Embed Size (px)
Citation preview

AFMUTR.71-83
00 00
CD
THE EVALUATION OF GLASSES AS FORGING LUBRICANTS
A. T. MALE
F. J. GVRNEY
T. E. JONES
WESTINGHOUSE ELECTRIC CORPORATION
TECHNICAL REPORT NO. AFML-TR-71-83
APRIL 1971
Approved for public release; distribution unlimited.
R«produc«d by
NATIONAL TECHNICAL INFORMATION SERVICE
Springfield, V> 221J)
AIR FORCE MATERIALS LABORATORY AIR FORCE SYSTEMS COMMAND
WRIGHT-PATTERSON AIR FORCE BASE, OHIO 4S433
D D C
JUL 13 1971
n
EISE!] u LD c
B
^
mmtmmiM mmmm

NOTICE
When Government drawings, specifications, or other data are used for any purpose other than In connection with a definitely related Government procure- ment operation, the United States Government thereby incurs no responsibility nor any obligation whatsoever; and the fact that the government may have formu- lated, furnished, or in any way supplied the said drawings, specifications, or other data, is not to be regarded by implication or otherwise as in any manner licensing the holder or any other person or corporation, or conveying any rights or permission to manufacture, use, or sell any patented invention that may in any way be related thereto.
MWtlMfv
IIITf IEC'10» NC iff* ucno« •.. «IMMWEI miifiwtiwi
.K
IT ....,...„ itmiiitiM/miuiiun m.
rat. MAIL ui/e VECUK
£
Copies of this report should not be returned unless return is required by security considerations, contractual obligations, or notice on a specific document.
70Ü . Jim« 1171 - CO10S - 1-71-7M m !
_MMHMüM

r Uncluaulfied
ggcurtiv cigigtficütafl DOCUMENT CONTROL VATA" R&D
T^—'*■
ItrtuHty rlmmllralion el Uli», boity ul ahtliai I »nd indnlnt »nnulmtliti mutl hr »mvird »h*n ihr nvviall r»pitil (> • lo'Hifd) I OHIOINATINO «CTivir* (Cotpofit mulhot)
Westlnghouse Electric; Corporation Astronuclear Laboratory Plttflburgh P«.nnfly1vani«
i mtfoWt tmri
JC.MIt'OMT ItCUHITV C L A 111 Kl C « T ION
Unc.laasi Tied »6. OKOUM
THE EVALUATION OF GLASSES AS FORGING LUBRICANTC
« octcniPTivi NOttt (Typ* ol rtpotl mnd Intlutlv dulii)
» tuiHOniti (Plft n»m; mlddlm Inlllal, Imil nmint)
A. T. Male F. J. Gurney T. E. Jones
• nr.fonr DATC
April 1971 7a. TOTAL NO. OF PASES
^3 lb. NO OF REFS
11 •a. CONTRACT ON GRANT NO
F33615-69-C-1198 b. PROJEC T NO
7351 e.
735108
M. ORIGINATOR'S REPORT NUMBER(S)
AFML-TR-7I-83
»b. OTHER REPORT NO(S) (Any other number* that may ba aaalgnad Ihla taport)
10 DISTRIBUTION STATEMENT
Approved for public releas«! distribution unlimited.
II SUPPLEMENTARY NOTES 12. SPONSORING MILITARY ACTIVITY
Air Force Materials Laboratory Wright-Patterson Air Force Base, Ohio
13. ABSTRACT
The ring compression test has -been successfully used to determine the relative efficiency of a number of lubrication systems for the high temperature forging of Type 300A maraging steel and titanium -6 aluminum -k vanadium alloy. The results clearly indicate the advantage of using both a glass coating on the workpiece and a grease-base lubricant on the tooling. Data obtained has identified the optimum temperature range for use of each of the three glass coatings evaluated.
Inaccuracies in the application of theoretical analysis to practical ring test results, due to bulging occurring at high friction levels, can be minimized by using specimens of small ratios of internal diameter and thickness to external diameter. When such precautions are taken, the method of analysis used in this work allows a value for the interface shear of the lubricant system to be determined. Under thick film lubrication conditions, this value would be independent of the flow stress of the workpiece material.
DD FORM 1473 UnclassifiRtl Sfiuritv ClassificHtion

llnr.1 until fjeil . 3.
»»■ \*i ,» wo not LINK e
noLt
Interfuce friction shear Interface friction shear factor Metalworking lubrication Flow stress Resistance to deformation Forging Compression test Muraging steel Ti-6Al-l»V alloy
Unclesslfied Security Classification
■MMMHWMiHMIiW^

THE EVALUATION OF GLASSES AS FORGING LUBRICANTS
A. T. MALE
F. J. GVRNEY
T. E. JONES
WESTINGHOUSE ELECTRIC CORPORATION
Approved for public release; distribution unlimited.
■MMMMIMÜ J- ■ ■ - - -■ - ■-- —■—-- —^aM^aa^M-a—au—aa^aM

mimmmimmmnimmm
FOREWORD
This report was prepared by the Westinghouse Electric Corporation, Astronuclear Laboratory, Pittsburgh, Pennsylvania, under U.S.A.F. Contract F33615-69-C-1198. The contract was initiated under Project No. 7351, "Metallic Materials", Task No. 735108, "Processing of Metals", and administered under the direction of the Air Force Materials Laboratory, Wright-Patterson Air Force Base, Ohio, with Mr. Vincent DePierre (LLN) as Air Force Project Engineer.
The program was conducted under the technical direction of Dr. Alan T. Male, Westinghouse principal investigator. Significant contributions have been made to this program by Messrs. T.M. Brown, W.A. Houston, M.M. Myers and R.A. Sweeney of Westinghouse. Particular contributions of Mr. V. DePierre have been made in numerous discussions as to the method of analysis.
This report discusses research conducted from 1 March 1970 to 30 September 1970. It was submitted by the authors on 27 January 1971.
This technical report has been reviewed and is approved.
s/. T.D. COOPEIT Chief, Processing and Nondestructive Testing Branch Metals and Ceramics Division Air Force Materials Laboratory
ii

1
ABSTRACT
The ring compression test has been successfully used to determine the relative efficiency of a number of lubrication systems for the high temperature forging of Type 300A maraging steel and titanium - 6 aluminum - h vanadium alloy. The results clearly indicate the advantage of using both a glass coating on the workpiece and a grease-base lubricant on the tooling. Data obtained has identified the optimum temperature range for use of each of the three glass coatings evaluated.
Inaccuracies in the application of theoretical analysis to practiced ring test results, due to bulging occurring at high friction levels, can be minimized by using specimens of small ratios of internal diameter and thickness to exter- nal diameter. When such precautions are taken, the method of analysis used in this work allows a value for the interface shear of the lubricant system to be determined. Under thick film lubrication conditions, this value would be independent of the flow stress of the workpiece material.
iii

r 1
TABLE OF CONTENTS
SECTION PAGE
I Introduction 1
II Theoretical Background 3
III Experimental Techniques 7
IV Results and Discussion 10
V Conclusions _l6
References '
(
IV
■MMMMi ■MMMMMiMHiMMM

ILLUSTRATIONS
Figure Page
1. Variation of the peak deformation pressure 30 with reduction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on the measured value of the contact area.
2. Change in the internal diameter of the mara- 31 ging steel rings with reduction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on a corrected value of the internal diameter.
3. Variation of the interface factor with re- 32 duction in thickness as a function of the lub- rication system for the 1500oF forging of maraging steel rings. Data are based on the corrected value of the internal diameter.
h. Variation of the effective value of the 33 material flow stress with reduction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on the corrected value of the internal diameter and the measured value of contact area.
5. Variation of the interface shear stress with 3^ reduction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on the corrected value of the internal diameter.
6. Variation of the peak deformation pressure 35 with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the measured value of the contact area.

ILLUSTRATIONS (Cont' d)
Figure
7.
8.
9.
10.
11.
12.
Change in the Internal diameter of maraging steel rings with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30!t reduction in height. Data are based on the corrected value of the internal diameter.
Variation of the interface factor with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the corrected value of the inter- nal diameter.
Variation of the interface shear stress with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the correct- ed value of the internal diameter.
Variation of the effective value of the material flow stress v.xth forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the corrected value of the internal diameter and measured value of contact area.
Change in the internal diameter at the bulged surface with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% and 30% reduction in height.
Change in the internal diameter at the bulged surface with forging temperature as a function of the lubrication system for the forging of Ti-6A1-Uv rings to 30/f and 30% reduction in height.
Page
36
37
38
39
Uo
Ul
vl
■MMMMMMMMMH^L^Ml

1
ILLUSTRATIONS (Cont' d)
Figure Page
13. Influence of various specimen and die h2 lubricants on the surface quality of maraging steel rings forged at various temperatures to 50 percent reduction in height.
Ik. Influence of various specimen and die ^3 lubricants on the surface quality of Ti-6A1-Uv rings forged at various temperatures to 50 percent reduction in height.
1
vil

•^^^rmmmmmmimmmmimmmmtmmmmimi^
TABLES
TABLE TITLE £&S£
I Data From Forging of Maraging Steel Rings lo
II Data From Forging Of Ti-6Al-UV Rings _ _ 23
viii
mtmmmm

mm ni
INTRODUCTION
Since the early work of Sejournet, glass lubrication has been increasingly used in the extrusion operation for the processing of materials requiring high deformation temperatures. The successful use of glass and glass-like substances for this application results from the ability of these substances, (a) to act as a relatively inert low shear strength interface at metalforming temperatures, (b) to retard reaction of the elevated temperature workpiece with the environment, and (c) to act as a thermal insulator to prevent excess- ive heat buildup in the tooling and to prevent chilling of the workpiece. The ability of glass coatings to favorably influence the interface condition for extruding such materials as high strength steels, titanium alloys, nickel-base superalloys and refractory metals has promoted an interest in the possibilities of using glass lubricants in other mechanical-working operations, particularly the hot forging of Jet engine compressor and turbine blades and other shapes for aerospace applications.
The successful use of a workpiece coating to improve the interface condi- tion is a prime factor in the economic production of a desired end product geometry with specific mechanical properties. The interface conditions are often the deciding factor in determining success or failure of a metalworking operation because they affect the total load required to perform the desired operation, the degree to which the metal will fill the cavities of the die, the uniformity of the metallurgical structure in the product and the quality of the surface of the product. Adequate control of metalworking processes requires that the friction and heat transfer effects occurring at the tool/ workpiece interfaces be accurately known; a situation which is not yet a reality. It is this current inability to accurately describe the interface conditions that actually exist which is the primary obstacle in limiting the placement of metalworking operations on a rigorous mathematical basis.
The use of the ring compression test developed by Male and Cockcroft allows the relative lubrication qualities of various workpiece coating substances to be easily determined. Under particular conditions, it also allows numerical values of an "apparent" coefficient of friction to be obtained by means of an indirect calibration. Under similar conditions, an extension of the mathematical treatment of Avitzur by Male and DePierre, and DePierre, Saul and Male2 enables slightly different numerical friction data to be obtained. In addition, this latter treatment indicates the possi- bility of considering interfacial properties per se in a more fundamental scientific manner.

mm^mmmi^i
The objective of this work was to assess the feasibility of using the ring compression test for the eveLLuation of glass workpiece coatings as lubricants for hot forging operations and to provide data which would have immediate industrial application. A lesser objective was to attempt to formulate the interface characteristics rather more basically than has presently been done.
I

wmmmmmmmmmmmmmmm
1 II. THEORETICAL BACKGROUND
The change in diameter of flat-ring shaped specimens produced by a given amount of axial compression between flat dies has been shown by Male and Cockcroft to be related to the amount of frictional restraint acting at the interface between the dies and the specimen. If no restraint acts at the interface, the ring would deform in the same manner as a solid disk with the cylindrical surfaces of the ring remaining perpendicular to the flat sur- faces. If a small but finite value of restraint exists at the interface, the outward flow of the specimen is reduced and, for the same degree of axial compression, the outside diameter of the specimen would be smaller than for the compression with zero frictional restraint. When the frictional restraint exceeds a critical value, it becomes energetically favorable for only part of the ring to flow outward and the remainder of the ring to flow inward toward the center, thus causing the outside diameter of the ring to be still further reduced for the same degree of axial compression. In addition to these changes, the cylindrical surface of the ring would not necessarily remain perpendicular to the flat surfaces, but would become contoured with the degree of contour depending upon the amount of frictional restraint, the value of the flow stress of the ring material and the thickness to diameter ratio of the ring specimen. Calibration of these shape changes as a function of the frictional restraint acting at the interface allows the evaluation of different lubricants to be conducted.
Mathematical expressions relating the change in internal diameter of a ring specimen after forging to the frictional restraint acting at the inter- face have been formulated by Avitzur3, Hawkyard and Johnson5 and also by Burgdorf6. The analyses of Avitzur and of Hawkyard and Johnson are based on the concept of a constant interface friction shear factor defining the friction- al restraint whereas the analysis of Burgdorf is based on the concept of a constant coefficient of friction. The relative merits of these two concepts have been examined by DePierre, Saul and Male2 who compared experimented ring test results with the predictions of the two mathematical formulations and concluded that the concept of a constant interface shear factor more closely defined the true situation.
The constant interface shear factor formulation is based on the assump- tion of constancy of the ratio of the shear stress of the interface substance separating the ring specimen from the dies to the flow stress of the deforming workpiece as expressed in the following equation:
m » T « constant (l) 00//3"

m^mmmmmtm^mr'
where m is the interface shear factor, T is the shear stress of the interface substance (the frictional restraint to metal flow) and o0 is the specimen material flow stress. Since the shear stress, Oo/»3 , of a material is generally assumed to be constant for a particular set of conditions, the implication from Eq. (l) is that the frictional restraint, x, is constant over the entire flat surface of the ring specimen.
The change in shape of the ring during forging has been shown mathemati- cally by Avitzur3 and by Hawkyard and Johnson5 to be solely dependent upon the value of the interface shear factor and the amount of deformation. The ratio of the total deformation pressure to the flow stress of the ring material has been shown to be dependent on the same parameters. Measurements of the shape change of a ring after deformation and also of the total pressure required to achieve the deformation thus allows both the flow stress and the interface shear factor to be determined; and also a numerical value to be associated with the interfacial restraint through the use of Eq. (l). Under conditions of truly thick film lubrication, this technique would permit quantitative comparison of different interfacial layers independent of the direct value of j the flow stress of the workpiece material. The detennination of the variation of the interfacial restraint as a function of temperature and pressure would | then allow the interfacial restraint determined in one series of tests to be j directly applied to any other material under identical interfacial conditions, j provided the interfacial substances were applied in the same manner and that . reaction of the cc/ating substance with the workpiece surface did not occur. 1
Deductions from Eq. (l) imply that sliding of the workpiece surface occurs, with respect to the die, if the restraint of the interface layer is j less than the shear stress of the workpiece material. Sticking (no relative || movement between die and workpiece surfaces) occurs when the interfacial |( restraint exceeds the shear stress of the workpiece material. An interface substance of some kind is generally present in all metalworking operations and the presence of this substance prevents or minimizes direct contact of the •. workpiece with the die. If this interface layer is sufficiently thin to allow interaction between the roughness of the die and workpiece surfaces, the frictional restraint would be partially governed by the flow properties of the workpiece material because of the plastic shearing of the workpiece surface asperities. If, however, the interfacial film were sufficiently thick to preclude such interaction, the frictional restraint would consist r.olely of the shear strength of the interface layer and would be independent of the flow properties of the workpiece. It is with this latter situation with which we are primarily concerned in this report.
The application of a lubricant substance at the interface between the workpiece and the dies allows consideration of the interface substance as a thin film of fluid (but thick with respect to the size of surface irregularities on the dies and workpiece) and thus to be analyzed by techniques of a Newtonian

fluid as suggested by Vdovin8 and related by:
T = 1 Av (2)
where T is the tangential stress in the interface layer (the frictional restraint to metal flow), n is the viscosity of the interface substance, Av is the relative velocity of the workpiece with respect to the dies and t is the thickness of the interface film.
An analysis of the manner in which the variables relating the fluid shear vary during the axial forging of a ring between two flat dies, as related by Eq. (2), shows that the frictional restraint may not actually be constant over the entire flat surface of the ring but can vary ove^ the inter- face and be dependent upon the surface geometry of the ring. For the r
die forging of a flat disk the relative velocity would be the greates4
edges, and zero at the center of the disk where no motion can occur, thickness would seemingly be smallest at the edges of the specimen possibility of loss of lubricating substance by squeezing out from Lv the dies and the disk occurs but might also be influenced by some degrte by the increased die pressure. For most substances, the viscosity increases as the pressure is increased and would thus be greatest at the center of the disk where no flow occurs. The assumption of a constant value for interfacial resistance is now seen to be dependent upon the constancy of the combined parameters which compose it, however, a sort of balance can be deduced by considering the variation of the parameters as the distance from the edge of a specimen is increased.
The basic method of analysis3 assumes a constant average value, through m, for the interfacial shear stress over the entire workpiece surface and deduces an average die pressure over that area. This is known not to be true but it does allow comparison of theoretical predictions with possible experimental measurements. For this reason, Eq. (2) must be modified in some way in order to utilize the basic measured viscosity property of the interface material. Once this has been realistically accomplished, knowledge of this viscosity as a function of temperature and pressure should allow the frictional restraint, T, to be predicted provided that the expected film thickness and interfacial velocity are known.
An additional assumption in the theoretical treatment is that the work- piece flow properties are uniform throughout the entire volume. In certain instances this is not necessarily correct. For example, Sejournet and Cook and Gpretnak10 have experimentally determined surface chilling effects in metalworking operations and have demonstrated that these can be significant.

■"^•^WPFffVI
Such chilling can lead to an increase in shear strength of the surface layers of the workpiece and considerably modify metal flow in this vicinity. The effect would generally be to force shear to occur in subsurface layers of the workpiece and thus possibly lead to surface cracking depending upon the relative strength and ductility as well as the thickness of the chilled layer. Such effects would then effectively mask the true surface friction by pre- cluding relative motion between the die surface and the true workpiece surface,
Controlled thermal conditions which limit heat transfer at the interface sure necessary to prevent surface chilling. These conditions are easily simulated when both the tooling and workpiece are at room temperature, but are not so easily achieved at elevated temperatures and are almost never obtained in practical metalworking operations. The practical problem is the one of interest to those individuals concerned with the actual production of components, since it influences the deformation loads, die filling, homo- geneous structure and surface quality. The practical conditions should be kept in mind whenever experimental metal processing work is accomplished. These conditions require that consideration be given to the heat transfer occurring at the interface and thus to the thermal insulation properties of a coating substance and also to the degree to which the coating substance reacts with the workpiece and the tooling.
The evaluation of glasses as forging lubricants as described in this report was done with the idea of providing information to allow the field of metalworking to be placed on a more scientific basis and of providing infor- mation of direct value to those individuals concerned with the production as- pects of metalworking.
mmmm

1
III. EXPERIMEMTAL TECHNIQUES
The evaluation was conducted by axial forging of rings of raaraging steel, type 300A, and of a titanium alloy, Ti-6Al-l*V. Uncoated rings and rings coated with three different glass compositions were evaluated in combination with a die lubricant and with unlubricated dies. The evaluation was conduc- ted over a range of temperatures to include commercial practice, 1500oF to 2200oF; and over a range of deformation. The ring size used in this evaluation was 1.500 in. O.D., 0.750 in. I.D. and of thickness 0.500 in.
The forging was conducted between flat dies in a 500 ton vertical hydraulic press with a ram motion of approximately 1.5 in./sec. The dies were made of H-12 tool steel heat treated to Re k6 and were circularly ground to approximately l6y-in. finish. The dies were preheated to 500° F in an air atmosphere furnace prior to the forging operation and in some cases two specimens of identical material and lubricant condition were forged on the dies before reheating. Spacer plates were used in the forging operation to achieve the desired height reductions. Forging load measurements were obtained by using a strain gage instrumented load cell which completely supported the lower die.
The ring test specimens were prepared for forging by grit blasting and, where necessary, lubrication was achieved by coating the specimens with the appropriate glass slurry prior to preheating to forging temperature. Details of the glasses and coating techniques are given in a following paragraph. Preheating to the forging temperature was carried out in an electric muffle furnace without any atmosphere control and all specimens were heated" for 30 minutes. The specimens were placed on their sides in a special stand in the furnace so that the flat faces of the rings were free of contact with other substances. Transference of the specimens from the furnace to the forging dies was carried out using long handled tongs and the time delay between removal from furnace and actual deformation was of the order of five seconds.
The three glasses used for lubrication in this study were a borate type (Corning No. 9772), a potash-lead type (Corning No. 8871) and a potash-soda- lead type (Corning No. 0010). The approximate chemical compositions were as follows:
CORNING NO. ^PPRnYTMkTE CCMPOSITION. %
9772 Predominately B2O3
8871 35 Si02, 7 KgO, 58 PbO

mmmmm w^fmmmvm
CORNING NO. APPROXIMATE COMPOSITION. %
0010 63 Si02, 7.6 Na20, 6 KgO, 0.3
CaO, 3.6 MgO, 21 PbO, 1 AlgO
All glasses were obtained as -100 mesh powders and were prepared in the follow- ing manner. A gel was first made by mixing 1 g. of carboxy polymethylene (Carbopol 93M in 375 ml of warm distilled water and then neutralizing to pH 7 with NaOH solution. 30 ml of the resulting gel was then combined with 200 ml glass powder and 100 ml water to produce the coating glass slurry. With the 8871 and 0010 glasses, the gel and the glass powder were first mixed together and the water then gradually added. With the 9772 glass, however, a slightly better slurry was obtained by first combining the gel and the water and then gradually adding the glass powder. The resulting slurries were then thoroughly mixed using an electric mixer.
Those specimens requiring the application of glass were preheated to 170-190° F prior to coating. The glass slurries were applied to the forging specimens by dipping the ring into a beaker of slurry. Such techniques gave slurry coating thicknesses of approximately 0.005 in. on the forging specimens which at normal working temperatures yielded liquid glass coatings of approximately 0.002 in. All coated specimens were dried at 170-190° F prior to preheating to working temperature.
For forging with vnlubricftted (bare) dies, the die surfaces were degreased with acetone prior to heating, and were wiped with clean rags between successive specimen deformations. Where lubricated dies were used, lubrication was achieved by smearing the working surfaces with Fiske 60i*D Hot Die Lubricant, which is a high viscosity oil base lubricant containing aluminum, graphite, lead and an inorganic Jelling agent. The residues were removed and the lubricant uniformly reapplied between successive specimen deformations.
The specimens were cleaned by grit blasting after the forging operation to remove the adhered coating. Measurements were made on the ring to determine the actual as-forged dimensions. Non-circularity and bulging of the ring sides were experienced in all ring forgings. The non-circularity was compensated for by measuring the maximum and minimum diameters of the rings and taking a mean value.
The compensation for bulge in the maraging steel rings was made by measuring the actual contact diameters of the ring and the bulged diameters. A mean non-bulged diameter was computed by assuming that the bulge was parabolic and that the effective diameter without bulge would be at a position one third of the distance from the contact diameter toward the tip of the bulge. The actual mean contact area was obtained by averaging the contact areas of

1
both sides of the specimen, this mean contact area.
The average pressure was computed through use of
Bulging in the Ti-6Al-i+V specimens occurred to such an extent that attempts to account for its effect would be of negligible value. The forging pressures for the Ti-6Al-HV specimens were computed by use of the constancy of volume principle and the actual measurement of the ring thickness. This technique was adopted because of difficulties associated with measuring actual contact areas on these specimens. The error thus introduced is estimated to be less than 3% on the calculated pressures. The effect is to slightly underestimate the pressure.
The measured and calculated values of specimen geometry and forging pressure are presented in Tables 1 and II for each condition of specimen material, forging oemperature, lubricant combination and reduction amount. The values of the interface shear factor, material flow stress and interface factor for the maraging steel ring were computed as described earlier and are presented in Table I.
■MM ^BaHaMaH|BaaMaa

mmrmimmmmrmmmßmm
IV. RESULTS MD DISCUSSION
Results of the evaluation as compiled for maraging steel in Table I are presented graphically in Figs. 1 through 11. All maraging steel data pre- sented in graphical form are corrected for bulge as discussed previously. The peak forging pressure required to achieve a specific reduction in height of the ring is presented in Fig. 1 for the 1500oF specimen temperature and the various lubricant combinations evaluated. The highest deformation pressures are required for uncoated specimens forged on unlubricated dies. Some re- duction in the deformation pressure is achieved by use of 0010 glass-coated specimens forged on unlubricated dies, but significant reduction in the defor- mation pressure is achieved when a die lubricant is used; in the case of this study the die lubricant used was Fiske SokB hot die lubricant. The results of Fig. 1 show that non-coated rings forged on lubricated dies actually required less deformation pressure to achieve a specific reduction in height than did 0010 glass-coated rings forged on lubricated dies. Use of 8871 glass coating on the rings or 9772 glass coating on the rings progressively reduced the required deformation load.
The measurement of the change in the internal diameter of the rings as a function of the reduction in height for the 1500oF forging of maraging steel rings, as presented in Fig. 2, shows somewhat complementary results to Fig. 1 in that the non-coated rings forged on non-lubricated dies show the greatest resistance to interface flow. Slight improvement is achieved by forging 0010 glass-coated rings on uncoated dies, but significant lowering of the interfacial restraint is achieved when the rings are forged on lubricated dies. As can be seen in Fig. 2, the non-coated rings forged on lubricated dies show less frictional restraint than either the 0010 glass-coattd rings or 8871 coated rings forged in conjunction with the die lubricant. Those rings coated with the 9772 glass and forged on lubricated dies show the least frictional restraint for the 1500oF forging.
The apparent difficulty of the higher frictional restraint for 0010 and 8871 glass-coated rings forged on lubricated dies compared with uncoated rings forged on lubricated dies may be explained by the consideration of the expected value of interface shear of the glass coatings. Information published by Corning Glass Works11 gives the viscosity of the 0010 type glass at l800oF as 10,000 poises. By means of Eq. (2) using an effective coating thickness of 0.001 in. and an estimated mean relative interfacial velocity of 1.0 in./sec. the shear stress of the 0010 glass is computed to be approximately 28,000 psi at l800oF. The value of the material shear stress, 0.577 times the flow stress, as deduced from Table I shows that the shear stress of the ring material at l800oF is also approximately 28,000 psi. At temperatures above l800oF the shear strength of the maraging steel is higher than that of the thin coating of 0010 glass and at temperatures below l800oF the shear
10
mam

1
strength of the 0010 glass coating is greater than that of the maraging steel. Use of a thin coating of 0010 glass at 1500oF thus retards the interface motion and thereby partially explains the results of Fig. 1 and Fig. 2.
Tt should be carefully noted that one side of the glass coatimt is in conta -t with the dies and die lubricant at 500oF and therefore the effective
temperature of the glass coating is reduced, or its effective thickness at temperature is reduced. This would further tend to increase the value of the shear stress of the glass film. The chilling effect of the outer surface of the ^lass coating can thereby cause 8871 glass coating to be effectively higher in shear at 1500oF than the ring material even though the 8871 glass is of much lower viscosity than the 0010 glass and thus possibly explains the greater frictional restraint of 8871 coated rings forged on lubricated dies over non-coated rings forged on lubricated dies as shown in Fig. 2.
The effect of glass coatings in lowering the heat transfer from the work- piece to the dies has been shown by Cook and Spretnak.9 The lower heat transfer effects experienced with glass-coated rings therefore cause them to be of
| lower effective flow stress than non-coated rings and in turn affect the results of Fig. 1. A sort of trade off of effects of the glass coatings at the
j 1500oF temperature can then occur by the glass coating providing a heat trans- fer barrier to retard chilling and thereby promoting metal flow and at the same time causing a high shear stress interface which tends to retard interface flow.
The general finding of Figs. 1 and 2 implies that the primary lubrication mechanism at the 1500oF test condition is the Fiske Sohl) die lubricant and. that the glass coatings applied to the rings do not significantly alter the friction characteristics of the interface, but do provide a heat transfer barrier and thereby allow favorable metal flow. Ihese deductions cannot be precisely supported by the results of this study, but should be further evaluated under carefully controlled die temperature forgings.
The results as used in this report are affected by the ability to accurate- f ly account for the bulging of the aides of the ring. This bulging affects the
area of contact between the ring and the die and thereby the deformation pressure and the value of the flow stress. It directly affects the value of the change in internal diameter. The amount of bulging is smallest for the maraging steel rings forged with good lubrication and largest for those forged with poor lubrication; consequently, the ability to account for bulge is more accurate for the rings forged with good lubrication and less accurate for those forged with poor lubrication and the results as obtained and discussed in this report reflect this difficulty.
| The results presented in Fig. 3 for some of the better lubrication con- ditions have been calculated using the computer solutions of Avitzur's eauations generated by Saul, Male and DePierre7. Although true analysis
11

of tie experimental data by this means is not completely Justified, the cal- culated m values are seen to be constant over a reasonably wide range of deformation. Deviations noted at low deformations may be due to experimental inaccuracies involved in measuring very small changes in internal diameter. Flow stress values deduced from this data by the technique of Saul, Male and DePierre7 tend to be independent of the friction conditions, as would be ex- pected. The higher values observed at the higher deformations with non-glass coated specimens are almost certainly due to die chilling effects.
Information as presented in Figs. 1 through 5 for the 1500oF forgings has been plotted for all other temperatures. The values of each parameter at the 30 percent reduction level for each lubricant combination have been plotted as a function of temperature. The total pressure as a function of preheat temperature is illustrated in Fig. 6. The relative increase in the required deformation pressure for 9772 coated rings as the temperature is increased from 1500oF to 2200oF reflects its increased susceptibility to run off of the ring surface during the heating process. The increased benefits of the 8871 and 0010 glass coatings in serving as a lubricant and thermal insulator are evident at the higher temperatures. An increase in the required deformation pressure at the l800oF temperature range is evident. The increase appears to be too large to be experimental error and may be owing to the growth of aus- tenitic grains of the maraging steel in this temperature range and thereby causing the higher flow stress.
The general effect of the change in internal diameter of the ring as a function of processing temperature is shown in Fig. 7. The rapid decline in favorable properties of the 9772 glass coating with increased temperature is readily noticed. The favorable use range of the 8871 glass coating in permitting the outward flow of the ring can be seen to be the middle temp- erature range and the decline in the effectiveness of this glass coating at the high temperatures can easily be seen. The value of the 0010 coating at the high temperature region is easily seen. The overall effect of use of the die lubricant over non-lubricated dies is readily apparent.
The ratio of the interface shear stress to the material shear stress as shown in Fig. 8 indicates a general increase with increasing temperature while the shear stress of the interface substance indicates a general decrease with decreasing temperature as may be seen in Fig. 9. The significance of these two figures is that the lubrication condition can still be improving with increasing temperature, but its effect on metal flow can act as an increase in frictional restraint owing to the more rapid decrease in the value of the workpiece flow stress as temperature is increased which is shown in Fig. 10.
The crossover region of interface shear stress for 0010 glass-coated rings and non-coated rings forged on lubricated dies is seen in Tig. 9 to occur near the l800oF temperature region; imolying that the 0010 coating possesses
12

^
a lower shear stress than the workpiece above this temperature region as was previously discussed.
The general relation of the flow stress as a function of temperature as presented in Fig. 10 shows the same increase at l800oF as was noted for the deformation pressure and the effect of the 0010 glass coating and the 8871 glass coating in retarding heat transfer from the workpiece to the cooler temperature dies can easily be seen.
The use of the bulged measurements of the internal diameter change in determining the useful temperature ranges of various lubricants can be seen by comparing the measured value of bulged internal diameter change as a function of temperature as shown in Fig. 11 with those of the corrected internal diameter change as a function of temperature as shown in Fig. 7. The general relationship is seen to be the same and crossover points are at somewhat similar positions on the temperature scale. Both the bulged and non-bulged relationship show nearly the same effective temperature range of useful application of the lubricant combination as noted for the interface factor as shown in Fig. 8.
The qualitative use of the change in bulged internal diameter as a function of temperature allows some information to be obtained from the forging of the Ti-6A1-Uv rings. The flow stress for Ti-6A1-W would be expected to be less than that for maraging steel and thus a higher ratio of interface stress to material shear stress would be expected and a subsequently greater degree of inward flow of the material would result. The general relationship of the various lubricant combination and crossover points would be expected to be the same provided that selective reaction of lubricant with the material does not occur and the general shape of the flow stress with temperature is the same.
The change in the bulged internal diameter of the Ti-öAl-W as shown in Fig. 12 reflects the discussion Just presented. A greater change in the inter- nal diameter is evident, but the general relationship is quite similar to that presented for the maraging steel as shown in Fig. 11.
The regions of favorable lubrication characteristics for the three glasses evaluated in this repori- are üeen irom figs. 8, 11, and 12 to be: for the 9772 glass - from somewhere below 1500oF up to 1700oF; for the 8871 glass - from l650oF to 2100° F; and for the 0010 glass - from 2000oF to some unspecified temperature above 2200° F.
The surface qualities after deformation were determined by visual comparison of the rings after the specimens had been cleaned by grit blasting and are shown in Fig. 13 for the maraging steel and Fig. lk for the Ti-6Al-l*V.
i
13
J

mm*
When maraging steel is forged in combination with Fiske 60UD die lubri- cant and 0010 glass coating on the workpiece, the resulting surface finish after forging is of generally good quality, but slight rippling can be noted. The rippling is most probably resultant from flow between the workpiece and the glass coating owing to the relative high strength of the 0010 glass at the 1500° F temperature. Forging at both l650oF and l800oF gave surface qualities which were still generally good but increasing deterioration was noted for forging at 2050oF and 2200oF. Similar trends were observed when forging rings coated with 0010 glass between unlubricated dies.
Workpiece coatings of 8871 glass sind die lubrication with Fiske 6oUD gave good quality surfaces when forging at 1500oF, l650oF and l800oF. Some deterioration of the surface was noted at 2050oF and a poor surface was obtained after forging at 2200oF. At all the forging temperatures investigated, use of 8871 glass gave consistently better surface finishes than did the use of the 0010 glass.
Use of 9772 glass as a workpiece coating in combination with Fiske 60l*D die lubrication resulted in forged surface qualities which were generally similar, though slightly inferior to those obtained with the 8871 glass coating.
Rings forged without any glass coating, but using Fiske Sohj) die lubricant, resulted in excellent forged surfaces at temperatures up to, and including, l300oF as shown in Fig. 13. Some deterioration was observed at forging temp- eratures of 2050oF and 2200oF although thepe surfaces were still superior to those obtained when using any of the glass coatings at similar temperatures.
Forging uncoated rings between unlubricated dies produced surfaces which were very similar in quality to those obtained when forging uncoated rings between dies lubricated with Fiske 60UD.
Representative surface qualities of the Ti-öAl-Uv riqgs obtained after forging under various conditions are shown in Fig. I**. The best surface finish when forging at 1500oF was obtained when using uncoated specimens and forging with unlubricated dies. Use of the various glass coatings gave surfaces which were similar amongst themselves but not quite as good as that given by the unlubricated conditions.
As the forging temperature was increased above 1500oF the chilling effect associated with contact with the cool dies apperared to become an important factor in determining the surface quality of the forged ring. This effect was especially noticeable on rings forged without glass coatings, as can be seen from Fig. lU. The best surfaces obtained when forging in the l650oF - 2050oF range were produced by use of a workpiece coating of either 0010 or 8871 glass and forging between dies lubricated with Fiske 60UD. Rings forged using a coat- ing of 9772 glass began to show surface deterioration with Increased rippling and some shallow pitting at temperatures of l800oF and above.
lU

1
For forging at 2200oF all surfaces were poor, irrespective of the lubrica- tion coating, as shown in Fig. Ik. The general appearance of the glass coated rings as compared to uncoated rings suggests that some form of reaction occurred between the titanium alloy and the glass coatings.
15

"n
CONCLUSIONS
The use of the ring compression test can be successfully utilized for the ranking of forging lubrication systems. Inaccuracies due to bulging occurring at high friction levels can be minimized by using specimens of smaller ratios of internal diameter and thickness to external diameter than was used, in this work. When such precautions are taken, the method of analysis used here allows a value for the interface shear of the lubri- cant system to be determined. Under thick film lubrication conditions, this value would be independent of the flow stress of the workpiece material.
2. The regions of favorable lubrication characteristics for use of the three glass lubricants evaluated in this report are: for the 9772 glass - 1500oF and below to 1700oF; the 8871 glass - from 1650° F to 2100° F; for the 0010 glass - from 2000° F to 2200° F and somewhat higher.
A significant portion of the favorable effect of glass coatings on work- pieces subjected to metal deformation processes is directly attributed to the ability of the glass coating to act as a thermal insulator retarding heat flow from the surfaces of the workpiece. This is especially signifi- cant if a large temperature difference exists between the workpiece and the tooling with which the workpiece comes in contact. Therefore, consi- deration of coating substances for application to workpieces prior to heating should be based on the ability of the coating to provide three functions: a) anti-friction characteristics, b) thermal insulation, and c) protection of the workpiece from the environment while not reacting directly with the workpiece.
Choice of the most favorable glass viscosity must be made on a compromise of the relatively high viscosity necessary to prevent the glass running off during preheating, and the low viscosity (shear stress) required during forming.
16

REFERENCES
1. A.T. Male, and M.G. Cockcroft, "A Method for the Determination of the Coefficient of Friction of Metals Under Conditions of Bulk Plastic Deformation", J. Inst. Metals, I96U-65, 93., 38.
2. V. DePierre, G. Saul and A. T. Male, "The Relative Validity of Coefficient of Friction and Interface Friction Shear Factor for Use in Metal Deformation Studies", USAF Technical Report AFML-TR-70-2l*3, October 1970.
3. B. Avitzur, "Metal Forming: Processes and Analysis", McGraw-Hill, New York, N.Y. (1968).
k. A.T. Male and V. DePierre, "The Validity of Mathematical Solutions for Determining Friction from the Ring Compression Test", J. Lubrication Technology, July 1970, 389.
5. J.B. Hawkyard and. W. Johnson, "An Analysis of the Changes in Geometry of a Short Hollow Cylinder During Axial Compression", J. Inst. Metals, 1967,_2., pp. 163-182.
6. M. Burgdorf, "Use of the Ring Compression Test for the Determination of the Friction Coefficient for Procedures of Massive Deformation", Industrie Anzeiger, 1967, 8^, p. 799-
7. G. Saul, A.T. Male, and V. DePierre, "A New Method for the Determination of Material Flow Stress Values Under Metalworking Conditions", USAF Tech- nical Report AFML-TR-70-19, January 1970.
8. V.F. Vdovin, "Tt-chnological Properties of Glassbase Lubricants Used in Extrusion", pp. 220-222 from Dnepropetrovsk, Scientific Transactions No. 53, 1967, English Translation by Foreign Technology Division USAF, PrD-Mr-2U3l8-69, 31 Dec. 69.
9. J. Sejournet, "lievelopment of Steel Extrusion with Glass Lubri'dnt", pp. 177-9 of ASME Symposium on Friction and Lubrication in Metal Processing. June 1966.
10. C.S. Cook and J.W. Spretnak, "The Effect of Specimen Size and Interface Lubrication on the Compressive Flow Stress of Copper and Steel", pp. 26-30 of USAF Technical Report AFML-TR-67-280, November 1967.
11. "Properties of Selected Commercial Glasses", p. 13 of Report No. B-83, Corning Glass Works, 1959-
17

r 1
a 3 H
0 o o IA
G
T3 (U
■P cfl 0) Ä 0)
w
0J
w w '„0
Ü
M Q O < bfl DC C
S M
fc O o ^
K o o
S IA
o
n n *-> a)
.c 0)
a, w
OJ o ^—^ crt S^ M <« CO CO SH OJ Ui 0) a — +J en y c M
OJ c; u cd
V, ■P U o E <V CO •p fc a
t-H
tn '-~ Ul 1—1
3 0) 00 0 u « r-t p —- fc C/J o
D
0) w (H
ß 3^ • H tn n M w ;o I, 0) ^ 0 v. ■—
U. (1,
■p ß 0) 0) bO • o S^ a. u
P a OJ +J
o CM
a, G a:
T3 OJ .
H ■
'S "3 0) «) P ^ X! O «)
U, .-,
%
tjONt^-ONOOjoncjNOCvi-^'-xJOj-a-nncMrjoniACMt^ovOj-ii
OtTNOj^T LrvlAVOlAVDLPvV.)MO\l/NLACOaOOsO\0\C\J(1OLr\t— C\J CM rH H CM rH
OONVOi-lr-(0-J-i-lrH-^-cr)VO(v-iCMCMCOt~-^OONVOOOCMvO LTNLAOHi-tMHiHiHOOfl^T-a- f-(rHiHrHOj(MHOO'Hi-l
OOa\firl0\'-liAi-(C0t^--^rf10-3-urN00OV0OHMDCM00OIA
ovoco t--co oco moot^oo h-r—t--vo oxf^c—CM COCO MVO O\ t— t^t~-t^-t^C7\t— ONC7\C~-V£)CO C— t--t--t—CO h-0000 t--00 t--t—
LACMONf^VOOr^^tOCMOOOt^ON^DOCnoOCMVOODO
CMMD CM-* r^O-4- lAOO^ClOOVD-* OO^HOOOvlACM rH-* CMt^ 0\CMCOcOOOOONHCMCT\0\'H'HCOOOONO\0\HCMOOC?\aOO\
COOVO-^LPvOOOVO-^OOO-HOOdCOiAOOOOOO C0^0\0^t^O-*CMV0C--.J-CM0000lALAr-(CT\-4-O'HO\CMi-t
m | I | r-( I | I
rH CC -* -^ -^■ M eg i
lACMCMt~-t—J-COOvLA'H III H CM I H I I
I
O \0 0-3 O O KD -t \0 KO -3 CM-J-VO O-*-* CMJ1 CMVD CMOOM3
t^OVDO^OsCM-JCOvOVOcnrHVOiHmoon^JCOONOOtTNOO CMt/Nr-HCMPOOniA^OVOrHCMfniAiHCMf^rntAV^VßrHirNiHLA
r— r—CO 0\'v"ivoo\(y"lo\r''-|'"-iLACM c^lOf'OOCMir,-» ONIHONO -»rocoaDrHHirNLAHiHOOt— Of—vD-J'^-^t^CMÖf-t^fO
vi)-J- f-r—COOO h- t— t— t—\C IA IT» t— t— f- t—\0 lAiACOCO r- E—
i^o^t^oo^av'AvocY-if—oovDcuaNvoooNOHooNco '(ÖlAPOr-^rvOCOOMDVOCTsHr-rHCTsCOiA
MD LAO r—aoco r-t—t—t—t— MD IA t«- t^ f- r- vo so LAQOCO t— t~- ON O ON CM -^ 00 '
LAC— oco LALAt—cot— t—co^f rot— LACOCO-jcO OsCM^r r-)CM VO-* CMONf^Of^t— LArHVDO-^t r-Honoo^t— LAOcno^ (TOCM-J-roo-ipnCM^HrH-a-cOooCM-ctrooOonCMrH^^l-CM-^CM
K
o a,
c -ll 0 ^
•rH ß] P -H as X o "~* u U5
£> u 3 ■H ►J al
OJ ii a» OJ a) 0) 0) a; OJOOOOOOOOOOOCMCMI-HH U t, U U L, U IH U UrHrtrHrHi-HrHr-lrHrH^Ht— t— C— t— cö aj a) et a a) a) aj cöocooooooooot—t—coco .DiiiÄinajeQmajmooooooooooooNCTvcoco
0) DQaQQQQQ
cd aJooooooo OJ M MD O VO VX) MD VO MD
i) i> d) (UQQQQQQOQQQQ
a) s" a) cdooooooooooo flQ CC CO CQ VO ^O VO ^O ^O ^O VD MD ^5 VO VO
o 3
■"TLAnOcOLAt— CMO'-I^.OfVt—-TCMI—-^O'H^OOLAOsVOO LALA^TVO-J-* t— -* ^^^»rO'A^-VO^T^J t—-* LA>£)V£)VOt— no CO no CM ronor\jnOrO-^ r"'»-* PorOf\j noroCMrO''ir\jOJOjC\l
Id
mm J

""1
0) o -'—v
a) !H M (M 08 co ^ (U i^ o Ä —
■(-> CO c H M i
OJ o ^ a o
<n p u o S a» *
■p fc a 1 n
fc H 0 W M o w co o > <u yi m o JH-'
H P q o tn co yi H T) (U 1 OJ U JH •p c 3 — CO •H M f-l (U M w c/i Ä u 0) bd 0) o IH^- U fc ft. 1
(U
w 0) p
•H c 0) Q 0) M •
o §" M J^
^^ C •H ft, SMI
H hO IH »-» o
o fe p o c 0) p|
X) Q) MäI
l-H ^ u 3 •Hl
w fc, <u
ft< 6^1 J 0
5! o m T3 1
H VO c (D . rH 0 ttiCi
•H H • o V) 3 t-l ■p c
(U cq
T) E * 1 01 ■H O •
^ Q ^ 0) T) U 1- Ä 4) 0) M P
ft. O ^ t»< •H I V) 0) hO w ss ß <
•H K
n ml ^ o ti O •H C|
t», P 'Hi 0) K o
•H j
3 -H J Ql
c t. •H a»
£11
cOoOGOOOO-g-j LTNCMi^cOCMCO-d- r—
rH iH <M
-a--3-U-\nH(\IC\JC\Jr-(HHrHlHiHrHr-H
co rHot~-firit~--^v£)c\jr-t--_4-^r ooo\
0\-3 r-f-rocvj-* LfNmj-^j oc\j_3-vo
ir\rnCNr^^-frivoc\ic\jH-^oOnHonri
^-OOOh-OflOOfOOr— oooo -*vO 0\C\JM3 HCOao nnj-covo oao-^
Lr\l/\C\JC\JiHVOOOVOf,0 mLA^TCMCM CVJ on i i ill i i i i
C\Jir\Lf\C\JOJlAlA<MC\JlALf\C\JO>il/NLrN
voo\LP>iA^jifNror-\x)OHcor-^iiH
O\0Cjmt— CM-^J-HlAf^HCUOfHCO
r— LA LTN t— r- r-vo < t— r- r— t- t— t^ t-
roojcvjooonojajromcMcvjrnrocMCVj
OOOOOOOajC\JC\J(\|^(r-lrHr-(
ooooooo^t—t-r-cooococo OOOOOOOa\0\0\0\OOQOcOco
V 0) OQQQQPQQQQQQQ
a a) cdoooooooooooo CQ « oq^OVOvo^OkOVO^OVOvOvDVOMD
^Ot—OOt^-ODm^ m^J C7\Q LAVO rHCXJ lAiAiAt^r-cooo r-t--t—a5 t~-r—aooo rO0Om'\JC\JC\JC\JC\l(MC\J(MCM(MC\J(M
19

ü as
u i)
■p a
»1 i .
CO
OOJ- CVJrHt^lAt^-OJ r-\ m t- Cl <*) O\\0 \0 ~3 t~<X3
i-( H OJ C\J iH H rH
^ Ü 0) a)
t-H^Ot^M3VOrHMC\JOOVOOOOO\VX5000lP> -3-Lf\\i)VOrHHC\JC\jmOnonm^}-rHHi-|rHrHi-l
o o
o o o
o
(D
tn a)
c •H K)
O 6u
o
at
4) x: 0) u a, tn
c •H PC
L. o
'"^1 tn *-l\ w CO (U ^ t. +J o CO o|
e,
0) v, '-
H W CO W in ^ t. (U ~— O In i, a.
C 01 0) bD • O C Q u 3 •, (U X! M a. o
c 1) Ü u
0) -P
0) •
-0 V bO -P ^ x: o w
<
C U) O b/X
0) K O
•r-l u to
J Q
VOCMajC\JO\000\OiHlAC\JO\lAOl/NlA-*h-0
_- '^M3OH0\'HVDO\0\VD<,0Ot--O\OrH^00
-^■lAHOVOCVJOfOOWOiHVD^-iA^IOOCVJH
Ot^t^lPvOaOC\Jh-OOC\JO\-*lAlAOOC?\OHir\ t— t— iH OJ t-VO 0\0\lAt^VD 0\OVOCOVO 0\t— ON
s r-roh-oot—rot—ot^t^b-t—rnt^t—oono -J-LpiOCT\,vO<vU,VOO-^-3,-3,0\OC\JOf,rICO
m on I I CM c\j i i i
J-^OOOOCOOOOOCOOOJ--* O-J-VO OC\J OOOOJ
C\J(MtAlAC\JC\JlAir>rHC\lC\JlAlAC\JlA(MlACVIlA
0\O-3- OVOO'inj-00^»_3--*VO0J00-* OMDCVJ oomo O rofoj'^r ooo (--ONIAVOVO en t— t~ r-i
0\-3 VO
•
CM ^ ir\ i/N-* OO
• • •
0\ CM CM CM o
• •
OVO Ö\ 0\ ^ t^ oo ao o\ Ox oo CM CM r- IA t- H CO CM CM IA V£) VO -^ -^ r- t^vo vo • • • • t^ t— ^ LAlAt^t— t— t--QO t—
m m H i-H rH r-\ ^^ r-t OO OO o oo (\j ^ C7\ S H ON
vo vo -3- j- vo vo rH
^ VO oo oovn
CM fS • • IA
^ CM
ro on CM CM • • CM CM -* 00 CM CM 0O CM • • CM
0) 01 0) V 0) 0) V OJOOOOOOOCMCMHrH t. IH t, U U fc. t. l^rHrHrHr-IHrHrHh-t— ^t^ a) at ed a) at a) eo oJooooooot^t—tjoo (DCQDQCQCQCQCQOqOOOOOOOOxONCOCO
(UD0)0JQQQQ0>0;0>0i(UQQQQOQ Li U U U ^ ^t ^t ^* 1* Ü U U U ^t ^t ^t ^f ^ ^3 a)eSeda)ooooo)(Da)eSdoooooo
c u ■r-t 4)
o 3
ONOHCMOOO\irNNOOOO'Hr-COt^_3'lACM lA VO VO VO CO 00 CT\ ON oo 0\ 0\ ON ON CO ON OO ON — ., oooOOOrocMCMCMaj-^CMCMCMajCMCMCMCMCMftJ
CO 0 ON
20

o o
o o o IA
o
01
•g u a. u 4)
^ g1
&0
5 Oo EH IA
O (M
O
-d t) •p id 0) X! 0) E a. M
ä •H K U o
EL,
0) o -^"x at t. M
(M «5 EQ ^ o; ^ (U Ä^
■p w c M
H
lACVJ 00 H t— W O O rH rH VO o VO -3-
OJ o t. o) o
VH -p t. o R <U 0) -P u. c
m i-i (0 CO 4) bd
a> g1^
•H oi en
o ^ fc a.
p c 0) 0) U) • CJ s •
6 M
p C O -P a) box: O C M u 3 -H
ou ö x
a» • bOQ
m
Q H Q cd
0) 00 P IH o
^
•s
c o g u
•H Li CO
J Q
0\0 HJ'^J-VDVO lAlAVOVO OOlALfNlA CVJ C\J
r—J- c\iOH ooqr-(c\jo\o>>voc\jo\o\ J-t-t^ajCjajC^OdCMHHMCJrHH
0-^-3-rHC\Jh--*0\HaDV£)LrNfr-iiAC\J
Lr\t-c\jiAO\oniAoc\iir\i/NO\o\rHO\ m^j-L'NmmiA.a-^j-tAirNmfniA-d-
OslAOOfOOOJ-COt-ONiH O00-3- O VDCvjoov£)0\Ot^o\OOLAvoirNrn
noonroooofovDmot—oot—
ON t- (^ -3- -3- I I
r- CM v^3 J- J- O -* ^ I I
ojocvj-^coovij-a-ojoocvjocvjaj
r-ll/NJ- HOIAIAQOIAIAOOVOVO miAiAroroiAiAmroiAmrooomiA
VsOOOVOlAlACOON^I^iHHaj^tOO OvCMmCNJHOOOsHHr-tOf^CMtAtA
Svoaj-^ mooot^iAHt—ITNOOIA ONCMlAirNOvV^lAlTvOrHOOlAOJi-l
_* lAONfOVO if\C\i0O 0\l/\l/NO\0 ONOV J-C\JftI-*J'C\JC\JJ-J'C\JC\J-J-lAHH ooc\ic\ipnmc\jc\jroroc\jCMononc\jc\j
OOOOOOOCMajC\JC\JrHHrHH •-(■-(HHr-irHi-it^t-r-t—t-t-r-t- OOOOOOOt-t^h-t^OOOQOOOQ OOOOOOO0\0\0\0\C0000000
0) <D aiQQQPQQQQOQQQ
cd cd «dooooöooooooo TVOVOVOVOVOVOVOVO
w w w tw* %_* v^r v^ « CQ CQ ^O VO VO VO '
60 ß Li
•r^ a» 60 n
onj-iAmj'Ovoo\oi/Nvo HC\jr—co roMo^o^rnPOoocVirornrornooo^ro
21

mmmmm
1
f) ,—,1
«1 1) K- ' ', , «J tol V. dJ u Q> -^ ^- +-> CO | C
—( H
u^L^^c^c\J^-u^UAVO c\l-^voc\j
fc, o o o
(1) f) >H
al n f. . + ' 1, o t; dJ 01
■P U, H
i—t s w H
(/) 'f ^ ui UJ O SH ^.^
rH -»-> o U. r/j n
^U?C\JOtT1^DOOCO-3-H-^
ON o r— -t o vo -t u^ ON a") ON oo
LAOOO-^t-- OOOOLAON-^-
OJ
CO at
a;
0) 1 Ul SH '-- a ■i M
•r i w w bä to NH u 0) ^ o ^ u. &H
-J- -^ f- CM t— c\j ON ON-J- co ro (AJ
t—OO LAHLAONl^rOC— HIAH j- f—-J- t^-oot^-onLP>_s-NO onvo
o o
3 En
w 03
■H p
•rH
a
T3
0 o o OJ C\J
a EH
$ <u ,a a; u
w
a
+-> c CD a) hD • o C C u a) • <D 6M|
+-> c 0) Vi 0 M^C Ü C bl M a) T-H 0) 6^1 (« X) Ö OJ * o bOP
•H rH • m d K a CQ (1) a •
•H Ü • Q
^ P
-d a M a) Ml -p u ä o bl)
ClH
m X <
Ö HJ C) b)
■H c ■P •'- r! « o
•rH
in OT ,0 (1. 3 •H
»J «1
ITNOOLTNCDOONCOt^-ONf-OOlA
OOUTN ONO\VO rHOjm vo -J I -3- I rH I H I H
NOCOCOOJOOOCVJVOOOO-J-
O-J' ONDPOVOrOCO OLPvOJ'sO oOLrAoniAPOLnPoi/NmLAPOirN
oovoo-3--* oca CMON-J' O O^CVIONOsOOOOfit— C\JMD
NO ("Ot— lAlTNCOt^-NO h-lTNt— LA
aDO-^-COOJcONOCMCXJt—NDNO 00 H LTNt—CO ONLAVO t—-* lACVl ND-^ C—NONO OOt^VD t—NO t—NO
t-NOVO ONLAO LAONt^HOCO J-OJ-cf HOOCNjrOO^tCNJ-J- H onc\imc\joocvjooc\j mojrocvj
0) 0) (D (UOOOOCNJOJHH tl in ^ ^rH^HrHt— t— f-t— a) a) n) doooot^-^coco CQCQPQPQOOOOONONCOOO
0) OPPOJ (DPQPPPP
cd ctJoou) cdoooooo W CQNDNO PQ fflNONONONO^OND
+J +J 4-> -P
co 3 S TO O Ü O CJ
^ ^ u U ,0 ^3 £> fit 5 3 ■3 2
p p P P P
p M w to 0
•H o S 3 S U NO rH .H -H fl C5 Ü a 3 <v p M O OJ .H
<n H t— t^ 0 •rH O t—CO
U. o ONOO
<u P o OJ >-i ^ -4- H t— t~ a) o o t-CO
PQ NO o ON CO
bD a ^
■H 0) bO Ä
o 3
(-"ONVO ONOCO LAONfOt—J-OO NDNOHrgNONDrHrHrHiHHH ononmrorompntv-ioorooooo
22
MMMBi ■MM

ß O
-t^ CO
o tM i) (A
-p ß 0) o SH
fe (LI 0 O-i o o LTN ■P
ß O (LI (H O
Tl 0) OJ PM
aj +J c.5 cd ^ OJ M £ tfi
> Hn
1 w ^ •H
I Q
■ H bO H C
•H Ix, bO O
0 O Pn B M T) Ü K o 5 fe (x,
s 0 O o C
£ LA H
< O
% H
« -0
M -p M
w x: t-l 0)
^ H
bO ß
in M
bO O
■p ß QJ +J (LI bO äJ O ß bfl U CO -H Q) Ä (LI
FM U Wl
bO • ß O
•H • bO M U o
(U • -P o CM • <: o W ß o
•H W -p ß ^3, (U bC S -H
•H OJ
tn bfl ß
VOOJHHHt-r— rH-^J- CTNOJ LTAVOCMChC^JC^N-OLAOVO O OOOOVD^f CT\H LA LA
0\0\h-(AJ-d-COLA(\l r-HCVJ C^J tr- m u\ r-i 0-i CO ^t POCO-^- t— ONJ--d-M3OHa0 Ht^OO LA^O ONHOO t^OOCO O CVJ LAt— t—OO LACO ^-O^O^MD LAO (--COCOaO O O CM t—CO \D
H MHH iHCXJ HHrH
H CM LAt--t-0\LAt~-0 LAONC^CMMDCM LAt^ChCOJ- CM OOO CMCO^f O CM 0\(M 0\°0
LAt^-OJ- HCMLAVOMDiACOOOOON-^cocoOJOt^J- mrOOOCMt-J- CMCMVDVX) rHCMOO CMHrHCMOO^rLALAOOOO CMOOlA
VO
COCM-yVOVOOOOOO-d-OJVOOOCM_3-J-J-CMOOOVDOOC\J<X)OOCOOOCMCM-d-
LAt— OOM3 LAHO CM 0OCO t— t~-t—COOOO CM COPOrHLAVO LACMOCM-J- O t— CMOO CMCMLALAHCvjm^^v^vXlHWCMCMOO^lALAlAVDMDrHCMOO.-J-LAVOt^CMLACM
CM^OVOLAlAVOHt—O H HCOh-OVOMDf-onj-CM^OOJ-^D Hf-tAHoO r-Ht— ON vo^oNVO-^f^icooonLAcooooNrHovooNOOLAt—ONCM-d- CMCMoooot^on^r LACTN LALACMCVJt^-t^t"-^VOlA^3-MDLAU5VOLA-3-mmOOOHt--f— f-VDLAJ-mt^-t--VO
COC^-J-COt— OOHLAt— f—LACMf-COHOOMt— onCM r-cocvjmcocMOQO Mt—ONCOONCNO-^I- cuoot-o VDVO ONONVD I~-COOO O OJ rovovovo t--t--CO O\0\0
CM H j- on o LA VD LA CO
H CM VO t—QO CO o
O\QO a\ H LA 00 ONVD -4- CM CM
CM ^t t— H t-
H H H H HHCMCMCMHHHHHHHHCMCMCMHHH CM CM CM H CM H
H-*COt-t-HHOOO^tt--rHJ-oncOono\OLALACMHON-d-OOVOOO^tONa3 t-VOJ-J- H t—-^ O OOCO LAHVDVOLAmON-J- CO0OCT\t— rH ON-^- OOOCO (AMD OOLA mrOCMCM^rOCncOajrHH^OO^icvioOCMCMCMCMHH-^onoOOOCMHHOOCMOO
0) (L) (U 01 OJ 0) OJ 0) O OJ QJOOOOOOOOOOOOOOOOOOCMCMH U U U U U U U U U S-: ^HHHHHHHHHHHMiHHHHHHt-t—f- a) n) d aJ a) cd cd cd cd cd cdoooooooooooooooooot— t—co pQpqpqcqpqpqcqrQpqcqpqoooooooooooooooooooNONCo
(l)(U(D(l)QPOQQQQaj(l)(Liai(Ua;(Ua)(Ua)<l)QQOPPPQQQP U (H U U^t^t^t-^^S-^t-^t U U U U U U U U U U U-^t^-^-^^t^t^t^f^t^T cddcdcdooooooocdcdcdcdcdcdcdcdcdcdcdoooooooooo
pq PQ m cqvOVOVOVOMDVOVO PQ m ff) PQ W m PQ PQ PP PQ pqvdMDMDVOMDVOVO^VOVO
bO ß u
•H 01
o 3 lAt--COt— HiA0\iHLAONrH00V0-^fVDLAV0V0t~-aNC00NO-d-c0O-4-C0OCMCM0n <M t— CMCO t~-t—t--cOaDCO ONONt--0\CM ONONCO 0\CM O\0\t— t— t—COCOaO ONf—CO t— LArOLAooonroooooonoom-d- on^f LA-J-J- OOJ- LA-d-_d- oornooonooononroroon

c o
•H ■»-> M CO M M -3- -3- VO E <U CO • • •
ao KO o o ou -& t—VO
<M <u Q
■p C (U • 0) MQ o t- t-
JH 3 M ^f IA H
fe se OJ W
0 o o +J LA C (U +J
VD W ^■ o
EH (H cd -H ao m m 0) X5 (U C\J IA IA
"0 PU U K (U
■P 0) OJ
X! (U U
PU bO •
0) C Q
•H • p t^ t- CVI IA00
•H «}M f- IA LA Q
O ■ • ■
to t. C
•H >H UD (U • OD CM t- U +J Q J- lAV^ „P «M • t— O O h. < O
F H C\J C\J -d m
£^ ^ § O •H Ü bi W +J N—^ 0 C XJ t^-^- 00
o a> M IA> m m H o S -H on c\j c\j H IA •H V • • • tc]
H Q ac 3 0
£
0) Ä w
2! M iH H H C t- t- t^
PL. •H CO 00 03 ß K OO 00 00
to O 00 •H c +J
•H £d « Ü
•H u u o & fc 3 M « Q P
^ (U J- J- J- ■H O O O Q V£) VD VD
»
bO fi JH
•H 0) bO,a SH E t^ on o o 3 c\j oo on
c^ s LA on IA
2k

HI
ö o •H +> U at oa M S V CO
o a. «H
<s +J C V • O «)Q
b b 3 M 0 o Äß o IA
-p O C 0) -P
« 0) rj 0) Pu G K
0) JÜ 0) M
p* M 0) 60 •
•H ß i3 Q ■H •
MM w ^H
TT ß o H.H fc äff >H R o V • Ofe P Q
go 2lA
o En t) 0)
0)
(0 bO Ö
•H P5
< o (0 c o
(0
üT •H
C K O
•H
o •H Jl
3 B) J 0)
CVJVOl/NPICVJOsO^DCNJVOeOCMr^OvCVJ-a-CVJ-^CVJlAONCVJ
cvj^-a3i/MAiAtrNO\oo-a-oc\icoh-c\Joooc\jirkVOh-oo t^ro^-ovo irvo o\ir>iAO\o\vo ir>o\oovovomo\0\a\
-a-vo t—o\-s c\j onj- CVJ o\oovo uwo o iHVO OJCMCNJIAIAH CVICVJ CVi -a-vot—0\-sc\jonj-cvjo\oovoiAM)OooooMAp\^tt—
~ H <\J C\J CVJ
vo-a-vo w ooo weovooo-a-a cvj-a-a-oovovo-a o o-a VOOVJ3C\I0000C\JCyt-t—CMOJh-t^CVJCMOOOOpNOOP^J- Hl/SrHlAC\JOJlAlAOjCVJl/\l/\C\jCMLr\li^C\JC\JWl/Nl/Nl/N
ooi/NvoHooonc\i.a-a o\ir*o\t-o\0\-ac\jO\t-c\jiA^ fni^ONO^voooiA^iAt—on^oovoxrHt^t^ofovo-a VOCVJVO i/>iAir\mmvovoiriuAt^vo i/\vovovot—I^WNI/N
OJVOOVOOO^t-CVJHVOQ^CMCOU^VßlAt-HOVOf^ CUrHJ- CVJOHt-t-O^m^CO-aj- rH^l^J-VOmfO-a \D &\\0 O t~t- 0\0\t-i~ Q O t-t- O O t-t-t- O O O HiHrHOJHHHHHHCVJCVJHHCVJCVJHHrHCVJCMaj
-oa t—O\OVOO\VOCM Hoooo-a moo\ot-t—onir\iAoo
■oj^tcvjmrocvjcMoopocMOjoorocMCMfOPOpncvjcvjaj
a»OOOOOOOOC\IC\JCVJCVJHHHHHH hHHHHHHHHt^t-t—t-^-^-^-^-^-^-
. aSoooooooot-t—t-t-OQOOOOOOOOOO pqpqmpqooooooooo\0\0\cr\ooooooaDQOcö
u (HJ-J- SH H ^ £-a.a.a.a-a-a-a-.a.a-a-a-a-a-a cS BJOO aj o a) cdoooooooooooooo PQPQVOVOPQpqpQCQVOvnvOVOVOVßVOVOVOVOVOVOVOVO
Ö u •H (U
o 3 OOJH^ONOOt—^t-^-J-l/NCOCMOH-aiAHCMfnCVJ OOOOOOHHOOHHOOHHOOOOHHP^» iALPvLrNiAJ,j-j-_a-a-aj-j--aj--aj-_*-a ifN^t^r IA
(
25
L - ■"-,--

o u
u
M
00 c
•H bO
o ft.
5 o 3
m o
o
0)
0)
0)
•f-t
C O
■*-<
a 1 in M
2! 52 o a, «-. 0) Q
■P C 0) . 0) MQ ü u §M
O £ 6 o o ifS +J
c «j -p
& o u s«
-o V 6ä 9) PL,
00 • C U
•H • MM h O u. t. (U « c Q • < O
CO c o
•H CO ■P c •s B •H
•H 0) Q as
vo-* OOOJ iricvjvo-a-oo o o\^ CVJVO o-^ ITJIAO t—-* oon.* H h-coiAt-o\
t— OHa\lwU>Ol/NCVJl/NrHOOlAVOOOOmo\",>fr,'-<QH^tO\0000000
oovo IAONOJVOVO mcvj t^o\wvo irvoo t^rH men o\t—r— o rot-ir\oo ir>-^ o\t-
HHVOt-lAO\t--t—cn-3-Ht-t^VO(\ir-OOC\JCMt-OOCOVOVOVOVOJ-m-*HVO
0OVO-3-00VO0O OVO rH rHJ- CVI-*^ OOJ O OCVJ^OO O-^ C\JC\J0OJ-VO OVOOO
ooo\ooh-ooo\C\jcn(,np\QOO«v,icnj-iAoo\0\Qi-iiAHC\joom_*^»m cvjojiALAcvicv/wirNirNirkWmmrniAirNiAiACvjwwmcoroj-i^L-NiAi^invo
iTiooHHHoopniriHirivoHoovp^CMQNmoOHOOOPOOH-a-Osi—voo
IAIAH O lAl/NlACVJ C\J OJ IAVOVDVO C\J m fOJ-VO tAVOVOVO CAIA-SJ- fOJ-J- CM
W W H W irvt—ooH-3-voc\jj-C\JH^»iAh-ocvj-*cviir*^toomfO(n
t—VOVO CM^tJ- C<) t~ H H-^VO^--3- ir»i—0\t-0\H O PJJ- 00 I—t-0\Ost^^t-0\0\0\l—^t-t—0\OOOVOf-t-t—t^t-000\OOOOC\J
HHHHHHHCVJHHCMHHHrHC\JCVI(MHHHrHHHHHC\lC\ICMC\JCM
VOCVJOOVOCVJVOl^t— ONONCO O\0O 00 IA-* IA ir\-* -^ vo ir\ IA m fn m IA^f ^ -* on — nmojcvjropnoncvjcviojpommoooj
-»QiAOv^Hocn-a-j-vooocvjot^ mmCMQslAlAlA-* cviQs^ioornoocM cvjcvjwfnooonmonoocvjcvjcvjcvjcvjcvi
oo H
V V i) 0) V 0) 4> V V 0)000000000000000000000 hbÖHhhlb^h tiHHHHHHHHHHHHHHHHHHHHH CD CO «0 M O CD CD CD CO CflOOOOOOOOOOOOOOOOOOOOO pqpQpqpqmmmmpqcQOOOOOOOOOOOOOOOoooooo
9) 9> t) 0) Q Q Q Q Q Q UVOJVOO) 0) (UQPQQQPQQOQÖPQ
CO CO CO COOOOOOO CO CO CO CD 0) CO CO coooooooooooooo mpQPQCQVOVOVDVOVOVOPQPQPqppmpQPQpqVDVßVOvovovovßvOVOVOMDVOMD
to C U
•H 0)
H a O 3
VOlA-^lAlACMHOOOHlAJ-nrOVOCVJOOVOCOmJ-ONOOHVOlACMt— ONOO CVJCVJOOmOOOJCMOOrOCOHCMCMOOHOOcnmot-t^OCVJHHt-C^HC— CMH voiA-^iAiAcvirHcooi-iiAj-(nm\oc\jmvocom^ro\ooHvoiAOJt-- CVJCVJOOOOOOOJCXJOOrOCOHCVJCMOOHOOcnmot— t^OC\JHHt-C^HC— J-J-^fJ- lA^tJ- lA-d--* lA-^-S- lAlA_-tJ- IAIAJ-J- lA-* lAtA^T^- lA-* J- LA
26

ni
o o o IA
O E-«
T) J
4)
cm
•H
EH -H
5 ^ O O
^5
H GO
o EH
(1)
a» si
OH
(0 bO Ö
•H « u o
o
a)
o
a ■p c o u t) 0,
to W M
a.
bOO
s 6
o c tc 0) Ä 41
PU U «
Ö O
•H
O
ON C\J -^ -^ rH O 0\
r-i ^t t— CO rH OD VO
^r oo vo ir> o\vo t— • • • • • • • -» -3 ONVO CM ON H ir\ H m rH rH cn^
C\J C\J VO o -^ vo CVJ • • • • • • « o oo CVJ o\ g\ CJ on t- OJ IA u> u\
WS • C M oj a\ fn vo oo on ^
•H • ^ On ITN CVJ l/N IA 00
o
onvo ^y vo vo-* ^
fe M 0) • on CM -^ on f- iA c\j
■P Q ^ iA-* LA j1 o on <M • -* t^ o t— t- o o <; o
CM rH CM rH rH CM CVJ
c O •rl
it 0\ ov t- iA on t-,» ^t iA on iA iA on on
B -H H on CM on on CM CM •H () Q 33
O CM CM rH rH H H H t— t- t~ t- I- t- O t— ^ OO OO 00 00 O Ov 0\00 OO 00 00
Q Q Q Q Q Q Q ^t ^t ^t ^t ^t ^t ^t O O O O O O O vo vo vo vo VO VO VO
-4- 0O t— OvJ 00 t— H H CM H on CM on IA J- J- -3- IA J- IA
27

c o
•H •«-> »1
o cu
s
onvom^(ric\ji/Nr-tvoirNm>sOCJ\LO>c\JO\t,nc\jrHoo
VOI/NIAVOJ-IAOOOOCOVOONO IHIAC\J(\JO\VOIAO\ U> lAHrHVOirNrHrHirvVOC\Ji-|V£)VDHrHVOl/N
o o
o o o IA
o
-o
a) 0)
it
a, to i)
c •H
o
E-1 o OvJ
o
0)
d;
c •H K
o f..
■IJ C i) • v tea o c •
a, G
+J c 01 +> <u WX! o
3 -H 0)
cu 65
«) • ö Q
k> O b,
U 1) •
<; o
-31 ■H 1)
Q
o onooot—t—I-) o foj- mirvo\o\t—lAiAt^j- o-,
O-^- 0\OCya\C\J-3- O-* C?\lAVO-*OOlAHt^VOlA flCOCMh-IMCVJt—VOC\lC\J-»l/\C\JC\l.3--*C\Ji-l-*.^
vovoco^rvooovocvi^j-vovo^TVDCMrucjrviQOOj
O\cng\P0HCVjiAiAHi-(-3--3- oornmajcvjj-iA CM lAcyiAromiAirNmooiAi/NoomiAiAoocoiAiA
lAOO OlAOt—0\OOOCO O-J-OO rOlAOO\t--C\JVO cxjiHroajcocvjot—ONt^ooon-^-^ooooaoHoo LfNHiAcyiAiAOj c\jiAiAmonirNiAm-*iAvo^»-s-
l^-000\-3,Cy\00r0Q0V0OOrr»O\-^f,0a0t--0\C\Jh- iHiAOjooj'OOHrniALArocxj-^- ir\o«-iiAvomiA t^O\t—ONt^t^OOt^t^OOt— t—oot^t—oo
ru c\j aj oj c\j w c\j aj
CM C\J HOOCMOIACM-* OOt— t—OD h-J-J- 0\ 0\\0 -3 lAcniAfO-^-j' aj cvi-*-^ CM CM-»-^ mmrorocM CM oocM(ir>CMmor»CMC\jf,rif,ocvjoj pomojojcomojcM
i) tt> 4) OJOOOOOOOOCMCMCMCMHHrHH
BJ a) a) aJoooooooot--t--t~-t—coaooooo ccimmcQooooooooo\o\o\ONCooocoQO
a) o3oo ed aJ «J aJoooooooooooo CQ (y\OVO PQ CQ CO pQM3V£>M3VOVi)VOVOVOVOVOVOVO
t^ONCOOlAVD^-^-J-fOHCM OiOt—00HC\JO\O rH rH r-HCVJJ--* lALTNJ-J- lAU>rn_4-_^J-^_*^J- IA lALALAlA^fJ,-^J--^-_4-^tJ-_*-^-4--^J,J--JJ-
28
Maaa HMHMMl ■MM

1
o o o
o
"d OJ •p a) a> o u a, w
c •H
t-, O o
w fc ^ 0
5 8 C\J
o
0)
0)
a,
3) ß
O
c o
•H ■p (0 cd M M
g (U U
CO
o (1, V-, i) Q
+J c 0) • Q) M« o § 1-1
a- 6
OJ x; OJ a. G ä
O
0) ■p (
< <
C o •H « p c
■§ a •H
•H 01 a «i
w w c
•H C 05 O
■r-t
P a) ü
u ■%„ i-5 QJ
ONOJCMVO i-tmu-\(\l rHO\lACO
o-j-voocvjou^ont—or-vo
cOt^t—vX)0\DO\rHCOO^O C\JVOC\jvX)C\JLf\.Hi/-\C\IUJ(<JLA
OJ-OO^»-*OO-^-»VOCOOO
l/Ni/NlACMrno-HOncOOCOiA mj-^t LfNomo^onovot--
lAVOOOJt— f'OOOVOt— OJOS^-
OJ OJ C\J OJ C\J
IAOO iHoooovo comr-H IAIA onc\j^ti-tro(M,»C\jmmpoc\j ooojcorvjoncxjmcvjrnajmoj
0) a> a» «»oooocxjcvji-tH (^ (s Li i1,-(,H,-|,_|t— f-h-i— eS cd a) edoooot^-t—cooo ffioqm«ooooo\0\aoco
cd o o 0) Q Q Q Q Q O >-i -J- -^ -^ -S -^ -^ cd o o o o o o
P J
3 Q O -^
■<-< o
^ a, ^ A!
to 0 -^ S ft,
1 I
0) Q
ed o m v-0
■p p -p
ä a co ü o o
•H -H TH U fc. !•■.
J J ^ Ul to to
3 3 ä M rH nH O O O
O OJ ^H iH t- t— O t-OO O CT\0O
I I I
O C\J .H ^H r- t^ o t^oo o o\co
en CQ^OVO m mvovßvovovo^o
w ß t- •.^ 01 W^ u 0 3 b. ^5
ovooo.^ o\ir>t--rOLPirHvoc\j vovo Lr\vo LAVO LTWD IAV£) lAVO
29

1
150
140
130
2 120
o HO
• 100
00
to
70
i i • ■ i
LUBRICATION SYMBOL DIBS RINGS
O 60UD 0010 a 60UD 8871 A 6OUD 9772 • BARE 0010 ■ 60UD BARE 4 BARE BARE
10 20 30 40 50 60 70
RE0UCTI0N IN NEIONT %
FIGURE 1. Variation of the peak deformation pressure with reduction in thick- ness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on the measured value of the contact area.
30

1
48
40
32
24
16
<» 0
-8
-16
LUBRICATION SYMBOL DIES RINGS
o 6OUD 0010 0 60UD 8871 A 6CUD 9772 • BARE 0010 ■ 6OUD BARE 4 BARE BARE
/
10 20 30 40 50 60
IEDUCTI0N IN HllfiMT •/•
70
FIGURE 2. Change in the internal diameter of the maraging steel rings with re- duction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on a corr- ected value of the interned diameter.
31

wmm
•
SYMBOL LUBRICATION DIES RINGS
i
.50 O Q
• ■
SoUv 0010 6OUD 8871 60UD 9772 BARE 0010 60i*D BARE BARE BARE
■
e
o
«A. * J V
M 0 0
u ---•0 0
ä ^
IM
0 00 ■
^ ■ ■ .. — A
■.A''
10 20 30 40 SO 60
IE0UCTI0N IN NEICNT %
70
I
FIGURE 3. Variation of the interface factor with reduction in thickness as a function of the lubrication system for the 1500oF forging of mara- ging steel rings. Data are based on the corrected value of the internal diameter.
"*?

V»
M
120
110
100
90
SO
Z 7Q
00
so
LUBRICATION SYMBOL DIES_ RINGS
0 6OUD 0010 □ 60kD 8871 L 6OUD 9772 • BARE 0010 ■ 6OUD BARE 4 BARE BARE
10 20 30
IEDUCTION
40 SO
IN NEI6IIT %
60 70
FIGURE U. Variation of the effective value of the material flow stress with re- duction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on the corr- ected value of the internal diameter and the measured value of contact area.
33

28
- 24 m
y 20
Ui
Z » «I
i l
SYMBOL
O o
LUBRICATION DIES RINGS
60l+D 0010 60I+D 8871 60I+D 9772 BARE 0010 60I+D BARE BARE BARE
l l
M 12
« 8 ki.
UI
f 4 x0^0*
0_- o —
■ i * • i •
10 20 30 40 50 60
REDUCTION IN HEIGHT %
70
FIGURE 5. Variation of the interface shear stress with reduction in thickness as a function of the lubrication system for the 1500oF forging of maraging steel rings. Data are based on the corrected value of the internal diameter.
31»
■MHMlMHMHMBMi

"HI
100
90
c/> 80
" 70
r so
40
30
LUBRICATION SYMBOL DIES RIN^.S
0 6OUD 0010 D 60i*D 8871 A 6QhD 9112 • BARE 0010 ■ 60UD BARi;; ▲ BARE BARE
NOTE
D., t symbols shown are fo deformation normalized to 30% reduction in height. The symbols were added for curve definition.
1400 1600 1800 2000
SPECIMEN PREHEAT TEMPERATURE
2200
FIGURE 6. Variation of the peak deformation pressure with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the measured value of the contact area.
35
L J

■Wl^^^^p I II
48
40
32
- 24 •
16
^ «
0
-8
-16
LUBRICATION moL DIES RINGS
0 6o^D 0010 a 60hD 0871 L 60l+D 9772 • BARE 0010 ■ 60iiD BARE A BARE BARE
NOTE :
Data symbols shown are for deformation normalized to 30% reduction in height. The symbols were added for curve definition.
■
1400 1600 1800 2000
SPECIMEN PREHEAT TEMPERATURE
2200
FIGURE 7. Change in the internal diameter of maraging steel rings with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the corrected value of the internal diameter.
36

1
.50
.40
2 .30
</> .20
.10
LUBRICATION
SYMBOL DIES RINGS
0 60!4D 0010 D 6o)+D 8871 A GohD 9772 • BARE 0010 ■ 6oi+D BARE ▲ BARE BARE
NOTE:
Data symbols shown arc for deformation normalized to 30% reduction in height. The symbols were added for curve definition.
1400 1600 1S00 2000
SPECIMEN PREHEAT TEMPERATURE
2200
FIGURE 8. Variation of the interface factor with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the corrected value of the internal diameter.
37
I i

28
24
LUBRICATION
SYMBOL DIES RINGS
0 60i+D 0010 D 60hV 8871 L mkV 9112 • BARE 0010
■ 60l+D BARE 4 BARE BARE
CO
<A
20 "
16
12
</>
8 -
NOTE:
Data symbols shown are for deformation normalized to 30% reduction in height. The symbols were added for curve definition.
-B-
1400 1600
SPECIMEN 1800
PREHEAT 2000
TEMPERATURE 22 00
FIGURE 9. Variation of the interface shear stress with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30% reduction in height. Data are based on the corrected value of the internal diameter.
38
L aaaaMttaBMMl ■■■HaaMHM

90
80
to 70
H. 60
«■ 50
i- 40
30
NOTE:
Data symbols shown are for deformation normalized to 30^ reduction in height, ^he symbols were added for curve definition.
LUBRICATION SYMBOL DIES RINGS
O 60l4D 0010 0 60i+D 8871 A 60^D 9772 • BARE 0010 I 60UD BARE 4 BARE BARE
1400 1600 1800 2000
SPECIMEN PREHEAT TEMPERATURE
2200
F
FIGURE 10. Variation of the effective value of the material flow stress with forging temperature as a function of the lubrication system for the forging of maraging steel rings to 30^ reduction in height. Data are based on the corrected value of the internal diameter and meas- ured value of contact area.
39
.

wmm wmmmmmmmmmmm
1
5?
O Z
UJ
5 < Q
< z (^ UJ »— z z LU
a: U
30
20
10
0 -
-10 -
-20 -
10
0 -
-10
i 1 1 r
50% DEFORMATION
0010 GLASS
8871 GLASS ^
0010 GLASS
BARE £ ft*
j/ 9772 GLASS
I I
1400
30 % DEFORMATION
1600 1800
TEMPERATURE - 0F
2000 2200
613468-19B
FIGURE 11. Change in the internal diameter at the bulged surface with forging temperature sis a function of the lubrication system for the forging of maraging steel rings to 30^ and 50^ reduction in height.
U0
MM MUMM

1
to < LU
90
80 -
70 -
I
Ü z 2 60
O LU
< 5
50 -
<
Qi 40 LU
|
Z
30
20
10
50% DEFORMATION
DIES SPECIMEN
O •FISKE604D BARE D|
A A BARE BARE
D IBARE 0010 GLASS
30% DEFORMATION
I
1400 1600 1800
TEMPERATURE - 0F
2000 2200
613468-6B
FIGURE 12. Change in the internal diameter at the bulged surface with forging temperature as a function of the lubrication system for the forging of Ti-ÖAl-W rings to 30% and 50% reduction in height.
1*1

mmmmmmmmmmmmmmmmmmmmmm
LUBRICANT DIE RING
FISKEOOIO
FISKE 8871
FISKE BARE
IBOO'F ISOO'F
TEMPERATURES
NOT REPRODUCIBLE
220OQF
FIGURE 13. Influence of various specimen and die lubricants on the surface quality of maraging st-el rings forged at various temperatures to 50 percent reduction in height.
k2

LUBRICANT DIE RING
FISKEOOIO
HO^ ^ OOVi^ ^
FISKE 8871
BARE + BARE
ISOO'F ISOO'F 2200'F
TEMPERATURES
FIGURE ih. Influence of various specimen and die lubricants on the surface quality of Ti-6Ai-UV rings forged at various temperatures to 50 percent reduction in height.
U3















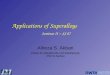








![28119167 Corrosion of Superalloys[1]](https://img.pdfslide.us/doc/110x75/577d2ae91a28ab4e1eaa6cd2/28119167-corrosion-of-superalloys1.jpg)