for remote observation oradditional viewing by a secondinspector; XpertLight™ probe, whichoffers a 60% increase in light output;XpertBright™ readable LCDs designedfor maximum readability; andXpertSteer™ probe articluation, whichallows precise probe navigation insmall increments. The unit has beendeveloped to help ensure that thechances of missing a defect or an out-of-place artifact are greatly reduced.
GE Energy, Measurement & ControlSolutions(866) 243-2638www.ge-mcs.com
Microscope Camera FeaturesUltrahigh Resolution
The DP73digital colormicroscopecamera delivers acombination ofbit depth (14-bit)and pixelresolution (17.28mb) for ultrahigh
resolution and color quality. It isdesigned for use in industrial research,development, engineering, qualitycontrol, and manufacturing settings.The camera features enhanced pixel-
shifting optical technology and a finedetail function that identifies edges andintuitively applies the appropriate filterto reduce pseudo-color and moireartifacts for sharp, clear, corner-to-corner imaging. Adobe® RGB colorspace is used to improve color qualityand displays on RGB monitors. It isoptimized to work with the Windows7® 64-bit operating system.
Olympus America, Inc.(484) 896-5792www.olympus-ims.com
Crawler Inspects LargerRange of Pipe Sizes
The ROVVER X features a bolt-on carriage that raises the crawler andexpands its wheelbase, which gives itgreater ground clearance. This allowsthe crawler to inspect a wider range ofpipe sizes. The carriage attachesquickly, and accepts all ROVVERwheels, as well as two new pneumaticwheel options. When used in tandemwith the system’s remote camera liftaccessory, the carriage gives thecrawler an overall inspection capabilityof 6 to 72 in. plus the ability forcentered viewing in most common pipesizes 24 in. and larger.
Envirosight LLC(866) 936-8476www.envirosight.com
XRF Analyzer ProvidesAnalysis of Light Elements
The X-MET7500 hand-held XRFanalyzer delivers fast, accurateanalyses of a wide variety of materials,
including trace elements and lightelements (from magnesium), withoutthe need for helium purge or vacuumpump. Applications include positivematerial identification, scrap sorting,gold and precious metals verification,environmental screening, and drywallanalysis.
Oxford Instruments IndustrialProducts, Ltd.44-1494-479278www.oxford-instruments.com
Meter Offers FastConductivity Measurements
The SigmaCheck eddy currentconductivity meter offers fast, accuratemeasurements. The meter meets therequirements for use in the aircraftmanufacture and maintenance fieldswhere conductivity measurements areused to verify proper alloy/temper or todetect heat-damaged components. Theinstrument is also useful fordetermining the purity of preciousmetals. The meter weighs 3⁄4 lb andmeasures 61⁄2 in. tall × 31⁄4 in. wide and 1in. thick. It has a standard operatingfrequency of 60 kHz and auxiliaryfrequencies of 120, 240, 480, and 960kHz can be selected for testing thinmaterials with the standard probe. Itcomes with a carry case, a dualcalibration block, probe cable, charger,USB lead, removable desk stand, anduser manual.
ETher NDE, Ltd.44-1582-767-912www.ethernde.com
Print & Product Spring IT 2012_Layout 1 3/19/12 1:27 PM Page 14

FeatureBy Lionel Delannoy
Nondestructive examination
(NDE) is a vital activity in the power-
generation sector, not only for safety
reasons, but to ensure optimum
generating efficiency is achieved and
maximum operating life is obtained
from aging plants. These
considerations apply right across the
power-generating spectrum, from wind
farms to fossil-fuel-fired stations to
nuclear power plants. A range of NDE
equipment is applied in the power-
generation sector. This article looks at
recent advances in inspection
technology, particularly in the area of
weld inspection and the ways in which
smart technologies are improving
inspection productivity and, at the
same time, meeting the challenges
created by the growing shortage of
highly qualified inspection technicians.
Repairing Aging Infrastructure
Maintenance, repair, and
operations (MRO) budgets apply to all
power plants, and MRO costs can
typically amount to 30% of the
operating costs. In the nuclear sector,
this percentage can rise to more than
70%. This is partly due to the nature of
the plants and partly because of aging
infrastructure. Thirty-five percent of
plants in the United States are more
than 30 years old, and this is a pattern
that is repeated in most developed
countries. A significant portion of
failures is due to aging infrastructure,
and when it is realized that the cost of
unplanned shutdowns can range from
hundreds of thousands to millions of
dollars per day, then some idea of the
considerable savings to be made from
comprehensive asset management can
be gauged.
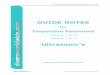
The Role of Ultrasonic Inspection in thePower-Generation Industry
Fig. 1 — The latest ultrasonic scanningequipment, such as the USM Vision,operates in phased array and TOFDmodes and features a menu-directedsetup that allows the operatingsoftware to calulate the ultrasonicparameters for each weld and pipecombination. (Photo courtesy ofFabricom, Brussels, Belgium.)
Recent equipment developments are helping the industry to improveproductivity and meet the challenges of skilled worker shortages
Delannoy Feature IT Spring 2012_Layout 1 3/20/12 10:49 AM Page 15

However, it is not only by
improving in-service inspection that
savings can be made. It is also
important to look at manufacturing
processes to ensure that equipment
quality on installation is sufficient to
meet many years of rigorous service.
Inspection during Manufacture
It goes without saying that any
component, pipe, tube, pressure vessel,
or structure supplied for operation in
power generation should be fit for its
purpose. Base materials are subject to
rigorous quality control, but one of the
major areas of in-production inspection
is weld inspection. Welding is used for
joining components from boiler tubes
to wind turbine towers and each
application presents different
inspection challenges.
Current Inspection Methods
Boiler Tubes
Boiler tubes are welded and, of
course, these welds need to be
inspected. A boiler contains a large
number of tubes, and this necessitates a
large number of inspections. Various
techniques are used to examine boiler
tube welds. For example, butt-joint
welds are inspected right after the
welding station and a 600-MW boiler
typically has about 8500 in-line welds.
This means that around 1,500,000
welds in butt joints are inspected every
year. These have long been inspected
radiographically using a charge-
coupled device (CCD) camera and an
image intensifier, but the current trend
is toward more compact, flat X-ray
detector panels.
Another common weld in boiler
tubes is the cut-out weld where the
tubes are cut and bent and welded to
leave an opening in the tube wall. This
is an operation usually carried out at
the end of the manufacturing stage, and
welds are currently inspected using
radiography, often using wet film.
Other boiler tube welds currently
inspected by radiography include tube-
on-tube headers and girth weld header
assemblies.
General Pipework
Every power-generation plant has
miles of pipework, much of which
carries fluids under pressure. Most of
this is straight pipe, and the
conventional practice calls for use of
radiography to inspect joints in butt
welds.
Wind Turbine Towers
Wind turbine towers are at the
other end of the size scale from boiler
tubes. These fabricated structures must
be welded along their length. Again,
radiography has been used, but this
involves either moving a very heavy
subassembly to a restricted area where
radiography can be safely carried out
or even shutting down the assembly
line to allow the radiographers to do
their work.
The Move to UltrasonicInspection in Manufacturing
Radiography has long been the
inspection technology of choice in the
manufacture of pipes, tubes, and
components for the power-generation
sector, mainly because all standards
and inspection procedures specified
radiography when originally written.
Inspection Trends / April 201216
Fig. 2 — This screen shot showsultrasonic, digital radiography,and visual NDE data displayedon the same screen for analysis.The software platform allowsinspection data to be reviewedand shared, reports generated,and results archived for trackingor further analysis.
Delannoy Feature IT Spring 2012_Layout 1 3/20/12 10:36 AM Page 16

However, radiography has some
limitations and restrictions such as
extended film processing times and
disposal of waste chemicals. Radiation
screening is also essential; this can
involve screening online or moving the
item to be inspected to a dedicated
screening area.
Meanwhile, ultrasonics technology
has made significant advances over
recent years with the development of
techniques such as time of flight
diffraction (TOFD) and phased array.
As a result, ultrasonic procedures are
now specified for volumetric weld
inspection and can be applied with
confidence. Unfortunately, ultrasonic
inspection data are generally not as
transparent as radiographic data. Most
radiographs, whether they be wet film
or digital, can be readily understood
even by nonspecialist personnel.
Ultrasonic data need to be
reviewed and analyzed by a qualified
technician. Consequently, this can
cause staffing, availability, and cost
problems in labor-intensive inspections
where a number of inspectors need to
be deployed. Moreover, the problems
are magnified because of a growing
shortage of suitably qualified
ultrasonics inspectors.
A Solution
Recent developments have
provided a solution to problems faced
in the application of ultrasonic
inspection. For example, USM Vision
is an ultrasonic testing (UT) weld
inspection system from GE’s
Inspection Technologies business. Its
intuitive, 100% guided operation
allows lower-level UT technicians to
gather reliable and accurate pipe weld
inspection data from one or more
systems for subsequent or simultaneous
remote assessment by a qualified
ultrasonics expert. This permits
ultrasonic inspection to be used in
situations that previously required
radiography and removes the
constraints associated with
radiography. As a result, it facilitates
the migration of skills from
radiography to UT, reducing the
possibility of bottlenecks, providing
significant increases in productivity,
and improving operational health and
safety, as well as making best use of
the expertise of the limited numbers of
qualified ultrasonics inspection
personnel.
This inspection solution can
operate in phased array and TOFD
mode (Fig. 1) and is supplied with its
operating software and the company’s
Rhythm analysis software (Fig. 2), as
well as the probes and wedges
necessary to suit the selected codes and
pipe ranges. Setup is menu-directed,
allowing the operating software to
calculate the ultrasonic parameters for
each weld and pipe combination and
create an easy-to-follow inspection
plan. The operator can then scan the
weld, with an encoded scanner, using
TOFD or phased array. Inspection data
is transmitted to a review station in the
industry-accepted DICONDE protocol,
allowing advanced analysis tools, such
as real-time, volume-corrected
imaging, to allow easier and more
reliable image interpretation. By using
the software platform, inspection data
can be reviewed and shared, reports
generated, and inspection results
archived for tracking or further
analysis. The latest equipment features
include parallel scanning, linear
scanning, and the ability to incorporate
phased array probes with up to 128
elements. As a result, it offers
increased productivity and greater
functionality and can be used on
thicker pipes, while satisfying a wider
range of inspection codes.
Traceability is an important
parameter allowed by today’s new
technology. This is important in in-
service inspection as well as in
manufacture. The new technology is
also applicable to the wide range of
components manufactured. Special
manipulators, which can be used on
pipes as small as 0.5 in. in diameter,
are ideal for boiler tube inspection.
Larger manipulators assist weld
inspection on large-diameter pipes and
wind turbine towers.
In-Service Inspection
In-service inspection is vitally
important to ensure operating
efficiency and extend service life.
Some inspection is carried out at
regular set intervals, but most
inspection takes place during planned
outages. A wide variety of inspection
equipment can be deployed. For
example, eddy current can be used to
check for boiler tube cracking, and
remote visual inspection can be used to
view the results of corrosion; however,
the most versatile technology is
ultrasonics.
Inspection Trends / Spring 2012 17
Fig. 3 — Thickness gauges suchas this DMS Go handle
corrosion measuring tasks inpower plants.
Delannoy Feature IT Spring 2012_Layout 1 3/19/12 1:37 PM Page 17

Manual Ultrasonic Inspection
Manual ultrasonic inspection is
extensively used throughout power
plants. Thichness gauges are used for
corrosion measurement — Fig. 3.
Portable phased array flaw detectors
are used for weld inspection in
difficult-to-access areas. Unlike
radiography, manual ultrasonic
inspection needs access from just one
side and, in nuclear plants, it is
unaffected by background radiation.
Portable UT equipment has been used
to size intergranular stress-corrosion
cracking in boiling water reactors
(BWRs) in nuclear plants as well as to
inspect complex geometry feedwater
nozzles in BWRs.
One model of portable UT
equipment, the Phasor XS, is part of an
Electric Research Power Institute
(EPRI) Performance Demonstration
Initiative, which aims to validate test
methods, NDE equipment, and NDE
technicians to specific tasks within a
plant. This initiative is yet another
attempt to work around the current and
growing skills shortage. The equipment
has been shown to improve probability
of detection, reduce operator training
times, and reduce inspection times.
Other inspection systems apply
smart technology to improve
productivity and optimize the use of
qualified inspectors. This is especially
the case in boiler tube removal and
inspection during planned outages. It
has been shown that ultrasonic
inspection using the newest technology
can save up to a week when compared
with conventional radiography. This
offers the asset owner significant
advantages: If the outage period is
fixed, the owner can inspect more
tubes and, in fact, asset owners are
continuously increasing the number of
tubes for which they require
inspections during shutdowns. With the
newest technology, companies can
inspect the same number of tubes but
free up their inspection teams to carry
out other inspection tasks, or,
alternatively, they can reduce the
length of outages and gain more plant
uptime.
Conclusions
Inspection is a necessary activity
in the power-generating sector, whether
that inspection is in manufacture or in
service. Inspection always needs to be
accurate, reliable, and efficient. It
should also be traceable and code-
compliant. As we continue to struggle
with the problem of reduced numbers
of skilled inspectors, it is even more
vital that our inspection technology
gets smarter and more versatile.
Inspection Trends / April 201218
LIONEL DELANNOY([email protected]) is power
generation sector leader, GEMeasurement & Controls Inspection
Technologies, France.
Delannoy Feature IT Spring 2012_Layout 1 3/19/12 1:38 PM Page 18

FeatureBy Patrick Jenkins
If you’re involved with magnetic
particle testing, then you’re familiar
with the term “Ketos ring,” but do you
know where the word Ketos comes
from? Ketos® is actually Crucible
Steel’s registered trade name for the
industry-standard, oil-hardening tool
steel (AISI-O1). However, the term
Ketos ring has been used in our
industry so long that it has become
synonymous with the test ring
specimen that we currently use as an
overall system performance indicator
in the magnetic particle inspection
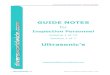
(MPI) process — Fig. 1.
Most people who are familiar with
the MPI process are aware of the
current usage of this ring; however, not
everyone is aware that this ring
actually started life as a gauge intended
to be used for quantifying the
sensitivity of magnetic particles.
William E. Hoke has been credited
with being the first to understand and
describe magnetic particle testing
sometime after World War I. Later,
Alfred V. de Forest reviewed Hoke’s
work and became the first to use high-
current electric fields to develop the
required magnetic fields necessary for
Understanding Test Ring Specimens
Here’s help on knowing what test ring specimens areintended to do and how to use them
Fig. 1 — An example of a Ketos ring. Therings are used in magnetic particle inspectionas an overall system-performance indicator.
Jenkins Feature Spring IT 2012_Layout 1 3/20/12 10:49 AM Page 19

magnetic particle inspection. He
applied for the patent for this work on
July 5, 1929. Between 1934 and 1935,
de Forest applied for patents covering
the particles used in the MPI process,
and in 1935, C. E. Betz began
improving the particles and pastes used
in the wet method. Soon, a
methodology was needed to be able to
grade the overall sensitivity of the
magnetic particles used in the MPI
process and the Ketos ring — first
known as the Betz ring — was born.
As time moved forward, the ring
moved out of the lab and onto the
production room floor where it was
used as a comparative reference
standard. With this development,
demand for the rings went up. As
demand increased, so did the number
of different ring suppliers.
This is where some of the
problems started: Not all suppliers
produced the rings exactly the same
way, and the results turned out to be
much like having multiple suppliers all
producing micrometers with randomly
oriented numbering on the thimbles.
As you might expect, when used
as a gauge for grading the sensitivity of
magnetic particles, it is highly critical
that all of these rings perform in
exactly the same way, otherwise there
would be no perceived consistency in
the particle performance even if the
particles actually did perform
consistently.
Ring Differences
There continues to be confusion
regarding the differences between the
rings in use today, so let’s start by
discussing exactly what these
differences are.
Both the original Ketos ring and
the AS5282 ring are manufactured
from the same AISI-O1 tool steel. They
are dimensionally equivalent, with the
exception of the optional removal of
the few deepest holes in the AS5282
and ASME versions, as well as the GE
version specified in P3TF48.
The intended heat treatment is the
same for both specimens; however,
SAE AS5282 does go on to further
clarify the details of the heat treatment
methodology in a manner much better
than most of the other previous
documents.
The tool steel that these rings are
made from is generally supplied in the
annealed state (technically, a
normalized state) when it is sold;
otherwise, the end users would not be
able to machine it. It is important to
remember that it is not the steel
producer’s goal to put the steel in a
magnetically homogeneous state, only
to make it easy and uniform for the
customer to machine. This as-supplied
hardness generally runs approximately
91–92 RHB. The goal of the first step
in the heat treat cycle, as specified in
SAE AS 5282 section 3.3, is to put the
steel in a machinable state. The steel
supplier almost always performs this
step prior to shipment of the product; if
it has not been done, the OEM must do
so. The procedure is as follows:
After receipt of the normalized bar
stock from the steel house, the first step
is to saw cut the material into ring
blanks, then all of the other secondary
machining operations are performed on
the ring. After completion of all the
secondary operations, the ring goes
through the final heat treatment
operation, which is intended to put the
ring into a magnetically homogeneous
state. The RHB hardness number
generally does not vary more than
about one point from the time the steel
is delivered from the supplier in the
normalized state, to the final fully
annealed state, postmachining. Other
than dimensional gauging, a hardness
check was the only required NDE test
for the first generation of test rings
(Ketos rings). Since the hardness value
does not change much (generally <1
point), the customer cannot easily
detect if this required final annealing
operation has ever been performed.
This final full-anneal operation is
detailed in SAE AS 5282 section 3.4.
This portion of the required heat
treatment is essentially no different
than it was 60 years ago; the verbiage
has just been clarified a bit in the AS
spec so as to eliminate as much
confusion as possible. The time and
temperature requirements are actually
based off of the steel manufacturer’s
recommendations for this alloy, which
is true for both versions of the rings.
Slight variations in the time and
temperature values can be seen
between Crucible Steel’s
recommendations for annealing and the
listed NDE specs; however, these
differences are no more than what can
be found between the different brands
of O-1 tool steel manufactured. The
requirements listed in the NDE specs
do tend to be a bit more conservative
comparatively.
Specification Differences
The main difference between full
annealing and normalizing is that fully
annealed parts are uniform in softness
(and machinablilty) throughout the
Inspection Trends / April 201220
Fig. 2 — Typical plot showing goodmagnetic field leakage. (Note: The twoindications seen on the tail end of this
plot are from a milled pocket thatcontains the name and serial number
and is not relevant.)
Jenkins Feature Spring IT 2012_Layout 1 3/19/12 2:16 PM Page 20

entire part, since the entire part is
exposed to the controlled furnace
cooling. In the case of the normalized
part, depending on the part geometry,
the cooling is nonuniform resulting in
nonuniform material properties across
the part. This may not be desirable if
further machining is desired, since it
makes the machining job somewhat
unpredictable. In such a case, it is
better to do full annealing. (For
additonal information, search for
annealing normalizing at
wiki.answers.com.)
SAE AS-5282 came into existence
as a corrective action to combat the
tremendous variations in the
performance of rings that have been
produced and sold over the past 60 or so
years. Unfortunately, these variations
were further amplified when ASTM
E1444-94a changed the requirement for
the most critical final heat treatment
from a “shall,” to a “may” condition.
Shall was the intended operation to have
been performed on all of these rings, but
some NDE documents continue to use
the words “may” and “should” instead of
“shall.” The next revision, ASTM
E1444-01, actually eliminated the final
heat treat requirement altogether.
Elimination of that step did save the ring
manufacturers money; however, the final
result of this action spoke for itself.
This deviation from the original
intent of the documents could have
been a typographical error in E1444-
94a, which then was copied from
document to document, just like the
words “ANSI 0-I Tool Steel,” instead
of the correct AISI O-1 Tool Steel, but
reviewing the history of changes, it
appears that this was an intended
change at the time, probably because of
the lack of understanding for the reason
behind the final annealing step. (A
detailed discussion of the specifications
can be found at www.magwerks.com/filedrop/documents/test_rings_aws.pdf.)
Why is the question of the
wording important? First of all, the
various prime manufacturers such as
Boeing, GE, and Airbus, have modeled
their own standards after ASTM
E1444, and they have passed-on the
various mistakes from each different
revision of that document. Also, do you
want to be using rings that were
manufactured with a “may” or a
“should,” instead of a “shall” and then
trying to achieve comparative test
results? Furthermore, do you want your
AS/SAE particle supplier grading
particles using a ring that was
manufactured with a may or a should,
instead of a shall?
Prior to the introduction of AS-
5282, there was no “magnetic”
qualification test requirement on any
ring to ensure that it was in fact
produced in a magnetically
homogeneous state. Two of the main
goals of AS5282 were 1) to introduce a
methodology to magnetically qualify
and quantify the test ring, and 2) make
the ring individually traceable to the
plotted results. The shortcomings in
ASTM E1444 were never addressed by
SAE.
In any magnetically homogeneous
material, you should expect to see a
direct relationship between the field
strength and the measurement distance;
in this case, it would be the increasing
distance from the outer periphery to the
holes. The inverse square would result
in air when doubling the distance and,
in any magnetically homogeneous
material, you should expect something
approaching this same relationship. On
a good ring, regardless of the version,
the results should show this type of
relationship when mapped. For
examples of this, see Figs. 2–4.
With a qualified magnetizing
power supply (not a MPI machine) and
proper magnetic data logging
equipment, an individualized field
leakage plot of the ring may be
obtained in order to quantify and
qualify this variable for the finished
ring.
Inspection Trends / Spring 2012 21
Fig. 3A (top), B (bottom) — Plotsshowing typical failures of magneticfield leakage.
Jenkins Feature Spring IT 2012_Layout 1 3/19/12 2:16 PM Page 21

Using the Rings
People still get confused over the
proper use of the Ketos test ring, so
these next few paragraphs aim to
clarify their use.
These rings are generally
considered a quick and easy “gauge” to
determine the machine’s overall system
condition prior to inspection of parts.
They are to be used as one of the daily
systems tests that are to be logged for
each machine in use. So, you use the
ring to check the system, not the
system to check the ring. “Certifying”
the test ring with a mag machine is
working backward and although this
may seem obvious, it is still done.
As most people are already aware,
either version of the test ring is
intended to be used on machines with a
DC output waveform. That could be
either half-wave direct current
(HWDC) or full-wave direct current
(FWDC), in a single-phase or three-
phase configuration. Any one of these
DC waveforms should give similar, but
not exactly the same, results on the test
ring, assuming the ammeters are
properly scaled and calibrated. Due to
the pulsating nature of the HWDC
waveform, HW generally has a
tendency to show more lines than FW
does at a particular given amperage. It
is also interesting to note that not all
ammeters that claim to be scaled to
properly read HWDC actually are,
which can be another major source of
consternation when using the test ring.
With all of this being said, the
number of lines you get on a qualified
AS5282 ring or Ketos ring should not
be a variable of the ring itself, but
some other combination of the
variables of the entire inspection
system. If you have a good ring and
are having problems developing an
adequate number of lines at a given
amperage, it would indicate some type
of problem within the system that
would need to be corrected prior to
performing any actual inspection work.
However, when problems do come up,
it is always good practice to look at the
ring’s pedigree; any ring without an
individual serialized field plot should
be suspect right away. Make sure you
have a gauge prior to trying to perform
a measurement, without one it simply
cannot be done.
There are many system variables
that can affect how many lines you
might see on the ring, but once you
have a known good standard, you can
then make meaningful tests.
Inspection Trends / April 201222
Fig. 4 — A plot of an atypical failure ofmagnetic field leaks. This plot fromNIST RING SN124 is so bad that it
broke the peak counting and identifyingalgorithm in the software.
PATRICK JENKINS([email protected]) is president,
Magwerks Corp., Danville, Ind.
PublisherAndrew Cullison [email protected], Extension 249General Management,Reprint Permission,Copyright Issues
EditorMary Ruth [email protected], Extension 238Feature Articles
Production Manager Zaida [email protected], Extension 265Design and Production
Advertising Sales Director Rob Saltzstein [email protected], Extension 243Advertising Sales
Advertising Production Manager Frank Wilson
[email protected], Extension 465
Advertising Production
Advertising Sales Representative Lea Paneca
[email protected], Extension 220
Production and Promotion
Welding Journal Dept.
550 N.W. LeJeune Rd.
Miami, FL 33126
(800) 443-9353; FAX (305) 443-7404
CAN WE TALK?The Inspection Trends staff encourages an exchange of ideas with you, our readers. If you’d like to ask a question, share an idea or voice
an opinion, you can call, write, e-mail or fax. Staff e-mail addresses are listed below, along with a guide to help you interact with the right
person.
Jenkins Feature Spring IT 2012_Layout 1 3/20/12 10:51 AM Page 22

FeatureBy John L. Mendoza
Weld inspectors in the energy
industry face challenges that are
common to those found in other
industries. For example, they will not
always encounter the most ideal work
conditions. Their work will be
performed in inclement weather, in
confined spaces, and at elevations
ranging from deep excavated trenches
to extreme heights.
Further, if the inspector is working
at a power plant that is fired by fossil
fuel, he or she will battle dirty work
conditions involving coal dust and fly
ash. Work environments with elevated
noise levels will be an everyday
occurrence. As you can see, the energy
industry demands inspectors who are
able to perform physically strenuous
activities.
In addition to its hazardous work
conditions, there is another ominous
factor inherit to the energy industry
that presents special challenges to the
weld inspector, and that is the stress an
unplanned outage creates.
It is universally agreed upon that
unplanned outages are a source of
angst to the energy industry. Each hour
that a power plant is not generating
electricity is costly in terms of lost
revenue. Crippled power plants can
even jeopardize public safety. Although
human error may cause an outage,
many are the result of equipment
failure. Some of the most common
causes of outages and lost capacity in
power plants are boiler-related
problems such as boiler tube leaks.
With older power plants becoming the
norm in the United States and
elsewhere, equipment failure such as
this will continue to plague the
industry. Each time a forced outage
occurs, quick and efficient plant
restoration is paramount.
This unpredictable aspect of the
energy industry challenges the weld
inspector on two distinct planes. First,
because plant restoration in the shortest
amount of time is key, the inspector’s
personal planning and project
management skills will be tested.
Second, heavy workloads with fast-
approaching deadlines will challenge
the inspector’s core ethics. Inspectors
who do not fully understand these
assaults on their skills may not be
successful in this industry. Therefore,
thorough preparation, effective time
management, and strong character
development will help inspectors thrive
under the adverse conditions found in
the field of power generation.
Planning and TimeManagement
For inspectors to perform their
duties efficiently, they must be
thoroughly familiar with all the
documents related to welding. These
include the full scope of contract
documents, welder qualifications, and
welding procedure specifications
(WPSs). During the planning stages of
an inspection project, each of these
Inspection Trends / Spring 2012 23
Advice for Inspectors in the Energy Industry
A seasoned CWI offers tips on the challenges inspectorswho work in the power generation sector face
Mendoza Spring IT 2012_Layout 1 3/19/12 1:30 PM Page 23

documents plays a significant role in
the time management decisions the
CWI makes.
Of special note, the function that a
WPS plays in the CWI’s preparation
process cannot be overemphasized.
Because each WPS is unique, it is
absolutely essential for the CWI to
fully comprehend the instructions
contained in the document. A CWI who
cannot interpret a WPS is comparable
to a chef who cannot read a recipe.
Going beyond the mere mechanics
of reading a WPS, there is another
singular skill that is characteristic of
successful CWIs in the energy
industry: CWIs who understand the
subtle nuances of the various welding
processes will be better empowered to
make wise time management decisions.
Knowledge of the unique details
associated with welding processes —
such as the time required to perform
each — provides inspectors with a
valuable perspective. Their insight into
this science allows them to plan their
activities so that inspections will be
performed in a timely manner. The
benefit of this knowledge becomes
apparent when CWIs have many welds
to be inspected in a limited amount of
time. An inspector who truly has a
knack for this aspect of welding can
reasonably anticipate the correct time
when his or her services will be
required. In an industry that depends
on quick turnarounds, this skill
definitely contributes to the corporate
bottom line. And, for an experienced
inspector, this ability serves to spare
him or her undue stress and grief. In
this regard, the adage that states that
“former welders make good
inspectors” merits consideration.
Another crucial step in the WPS
that inspectors should take special note
of is the inspection “hold points.” Each
hold point requires the CWI to be
physically present at the site where the
welding is done. Therefore, inspection
hold points are key factors in the
inspector’s overall planning process.
During the planning stages of a
project, CWIs should ask themselves
questions such as the following:
It is obvious that welders waiting
for an inspector who planned poorly is
not a situation that sheds a positive
light on the CWI.
Another factor that a wise
inspector will consider during
the planning stage is the plant’s
unique geographical layout.
While each facility is different,
it is not uncommon for a power
plant to be many square miles in
size.
Now, you may be asking
why this should be of concern to
inspectors. The answer is that
during a forced outage, plant
management often takes the
opportunity to make overdue
repairs on structural and piping
components. These unforeseen
activities are then placed on the
CWI’s list of inspections. Due
to the vast size of some
facilities, CWIs may find
themselves performing
inspections at locations that are miles
apart. Inspectors are then further
challenged to make prudent time-
management decisions as they
incorporate these duties into their
scope of work. For this reason, advance
knowledge of the plant’s geographical
layout will work in an inspector’s
favor.
It has already been noted that
inspectors should be thoroughly
familiar with all the documents related
to welding. In addition to those already
cited, there is one more than deserves
mention.
As a means to identify standard
operating procedures, many facilities
have developed what is referred to as a
quality control (QC) or quality
assurance (QA) manual. At first glance,
this document may seem to have a
peripheral function in the overall
inspection process but, in reality, it
plays a significant role.
Generally, a plant’s QA/QC
manual details the repair processes and
procedures that are unique to that
facility. This reason alone should be
enough motivation to pique an
inspector’s interest. But, there’s more:
This document also identifies
personnel roles and distinct levels of
responsibility within the plant’s
organization. In certain situations, this
information can be of great benefit to
an inspector in the energy industry.
Inspection Trends / April 201224
• How many inspection points are
there?
• When are they to be performed?
• What kind of inspection is required?
• What NDE process(es) are required?
• Will NDE personnel be required to
perform their duties before the
inspectors can continue their
inspections?
Mendoza Spring IT 2012_Layout 1 3/19/12 1:31 PM Page 24

Let me illustrate this point. During
a forced outage, when plant personnel
are under extreme pressure to bring a
power station back on line, some
individuals take liberties with their
authority. In an effort to expedite
repairs, well-intentioned plant
representatives sometimes take it upon
themselves to assume more authority
than they actually have. As a result —
in the heat of the moment — these
unauthorized personnel may request
actions from others that violate safety
practices and procedures. In the case of
a CWI, he or she may be pressured to
perform tasks that ultimately
compromise the inspection process.
For the inspector’s protection — if
not for his or her peace of mind — it
does not hurt to know the true
hierarchy in each plant’s organization.
This knowledge will enable the
inspector to ask informed questions
when being pressured to perform tasks
that undermine the integrity of the
inspection process.
Ethics
So far, it’s been established that
unpredictable workloads with
seemingly unattainable deadlines are a
way of life for CWIs in the power
industry. Forced outages will continue
to challenge inspectors on their
intellectual and professional skill
levels. As if these were not enough,
these aspects of the industry produce a
secondary assault on inspectors. This
challenge deals with ethics.
Experienced CWIs will attest that
relentless pressures to meet changing
management-dictated deadlines can
present a challenge to their core values.
Among the principles that an AWS
Certified Welding Inspector is bound to
uphold are honesty, integrity, and
responsibility to the public. Wise
inspectors understand that the AWS
Code of Ethics serves to eliminate
professional corruption and ensure
public safety.
However, remaining true to these
principles can be difficult when plant
restoration is of the essence. Even the
most principled inspector can be
tempted to expedite the repair process.
Stressed-out CWIs may be tempted to
perform tasks they are not qualified to
execute. Or they may sign off on
inspection documents that state they
have personally witnessed certain
activities when in reality they have not.
Principled inspectors will never
compromise ethical standards for the
sake of meeting a deadline. It has been
said that character can be defined as
“what you do when no one is looking.”
AWS Certified Welding Inspectors
have a moral and a legal obligation to
stay true to the professional code of
ethics they have agreed to uphold.
Conclusion
Inspectors must accept the
daunting fact that unpredictable
workloads and moving deadlines are a
way of life in the energy industry. New
plant construction in the United States
has been slow during the last couple of
decades, which means that existing —
and aging — power plants will
continue to require extensive
maintenance. For inspectors, this fact
paints a rosy picture for future job
security.
However, to be a serious player in
this environment, CWIs must continue
to sharpen their project management
skills. They must learn to strategically
incorporate the information available to
them in the project documents when
making critical time-management
decisions.
Finally, successful CWIs will
never allow external forces or even
their own personal inclinations to move
them to even consider violating the
Code of Ethics. If inspectors adhere to
these principles, they will not merely
survive but will flourish in the energy
industry.
Inspection Trends / Spring 2012 25
JOHN L. MENDOZA ([email protected]) is with Lone Star
Welding, San Antonio, Tex. He is a pastpresident of the American Welding Society
and an AWS CWI and CWE. He retiredfollowing 35 years of experience at CPS
Energy, San Antonio, Tex.
Don't pay for travel or accommodations for
intense one week courses...ever again
www.worldspec.org
Fully online NDT training to meet global standards!Register today and save $100 dollars instantly.
Enter aws59c2 in the discount code box
YOURCLASSROOMAWAITS...
T R E N D S
For info go to www.aws.org/ad-index
Mendoza Spring IT 2012_Layout 1 3/19/12 1:32 PM Page 25

FeatureBy Joseph P. Kane
Inspection Trends / April 201226
Last year, the AWS Certification
Subcommittee on Ethics reviewed and
evaluated several interesting
complaints regarding the Code of
Ethics, Rules of Conduct, and Practice
found in AWS QC-1: 2007, Standardfor AWS Certification of WeldingInspectors. These complaints were
filed, then seemingly went nowhere.
There were many reasons for this. In
order to be acted upon, an ethics
violation complaint has to be filed in
writing, and in a certain format that is
found in AWS QC-9, AdministrativeProcedures for Alleged Violations ofAWS Certification Programs. In no
cases are telephoned or oral complaints
accepted. AWS QC9-98 can be
downloaded free of charge from the
AWS Web site at www.aws.org/certification. You’ll find it in the
general forms area of the Certification
Documents section.
Why Wouldn’t Complaints BeActed Upon?
Many complaints do not get acted
on simply because the paperwork was
not properly filled out or signed.
Following are a few other reasons why
a complaint would not be acted upon:
1. There is no evidence filed with
the complaint that establishes or
points to an actual violation of any
article of AWS QC-1, Section 11,
Code of Ethics, Rules of Conduct,
and Practice. “We just didn’t like
him,” “he was too tough,” “he charged
us too much,” or “another inspector
said he was wrong,” does not constitute
a violation of any article of the Code of
Ethics.
2. The alleged offender is not a
CWI, SCWI, or other AWS-certified
person subject to an AWS Code of
Ethics. The offender may falsely claim
to be an AWS-certified person, but in
fact is not, never was, or is no longer
certified. While the offender is often
sent a “cease and desist” letter from the
AWS attorney, the American Welding
Society will usually need more
examples of continued unlawful
practice in order to take the person to
court or refer him/her to a district
attorney for prosecution. The AWS
CWI Certification program is
incorporated by reference in many
legal requirements around the world,
and in those instances has the full legal
weight and authority of that particular
jurisdiction. The AWS is not a
constituted legal body with the power
to enact and enforce laws. The AWS
only has the legal protection afforded
to it by law, as does any other similar
corporation. Because participation in
our program is voluntary, our
enforcement is limited to our internal
administrative rules, procedures, and
sanctions.
AWS cannot apply administrative
sanctions to a person who is not a
participant in our program in some
way. (Remember, as a CWI, you are a
voluntary participant and, as such,
voluntarily make yourself responsible
to the QC-1 rules.) I have heard of at
least two other entities that claim to
award Certified Welding Inspector
certifications, but they are not affiliated
with the American Welding Society,
and do not represent themselves or
their certification as an AWS product.
3. The person who files the
complaint (“Complainant” or
“Complaining Witness”) does not
follow up with more detail or
additional evidence. Sometimes, the
complainant just stops communicating
with the AWS.
4. There may be conflicting
evidence. There may be different facts
in the supporting statements that seem
to contradict the allegation made in the
complaint or that make the complaint
seem to be untrue.
5. The complaint or the evidence
is vague or imprecise.
6. The complaint refers to
mistakes (errors) made by a CWI in
the performance of an inspection.
Making a true mistake, even an
egregious one, is not a violation of the
Code of Ethics.
What Happens When aComplaint Is Properly Filed?
As with most legal and
administrative complaint proceedings,
there must be a “complaint” and
enough “evidence” to show that a
prima facie case exists, after which
Ethics Alert: How to File an Ethics Violation Complaint
These suggestions will help you understand the complaintprocess and what to do when you want to file a complaint or
if you become the subject of a complaint
This article is the second in afour-part series related to the Codeof Ethics found in AWS QC-1: 2007,Standard for AWS Certification of
Welding Inspectors.
Kane Feature Spring IT 2012_Layout 1 3/20/12 4:30 PM Page 26

Inspection Trends / Spring 2012 27
proceedings may then commence to
test it and create a ruling. In the AWS,
the complaint is filed in writing by a
“complaining witness” and sent to the
AWS Executive Director for review.
[The AWS Executive Director is the
chief executive officer (compensated
staff member) of the AWS and the
person responsible for the day-to-day
administrative affairs of the Society.]
If the AWS Executive Director
believes there is enough evidence that a
reasonable case of a violation of the
Code of Ethics, Rules of Conduct, and
Practice is presented in the written
complaint, he will send the complaint
and the evidence presented to support
that complaint, to the Certification
Subcommittee on Ethics with a
“written ballot.” The members of the
Certification Subcommittee on Ethics
then review the complaint and
supporting documents. The person who
filed the complaint (the complaining
witness), may be contacted, as may be
the persons mentioned in the complaint
or in the evidence. The members of the
subcommittee then decide whether they
believe one or more of the articles of
AWS QC-1, Code of Ethics, Rules ofConduct, and Practice, has been
violated, and vote whether or not to
recommend that a hearing panel be
convened. There may be comments
submitted with the ballots supporting
the position and rationale of the
particular vote. At this point, the
function of the Certification
Subcommittee on Ethics is complete.
If the Subcommittee decides there
is not reasonable evidence of a
violation, the Executive Director
notifies the complaining witness of the
decision of the Certification
Subcommittee on Ethics that there was
no violation of AWS QC-1, Section 11,
Code of Ethics, Rules of Conduct, andPractice, presented in the complaint.
The Executive Director will also tell
the complaining witness that he or she
has the right to appeal the decision.
The procedure and time limit for the
appeal is found in QC-9. The
complaining witness may see the
shortcomings of the original complaint,
then gather more evidence and refile
the complaint. If he or she does so, the
process may start all over.
The AWS President appoints the
hearing panel. (The AWS President is
the senior uncompensated volunteer
member of the AWS, who in
conjunction with the AWS Board of
Directors’ policies, gives directions to
the AWS Executive Director.) No
member of the AWS Executive Board,
AWS Certification Committee, or
Certification Subcommittee on Ethics
may be a member of the hearing panel.
Another requirement is that at least one
member of the hearing panel has the
same certification as the “Respondent,”
the person against whom the complaint
is filed.
Before the hearing panel convenes,
the AWS Executive Director may
attempt to contact the respondent in an
attempt to “resolve the complaint by
stipulation.” This is something like the
plea bargains you hear about on crime
shows on television or in the movies.
The Executive Director talks to the
respondent and proposes a resolution
(usually a penalty short of complete
revocation and future disbarment). If
the respondent accepts the stipulations,
the Executive Director prepares a
“Stipulation Document” and sends it to
the hearing panel for review and
approval. If the hearing panel approves
the stipulation, the Executive Director
issues a ruling and sends it to the
complaining witness and the
Certification Committee chair. That
“stipulation agreement” becomes the
last word on the complaint.
If there is no stipulation
agreement, the matter proceeds to the
hearing panel, which conducts its
business in accordance with the
provisions of AWS QC-9. The hearing
panel hears the case presented by the
complaining witness, evaluates the
evidence, and “…issues a written
ruling, including its findings and
conclusions (Final Ruling), at the
conclusion of the Hearing or as soon
thereafter as practicable, but in no
event more than 60 days after the date
of the Hearing. The ‘Final Ruling’ shall
find the Respondent guilty or not guilty
of the violation(s) charged and shall
either impose sanctions or dismiss the
Complaint.”
The respondent then has 30 days
to appeal the final ruling to the AWS
Executive Committee. Again, there are
rules and time schedules that are
addressed in AWS QC-9.
At this point, it is important that
the respondent be reminded that he or
she is subject to Paragraph 11.1 of
AWS QC-1 2007, Standard for theCertification of Welding Inspectors,
and as such must be “forthright and
candid to their employer, the regulator
or employer’s customer, and with the
Committee or its representatives, on
matters pertaining to this standard.” It
is not like in the movies, where you
have a “right to remain silent…” This
may seem un-American or
unconstitutional, but remember this is
an administrative process, not a
criminal or civil court process. In the
AWS administrative system, which you
signed up for voluntarily when you
became an AWS CWI, if you are the
“Respondent,” you must truthfully
answer the questions put to you.
Failure to do so is also a violation that
in itself can very well result in loss of
certification and the banning from
future certification.
What Should You Do If YouAre Referred to a HearingPanel as a Respondent?
If you are called as a respondent
before a hearing panel, the following is
AWS QC998, Administrative Proceduresfor Alleged Violations of AWS CertificationPrograms, can be downloaded for free atwww.aws.org/certification.
Kane Feature Spring IT 2012_Layout 1 3/19/12 2:14 PM Page 27

Inspection Trends / April 201228
what I believe you should do. Keep in
mind that this is strictly my personal
opinion.
First, I would always advise the
respondent to hire a lawyer, if he or she
can afford one.
Second, consider the nature and
facts of the complaint and be truthful to
yourself.
Third, give serious consideration
to the offer of “…resolution by
stipulation” (plea bargain offer) if you
think you may be found guilty.
Fourth, consider an appeal if you
go through the hearing panel process
and are sanctioned in the final ruling.
The following is an example from
an ethics violation case from more than
20 years ago: A Certified Associate
Welding Inspector (CAWI) worked in a
government project where a CWI
certification was required. This person
altered his CAWI certificate and stamp,
and worked as if he was a legitimate
CWI. Long after the job was
completed, a government auditor
discovered the fraud, and ethics
violation charges were filed against
him. In the intervening period, the
CAWI had taken and passed the CWI
exam, and was working as a “real”
CWI.
Reportedly, the nature of this
man’s offense had very severe
repercussions on the efforts of AWS
volunteers to get the CWI program
mandated in some types of government
contracts.
The Hearing Panel found him
guilty, and voted to strip him of his
CWI status and ban him from
becoming a CWI again; in other words
the “death sentence.” The man
appealed to the Executive Committee
of the AWS Board of Directors, citing
hardship and his need to support his
family, and the ruling was changed to
allow the man a chance to retest and
become a legitimte CWI again. By
appealing, he dodged the death
sentence.
Another reason to appeal is if you
may actually have committed the
offense, but legitimately believed that
you were not in violation of the Code
of Ethics, Rules of Conduct, and
Practice, or did not intend to be. Now,
this type of appeal should only be
considered if there was something
vague or ambiguous in the conduct that
brought you before the hearing panel in
the first place. Obvious violations, such
as bribes, fraud, or forgeries of reports,
would probably just be insulting to the
Executive Committee members.
JOSEPH P. KANE([email protected]) is with
Pennoni Associates, King of Prussia, Pa.He is an advisor to the AWS Certification
Committee and a member of the Subcommittee on the Code of Ethics, and
chair of the Structural Inspection Subcommittee. He is also an AWS Senior
Certified Welding Inspector.
AWS agreement with ASNT offers ACCP toqualified CWIs & SCWIs.
Do you need visual testing certification which meets the guidelines for Recommended Practice No. SNT-TC-1A as required by somesections of the ASME Code? Through this agreement, qualified SCWIs and CWIs can obtain ACCP Level II VT certification without examination.
Enhance your credentials and satisfy work requirements with the addition of an ACCP credential.
To apply and for more details visitwww.asnt.org or call 614.274.6003 or 800.222.2768 US/Canada.
Opportunity Knocks.
Image © Longview Inspection
For info go to www.aws.org/ad-index
Kane Feature Spring IT 2012_Layout 1 3/19/12 2:14 PM Page 28

The Answer IsBy K. Erickson and A. Moore
Q: Is it a generally accepted practice
to have multiple welders complete a
welded joint?
A (from K. Erickson): In some cases,
yes. In fact, in some instances, there
may be no other choice. An example
would be joints that contain some
higher percentages of chrome may
require maintaining a minimum
interpass throughout the welding
process as well as postweld heat
treatment. For these joints, welding
would be performed continually until
completion with a “hands on” change
between welders or welding crews.
Another example would be for
joints that utilize combination welding
processes such as gas tungsten arc
(GTA) and shielded metal arc (SMA)
welding. The GTA welder may
complete the root and hot pass (when
required) and the SMA welder would
then complete the weld out.
It is important for the CWI to
acknowledge that each welder is
certified for the position, method, and
thickness of the weld for which he or
she will be responsible. In addition, the
CWI should document the thickness
portions and location for each welder
who has deposited filler metal because,
as deemed by each company, any
rejectable welds by volumetric
inspection including radiography or
ultrasonic could result in unfavorable
terms regarding continued
employment, etc.
When required, each welder
should also place his or her stamp next
to the weld, which should also
correspond to the welder qualification
report or a company-produced welder
identification matrix.
Q: What does Nadcap apply to?
A (from K. Erickson): Nadcap is the
Performance Review Institute’s brand
name for the industry-managed world-
class program(s) for special processes
relative to the international aerospace
and automotive industries. Companies
can receive a Nadcap accreditation
through audit for processes (i.e., liquid
penetrant testing) and then will meet
potential customer vendor
requirements for bidding potentials and
“approved vendor” qualification status.
Q: How can fillet welds be inspected
or tested?
A (from A. Moore): I have read
somewhere that fillet welds account for
75% of all the welds made. That
number may be high or low, but there
is no doubt fillet welds are very
popular. There are several reasons for
the fillet welds’ popularity. First, there
is little preparation required other than
to clean the surfaces to be welded.
Prior to welding, dross, oxides,
hydrocarbons, and other coatings that
could interfere with depositing a sound
weld must be removed. Second, fillet
welds are “easy” to detail and deposit.
There are several types of
discontinuities associated with fillet
welds. These include both surface
breaking and subsurface
discontinuities. Overlap, undercut,
cracks, slag inclusions, and porosity
are some of the discontinuities that can
be considered surface breaking.
Incomplete fusion at the root,
subsurface porosity, root cracks that
have not propagated to the surface, and
hydrogen-assisted cracks in the early
stages of incubation are just a few of
the discontinuities that may be
subsurface.
Fillet welds can be a challenge to
inspect. They do not lend themselves to
volumetric examination, and other
nondestructive examination (NDE)
methods are largely limited to
discontinuities that are open to the
surface.
Let us review the four NDE
methods that, in addition to visual
testing (VT), are commonly used to
examine welds. These are penetrant
testing (PT), magnetic particle testing
(MT), ultrasonic testing (UT), and
radiographic testing (RT).
Radiographic testing. RT requires
access to both sides of the joint. One
side is known as the film side, and the
other the source side. The radiographic
film or the detector (in the case of
digital radiography) must be placed on
the side opposite the source of ionizing
radiation. The film or the detector
measures the amount of ionizing
radiation passing through the test piece.
Defects oriented parallel to the beam of
ionizing radiation are more easily
detected than those oriented
perpendicular to the beam. To produce
an indication with the least geometric
unsharpness (fuzziness), the film must
be in direct contact with the test piece.
Digital radiography has the advantage
that it can be manipulated by
computations to produce sharp images
with good contrast; however, the cost is
much greater. Radiographic testing can
be used effectively to verify the weld is
not compromised by excessive root
openings or to verify unauthorized
“backing,” i.e., slugging, has not been
Inspection Trends / Spring 2012 29
The Society is not responsible for any statements made or opinion expressed herein. Data andinformation developed by the authors are for specific informational purposes only and are notintended for use without independent, substantiating investigation on the part of potential users.
The Answer Is Spring IT 2012_Layout 1 3/20/12 10:40 AM Page 29

used to close excessive root openings.
Ultrasonic testing. UT only
requires access to one surface,
providing an advantage over RT. Better
results can be obtained if the weld is
examined from more than one surface.
The typical pulse echo UT technique is
a fine tool for examining complete-
joint-penetration groove welds and
T-joints; however, it is not the best test
method for examining the fillet welds
typically found in structural
applications. Ultrasonic testing may be
useful when examining very large fillet
welds for which some information is
better than none at all. Like RT, the
orientation and nature of the
discontinuity will influence the
probability of detection.
Magnetic particle testing. MT is
limited to the detection of surface and
near-surface discontinuities in
ferromagnetic base metals that are
oriented nearly perpendicular to the
lines of magnetic flux. Two separate
magnetic particle tests, each producing
a magnetic field nearly perpendicular
to the previous test, are required. This
technique provides the greatest
probability of detecting crack-like
discontinuities that are considered to be
the most detrimental.
Penetrant testing. PT is most
appropriate for testing nonferrous
metals when surface-breaking
discontinuities are a concern. Penetrant
test results can be misleading if there is
water, oil, grease, paint, or other
contaminants in the discontinuity or
“sealing” the opening of the
discontinuity. Power brushing,
scrubbing with solvents, etc., may not
be sufficient to remove contaminants
from the discontinuities. The
penetrating fluid must be drawn into
the discontinuity by capillary action in
order for the penetrant to detect the
discontinuity.
One of the most perplexing defects
to detect is incomplete fusion at the
root of the fillet weld. Earlier editions
of AWS D1.1, Structural Welding Code— Steel, included several sketches
depicting acceptable and unacceptable
fillet weld profiles. The current edition,
D1.1/D1.1M:2010, does not include
those sketches, but incomplete fusion
to the root is still a defect in other
welding standards. It is largely
subsurface, so VT, MT, and PT are not
viable test methods unless the inspector
is able to grind the ends of the fillets to
“see” the root condition. Ultrasonics
and radiography are poor candidates to
detect the defect because the geometry
of the T-joint and corner joint are not
easily examined with either method.
By its very nature, the separation
(joint root) between the two members
joined by a fillet weld is an inherent
discontinuity of the fillet weld. Like
incomplete fusion at the root of the
fillet weld, the joint root is subsurface
once the joint is welded and difficult to
assess with VT, MT, or PT. If
intermittent fillet welds are used, or if
the joint is only welded on one side,
the inspector can see the root condition
to verify the proper fitup was
maintained. Radiography or ultrasonic
testing may be used if the conditions
are favorable to either test method, but
such cases are exceptions rather than
the norm. Even under ideal conditions,
RT and UT may yield questionable
results.
The best inspection method for
assessing the quality of a fillet weld is
visual examination. However, the
visual examination must be an on-
going process that complies with the
mantra of “before, during, and after
welding.” The visual appearance of the
completed fillet welds means little if
the following occurs:
• The wrong base metals or filler metal
is used.
• The size of the root opening was not
checked before the first weld bead
was deposited.
• The welder has not demonstrated the
skills necessary to deposit a fillet
weld that has fusion to the root.
• The proper welding procedure
specification (WPS) was not used.
Properly executed, ongoing visual
examination programs supplemented
by MT or PT are good methods for
ensuring the fillet welds meet the
designer’s expectations and the
welding standards. Ferrous metals
susceptible to hydrogen-assisted
cracking, also known as delayed cold
cracks or underbead cracking, can be
supplemented by either MT or PT to
detect cracks in the early stages of
incubation when they are too small to
be easily detected by VT alone. Still, to
be detected by VT, MT, or PT, the
small cracks must break the surface of
the base metal. Volumetric
examinations will not easily
discriminate this type of crack in the
early stages of development.
If you want to know more, here
are some suggests for further reading:
1. Welding Technology Institute of
Australia. May 31, 2006. A guide for
the welding, assessment and inspection
of fillet and tee butt welds. TGN-RT-
5/, www.wtia.com.au/pdf/TGN-RT-05%20%20Guide%20to%20Fillet%20Welding.pdf.
2. Hayes, Robert. 1997. ABC’s of
nondestructive testing. WeldingJournal, May 1997 www.ndt.net/article/0698/hayes/hayes.htm#author.
3. Miller, Duane. Ensuring WeldQuality in Structural Applications.James F. Lincoln Foundation,
www.jflf.org/pdfs/papers/quality.pdf.4. Bosworth, Brad. July 2010. Visual
‘after the fact’ welding inspection.
Inspection Trends, American Welding
Society, Miami, Fla. www.aws.org/itrends/ 2010/07/IT_July_2010/index.html#/24/.
Inspection Trends / April 201230
Inspection Trends encouragesquestion and answer submissions. Pleasemail to the editor ([email protected]).
KENNETH ERICKSONis manager of quality at National Inspection& Consultants, Inc., Ft. Myers, Fla. He is
an AWS Senior Certified Welding Inspector,an ASNT National NDT Level III Inspectorin four methods, and provides expert wit-
ness review and analysis for legal considerations.
ALBERT J. MOORE JR.is vice president, Marion Testing &
Inspection, Canton, Conn. He is an AWSSenior Certified Welding Inspector and anASNT ACCP NDT Level III. He is also a
member of the AWS CertificationCommittee and the Committee onMethods of Inspection of Welds.
The Answer Is Spring IT 2012_Layout 1 3/19/12 1:04 PM Page 30

Inspection Trends / Spring 2012 31
Mark Your CalendarWorld Conference on Quality and Improvement. May
21–23, Anaheim Convention Center, Anaheim, Calif. Contact
American Society for Quality (ASQ), (800) 248-1946 or
www.asq.org.
65th Annual Assembly of the International Institute of
Welding. July 8–13, Hyatt Regency Hotel Denver and
Colorado Convention Center. Sponsored by the American
Welding Society, Edison Welding Institute, and Welding
Research Council. Visit www.iiw2012.com.
Review of Progress in Quantitative Nondestructive
Evaluation (QNDE). July 15–20, Hyatt Regency Tech
Center, Denver, Colo. Contact [email protected] or
www.qndeprograms.org.
ASNT Digital Imaging XV Conference. July 16–18,
Foxwoods Resort, Mashantucket, Conn. Contact American
Society for Nondestructive Testing, (800) 222-2768 or
www.asnt.org.
ASNT Fall Conference and Quality Testing Show. Oct.
29–Nov. 2, Rosen Shingle Creek Resort, Orlando, Fla.
Contact American Society for Nondestructive Testing, (800)
222-2768 or www.asnt.org.
20th National Quality Education Conference. Nov. 11, 12,
Hyatt Regency Louisville, Louisville, Ky. Contact American
Society for Quality (ASQ), (800) 248-1946 or www.asq.org.
FABTECH 2012. Nov. 12–14, Las Vegas Convention Center,
Las Vegas, Nev. Sponsored by the Amerian Welding Society,
Society of Manufacturing Engineers, and Fabricators &
Manufacturers Association, Int’l. Visit www.fabtechexpo.com.
Educational Opportunities
NDE Classes. Moraine Valley Community College, Palos
Hills, Ill., offers NDE classes in PT, MT, UT, RT, Radiation
Safety, and Eddy Current, as well as API 510 exam prep and
weld inspection. For more information, contact (708) 974-
5735; [email protected]; morainevalley.edu/NDE.
CWI Prep Course and AWS CWI Seminar and Exam.
The Prep Courses prepares candidates for the AWS Certified
Welding Inspector (CWI) seminar and examination. Offered
July 16–20 and October 15–19. The CWI seminar covers
how to reference AWS codes, examine welds, and prepare for
the CWI exam on that following Saturday (proctored by
AWS). Offered July 22–28 and October 21–27. Contact
Lincoln Electric’s Welding School at (216) 383-8325 or visit
www.lincolnelectric.com.
EPRI NDE Training Seminars. EPRI offers NDE technical
skills training in visual examination, ultrasonic examination,
ASME Section XI, UT operator training, etc. Contact Sherryl
Stogner, (704) 547-6174, e-mail: [email protected].
Nondestructive Examination Courses. For course
schedules and locations, contact Hellier, www.hellierndt.com,
call toll-free (888) 282-3887.
NDE Training Courses. GE Inspection Technologies offers
training on topics such as eddy current, digital radiography,
and remote visual inspection. For the complete schedule,
contact (866) 243-2638; [email protected];www.ge.com/inspectiontechnologies.
Positive Material Identification Seminars. Topics covered
will include basics of X-ray fluorescence (XRF) analysis,
APRI RP 578, and recommended PMI procedures. For more
information or to register, contact Thermo Fisher Scientific,
Inc., at www.niton.com/News-and-Events.
Preparatory and Visual Weld Inspection Courses. One-
and two-week courses presented in Pascagoula, Miss.,
Houston, Tex., and Houma and Sulphur, La. Contact Real
Educational Services, Inc., (800) 489-2890;
CWI/CWE Course and Exam. A ten-day program presented
in Troy, Ohio. Contact Hobart Institute of Welding Technology
(800) 332-9448; www.welding.org; [email protected].
T.E.S.T. NDT, Inc., Courses. CWI preparation, NDE
courses, including ultrasonic thickness testing and advanced
phased array. On-site training available. T.E.S.T. NDT, Inc.,
193 Viking Ave., Brea, CA 92821; (714) 255-1500; FAX
(714) 255-1580; [email protected]; www.testndt.com.
NDE Training. NDE training at the company’s St. Louis-area
facility or on-site. Level III services available. For a schedule
of upcoming courses, contact Quality Testing Services, Inc.,
2305 Millpark Dr., Maryland Heights, MO 63043; (888) 770-
0103; [email protected]; www.qualitytesting.net.
CWI/CWE Prep Course and Exam and NDT Inspector
Training Courses. An AWS Accredited Testing Facility.
Courses held year-round in Allentown, Pa., and at customers’
facilities. Contact: Welder Training & Testing Institute (WTTI).
Call (800) 223-9884, [email protected], or visit www.wtti.edu.
Welding Inspection, INTEG, Welding Health and Safety,
and Welding Supervisor Courses. Contact the Canadian
Welding Bureau for schedule at (800) 844-6790, or visit
www.cwbgroup.org.
Mark Your Calendar IT pring 2012_Layout 1 3/19/12 1:43 PM Page 31

Inspection Trends / April 201232
Certification ScheduleCertified Welding Inspector (CWI)LOCATION SEMINAR DATES EXAM DATE
Baltimore, MD May 6–11 May 12Detroit, MI May 6–11 May 12Albuquerque, NM May 6–11 May 12Corpus Christi, TX May 6–11 May 12Miami, FL May 6–11 May 12Miami, FL Exam only May 19Long Beach, CA Exam only May 26Spokane, WA June 3–8 June 9Oklahoma City, OK June 3–8 June 9Birmingham, AL June 3–8 June 9Hartford, CT June 10–15 June 16Pittsburgh, PA June 10–15 June 16Beaumont, TX June 10–15 June 16Corpus Christi, TX Exam only July 7New Orleans, LA July 8–13 July 14Phoenix, AZ July 8–13 July 14Memphis, TN July 8–13 July 14Miami, FL July 8–13 July 14Orlando, FL July 15–20 July 21Milwaukee, WI July 15–20 July 21Los Angeles, CA July 15–20 July 21Sacramento, CA July 15–20 July 21Louisville, KY July 15–20 July 21Kansas City, MO July 22–27 July 28Cleveland, OH July 22–27 July 28Denver, CO July 29–Aug. 3 Aug. 4Philadelphia, PA July 29–Aug. 3 Aug. 4San Diego, CA Aug. 5–10 Aug. 11Chicago, IL Aug. 5–10 Aug. 11Miami, FL Aug. 5–10 Aug. 11Baton Rouge, LA Aug. 5–10 Aug. 11Bakersfield, CA Aug. 12–17 Aug. 18Charlotte, NC Aug. 12–17 Aug. 18Rochester, NY Exam only Aug. 18San Antonio, TX Aug. 12–17 Aug. 18Miami, FL Exam only Aug. 18Portland, ME Aug. 19–24 Aug. 25Minneapolis, MN Aug. 19–24 Aug. 25Salt Lake City, UT Aug. 19–24 Aug. 25Pittsburgh, PA Aug. 19–24 Aug. 25Seattle, WA Aug. 19–24 Aug. 25Corpus Christi, TX Exam only Sept. 8Houston, TX Sept. 9–14 Sept. 15St. Louis, MO Sept. 9–14 Sept. 15New Orleans, LA Sept. 9–14 Sept. 15Miami, FL Sept. 9–14 Sept. 15Anchorage, AK Exam only Sept. 22
Advanced Visual Inspection WorkshopLOCATION SEMINAR DATES EXAM DATE
Miami, FL May 17-18 May 19Miami, FL Aug. 16-17 Aug. 18
International CWI Courses and Exams SchedulesPlease visit www.aws.org/certification/inter_contact.html.
9–Year Recertification Seminar for CWI/SCWI
For current CWIs and SCWIs needing to meet education require-ments without taking the exam. The exam can be taken at any sitelisted under Certified Welding Inspector.
LOCATION SEMINAR DATES EXAM DATE
Miami, FL Apr. 16–21 No examSacramento, CA Apr. 30–May 5 No examPittsburgh, PA June 4–9 No examSan Diego, CA July 9–14 No examMiami, FL July 16–21 No examOrlando, FL Aug. 20–25 No examDenver, CO Sept. 10–15 No exam
Certified Welding Supervisor (CWS)LOCATION SEMINAR DATES EXAM DATE
New Orleans, LA Apr. 16–20 Apr. 21Minneapolis, MN July 16–20 July 21Miami, FL Sept. 10–14 Sept. 15CWS exams are also given at all CWI exam sites.
Certified Radiographic Interpreter (CRI)LOCATION SEMINAR DATES EXAM DATE
Houston, TX Apr. 16–20 Apr. 21Las Vegas, NV May 7–11 May 12Miami, FL June 4–8 June 9Dallas, TX July 16–20 July 21Chicago, IL Sept. 10–14 Sept. 15Pittsburgh, PA Oct. 15–19 Oct. 20The CRI certification can be a stand-alone credential or can exemptyou from your next 9-Year Recertification.
Certified Welding Sales Representative (CWSR)CWSR exams will be given at CWI exam sites.
Certified Welding Educator (CWE)Seminar and exam are given at all sites listed under Certified Weld-ing Inspector. Seminar attendees will not attend the Code Clinic por-tion of the seminar (usually the first two days).
Certified Robotic Arc Welding (CRAW)WEEKS OF, FOLLOWED BY LOCATION AND PHONE NUMBER
May 11, Aug. 10, Nov. 9 atABB, Inc., Auburn Hills, MI; (248) 391–8421
May 21, Aug. 20, Dec. 3 atGenesis-Systems Group, Davenport, IA; (563) 445-5688
Oct. 22, Oct. 26 at Lincoln Electric Co., Cleveland, OH; (216) 383-8542
Apr. 23, July 9, Oct. 15 atOTC Daihen, Inc., Tipp City, OH; (937) 667-0800
May 7, July 9, Sept. 10, Nov. 5 atWolf Robotics, Fort Collins, CO; (970) 225-7736
On request at: MATC, Milwaukee, WI; (414) 297-6996
Certified Welding Engineer (CWEng) and Senior CertifiedWelding Inspector (SCWI)Exams can be taken at any site listed under Certified Welding Inspector. No preparatory seminar is offered.
IMPORTANT: This schedule is subject to change without notice. Applications are to be received at least six weeks prior to the seminar/exam
or exam. Applications received after that time will be assessed a $250 Fast Track fee. Please verify application deadline dates by visiting our
Web site www.aws.org/certification/docs/schedules.html. Verify your event dates with the Certification Dept. to confirm your course status
before making travel plans. For information on AWS seminars and certification programs, visit www.aws.org/certification or call (800/305)
443-9353, ext. 273, for Certification; or ext. 455 for Seminars. Apply early to avoid paying the $250 Fast Track fee.
Certification Schedule Spring IT 2012_Layout 1 3/19/12 1:29 PM Page 32

Just the FactsBy Lyndsey Deckard
I was recently asked to participate
in an investigation of wholesale failure
of castings supplied by a foreign
foundry. These castings were to be
welded to other larger castings in the
production process. The controlling
specification required a maximum
Carbon Equivalent (CE) of 0.42. The
CE of the materials, as stated by the
foundry, indicated all to be within the
acceptable range. Our independent
analysis of the steels involved proved
the steels to be much higher. The steels
were above the maximum allowable
CE by as much as 26%. The concern in
this case was the weldability of the
materials being joined and the resultant
hardness of the weld and heat-affected
zone (HAZ). The hardness of the weld
and HAZ, combined with the stresses
caused by the heat from the welding,
have a tendency to result in hydrogen-
induced cracking (HIC) either within
the weld or under the bead.
The AWS Welding Handbook,
Volume 4, ninth edition, explains the
importance of CE and the method by
which it is determined by the American
Welding Society. While there is more
than one formula used to determine
CE, the one accepted and used by AWS
is shown in the following quote from
the Welding Handbook.
Carbon Equivalent. The heat ofwelding, thermal cutting, and brazingcauses changes in the microstructureand mechanical properties in a regionof the heated steel that is referred to asthe heat-affected zone (HAZ). Thewidth of this region and themicrostructure(s) it contains depend onthe composition and priormicrostructure of the steel, the peaktemperature reached, and the rates ofheating and cooling. This heating-cooling thermal cycle may result in theformation of martensite in the weldmetal or HAZ, or both. The amount ofmartensite formed and the resulting
hardness of these areas depend on thecarbon and alloy content, the length oftime at elevated temperatures, and thesubsequent cooling rate through acritical temperature range. This rangeis usually considered to be 800°C to500°C (1470°F to 930°F), and thecooling rate through the HAZ is oftenstated in terms of the length of timewithin the range, designated Δt8–5.
The overall alloy content of a typeof steel determines its hardenability(the minimum cooling rate necessary toproduce martensite). However, carboncontent alone determines the maximumattainable hardness of any martensitethat does form. Figure 1.7 shows thisrelationship for steels that are 50% and100% martensite after quenching. Highhardness levels increase susceptibilityto hydrogen cracking in the weld orHAZ, thus the degree of hardening isan important consideration inassessing the weldability of a carbonor low-alloy steel. The weldability of
steels, particularly resistance tohydrogen cracking, generallydecreases with increasing carbon ormartensite in the weld metal or HAZ,or both.
Although carbon is the mostsignificant alloying element affectingweldability of steels, the effects of otherelements can be estimated by equatingthem to an equivalent amount ofcarbon. Thus, the effect of total alloycontent can be expressed in terms of acarbon equivalent (CE). An empiricalformula that may be used for judgingthe risk of underbead cracking incarbon steels is the following:
Figure 1.8 shows the generalrelationship between carbon steel
CE CMn Si Cr Mo V Ni Cu
= ++( )
++ +( )
++( )
6 5 15
Inspection Trends / Spring 2012 33
Weldability
Fig. 1.7 — Relationship between carbon content and maximum hardness of steelswith microstructures of 50% and 100% martensite.
Just the Facts Spring IT 2012_Layout 1 3/19/12 1:06 PM Page 33

composition (the carbon equivalent)and hardness, underbead crackingsensitivity, or weldability based on theslow-bend capacity of notched weld-bead test bars. Generally, steels withlow CE values (e.g., 0.2 to 0.3) haveexcellent weldability; however, thesusceptibility to underbead crackingfrom hydrogen increases when the CEexceeds 0.40. A steel with only 0.20%C and 1.60% Mn will have a CE of0.60, indicating relatively highsensitivity to cracking.
Inspection Trends / April 201234
Fig. 1.8 — Relationship between composition and underbead hardness, cracksensitivity, and notched-weld-bead bend angle for 25-mm- (1-in.-) thick C-Mnsteel plate welded with E6010 covered electrodes.
LYNDSEY DECKARD ([email protected]) is quality manager of the Vehicle Division of
Parsons Brinckerhoff Transit & Rail Systems, Inc. He is an AWS Senior
Certified Welding Inspector, an ASQ Certified Quality Auditor, and a member
of the AWS Certification Committee, Examination Question Bank
Subcommittee, and Ethics Subcommittee.
Just the Facts Spring IT 2012_Layout 1 3/19/12 1:06 PM Page 34

Technology Notes
Inspection Trends / Spring 2012 35
Interpretations: D1.6, Structural Welding Code — Stainless Steel
Subject: Torque test for threaded studs below
50°F
Code Edition: D1.6:2007
Code Provision: 7.7.1.4
AWS Log: D1.6-07-I05
Inquiry: Is the requirement of AWSD1.6/D1.6M:2007 subclause 7.7.1.4 fortorque testing of threaded studs related or re-stricted to temperatures below 50°F?
Response: No.
Subject: Torque test for threaded studs in
preproduction
Code Edition: D1.6:2007
Code Provisions: Figure 7.4, Tables 7.3 and
7.4, and clause 7.7.1.4
AWS Log: D1.6-07-I06
Inquiry: Is it intended in AWS D1.6:2007that preproduction testing of threaded studsin 7.7.1.4 be performed by a torque test to val-ues in Tables 7.3 or 7.4 instead of torqued todestruction?
Response: Yes.
Subject: Torque test for threaded studs and
welding operator
Code Edition: D1.6:2007
Code Provisions: 7.7.1.4 and 7.7.4
AWS Log: D1.6-07-I07
Inquiry: Is it intended in AWS D1.6:2007that the torque test for preproduction testingof threaded studs in subclause 7.7.1.4 also beused for operator qualification in subclause7.7.4?
Response: Yes.
Two Official InterpretationsD15.1/D15.1M:2007
Railroad Welding Specification for Cars and Locomotives
Subject: Weld position
Provisions: Subclause 10.1.6.5, p. 75; and
Table 10.4, p. 85.
Inquiry: Within the context of AWS
D15.1/D15.1M:2007, what impact does sub-
clause 10.1.6.5 have on Table 10.4 – Proce-
dure Qualification Type and Position Limita-
tions?
Response: Clarification of clause
10.1.6.5 vs. Table 10.4: As stated in the first
sentence of subclause 10.1.6, it pertains only
to the Charpy impact tests when notch tough-
ness is a factor. It does not supersede the re-
quired tests for positions as delineated in the
other clauses. The next (5th) edition of AWS
D15.1/D15.1M will change many of these re-
quirements and tabularize.
Subject: Class 1 welds
Provision: Subclause 5.4.1.4, p. 5
Inquiry: Within the context of AWS
D15.1/D15.1M:2007, where and what is the
proper definition of a Class 1 weld?
Response: A Class 1 weld is defined as a
structural weld requiring the most stringent
level of inspection. The determination of a
Class 1 weld is the responsibility of the de-
signer and shall be noted on the manufactur-
ing drawings. D15.1 provides the acceptance
criteria only. Reference Table 17.1 in AWS
D15.1/D15.1M:2007.
Errata D14.3D14.3/D14.3M:2010
Specification for Welding Earthmoving,Construction, and Agricultural
Equipment
The following errata have been identifiedand will be incorporated into the next reprint-ing of this document.
Pages 2, 3. Format change. Indent“groove welds,” “fillet welds,” and “plugand slot welds.”
Page 7, 7.1.1. Incorrect reference.Change reference from “7.2.1” to “7.1.3”.
Page 8, 7.1.3. Incorrect reference.Change reference from “7.1.3” to “7.1.2”.
Page 13, 7.5.2(1). Incorrect reference.“Steels listed in Table 2 or defined in Table3…” should read “Steels listed in Table 4 ordefined in Table 5...”
Page 19, 7.5.8. Add 7.5.8.2 and 7.5.8.3after 7.5.8.1 as follows:
“7.5.8.2 The following requirements areessential when using the gas metal arcprocess for solid and metal cored wires forprequalified procedures that are exempt fromqualification testing:
(1) The maximum electrode diametershall be 1⁄16 in. [1.6 mm].
(2) The maximum size fillet weld made inone pass shall be 3⁄8 in. [10 mm] for the flatposition and 5⁄16 in. [8 mm] for the horizontalposition.
(3) The thickness of weld layers, exceptthe root, shall not exceed 1⁄4 in. [6 mm]. Amultiple-pass split-layer technique shall beused when the root opening of a groove weldis greater than 3⁄8 in. [10 mm]. The split-layertechnique shall also be used in making allmultiple-pass welds (fillet or groove) whenthe width of the preceding layer exceeds 1⁄2 in.[13 mm].
7.5.8.3 The following requirements areessential when using the flux cored arcprocess for prequalified procedures that areexempt from qualification testing:
(1) The maximum electrode diametershall be 7⁄64 in. [2.8 mm].
(2) The maximum size of a fillet weldmade in one pass shall be 1⁄2 in. [13 mm] forthe flat position and 5⁄16 in. [8 mm] for the hor-izontal position.
(3) The thickness of weld layers, exceptthe root, shall not exceed 1⁄4 in. [6 mm]. Amultiple-pass split-layer technique shall beused when the root opening of a groove weldis greater than 3⁄8 in. [10 mm]. The split-layertechnique shall also be used in making allmultiple-pass welds when the width of thepreceding layer exceeds 5⁄8 in. [16 mm].”
Errata D17.2AWS D17.2/D17.2M:2007
Specification for Resistance Welding forAerospace Applications
The following erratum, in addition to pre-
viously announced corrections (see
www.aws.org), has been identified and will
be incorporated into the next reprint.
Page 2—Terms and Definitions, Foil.
Correct “[0.02 mm]” to “[0.2 mm]”
Interpretations D1.1Structural Welding Code — Steel
Subject: Welder qualification acceptance
under other codes
Code Edition: D1.1:2008
Code Provision: 4.21
AWS Log: D1.1-08-I07
Inquiry 1: Is the intent of AWS D1.1,
Clause 4.21, to prohibit use of a WPS quali-
fied to other codes when qualifying welders
to D1.1, Clause 4, Part C?
Response: No.
Inquiry 2: Is it permissible to use a WPS
qualified to a code other than AWS D1.1, for
example (ASME Section IX), to qualify
welder performance in accordance with D1.1
as long as all of the requirements of Clause 4
Part C are applied?
Response: Yes.
Technology Notes Spring IT 2012_Layout 1 3/19/12 1:30 PM Page 35

American Society for Nondestructive Testing . . .11, 28www.asnt.org . . . . . . . . . . . . . . . . . . . . .(800) 222-2768
Applied Bolting Technology . . . . . . . . . . . . . . . . . . . .9www.appliedbolting.com . . . . . . . . . . . .(800) 552-1999
AWS Certification Services . . . . . . . . . . . . . . . . . . . .13www.aws.org . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
AWS Education Services . . . . . . . . . . . . . . . . . . . .OBCwww.aws.org . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
AWS Member Services . . . . . . . . . . . . . . . . . .7, 18, 34www.aws.org . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
AWS Publication Services . . . . . . . . . . . . . . . . . . . .IBCwww.aws.org . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
EST Group/Curtis Wright Flow Control Co. . . . . . . .12www.estgroup.cwfc.com . . . . . . . . . . . .(800) 355-7044
Fischer Technology, Inc. USA . . . . . . . . . . . . . . . . . . .8www.Fischer-Technology.com . . . . . . .(800) 243-8417
G.A.L. Gage Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8www.galgage.com . . . . . . . . . . . . . . . . .(269) 465-5750
NDT Seals, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12www.ndtseals.com . . . . . . . . . . . . . . . . .(800) 261-6261
Olympus NDT . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IFCwww.olympusNDT.com . . . . . . . . . . . .(781) 419-3900
Quality Equipment Distributors, Inc. . . . . . . . . . . . . .10www.qeddirect.com . . . . . . . . . . . . . . . .(855) 228-9638
World Spec Online NDT Training . . . . . . . . . . . . . . .25www.worldspec.org . . . . . . . . . . . . . . . .(877) 506-7773
IFC = Inside Front CoverIBC = Inside Back CoverOBC = Outside Back Cover
Visit Our Interactive Ad Index: www.aws.org/ad-index
Business CardsBusiness Products
Advertiser Index
Inspection Trends / April 201236
APR 2012 it classified index_Layout 1 3/20/12 9:32 AM Page 36

These are the must-have references for engineers, structural designers, technologists, inspectors, welders, welding educators and others who need to understand this dynamic and evolving industry.Put all the facts at your fingertips and make sure you’re on the cutting edge with new and updated material. These books represent:
The largest body of knowledge on welding available anywhere. Practical, hands-on information that you can put to immediate use. The most current information on best practices regarding safety, quality, and qualification issues. Unparalleled authority—chapters are written by leading scientists, engineers, educators, and other technical and scientific experts. Everything is peer-reviewed for accuracy and timeliness.
The most valuable resource on welding on the market today, covering the entire spectrum of welding from science and technology, history, welding processes, and materials and applications.
The mostauthoritativereference onwelding inthe world.
www.awspubs.com1-888-935-3464
For a limited time 40% offVol. 1, 9th Edition: Welding Science & Technology Member price: Reg. $144 Now: $86Vol. 2, 9th Edition: Welding Processes, Part 1 Member price: Reg. $144 Now: $86Vol. 3, 9th Edition: Welding Processes, Part 2 Member price: Reg. $144 Now: $86Vol. 4, 9th Edition: Materials & Applications, Part 1 Member price: Reg. $144 Now: $86Vol. 5, 8th Edition: Materials & Applications, Part 1 Member price: Reg. $120 Now: $72
Buy the complete set of all five volumes for just $343(member price) for a limited time.
Save $73
(No resellers)
elding Processes, Part 1
ecTTeelding Science &
limited t
W
(No resellers)
W
40% ofFor a limited time
Member price: Reg. $144
Member price: Reg. $144
elding Processes, Part 1
(No resellers)
echnology
f40% ofNow: $86Now: $86
Member price: Reg. $144
Member price: Reg. $144
Save $73
elding Processes, Part 2
Applications, Part 1
(member price) for a limited time.
Applications, Part 1
elding Processes, Part 1
Buy the complete set o
Materials &
Materials &
W
W
Save $73
Member price: Reg. $144
Member price: Reg. $120
(member price) for a limited time.Buy the complete set of all five volumes for just $343
Member price: Reg. $144
Applications, Part 1
Applications, Part 1
Member price: Reg. $144
elding Processes, Part 2
elding Processes, Part 1
Now: $86Now: $86
Now: $72Member price: Reg. $120
Member price: Reg. $144
Now: $86Member price: Reg. $144
Member price: Reg. $144
Save $73
Save $73
publications (handbook)_FP_TEMP 3/19/12 11:28 AM Page C3

Welding Fundamentals
AWS’s American Welding Online is introducing a self-paced online seminar designed to provide technical knowledge and insight to non-welders who work in the welding and fabricating industry.
Welding Fundamentals is an approximately 15-hour course that can be taken at your own speed and convenience. The course provides a fundamental overview of welding, focusing on the most widely used welding processes. Fundamental instruction is presented on welding theory, equipment, safety, weld design, metallurgy, welding inspection, and quality control.
Professional Development Hours and a certificate of completion will be provided upon completion.
For more information, visit American Welding Online at
awo.aws.org
New online course
education (awo)_FP_TEMP 3/19/12 10:20 AM Page C4