Embed Size (px)
Citation preview

A Publication • Vol. LXXXIII • No. 6
www.industrialheating.com
INSIDE
32 Signal Integrity36 Thermo Mechanical Recuperator44 Radiant-Tube Inserts48 Energy-Saver Update
The International Journal of Thermal Processing JUNE 2015
Advancing Energy Efficiency
40
Thermosyphon Heat PipesThermosyphon Heat Pipes
HELP!
It’s ju
st a c
all aw
ay.
Page 7
Downloaded from "www.sholehsanat.ir"

50 years of groundbreaking firsts and innovative thinkingVisit www.eurotherm.com to find out more...2015
IH Ad_DRAFT_18-05-2015.indd 1 19/05/2015 11:13
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

A Lot Can Change OverOur Standard of
Isn’t One Of
1700 Indian Wood Circle • Maumee, OH 43537 • Toll Free 800-537-8980 • Phone:IH06154Surf1.indd 1
IH06154Surf1.indd 1
IH06154Surf1.indd 1
1904 1925 1952
Celebrating a Century of Excellence
Downloaded from "www.sholehsanat.ir"

A Lot Can Change Over 100 Years...Our Standard of Quality
Isn’t One Of Them
1700 Indian Wood Circle • Maumee, OH 43537 • Toll Free 800-537-8980 • Phone: 419-891-7150 • Fax: 419-891-7151 • www.surfacecombustion.com
Quickly and effortlessly calculate Total Case Depth or Carburization Time on any of your mobile devices
IT’S THAT SIMPLE!
Check out the new Surface Depths™ Mobile App
5/18/15 10:45 AM5/18/15 10:45 AM
/18/15 10:45 AMIH061 5/18/15 10:45 AM
1975 Present Present
Downloaded from "www.sholehsanat.ir"

6 JUNE 2015 IndustrialHeating.com
32
36 44
CONTENTS JUNE 2015
FEATURESProcess Control & Instrumentation
Maintaining Good Signal IntegrityClayton Wilson – Yokogawa Corporation of America; Newnan, Ga.The need to accurately measure and control process equipment is a requirement in today’s automated facilities. To get the most out of the process control signals, signal integrity must be maintained from the process all the way to the instrumentation. Read it online at www.industrialheating.com/Signal
Industrial Gases/Combustion
Thermo Chemical Recuperator: Energy-Efficient Glass MeltingDick Lieftink, Anton Scholten, Viola van Alphen, Petra Barelds – HyGear B.V.; Arnhem, The NETHERLANDSAgustin Suarez-Barcena, Hans van Limpt, Mathieu Hubert – CelSian Glass & Solar B.V.; The NETHERLANDSThis article discusses a thermo chemical recuperator (TCR) that can be applied to decrease the energy usage of industrial furnaces. The TCR utilizes the waste-heat of the furnace to produce a high-calorific gas mixture. Read it online at www.industrialheating.com/TCR
Industrial Gases/Combustion
Efficiency Improvements to Energy-Recovery Technology Phillip Cranny – Mantra Innovative Systems, LLC; Mt. Pleasant, S.C.Heat-pipe energy-recovery technology gained significant market acceptance in the 1960s. Since those early days, several advancements have been made in the heat-pipe manufacturing process that have enabled them to become more efficient and cost-effective for industrial applications. Read it online at www.industrialheating.com/HeatPipe
Heat Treating
Latest Technology for Improving Radiant-Tube PerformanceCarl Nicolia – PSNERGY, LLC; Erie, Pa.The latest technology in radiant-tube inserts offers a cost-effective, proven alternative to other higher-cost energy-recovery solutions. Read it online at www.industrialheating.com/Inserts
32
36
40
44
40
Downloaded from "www.sholehsanat.ir"

We never settle for always been ...
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 9
CONTENTS JUNE 2015
COLUMNSEditor’s PageEnergy Policy is Taxing ManufacturingOur focus on energy in June again shines a light on the impact of proposed government policy on industry. Check out this month’s column to learn what you need to know and how your business might be affected.
The Heat Treat Doctor®
The Role of Furnace Atmosphere in Sintering (part 1)Powder metallurgy is a fascinating science in which customizable powder blends are used to develop unique material properties. It is particularly appealing to manufacturing due to its economics, which has led to strong growth in an ever-expanding family of component parts.
Federal Triangle Federal Financial Catastrophe(s)When asked what he does for a living, Barry Ashby replies, “My job is to watch and report on how government screws things up.” This month he details the latest examples of our government screwing things up.
InternationalChina Forging Industry: Moving ForwardThis column looks at the forging industry in China over the past couple of decades. What is moving it forward? How has business improved, and what’s ahead for this industry in China?
MTI Profi leMetal Treating Institute
IHEA Profi leIHEA Offering Three Seminars and Combined Exhibition
DEPARTMENTS26 Industry News
47 Literature Showcase
50 Economic Indicators
50 Industry Events
50 Products
51 The Aftermarket
52 Classified Marketplace
58 Advertiser Index
SPECIALSECTION48 Energy-Saver Update A look at energy-saving products and technologies from June advertisers
On the Cover: A cross-flow heat-pipe exchanger that has run continuously for eight years is shown. Each pipe is an individual heat exch anger (p. 40).
12
15
18
20
2224
INDUSTRIAL HEATING (ISSN: Print 0019-8374 and Digital 2328-7403) is published 12 times annually, monthly, by BNP Media, Inc., 2401 W. Big Beaver Rd., Suite 700, Troy, MI 48084-3333. Telephone: (248) 362-3700, Fax: (248) 362-0317. No charge for subscriptions to qualifi ed individuals. Annual
rate for subscriptions to nonqualifi ed individuals in the U.S.A.: $123.00 USD. Annual rate for subscriptions to nonqualifi ed individuals in Canada: $160.00 USD (includes GST & postage); all other countries: $178.00 (int’l mail) payable in U.S. funds. Printed in the U.S.A. Copyright 2015, by BNP Media. All rights reserved. The contents of this publication may not be reproduced in whole or in part without the consent of the publisher. The publisher is not responsible for product claims and representations. Periodicals Postage Paid at Troy, MI and at additional mailing offi ces. POSTMASTER: Send address changes to: INDUSTRIAL HEATING, P.O. Box 2144, Skokie, IL 60076. Canada Post: Publications Mail Agreement #40612608. GST account: 131263923. Send returns (Canada) to IMEX Global Solutions, P.O. Box 25542, London, ON, N6C 6B2. Change of address: Send old address label along with new address to INDUSTRIAL HEATING, P.O. Box 2144, Skokie, IL 60076. For single copies or back issues: contact Ann Kalb at (248) 244-6499 or [email protected].
MTI & IHEA Associate Member
1218
15 20courtesy of hti courtesy of Wenling Precision Forging
Downloaded from "www.sholehsanat.ir"

10 JUNE 2015 IndustrialHeating.com
Vacuum Heat Treat MinuteListen to this bimonthly podcast, sponsored by Solar Manufacturing. Our latest installment discusses the importance of measuring and monitoring the trace levels of dew point and oxygen in quench gases to reduce part contamination while processing in a vacuum furnace.www.industrialheating.com/media/podcasts
Industrial Heating BookstoreThis is where you can purchase Dan Herring’s Vacuum Heat Treat ment and/ Atmosphere Heat Treatment (Vol. 1). Both books are written for the heat treater, engineer and metallurgist by one of their own. Editor Reed Miller’s Everyday Metallurgy is also available for purchase. This book helps everyone appreciate that thermal processing is involved with everything made from metals.www.industrialheating.com/bookstore
Heat-Treat WheelLooking for great resources to provide an overview of metallurgy and the heat-treatment industry? Industrial Heating has created a “wheel” that contains editorial content for many high-temperature thermal processes in one place. Each spoke of the wheel is clickable to some of our most popular articles. www.industrialheating.com/htwheel
The Experts SpeakLearn from leading experts in the thermal-processing industry. Pick up helpful and timely technical information from those who know.www.industrialheating.com/experts
Manor Oak One, Suite 450, 1910 Cochran Rd., Pittsburgh, PA 15220412-531-3370; Fax: 412-531-3375; Online: www.industrialheating.com
MANAGING DIRECTOR John Schrei [email protected]; 248-786-1637
GROUP PUBLISHER Darrell Dal Pozzo [email protected]; 847-405-4044
EDITORIAL/PRODUCTION STAFFReed Miller Associate Publisher/Editor – M.S. Met. Eng., [email protected]; 412-306-4360 Bill Mayer Managing Editor, [email protected]; 412-306-4350Linda Becker Contributing Editor, [email protected]; 262-564-0074 R. Barry Ashby Washington Editor, [email protected]; 202-255-0197Dan Herring Contributing Technical Editor, 630-834-3017; [email protected] Peters Contributing Editor, [email protected]; 216-570-4537Karen Talan Production Manager, [email protected]; 248-244-6246Brent Miller Art Director, [email protected]; 412-306-4356
AUDIENCE DEVELOPMENTJillian Chiudioni Audience Marketing Coordinator Alison Illes Multimedia SpecialistAnna C. Silvestri Audience Audit ManagerFor subscription information or service, please contact Customer Service at: [email protected]; 847-763-9534 or Fax: 847-763-9538
LIST RENTALPostal & Email ContactsKevin Collopy Sr. Account Manager; 402-836-6265,Email: [email protected]; Toll Free: 800-223-2194, ext. 684Michael Costantino Senior Account Manager, [email protected]; 402-836-6266
ADVERTISING SALES REPRESENTATIVESKathy Pisano Advertising Director and Online Advertising Manager, [email protected]; 412-306-4357, Fax: 412-531-3375Becky McClelland Classifi ed Advertising Mgr.,[email protected]; 412-306-4355Rick Groves Eastern Sales Manager, [email protected]; 248-244-6444; Fax: 248-502-2109Steve Roth West Coast Sales Mgr., [email protected];520-742-0175, Fax: 847-620-2525Hamilton Pearman European Sales Representative, +33 (1) 45 93 0858,[email protected] Mr. V. Shivkumar India Sales Representative, [email protected]. Arlen LUO Newsteel Media, China; [email protected];Tel: 0086-10-8857-9899, Fax: 0086-10-8216-0061Becky McClelland Reprint Quotes; [email protected]; 412-306-4355
SINGLE COPY SALESAnn Kalb [email protected]; 248-244-6499; Fax: 248-244-2925
CORPORATE DIRECTORSJohn R. Schrei PublishingRita M. Foumia Corporate StrategyMichelle Hucal Content DeploymentMichael T. Powell CreativeScott Wolters EventsLisa L. Paulus FinanceScott Krywko Information TechnologyMarlene J. Witthoft Human ResourcesVincent M. Miconi Production
ONLINE 1
2
3
4
Get Connected
with Industrial
Heating
Facebook www.facebook.com/IndustrialHeating
Twitter www.industrialheating.com/twitter
LinkedIn www.industrialheating.com/linkedin
YouTube www.youtube.com/industrialheating
1 3
24
Downloaded from "www.sholehsanat.ir"

For Parts and/or Service Call: Phone: 248-596-9000 or Fax: 248-596-9001www.premierfurnace.com • www.beavermatic.com • 1-815-963-0005
Forging and Heat Treat Equipment
Meeting the Needs of the Heat Treat Industry
2-Row Pusher Furnace
Tip-Up Furnace Capacity: 92,000 # load33.5 feet long x 9 feet wide x 9 feet high
Car Bottom Furnace, Capacity: 80,000 # load45 feet long x 14 feet wide x 14 feet high
9,000#/hr Mesh-Belt Roller Hearth Annealing Furnace
Years in Business
Combined BusinessYears of
Premier Furnace Specialists Inc. of Farmington Hills, MIrecently acquired the intellectual property assets of
BeaverMatic Inc. of Rockford,IL
I.Q. Furnace, Capacity: 8,000 # loadTray Size: 4 feet wide x 4 feet high x 5 feet high
Downloaded from "www.sholehsanat.ir"

12 JUNE 2015 IndustrialHeating.com
Our focus on energy in June again shinesa light on the impact of proposed government policy on industry. It’s hard to cover it all in one page, so I’ll try to
focus on what’s most important. Reviewing past June editorials will help remind readers about whether science supports green policy.
Administration PrioritiesA review of the President’s $4 trillion 2015budget helps us to see the priorities of the Obama administration’s last two years. The budget calls for increased spending ($7.4 billion) for renewable-energy research and development, which is an increase of 14% over what Congress had enacted. Additionally, tax credits would be extended for the wind and solar industries. A new $4 billion fund would be enacted to help states cut emissions. The White House also wants to provide $1.29 billion to advance the Global Climate Change Initiative. In addition, the budget proposes tax increases on U.S. oil and natural gas development. Doesn’t extending tax credits for wind and solar and increasing taxes on oil and gas help pick winners and losers? The government should not be in that business. The budget also proposes a 6.2% increase in funding for the EPA and 9.5% for the Energy Department. Awash in RegulationsThe EPA may need that additional funding to keepup with all of the proposed rules and regulations. These rules include cutting CO2 as well as ozone.The Obama administration plans to require states to reduce CO2 emissions from power plants by30%. EPA estimates the energy industry will spend $8.8 billion annually to comply, but independent consultants believe the cost will be $177 billion by 2020 ($680/year for a typical household). We need to look no further than New England to see the impact of this type of regulation. As utilities there move from coal power to natural gas – 15% in 2000 vs. 46% in 2013 – the infrastructure has not even had a chance to keep up. The costs of these changes also must be passed along to consumers, so electricity costs this winter at the largest utility in Massachusetts were up roughly 60% from the previous winter.
Analysts say three things are making electricity more costly: retiring coal plants, wind and solar power and aging/inadequate infrastructure. These increased costs are not only affecting con-sumers in New England. Businesses are feeling the impact, and power plants in Wisconsin are another example of the EPA’s burden. Alliant Energy’s energy-generation costs have gone up since 2011 due to EPA rules requiring pricey pollution con-trols. Last year, Alliant installed scrubber systems to filter small amounts of mercury. By 2017, Alliant expects to spend $1.4 billion ($1,400 per customer) to meet air-quality rules.
Unintended ConsequencesThe results of policies such as those proposed byour government can be seen by looking to Europe. Germany has moved so far toward renewables that viable sources of clean power – the country’s 17 nuclear plants – have been shut down. Unfor-tunately, solar and wind cannot keep up with the demand, so Germany has reverted to generating electricity by using brown coal. In 2013, they used more coal than any year since 1990. In spite of this (and because of it), Germans are paying three times as much for residential electricity as Americans. The British steel industry is being impacted by green policies, which is increasing energy costs by 33%. While demand for steel in Britain rose by more than 10% last year, imports rose by 20% because foreign producers were able to provide it more cheaply.
Ozone CostsThe EPA’s new ozone standard – 60-70 parts perbillion (ppb) – would be “the costliest regulation in U.S. history,” according to a National Association of Manufacturers (NAM) study. The report estimates that reducing the current ozone standard of 75 ppb to 65 ppb would cost $1.1 trillion between 2017 and 2040 for compliance. They estimate the rule would reduce U.S. GDP by $140 billion and result in the loss of the equivalent of 1.4 million jobs per year. As a reference, the proposed ozone standards are below those naturally occurring in the Jackson Hole, Wyo., area. We urge those in our energy-intensive industry to do your diligence and be vigilant.
Energy Policy is Taxing Manufacturing
REED MILLERAssociate Publisher/Editor
View an archive of Industrial Heating editorials at www.industrialheating.com/
topics/2665-editorial
EDITOR'S PAGEDownloaded from "www.sholehsanat.ir"

T H E B R I G H T E S T S O L U T I O N S T H R O U G H I N G E N U I T Y
PROUDLY MADE IN THE USA
Replacement Hot ZonesWhen your vacuum furnace hot zone is unexpectedly down or nearing the end of its service life, count on Solar Manufacturing’s replacement hot zones to get you back in business. Rely on our world-class engineering, outstanding customer service and reliable aftermarket support. Whether you need a straight-up replacement or an improvement of an existing design, your new hot zone will t perfectly and keep you going.
• Energy-efcient, economical and durable
• Operating temperatures up to 3000°F available
• Graphite insulated or refractory metal shielded designs
• Graphite or Molybdenum heating elements
• Heavy-duty stainless steel support ring
• Full 12 month warranty
Call one of our Solar Hot Zone Specialists today for a quote or visit our website at solarmfg.com to see our full product line.
Bryant StreleckiAftermarket Sales Manager
P 267-384-5040 x1537E [email protected]
Dan InsognaInside Sales Engineer
P 267-384-5040 x1505E [email protected]
Keep production owing withDownloaded from "www.sholehsanat.ir"

Introducing the new CamProTM, stationary camshaft heat treating system. Building on Inductoheat’s patented SHarP-C
TM Technology (Stationary Hardening Process
for Crankshafts/Camshafts), this machine can produce a higher quality part with almost undetectable distortion, shorter cycle times and longer inductor life compared to conventional heat treating. The CamProTM offers superior results while using less energy compared to conventional induction camshaft hardening.
Call or click today to learn more about our induction systems!Inductoheat, Inc. 32251 North Avis Drive
Madison Heights, MI 48071 (248) 585-9393 www.inductoheat.com
“... substantial improvement in quality of the hardened camshafts...”
Virtually no distortion, improved microstructure, true profile hardened pattern
“The SHarP-CTM hardening machine reduced camshaft distortion to 3-5 microns and has eliminated the entire straightening operation... savings on elimination of the straightening operation alone is about $40,000...”
Ignacio Castro, Arbomex SA de CV
Conventional Induction Pattern
CamProTM Stationary Induction Pattern
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 15
P owder metallurgy is a fascinating sciencein which customizable powder blends are used to develop unique material properties. It is particularly appealing to
manufacturing due to its economics. As such, this technology continues to experience strong growth in an ever-expanding family of component parts. Both sintering and the heat treatment of sintered components require careful understanding and control of the furnace atmosphere because its role must change from one point in the process to another. Let’s learn more.
SinteringIn simplest terms, sintering (aka solid-state sintering) is the diffusion bonding of adjacent powder particle surfaces. It can be argued that sintering is not a heat-treatment operation per se but a thermal process applied to so-called “green” compacts in order to impart structural integrity and improve mechanical properties, the foremost of which is strength. Sintering causes the following changes to occur within the part:
• Particle bonding (resulting in a decrease of pore volume and an increase in density)
• Grain growth and an increase in the number and strength of interparticle bonds
• Pore morphology (size, shape)• Alloying and homogenization• Dimensional (reduced surface area)• Reduction of lattice defects
The sintering process is governed by a number of material and process variables that produce a change in the part microstructure, thereby influencing its mechanical properties. These include:
• Temperature and time• Powder particle morphology (i.e., size, shape
and distribution of powder particles)• Composition of the powder• Density• Sintering parameters (time-temperature-
atmosphere)
Sintering AtmospheresThe selection of a sintering atmosphere is most often dictated by the choice of material, desired properties, part design (e.g., density, mass, geometry), production demands and product end-use service application. Other factors – such as furnace design, sintering parameters (e.g., time, temperature, lubricant, loading) and part dimensional tolerances – also play an important role. The actual choice of atmosphere (vacuum, pure gases, mixtures, blended gases, generated gases) further depends on ease of control, cost and possibly facilities-related issues. The choice of a sintering atmosphere must always be taken into consideration due to its inf luence on final properties. The purpose of a sintering atmosphere is multifaceted – to aid in lubricant removal from the green compact, reduce residual surface oxides (in order to promote bonding between adjacent powder particles) and protect the compacts from oxidation during the sintering process. For iron-based alloys, the furnace atmosphere may also
The Role of Furnace Atmosphere in Sintering (part 1)
THE HEAT TREAT DOCTOR®
DANIEL H. HERRINGThe HERRING GROUP, Inc.
"Wet" N2
+46˚F
Temperature
1.5
1.0
0.5
2,000
1,500
1,000
500
10,000
5,000
25
20
15
10
5
0
Tem
p., ˚
F
CH4,
%
-45˚F-30˚F
100 200 300Distance from front end of furnace, inches
H2O
H2
H2
CH4
Pre-heat Hot zone
Slow cool Water cool
N2 – H2 N2
– CH4 N2 N2
H 2O (P
PM)
H 2, %
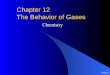
Fig. 1. Role of the furnace atmosphere as a function of position in the sintering furnace[7]
Downloaded from "www.sholehsanat.ir"

16 JUNE 2015 IndustrialHeating.com
be called upon to prevent decarburizationthrough hydrocarbon-gas enrichment.
The delubrication operation (aka delube, burn-off, debinding) required by most PM parts can be handled either as an independent function in a separate furnace or as an integral p a r t of a continuous sintering furnace. There are several factors to consider with each approach. Many stainless steel and some metal injection molded (MIM) components (depending on the feedstock) are delubed or debound in a stand-alone batch furnace due to both the nature of the lubricants used, the ability to control the time/temperature/atmosphere profile and to avoid furnace contamination (especially in vacuum and pusher furnaces). Cost of operation of an independent furnace and part handling after delubrication become important issues in many cases. In a continuous furnace with an integral preheat/delube section, muff le designs predominate in order to contain the eff luent and provide precise time/temperature/atmosphere control. The atmosphere inside the delubrication chamber must be oxidizing, which is achieved by sending a portion of the gas through water to become highly saturated, or by use of air additions. Meanwhile, the atmosphere in the high-heat section of the furnace must be highly reducing (Fig. 1). Designing equipment such that gas enters in the proper location and/or is distributed in selected locations within the chamber (via inlet tubes with holes oriented at variable angles opposite the direction of travel) is critical. Exothermic gas and/or nitrogen are typical delube atmospheres. With nitrogen, the use of air additions or the saturation of the atmosphere (by passing it through heated water) aids greatly in lubricant removal. Atmosphere requirements in a sintering furnace vary considerably depending on the type of furnace (e.g., mesh-belt conveyor, pusher, walking-beam), style of furnace (batch or continuous) and if delubrication (aka delube, dewax) is required to be performed. The basic atmosphere requirements for a continuous mesh-belt furnace (Fig. 2) are as follows:
• In the delubrication zone, where temperatures are typically in the range of 250-700˚C (480-1300˚F), a high dew-point atmosphere in the range +4.5˚C to +20˚C (+40˚F to +70˚F) is generated, often by mixing dry and wet gas or by air additions both intended to aid in lubricant removal.
• In the sintering zone, where temperatures vary by the material being sintered, a low dew-point atmosphere in the range of -29˚C to -40˚C (-20˚F to -40˚F) aids in oxide reduction to promote bonding of the powder-metal particles together.
• In the post-cool (aka carbon restoration) zone where temperatures are often in the 800-900˚C (1475-1650˚F) range, or in some instances at the end of the sintering zone, (optional) carbon control of certain materials prevents surface decarburization.
• In the cooling zone, sufficient gas f low is needed to prevent oxidation. O2 levels in commercial practice often run inthe 10-50 ppm range (maximum). The goal is to attain the lowest practical level of oxygen.
The most common sintering atmospheres are mixtures of nitrogen/hydrogen or dissociated ammonia diluted by nitrogen additions. Hydrocarbons are used if carbon restoration is required. H2/N2 ratios vary from as low as 5-7% to as highas 20-30% hydrogen. Stainless steels and some tool steels are often processed in 100% hydrogen as are MIM parts. They are commonly run in either pusher furnaces or vacuum furnaces operating with a partial pressure of hydrogen. It is also important to recognize that changes to the furnace-atmosphere composition occur while reacting to the metal powder (e.g., reduction of oxides can enrich the atmosphere with water vapor); decarburization enriches the atmosphere with carbon monoxide; and certain types of atmospheres (e.g., endothermic gas) can vary from carburizing to decarburizing as a function of temperature and produce unwanted carbon in the form of soot.
SummaryThe choice of furnace atmosphere depends in large part on the metallurgy of the materials being sintered in combination with cost, productivity and the properties produced. Part 2 will discuss the role of furnace atmospheres in sinter hardening and post-heat-treatment sintering.
References available online
THE HEAT TREAT DOCTOR®
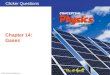
Preheatingzone
Atmosphere functions
• Convey heat quickly and uniformly
• Burn and sweep out lubricants to front exit
• Reduce surface
oxides• Carbon diffusion
• Copper melt-ing, coating or infiltrating
• Bonding• Carbon
control
• Carbon control
• Cooling rate control
• Cooling• Prevent
oxidation or controlled light
oxidation
• Highly reducing• Neutral to
carbon
• Reducing• Neutral
to carbon preferred
• Reducing• Neutral
to carbon preferred
• Slightly reducing or neutral or slightly oxidizing
• 425-650˚C(800-1200˚F)
• 650-1040˚C(1200-1900˚F)
• 1040-1120˚C(1900-2050˚F)
• 1120-815˚C(2050-1500˚F)
• 815˚C (1500˚F) to ambient
• Lightly oxidizing
Atmosphere composition
Temperaturerange (steel)
Slow-cooling zone
Hot zone Water-cooling zone
Fig. 2. Role of a sintering furnace atmosphere by location inside the furnace
Downloaded from "www.sholehsanat.ir"

Fives North American Combustion, Inc. +1 216.271.6000 [email protected] www.fivesgroup.com
Combustion
Introducing North American’s NEWTempest® DMC low NOx combustion system
Minimize Emissions
Diuse Mode Combustion (DMC) is a flameless technology that will provide the lowest emissions of any high velocity system in the world today coupled with superior temperature uniformity.
Patent No. 6,824,383
Contact your North American representative and ask if the Tempest® DMC combustion system is a t for your thermal process
• Forge furnaces
• Tunnel furnaces
• Roller hearth furnaces
• Continuous strip furnaces
Downloaded from "www.sholehsanat.ir"

18 JUNE 2015 IndustrialHeating.com
Many readers know that I have observedand interacted with Washington political folks for over 50 years. When asked what this means I say, “My job is
to watch and report on how government screws things up.” And that’s the truth. Let’s look at a topic that continues to unfold. It encompasses the many forces that shape the federal budget, forces of law, corruption and ineptitude. Our Constitution designates the “power of the purse” to Congress. The House specifically must originate and authorize work, appropriate funds to perform that work, define and collect taxes to meet appropriations, and borrow money as needed. It does not specify how Congress should exercise these powers or any role for the President in the process. There are five basic steps in the budget process that have evolved:
1. President submits a budget request to Congress (but the current President has usually chosen not to do so)
2. House and Senate pass budget resolutions independently
3. House and Senate Appropriations Committees each pass independent bills
4. House and Senate reconcile differences in various appropriation bills
5. President signs each appropriation bill; that element of the budget becomes law
“Element” means department and/or function to which funds are directed as separately defined by an authorization bill, which specifies mission or task, including authority to spend money. Remember, an appropriations bill must pass Congress annually, but authorization bills do not need yearly approval. The vision of our democracy is that government activities ref lect the values and desires of a majority of Americans. We wish this were true. But we live in an America that often ignores, for practical purposes, the will of the people. Here we talk about honest, knowledgeable citizens, not the ill-informed and uninformed among us. We cannot do much about these “disruptions” except what society has been remiss in doing for decades, which is coercing responsible, personal behavior among
the citizenry. This would be done via measures that are the antithesis of politicians’ selfish interests, spending tax and debt money to curry favor for election. Let’s get specific. The U.S. government has spent 50 years and $21.5 trillion (taxes and debt) on the War on Poverty. When it really started in 1967, 27% of Americans lived in poverty. It was 29% in 2012. Between these years, real GDP (in first-quarter 2014 dollars) rose 127.3%. So, a family of four needed to capture a proportionate share of 26.9% in 1967 but only 12.1 % in 2012. This social-welfare program has not been a failure but a national catastrophe. It is largely driven by a societal state of high crime, breakdown of family structure, correction of the public education system (which has become dangerous and dysfunctional in most urban areas), a general public malaise that countenances corruption by politicians of both parties, and what can be stated simply as “no guts” by the public to do anything about it. It is rarely reported in the news, but the public should hear our “progressive” president declare “fiscal victory,” saying the federal deficit is down and it is time to get past “mindless austerity.” (Obama’s words, not mine.) Nobody comes out and says “stop spending and wasting tax money,” but sleazy politicos in the press suggest that “government should implement so-called counter-cyclical fiscal policies like deficit spending.” My mother used to call this “weasel words,” and it was a significant offense. As of now, the federal debt of $18 trillion is at 74% of GDP, a higher percentage than at any point in U.S. history, and is expected to rise to ~78% in 2024 ($26.2 trillion) and to 106% in 2039. Meanwhile, the U.S. has a $4 trillion budget wish-list this year and a current deficit expectation of about $475 billion. You’ve got to be kidding! It’s time for the American public to tell their elected politicians to stop spending money and force the federal bureaucracy to perform a competent and frugal job or get fired, a concept foreign to federal employment practices. If you and yours do not take such actions soon, it will be too late to recover our republic from the brink of the disasters mentioned here.
Federal Financial Catastrophe(s)
FEDERAL TRIANGLE
BARRY ASHBYWashington Editor
Downloaded from "www.sholehsanat.ir"

Four compelling seminars combined into one extraordinary event to present the latest engineering solutions and technological developments for thermal processing.
is unique engineering symposium will feature general interest sessions and four separate product tracks – Aluminum Furnaces, Atmosphere Furnaces, CAB Brazing and Vacuum Furnace Technology. Attendees may select sessions in their speci c areas of interest. GENERAL SESSIONSDr. Richard Sisson will open the event with the latest developments in Nanomaterials from the Center for Heat Treating Excellence (CHTE), Worcester Polytechnic Institute, followed by Dan Herring, e Heat Treat Doctor® presenting the Heat Treat Market Outlook for 2015. Steve Kowalski, 2015/2016 ASM Heat Treat Society President will provide insights into the future of the Society.
www.secowarwick.comBrazil • China • India • European Union • USA
SECO/WARWICK Meadville, PA • USA • 814-332-8400 • [email protected]
For a complete agenda and registration, visit: tinyurl.com/HTSummit
OPTIONAL ACTIVITIES
MONDAY, SEPTEMBER 14
• Optional Golf Outing, Peek’n Peak • Optional Tour of GE Transportation, Erie• Monday Night Football, wear your favorite team jersey
TUESDAY, SEPTEMBER 15
• Dinner & Lake Erie Bay Cruise on the Victorian Princess
WEDNESDAY, SEPTEMBER 16
• Shop Tour, Combustion Demonstration
HEAT TREATSUMMITNORTH AMERICA
New Trends and BestPractices Sept. 14-16, 2015
Location: Sheraton Erie Bayfront Hotel, 55 West Bay Drive · Erie, Pennsylvania
TECHNICAL PROGRAM SUMMARY is year’s Summit will present SECO/WARWICK’s engineering sta and 16 guest speakers representing the best minds in the industry. See program for speci c information.
TUESDAY, SEPT. 158 AM – 9:00 PMGeneral Sessions• Industry Research & Market Outlook• What’s New in Control Systems• Controls to meet Quality Standards• The Heat Treat Society, 2015-2016
New Process & Technology Tracks• Aluminum Heat Treat, Melting & Holding• Atmosphere Applications, Surface Hardening• Vacuum Advancements, LPC & Beyond• CAB Brazing, Perfecting the Process
WEDNESDAY, SEPT. 169:00 AM – 11:45 PMGeneral Session• How to Control Costs with Bulk
Atmospheres
Maintenance, Problems & Solution Tracks• Aluminum Furnaces, Staying Online
& Effi cient• Atmosphere, Maintenance & Alloys• Vacuum, Pumps & Hot Zones• CAB Brazing, Core Room
Technologies & Muffl es
Downloaded from "www.sholehsanat.ir"

20 JUNE 2015 IndustrialHeating.com
From 2000 to 2011, the machinerymanufacturing industry in China increased annually by at least 15%. For example, automobile production was 2.07 million
in 2000, and it was 23.72 million in 2014, with automobile forgings amounting to 4.98 million tons in 2014. Both the owners and employees of forging companies benefited significantly during that golden decade. The Chinese economy became weaker and weaker since 2012. However, it is widely anticipated that it will rebound in 2016. Forging companies are facing consecutive years of profit downturn and increasing labor costs, even in the midst of the roaring automobile forging sector. Before 2011, forging companies devoted exclusive attention to enhancing output and were proud of being able to domestically produce a new forging that substituted for imported goods. Forgers are now more practical and realistic and are focusing on profit and cash f low because account receivables are really high and dangerous in the industrial chain. The output of forgings in China amounted to about 10 million tons in 2013, including 6.4 million tons of closed-die forgings and 3.6 million tons of open-die forgings. Many companies own very advanced and complete forging lines and technologies with global competitiveness. Meanwhile, too many friction screw presses (>400 ton, more than 8,900 sets) and drop hammers (>650 sets) are still in operation. We are glad to
see that new investment is focused mainly on high-level machinery and automation with higher efficiency and lower energy consumption. In 2011, the Confederation of Chinese Metalforming Industry (CCMI) organized over 100 experts to make the “China Forging Industry Technology Roadmap,” which proposed the following: By 2020, the output of cold/warm precise forgings should reach at least 12% of closed-die forgings; the accuracy should reach to grade 7 or higher from the current grade 5; the unit energy consumption for producing each ton of forgings shall be reduced by 10% (compared with the unit energy consumption of 0.44 ton of standard coal equivalent per ton forging in 2011); material utilization shall rise 3-5%; manufacturing cost of each part shall drop 20%; and annual output per employee shall increase 30%. In 2011, the output was 65.64 kg per hour per forge operator. In 2013, CCMI was finally able to publish a book series entitled “Forging Technologies” after three years of work. This series systematically summarizes forging theories and technologies of process and equipment. China’s forging industry also has several unique technologies. These include roll forging front beams; producing camshafts and large bearing balls with cross-wedge rolling technology; and integrat-ed forming technology for high-precision forgings. In general, China’s forging industry is progressing on the way of providing complete solutions that integrate materials technology, forming technology and post-processing. ChinaForge Fair, which will take place in Shanghai Sept. 16-19, will showcase more than 200 exhibitors with 40 presentations, and more than 4,000 forging companies will take part in the event. It is the best way to get to know China’s forging industry. We hope to see you there.
China Forging Industry: Moving Forward
INTERNATIONAL
ZHANG JINSecretary General, Confederation of Chinese Metalforming Industry
Photos courtesy
of Wenling Precision Forging
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

22 JUNE 2015 IndustrialHeating.com
MTI PROFILE
ince 1933, the Metal Treating Institute(MTI) has played a vital role in the success of companies in the heat-treating industry. As the largest network of heat
treaters in the world, MTI has sought to have an impact in four key areas of commercial, captive and suppliers in the heat-treating industry.
Enhance the Image of the Heat-Treating IndustryMTI is continually marketing the expertise, quality standards, safety and impact of heat treating throughout the industry. This past year, MTI developed an energetic three-minute video to help anyone from a consumer, customer or college student understand the impact heat treating plays in their life each day. Through their four technical training certificate programs and YES Management Training Program, MTI helps ensure that the people working in heat treating are properly trained and qualified.
Motivating the New Generation of EmployeesAlmost every industry in any country has a major challenge: engaging and motivating a new generation of employees. MTI has reshaped its programs and service strategy to put focus on helping heat treaters engage the younger workforce. Through its Impact of Heat Treating video, MTI has provided a tool to help younger workers understand that what they do matters. Knowing that young people grew up by competing for ranks in video games, MTI’s
benchmarking program ranks companies in their local regions by sales and costs. With these rankings, companies are able to engage the competitive nature of the younger generation to motivate them to work smarter. Through MTI’s Online Academy certification programs, companies have a way to help young people achieve a personal status. MTI’s certifications build on one another to provide a path for employees to achieve levels of success.
Protect the Way Heat Treaters Do BusinessMTI and its members work diligently throughout the year with various affiliated groups like the National Association of Manufacturers, the Council of Manufacturing Associations, Nadcap, AMEC, ASTM, the Automotive Industry Action Group and Canadian Manufacturers and Exporters. Their efforts help foster a positive environment that has a good balance of standards and business practices. MTI members work in areas including technical specifications, safety standards and government regulations. MTI also provides online forums and resources to help heat treaters connect on best practices to maximize quality, safety and productivity.
Maximizing Productivity and Profi tabilityIn a highly competitive business climate, it is important for any company to maximize its productivity and profitability so it can keep pace with the competitive risk and investment necessary of fast-paced technology shifts. It is important for heat treaters to be able to perform vital research and development as well as invest in the equipment needed to keep pace with quality and customer demands. Through programs provided by MTI, heat treaters can see forecasts for the future in heat treating and how they compare against the industry in sales, operational costs and wage/benefits. MTI also has partnership agreements in the areas of energy and business insurance to help companies with cost containment.
If you would like to know how your company can join the largest network of heat treaters in the world, visit www.MTIStrong.com or call 904-249-0448.
Metal Treating InstituteThere is Strong. Then There is MTI Strong.
MTI Metal Treating Institute
904-249-0448www.HeatTreat.net
S
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

24 JUNE 2015 IndustrialHeating.com
IHEA PROFILE
Three seminars and one exhibition all inone place. Who could ask for more?The Industrial Heating Equipment Association (IHEA) is offering three
quality training seminars this fall. The 46th Annual Combustion Seminar, Fall Safety Seminar and brand-new Induction Seminar will be held concurrently Aug. 31-Sept. 1 at the Hilton Columbus Downtown in Columbus, Ohio. The fall seminars will also feature a joint tabletop exhibition and reception on Monday, Aug. 31, that will include companies from every technology featured throughout the three seminars. This year, in addition to its well-known combustion and safety seminars, IHEA introduces a one-day Induction Seminar (Aug.
31) during the fall education series. Recognizing the demand for this knowledge, IHEA sought out experts to offer a full day of training on induction technology, equipment, processes and benefits. Attendees will learn how to improve energy efficiency, productivity and quality. The sessions in this seminar will provide a complete understanding of induction technology and review case studies to learn the advantages it affords. Alongside the Induction Seminar, the 46th Annual Combustion Seminar (Aug. 31-Sept. 1) has long been a leading
educational opportunity for those seeking valuable knowledge in combustion technologies. The seminar is designed to provide current and relevant information for those responsible for the operation, design, selection and/or maintenance of fuel-fired industrial process furnaces and ovens. The two-day event consists of 18 sessions led by knowledgeable experts from IHEA member companies. Topics include: air-gas premixing, burners, controls, f lame supervision, gas f low measurement, infrared heating, metering, troubleshooting and more. After the success of the Safety Seminar in the spring, IHEA will offer a second Safety Standards Seminar (Aug. 31-Sept. 1). The two-day event will provide a comprehensive overview of the new NFPA 86 – 2015 edition, including updated requirements for many areas of safety. Sessions will cover the required uses of the American National Standards governing the compliant design and operation of ovens and furnaces. The registration fee includes a copy of the NFPA 86 handbook – 2015 edition, which contains the new revisions. "IHEA is committed to providing up-to-date information and insight on industrial process-heating technologies," said IHEA President B.J. Bernard. "As part of this commitment, we offer seminars that consistently garner high ratings from participants for both their content and quality.” The combined tabletop exhibition and reception offers attendees from all three seminars the opportunity to speak with company representatives and learn more about the products and services discussed in the classroom environment throughout the day. Registration fees for all three seminars include all handout materials in hard-copy format (and on a f lash drive for the Combustion and Induction Seminars), reception with tabletop exhibition on Monday, and luncheons and refreshment breaks on both days. Visit IHEA’s website (www.ihea.org) and click the EVENTS tab for registration information for all three seminars.
IHEA Offering Three Seminars and Combined Exhibition
IHEAIndustrial Heating Equipment Assoc.
859-356-1575www.ihea.org
IHEA seminar attendees will gain valuable information andinsight from experts in the industrial process-heating industry.
IHEA’s tabletop exhibition and reception allows attendees to meet one-on-one with industry suppliers to learn more about their products and services.
Downloaded from "www.sholehsanat.ir"

Our current line-up of global brands is more than a collection of thermal
processing products—it’s a growing portfolio of advanced technologies
backed by the incredible engineering talents and process knowledge
of the Inductotherm Group people, all around the world. Every product
across those brands is available to you today. . . with local support and
services delivered right to your door. That’s the global reach and long-
lasting value of Inductotherm Group.
Visit INDUCTOTHERM GROUP at Thermprocess/GIFA 2015 – Hall 10 Stand D42.
With Inductotherm Group, “global” has always been a strategy to
bring us closer to our customers, wherever you are. Because your thermal
processing needs are not generic—they’re specific to your country and
your factory. That’s why we’ve continued to build, expand and upgrade our
manufacturing facilities around the world for many years. Today, we have
38 factories worldwide, with two more being constructed this year and
three more in 2016.
Global yet local is not a catch phrase. It’s how we’ve done business for the past 60 years.
BANYARD
INDUCTOTHERM
ALPHA
Downloaded from "www.sholehsanat.ir"

26 JUNE 2015 IndustrialHeating.com
NewsEquipment & Business
EQUIPMENT NEWSSolar Atmospheres of California Adds Furnace CapacitySolar Atmospheres of California (SCA) added a large furnace to complement its current facility equipment arrangement. The new vacuum furnace will enhance SCA’s ability to process a multitude of diverse processing parameters that currently exist in the vacuum heat-treating
industry. It will also allow SCA to prepare for future material advancements and specification modifications that require strict adherence to process controls to include heating/cooling rates, process vacuum levels, temperature uniformity and mistake-proof processing. The furnace, which was designed by sister company Solar Manufacturing, went online May 1. www.solarmfg.com
NewsEquipment & Business
www.ccipower.comTEL: (800) 765-2799 | (952) 474-620018760 Lake Drive East, Chanhassen, MN 55317
NEXT DAY DELIVERY!USADESIGNED &ASSEMBLED
SCR POWER CONTROL
Who powers your process?
Part 15 Subpart BClass A Device
100kA Short Circuit Current Rating (SCCR)
• 10 - 1200 Amps• Up to 600 VAC• True RMS power
• Analog or digital control• Affordable digital connectivity• External cabinet mounting
• Small footprint size• Touchsafe fusing• Water cooling
Batch OvenWisconsin Oven Corp. shipped a composite curing batch oven to the McNAIR Center for Aerospace Innovation and Research at the University of South Carolina. The oven will be used by university faculty, students and industry partners to support education and research efforts as part of the McNAIR Center’s Advanced Composite Manufacturing Laboratory – an industrial-scale applied R&D facility. With a maximum operating temperature of 800°F, the oven will allow students to process and develop new high-temperature materials as they hit the market. www.wisoven.com
Downloaded from "www.sholehsanat.ir"

SAVE TIME, SAVE ENERGYwith our newest generation of thermalmanagement solutions.
Time to save with Foamfrax® Insulation.Foamfrax® Insulation provides a fast, easy way toinsulate or upgrade your furnace lining and realize
exceptional energy savings.Foamfrax Insulation can be
used as an efficient monolithic refractory back-up. It can also be gunned directly onto metal, refractoryor fiber surfaces, often times eliminating the need for a complete tear-out.Installation rates up to 1,500 board feet/hour can dramatically reducedowntime. In numerousapplications, Foamfrax Insulation has demonstrateda substantial improvement in thermal performance,saving thousands of dollars in energy costs.
Time to save withSilplate® Lining Systems.Silplate® insulating boards andcoating materials can withstandhigh temperatures while main-taining high compressive strength and low thermal conductivity. Silplate’s physical properties do not change, even under the highest operating temperatures,assuring physical stability to the complete refractory system. Silplate coating materials enhance fiber liningsto withstand wind/particulate exposure, physical abuseand chemical attack. These high performance productsare ideal for a variety of demanding applications acrossall industries.
For More InformationView application videos at Foamfrax
University on YouTube, visit the Unifrax website, or call 716-768-6500. w w w. u n i f r a x . c o m
Downloaded from "www.sholehsanat.ir"

28 JUNE 2015 IndustrialHeating.com
NewsEquipment & Business
Woodward Orders Vacuum Heat-TreatingSystemALD-Holcroft entered into an agreement with Woodward Inc.to provide a fully integrated vacuum heat-treating system that will perform austenitizing, vacuum brazing, gas quenching, cryogenic
treating and tempering operations, all integrated within a single, compact cell. The system will be installed at Woodward’s new Rock Cut Campus in Rockford, Ill. Fort Collins, Colo.-based Woodward will use the new system to maintain a required factory takt time, bringing a more automotive-style production capability to the aerospace and energy markets.www.ald-holcroft.com
TUS SystemPhoenixTM recently supplied a system to the Newark facility ofCalifornia Brazing for carrying out temperature uniformity surveys (TUS) in their heat-treating and brazing furnaces. PhoenixTM commissioned the system, which uses a 20-channel data logger with a combination of type-K and type-S thermocouples for monitoring TUS and control temperatures. The system was supplied with RF telemetry, allowing the survey to be monitored from a remote office. When the survey is complete, the software produces a TUS report complying with AMS 2750E requirements. www.phoenixtm.com
Heat-Treatment FurnacesCMI Industry Metals will supply three heat-treatment furnacesto Snecma, a multinational aircraft and rocket engine manufacturer for civil and military aircraft that is part of Safran Group. CMI will supply two hardening furnaces and the associated quench tanks as well as a tempering furnace. This strategic project aims to expand Snecma’s automated heat-treatment line at its Gennevilliers (France) plant, which specializes in the forging, casting and machining of aircraft engine parts. The upgraded facility will process high-performance special steels as well as nickel- and titanium-based superalloys. www.cmigroupe.com
High-Temperature FurnaceJPW Industrial Ovens & Furnaces is manufacturing a largeelectric high-temperature furnace for an aerospace company based in the U.S. The temperature range of the vertical-lift door furnace will be 200-1250°F. The interior workspace is 72 inches wide x 72 inches high x 72 inches deep. The uniformity specification (+/-5°F at various operating temperatures) is unique in that there will be multiple work envelopes qualified within the workspace. The furnace is scheduled to be delivered next month. www.jpwdesign.com
IQ Hardening Furnace CellAichelin USA installed a new multi-chamber integral-quench (IQ)hardening furnace cell at a company’s site in the southwestern U.S. The recently commissioned furnace system includes: pre-/post-washer, pre-oxidizing furnace, endothermic gas generator and a four-
chamber gas-fired IQ furnace consisting of one loading, two high-heat neutral hardening and one oil-quench chamber. The system is fitted with a moveable cart for loading and unloading.www.aichelin.com
DUAL/REDUNDANT SELF CHECK UV FLAME SENSOR
AND COMBUSTION SAFEGUARD CONTROL
Dual/Redundant Pilot Gas Valves
Dual Redundant Main Gas Valves
Dual/Redundant Self Check UV Sensor and Combustion Safeguard
No moving parts; high signal strength; recommended for over 24 hours of continuous operation application
For over 60 years, we have provided Electrical Safety Equipment for Industry. For complete information, contact us [email protected] or visit our websiteat www.protectioncontrolsinc.com
7317 N. LAWNDALE AVE. • P.O. BOX 287 • SKOKIE, IL 60076-0287(847) 674-7676 • CHICAGO: (773) 763-3110 • FAX: (847) 674-7009
FOR SUPER SAFETYINTRODUCING
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 29
S mLucifer Furnaces received an order from Vermont Gage LLC for an air recirculating oven, salt-bath pot furnace and quench tank. The new equipment will be used in the production of small steel component parts of measuring equipment. The oven has working dimensions of 24 inches high x 24 inches wide x 36 inches long, heats to 800°F (426°C) and will be used for tempering.www.luciferfurnaces.com
UBQ FurnacesAFC-Holcroft sold two new universal batch quench (UBQ) furnaces to Paulo, a commercial heat treater headquartered in St. Louis, Mo. The furnaces will be installed at Paulo’s Kansas City Division. The new equipment, standard 36 x 48 x 36-sized units with top cool chambers, was customized to integrate with Paulo’s existing UBQ batch furnaces currently in operation. The equipment, which is being built by AFC-Holcroft’s partner MATTSA, will be delivered in the second quarter of 2015.www.afc-holcroft.com
BUSINESS NEWSBodycote Expands Service Offerings at Houston FacilitiesBodycote, the world’s largest thermal-processing services provider, is expanding service offerings and capacity at two of its locations in Houston, Texas. New offerings at the company’s north Houston facility will include nitriding, vacuum heat treatment and vacuum brazing. These will be added in the third quarter of 2015. Bodycote is also
Heat Treating Systems
Forging & Forming Systems
Tube & Pipe Systems
Brazing & Joining
Specialty Heating
Retrofits & Rebuilds
Field Service & Coil Repair
With over 45 years of excellence, Pillar is your partner for induction heating solutions.
21905 Gateway Road Brookfield, WI 53045 262-317-5300
www.pillar.com
For more information contact us at
800-558-7733
Induction Heating Equipment Solutions
vesting in more capacity at its second Houston location. These enhancements will providecustomers with a wider selection of processes to extend the working life of components. These
vestments reaffirm Bodycote’s commitment to better support the oil & gas, power generation and general industrial supply chains in the Houston marketplace.
Downloaded from "www.sholehsanat.ir"

30 JUNE 2015 IndustrialHeating.com
NewsEquipment & Business
TimkenSteel Ramping Up Production onJumbo CasterTimkenSteel successfully cast the first heats through a jumbo casterdesigned, manufactured and supplied by SMS Concast in November 2014. Now the company is ramping up production to full capacity. The vertical-type caster has been designed to process a wide range of steel grades, including plain, low-alloyed and high-strength carbon steels; Mo-, Cr- and Ni-alloyed tool steels; and high-performance bearing steels. It has an annual production capacity of 1 million tons of special steel grades and measures 80 meters from the top of the ladle turret down to the foundations in the basement. In combination with a new ladle treatment station, the caster will not only boost the production capacity of the Faircrest plant by 25%, it will also facilitate the production of a wider range of large-diameter bars.
Super Systems Expands Manufacturing OperationsSuper Systems Inc. (SSi) announced the expansion of its manufacturing operations. SSi purchased an additional building in Cincinnati, Ohio, that has been optimized with state-of-the-art manufacturing and R&D capabilities. The new building created an open workspace with anti-static flooring for the company’s electronics lab and humidity- and temperature-controlled calibration lab. Operations at the new site began in early May. According to SSi, the facility will help it streamline its manufacturing and calibration processes and provide additional space for the development of products and technologies. The expansion allows SSi to continue to meet production demands.
Avoid Down TimeSave on Maintenance
Doesn’t Rustor Corrode
Maximum EnergyEfficiency
Not Harmedby H2O
ChemicalTreatments
20-Year Shell Warranty
Delta Cooling Towers designed the first engineered plastic(polyethylene) cooling tower in 1971. Since then we’veimproved and expanded “The Most Durable Non-CorrodingCooling Towers Available” to a full line, factory assem-bled and ready for any application. Visit us atwww.deltacooling.com, or call 1.800.289.3358.
OffersAlmostAsManyMust-Have OptionsAs a Delta Cooling Tower.
NEW
Delta Cooling Towers ad 6/17/14 8:14 AM Page 4
Gain Control and Consistency
www.CryoSystems.com 915.351.8500
For over 19 years we have provided our customers maximum process exibility and dependability with our complete line of combination furnace/freezers with temperature ranges between +1200˚F and -300˚F
For 3 years in a row, 2/3rds of our orders have come from existing customers! What do they know?
Fully programmable multiple tempers
Multiple heat cycles or freeze and heat, ALL in a “SINGLE RECIPE”
Eliminate multiple handling operations
Increase throughput
Single batch NADCAP data
Say “Goodbye” to rust and wet fl oors
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 31
Furnaces & Ovens
If you are looking for a complete line of furnaces & ovens for heat treatment, look no further than CARBOLITE.
n Temperature range from 20 °C to 1800 °C
n Chamber, tube and application specific furnaces
n Customized solutions and modifications
1-866-473-8724 www.carbolite.com
Eurotherm by Schneider-Electric Celebrates50th AnniversaryEurotherm by Schneider Electric is celebrating 50 years in business, a journey from a modest start-up over a shop in the U.K. to a globally rec-ognized brand known for its specialist instrumentation, systems and ser-vices. There is a digital timeline of all the key milestones with interviews and stories from customers available to view at www.eurotherm.com.
Premier Furnace Specialists Acquires Intellectual Property of BeaverMatic Premier Furnace Specialists Inc. of Farmington Hills, Mich., ac-quired the intellectual-property assets of BeaverMatic Inc. of Rock-ford, Ill. With the purchase of the BeaverMatic IP, Premier Furnace will now be able to greatly expand its product offerings and presence in the marketplace. Under the BeaverMatic name, Premier Furnace will continue to manufacture BeaverMatic’s line of I.Q. furnace systems, car-bottom furnaces, box furnaces, pit furnaces and tip-up furnaces. Premier Furnace will also continue to manufacture its line of pusher furnaces, roller-hearth furnaces, batch furnaces, brazing and sintering furnaces, annealing mesh-belt furnaces, pit furnaces, endothermic/exothermic generators and water systems.
Companies Sign Agreement for Metal Additive ManufacturingFrench companies Spartacus3D (Farinia Group), a start-up special-izing in additive manufacturing, and CTIF, a technical center special-izing in castings and metal products, signed an agreement to develop a leading value chain with the goal of becoming a leader in metal ad-ditive manufacturing. In particular, the agreement includes leveraging Spartacus3D’s expertise and resources in metal additive manufacturing with those of CTIF in metallurgy, product design and training.
Air Products Signs Agreement with Big River SteelAir Products signed a product supply agreement with Big River Steel LLC. Under the terms of the agreement, Air Products will operate an air separation unit (ASU) producing multiple industrial gases and a PRISM hydrogen generator at Big River Steel’s new eco-friendly steel mill in Mississippi County, Ark. The ASU will provide pipeline oxygen, nitrogen and argon. The PRISM unit will provide pipeline hydrogen for the hot-rolled steel facility.
Unifrax, Haldor Topsoe to Market Ceramic Catalytic Filters Unifrax I LLC of Tonawanda, N.Y., and Denmark’s Haldor Topsoe A/S signed a partnership agreement that marks the beginning of a joint global effort to commercialize a new line of catalytic filter candles. The product family, marketed as TopFrax™ filters, was developed for catalytic hot-gas filtration in the industrial market.
Downloaded from "www.sholehsanat.ir"

32 JUNE 2015 IndustrialHeating.com
I S U OPROCESS CONTROL & INSTRUMENTATION
Clayton Wilson – Yokogawa Corporation of America; Newnan, Ga.
How many times have you been on the telephone with an instrumentation vendor trying to explain an intermittent problem? Their answer is always that it is the other instrument’s problem. You could spend several hours on the telephone back and forth with di˜ er ent vendors trying to track down a gremlin that no one can identify, yet there is proof on your chart recorder of some phantom noise or inaccurate control. The instrumentation vendors may be correct. The problem is probably originating somewhere else, but it’s not in the other vendor’s instrument.
The need to accurately measure and control processequipment is a requirement in today’s automated facilities. Instrumentation is the brains of modern automation plants, and its wiring and sensors are the nerves that
connect the remote areas of your processes to the brain. It controls and monitors the operation of the equipment in your plant. In many cases, the signals that are being monitored are in the millivolt range. To get the most out of the control signals that are being read from the process, signal integrity must be maintained from the process all the way to the instrumentation. Many times shop managers don’t think twice about spending top dollar for quality instrumentation to run their processes, but little thought is given to the wiring carrying the signal from the process to those instruments. On new installations, the cost of wiring can be a significant portion of the instrumentation package. If proper installation of the wiring is ignored, any gains one was trying to receive by purchasing new instrumentation can be marginalized by unwanted noise on the signal wires. On existing installations where performance may have been compromised by noise, upgrading instruments may mask the problem to some extent if the instrument is of good quality, but it could be a disaster if a budget model is selected. Maintaining the integrity of the control signals should be a primary goal of any instrumentation installation.
The Industrial MeasurementEnvironmentInstrumentation is often located in thefield next to the oven or at least some-where on the shop floor. What makes this area a problem is the harsh electri-cal environment that equipment locat-ed there is exposed to. Unfortunately, this is the area where process variable measurements must be made. The process sensors and associated wiring
are most likely near heavy electrical equipment, motor contactors or even exposed to static discharge from welding equipment. Field wiring can often run several hundreds of feet, increasing the likeli-hood that electrical interference could affect the signal.
The control room is typically much kinder to control signals,but the high concentration of computers, two-way radios and other electronic equipment does provide an opportunity to degrade the quality of your signals. There are many pieces of equipment and natural phenomenon that can interfere with measurement signals. This equipment creates an electronic hazard for the instrumentation that exists in the environment and the signals that pass through it. Since this environmental hazard typically cannot be eliminated, the effects it has on instrumentation must be understood so it can be isolated and its effects can be removed or at least minimized. It is well understood how audio signals in high-fidelity equipment must be cared for to achieve the best sound quality. Process instrumentation is no different. By understanding the ways that noise affects your control system, you can take the necessary steps to avoid these problems.
Some Methods to Ensure Signal QualityThe easiest way to ensure good signal integrity is to employthe use of signal conditioners. Signal conditioners play an important part in instrumentation by ensuring the signals
Maintaining Good Signal
Integrity
Fig. 1. (left) Standard process loop with no noise. Fig. 2. (right) Standard process loop with 100 volts ofinduced noise. Noise voltage distributed based on superposition theorem.
4 mA 4 mA
250ΩLoad
resistor
250ΩLoad
resistor
Current transmitter 5MΩ load impedance
Net effect: 1.005V
Induced noise source 100V peakResistance is seen only from the prespective of the noise source.
1 VDC
1 VDC+
0.005V
99.9
95V
Current transmitter5MΩ load impedance
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 33
measured by sensors in the field are transmitted to the controlinstruments representing exactly the same conditions as were measured in the process. The long distances a signal has to travel between the process and the control instrumentation offers ample opportunity for electromagnetic pollution to degrade the control signal. Signal conditioners provide two primary functions: maintaining signal integrity and signal isolation. Even though a single instrument can provide both functions, there are distinct and individual functions that each one provides. The most common use of a signal conditioner is signal conversion, and the most common conversion is to change any process signal from its original form and transmit it as 4-20 milliamps. A 4-20 mA current loop is a very robust carrier signal that is virtually impervious to noise. It is the preferred method of signal transmission over long distances. Why does a 4-20 mA loop have such good noise immunity? It has to do with the transmitter. All of the resistive components in a circuit drop voltage in proportion to their percentage of total resistance in the circuit. So the more resistance loop the component has, the more voltage it will drop in the circuit – Ohm’s law. Every current transmitter has some output resistance that it contributes to the circuit. In proportion to the loop resistance, a transmitter’s input impedance can almost be considered as infinite.
A transmitter’s typical output resistance may be 3-5 MΩ, whereas the loop resistor is fixed at 250 Ω. Under normal conditions, the transmitter is acting as a current source, and its resistance is not taken into account when dropping voltage. When an additional voltage source is introduced to the loop (e.g., unexpected noise), the voltage is dropped across each of the resistors in the loop in proportion to its size.
Fig. 3. Simple solutions for reducing unwanted noise
The Source of Unwanted Noise Possible Solutions
Capacitive coupling(Static discharges/lightning)
• Twisted-pair wiring
• Wire placement/segregation
• Wire shielding
Induced voltage
• Twisted-pair wiring
• Signal/power wire segregation
• Fix ground loops
Radio-frequency interference(Two-way radios)
• Wire shielding
• Isolation
• Quality equipment selection
Large voltage transients
• Wire shielding
• Isolation
• Wire placement/segregation
Ground loops• Single-point wire shield grounding
• Isolation
Barrier Coating made simple.Some like it very hot. When it comes to Thermal
Spraying, every successful solution starts with
specific parameters for powder feeding and process
gases. With the compact and modularly calibrated
systems from Bürkert, highest quality in thermal
barrier coating is simply guaranteed. Besides exhibi-
ting more precision, robustness and reliability, they
also reduce resources, costs, weight and nitrogen
oxide emissions.
The MFC 8626: Simply precise
and fast, even when things get hot.
We make ideas flow.
www.burkert.com
Downloaded from "www.sholehsanat.ir"

34 JUNE 2015 IndustrialHeating.com
PROCESS CONTROL & INSTRUMENTATION
If we remember the superposition theorem,the 5 MΩ resistance of the transmitter is no longer a current source but a resistive load on the circuit with respect to the noise. The signal conditioner becomes a passive component in the circuit and absorbs most of the noise voltage with its 5 MΩ load, whereas the 250 Ω resistor on the receiving device receives only a tiny fraction. For example, if the noise voltage source induced a voltage of 100 volts, Ohm’s law would dictate that the signal conditioner would absorb 99.995 volts, whereas the control instrument will receive 5 millivolts. This is 1/200th of the 1 volt minimum that can be measured across the 250 Ω resistor on a 4-20 mA loop. There is no better way to eliminate noise from your process than by converting your transmission signals to 4-20 mA.
WiringSignal integrity can be affected by wiring and shielding practices. Wiring your process using twisted-pair cabling provides a significant level of protection from noise that may be coming from outside of the process. In this type of wiring, a pair of conductors in the same circuit is twisted together for the purpose of canceling out external electromagnetic interference. Since noise that is picked up by the wire along its path to the control panel affects both wires equally but oppositely, a good control device is able to reject the noise and recover the signal fully. This is called common mode rejection.
It is tempting to run all of your wiring through a single con-duit. The best words of advice for this would be, “Don’t do it!” This practice is an open invitation to added troubles and sorrows. The magnetic coupling or induced voltages caused by the proximity of high voltage and currents next to your signal wires can induce some very high voltages on your signal wires. These voltages at a minimum could interfere with your process and at a maximum damage the inputs on your instrumentation. Most signal conditioners have input circuitry designed to prevent damage due to these high transients. So while your chart recorder is recording chaos, at least you won’t have to worry about replacing the entire recorder.
Ground LoopsGround loops are the most common noise problems in large-scale electrical systems and stem from poor grounding practices. It is a major misconception that earth ground at one location contains the same voltage potential as earth ground at any other location. Ground is an often misunderstood electrical concept. The ground potential where you are currently located can be several volts above or below the ground potential of another part of your building. A nearby lightning strike could cause this potential to jump several hundred to thousands of volts.
If you have instrumentation grounded in separate locations in your facility where these ground potentials do exist, you could very easily experience a ground loop if your system is not employing some type of isolation. The noise caused by a ground loop can wreak havoc on your system just by being there. There is also the issue of the induced voltages they create as they travel near and on signal wires. A common sign that a ground loop exists is the presence of induced 60-Hertz power-line noise on the circuit, which can be easily measured with a voltmeter. One way to eliminate ground loops is to employ a sin-gle-ground concept where no ground loops can be created. All circuit grounds are returned to a common point. This is often done through bonding and the use of bus bars to carry all the ground signals to a single point. This may not be practical in many facilities due to the physical size of the operation. This is where the use of a signal conditioner designed for isolation comes into play. An isolator is one of the easiest ways to eliminate a ground-loop problem. In its simplest terms, isolation interrupts current f low between the different potentials in the grounds. This is accomplished by inserting some type of electrical or electronic device, such as a transformer or a signal conditioner, to break the physical connection between the two grounds. While the isolator interrupts the ground-loop circuit, it allows the desired control signal to be passed through unencumbered. Isolation is a very cost-effective method for removing noise and transients due to ground loops.
LightningOne good lightning strike in proximity to your process could do considerable damage to your process equipment. The discharge from an indirect strike could put several thousand volts and amps on your power and signal wires. Typically, the further the sensor and instrument are apart and the longer the wiring run is connecting the two, the greater the chance of experiencing capacitive coupling from a lightning strike, and the higher the voltages and currents are. In situations where the electronic equipment narrowly escapes
Fig. 4. Proper positioning of lightning arrester
Transmitter
DistributorLightning surge
Protect side Protect sideSurge side
Ground terminal Ground terminal
4-20 mA/10-50 mA
A A1 1
B B GND2 2
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 35
North American Cronite37162 Sugar Ridge Road • North Ridgeville, Ohio 44039Phone 440-353-6594 • Fax 440-353-6599E-mail: [email protected] • Website: www.safe-cronite.us
Visit our newWebsite at:
www.safe-cronite.us
Better by DesignBetter by DesignGreater efficency with dedicated fixtures
destruction, its circuits’ operation may become intermittent or itsperformance may begin to deteriorate. A lightning arrester is a type of signal conditioner that is used to divert induced voltages that may be large enough to damage instrumentation. When properly installed, lightning arresters redirect damaging surges to ground where they belong. With the capability to withstand 10,000 volts and up to 5,000 amps, you will not be left with the unpleasant task of replacing equipment after a storm. At the heart of it all, an arrester is a switch that diverts high voltages and currents to a path to ground. There are many technologies that make up this type of switch, but a very common one is a metal oxide varistor (MOV). An MOV is a semiconductor that is sensitive to voltage. At normal operating voltages, the MOV acts as an insulator and will not conduct current. At higher threshold voltages, it responds like a conductor. This threshold voltage is determined by the manufacturer by the doping process.
Modern instrumentation uses a wide variety of sensor inputswith varying voltage input levels. The use of a general-purpose lightning arrester would provide some protection but is not opti-mal. Arresters are designed to work specifically with the partic-ular input signals that are needed, with their specific voltage re-quirements taken into consideration. The operating requirements
for protecting an instrument’s power circuits would be differentthan one protecting its thermocouple input or its Ethernet IP connection. Selecting the proper arrester ensures signal integrity is maintained as well as solid protection for the instrument.
ConclusionYou have spent a lot of money on equipment to provide the bestresults for your customers. The probes, sensors and instrumen-tation designed to operate your processes for peak performance can be undermined by the smallest amount of interference. Having and implementing a strategy to deal with environmental noise is the difference between a good process and an exceptional one, and it is something that should be required of anyone installing systems into your facility. Signal conditioners are the last step that allows an operator to provide the very best in quality and squeeze every bit of performance out of a system into which you are heavily invested.
For more information: Contact Clayton Wilson, Yokogawa Corporationof America, 2 Dart Rd., Newnan, GA 30265; tel: 678-423-2524; fax: 770-251-6427; e-mail: [email protected]; web: www.us.yokogawa.com
Downloaded from "www.sholehsanat.ir"

36 JUNE 2015 IndustrialHeating.com
INDUSTRIAL GASES/COMBUSTION
Industrial furnaces are mostly heated by natural gas or fueloil. Unfortunately, a large amount of the energy supplied to the furnaces is lost through f lue gases. Even today’s most efficient regenerative or oxygen-fired furnaces generally
show waste-gas heat losses of about 25-30% of the total furnace energy input.
Project PurposeTCR technology uses the waste heat of furnaces to convertnatural gas and water into a high-calorific reformer gas mixture. The TCR finds its application in industrial furnaces for the glass, cement and metal industries.
The first development project is focused on glass furnaces and executed together with CelSian Glass & Solar with support from the National Committee Netherlands Glass industry (NCNG) and the glass companies AGC, Philips and Saint-Gobain Isover.
Energy SavingsCurrently, there are different types of f lue-gas heat-recoverysystems commercially available to reuse waste heat of furnaces (Fig. 1).[1]
• Preheating of raw materials, cullet or fuel/oxygen• Generating electricity• Generating steam
The preheating of raw materials and cullet can lead to energy savings up to 15%. However, several problems like dust
formation and degradation of refractory materials can occur. Another possibility of preheating with f lue gases is to preheat a pelletized batch. Pelletized-batch materials melt more easily and lead to an improved glass quality and less dust formation. CelSian is currently developing this solution, which has an outlook of 20% energy savings.[1]
The flue gases can also be used to generate steam or electricity.
ThermoChemical
Recuperator: Energy-Efficient
Glass MeltingDick Lieftink, Anton Scholten, Viola van Alphen, Petra Barelds – HyGear B.V.; Arnhem, The NETHERLANDSAgustin Suarez-Barcena, Hans van Limpt, Mathieu Hubert – CelSian Glass & Solar B.V.; The NETHERLANDS
HyGear s tarted th e de velopment o f a t hermo ch emical r ecuperator ( TCR) t hat can be ap plied to d ecrease th e e nergy u sage of in dustrial f urnaces. T he TC R utilizes th e w aste-heat of th e f urnace to p roduce a h igh-caloriÿ c g as mi xture. The ÿ rst results of this development project are discussed in this article.
Fig. 4. Gas analysis and observation equipment to evaluate glass melting behavior
Material supply Mixing Melting
Decreasing energy loss
CO2 recoveryfrom fl ue gas
Use heat for preheating
Heat recoveryfrom fl ue gas
Use heat for electricity generation
Use heat to generate syngas
Increasing process effi ciency
Processing
Fig. 1. Energy-saving measures
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

38 JUNE 2015 IndustrialHeating.com
INDUSTRIAL GASES/COMBUSTION
The generation of steam is only applicable if there is a local demand for it. The efficiency of electricity generation with f lue gases is relatively low and only leads to energy savings up to 5%.[1]
TCR technology may lead to energy savings of about 20-25%. Other strong points of TCR include:
• No carryover of batch materials and less refractory corrosion• Less batch segregation; thus, better glass quality• Applicable for all types of glass (soda-lime, borosilicate)
With TCR, the heat of the f lue gas is used to convert natural gas into hot synthesis gas (mainly CO and H2), which has higherenergy content than natural gas. This valuable and hot synthesis gas can substitute for natural gas, resulting in a significant decrease of the overall natural gas consumption.
Thermo Chemical RecuperationThe core unit of the TCR is the steam reformer (Fig. 2).Conventional steam reformers are only efficient on a large scale, but HyGear has developed a reformer that is efficient on a small scale. The small-scale reformer is already deployed in HyGear’s hydrogen generation systems that generate hydrogen on-site. For the TCR, the reformer has been modified to match the waste-heat recovery system.
The steam (produced by heating water with waste heat) and desulfurized natural gas are mixed and heated with the waste-gas heat. When the mixture reaches a temperature level of 700-900°C (1292-1652°F), it is exposed to the catalyst in the reformer. In the reformer, a mixture of hydrogen and carbon monoxide – so-called synthesis gas (reformer gas or syngas) – is formed by the following endothermic reaction:
xCH4 + yH2O → (2x+y)H2 + xCO + (y-x)H2O
Cost and Energy SavingsThe hot syngas has higher energy content than natural gas. Natural gas is added to the hot syngas, and the new fuel mixture is fed to the furnace. Using the TCR, less natural gas is needed to melt the same amount of glass. Furthermore, since the
oxidation of syngas generates more heat than natural gas, the total amount of fuel is reduced. As a result, less oxygen needs to be used. Currently, oxygen is obtained by an energy-intensive process and is therefore expensive. Determination of energy and cost savings is specific to each situation, and tailored calculations are needed for each potential TCR user. Energy savings and cost reductions have been estimated for oxyfuel and recuperative glass furnaces with different types of glass (soda-lime-silicate as well as borosilicate). Generally, energy savings can be about 20% in all cases, while cost reductions are higher for oxygen-fired furnaces, saving natural gas and oxygen at the same time.
Results of the Feasibility StudyThe combustion of reform or synthesis gas in a glass furnace has an impact on the heat transfer of the f lames to the surroundings and the composition of the f lue gases (the moisture contents will increase). CelSian has evaluated the impact of the reform-gas combustion process on the glass melting process, while HyGear is focusing on the optimum operational conditions for the reform tubes as well as the engineering of a TCR heat-recovery unit for glass melting furnaces.
Glass Melt ResultsThe changed conditions in the furnace might have consequences for foaming, fining, evaporation and glass quality. CelSian has studied glass melting behavior under TCR conditions. It was concluded from experiments that there is hardly any effect on the batch melting kinetics. The combustion of hot reform gas might, among other things, inf luence the heat transfer from the f lames to the surroundings. The complete glass melting process (melting tank and combustion chamber) has been simulated with computational f luid dynamics (CFD). The simulations show that the local heat f lux from the
Fig. 2. HyGear’s small-scale steam methane reformer
Naturalgas
Naturalgas
= Total use natural gas 100%
Current situation With TCR
= Total use natural gas max 75%
Fig. 3. Energy reduction with TCR
Natural gas
Natural gas
Natural gas
TCR
Heat
Syngas
Syngas
H2O
H2
&CO
Heat
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 39
combustion chamber to the glass melt slightly reduces when reform gas is used. Probably the reformate-induced flames are less sooty and thus less radiant. Nevertheless, the results show that it is possible to generate sufficient heat transfer for the melting process.
Figure 5 shows that there are no significant changes in the f low patterns. Moreover, the residence time of particles in the glass bath is the same in all studied cases, leading to a glass product with the same quality.
Operational ResultsThe optimum process conditions for syngas production have been investigated. It was shown that complete conversion and degradation of the catalyst can be avoided for temperatures above 800°C (1472°F) at a steam-carbon ratio of about 3.
In addition, the interaction between f lue gases from a glass melting furnace and reformer tubes has been investigated with so-called fouling tests. Flue gases of glass furnaces contain volatile species (e.g., Na, K and B compounds) that might condense on the surface of the reformer tubes. Aggressive vapors in the f lue gases might corrode the reformer tube, and the condensed deposits will inf luence the heat transfer of the f lue gases to the reformer tube. The preliminary results of a test with a reformer tube exposed to the f lue gases of an industrial glass furnace show very limited fouling and corrosion. Additional industrial fouling tests will be performed in different glass furnaces.
In addition to the previously described developments, work is ongoing on pipelines and gas skids to control fuel f low rates and leakages since syngas is composed of toxic and f lammable gases (CO and H2) at high temperatures (600-900°C).
Conclusion and Next StepsIt can be concluded that the first outcomes are positive. The most important results of the feasibility study are:
• With the TCR, less natural gas and oxygen is needed to melt the same amount of glass.
• The TCR has no significant effect on the batch melting kinetics.
• The TCR gives no significant changes in the f low patterns.
• The TCR causes very limited fouling and corrosion to the reformer tubes.
In addition to this study for glass furnaces, TCR-technology investigations will begin for industries such as cement and metal.
For more information: Contact Viola van Alphen, HyGear B.V., P.O. Box 5280, 6802 EG Arnhem, The Netherlands; e-mail: [email protected]; web: www.hygear.nl
Fig. 5. Flow patterns in the melting tank for three different situations. For better visualization, the glass height is scaled with a factor of 3.
Base casenatural gas
TCR Syngas 800˚C
TCR Syngas 900˚C
Velocity XY (m/s)0.003 0.005 0.007
0 0.01
Downloaded from "www.sholehsanat.ir"

40 JUNE 2015 IndustrialHeating.com
CO UI US G S S/CO US ON
Efficiency Improvements to Energy-Recovery TechnologyPhillip Cranny – Mantra Innovative Systems, LLC; Mt. Pleasant, S.C.
Heat-pipe energy-recovery technology gained signiÿ cant market acceptance in the 1960s. Performance and durability in those early years was not questioned, but the cost of heat pipes for industrial applications was extreme compared to other technologies. Since those early days, however, several advancements have been made in the manufacturing process for heat pipes that have enabled them to become more e° cient and cost-e˛ e ctive for use in industrial applications.
One of these advancements has been theintroduction of thermosyphon heat pipes into the market. Since then, developments in manufacturing techniques have both improved
the performance of the pipes as well as reduced the cost of manufacturing them. These technology improvements have made thermosyphon heat pipes an economically viable alternative to more traditional heat-recovery technologies. Why, then, is this technology rarely discussed? If government estimations point toward a 20-50% loss in industrial energy input through waste heat in the forms of hot exhaust gases, cooling water and heat lost through hot equipment surfaces and heated products, then why aren’t industries scrambling to see this new option in heat recovery? The short, and rather blunt, answer is that many are stuck in the past when the topic of heat recovery is brought up. Traditionally, heat-exchange technologies were largely limited to plate and frame, shell and tube, heat wheels and radiant systems, each of which have their place but can experience a variety of problems that reduce the overall effectiveness of the technology in certain applications. Often, these problems include thermal stress cracking due to differential temperature expansion, cold-spot condensation leading to corrosion, and pitting of the thin metal surfaces used to optimize heat transfer. All of these create a vulnerability of the metals within the exchangers to fatigue, erosion and corrosion. On top of this, many see new heat-recovery projects as a financial stretch. If an energy-recovery system was not specified when a production unit was installed, it is often considered to be an expensive exercise with poor return on investment. And should a heat exchanger fail, the downtime could cost a company an exorbitant amount of money. These fears are understandable considering the problems we have already addressed regarding more traditional heat-recovery systems. Even the U.S. Department of Energy, in an article on recuperators for aluminum melting furnaces from 2007, stated
that, “recuperators have been successfully used to preheat the air, however, in many cases, the metallic recuperator tubes have a relatively limited lifetime – 6 to 9 months.”
But with energy being lost the way it is, the market is stillthere for a viable method of recovering and reusing that energy in some way. At their best, heat exchangers are an essential com-ponent for industrial processes that consume large amounts of energy. When these systems run well, with minimal downtime, they provide the user with significant savings on energy costs. And these are the benefits that newer thermosyphon heat-pipe technologies can provide the industry with – an energy-recovery process that is simple, effective and safe.
In a gas-to-air heat-pipe heat exchanger, the thermosyphonheat pipes are free to expand and contract during operation without applying any stress to the housing. This minimizes the potential for thermal stress cracking due to the differential ex-pansion between the heat-exchange surfaces and the unit casing.
Within a heat-pipe heat-exchange system, the pipes operate asindividual heat exchangers (Fig. 1) to provide a multiple redun-
COVER FEATUREINDUSTRIAL GASES/ COMBUSTION
Fig. 1. Cross-flow heat exchanger – Each pipe is an individual heat exchanger.
Fig. 2. Cross-flow heat-pipe exchanger on installation
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

42 JUNE 2015 IndustrialHeating.com
COVER FEATUREINDUSTRIAL GASES/COMBUSTION
dancy capacity and minimize the potential for a single catastrophic failure point within the unit. Should a single heat pipe fail, the system will continue to operate with a minimal loss in per-formance, measured as 1/n where n represents the total number of pipes within the system. Thermosyphon heat pipes operate isothermally. For example, when one end of the heat pipe is placed in a hot exhaust stream and the other end is exposed to another transfer media (air, water or oil), the working temperature of the heat pipe will remain constant along the full length of the pipe. The temperature along the entire heat pipe remains uniform. Therefore, within the heat exchanger there are no cold spots to provide points for condensation and possible corrosion. The heat-transfer capacity of thermosyphon heat pipes is not affected by wall thickness, thus allowing thicker walls – typically 2.5 mm or 3.5 mm – that offer a higher resistance to pitting in high-particulate atmospheres. Thermosyphon heat pipes manufactured by Econotherm LLC and distributed in North America by Mantra Innovative Systems can effectively operate with waste streams between 100-1000°C (212-1832°F). As a result of the new manufacturing processes and the improved performance of the pipes, more energy can be recovered from an exhaust stream using the same number of thermosyphon heat pipes. That means, given the same operating parameters (exhaust temperature and mass flow), thermosyphon heat pipes perform more efficiently than older heat-pipe technology.
System DesignThermosyphon heat-pipe heat exchangers offer f lexibility within the design process, allowing the footprint of the exchanger housing to be determined by the space available around the production unit, a luxury that many other technologies used for energy recovery cannot offer. The size and functionality of the system are normally determined by the operating parameters of the production unit and the efficiency
level necessary to recover the amount of energy required for a task. Calculations
are then made to determine the exposed surface area of the heat pipes required to recover the energy necessary to accomplish the desired task. For example, a heat exchanger requiring a calculated number of lineal
inches of exposed surface area may use nearly any combination of “pipe length x
# of pipes” equaling the number of lineal inches required to recover the energy necessary for the task. As energy prices climb, this
innovative design aspect becomes very useful when contemplating the installation of new energy-recovery systems for existing production units.
A recently completed case study of a thermosyphon heat-pipe heat exchanger in an aluminum foundry (Fig. 2) shows remarkable longevity and an excellent return on investment. In 2005, the longest continuously operating Mantra-installed thermosyphon heat-pipe heat exchanger commenced operations at an aluminum foundry in the Midwest (Fig. 3). In July 2013, after eight years of continuous operation, Mantra conducted an inspection of this cross-f low heat-pipe heat exchanger to monitor the performance of the system compared to the original specification and to evaluate the condition of the metal used in the collection system, the heat-exchange housing and the actual heat pipes (Fig. 4).
EfficiencyThe aluminum furnace was operating at ≈2000°F with 5% excess air. After the introduction of dilution air to the exhaust stream, the heat-pipe heat exchanger received the exhaust at 896°F (480°C). The incoming ambient combustion air supply was reaching the heat exchanger at 80°F and was exiting the heat exchanger at 700°F. With a process temperature of 2000°F (1093°C) at 5% excess air and a preheated combustion air temperature of 700°F (371°C), the furnace energy demand was reduced by 23.37%.
Fig. 5. Heat pipes are easily removed after eight years of operation.Fig. 4. Condition of heat pipes after eight years of continuous operation
Fig. 3. Cross-flow heat-pipe exchanger before installation
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 43
MaintenanceOnce the heat-pipe energy-recovery system has been installed and production parameters established, there is minimal operator involvement with the system, as was the case in this study. Hot exhaust gas is pulled from the furnace stack and delivered to the heat-pipe heat exchanger. During production, the exhaust contains corrosive gases, resulting from the use of f luxing materials.
The heat pipes in this unit use a gravity-fit locator, and the differential pressure between the exhaust stream and the incoming combustion air ensure that there is no cross contamination between the two gas f lows. This form of fitting allows for easy extraction of the heat pipes if necessary (Fig. 5).
When the heat pipes were extracted from the heat exchanger eight years after installation, they were examined for physical deterioration. They were also performance tested against the original performance specification. There was a particulate
buildup on the pipes that was easily removed with a wire brush, but there was zero pitting and minimal corrosion visible. The outside diameter of the pipes was measured, and there was zero loss after eight years of operation (Fig. 6).
PerformancePerformance tests were then carried out on the heat pipes extracted from the units. The heat pipes performed ≥97% when compared to the performance levels measured when the pipes were first manufactured. After eight years of continuous operation, each thermosyphon heat pipe within the heat exchanger was still functioning at near optimal capacity.
ConclusionAs we can see from this study, many of the fears and concerns regarding the more traditional methods of energy recovery within the foundry industry do not apply to the newer thermosyphon heat-pipe technology, especially the one about having too short of a life span. These new heat exchangers provide the manufacturing industry with an efficient method to recover and reuse energy that would otherwise be discharged from the facility. Energy from clean, dirty, particulate-laden, corrosive, cool or very hot exhaust streams can now be collected more efficiently at higher levels and with increased confidence that the system will continue to operate.
For more information: Erin Yates, marketing and communications, Mantra Innovative Systems, LLC, 200 Wingo Way, Suite 100, Mt. Pleasant, S.C. 29464; tel: 843-724-3404; e-mail: [email protected]; web: www.MantraInnovative.com
References available online
Fig. 6. No loss in wall thickness after eight years
Case Study
Arecent case study conducted by Econotherm shows improved energy return
with the introduction of new thermosyphon heat pipes. In 2013, changes required to an existing heat-pipe heat exchanger at a steel mill in the Czech Republic provided the opportunity to directly compare the performance of traditional heat pipes to the newly produced thermosyphon heat pipes. This particular heat exchanger was returning 6 MW of energy from a steel-mill blast furnace. The recovered energy was being used to
An improved result was achieved by replacing an aging set of heat pipes with new thermosyphon heat pipes manufactured to a higher performance standard.
350000.0
300000.0
250000.0
200000.0
150000.0
100000.0
50000.0
0.0
350.0
300.0
250.0
200.0
150.0
100.0
50.0
0.0
Tem
pera
ture
, ˚C
Mas
s flo
w, K
g/ho
ur
Average = 142˚CAverage = 154˚C
Econotherm upgrade
Time
preheat combustion air for the mill. After replacing just one-third of the original heat pipes with new thermosyphon heat pipes, the heat exchanger was able to dramatically improve the level of recovered energy with temperatures reaching 8% higher than previously recorded.
Downloaded from "www.sholehsanat.ir"

44 JUNE 2015 IndustrialHeating.com
HEAT TREATING
Latest Technology for Improving Radiant-Tube Performance
Carl Nicolia – PSNERGY, LLC; Erie, Pa.
The latest technology in radiant-tube inserts o˜ er s a cost-e˜ e ctive, proven alternative to other higher-cost energy-recovery solutions.
Emission reduction, energy efficiency and productivity aretopics that appear regularly in articles published by Industrial Heating. This is expected because these topics impact every reader on a daily basis.
Emission Reduction, Energy Efficiency andProductivity Metal-processing companies utilizing gas-fired radiant-tube furnacescontinue to face increased environmental regulation of furnace emissions, increased quality requirements from customers and the ever-present need to continuously improve productivity. With every new issue of IH, operators look to see what new technology is being highlighted. What latest-and-greatest development is available to help heat-treating companies produce more with less?
Energy is typically one of the greatest costs in heat-treating businesses, so progressive companies are always looking for ways to get more output from the energy they buy. Over the years, great products have been featured, many of which look to reduce sources of waste. One of the largest sources of wasted energy in heat treating is energy lost out of the exhaust of a combustion process. New products designed to reduce exhaust loss have received a lot of attention. Articles describing developments in burners and recuperators are published regularly. In this article, a simple, high-value solution for radiant-tube productivity is presented. Ceramic radiant-tube inserts effectively
reduce exhaust losses, increase the productivity of radiant-tube processes and reduce emissions per ton. The latest advancements in design make ceramic inserts a viable productivity option for any metal-processing company.
The OpportunityThe concept of exhaust energy loss is understood.Combustion air is 80% nitrogen, so a portion of combustion energy is used to heat the inert nitrogen, which then just goes along for the ride and exits the tube as exhaust. This problem is depicted in a basic computational f luid dynamics (CFD) model of an exhaust tube (Fig. 1). In this model, combustion exhaust is entering the tube from the left. The exhaust gas entering the tube is very hot; illustrated as red in this model. Without inserts, this hot core of gas has minimal opportunity to transfer energy as it moves through the tube and exits at the right. It is cooler but still very hot. Some convective heat transfer can be seen along the edges of the tube. Convective heat transfer is limited because exhaust f low is not very turbulent. Additionally, radiation is the primary method of heat transfer at operating temperatures, with the f lame acting as the radiating media in the combustion leg. However, there is no radiating media in the exhaust stream. This hot core of gas leaving the process is the problem and the opportunity!
HEAT TREATING
Fig. 1. Computational fluid dynamics (CFD) of an empty tube
Empty tube – exhaust leg
Fig. 5. Open cross-section RTI
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 45
Radiant-Tube InsertsBrief HistoryInserts of different configurations and various materials have been present in the industry for a long time. Early designs recognized the hot core of gas moving through the tube and worked to break up that f low. Patents from as early as 1917 (U.S. Patent 1,246,583) describe “helical elements for use in heat interchanging apparatus,” meant to “break up or prevent the formation of continuous stream lines of the f luid thermal agent f low” and “thereby add materially to the rate at which heat is absorbed” (Fig. 4).
These early designs had simple spiral or helical shapes and weremade of metallic ribbon. The spiral shape was meant to break up the core of gas and increase convective energy transfer in the tube. Unfortunately, the metallic material did not last in the combustion atmosphere. Other simple solutions were created in the shape of a large cross produced from refractory material. This product also worked to break the core of gases and increase convective heat transfer, but it was produced from a very low-emissivity material in a shape that created back-pressure in the tube.
Insert development continued with advances in material. Theintroduction of siliconized silicon-carbide inserts solved the material-degradation and the emissivity problems presented by previous iterations. These newer-version inserts – produced in a dense spiral shape similar to that originally described in 1917 –increase convective heat transfer and impact radiant heat transfer. However, the spiral configuration significantly impacts pressure drop in the combustion system. Most recently, a new design has been released to the market. This latest generation of insert technology combines the benefits of silicon-carbide material with a design that focuses on increasing radiant energy transfer as well as convective energy transfer, and it does so directionally. The nonsymmetrical wing-and-shell design drives more energy to the shell, which is always positioned toward the load. The open cross section of the insert minimizes pressure drop within the tube and also allows operators to see the f lame (Fig. 5 - lead image). The latest design, which is focused on increasing radiant heat transfer, is an improvement over previous designs because radiation is the primary method of heat transfer at temperatures above 1100°F (593°C). Optimization of the design and improvements in materials have maximized the effectiveness and minimized the back-pressure on the combustion system, making inserts a reliable, low-cost, proven technology for increasing performance of radiant-tube processes.
Proven PerformanceRadiant-tube inserts can be described as any object inserted into a radiant tube for the purpose of enhancing exhaust energy transfer to the load and reducing exhaust-gas waste. PSNERGY, LLC has developed the latest technology in ceramic radiant-tube inserts (RTIs). The effect of RTIs on the exhaust stream is shown in the CFD model (Fig. 3). Exhaust is entering the tube on the left; hot is illustrated as red. As this exhaust passes over the RTIs, a significant amount of energy is pulled from the stream and returned to the load. The exhaust exits significantly cooler; depicted as blue in this model. Recognizing that furnace usage and system configurations vary widely, PSNERGY has published data proving significant improvements in energy available to the load with their design. One example of performance data (Fig. 2), from a 6-inch-diameter 309-SS U-tube with a 70-inch effective length firing an Eclipse TFB030 burner, shows improvements in energy transferred to the load in the range of 14-19% with the use of RTIs. A tube firing at 150,000 BTU/hour with inserts will deliver the same energy to the load as one firing at 200,000 BTU/hour without inserts. A tube firing at 250,000 BTU/hour with inserts will deliver more energy to the load than the same tube firing at 300,000 BTU/hour without inserts. Using more of the available exhaust energy allows furnace operators to increase production output per BTU of gas purchased while reducing emissions per ton of product produced.
Fig. 3. CFD of a tube with RTI inserted
Fig. 2. RTI’s impact on energy delivered to the load
140,000
120,000
100,000
80,000
60,000
40,000
20,000
0
Increase with RTIs
Without RTIs
Same energy to loadwith 25%less input
Same energy to loadwith 20%less input
More energy to loadwith 17%less input
11.3%
19.7%
16.7%
14.4%
150,000 200,000 250,000 300,000
Burner firing rate input (BTU/hour)
Ener
gy to
load
(BTU
/hou
r)
Downloaded from "www.sholehsanat.ir"

46 JUNE 2015 IndustrialHeating.com
HEAT TREATING
Proven ValueRTIs can significantly increase the output of radiant-tube processes (Fig. 2). Radiant tubes with RTIs installed have been shown to deliver nearly 20% more energy to the load than tubes without. Although this level of productivity is common for other technologies, such as single-ended radiant tubes and recuperators, the cost of installation and maintenance must also be considered. Installing the latest burner or recuperator technology will certainly provide operators with productivity improvements. These are great products, but the cost to install can often be significant and require long process outages to change the combustion system, replace tubes, re-pipe combustion air or change gas lines.
RTIs are easily installed into furnaces, often during regularly scheduled downtime. The insert assembly is simply slid into the tube after removing the exhaust elbow or recuperator, if installed. Combustion-system tuning is recommended after installation of RTIs. Once installed, there is no need for maintenance; the inserts simply work. The ease of installation, relatively low cost per tube, no ongoing maintenance cost and large energy-to-load improvements make the latest RTI technology a proven value.
Productivity, Emission Reduction, Tube Life, Uniform TemperatureIncreased energy to the load, delivering significant productivity increases and reducing emissions are certainly big drivers for installing RTIs in a process, but there are additional factors that must be considered. Tube life and process-temperature uniformity are also positively impacted by RTIs. The first question many will ask is, “How will inserts affect tube life?” RTIs positively impact radiant-tube performance and expected life.
The latest-technology inserts have been designed to maximize radiant and convective heat transfer while minimizing hot spots in the tube. The patent-pending, nonsymmetric inserts have been optimized to not exceed the heat-f lux density limit of even the most basic radiant-tube material. Additionally, installing inserts in the exhaust portion of the tube increases temperature uniformity between combustion and exhaust legs. Radiant-tube temperature profiles decrease from the burner to the exhaust of the tube. As the f lame reaches the end of the combustion section, temperature starts to drop off. In a typical U-tube configuration without RTIs installed, the exhaust leg can be 150°F cooler than the combustion leg. The energy to maintain equivalent temperature with the combustion section is in the exhaust gas. However, there is no energy-transfer media to extract that energy. By installing RTIs, the exhaust-leg temperature increases, and the exhaust-to-combustion temperature difference drops, creating a very uniform temperature distribution across the entire tube. Temperature uniformity is of great concern to heat-treating operations as customers require tighter temperature specifications. RTIs are an effective way to achieve greater uniformity. In addition to improving process quality, temperature uniformity also increases tube life by balancing thermal expansion of the combustion and exhaust legs. In the U-tube configuration described (without inserts), thermal expansion will cause the hotter combustion leg to grow 0.100 inch more than the cooler exhaust leg, which causes considerable stress at the exhaust leg to the elbow joint, a typical failure point for U-tubes. By installing inserts, the exhaust-leg and combustion-leg temperatures are balanced, making the thermal expansion similar and significantly reducing the stress on the joint and extending tube life.
ConclusionThe latest technology in RTIs is proven to be a cost-effective way to improve heat-treating processes. This provides more energy to the load, reduces emissions per ton produced, improves temperature uniformity, increases tube life and reduces maintenance downtime. RTIs can be installed as stand-alone, high-value improvements to existing processes or used in conjunction with recuperators. If your operation can benefit from increased productivity, reduced gas consumption, improved temperature uniformity and reduced emissions, take a hard look at the value radiant-tube inserts can provide.
For more information: Contact Carl Nicolia, president, PSNERGY, LLC, 5368 Kuhl Road, Erie, PA 16510; tel: 814-602-7952, e-mail: [email protected] or visit PSNERGY.com
Fig. 4. 1917 patent for helical element
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 47
LITERATURE & WEBSITE SHOWCASEFEA
TU
RED
FEA
TU
RED
Vacuum Pumps, Solutions and Aftermarket ServicesOerlikon Leybold VacuumThe Product Overview 2015 brochure – “Innovative Vacuum Components and Systems for Versatile Applications” – details the full line of vacuum technology products offered by Oerlkon Leybold Vacuum. Our vacuum pumps, boosters, standard and customized vacuum pumping systems, leak detectors and services are used in heat-treatment and metallurgy applications throughout the world.www.oerlikon.com/leyboldvacuum
Molybdenum for Vacuum FurnacesEd Fagan Inc.Ed Fagan Inc. offers molybdenum rod, sheet, plate, wire, threaded rod and nuts from stock for immediate shipping. We also provide replacement materials for support structures, furnace rails, heat shields, heating elements, evaporation boats, crucibles, etc. Contact Ed Fagan Inc. today at 800-348-6268 and request a free copy of our “Guide to Machining Molybdenum and Molybdenum Alloys.”www.edfagan.com
Cooling TowersDelta Cooling TowersDelta Cooling Towers manufactures a complete line of corrosion-proof engineered-plastic cooling towers. The towers carry a 15-year warranty on the casing, which is molded into a unitary leak-proof structure of engineered plastic. All models are factory assembled and simple to install.www.deltacooling.com
Industrial Combustion Solutions Fives North American CombustionFives North American Combustion is com-mitted to providing innovative solutions in combustion through world-class technology, products, furnaces and services. As one of the foremost suppliers of combustion systems worldwide, we offer a comprehensive array of burners, flow control products, process con-trols, installation and engineering services along with life-cycle support.www.fivesgroup.com
Leading the World in Induction Heating TechnologiesInductoheat, An Inductotherm Group Co.Inductoheat’s 12-page brochure discusses how they ignited the innovation of induction power supply design more than 40 years ago and how this was the foundation for the development of new breakthrough technology today. Call 248-585-9393, e-mail [email protected] or visit www.inductoheat.com.
Combustion SafeguardsProtection Controls Inc.This comprehensive Service Manual covers all PROTECTOFIER combustion safeguard units. It provides important and valuable information on installation, service guides, testing and troubleshooting as well as specifications, features and application on Protection Controls’ single and multi-burner units. For a free copy, fax 847-674-7009.www.protectioncontrolsinc.com
Heat-Resistant Alloy Furnace PartsNorth American CroniteNorth American Cronite, a division of Safe Cronite, is a manufacturer and designer of cast and fabricated heat-resistant alloy furnace parts. The company specializes in handling fixtures, cast base trays and baskets, radiant tubes, rolls and corrugated boxes.www.safe-cronite.us
InsulationUnifrax I LLCFoamfrax™ insulation offers exceptional energy savings, installation speed and lining performance for upgrades of existing fiber linings, lining over refractory, and furnace lining patches or refits. It can be gunned directly onto metal, refractory or fiber surfaces and installed at rates in excess of 1,000 board feet/hour. www.unifrax.com
Downloaded from "www.sholehsanat.ir"

EnergySaverUpdate
48 JUNE 2015 IndustrialHeating.com
G-M EnterprisesFour-Directional Gas FlowQuantum Quench™ four-direc-tional gas f low without internal moving parts is a breakthrough in controlled and uniform cooling while controlling distortion. Gen-erally, gas f low direction affects how heat is extracted from the part:• A part exposed to top-to-bottom
cooling gas f low will have a cooler top surface
• A part exposed to bottom-to-top cooling gas f low will have a cooler bottom surface
• A side-cooled part will be cooler on the gas admission sidewww.gmenterprises.com
IpsenWe never settle for always been … we strive for always better.At Ipsen, we continuously strive to innovate and improve upon existing technologies in order to deliver solutions that help our customers optimize operations, minimize downtime and avoid unnecessary costs.TITAN® 2.0 Vacuum Furnace• Predictive
maintenance• Smart power• Smaller footprint• Ease of maintenance
www.IpsenUSA.com/Products
Inductoheat Inc.Induction Heating SystemCamPro™ induction heating systems utilize patented SHarP-C™ (stationary hardening process for camshafts) hardening technology resulting in a more energy efficient camshaft lobe hardening process. This precise
hardening profile method allows the camshaft to be near or at finished dimensions prior to hardening, reducing the required case depth, heat times, cooling requirements and part distortion compared to conventional round coil heating. CamPro makes use of precision-machined induction coils, which conform to the exact part geometry and heat all lobes simultaneously. These tightly coupled f lux concentrated coils can increase efficiency by up to 50% when compared to conventional round coil heating methods. www.inductoheat.com
Pillar InductionInduction HeatingPillar’s complete line of transistorized power supplies is complemented by accessories such as vertical and horizontal scanners, lift and rotate fixtures, and custom cell
configurations. Pillar Induction supplies induction equipment for a wide variety of applications, including hardening, tempering, annealing, stress relief, brazing, melting and forging. www.pillar.com
Premier Furnace SpecialistsHeat-Treating EquipmentPremier Furnace has the experience to custom-engineer heat-treating equipment such as pusher, mesh-belt, roller-hearth, rotary-hearth, walking-beam, austemper, aluminum solution and aging furnaces as well as atmosphere generators. Energy is saved through the use of efficient burners and insulating side walls, f loors and covers. The equipment shown is a 9,000-pound/hour mesh-belt, roller-hearth annealing furnace line. www.premierfurnace.com
Energy-Saver Update This section showcases energy-saving products and technologies from some of this month's advertising companies.
ATLAS Batch Atmosphere Furnace• Intelligent controls with
predictive process capabilities• Compact footprint• Ease of maintenance• Efficient heating combustion system
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 49
SECO/WARWICK Corp.Save Energy with High-Speed CarburizingA pre-nitriding option for low-pressure vacuum carburizing, PreNitLPC broadens the applications for LPC vacuum carburizing by utilizing higher carburizing temperatures. PreNitLPC is a modern, fast and economical addition to our standard low-pressure carburizing system that enhances the process by significantly reducing cycle times. Through dosing of the nitrogen carrier during controlled heat-up ramp, the furnace can run at higher temperatures (1000°C/1800°F and above) while maintaining a fine grain structure within the case.http://tinyurl.com/PreNit
Solar ManufacturingPatented Energy-Effi cient Hot ZoneAn innovative graphite-insulated hot zone with R&D-verified energy savings is available from Solar Manufacturing. This hot zone was designed and built to improve energy efficiency,
stability and ruggedness of the existing standard graphite-insulated hot zone. The hot zone saves energy and extends
overall equipment life. Energy losses are reduced in both heat-up and holding. Cooling is improved due to lower hot-zone temperatures throughout the structure. www.solarmfg.com
Surface CombustionEnergy-Saving Retrofi ts Surface Combustion offers energy-saving technology options for older Surface Combustion furnaces. These retrofits can include burners and internal or external recuperators on conventional Trident® and U-tube heated systems. It also can incorporate single-ended recuperative technology using metallic or silicon-carbide radiant tubes. Combustion piping upgrades to meet today’s NFPA standards can be offered as well. www.surfacecombustion.com
TAV Vacuum FurnaceVacuum FurnacesThe main solution traditionally adopted to reduce heat losses in batch vacuum furnaces has been the increase of insulation thickness. However, a relevan t amount of the energy consumed
to run these furnaces is used simply to heat up the chamber itself. To reduce this contribution, TAV has designed and developed a high-productivity continuous furnace for brazing and sintering applications that
combines the power reduction of a continuous furnace with the reduced dissipations of a compact heating chamber.www.tav-vacuumfurnaces.com
Unifrax Thermal Insulation Unifrax thermal insulation products provide substantial improvement in thermal performance and can save thousands of dollars in energy costs when used in furnace linings and other high-temperature applications. Contact Unifrax to arrange for a furnace audit, including an analysis of furnace-lining performance and energy-saving recommendations. www.unifrax.com
Wisconsin OvenE-Pack Oven UpgradeWisconsin Oven is proud to offer their E-Pack ™ Oven upgrade. This optional energy-efficient package, which includes thicker wall panels, high-efficiency motors, a door limit switch and other energy-saving items, will reduce operating costs, which saves thousands of dollars! Not only will the E-Pack reduce operating costs, your return on investment will be measured in months, not years! A typical payback for the initial investment is in the range of 9-15 months. www.wisoven.com
Ammonia dosing time
Hydrocarbons dosing time
Boos
tDi
ffusio
n
Boos
tDi
ffusio
n
QuenchingTem
pera
ture
, ˚C
120011001000
900800700600500400300200100
0
Downloaded from "www.sholehsanat.ir"

50 JUNE 2015 IndustrialHeating.com
35
40
45
50
55
60
65
MayAprilMarchFebJanDecNovOct.SeptAugJulyJune
35
40
45
50
55
60
65
MayAprilMarchFebJanDecNovOctSeptAugJulyJune
REQUEST FOR QUOTE
BACKLOG
35
40
45
50
55
60
65
MayAprilMarchFebJanDecNovOctSeptAugJulyJune
GENERAL HEALTH
35
40
45
50
55
60
65
MayAprilMarchFebJanDecNovOctSeptAugJulyJune
ORDERS
Values above 50 indicate growth or increase. Values below 50indicate contraction or decrease. To participate in this survey,
please contact Bill Mayer at [email protected]
ECONOMIC INDICATORS
Aug. 16-2013th World Conference onTitaniumSan Diego, Calif.www.tms.org
Sept. 8-1011th China InternationalIndustrial Furnace Expo Beijing, Chinawww.ciifexpo.cn
Sept. 14-16Heat Treat Summit NorthAmerica, hosted by SECO/WARWICK; Erie, Pa.www.secowarwick.com
Sept. 15-17Heat Treatment 2015Moscow, Russiawww.htexporus.com
Sept. 16Heat Treatment CongressBilbao, Spainwww.metalspain.com/TT.htm
Sept. 23-255th International Conference on Distortion Engineering Bremen, Germanywww.distortion-engineering.de/main.html
Oct. 4-7Titanium USA 2015Orlando, Fla. www.titanium.org
Oct. 4-7Euro PM2015 Congress &Exhibition Reims, Francewww.epma.com/pm2015
INDUSTRY EVENTS ProductsThermalProcessing
Process Cooling SystemEMSCOThe HyprCool hybrid process cooling system is designed for avariety of operations. The system’s adiabatic cooling technology applies a fine spray of water only when ambient air temperatures dictate, eliminating seasonal overheating and freezing issues. It also operates without a reservoir of standing water, as usually found in evaporative cooling towers throughout the U.S., thereby ruling out the possibility for bacterial breeding grounds. www.emsco.com
Pre-treated Sintering Furnace BeltCambridge Engineered SolutionsKnuckleback™ Platinum is a new woven T314 stainless steelconveyor belt used in the final sintering stage in powdered-metal production lines that produce parts for automobiles and other industries. The belt life is significantly extended through a pre-oxidation process that provides surface protection to prevent carbon buildup in the furnace and along the edges of the belt. Field tests
have shown that the pre-treating process increases belt life by 25% and reduces operational downtime for belt replacement by more than 18%.www.cambridge-es.com
Vacuum GaugesPfeiffer VacuumIKR gauges cover the pressure range between 1 x 10-2 and 1 x 10-9
mbar. PKR gauges cover the range from atmosphere to 1 x 10-9
mbar. The patented design of the vacuum gauges minimizes stray magnetic fields substantially. This is an important advantage in applications where external magnetic fields would prove disruptive, such as mass spectrometry or electron microscopy. A novel double-chamber design keeps process-related contaminants away from the measurement chamber, while the textured surface of the measurement chamber prevents measuring errors and lapses due to self-sputtering.www.pfeiffer-vacuum.com
3D Inspection SoftwareAMETEK CreaformVXinspect 3D inspection software provides simple integrationfor contact (probing) and noncontact (scanning) measurement in numerous manufacturing applications. The software features all the functionalities required to set up a high-efficiency measurement sequence to inspect multiple parts. www.creaform3D.com
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 51
PARTS • SERVICE • CONSULTINGContact: Becky McClelland • Phone: 412-306-4355 • Fax: 248-502-1076 • [email protected] Rates: Just $130 per month for a single card, $260 for a double card. We’ll post your ad online for an additional $30.
PROFESSIONAL SUPPORT SERVICES TO INDUSTRYTHE HERRING GROUP, INC.
Home of “The Heat Treat Doctor”®
Education/Training - Consulting - Product/Process Analysis - Problem Solving -
Furnace DiagnosticsPh: 630-834-3017; Fx: 630-834-3117
email: [email protected]: www.heat-treat-doctor.com
OEM PARTS SERVICE REBUILDS UPGRADES
YOUR GLOBAL SOURCE FOR QUALITY HEAT TREAT FURNACE PARTS & SERVICE
Call: 248-624-8191Fax: 248-668-9604
Quality Used Heat Treating EquipmentInstallation and Start-Up Services
Appraisal Services Visit www.heattreatequip.com
for current inventoryJohn L. Becker, II • Ph: 734-331-3939
Fax: 734-331-3915 • Cell: 734-516-2814
AFTERMARKET SERVICES• Field Service Installation• Vacuum Leak Testing/Repair• Preventative Maintenance• Used/Rebuilt Furnaces
55 Northeastern Blvd., Nashua, NH 03062Ph: 603-595-7233 • Fax: 603-595-9220
Alan Fostier: [email protected] Demers: [email protected]
CUSTOM HIGH-TEMPERATUREVACUUM FURNACES
www.centorr.com
Used Heat Treating Furnaces and OvensContact: Michael J. Kay
30925 Aurora Road • Solon, OH 44139
Ph: 440-519-3800 • Fax: 440-519-1455Email: [email protected]
Website: www.whkay.com
AftermarketParts, Service & Consulting
INDELECT
Induction HeatingAftermarket Repair ServicesServing Industry Since 1975
• Heater coils• Box and solid cast coils• Magnet coils• Seam Anneal Bars• Inductor Heads• Isolation transformers• Forging coils• Choke coils• Reactor coils
Highly ExperiencedQuality Driven
Prompt Guaranteed102 Industrial Blvd.
PO Box 0220Lone Star, Texas 75668
Phone: 903-656-2518 (24/7)Fax: 903-656-3212
E-mail: [email protected]
Complete Endo, Gas/Plasma Nitriding& Vacuum Furnace Support
• Design, Repair, PM, Debug, Training & SCADA• NADCAP TUS/SAT Calibration & Scan Equip Sales• Control Panels built to UL508 standards • Equip Printed Circuit Board Design/Layout
NELSON ENGINEERINGMark Nelson Ph: 916-989-2569www.nelsonengineering.us
Downloaded from "www.sholehsanat.ir"

52 JUNE 2015 IndustrialHeating.com
CLASSIFIED MARKETPLACE
For $25.00 We Will Post and Link Your Ad Online at www.industrialheating.com
Check out the latest Used Equipment Listings on Facebook and Twitter – #IHUsedEquip
Classified Marketplace$140 per column inch for 1x frequency; $130 for 3x; $115 for 6x; $110 for 12x.Print ad PLUS online posting: Add $30.00Contact Becky McClelland at: Phone: 412-306-4355 • Fax: 248-502-1076eMail: [email protected]
USED EQUIPMENT FOR SALE
BUSINESS OPPORTUNITY
Mowry Enterprises, Inc.New Used Rebuilt Solutions
FOR SALE
www.mowryenterprises.comemail: [email protected]
Phone: 978-808-8634 Fax: 508-845-4769
Abar HR 34: 24 x 24 x 36, graphite hot zone, high vacuum, external quench, 2400˚F, PLC/ touch screen controls, 6 sided heating.
TM 18 x 18 x 30, High vacuum, moly hot zone, stainless steel vessel, pressure quench
Dry Coolers self contained cooling system, 650 GPM: 12 x 8 heated pump station insulated building, process/tower system with plate-frame heat exchanger and filters. Tower mounts above self contained building
Abar HR 26 2 Bar: 2400˚F, 18” x 24” x 36” graphite hot zone, high vacuum, 2 bar pressure quench
Abar HR 46: 30” x 30” x 48”, Moly hot zone, high vac, external quench, 2400˚F
Ipsen 6 BAR, 36 x 36 x 48: graphite hot zone, high vacuum, internal quench, 2400˚F, PLC/ touch screen controls
TM 12 x 12 x 20: graphite hot zone, high vacuum, internal quench, 5 psig positive quench
Seco 48 x 48 bottom load: Moly hot zone, high vacuum, internal quench, all stainless steel vessel
USED EQUIPMENT FOR SALE
USED EQUIPMENT FOR SALE
USED BELT BRAZING FURNACE
SummitProducts Inc.
UsedAtmosphere & Vacuum Furnaces
Phone: (716) [email protected]
FURNACES OVENS & BATHS
• Ammonia Dissociators 250 CFH to 3000 CFH• Endothermic Gas Generators 750 CFH to 7500 CFH• Bell/Lift Off Furnace, Drever, 10’W x 6’H x 35’L, 1650°F, Gas, Atmosphere• Cast Link Belt Line, Rogers Engineering, 4000 pounds per hour, complete line• Box Furnace, McLaughlin Services, 13’8”W x 32”H x 10’L, 2000°F, Gas, Atmosphere• Box Furnace, Beavermatic, 36”W x 30”H x 48”L, 1700°F, Electric, Fiber Lined• Carbottom Furnace, 53”W x 48”H x 72”L, 1400°F, Electric, Fiber Lined• Internal Quench Furnace, Lindberg, 30”W x 30”H x 48”L, 1850°F, Electric, Top Cool• Roller Hearth Furnace, Holcroft, 104”W x 24”H x 51’L, 1600°F, Direct Fired• Vacuum Furnace, Centorr, 12”W x 12”H x 24”L, 1500°C• Vacuum Furnace, Abar Ipsen, 48” diameter x 60”H, Bottom Load, 2400°F• Induction Melting, ALD, 150 kW, 3 kHz, 100 to 300 pound coils• Cabinet Oven, Various Sizes – 31 In Stock• Continuous Ovens – 15 In Stock• Spinner Hanger Shot Blast, Pangborn, 24” diameter x 60”h, 2 – 30 H.P. Wheels• Table Blast, Pangborn, 72” diameter x 40”h, dust collector included• Tumblast, Wheelabrator, 7 Cubic Feet, Manganese Flights, PLC Controls
For a complete inventory listing with photos visit www.fobinc.com
Contact: Jeffrey D. Hynes 248.343.1421 or [email protected]
FOR SALE
INDUSTRIAL HEATING'S Classi ed Marketplace Online:
industrialheating.com/classifi edsUpdated Daily
HEAT TREATING COMPANYFOR SALE
Vacuum Heat Treating IQ Furnace – carb & alloys.Fully functional shop with
active customers.Everything is in place for
business continuity.Complete facility – 6000 sq. .
Nice Building - $289,000
Please Inquire to:Heat Treat Company
46 North Sunset DrivePetersburg, NJ 08270
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 53
CLASSIFIED MARKETPLACE
http://twitter.com/IndHeat or www.industrialheating.com/FB-UsedEquip
USED EQUIPMENT FOR SALE
RF Induction Heat TreatingFACILITY LIQUIDATION8 Oscillator Machines 450 Khz and 480 Volts as follows:• 100 KW Ajax Magnethermic, 80 KW Welduction• 35 and 40 KW Westinghouse, 25 KW Lynburg• Parts Machines 75 and 30 KW Welduction• TSS 40 Ton Cooling Tower, 2 20 KV Hypots• SS Quench Tanks, Conveyorized Parts Washer• 3 Feedall Conveyors tooled for 1Z2 shafts• 7 C Scale and one Tukon Hardness Testers• Grieve Car Bottom 3’ x 3’ x 5’ 500 degree• 1 New Age Gear Flank C Scale Tester
Call or email for pictures and more informationEmail: [email protected] • Phone: 517-764-6030
LIQUIDATIONFOR SALE
Cleveland, OHPh: 440-519-3800Email: [email protected]
Two Rotary Hearth Furnaces• FIRST: 3' Wide Table• SECOND: 2' Wide Table
BOTH • Electric "Atmosphere Capable" • 1850˚F; Radiant Tube • Ceramic Fiber Lined • Recently Rebuilt
Excellent, Operational Condition
42056 Michigan Avenue. Canton, MI 48188Phone: 734-331-3939 • Fax: 734-331-3915
E-mail: [email protected]
FOR SALE
VACUUM PUMPSSALES AND SERVICE
CASHVAC INC.• 25 years experience• Guaranteed rebuilding• Warrantied service• OEM replacement parts• New and used pump sales
All makes and models
• FREE ESTIMATESAND DELIVERY
TOLL FREE: 1-800-397-1600Specializing in Stokes Vacuum Pumps
Factory TrainedStokes Pumps/Blowers
Online at: www.industrialheating.com
Batch / Box Furnaces C0023 Wisconsin Oven Batch/Temper Furnace, 36"W x 48"D x 36"H,
1250°F, gas-firedV1010 Dow Batch Furnace, 30”W x 20”H x 48”L, 1250ºF, gas-firedV1014 Lindberg Box Cyclone Furnace, 30"W x 24"H x 72"L, 1200ºF,
electricV1064 Seco Warwick Batch/Box Temper Furnace, 48"W x 48"H x 72"D, 1250°F, electricV1065 Seco Warwick Batch/Box Temper Furnace, 75"W x 60"H x 120"D, 1250°F, electric
Batch / Box High-Temp Furnaces C0007 JL Becker Box Furnace with atmosphere, 72"W x 72"H x 72"L, 1650ºF, gas-firedU3556 Pacific Industrial Box Furnace, 24”W x 18”H x 36”L, 2800ºF,
electricU3603 Atmosphere Furnace Batch Temper Furnace, 42"W x 30"H x 58"D, 1600ºF, gas-firedV1013 Thermolyne Furnace, Hi Temp, Front Door Loading, 10"W x 9"H x 14"L, 2000ºF, electricV1024 PIFCO Temper Furnace, Skid Hearth, 36”W x 48”L x 30”H,
1300ºF, electricV1049 Surface Combustion Temper Furnace, 87"W x 36"H x 87"L,
1350°F, gas-firedV1067 Seco Warwick High-Temp Box Furnace, 24"W x 24"H x 36"D,
1800°F, electric
Batch Oil Quench Furnaces
V1068 Surface Combustion Batch/Oil Quench Furnace, 30"W x 30"H x 48"D, 1800°F, electric
Car Bottom Furnaces V1040 Despatch Car Bottom Furnace, Dual-Door, Straight-Thru,
12'W x 5'H x 12'D, 700ºF, electric
Drop Bottom Furnaces
U3543 Despatch Drop Bottom Furnace, 4’W x 4’H x 6’L, 1200ºF, electric
Internal Quench Furnaces
U3569 Surface Combustion IQ Furnace, 24”W x 18”H x 36”D, 1750ºF, gas-fired
U3606 Dow/AFC IQ Furnace, 30"W x 48"L x 24"H, 1850°F, gas-firedU3611 Surface Combustion IQ Furnace, Top-Cool, 36-48-36,
1950°F, gas-firedU3619 Surface Combustion IQ Furnace, 30"W x 30"H x 48"D,
1750ºF, gas-firedU3620 Ipsen Straight-Thru IQ Furnace, 24”W x 18”H x 36”D,
1850°F, gas-firedV1046 Surface Combustion IQ Furnace, 87"W x 36"H x 87"L,
1850°F, gas-firedV1047 Surface Combustion IQ Furnace, 62"W x 36"H x 62"L,
1850°F, gas-firedV1048 Surface Combustion IQ Furnace, 62"W x 36"H x 62"L,
1850°F, gas-firedV1062 Surface Combustion Super IQ Furnace, 36”W x 36”H x 72”D,
1950°F, gas-fired
Mesh Belt Brazing Furnaces
U3310 Lindberg Mesh Belt Brazing Furnace, 18”W x 11"H x 11’L, 2100ºF, electric
U3529 CI Hayes Mesh Belt Brazing Furnace, 18"W X 6"H, 2100ºF, electric
U3580 JL Becker Mesh Belt Brazing Furnace, 14"W x 6"H x 8'L, 2100ºF, electric
U3592 JL Becker Mesh Belt Brazing Furnace, 12"W x 6"H, 2100ºF, electric
V1035 Seco Warwick Mesh Belt Brazing Furnace, 18”W x 12”H x 8'L, 2100ºF, electric
Mesh Belt Tempering Furnaces
C0010 Despatch Mesh Belt Tempering Furnace, 57"W x 14"H x 20' L, 1000ºF, gas-firedC0021 Sunbeam Mesh Belt Temper Furnace, 24”W x 8”H x 10’L,
1050°F, gas-firedC0022 AGF Mesh Belt Temper Furnace, 30"W x 20"L, 1100°F, gas-firedV1022 Surface Combustion Mesh Belt Tempering Furnace, 42”W x 12”H x 36'L, 1350ºF, gas-fired
Pit Furnaces
U3547 Lindberg Pit/Carborizer Furnace, 48” dia x 60” deep, 1850ºF, gas-firedU3549 Lindberg Pit/Temper Furnace, 48” dia x 60” deep, 1250°F,
gas-fired
Roller Hearth Furnaces
C0025 Park Thermal Batch Temper Roller Hearth Furnace, 36”W x 30”H X 72”L, 1250ºF, gas-firedU3550 PIFCO Powered Roller Hearth Temper Furnace, 21"W x 16"H x 10'L, electricV1009 Ipsen Continuous Temper Furnace, 24”W x 18”H x 10’L,
1350ºF, electric Steam Tempering Furnace
U3616 Degussa Durferrit Steam Tempering Furnace, 24" dia x 48"D, 1200ºF
Vacuum Furnaces
C0013 CI Hayes Oil Quench Vacuum Furnace, 24"W x 18"H x 36"D, electric
C0019 Surface Combustion Vacuum Temper Furnace, 36"W x 24"H x 48"L, 1350°F, electricC0027 Pacific Scientific Vacuum Temper Furnace, 24”W x 24”H x 36”D, 1450ºF, electricU3612 AVS Vacuum Annealing Furnace, 18"W x 12"H x 24"D,
2400ºF, electricV1004 CI Hayes Vacuum Furnace, Oil Quench, 18”W x 12”H x 30”L,
2400°F, electricV1054 Seco Warwick Horizontal Vacuum Furnace, 30" wide x 16" high x 30" deep, 2400ºF, electricV1058 GM Enterprises VHF-701 Vacuum Furnace, 48"W x 48"H x 60"L, 2500°F, electric
Endothermic Gas Generators
C0034 JL Becker Gas Generator - 8,000 CFH EndoU3496 Surface Combustion Gas Generator - 5,600 CFH EndoU3594 Atmosphere Furnace Gas Generator, 3,000 CFH EndoV1021 Surface Combustion Gas Generator - 2,400 CFH EndoV3512 Surface Combustion Gas Generator - 5,600 CFH Endo
Exothermic Gas Generators
U3581 CI Hayes Gas Generator - 4,000 CFH ExoU3593 JL Becker Exothermic Gas Generator, 2,500 CFH with gas
dryerV1036 Seco Warwick Gas Generator - 3,000 CFH Exo
Material Handling - Conveyors
U3565 Conveyor - Roller: 48”W x 20’L
Ovens - Cabinet
C0037 Grieve Cabinet Oven, 36"W x 36"L x 36"H, 650°F, electricU020 Blue-M Oven/Ref, 20”W x 20”H x 18”D, (-4°F/400°F)
Ovens - Walk-In
C0035 Park Thermal Walk-In Oven, 48"W x 60"L x 48"H, 500°F, electric
C0036 Grieve Walk-In Oven, 48"W x 48"L x 60"H, 500°F, electricC0038 Despatch Walk-In Oven, 54"W x 108"L x 72"H, 500°F, electricC0039 Gehnrich Walk-In Oven, 72"W x 96"L x 72"H, 400°F, electric
Blowers
U018 Twin City Blower - 20 HPU027 Twin City Blower - 5 HPU029 Blower
Charge Cars
V1043 Surface Combustion Charge Car, Double-EndedV1051 Surface Combustion Charge Car, DEDPER, 87"W x 87"L
Compressors
U019 Spencer Turbo Compressor - 1.5 HPU023 Spencer Turbo Compressor
Heat Exchanger Systems
U030 Graham Systems Heat Exchanger - Plate
Water Cooling Systems
U3404 JL Becker Cooling Tower with Tank: Tower: 51”W x 64”H x 36”L, Tank: 72”W x 66”H x 84”LU3405 JL Becker Cooling TowerU3595 JL Becker 2-Tank Water Cooling System, 2 Dayton 1HP
Motors
Washers
U3564 Holcroft Batch Washer, 36”W x 72”H x 36”L, gas-firedV1052 Surface Combustion BIQ Washer, 87"W x 36"H x 87"L, 180°F,
gas-fired
Transformers
Extensive inventory of all types of transformers for any and all applications
Baskets & Boxes
Extensive inventory of heat treat baskets and boxes
For Miscellaneous Parts Inventory and Complete Equipment Listings visit www.heattreatequip.com
Downloaded from "www.sholehsanat.ir"

54 JUNE 2015 IndustrialHeating.com
CLASSIFIED MARKETPLACE
Check out the latest Used Equipment Listings on Facebook and Twitter – #IHUsedEquip
VACUUMFURNACES SALE
• VFS 24 x 36 x 24, 2500F, 2 BARR• Elatec 24"W x 36"L x 18"H, 4000˚F• Ipsen 524, 24" x 36" x 24", 2400˚F• SECO 36" x 120" x 36" 2400˚F• GH Induction Atmospheres, 12" dia. x 17" H, bottom load, diff pump and mechanical• AFC/Holcroft austemper lines, loader,
furnace, salt quench, washer, 2 available• WEBBER freezer, -110F,
72"W x 48"D x 48"FB
Website: www.consequip.comPhone: 810-966-1500
Email: [email protected]
EQUIPMENT COMPANY
511964 YEARS 2015
Cel
ebra
ting our 51st Year
FOR SALE
FOR SALE
––––– ATMOSPHERE GENERATORS –––––500CFH Endothermic Lindberg (air) Gas750CFH Endothermic Ipsen Gas1000CFH Ammonia Dissoc. Lindberg Elec1000CFH Exothermic Gas Atmos. Gas1500CFH Endothermic - Ipsen Gas2000CFH Ammonia Dissoc. Drever (3) Elec3000CFH Endothermic Lindberg (3) - Air Gas3600CFH Endothermic Surface (2) Gas5600CFH Endothermic Surface (3) Gas6000CFH Exothermic Sunbeam Gas6000CFH Gas Atmos. Nitrogen Generator Gas15,000CFH Exothermic Great Lakes (1998) Gas
–––––––––– BOX FURNACES ––––––––––12" × 24" × 8" Lucifer Up/Down (Muffl e) Elec 2100°F12" × 24" × 10" Lindberg (Atmos.) Elec 2000°F12" × 24" × 10" Lindberg (Atmos.) Elec 2500°F12" × 24" × 12" Hevi Duty (2) Elec 1950°F12" × 32" × 12" L&L Retort Elec 2100°F 13" × 24" × 12" Electra Up/Down Elec 2000°F16" × 24" × 15" C/K (Atmos) Elec 2300°F17" × 14.5" × 12" L&L (New) Elec 2350°F18" x 30" x 13" Hevi-Duty Elec 1850°F18" x 36" x 18" Lindberg (Fan) Elec 1850°F20" x 48" x 12" Hoskins Elec 2000°F22" x 36" x 17" Lindberg (Retort) Elec 2050°F24" × 42"× 14" Hevi-Duty Elec 2300°F24" × 48"× 24" Hevi-Duty Elec 2350°F31" × 102"× 60" KF-Shuttle Kiln Elec 2250°F36" × 72"× 42" Eisenmann (Car) Gas 3100°F48" × 54"× 52" CFF Shuttle Kiln Elec 2250°F45" × 112"× 60" CSI Car Bottom Gas 2350°F64"×180"×68" Swindell-Dress. Car Bottom Gas 2350°F96"×360"×48" Sauder "Autotilt" Elec 1400°F126"×420"×72" Drever "Lift-Off" (2) Gas 1450°F
–––––––––– PIT FURNACES ––––––––––14" Dia × 60"D Procedyne Fluid Bed Elec 1850°F38" Dia x 48" Lindberg (1991) Elec 1400°F40" Dia × 60"D L&N (steam) (2) Elec 1200°F48" Dia × 48"D Lindberg (Atmosphere) Elec 1850°F
––––––––– VACUUM FURNACES –––––––––15" × 24" x 10" Ipsen - VFC 224 Elec 2400°F24" × 36" x 18" Hayes (Oil Quench) Elec 2400°F24" × 36" x 24" Vacuum Indust. Elec 2400°F36" × 48" x 24" Surface (Temper) Elec 1350°F36" × 48" x 36" Ipsen (Alum Brazing) Elec 1400°F36" × 48" x 36" Ipsen (6 Bar) Elec 2200°F48" × 60" Ipsen Bottom Load Elec 2400°F
–––– INTEGRAL QUENCH FURNACES ––––24" × 36" × 18" Ipsen (T-4) (2) Gas 1850°F30" × 48" × 30" Surface Elec 1750°F
––––––– BELT FURNACES/OVENS –––––––5" × 36" × 2" BTU(Inert) Elec 1922°F36" × 18' × 6" OSI Gas 1250°F 48" × 16' × 10" Holcroft Gas 500°F 60" × 40' × 14" GE Roller Hearth (Atmos) Elec 1650°F 60" × 40' × 14" Wellman Roller Hearth (Atmos) Elec 1650°F 60" × 25' × 12" AFC (2000) Gas 500°F
–––––––––– MISCELLANEOUS –––––––––Combustion Air Blowers (All sizes)24" × 36" × 12" Ipsen Washer (Dunk) Elec36" × 48" × 30" Holcroft "D&S" Washer Elec24" × 36" × 24" Salt Quench Tanks (2) Elec 1000°FWilson Hardness Testers (Superfi cial)(2) Bell & Gossett "Shell & Tube" Heat Exchangers24" x 36" x 24" Lindberg "Cooldown" Chamber36" x 48" AFC Charge Car (D.E.) ElecAFC Pusher Line (Atmos.) Gas 1750˚F 48" x 48" x 48" Quench Tank w/Cooler 24" Wide Table – Rotary Hearth (Atmos.) Elec 1850˚F36" Wide Table – Rotary Hearth (Atmos.) Elec 1850˚F
––––––– OVENS/BOX TEMPERING ––––––8" × 18" × 8" Lucifer Elec 1250°F12" × 16" × 18" Lindberg (3) Elec 1250°F12" × 24" × 12" Lucifer Elec 1250°F12" × 18" × 12" Lindberg Elec 1400°F14" × 14" × 14" Blue-M Elec 1050°F14" × 14" × 14" Gruenberg (2) Elec 1200°F14" × 14" × 14" Blue-M Elec 650°F14" × 14" × 14" Gruenberg (solvent) Elec 450°F15" × 24" × 12" Sunbeam (N2) Elec 1200°F20" × 18" × 20" Blue-M Elec 400°F20" × 18" × 20" Despatch Elec 650°F20" × 18" × 20" Blue-M Elec 650°F20" × 18" × 20" Blue-M (2) Elec 800°F20" × 20" × 20" Grieve Elec 1250°F24" × 20" × 20" Blue-M Electric 1000°F24" × 26" × 24" Grieve Gas 500°F24" × 24" × 18" Lindberg Elec 1250°F24" × 24" × 36" New England Elec 800°F24" × 24" × 48" Blue-M Elec 600°F24" × 36" × 24" Demtec (N2) Elec 500°F24" × 36" × 24" Trent Elec 1400°F25" × 20" × 18" Grieve Elec 550°F25" × 20" × 20" Blue-M Elec 650°F24" × 36" × 48" Gruenberg (2) Elec 500°F25" × 20" × 20" Blue-M (Inert) Elec 1100°F26" × 26" × 38" Grieve (2) Elec 850°F28" × 48" × 28" Wisconsin Elec 800°F30" × 30" × 30" Hevi Duty Elec 1500°F30" × 38" × 48" Gruenberg (Inert) (2) Elec 450°F30" × 48" × 30" Surface Elec 1250°F30" × 48" × 30" Lindberg (Atmos.) Elec 1400°F36" × 48" × 36" Wisconsin (Inert) Elec 1250°F36" × 36" × 36" Steelman Burn-off Gas 850°F36" × 36" × 60" Grieve Elec 350°F36" × 36" × 72" Despatch Elec 500°F36" × 60" × 36" CEC (2) Elec 650°F36" × 84" × 36" Lindberg (1996) Gas 800°F38" × 38" × 38" Grieve (Stainless) Elec 1250°F40" × 240" × 42" Moco Tunnel Oven Elec 450°F48" × 48" × 48" L&L Mfg. (Retort) Elec 1100°F48" × 72" × 48" Grieve (Inert) Gas 1000°F48" × 48" × 60" Blue-M Elec 600°F48" × 48" × 60" Gasmac Burn-off (2) Gas 850°F48" × 48" × 72" Despatch Elec 500°F54" × 48" × 60" Steelman Gas 450°F54" × 72" × 72" Grieve Elec 500°F54" × 72" × 72" Lindberg Elec 750°F54" × 48" × 84" Grieve Elec 450°F68" × 30" × 66" Grieve Elec 350°F 108" × 96" × 65" Eisenmann (4) Gas 1200°F 96" × 360" × 48" Sauder "Autotilt" Elec 1400°F 108" × 240" × 120" Jensen (Solvent) Gas 500°F
Since 1936
HeavyCarbonCompany
Using a Tired CARBURIZING Atmosphere?
HEAVY CARBON CO.
Please ask for details:[email protected]
Booth #114 – ASM/AGMA Show • COBO Ctr., Detroit • Oct. 2015
Do more than just adding enriching gas to an endogas atmosphere to create a dead
1.0%C carburizing atmosphere
More Bang For Your Buck!!!Use the endocarb system for a highly
reactive atmosphere create clean 1.5% Carbon Potential for faster,
higher quality work
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 55
CLASSIFIED MARKETPLACE
http://twitter.com/IndHeat or www.industrialheating.com/FB-UsedEquip
Equipment for SaleIMMACULATE EQUIPMENT
Gas Fired Radiant Tube Car Bottom Furnaces
Quantity (2), 7’ W x 7’ H x 18’ long approx., complete with load cart, 35,000lbs capacity, 1,200°F c/w re-circ. Fan, New York blower, vertical rising door & controls.
VFS Horizontal Vacuum Furnace, 24” W x 24” H x 36” L, max temp. 2,500°F, 1,000lbs load capacity c/w Stokes 412 Pump, Stokes 615 Booster, Graform Graphite heating elements, gas cooling fan & controls.
A&A Furnace
Car Bottom Furnace, 7’6” W x 9’ H x 18’ L, max temp. 1,400°F, 30,000lbs load capacity, 4,000,000 BTUH, c/w powered car, re-circ. fan & controls.
J.L. BECKER
Car Bottom Furnace, 68” W x 72” H 10’ L, max temp. 1,800°F c/w powered car & controls.
HOLCROFT
Integral Quench Furnace System, 36” W x 48” H x 30” L c/w Temper Furnace, Washer, Charge Car, Endo Generators & Controls.
HOLCROFT
Integral Quench Furnace System, 30” W x 48” H x 24” L c/w Temper Furnaces (2), Spray Washer, Charge Car, Endo Generator & Controls.
Surface Combustion
Integral Quench Furnaces (2), 30” W x 24” H x 48”L, Max Temp 1,750° F, 1,000,000 BTUH, Trident Tubes, Endo/Natural Gas/Ammonia, SSI Atmosphere Controllers, SS1 Gold Probes, Oil Filters and SBS Coolers. System complete with a Gas Fired Temper, Washer and Charge Car.
Surface Combustion
Electric Batch/Oil Quench Furnace, 30” W x 30” H x 48”L, Max. Temp. 1,950°F, System 1 Rear Handler, 3500 Gal. Quench Tank, 2 Agitators & Controls
Seco/Warwick
Electric Box Furnace, 48” W x 48” H x 72” L, Max Temp 1250°F, Powered Rollers, Load/Unload Table and Controls.
IMMACULATE EQUIPMENT
Seco/Warwick
Electric Box Furnace, 75” W x 60” H x 120” L, Max Temp 1,250°F, Powered Rollers, Load/Unload Table & Controls.
Seco/Warwick
High Temperature Electric Furnace, 24” W x 24”H x 36” L, Max. Temp. 1,800°F, Powered Rollers, Load/Unload Table & Controls .
G-M Enterprises
Horizontal Vacuum Furnace, 48” W x 48” H x 60” L, Max. Temp. 2,500°F c/w Stokes 412, Roots 615 Blower, Varian 32” Diffusion, Spencer 50 HP Blower & Heat Exchanger.
Surface Combustion
Integral Quench Furnaces (Quantity 2), 8,000 lb. payload each, 62” W x 62” L x 36” H, Max. Temp. 1,850°F, 4,600,000 BTUH, 9,500 Gallons, 2 Agitators, Eclipse Burners, 2 Rear Handler & Controls with PLC.
Surface Combustion
Integral Quench furnace, 10,000 lb. payload, 87” W x 87” L x 36” H, 1,850°F, 4,600,000 BTUH, 12,500 Gallons, 6 Agitators, Eclipse Burners, 3 Rear Handlers & controls with PLC.
Surface Combustion
Wash/Rinse/Dry, 87” W x 87” L x 36” H, Max. Temp. 180°F, 1,500,000 BTUH, Oil Skimmer and Controls.
Surface Combustion
Atmosphere Temper Furnace, 87” W x 87” L x 36” H, Max. Temp. 1,350°F, 1,500,000 BTUH, Eclipse Burners, Combustion Blower, 2 Re-Circulation Fans & Controls with PLC.
Surface Combustion
Double Ended Charge Car, 87” W x 87” L, Auto. Double Positioning, Extended Reach and A/B Controls.
Surface Combustion (Excellent Condition)
Integral Quench Furnaces, 5000 lb. payload each, 36”w x 36”h x 72”l, recuperated rear handler and controls.
SPECIAL OFFER
Wisconsin Oven (Mint Condition)
Natural Gas Fired Walk In Ovens (Quantity 2), 6’ Wide x 6’ High x 33’ long, Max. Temp. 800°F, 1,000 BTU per cubic foot, vertical lift, pneumatically operated door at each end, digital Honeywell Controller, Honeywell 10” Circular Chart Recorder, digital Barber Coleman High Limit Controller, c/w Load Cart 5’4” W x 25’ long.
Harrop
Glo Bar Furnace, 18”W x 30” L x 18” H, electric, Max. Temp. 2,400°F, Barber Coleman Hi Limit & programmable Temp. Controller, L & N Strip Chart Recorder, 2 sets of Tap Switches for upper, middle & lower heaters
North American
Slot Furnace, 48” W x 6” H x 30” L, Gas, c/w with Combustion Blower and 2 North American Burners, 2 Control Panels.
Process Industrial Machinery
Typhoon Washer, 48” Dia. x 6’ H, Wash Tank capacity 420 US Gallons, Rinse Tank capacity 200 US Gallons, Turntable Capacity 1,000 lbs, Control Panel, front loading Door.
Park Thermal
Batch Oven, 48” W x 48” H x 33' L, Max. Temp 500°F, Natural Gas, 175,000 BTUH, Fuji Controller and Hi Limit
Park Thermal
Batch Oven, 48” W x 48” H, x 48” L, Max. Temp 550°F, Natural Gas, 250,000 BTU’s, Control Panel & all necessary Controls
SFE
Cyclone Pit Furnace, 28” W x 96” Deep, Max. Temp. 1400°F, 500,000 BTUH.
Park Thermal International (1996) Corp.257 Elmwood Ave #300, Buffalo, NY 14222 and62 Todd Road, Georgetown Ontario L7G 4R7Toll Free: 877-834-4328 • Fax: [email protected]: www.parkthermal.com
2 Locations to Better Serve You
Note: We have over 500 pieces of equipment in stock. If your needs are not listed above, please let us know and we will locate a furnace/oven to suit your needs.
Downloaded from "www.sholehsanat.ir"

56 JUNE 2015 IndustrialHeating.com
CLASSIFIED MARKETPLACE
Check out the latest Used Equipment Listings on Facebook and Twitter – #IHUsedEquip
FOR SALE
FOR SALE
EQUIPMENT FOR SALE
EQUIPMENT FOR SALE
Heat Treat Equipment 42056 Michigan Ave., Canton, MI 48188 • John L. Becker, IIPh: 734-331-3939 • Fax: 734-331-3915 • Email: [email protected]
U-3611 Surface Combustion IQ Super Allcase - 36x48x36
• Manufacture: Surface Combustion
• Type: IQ Furnace with top-cool heat exchanger
• Serial No.: BC-43055-01• Fuel: Natural Gas• Heating: Trident tubes,
Eclipse burners• Max Fuel Demand: 2940 CFH• Max Temp: 1950°F• Power: 460 V, 3-phase, 60
Hz, 110 KW• Working Dim’s: 36” wide x
48” deep x 36” high• Flow Meters: (1) air, (1)
natural gas, (1) endo• General: System One rear
handler, Carbon control
V-1058 GM Enterprises Vacuum Furnace2-Bar - 48x60x48
• Manufacture: GM Enterprises• Type: Horizontal Vacuum
Furnace – 2-Bar• Model: VHF-701• Serial No.: 1982 (built 9/25/90)• Load Capacity: 5,000 pounds• Operating Range: 10-5 TORR• Max Temp: 2500°F• Power: 480 V, 3-phase, 60 Hz• Working Dim’s: 48” wide x
60” deep x 48” high• Pumps: Stokes 412; Roots
615 Blower, Varian 32” Diffy• General: Round Hot Zone,
Moly Elements
V-1062 - Surface Combustion IQ Super 36 Allcase - 36x72x36
• Fuel: Natural Gas• Max Fuel Demand: 3750 CFH• Heating: Trident tubes,
Eclipse burners• Max Temp: 1950°F• Power: 480 V, 3-phase, 60
Hz, 110 KW• Working Dim’s: 36” wide x
72” deep x 36” high• Quench Tank: 5,000 gallon
capacity• Flow Meters: air, natural gas,
endo, nitrogen, ammonia• Controls: Casemate®
Controller• Includes: System One
automatic internal handling
Surface Combustion IQ’s & GM Enterprises Vacuum Available “As Is” or Refurbished
FURNACES OVENS & BATHSFor a complete inventory listing with photos visit www.fobinc.com
Contact: Jeffrey D. Hynes 248.343.1421 or [email protected]
FOR SALE4000 Pounds/Hr. Cast Link Belt Line (Built by Rogers Engineering)Complete Line consisting of the following:• Hardening Furnace 1750°F• Temper/Anneal Furnace 1650°F• 5600 CFH Endo Gas Generator• SBS Air to Oil Heat Exchanger• Gas Fired Washer
INDUSTRIALHEATING'S
CLASSIFIEDMARKETPLACE:
www.industrialheating.com/classifieds
to nd out how the can help you target qualied
job candidates!
UPDATEDDAILY
Downloaded from "www.sholehsanat.ir"

IndustrialHeating.com JUNE 2015 57
CLASSIFIED MARKETPLACE
http://twitter.com/IndHeat or www.industrialheating.com/FB-UsedEquip
*Diff
eren
t*D
iffer
ent L
engt
hs L
engt
hs L
engt
hs A
vaila
ble
Ava
ilabl
e
NEW DESIGN
283 East Hellen Road • Palatine, IL 60067Tel: 847.202.0000 • Fax: 847.202.0004www.duffycompany.com
*We offer both designs
• Improved Performance• Longer Life• Larger Gap• Floating Spark• Direct Replacement Call for model/ pricing information
SPARK IGNITER New Design
Used for the automatic ignition of recuperative burner systems.
PHOENIXINDUCTION CORPORATION
Qualified Induction Specialists with over 90 years of combined experience, providing on site:
• Troubleshooting “down” equipment• Quality preventative maintenance• Acid flushing, thermal imaging & analysis• Large inventory of OEM parts, as well as
other manufacturers, AJAX*, AIH*, Bone Frontier*, IEH*, and Robot *
• 24/7/365 days a year emergency phone support
Call: [email protected] mwww.phoenixinduction.com*Registered trademarks of their respective compan
Moist Creamy Putty Just Apply and Let DryBonds Most Materials
Resists Chemicals, Electricity, Molten Metals
and Abrasion
High TemperatureAdhesive & Sealant
[email protected] • 718-788-5533
2300˚F
SERVICESFOR SALEFOR SALE
INDUSTRIAL HEATINGREPRINT PLAQUES ARE NOW AVAILABLE
Contact Becky McClelland at 412-306-4355 or [email protected]
An excellent marketing opportunity! If it’s been printed in Industrial Heating, you can have it reprinted by Industrial Heating. Feature Articles, Technology Spotlights, MTI or IHEA Profi les,Literature Features, and much more. Customize your reprints with your company’s ad, special message or even the cover of Industrial Heating. Contact Becky McClelland at 412-306-4355
18 JANUARY 2015 IndustrialHeating.com
MTI PROFILE
CM has been in the industrial furnace business for quite some time. To be precise, ECM Technologies started manufacturing heat-treating furnaces in 1928.
Since that time, ECM personnel have always been committed to extending their knowledge in the field of temperature control, high pressures, vacuum, the behavior of materials and the quality construction of furnaces. This expertise has always been enriched by our close partnership with furnace users, engineers, heat-treat engineers and developers. Today, more than eight decades after the first furnace was built, our knowledge base is at the core of all of our customers’ heat-treating equipment. It is this concern for caring and listening, combined with our passion for our profession, that has forged ECM Technologies and its subsidiaries ECM USA, ECM CHINA and ECM INDIA to a high level of spirited innovation. With this innovative spirit comes the diligence to provide new products in this ever-changing market. We have mastered our products over the last 20 years, especially our low-pressure vacuum carburizing (LPC) systems. These systems have been successfully integrated in more than 190 installations, providing millions of carburized parts and years of equipment and process reliability. This level of supply has catapulted ECM
to become the world leader in LPC furnace supply and technology. This leadership includes the responsibility to provide state-of-the-art equipment and processes. This equipment has not only advanced LPC with our patented INFRACARB process, but it has allowed for vacuum oil quenching and the integration of 20-bar high-pressure gas-quenching capabilities. Gas-quenching technology has advanced to daily industrial use of standard steels with large loads. ECM has also created processes to increase fatigue life and wear resistance using readily available and plentiful nitrogen. We offer technical benefits that provide more effective, reproducible and efficient heat treatments that comply with the applicable standards. Economic benefits can be due to shorter cycles and the integration of the heat treatment into the part f low or manufacturing cell. ECM USA’s in-house technical resources include an engineering design office using CAD, a welding shop for vacuum and pressure vessels and a metallurgy laboratory. These industrial choices guarantee our autonomy and the peerless quality of the systems we sell. ECM Technologies’ expertise is available for every customer, wherever they are, to ensure they get the best from their systems. Our field service can provide “as needed” solutions. Remote assistance has been set up to accelerate and facilitate service on most systems. Everyone on our teams contributes to the quality of the furnaces you buy. From the first draft specifications to production, each step is hallmarked by quality. Individual expertise and collective effort drive our success. Visit www.ecm-usa.com for more information on ECM USA.
ECM USA World Leader in LPC Technology
MTI Metal Treating Institute
904-249-0448www.HeatTreat.net
E
MTI Profile.indd 18 12/18/14 4:32 PM
54 FEBRUARY 2015 IndustrialHeating.com
LITERATURE & WEBSITE SHOWCASE
Combustion SafeguardsProtection Controls Inc.This comprehensive Service Manual covers all PROTECTOFIER combustion safeguard units. It provides important and valuable information on installation, service guides, testing and troubleshooting as well as specifications, features and application on Protection Controls’ single and multi-burner units. For a free copy, fax 847-674-7009.www.protectioncontrolsinc.com
Industrial Combustion Solutions Fives North American CombustionFives North American Combustion is com-mitted to providing innovative solutions in combustion through world-class technology, products, furnaces and services. As one of the foremost suppliers of combustion systems worldwide, we offer a comprehensive array of burners, flow control products, process con-trols, installation and engineering services along with life-cycle support.www.fivesgroup.com
Induction Heating Systems Ajax TOCCO Magnethermic CorporationAjax TOCCO Magnethermic Corporation is a world leader in the induction heating, melting and forging industries. Our proven applications include brazing, annealing, hardening, tempering, seam annealing, shrink fitting, curing, forging and melting. www.ajaxtocco.com
FurnacesCan-Eng FurnacesSince 1964, Can-Eng has been designing and manufacturing industrial heat-treating equipment for commercial and captive heat treaters, stamping and fastener companies, automotive component producers, the iron and steel industries, and aluminum foundries. Take a closer look at the systems we have to offer. For more information, call 905-356-1327. www.can-eng.com
Electric Heating ElementsCustom Electric Manufacturing Co.A new 44-page catalog describes electric heating elements for applications includ-ing die casting, heat treating and forging. Topics including element design, alloy selection, operating temperatures and power ratings are all covered. Our ele-ments, which are designed for all styles of furnaces and ovens, are used worldwide by leading manufacturers.www.custom-electric.com
Radiant TubesINEX Incorporated INEX Incorporated offers a line of silicon/silicon carbide radiant tubes capable of tem-peratures of 2450°F. These tubes have been in use in heat-treat furnaces since 1988 and have proven that their superior performance and long life can significantly reduce mainte-nance and operating costs.www.inexinc.net
Hexoloy Silicon CarbideSaint-Gobain CeramicsSaint-Gobain Ceramics' new brochure offers a comprehensive overview of its line of ceramic materials for high-performance applications, including Hexoloy® sintered silicon carbide, Norbide® hot-pressed boron carbide and Noralide® NBD-200 hot-pressed silicon nitride. Content includes technical information and fabrication processes. Call 716-278-6233 for more information. www.hexoloy.com
ZeroFlow NitridingSECO/WARWICK Corp.The ZeroFlow method is based upon performing the nitriding process with the use of a single-component atmosphere, raw ammonia (NH3). The adjustment of nitriding atmosphere chemical composition, therefore the control of Nitriding potential Np, is performed by a temporary stop and reactivation of the NH feeding into the furnace. E-mail [email protected] for more information. www.secowarwick.com
InsulationUnifrax I LLCFoamfrax™ insulation offers exceptional energy savings, installation speed and lining performance for upgrades of existing fiber linings, lining over refractory, and furnace lining patches or refits. It can be gunned directly onto metal, refractory or fiber surfaces and installed at rates in excess of 1,000 board feet/hour. www.unifrax.com
High-Temperature InsulationKurehaKureha’s high-temperature graphite and carbon insulation can be tailored to meet your specific needs. Our product line includes rigid short fiber, rigid long fiber and soft felt insulation. Being a manufacturer of all three types of insulation sets us apart and ensures that we have the product for you.www.kureha.com
02-2015 by category.indd 54 1/21/15 2:33 PM
IndustrialHeating.com JANUARY 2015 17
IHEA PROFILE
f you’re looking for combustion safeguards, look no further than Skokie, Ill. Why, you ask? Because that’s where Protection Controls Inc. (PCI) calls home. PCI is the only company whose primary
product is combustion safeguards. It’s been that way since 1953, when Bob and Jim Yates founded the company. Bob held several patents in the 1940s for inventing the f lame rectification principle, which says that the f lame actually conducts electrical current and rectifies AC current to DC current. This principle is still in use today since f lame rods are the most popular method of sensing f lames in industrial burners. Some things, like the f lame rectification principle, never change. PCI, for example, is still owned by the Yates family 60 years after it first opened. Douglas and Bruce handle the day-to-day management of the company, which currently has 30 employees. PCI’s signature product is the Protectofier combustion safeguard. This device provides continuous, automatic protection against the buildup of combustible fuel mixtures due to f lame failure or other faults in furnaces, ovens, boilers and other heating equipment. Protectofiers are used in any application where gas or oil burners are used. This includes heat-treating furnaces, paper and textile dryers, glass and brick kilns, dryers, air make-up heaters, thermal oxidizers and afterburners, crematories and many more. The system can monitor one or more burners, and it
will respond to the presence or absence of f lame (via the f lame rectification principle). PCI makes single and multi-burner Protectofiers, and they all use the same interchangeable plug-in amplifiers and relays. High signal strength provides an advantage over the competition. Protectofiers work with either flame-rod flame sensors, ultraviolet scanners or both. The company also provides Protectal Unified standard and customized control panels for single and multi-burner combustion. Custom control panels are engineered to meet specific operating and safety requirements. PCI, as an industry leader, is continuing to innovate and develop new products. This longtime IHEA member recently introduced the unique and revolutionary dual/redundant self-check ultraviolet f lame sensor and combustion safeguard control for safety on 24-hour continuous burner applications. There are no moving parts, so reliability and durability provide a big advantage over shutter-based self check UV controls. Known as the R-C 100, this new safeguard control may be used only with 6642 Protectofiers. The system, which displayed high signal strength, contains two UV tubes in one sensor to monitor one burner f lame. Each UV tube is powered during a different time cycle to eliminate interference between the two UV tubes. PCI is known for more than manufacturing combustion safeguards. The company has played an integral role in the drafting of combustion safety standards for the National Fire Protection Association (NFPA). In addition to complying with NFPA codes, PCI’s systems are approved by Underwriters Laboratory (UL), Factory Mutual (FM) and the Canadian Standards Association (CSA). Amazingly, PCI has been an active IHEA member since Bob and Jim Yates started the company in 1953. Membership is important because it keeps PCI constantly aware of changes in the industry’s requirements for safety and design. PCI prides itself on working closely with other manufacturers to establish safe and reliable products for electrical and combustion equipment used in the industrial heating industry. Visit www.protectioncontrolsinc.com for more information on Protection Controls Inc.
Protection Controls Inc.
IHEAIndustrial Heating Equipment Assoc.
859-356-1575www.ihea.org
ICombustion Safeguard Experts
IHEA Profile.indd 17 12/18/14 4:00 PM
ProductsThermalProcessing
Ceramic Aluminum CoatingsPraxair Inc.A new line of chromium-free ceramic aluminum coatings for the aerospace and power-generation industries is available. SermeTel CF and SermaLoy J CF systems meet the stringent requirements of gas-turbine OEM specifications and preserve the surface finish of engine components to extend the useful life of critical parts in gas turbines and industrial equipment. www.praxair.com
Pyrometry SheathsMorgan Advanced MaterialsHotRod pyrometry sheaths protect thermocouples in furnace heating control systems. They are made of a durable, erosion-resistant clay-graphite mix with special plasticity properties, which is then extruded into the proper shape. Designed for use in furnaces and other high-temperature environments, these assemblies are supplied with a 0.5-inch (12.7-mm) threaded steel tube for quick and easy attachment to the furnace pyrometry system. HotRod sheaths with inner steel tubes are resistant to 1000°C (1832°F) and are typically used for aluminum applications.www.morganadvancedmaterials.com
Self-Contained PyrometersProcess Sensors Corp.PSC-G54NL/NV and PSC-S54NL/NV deliver high-resolution fixed focus optics with small spot sizes, digital RS485 communication interface, analog 4 to 20 mA output and fast speed of response. With a choice of two sighting methods and wide temperature ranges up to 5432°F (3000°C), these pyrometers
are ideal for use by machine manufacturers in brazing, induction heating, vacuum and welding applications. Suited for heat-treating and sintering processes, the devices offer a choice of integrated red laser or video camera sighting.www.processsensorsIR.com
Video ExtensometersInstronAVE 2 conforms to the most rigorous testing standards, including ISO 527, ASTM D3039 and ASTM D638. The fully integrated device easily adapts to the normal fluctuations of environmental conditions in your lab and is easily adapted to any testing machine
on the market that uses a ±10v analog input. Designed to reduce errors from thermal and lighting variations that are common in most labs, this advanced video extensometer measures both modulus and strain to failure of almost any material, including metals, composites and more.www.instron.com
BuehlerAbrasive CutterAbrasiMatic 450 provides four cut types with the power to get through each cut. The fully automated abrasive cutter comes equipped with three-axis motion and a full suite of advanced cutting features that save time and protect the integrity of the cut surface. Simple ergonomic controls enable programming, recall and modification of methods, while dual joysticks provide precise control of the table and wheel. www.buehler.com
Hydraulic TesterTinius OlsenSL series represents the highest standard in hydraulically powered universal testing machines. It features a patented dual-pressure hydraulic loading system and a rugged four-column construction for exceptional load frame rigidity. In addition, this hydraulic tester has a space-saving console with a smaller footprint and comfortable working height design. A range of user interface options is available (including Bluetooth and/or tethered interfaces) to enable basic tests, comprehensive tests and everything in between through Tinius Olsen’s Horizon materials testing software. SL systems are guaranteed to meet ASTM, ISO and other national and international specifications for accuracy. Accuracy is within +/-0.1% of the indicated load from 0.2-100% of frame capacity. www.TiniusOlsen.com
PRODUCT OF THE MONTH
52 FEBRUARY 2015 IndustrialHeating.com
Products Redesign.indd 52 1/21/15 1:33 PM
14 JANUARY 2015 IndustrialHeating.com
nce upon a time, in a science class far, far removed, the subject of pH was discussed. Little did we know at the time how important these two simple
consonants, combined in such an odd way, were to the water systems that cool our heat-treating equipment. Let’s learn more.
The Water MoleculeAll substances are made up of millions of tiny atoms. These atoms form small groups called molecules. In water, for example, each molecule is made up of two hydrogen (H) atoms and one oxygen (O) atom (Fig. 1). The formula for a molecule of water is H2O (there are two hydrogen atoms needed for each oxygen atom to form a stable compound).
Introduction to pHThe term pH is used to describe a unit of measure to indicate the degree of acidity or alkalinity of a solution. It is measured on a scale of 0-14. The term pH is derived from “p” (the mathematical symbol of the negative logarithm) and “H” (the chemical symbol of hydrogen). The formal definition of pH is the negative
logarithm of the hydrogen-ion activity. It is expressed mathematically by the formula:
(1) pH = - log [H+]
Thus, pH provides a way of expressing the degree of the activity of an acid or base in terms of its hydrogen-ion activity. The pH value of a substance is directly related to the ratio of the hydrogen ion [H+] and the hydroxyl ion [OH-] concentrations. If the hydrogen ion concentration is greater than the hydroxyl ion concentration, the compound is acidic and the pH value is less than 7. If the hydroxyl ion concentration is greater than the hydrogen ion concentration, the compound is basic with a pH value greater than 7. If equal amounts of hydrogen ions and hydroxyl ions are present, the material is neutral with a pH of 7. Acids and bases have, respectively, free hydrogen and hydroxyl ions. Since the relationship between hydrogen ions and hydroxyl ions in a given solution is constant for a given set of conditions, either one can be determined by knowing the other. Thus, pH is a measurement of both acidity and alkalinity, even though by definition it is a selective measurement of
The Importance of pH
THE HEAT TREAT DOCTOR®
DANIEL H. HERRINGThe HERRING GROUP, Inc.
O
Table 2. Typical water requirements for open systems[2]
Description Value
Hardness (calcium carbonate)
7-10 grains/gallon[a] (120-170 ppm)
Total suspended solids 10 ppm
Total dissolved solids 200 ppm
Iron 0.3 mg/liter
Aluminum 0.05-0.2 mg/liter
Copper 1.0 mg/liter
pH 7.0-8.0
Odor 3 threshold odor number
Conductance ≤ 300 µS/cm
Maximum water temperature (inlet) 31°C (88°F)
System drain pressure ≤ 3.5 psig
Notes: [a] Grains per gallon is defined as 64.8 mg (1 grain) of calcium carbonate per 3.79 liters (1 U.S. gallon) or 17.1 ppm.[b] For best cooling efficiency and component longevity, the water supply should be treated to prevent corrosion and scale (controlled by phosphonate test; range 15-20 ppm), scum formation, algae and other biological agent buildup and the like.
Table 1. pH chart[2]
Concentration of hydrogen ions compared
to distilled waterpH level Examples of solutions at this pH
10,000,000 pH=0 Battery acid, Strong hydrofl uoric acid
1,000,000 PH=1 Hydrochloric acid secreted by stomach lining
100,000 pH=2 Lemon juice, gastric acid, vinegar
10,000 pH-3 Grapefruit, orange juice, soda
1,000 pH=4 Acid rain, tomato juice
100 pH=5 Soft drinking water, black coffee
10 pH=6 Urine, saliva
1 pH=7 "Pure" water
1/10 pH=8 Sea water
1/100 pH=9 Baking soda
1/1,000 pH=10 Great salt lake, milk of magnesia
1/10,000 pH=11 Ammonia solution
1/100,000 pH=12 Soapy water
1/1,000,000 pH=13 Bleaches, oven cleaner
1/10,000,000 pH=14 Liquid drain cleaner
Heat Treat Dr.indd 14 12/18/14 4:10 PM
44 FEBRUARY 2015 IndustrialHeating.com
CERAMICS & REFRACTORIES/INSULATION
Engineering design and the lining materials chosen are key factors in controlling the efficiency and energy usage of equipment used in iron and steel applications. As a result, it is critical that industrial
designers understand the advantages and disadvantages of the materials they choose. For example, it is especially important to select insulating firebricks (IFBs) that minimize energy losses. Recent studies conducted on IFBs produced using the three most common manufacturing methods – cast, slinger and extrusion – show that the cast process offers the lowest thermal conductivity and provides the greatest energy savings.
IFB Manufacturing Techniques Vary Widely in Ability to Control Energy LossesThe versatile IFB is used in numerous iron and steel applications, including: blast furnaces, ductwork in direct-reduction processes and reheat furnaces, backup insulation in coke ovens, and in tundishes and ladles. They are also used extensively to form the sidewalls, roofs and hearths of a wide variety of heat-treatment, annealing and galvanizing lines. Figure 1 shows their use in a coke oven stack (top) and in a tunnel kiln (bottom). IFBs are manufactured using a variety of techniques, the most common of which are casting, slinger and extrusion. The cast process uses gypsum plaster as a rapid-setting medium for a high water-content clay mix containing additional burnout additives. The slinger process is a form of low-pressure extrusion of a wet clay mix containing high levels of burnout additives. It includes an additional processing step in which the semi-extruded material gets “slung” onto a continuous belt to generate additional porosity before drying and firing. The extrusion process forces a damp-clay mixture containing burnout additives through an extrusion nozzle, where the extruded material is subsequently cut into bricks, dried and fired. The brick chemistries and microstructures produced can differ widely among these methods, leading to a extensive
variety of thermal conductivities within products of the same temperature rating. This variation, in turn, has an effect on the ability of different IFB types to control energy loss.
Comparing Manufacturing MethodsTo understand the effect of the three main IFB manufacturing methods on thermal conductivity and energy-loss behavior, researchers conducted a study to quantify the differences in energy usage that can be achieved within Class 23 and Class 26 IFBs. Figure 2 shows the thermal conductivity of the IFBs tested, a critical property since IFBs are primarily used for their insulating abilities. In each class of IFB, cast brick has the lowest thermal conductivity, followed by the slinger-produced brick, with the extruded brick displaying the highest conductivity. Researchers designed two identical electrically heated laboratory muffle kilns (Fig. 3) and conducted energy-usage studies comparing the IFB bricks. They lined the first kiln with Class-23 cast IFBs, and this formed the benchmark since they had the lowest thermal conductivity in the class. Test results are
Using Insulating Firebricks to
Maximize Energy Savings
Steve Chernack – Morgan Thermal Ceramics; Augusta, Ga.Selecting products made with the right manufacturing process makes the di˜ er ence.
Fig. 1. IFBs are widely used in iron and steel applications.
CRI-Using Insulating-Morgan.indd 44 1/22/15 3:39 PM
The International Journal of Thermal Processing MAY 2015
32
AUTOMOTIVEIndustry Overview
3D Printing, Sintering and More
AUTOMOTIVE Overview
Printing, Sintering Play a Role in Vehicle Manufacture
A Publication • Vol. LXXXIII • No. 5 www.industrialheating.com
INSIDE
36 Understanding Jominy40 Maintaining Vacuum Pumps44 Purchasing Induction48 Corporate Profi les
Cover No Label.indd 1 4/23/15 2:23 PM
The International Journal of Thermal Processing FEBRUARY 2015
INSIDE
6 IH Connect34 Combustion Resources44 Firebricks Save Energy48 Cutting-Edge StainlessA Publication • Vol. LXXXIII • No. 2www.industrialheating.com
The Other White Metal 38
Cover No Label.indd 1 1/23/15 11:42 AM
28 JANUARY 2015 IndustrialHeating.com
G
In order to establish a basis for projecting the future of the heat-treating industry in North America, it is important that we analyze the industry over the past 20 years.
Heat Treating: Past and Future The Metal Treating Institute (MTI) produces monthly records of sales from its members and provides a Heat Treating (HT) Index to cover up-to-date current and historical performance. This index highlights the past ups and downs of the industry and tends to ref lect market trends. Using the above historical data and trends as well as additional data from other sources qualified to analyze and make future projections, we have determined the following:
• Major downturns seem to occur approximately every 10 years as seen in 2000 and 2009-2010.
• The HT Index growth from 1994 to 2004 was approximately 18.5%.
• The HT Index growth from 2004 to 2014 was approximately 17.0%
• We are projecting growth from 2014 to 2024 will be approximately 15.5%. Although this might seem conservative, we foresee a small downturn in 2016 and a more serious downturn in 2020.
• The major downturn in 2009 was approximately 33%. We
predict the major downturn in 2020 may be on the order of 18-19%.
The historical HT Index and our projection for the next 10 years are shown in Figure 1.
Comparing the HT Index to the S&P 500 IndexIt is interesting to compare the industry past-performance index with an established financial index. We selected the S&P 500 as a major financial index to illustrate the relative performance of the two indices and created the chart shown in Figure 2. Notice how closely they follow each other.
North American Furnace MarketsThe North American furnace market continues to grow, with a trend away from atmosphere-type equipment toward increasing use of vacuum furnaces.
Atmosphere FurnacesAs is illustrated in Figure 3, atmosphere furnaces can be very dangerous to operate and control. They are rarely shut down and
Futuristic LookAat the North American Heat-Treating World
COVER FEATUREVACUUM/SURFACE TREATING
120
100
80
60
40
20
0
HT monthly index actualHT monthly index projectedLinear (HT monthly index projected)
2008 2018
-33%-18.5%
1994
1996
1998
2000
2002
2004
2006
2008
2010
2012
2014
2016
2018
2020
2022
2024
Inde
x va
lue
Index year
120
100
80
60
40
20
0
2500
2000
1500
1000
500
0
Heat treat index
S&P index
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
2015
Heat
trea
t ind
ex
S&P
inde
x
YearFig. 1. (above) Heat Treating (HT) Index history and projectionFig. 2. (right) Comparison of the HT Index to the S&P 500 index
William R. Jones and Réal J Fradette – Solar Atmospheres Inc.; Souderton, Pa.
The objective of this paper is to highlight the heat-treating markets of North America with respect to equipment and processing, comparing current 2014 status and projecting expectations for 2024. Historical growth and industry expectations for the future will be discussed.
A Futuristic Look-Solar.indd 28 12/18/14 4:2
IndustrialHeating.com JANUARY 2015 29
at the North American Heat-Treating World
therefore consume excessive process gas when not in use. This is inefficient from an operating standpoint. From an environmental standpoint, they are becoming more and more challenged. From a process standpoint, they do not have the capacity for close monitoring of work temperature.
Vacuum FurnacesThe vacuum furnace is an environmentally friendly piece of equipment (Fig. 4). It is typically easy to load and unload, and an operator can view the work positioned in the furnace prior to closing the furnace door. Thermocouples can be attached to the work for exact processing temperatures to ensure accurate cycle performance and satisfactory resulting metallurgy of the parts.
NFPA StandardsFurnace manufacturers must comply with standards that have been established by the NFPA committees. These are recom-mended guidelines that are not necessarily enforceable by law but will be recognized by the “Authority Having Jurisdiction” (AHJ), who may rule on such things as zoning codes and occu-pancy permits, meeting local fire codes, and possibly insurability. The following NFPA standards apply:
• NFPA 86 and 86D (Furnace Standards)• NFPA 55 (Compressed gases and 29 CFR 1910.103
hydrogen systems)• NFPA 70 (National Electrical Code [N.E.C.])
Furnace Sales and Market Share 2014Figure 5 illustrates the North American total furnace market as established for 2014. These annual sales numbers are based on various financial reports and other multipliers, such as sales per employee, and represent as accurate an estimate as possible. As shown in Figure 5, the atmosphere furnace market is approximately 1.69 times that of the vacuum furnace market. However, this ratio is continually decreasing as processing changes occur. These changes lean toward vacuum processing.
Projected Furnace Sales and Market Share 2024Based on projected HT Index growth and other factors, we are able to create a chart (Fig. 6) highlighting furnace sales projected for 2024. Figure 6 ref lects the growth of the vacuum furnace market and its acceptance by the heat-treating world. We expect this trend to continue in future years. The pie charts (Fig. 7) ref lect the projected growth of the vacuum furnace industry comparing furnace sales of 2014 versus 2024.
In-House/Captive vs. Commercial Heat-Treating MarketsBased on financial information from MTI and other sources, we are able to state the approximate current sales volume for commercial heat treaters in North America
Fig. 3. Atmosphere furnace Fig. 4. Vacuum furnace
Fig. 6. Projected furnace sales for 2024
Type of equipment 2024
Number of
manufacturers
Numberof
employees
Estimated total annual
sales
Percent of
total
Atmosphere 45 1,940 $ 306,825,000 48%
Salt bath 5 192 $ 32,285,000 4%
Vacuum 22 862 $ 306,375,000 48%
Totals for North America 2024 72 2,994 $ 645,000,000 100%
Fig. 5. North American 2014 total furnace market
Type of equipment2014
Number of
manufacturers
Number of
employees
Estimated total annual
sales
Percentof
total
Atmosphere 44 2,012 $ 332,000,000 60%
Salt bath 5 187 $ 31,000,000 5%
Vacuum 20 653 $ 196,000,000 35%
Totals for North America 2014 69 2,852 $ 559,000,000 100%
A Futuristic Look-Solar.indd 29 12/18/14 4:27 PM
38 FEBRUARY 2015 IndustrialHeating.com
COVER FEATURENONFERROUS HEAT TREATING
The downside, however, is that plant specialization can lead to a false sense of security based on a single market focus and tentativeness to broaden the company’s capabilities and services. While
specialty houses will separate ferrous heat treaters from those of the nonferrous variety, broadening processing services can protect the company from the loss of key clients and business that occurs in changing markets. This is most evident in the steel versus aluminum processing arena. Aluminum is a completely different animal than steel. A simple comparison is that when steel is quenched, it becomes hard and brittle, whereas aluminum becomes soft and ductile. Hopefully, this article will demystify aluminum processing to a degree and encourage you to consider adding aluminum to spread your economic risks across different industrial markets. Why is this important? As I see it, the heat-treating industry is entering a theater of change. Adapting to this change could re-quire adding new services and client types to position the com-pany as more diversified and capable to meet future demands. To know aluminum, you first must be able to decode the way different aluminum conditions are defined. There is no basic qualification statement such as “harden, quench and temper” to conform to a certain HRC. Instead there are defined conditions that are more like landing zones as opposed
to re-temper zones that steel processing so kindly affords. You will become more familiar with the various conditions as you read on. Knowing these key properties allows us to navigate the zones that are defined by process steps as well as minimum mechanical properties. I have also included a few actual case studies written in layman’s language to help clarify the processing of aluminum.
Condition OThe full-annealed condition is the softest, most ductile and most easily workable of all aluminum conditions. This condition in age-hardenable alloys (2000, 6000 and 7000 series) is arrived at by soaking at a setpoint below the solution-treating temperature followed by a controlled slow cooling
Peter Hushek – Phoenix Heat Treating, Inc.; Phoenix, Ariz.
While many heat-treating companies have moved from general processing to selective processes, the trend has been mainly to one of specialization. The thinking is that specializing will simplify focus on process improvement, enhance productivity and increase profitability.
The Other White Metal
(above) Workers push the auxillary liquid-nitrogen tank from under a drop-bottom solution heat-treat furnace on a track to where the aluminum components can be removed. The furnace is designed for solution treating of small batches of aluminum parts to large forgings and castings. PHT operates two identical solution-treating systems, primarily to serve the aerospace industry. The systems quench with liquid nitrogen, glycol and glycol/water.
NHT-Aluminum-Phoenix HT.indd 38 1/21/15 2:
IndustrialHeating.com FEBRUARY 2015 39
typically to 500°F (260°C). The ductility can be enhanced by reducing the descent in temperature as a function of time. Soak time at the high-temperature phase of the cycle must be carefully controlled to prevent grain growth.
Condition AQ or WThis condition is extremely unstable and will vary based on the degree with which the maximum solubility of the alloying agent has been brought to complete solid solution by the soak and quench steps (commonly called the solution-treating process). In order for this condition to maintain its maximum formability, it must be quickly stored at 0°F or lower. Many alloys will continue to naturally age at temperatures as low as 0°F (-18°C), which is why the use of dry ice for storage and transport is encouraged. The 2000- and 7000-series alloys are especially vulnerable to this low-temperature natural-aging process.
Condition T-4T-4 is the condition typically referred to as the “natural age” since it occurs at room temperature. The standard timeframe associated with the natural-aged condition is 96 hours. When the degree of complete solid solution is high, the reaction time for reaching this condition can be reduced. While the minimum hardness may be met in less time than the 96-hour standard, the material will continue to transform itself until the maximum hardness (for the combination of alloy composition), degree of solid-solution attained, rate of the quenching and room temperature of the surroundings are met.
Condition T-3T-3 condition is very similar to T-4 with one slight variation – it receives a cold working, stretching or rolling after the quench
phase and prior to the natural age hardening. The bonus of the T-3 over the T-4 is the increased yield strength. This provides the designer with a greater range of applicable uses but comes at the loss of ductility. The reduced ductility and general formability make it useful for large surface-area parts with limited bend radii. Gentle bends are OK, squared corners are not.
Condition T-6T-6 is the highest-strength condition for most alloys that have not received cold working (work strengthening) after the quench phase. It is extremely stable in its mechanical properties and can be subjected to lower-temperature stress-relief processes without degradation of these properties. This state is achieved by an artificial-age process after the solution-treat and quench steps. It is referred to as “artificial” since it requires setpoints greater than room temperature. The cycle times can range from four hours all the way to 36 hours followed by an air cool.
Condition T-7-3, T-7-4, etc.These conditions are often referred to as the “over-aged” condition. This means that the material will be lower in mechanical properties than T-6 but have unique properties based on the alloy. In some cases, it will allow for use at elevated service temperatures without loss of strength. For example, the corrosion resistance of 7075 is increased due to this over-age process, which increases its service life. T-7-3 is often used in aerospace manufacturing, where corrosion resistance on nonflying structural components is critical
TerminologyFinally, there is much confusion about the correct wording in the processing of aluminum, specifically that caused by the
Close-up image of the large Brinell testing equipment that PHT modified to test large aluminum forgings and castings.
6061 aluminum forging of a physical vapor deposition (PVD) vacuum chamber that is used in the semiconductor industry. PHT built specialized tooling to lift and move large forgings, such as this, of varying shapes and sizes. The Brinell mill bed will support components weighing up to 600 pounds.
NHT-Aluminum-Phoenix HT.indd 39 1/21/15 2:16 PM
Downloaded from "www.sholehsanat.ir"

58 JUNE 2015 IndustrialHeating.com
INDEX OFADVERTISERS IN THIS ISSUE
Advertiser Page Phone Website
Across International LLC 23 888-988-0899 www.acrossinternational.com
BeaverMatic 11 815-963-0005 www.beavermatic.com
Burkert GmbH 33 www.burkert.com
Control Concepts Inc. 26 952-474-6200 www.ccipower.com
Delta Cooling Towers 30 800-289-3358 www.deltacooling.com
DMP CryoSystems 30 915-351-8500 www.CryoSystems.com
Dry Coolers Inc. Inside Back Cover 800-525-8173 www.drycoolers.com
EMSCO 3 877-77-EMSCO www.emsco.com
Eurotherm by Schneider Electric Inside Front Cover 703-724-7300 www.eurotherm.com
Fives North American Combustion, Inc. 17 216-271-6000 www.fivesgroup.com
G-M Enterprises Back Cover 951-340-4646 www.gmenterprises.com
Inductoheat Inc. 14 800-624-6297 www.inductoheat.com
Inductotherm Group 25 609-267-9000 www.inductothermgroup.com
Ipsen Inc. Cover, 7A, 7, 8 800-727-7625 www.ipsenusa.com
Pillar Induction 29 800-558-7733 www.pillar.com
Premier Furnace Specialists, Inc. 11 248-596-9000 www.premierfurnace.com
Protection Controls Inc. 28, 39 847-674-7676 www.protectioncontrolsinc.com
SAFE Cronite Inc. 35 440-353-6594 www.safe-cronite.us
SECO/WARWICK Corporation 19 814-332-8400 www.secowarwick.com
Solar Manufacturing 13 267-384-5040 www.solarmfg.com
Surface Combustion Inc. 4 & 5 800-537-8980 www.surfacecombustion.com
TAV Vacuum Furnaces 21 39 0363 3557 11 www.tav-alto-vuoto.it
Tenova Core 41 412-262-2240 www.tenova.com
Unifrax, LLC 27 716-768-6500 www.unifrax.com
Verder Scientific, Inc. 31 866-473-8724 www.carbolite.com
Wisconsin Oven Corp. 37 262-642-3938 www.wisoven.com
Get Connected with Facebookwww.facebook.com/IndustrialHeating
Twitterwww.industrialheating.com/twitter
LinkedInwww.industrialheating.com/linkedin
YouTubewww.youtube.com/industrialheating
Downloaded from "www.sholehsanat.ir"

Downloaded from "www.sholehsanat.ir"

QuantumQuenchQuantumQuenchVariable Speed Directional Quench
There are no moving parts within the vacuum chamber
For more information contact G-M Enterprises 525 Klug Circle, Corona, California 92880Phone 951-340-GMGM (4646) • Fax: 951-340-9090
Downloaded from "www.sholehsanat.ir"