Embed Size (px)
Citation preview
The Greener FCC – Movingfrom Fuels to Petrochemicals
HARVEY MCQUISTON AND STEVE SHIMODATECHNIP STONE & WEBSTER PROCESS TECHNOLOGYGPS – LISBON, NOVEMBER 14-16 2016
The FCC Alliance
The FCC Alliance is a coalition of 4 companies dedicatedto the promotion, development, and improvement of fluidcatalytic cracking technologies to efficiently producesafer, cleaner, and higher quality petroleum basedproducts for the benefit of our society.
The GreeningTrend of FCC
►Since 1940’s, the primary role of FCC hasbeen to produce gasoline from VGO
►In the 80’s the high price of crude pushedthe FCC into processing more resid (morelight products per barrel of crude)
►Newer FCCs are larger, more efficient, andon stream longer
►Preferred feedstock today is either resid orhydrotreated VGO
►The current trend is the petrochemicalapplication of FCC to make propylene infavor of gasoline
Greening Trend of FCC

Global Trend for Propylene by Source:
2013 Production~ 80 Million tons (Mta)
11%Other
FCC34%
SteamCracking
55%
2022 Production~ 125 Million tons (Mta)
SteamCracking40%-45%
25%-30%Other
FCC30%-35%
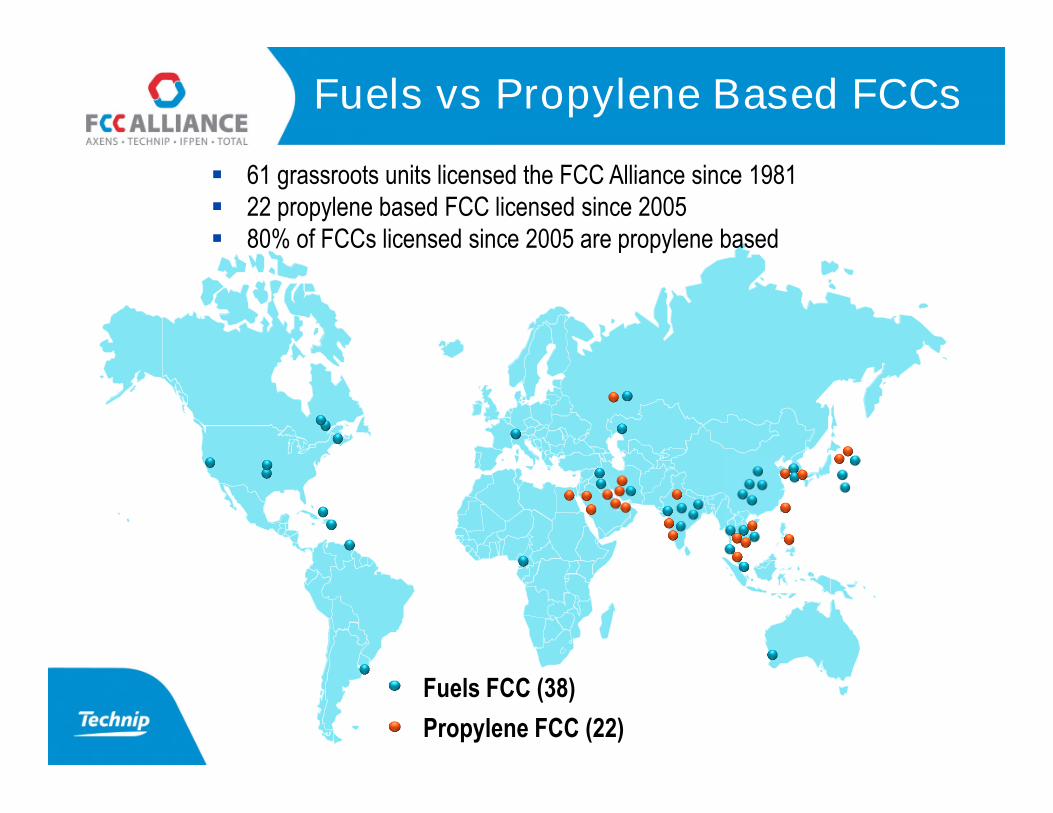
Fuels vs Propylene Based FCCs
Fuels FCC (38)
Propylene FCC (22)
61 grassroots units licensed the FCC Alliance since 1981 22 propylene based FCC licensed since 2005 80% of FCCs licensed since 2005 are propylene based
Future Petrochemical Role for FCC
►Estimated incremental demand forpropylene from FCCs by 2022 isexpected to be 11 Mta
►Flexibility to shift FCC operationbetween max gasoline and maxpropylene
►Feedstock flexibility – tight oil tohydrotreated VGOs to resids
►Integration of both new andexisting FCCs with petrochemicalfacilities will greatly enhanceeconomics
The FCC route to propylene
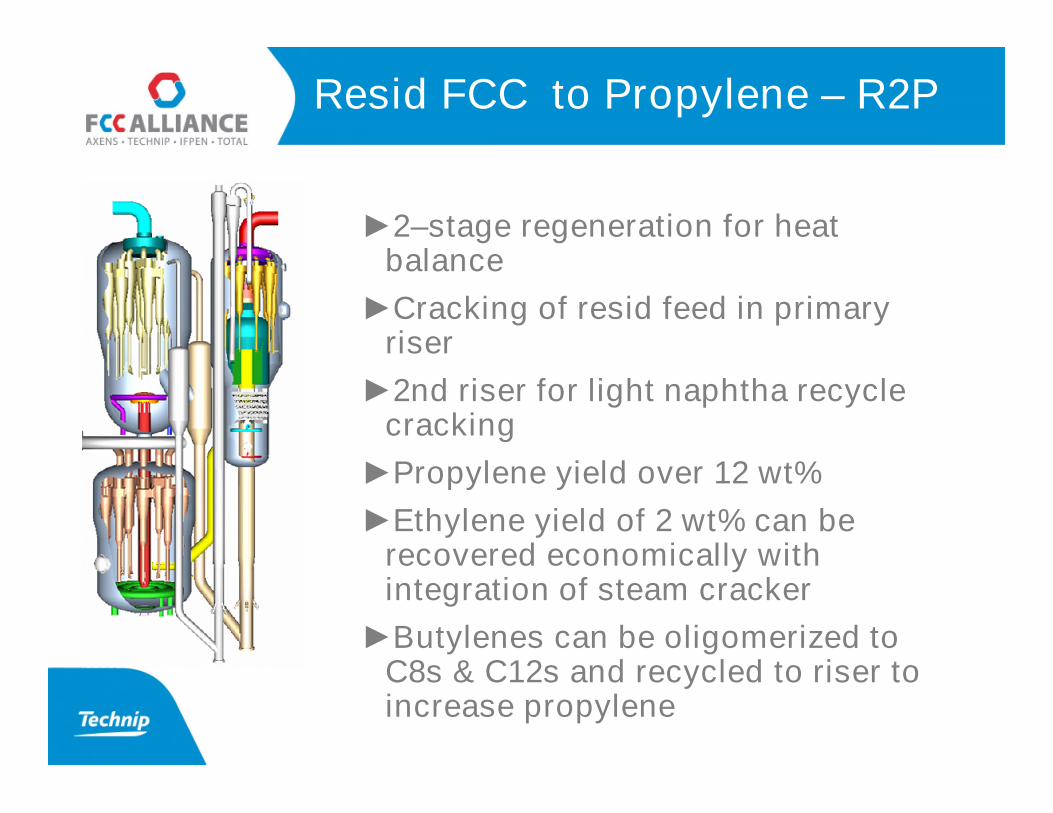
Resid FCC to Propylene – R2P
►2–stage regeneration for heatbalance
►Cracking of resid feed in primaryriser
►2nd riser for light naphtha recyclecracking
►Propylene yield over 12 wt%
►Ethylene yield of 2 wt% can berecovered economically withintegration of steam cracker
►Butylenes can be oligomerized toC8s & C12s and recycled to riser toincrease propylene

Deep Catalytic Cracking to Propylene
►For high hydrogen content feeds (VGO andmild resids)
►Lower overall hydrocarbon partial pressurecompared to FCC
- Low operating pressure
- High dilution steam
►Utilizes both riser and bed cracking
►Higher riser severity for primary cracking
►Secondary cracking of recycled C4s andlight naphtha
►Propylene yields 15 to 20 wt%
►Ethylene yields of 5 wt%
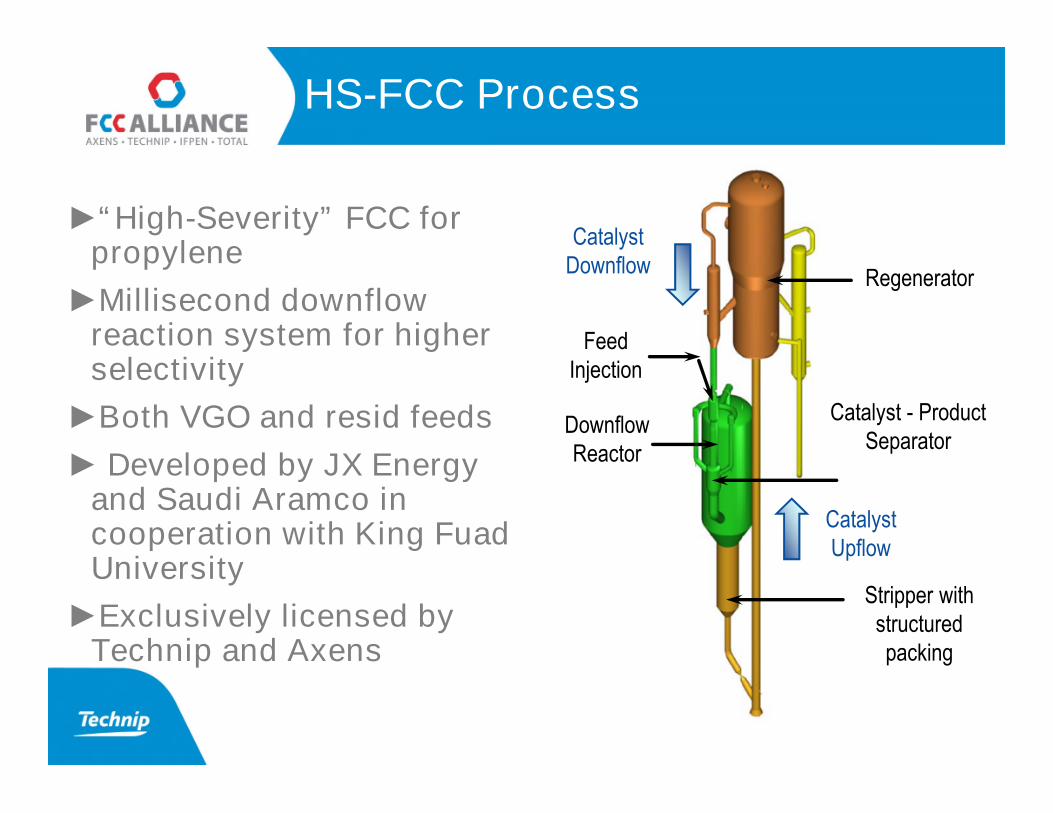
HS-FCC Process
FeedInjection
Regenerator
Stripper withstructuredpacking
Catalyst - ProductSeparator
DownflowReactor
CatalystDownflow
CatalystUpflow
►“High-Severity” FCC forpropylene
►Millisecond downflowreaction system for higherselectivity
►Both VGO and resid feeds
► Developed by JX Energyand Saudi Aramco incooperation with King FuadUniversity
►Exclusively licensed byTechnip and Axens

Pre-Commercial HS-FCC Unit
►JX refinery: 382,000 bpsd
►Location: Mizushima, Japan
►3,000 bpsd HS-FCC unit
►Started up in March 2011
►Objectives achieved
►Yields confirmed
►Scale up criteria confirmed
►Operability & reliabilitydemonstrated
►2 commercial units are in designphase
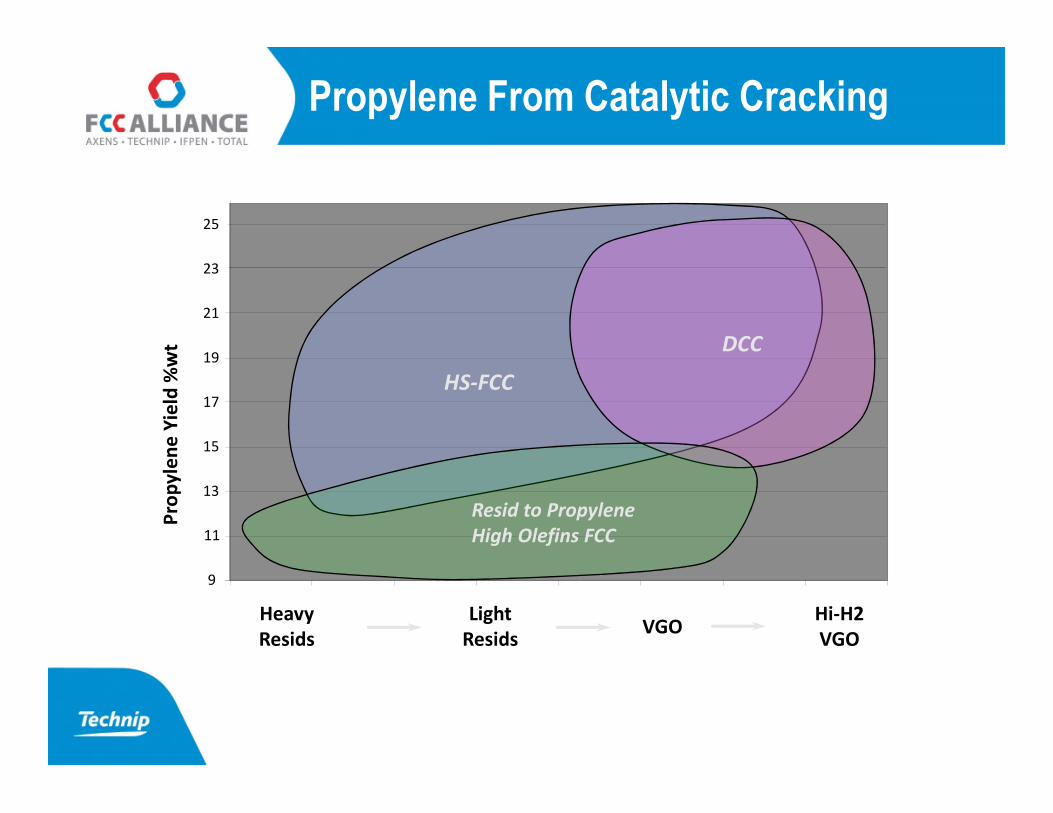
Propylene From Catalytic Cracking
Pro
pyl
en
eY
ield
%w
t
9
11
13
15
17
19
21
23
25
Resid to PropyleneHigh Olefins FCC
HS-FCC
DCC
LightResids
Hi-H2VGO
VGOHeavyResids
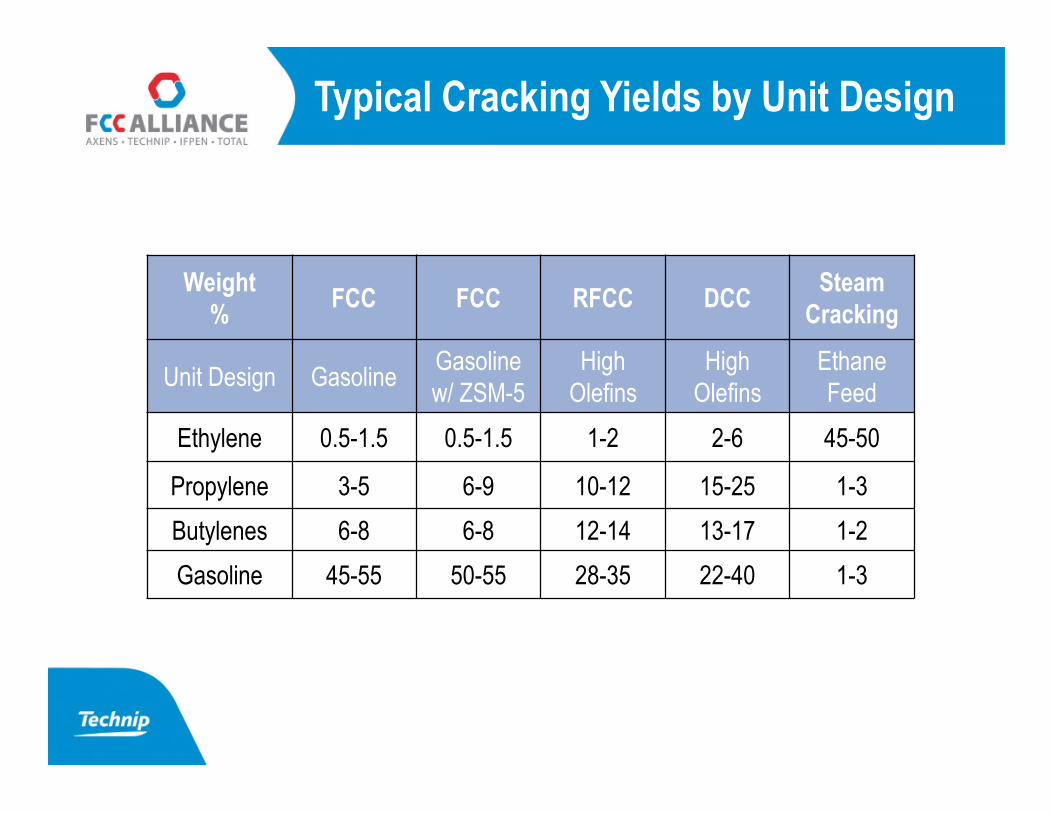
Typical Cracking Yields by Unit Design
Weight%
FCC FCC RFCC DCCSteam
Cracking
Unit Design GasolineGasolinew/ ZSM-5
HighOlefins
HighOlefins
EthaneFeed
Ethylene 0.5-1.5 0.5-1.5 1-2 2-6 45-50
Propylene 3-5 6-9 10-12 15-25 1-3
Butylenes 6-8 6-8 12-14 13-17 1-2
Gasoline 45-55 50-55 28-35 22-40 1-3
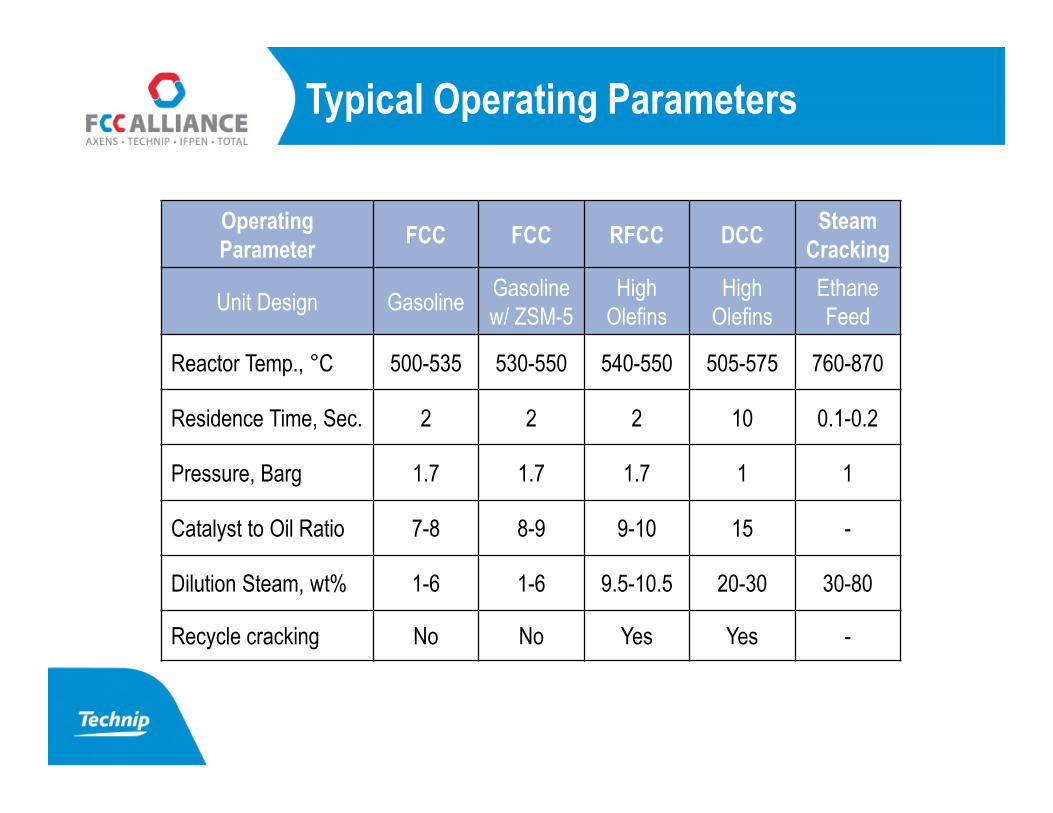
Typical Operating Parameters
OperatingParameter
FCC FCC RFCC DCCSteam
Cracking
Unit Design GasolineGasolinew/ ZSM-5
HighOlefins
HighOlefins
EthaneFeed
Reactor Temp., °C 500-535 530-550 540-550 505-575 760-870
Residence Time, Sec. 2 2 2 10 0.1-0.2
Pressure, Barg 1.7 1.7 1.7 1 1
Catalyst to Oil Ratio 7-8 8-9 9-10 15 -
Dilution Steam, wt% 1-6 1-6 9.5-10.5 20-30 30-80
Recycle cracking No No Yes Yes -
Complementary Processes for MorePropylene
►PetroRiserSM
- Dedicated 2nd riser for recycle of olefin-rich streams(light naphtha, C4s, and/or oligomerate
►Omega Process- Licensed by Asahi Kasei Chemicals
- Converts olefin-rich C4-C5 stream to propylene
►FlexEneTM Process- Licensed by Axens
- Oligomerization olefin-rich C4s to C8 to C12oligomerate that can be recycled to FCC and crackedto propylene
►Metathesis- Combines ethylene with butylenes to make propylene
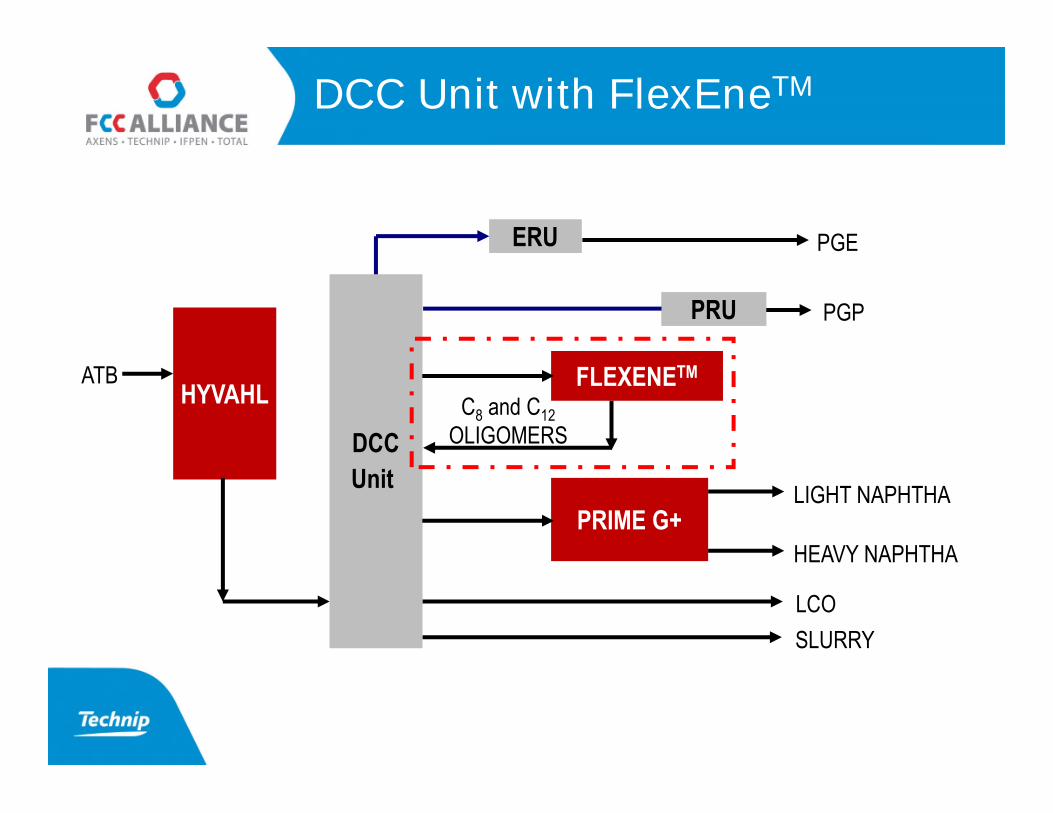
DCC Unit with FlexEneTM
LIGHT NAPHTHA
SLURRY
FLEXENETM
PRUPRU
ERUERU
PGP
PRIME G+
LCO
DCC
Unit
DCC
Unit
PGE
HEAVY NAPHTHA
C8 and C12
OLIGOMERS
HYVAHLATB
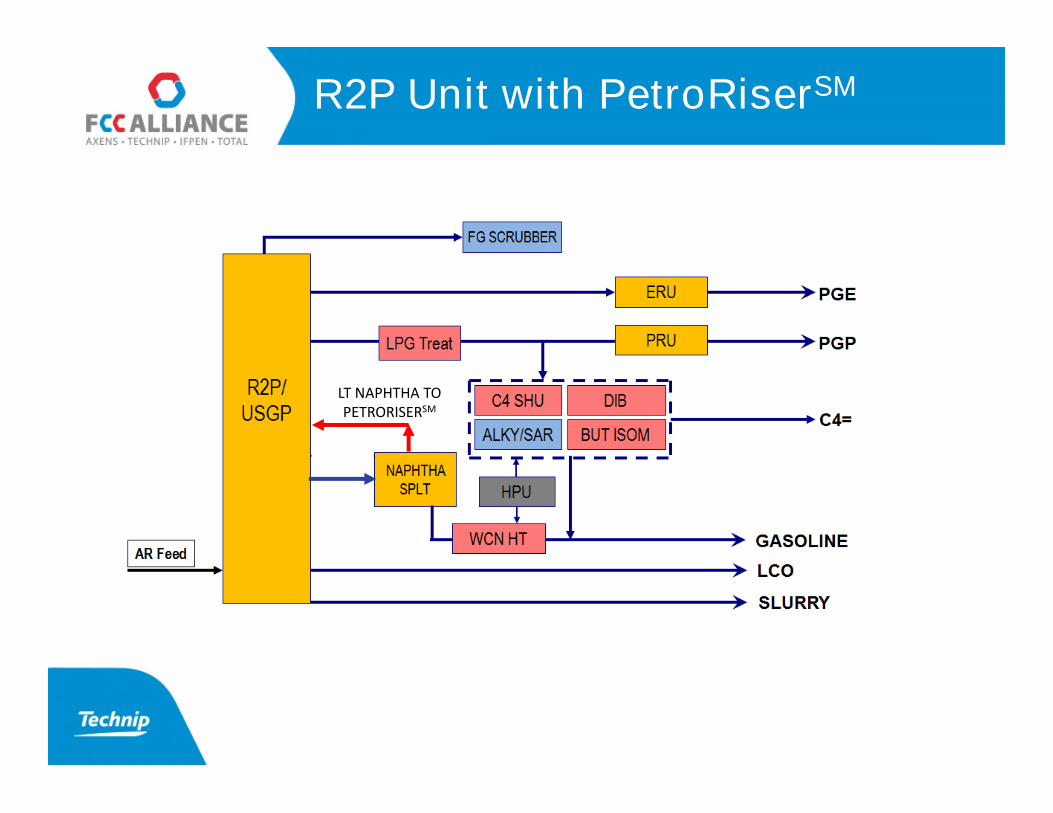
R2P Unit with PetroRiserSM
LT NAPHTHA TOPETRORISERSM
Grassroots Unit Study
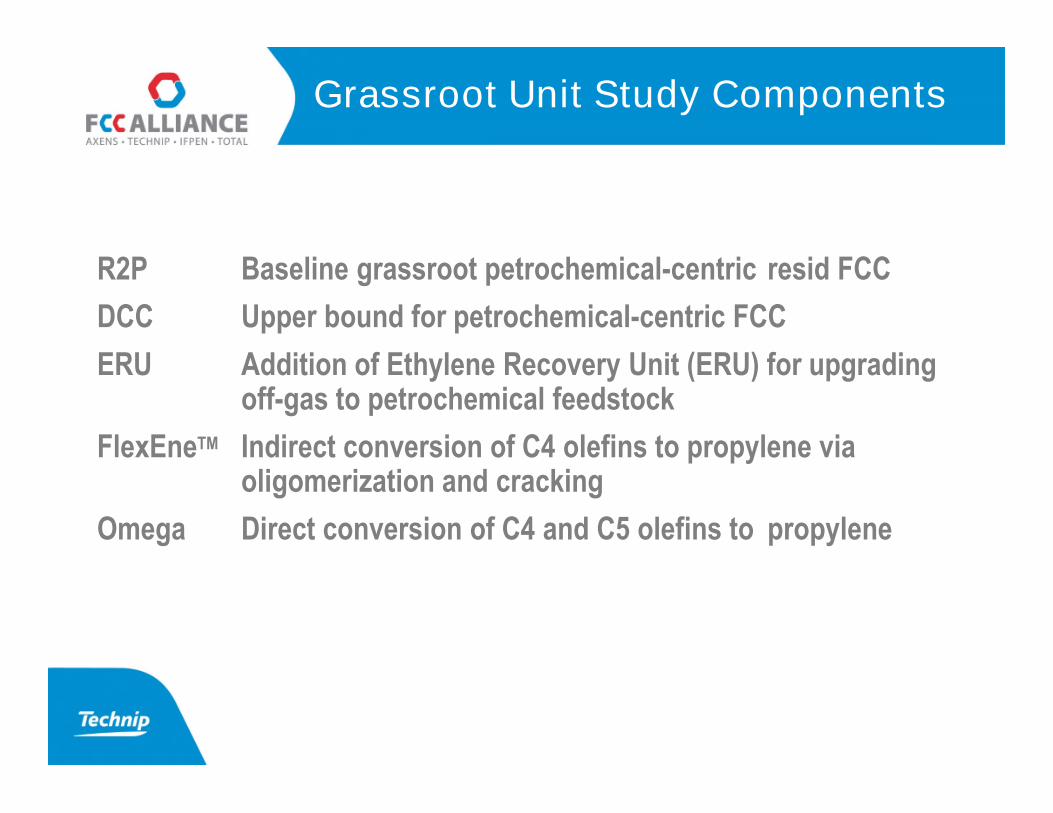
Grassroot Unit Study Components
R2P Baseline grassroot petrochemical-centric resid FCC
DCC Upper bound for petrochemical-centric FCC
ERU Addition of Ethylene Recovery Unit (ERU) for upgradingoff-gas to petrochemical feedstock
FlexEneTM Indirect conversion of C4 olefins to propylene viaoligomerization and cracking
Omega Direct conversion of C4 and C5 olefins to propylene

Grassroot Study Definitions
Case ID 1 2 3 4 5
Description R2P+
FlexEneTM
DCC(Stand-alone)
DCC+
FlexEneTM
DCC+
ERU
DCC+ERU+
FlexEneTM
Cracking Unit R2P DCC DCC DCC DCC
Capacity, bpd 30,000 30,000 30,000 30,000 30,000
C2-C5 Conversion Units:
ERU YES YES
FlexEneTM YES YES YES
C2=, kTA 0 0 0 68 74
C3=, kTA 237 283 326 283 326
Note: Contribution of FlexEneTM and Omega are considered to be similar
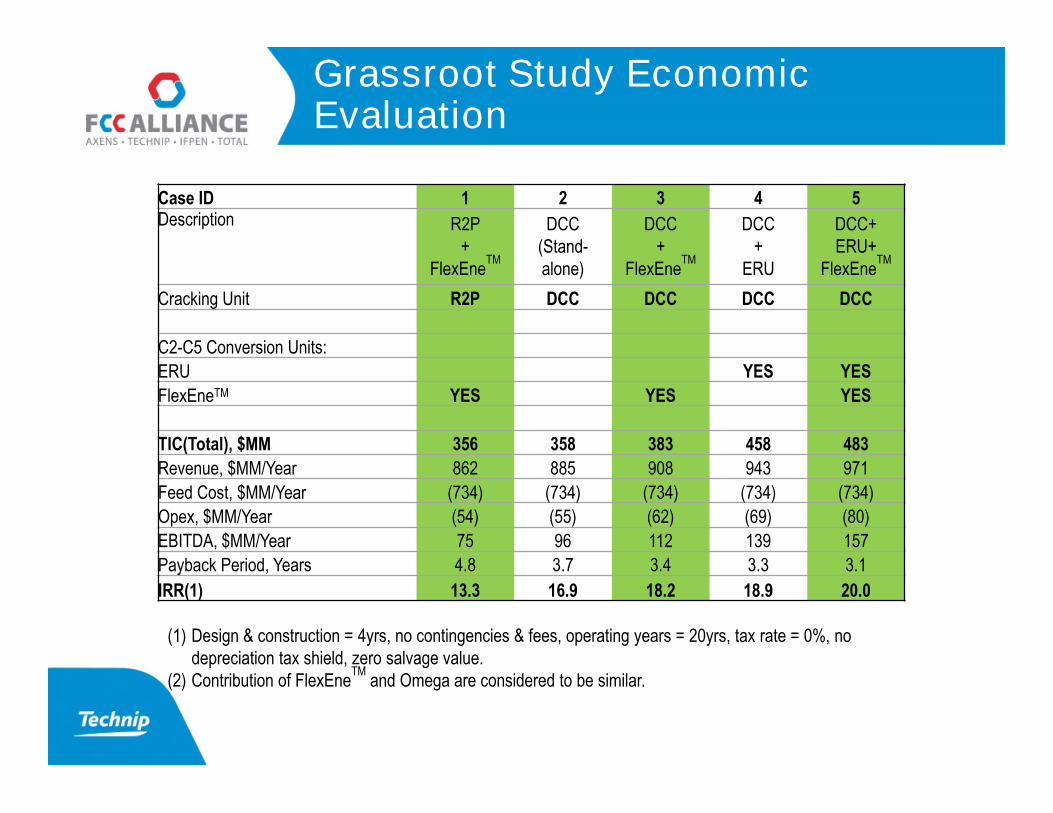
Grassroot Study EconomicEvaluation
Case ID 1 2 3 4 5Description R2P
+FlexEne
TM
DCC(Stand-alone)
DCC+
FlexEneTM
DCC+
ERU
DCC+ERU+
FlexEneTM
Cracking Unit R2P DCC DCC DCC DCC
C2-C5 Conversion Units:
ERU YES YES
FlexEneTM YES YES YES
TIC(Total), $MM 356 358 383 458 483
Revenue, $MM/Year 862 885 908 943 971
Feed Cost, $MM/Year (734) (734) (734) (734) (734)
Opex, $MM/Year (54) (55) (62) (69) (80)
EBITDA, $MM/Year 75 96 112 139 157
Payback Period, Years 4.8 3.7 3.4 3.3 3.1
IRR(1) 13.3 16.9 18.2 18.9 20.0
(1) Design & construction = 4yrs, no contingencies & fees, operating years = 20yrs, tax rate = 0%, nodepreciation tax shield, zero salvage value.
(2) Contribution of FlexEneTM
and Omega are considered to be similar.
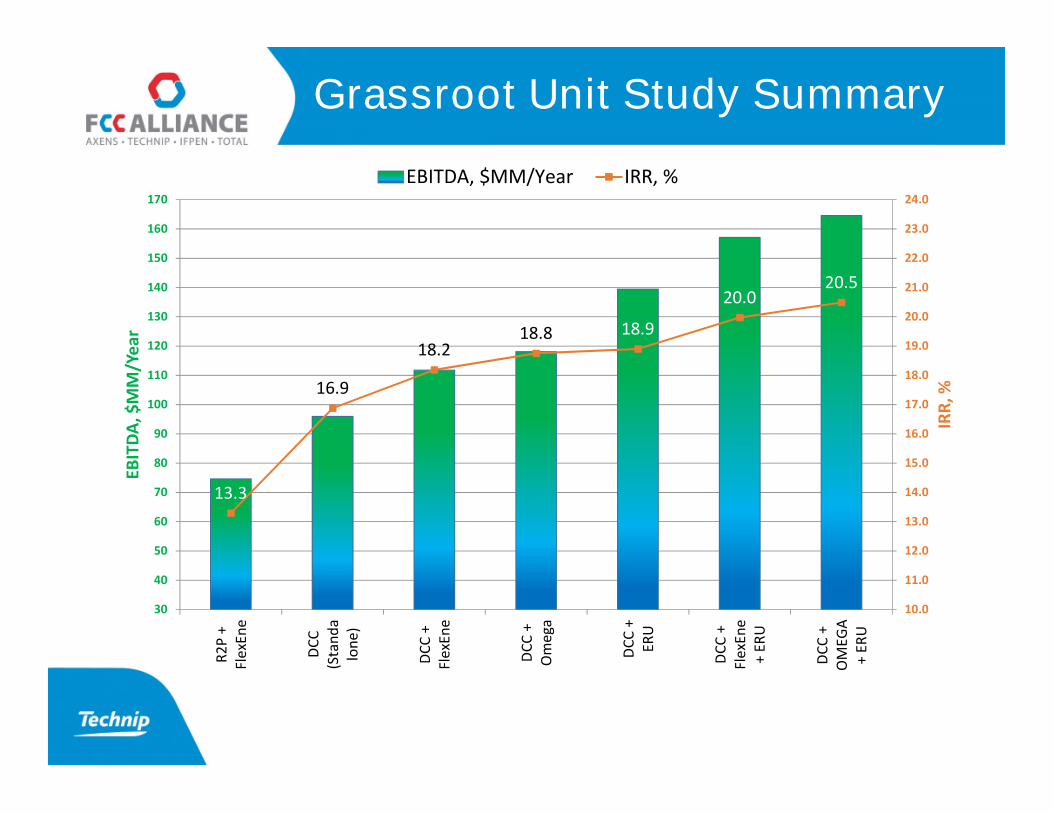
Grassroot Unit Study Summary
13.3
16.9
18.218.8 18.9
20.020.5
10.0
11.0
12.0
13.0
14.0
15.0
16.0
17.0
18.0
19.0
20.0
21.0
22.0
23.0
24.0
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
R2
P+
Flex
Ene
DC
C(S
tan
da
lon
e)
DC
C+
Flex
Ene
DC
C+
Om
ega
DC
C+
ERU
DC
C+
Flex
Ene
+ER
U
DC
C+
OM
EGA
+ER
U
IRR
,%
EBIT
DA
,$M
M/Y
ear
EBITDA, $MM/Year IRR, %
FCC Revamps Opportunities forPropylene
24-oct.-16 23
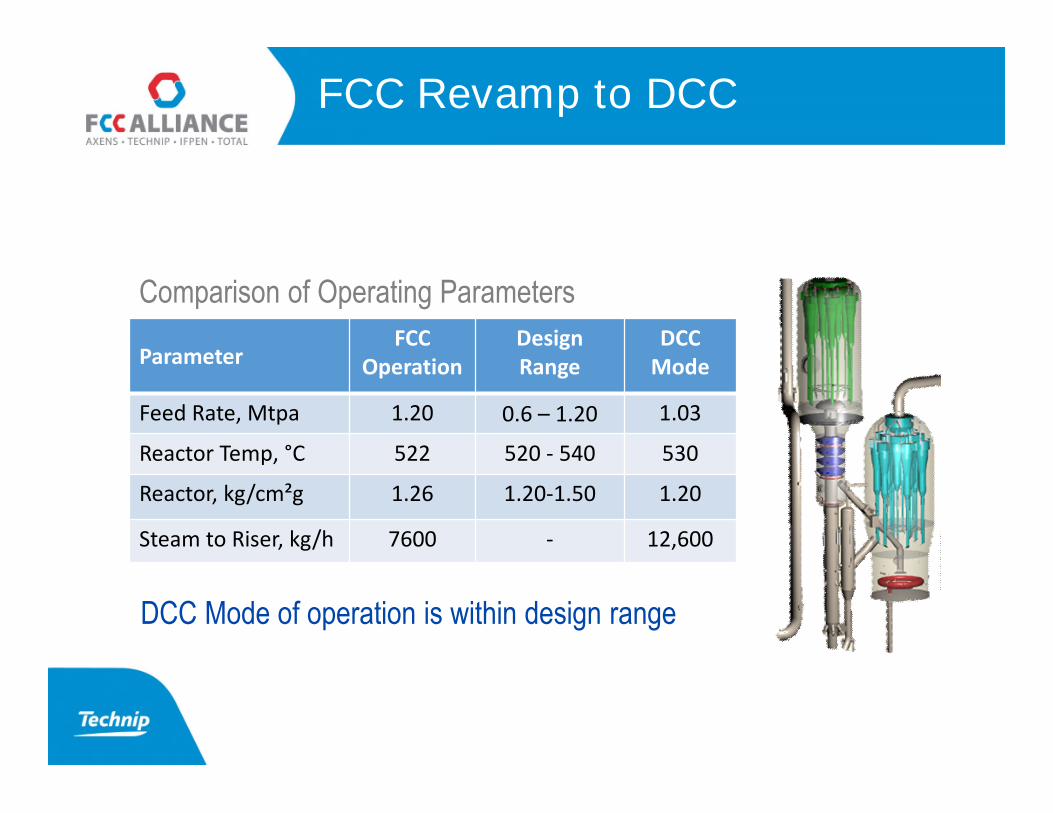
DCC Mode of operation is within design range
Comparison of Operating Parameters
FCC Revamp to DCC
ParameterFCC
OperationDesignRange
DCCMode
Feed Rate, Mtpa 1.20 0.6 – 1.20 1.03
Reactor Temp, °C 522 520 - 540 530
Reactor, kg/cm²g 1.26 1.20-1.50 1.20
Steam to Riser, kg/h 7600 - 12,600
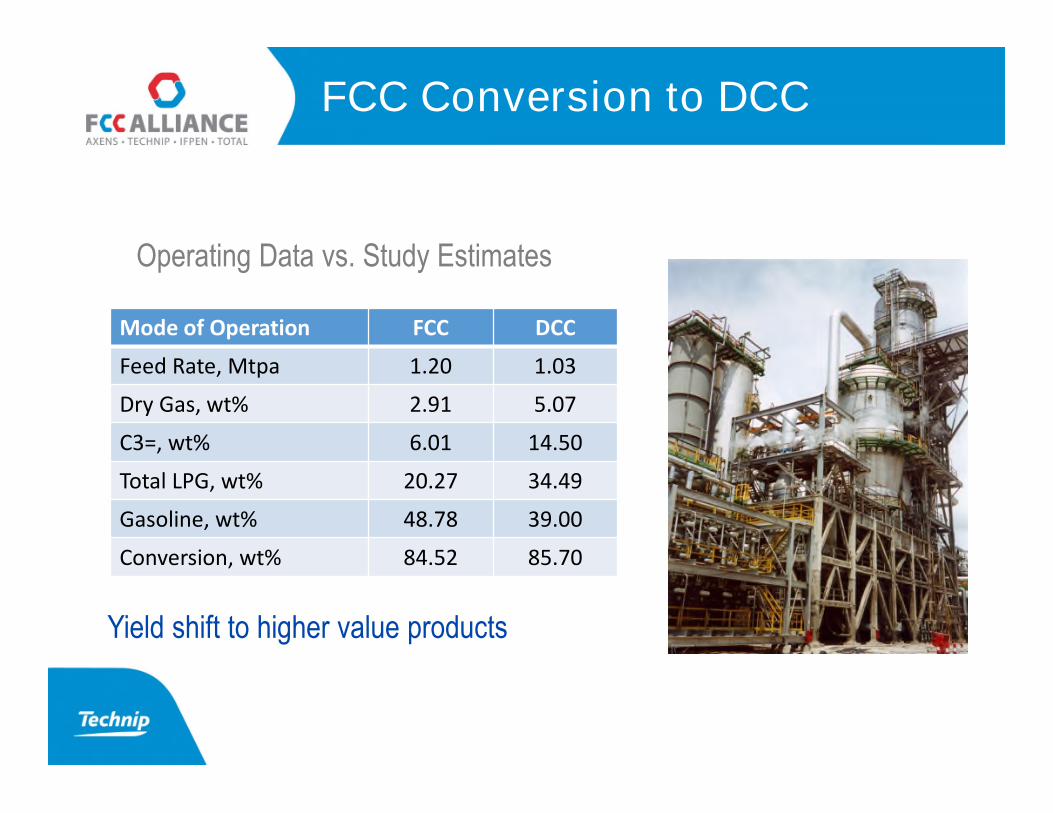
Yield shift to higher value products
Operating Data vs. Study Estimates
FCC Conversion to DCC
Mode of Operation FCC DCC
Feed Rate, Mtpa 1.20 1.03
Dry Gas, wt% 2.91 5.07
C3=, wt% 6.01 14.50
Total LPG, wt% 20.27 34.49
Gasoline, wt% 48.78 39.00
Conversion, wt% 84.52 85.70
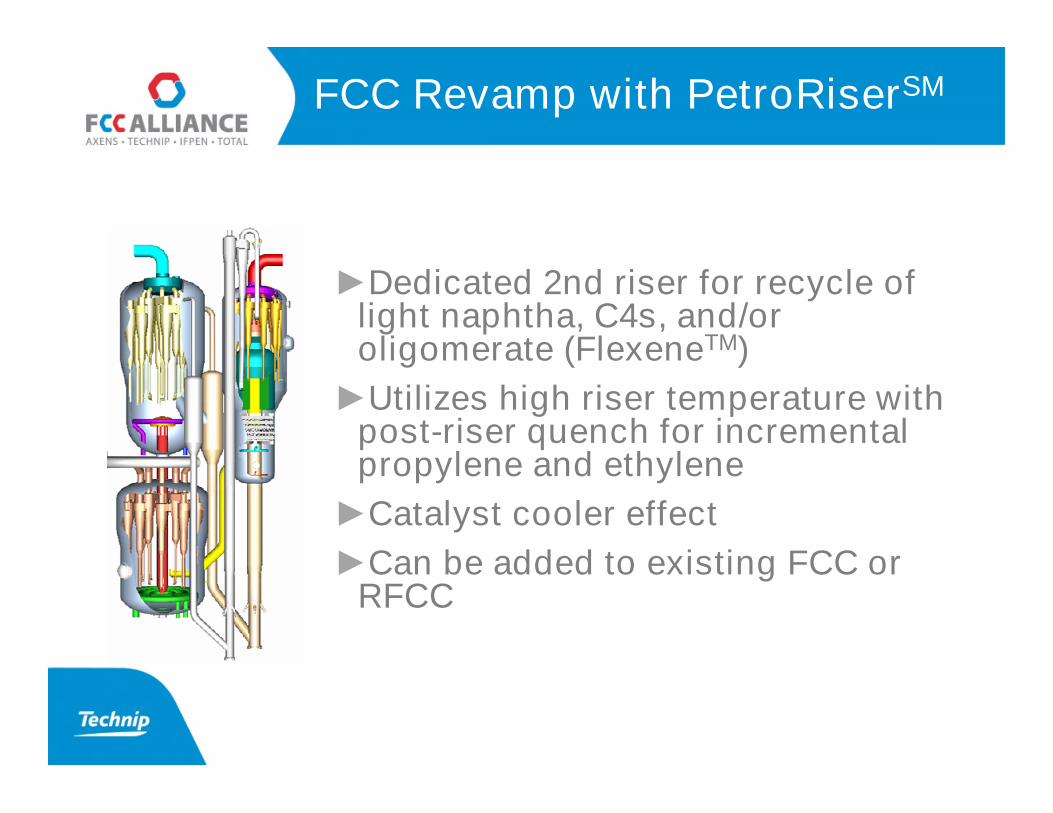
FCC Revamp with PetroRiserSM
►Dedicated 2nd riser for recycle oflight naphtha, C4s, and/oroligomerate (FlexeneTM)
►Utilizes high riser temperature withpost-riser quench for incrementalpropylene and ethylene
►Catalyst cooler effect
►Can be added to existing FCC orRFCC

►HSFCC reaction module suitable foraddition to existing FCC regenerator inparallel with existing reactor
►Simultaneous fuels and petrochemicaloperation possible
►Shared catalyst and heat balance withexisting unit
►Catalyst cooler effect to existing unit
►Incremental reactor effluent can beprocessed in parallel recovery section
HS-FCC Revamp Example
Revamp Unit Study

HSFO
KeroseneJet A 1
Naphtha HDS
VDU
DieselHDS
Sat Gas Plant
FCCU
Delayed Coker
CDU
AtmGasoil
HCGO
Kerosene
Diesel
Naphtha
KeroseneHDS
Butane
PropaneFuel Gas
Alkylation
Isomerization
Slurry
LCOFCC
Gasoline
LCGO
Heavy Sour Crude
C3=
BENZOUT
FCCHTU
LPG
Fuel Oil
Petroleum Coke
C5/C6Isomerization
Reformer
Alkylation
Jet A 1
ULSD
C3=
Propane
Gasoline
VGOHTU
ULSD
FCC PP
Alkylate
Pre-Revamp Base Case
VACUUMTOWER
HSFO
KeroseneJet A 1
Naphtha HDS
VDU
DieselHDS
Sat Gas Plant
FCCU
Delayed Coker
CDU
AtmGasoil
HCGO
Kerosene
Diesel
Naphtha
KeroseneHDS
Butane
PropaneFuel Gas
Alkylation
Isomerization
Slurry
LCOFCC
Gasoline
LCGO
Heavy Sour Crude
C3=
BENZOUT
FCCHTU
LPG
Fuel Oil
Petroleum Coke
C5/C6Isomerization
Reformer
Alkylation
Jet A 1
ULSD
C3=
Propane
Gasoline
VGOHTU
VacuumTower
Tight Oil
ULSD
VacuumBtms
FCC PP
Alkylate
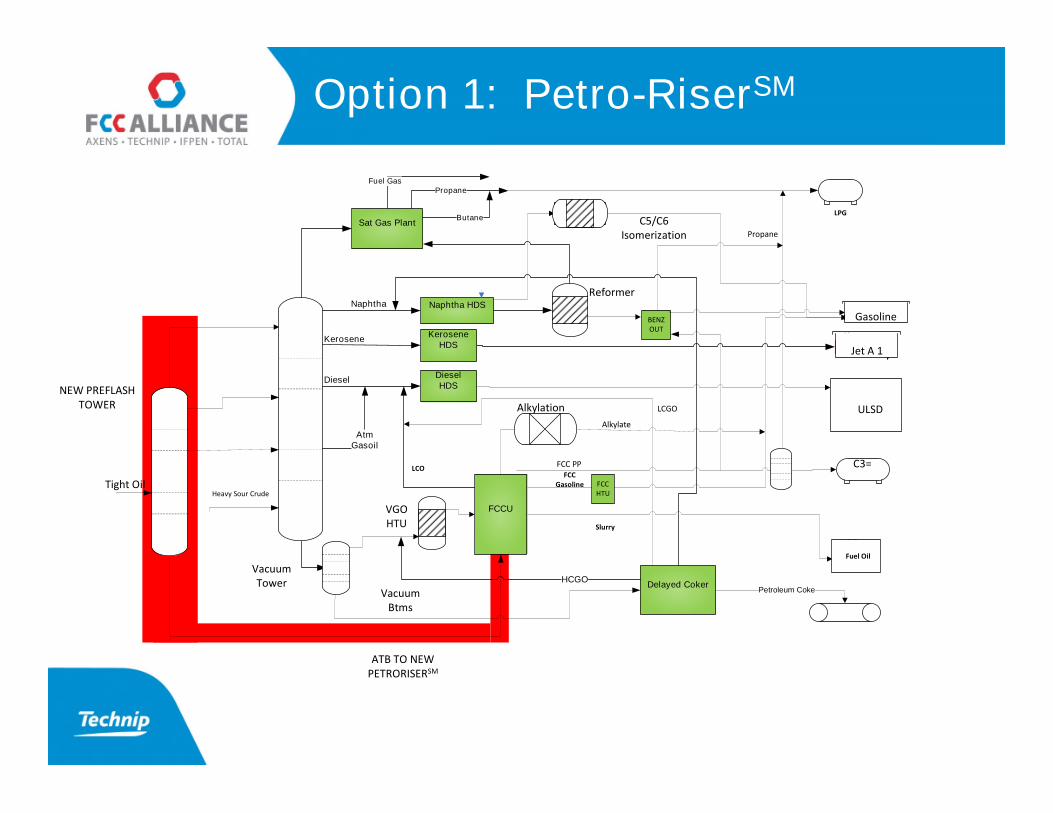
Option 1: Petro-RiserSM
ATB TO NEWPETRORISERSM
NEW PREFLASHTOWER
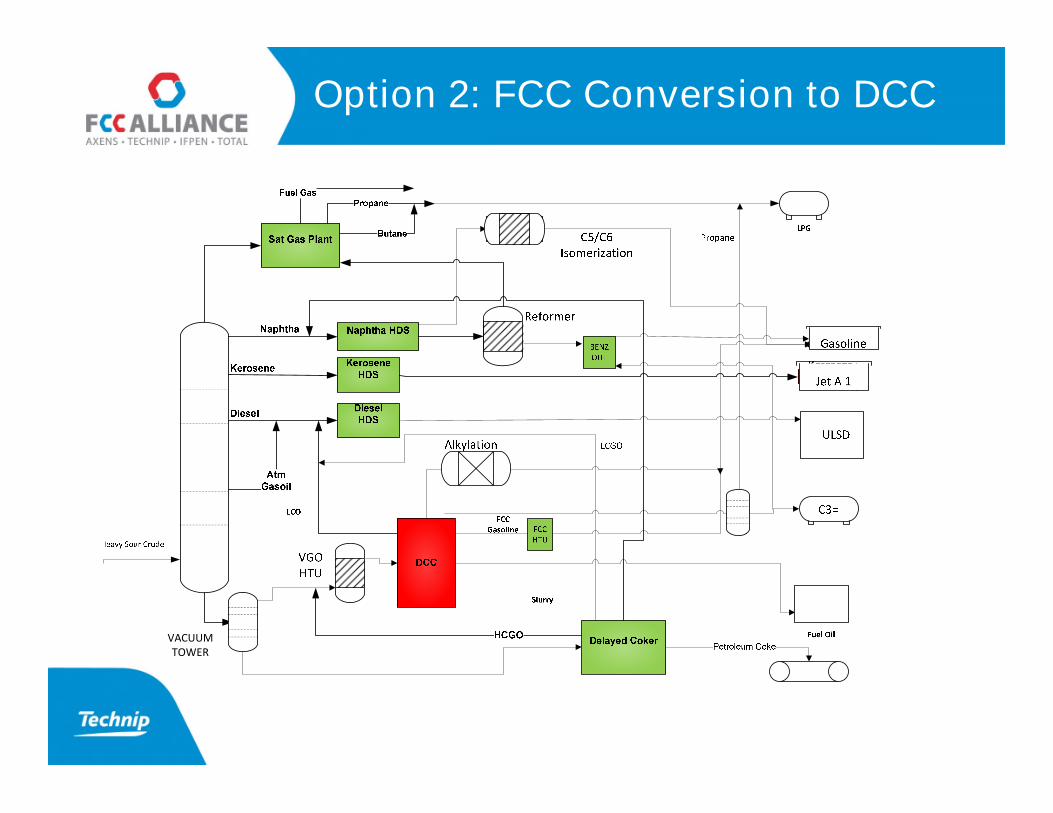
Option 2: FCC Conversion to DCC
VACUUMTOWER
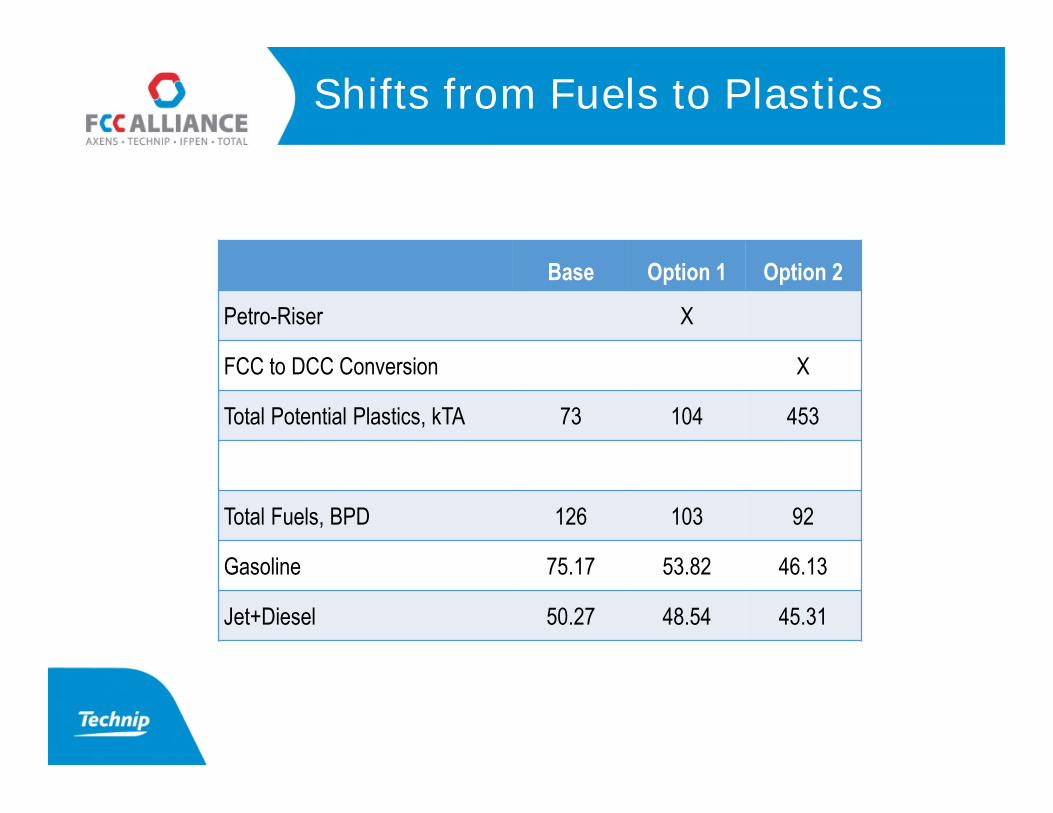
Shifts from Fuels to Plastics
Base Option 1 Option 2
Petro-Riser X
FCC to DCC Conversion X
Total Potential Plastics, kTA 73 104 453
Total Fuels, BPD 126 103 92
Gasoline 75.17 53.82 46.13
Jet+Diesel 50.27 48.54 45.31

Translate into Big Economic Impact
Base Option 1 Option 2
Petro-Riser X
FCC to DCC Conversion X
Delta Gross Margin, $MM/Yr Base 194 235
Delta CAPEX (From Base) 100 275
Payback period, months 6.2 14.0

Conclusion
►Propylene demand continues to grow at arate of 4% and FCC is expected to contribute30% of new incremental demand.
►Most new FCC units will be based onpropylene production and integrated withpetrochemical facilities, but these new unitswill not completely meet expected demandalone.
►The latest FCC technology can also beapplied to existing FCC units to shift fromfuels to petrochemical mode of operation,producing not only a higher margin productslate, but also displacing some of the fuelsproducts that contribute to greenhousegases.
Thank you
HARVEY MCQUISTON AND STEVE SHIMODATECHNIP STONE & WEBSTER PROCESS TECHNOLOGYGPS – LISBON, NOVEMBER 14-16 2016
The material appearing in this presentation is for general information purposes only. Technip S.A. and its affiliated companies ("Technip")assume no responsibility for any errors or omissions in these materials. TECHNIP MAKES NO, AND EXPRESSLY DISCLAIMS ANY,REPRESENTATIONS OR WARRANTIES, EXPRESS OR IMPLIED, REGARDING THE MATERIALS CONTAINED IN THEPRESENTATION, INCLUDING ANY IMPLIED WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE.Under no circumstances shall Technip, the other sponsors, presenters and any of their respective partners, officers, directors,employees, agents or representatives be liable for any damages, whether direct, indirect, special or consequential, arising from or inconnection with the use of materials and information contained in the presentation. The materials contained in this presentation may notbe reproduced, republished, distributed, or otherwise exploited in any manner without the express prior written permission of Technip.